Содержание
Автоматические линии — массовая автоматическая обработка станками
Назначение автоматических линий (АЛ), как и любого другого оборудования, сводится к повышению производительности и увеличению прибыли. В данном случае эффективность достигается за счет многоинструментной и многопозиционной обработки деталей, сокращения доли живого труда, т. е. концентрации производства, полной автоматизации вспомогательных процессов и резкого уменьшения количества обслуживающего персонала.
Автоматические линии — это ряд автоматически управляемых станков, транспортных и контрольных механизмов, работающих по заданному технологическому процессу и представляющих собой единую систему, предназначенную для массовой обработки устойчивых по конструкции изделий АЛ используются преимущественно в массовом производстве разных отраслей промышленности, а в машиностроении они выполняют широкую номенклатуру операций: сверлильно-расточные, резьбонарезные, фрезерные, шлифовальные, токарные, зуборезные, кузнечно-прессовые, литейные, сварочные, термические, окрасочные, гальванические и др.
Впервые металлорежущие станки были соединены передающим устройством на английской фирме «Моррис моторз» в 19231924 гг. при изготовлении блоков цилиндров для автомобильных двигателей. Линия выполняла 53 операции и обрабатывала 15 блоков в час Линия обслуживалась 21 оператором, но управлялась она с помощью рычагов и поэтому была ненадежной в эксплуатации В 1928 г. фирма «А. О. Смит энд К°» построила завод в Милуоки (США), на котором было полностью автоматизировано производство автомобильных рам Изготовление рам начиналось с получения стальной полосы, которая сначала проходила через контрольную позицию, где проверялась и выправлялась. Затем по мере продвижения по автоматической станочной линии полоса резалась, гнулась, пробивалась и прессовалась, приобретая различные формы, необходимые для различных частей шасси. Так же автоматически все части собирались и клепались, затем собранные рамы обрабатывались металлическими щетками и протирались для последующей окраски. На линии, обслуживаемой 120 рабочими, главным образом наладчиками и ремонтниками, ежедневно производилось около 10 тысяч рам Таким образом, на каждую раму затрачивалось 16 человеко-минут.
В 1929 г. фирма «Грехем Пейдж Моторс» (США) создала автоматическую систему на базе агрегатных станков для обработки блока цилиндров машины. Автоматическая линия, созданная фирмой «Джон Бертрам» (Канада) на основе агрегатных станков, имела главный пульт централизованного дистанционного управления При этом у каждого станка (блока) была своя панель управления. Таким образом, впервые была создана единая сблокированная автоматическая система машин.
В Советском Союзе станочная линия впервые была создана в 1939-1940 гг. на Сталинградском тракторном заводе. Она состояла из 5 станков, соединенных конвейерами, и предназначалась для обработки роликовых втулок для гусеничных тракторов Первая поточная автоматическая линия была построена на базе модернизированных станков ручного управления.
Во время Второй мировой войны и в послевоенные годы автоматические станочные линии агрегатных станков получили большое распространение на советских машиностроительных заводах В 1946 г. ЭНИМС и завод «Станкоконструкция» создали автоматическую линию станков для обработки блоков двигателей тракторов.
В этом же году была создана линия для обработки головки двигателя трактора ХТЗ. В 1947 г. созданы четыре автоматические линии для обработки блоков двигателей грузовых автомобилей ЗИЛ-150. Одна из четырех линий состояла из 8 станков типа А291, А306 и имела 8 рабочих позиций, 224 шпинделя, а также 20 электродвигателей. Управление автоматической линией производилось с центрального пульта, снабженного световой сигнализацией Протяженность линии 17,2 м С этого времени началось быстрое внедрение автоматических линий в СССР.
В конце 1955 г. на Первом государственном подшипниковом заводе (ГПЗ-1) был создан и в 1956 г. вошел в строй цех, оборудованный двумя автоматическими линиями по производству шариковых и роликовых подшипников. На линии полностью автоматизированы все операции механической и термической обработки колец, контроля, сборки, антикоррозийной обработки, упаковки изделий и удаления стружки (рис. 1). Благодаря внедрению автоматических линий производственный цикл изготовления подшипников сократился в 4-5 раз, а выработка на одного рабочего повысилась в 2 раза.
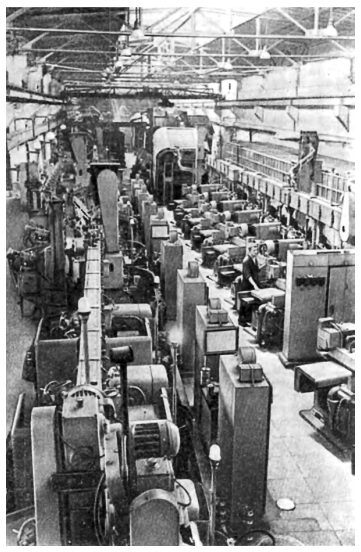
Рис. 1. Цех-автомат на ГПЗ-1
1. Классификация автоматических линий
Учитывая широкое применение АЛ в промышленности, их классифицируют по разным свойствам: по типу оборудования, расположению оборудования, типу связи между станками, способу транспортирования обрабатываемых деталей АЛ делят на жесткие (синхронные) и гибкие (асинхронные), сквозные и несквозные, ветвящиеся и неветвящиеся.
По типу оборудования различают автоматические линии, скомпонованные из специально построенных для данной АЛ, универсальных или специализированных станков Два последних типа перед встраиванием в линию должны быть модернизированы и автоматизированы.
По расположению оборудования АЛ делятся:
- на линейные, кольцевые, прямоугольные, зигзагообразные, z-образные;
- на однопоточные и многопоточные;
- с зависимыми и независимыми потоками;
- с поперечным, продольным и угловым расположением основного технологического оборудования.
Большинство компоновок имеет незамкнутую структуру, обеспечивающую более удобный доступ для обслуживания и ремонта.
По типу связей между станками АЛ делятся:
- на жесткие (синхронные). Такая межоперационная связь характеризуется отсутствием межоперационных заделов. Заготовки загружаются, обрабатываются, разгружаются и передвигаются от станка к станку одновременно или через кратные промежутки времени, в случае остановки любого устройства вся линия останавливается;
- нежесткие (асинхронные) . Межоперационные связи обеспечиваются наличием межоперационных заделов, размещаемых в накопителях или транспортной системе. Это дает возможность при выходе из строя любого станка работу остальных станков до истощения межоперационных заделов не останавливать
По способу транспортирования обрабатываемых деталей АЛ бывают:
- со сквозным транспортированием через рабочую зону станков — применяется в основном при обработке корпусных деталей на агрегатных станках;
- с верхним транспортированием заготовок — применяется при обработке зубчатых колес, фланцев, валов и других деталей;
- с боковым (фронтальным) транспортированием — примеряется при обработке коленчатых и распределительных валов, гильз, крупных колец;
- с роторным транспортированием — применяется на роторных АЛ, где обработка и транспортирование полностью или частично совмещены
АЛ можно разделить по способу перемещения обрабатываемых деталей с позиции на позицию:
- на спутниковые (для обработки сложных по форме деталей, которые трудно или невозможно транспортировать и закреплять в автоматическом режиме с помощью механических устройств);
- бесспутниковые (для обработки деталей, имеющих развитые базовые поверхности, гарантирующие их надежную и точную установку на транспортере и в зажимном приспособлении).
Конструкция станков, входящих в состав линий (как специально построенных для данной АЛ, так и универсальных или специализированных), при встраивании в АЛ не претерпевает существенных изменений. Доработке подвергается только система управления (работу каждого отдельного станка надо согласовать с работой всей линии), а станок снабжается устройством автоматической загрузки заготовки с транспортера. Оборудование АЛ, помимо станков, включает транспортные системы и системы управления.
2. Транспортные системы и механизмы АЛ
Конструкции транспортных систем и механизмов АЛ зависят по большей части от параметров обрабатываемых деталей.
Транспортные системы АЛ являются одной из их основных характеристик. Они делятся:
- по целевому назначению (на системы для межоперационного и межстаночного перемещения и для удаления стружки);
- по способу перемещения деталей (циклического и непрерывного действия);
- по методу перемещения деталей (под действием силы тяжести, принудительно и смешанным способом)
Основными видами транспорта АЛ являются:
- элементарные транспортеры;
- распределительные транспортеры (разделяющие поток заготовок на две или более части и соединяющие разделенные потоки);
- поворотные устройства (поворачивающие заготовку вокруг вертикальной или горизонтальной оси);
- подъемники (поднимающие заготовки вверх при расположении транспортера над станками);
- манипуляторы (передают заготовки с транспортера в зону обработки станка);
- транспортеры для уборки стружки и пр.
Для перемещения заготовок с одной рабочей позиции на другую применяют разные виды транспортеров: толкающие, цепные, подвесные, ленточные, роликовые, винтовые, инерционные, лотки, трубы и т. п.
Одна из модификаций шагового штангового транспортера с собачками показана на рис. 2, а. Для перемещения деталей, имеющих развитую опорную поверхность, эти транспортеры совершают возвратно-поступательное движение вдоль линии. Все детали 1, находящиеся на транспортере, за один цикл синхронно перемещаются на величину хода штанги 3 от пневмоцилиндра 4. При движении штанги 3 в обратном направлении собачки 2 проскальзывают под деталями.
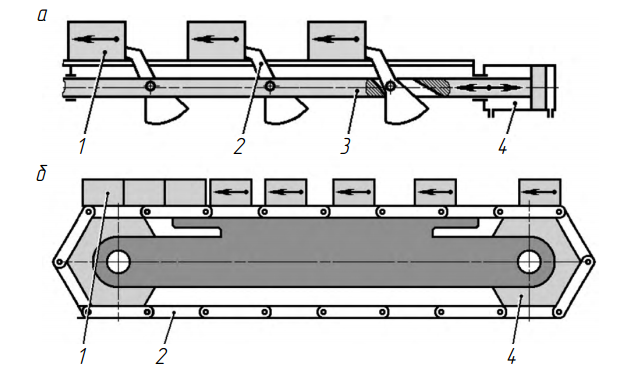
Рис. 2. Простейшие транспортные системы автоматических линий: 1 — деталь; 2 — перемещающий элемент транспортера; 3 — штанга; 4 — привод.
Цепные транспортеры (рис. 2, б) применяют на многих линиях, где надо непрерывно двигать заготовки в процессе обработки. Движение деталей 1 на таком транспортере не является синхронным. В конце транспортера детали обычно накапливаются в небольшом заделе. В качестве шаговых цепные транспортеры почти не применяют. Это объясняется тем, что обеспечить точное перемещение заготовок для их фиксации при базировании и зажиме на рабочих позициях цепной транспортер не может.
Транспортные системы бывают с жесткой, гибкой и смешанной связью.
Жесткая межоперационная связь характеризуется отсутствием или очень малой величиной межоперационных заделов. В АЛ с жесткой связью заготовки загружаются, обрабатываются, разгружаются и передвигаются от станка к станку синхронно через кратные промежутки времени и в случае остановки любого агрегата или устройства вся линия останавливается.
В АЛ из агрегатных станков для обработки корпусных деталей большей частью применяют транспортные системы с жесткой связью оборудования, к которым относятся шаговые конвейеры с убирающимися собачками или поворачивающимися флажками. В целях сокращения простоев в АЛ с жесткой связью применяют конвейеры с управляющимися собачками, которые позволяют производить небольшое межоперационное накопление деталей между станками.
Гибкая межоперационная связь обеспечивается наличием межоперационных заделов, размещаемых в накопителях или транспортной системе, что создает возможность при выходе из строя любого станка работу остальных агрегатов до истощения межоперационных заделов не прекращать. Показанные на рис. 2 штанговый и цепной конвейеры относятся к системам с жесткой и гибкой связью соответственно.
В АЛ с гибкой связью для обработки главным образом деталей типа тел вращения (кольца, фланцы, валики) чаще всего применяются транспортные системы в виде цепных, роликовых, винтовых и вибрационных конвейеров, подъемников, лотков. При гибкой связи координация перемещений деталей в линии отсутствует.
Для уменьшения потерь рабочего времени, связанного с наладкой отдельных станков АЛ, в линию встраивают накопительные устройства. Для этого сплошной поток разделяют на отдельные участки, каждый из которых при остановке других может работать самостоятельно В синхронных АЛ транспортная система практически не может быть использована в качестве накопителя заготовок Детали, находящиеся на холостых позициях линии, не могут расходоваться в период простоя отдельных станков В несинхронных АЛ накопители находятся между отдельными станками или участками В системах линий накопители находятся также между отдельными линиями.
Для обеспечения работы АЛ по обработке корпусных деталей наиболее простые накопители заделов выполняются в виде площадок-складов, расположенных на стыке участков линии. Такие накопители обслуживаются рабочими вручную.
Автоматизированные накопители заделов корпусных деталей бывают двух типов: проходные (транзитные) и тупиковые.
Проходные накопители характеризуются тем, что в них детали транспортируются и при нормальной работе, а не только при простое одной из смежных секций. Обычно в качестве проходного накопителя корпусных деталей используется транспортер для передачи заготовок из секции в секцию (рис. 3). Транспортер выполнен в виде бесконечной цепи со свободно вращающимися роликами 3. При достижении деталью 2 неподвижного упора 1 или ранее поданной детали ролики прокатываются по нижней поверхности детали 2 (см. ролик в разрезе).
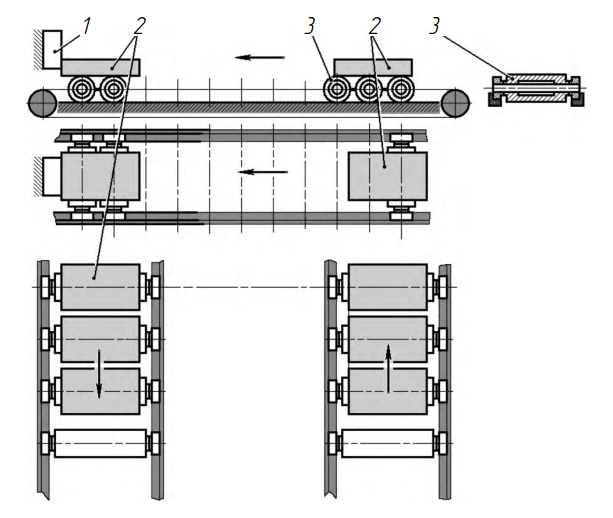
Рис. 3. Схема проходного накопителя заделов для корпусных деталей
Тупиковый накопитель (рис. 4) работает только при простое одной из смежных с ним секций. Секция 6 передает детали на позицию 8, соединенную с поперечным транспортером 5, а также с транспортером 7, предназначенным для передачи деталей в тупиковый накопитель заделов и из него Наличие деталей на позициях 2 и 8 контролируется конечными выключателями. Транспортер секции 6 выдает деталь на позицию 8 лишь при условии что на этой позиции нет детали.
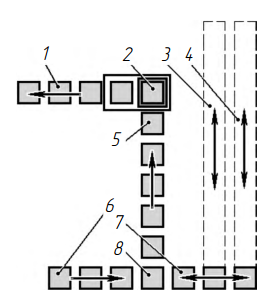
Рис. 4. Схема тупикового накопителя корпусных деталей
Транспортер секции 5 совершает ход вперед только в том случае, если на позиции 8 есть заготовка (ее он забирает), а на позиции 2 она отсутствует. Транспортер секции 1 совершает ход вперед, забирая деталь с позиции 2, лишь если на этой позиции есть деталь.
Эти условия соблюдаются при нормальной совместной работе секций. При простое секции 6 позиции 8 и 2 свободны (и транспортеры 5 и секции 1 не работают), и если на первом транспортере 3 накопителя есть деталь, то этот транспортер выдает деталь, транспортер 7 подает ее в позицию 8 и этим включаются транспортеры 5 и секции 1. Если начнет работать секция транспортера 7, то выдача деталей из накопителя прекращается. Если секция 6 не работает, то израсходуется весь запас и остановятся все транспортеры секций 6 и 1 и накопителя.
Если при нормальной работе с позиции 2 деталь не забирается секцией 1 и в накопителе есть свободная емкость, то с позиции 8 деталь забирается транспортером 7 и штанга накопителя начинает работать на накопление до тех пор, пока не начнет работать секция 1 или не окажется израсходованной емкость накопителя.
Уменьшение потерь не единственный критерий для деления линии на секции. Накопитель заделов вводится между двумя смежными станками, только если это не связано с крупными затратами Иногда накопители совсем не применяются из-за больших затрат на их устройство.
В качестве накопителей мелких деталей используются бункера.
Емкость накопителей заделов зависит от средней длительности простоя секции. Бункер для накопления мелких заготовок должен вмещать не меньше десятикратного числа заготовок, нужных для ликвидации простоя средней длительности На линиях для крупных деталей в накопителе собирают столько деталей, чтобы их хватило на время работы линии, превышающее простой в 1,5-6 раза. К чрезмерному увеличению размеров накопителей надо относиться осторожно и помнить, что незавершенное производство, создаваемое накопителями, отрицательно влияет на экономические показатели работы АЛ.
На многих автоматических линиях выполняется обработка деталей с двух сторон. Для изменения стороны обработки деталь надо повернуть. Механизмы изменения ориентации обрабатываемых деталей зависят от вида связи между станками: жесткая она или гибкая. При жесткой связи используются кантователи — поворотные столы, выполняющие эту операцию в строго определенном порядке. Во втором случае чаще используются разные загрузочные устройства или их элементы, использующие профиль детали и силы тяжести, разные упоры и ограничители.
Гидравлические механизмы поворота выполняют на основе гидроцилиндра в совокупности с зубчатой передачей и обгонной муфтой, в сочетании с мальтийским крестом или рычажно-храповым механизмом, а также на основе гидродвигателя или однополостного гидромотора. Аналогичные схемы имеют пневматические и пневмогидравлические механизмы поворота В электрических механизмах применяют асинхронные или шаговые электродвигатели Из механических механизмов поворота наиболее часто применяют рычажные, мальтийские, кулачковые и зубчатые.
После перемещения заготовки по транспортеру к станку в дело вступает загрузочное устройство. По месту расположения загрузочные устройства делятся:
- на непосредственно встроенные в автоматы и являющиеся их неотъемлемыми узлами и работающие от общего привода;
- расположенные около станков и между участками линии и имеющие самостоятельный привод
По характеру подачи деталей загрузочные агрегаты делят на непрерывные и циклические. Они приводятся в действие от механического, гидравлического или пневматического привода.
В зависимости от принятого метода накопления деталей устройства делят:
- на бункерные (мелкие детали в них располагаются навалом);
- магазинные (детали в емкости располагаются ориентированно в один ряд);
- штабельные (детали в емкости располагаются ориентированно в несколько рядов или слоев)
По конструктивному исполнению загрузочные устройства делят на цепные, фрикционные, трубчатые, дисковые и лотковые. Детали могут перемещаться под действием подающего диска, толкателя, цепи, вибрационного механизма, вращающихся щеток и других механизмов, а также под действием силы тяжести.
Среди загрузочных приспособлений как наиболее совершенные надо выделить манипуляторы и промышленных роботов.
Зажимные приспособления АЛ, как уже говорилось, есть двух видов: стационарные и приспособления-спутники.
Стационарные приспособления являются частью станка АЛ. В них подают, устанавливают, закрепляют и обрабатывают заготовки с надлежащим направлением режущего инструмента. После обработки заготовку открепляют, удаляют из приспособления и передают на транспортирующее устройство для перемещения на следующий станок Стационарные зажимные приспособления обычно одноместные однопозиционные, реже многопозиционные (поворотные) и многоместные. Эти приспособления автоматических линий имеют свои особенности. Заготовки в эти приспособления подаются и устанавливаются простейшим движением транспортирующего устройства линии В качестве установочных элементов используют опорные планки и два выдвижных пальца с коническими фасками. По сложной траектории (дуги и прямые) с помощью автооператоров заготовки деталей типа тел вращения обычно подаются в центры станков.
Автоматический контроль правильности установки заготовки в приспособление предупреждает брак и аварии. Работа приспособлений жестко согласована с действиями станка и конвейера.
Приспособления-спутники представляют собой устройства, которые несут закрепленные в них заготовки по всей трассе АЛ. Их применяют для обработки заготовок сложной конфигурации, реализуя принцип постоянства установочных баз Приспособление- спутник обычно представляет собой плиту прямоугольной формы с базовыми и зажимными элементами. В начале линии на спутнике вручную устанавливают и закрепляют заготовку Дальнейшее перемещение спутника с заготовкой не отличается от перемещения корпусной заготовки. Как и у корпусной детали, у плиты приспособления-спутника есть опорная поверхность и два установочных отверстия В конце линии заготовку открепляют и снимают Приспособления-спутники, кроме повышения качества обработки заготовки, усложняют АЛ из-за необходимости их возврата, удорожают ее и вынуждают организовывать жесткую транспортную связь.
Большой проблемой на автоматических линиях является удаление стружки. Ее удаляют из рабочей зоны станков, смывая эмульсией, сдувая сжатым воздухом или перемещая подвижными элементами станков и конвейера. При обработке деталей из чугуна без охлаждения применяется отсасывание металлической стружки и графитовой пыли с помощью гидроциклонов. Удаление стружки из отверстий производится выдуванием или вытряхиванием на спецустройствах. В особенно затруднительных случаях применяют экзотические методы вроде взрыва. Для улучшения отвода сливной стружки и предотвращения ее сворачивания в клубок на режущем инструменте применяют стружколомы, с опорных поверхностей приспособлений такую стружку смывают и сдувают Для обеспечения чистоты опорных поверхностей детали моют на встроенных в АЛ моечных машинах. После удаления со станка стружку транспортируют двумя способами: конвейерами, расположенными вне линии и встроенными в линию При этом используются скребки, шнеки, виброимпульсы, смыв стружки струей СОЖ из сопел, расположенных вдоль канала для удаления стружки, с помощью электромагнитов
3. Системы управления АЛ
Завершает и объединяет в одно целое конструкцию автоматической линии система управления, которая вместе с комплексом механизмов рабочих и холостых ходов является обязательной составной частью автоматической машины, выполняющей заданный технологический процесс без участия человека Система управления определяет характер взаимодействия управляемых рабочих органов автоматической машины и объединяет:
- систему управления всеми движениями и очередностью работы основных и вспомогательных механизмов;
- системы блокирования и сигнализации, обеспечивающие безаварийность работы основных и вспомогательных механизмов;
- систему регулирования, служащую для подналадки станков и инструментов;
- систему контроля, служащую для анализа результатов обработки
В системах управления АЛ применяют электрические, гидравлические и пневматические устройства связи, которые делятся:
- на внешние (обеспечивают согласование работы независимых друг от друга участков АЛ);
- внутренние (цепи управления, обеспечивающие последовательную работу отдельных механизмов станков, входящих в АЛ);
- промежуточные (обеспечивают согласованную работу отдельных станков какого-либо участка АЛ);
- вспомогательные (согласовывают работу отдельных агрегатов с другими системами управления).
Внешние и вспомогательные связи почти всегда бывают электрическими, а промежуточные — комбинированными (электромеханическими, электрогидравлическими или электропневматиче- скими) . Внутренние связи обеспечиваются разными устройствами: механическими, электрическими, пневматическими, гидравлическими или их комбинацией. На автоматических линиях управление последовательностью фаз работы агрегатов, в зависимости от назначения и состава оборудования, размера линии, а также длительности цикла ее работы, бывает централизованным, децентрализованным или смешанным.
Система управления автоматической линии включает программоноситель, считывающее устройство, устройство ввода программы, передаточно-преобразующее устройство, исполнительное устройство, систему обратной связи. Основными программоносителями, от которых поступают команды управления АЛ, являются:
- передвижные упоры (например, в АЛ применяются силовые столы, на верхнюю плоскость которых устанавливаются шпиндельные узлы с самостоятельным приводом вращения — фрезерные, расточные, револьверные бабки Включение различных этапов цикла стола происходит по команде, поступающей от конечного выключателя после нажатия на него упора);
- распределительные валы с кулачками (например, при включении в АЛ многошпиндельных или одношпиндельных токарных автоматов, управляемых от одного или двух распределительных валов — при включении в АЛ специализированных станков);
- копиры (например, те же гидрокопировальные токарные полуавтоматы);
- перфоленты, компакт-диски, флэш-карты.
Управление каждого отдельного станка обязательно согласуется с общим управлением АЛ.
Типовые схемы подключения АВР — определение, принцип работы
Когда электричество исчезает даже на несколько минут, предприятия могут понести колоссальные убытки. А для больниц такая ситуация просто опасна. В большинстве объектах необходимо обеспечивать бесперебойное электроснабжение. Для этого его следует подключить к нескольким источникам электроэнергии. Специалисты при таком подходе используют АВР.

Что такое АВР и его назначение
Автоматический ввод резерва или АВР – это система, относящаяся к электрощитовым вводно-коммутационным распределительным устройствам. Основной целью АВР является быстрое подключение нагрузки на резервное оборудование. Такое подключение необходимо, когда появляются проблемы с подачей электричества от главного источника электроэнергии. Система следит за напряжением и током нагрузки и таким образом обеспечивает автоматическое переключение на функционирование в аварийном режиме.
АВР необходимо, если имеется запасной источник питания (дополнительная линия или еще один трансформатор). Если при аварийной ситуации будет отключен первый источник, вся работа перейдет на запасной. Использование АВР позволит избежать неприятностей, вызванных перебоями подачи электроэнергии.
Требования к АВР

Основные требования к системам АВР заключаются в следующем:
- Она должна иметь высокую скорость восстановления подачи электроэнергии.
- В случае, когда основная линия перестает работать, установка должна обеспечить подачу электроэнергии потребителю от запасного источника.
- Действие осуществляется один раз. Нельзя допускать несколько включений и отключений нагрузки, например, из-за короткого замыкания.
- Выключатель основного питания должен включаться с помощью автоматики системы автоматического ввода резерва. До тех пор, пока не будет подано запасное электропитание.
- Система АВР должна производить контроль корректного функционирования цепи управления резервным оборудованием.
Принцип работы автоматического ввода резерва
Основой работы АВР является контроль напряжения в цепи. Контроль может осуществляться как при помощи любых реле, так и при помощи микропроцессорных блоков управления.
Справка! Реле контроля напряжения (также называют вольт контроллер) отслеживает состояние электрического потенциала. В случае перенапряжения в сети вольт контроллер мгновенно обесточит сеть.
Контактная группа, контролирующая наличие электроэнергии, играет основную роль в системе АВР. В нашем случае это реле. Когда напряжение пропадает, управляющий механизм получает сигнал и переключается на питание генератора. Когда основная сеть начинает работать штатно, этот же механизм переключает питание обратно.

Основные варианты логики функционирования АВР
Система АВР с приоритетом первого ввода
Суть работы системы АВР этого типа заключается в том, что нагрузка изначально подключается к источнику электроэнергии № 1. Когда случается перегрузка, короткое замыкание, обрыв фазы или другая аварийная ситуация, нагрузка переходит на запасной источник. Когда подача электричества на первом восстановлена до нормальных параметров, нагрузка автоматически переключается обратно.

Система АВР с приоритетом второго ввода
Логика работы та же, что и у предыдущего типа системы. Разница в том, что нагрузку подключают к вводу 2. В случае аварии напряжение переходит на ввод 1. После того, как напряжение на втором источнике будет восстановлено, напряжение автоматом переключится на него.
Система АВР с ручным выбором приоритета
Схема системы АВР с ручным выбором приоритета является более сложной, чем рассмотренные выше. В этом случае на системе АВР будет установлен переключатель, с помощью которого можно регулировать выбор приоритета АВР.

Система АВР без приоритета
Эта АВР функционирует от любого источника питания. В случае, когда напряжение идет на ввод 1, а на нём происходит аварийная ситуация, нагрузка переходит на ввод 2. После стабилизации работы первого ввода механизм продолжает работать на вводе 2. Когда произойдет авария на втором, напряжение автоматом переключится на первый.
Основные типы шкафов и щитов АВР
Щит АВР на два ввода на контакторах (пускателях)
Установка шкафа АВР на пускателях – это самый простой способ создать резервное питание. Этот шкаф — наиболее бюджетный вариант установки АВР. Как правило, в шкафах АВР на 2 ввода используют автоматические выключатели. Они нужны для того, чтобы защитить систему от перегрузок и замыканий. Защиту от перекоса фаз и скачков напряжения осуществляет реле напряжения. Кроме этого, реле становятся «мозгом» всей системы автоматического ввода резерва.
Шкаф АВР с двумя контакторами работает по следующему принципу. Два контактора подключены к первому и второму источнику соответственно. Первый контактор замкнут, а у второго цепь разомкнута. Электричество идет через ввод № 1.

Внимание! В случае, когда у АВР логика приоритета второго ввода, ситуация будет обратной: цепь второго контактора замкнута, а первого – разомкнута.
Если подача тока на первом вводе пропадет, а на втором будет нормальной, то контакты второго пускателя замкнутся, и механизм переключится на него. Как только на первом вводе напряжение восстановится – схема перейдет в первоначальное состояние.
При помощи реле здесь можно отрегулировать время задержки, с которой будет осуществляться переключение с одного источника на другой. Оптимальная задержка – от 5 до 10 секунд, она позволит обезопасить систему от ложного срабатывания АВР. Ложное срабатывание может произойти, например, в случае просадки напряжения.
Справка! Для того чтобы оба контактора не могли включиться одновременно, в щитах АВР используют дополнительные механические блокировки.
Щит АВР на 2 ввода на автоматах с моторным приводом
Они лучше всего подходят для использования при номинальных токах 250-6300А. Когда ток на основном вводе пропадает, специальные электромоторы получают сигнал и взводят пружины запасного выключателя, переключая нагрузку на другой ввод.
Основные плюсы шкафов АВР на моторе:
- Ресурс по перезагрузкам намного больше, чем у АВР с пускателями;
- Подключить шины к такому автомату проще;
- Щит АВР на автоматах может работать также и в ручном режиме. В таком случае включить или отключить автомат можно с помощью специальных кнопок.
Суть функционирования этого щита заключается в следующем. Если на основном вводе случилась авария, автоматика проверяет, готов ли ввод 2 для подачи тока. Если все в порядке, то пружина автомата второго ввода взводится, и подается электроэнергия. Когда ввод № 1 снова может работать в штатном режиме, весь процесс идет в обратном порядке, подавая электроэнергию на основной ввод.
На щитах с моторным приводом, как правило, устанавливается лицевая панель, на которой можно отслеживать все изменения в АВР. А для предотвращения одновременного срабатывания двух автоматических выключателей нередко используют электрические блокировки.
Щит АВР на 3 ввода
Эти шкафы являются одними из самых надежных источников питания. Все потому, что в АВР на 3 ввода есть две запасных линии, что обеспечивает максимально низкую возможность отключения питания на объекте. Обычно такие шкафы АВР используют при взаимодействии с потребителями первой категории надежности электроснабжения. К ним относятся такие объекты, обесточивание которых влечет за собой угрозу для жизни людей или безопасности государства, а также может причинить большой материальный ущерб.

Щиты АВР на 3 ввода работают по двум наиболее распространенным схемам.
Первая – это когда одна секция потребителей питается от трех независимых линий. Тогда можно установить приоритет для одного из вводов, а можно работать без приоритета. Нагрузка будет подключена туда, где нормализовано напряжение.
Вторая схема функционирования щита АВР на 3 ввода состоит в том, что две секции потребителей работают от двух линий, которые независимы друг от друга. Третий ввод подключается к запасному источнику питания. В случае аварийной ситуации он подключается к одной из секций.
Справка! Подобные щиты могут быть оснащены и механической блокировкой, и автоматами с электроприводами.
Вводно-распределительное устройство с АВР
Устройство используется для приема и учета электричества, а также для защиты зданий от короткого замыкания или перегрузки. Шкафы ВРУ с АВР используют в сетях переменного тока с напряжением 380/220В с частотой 50Гц.
Шкафы ВРУ с автоматическим вводом резерва представляют собой отдельную панель, где функционирует как автоматическое, так и ручное переключение, а также происходит учет электроэнергии, которая потребляется на каждой линии.
Шкафы ВРУ состоят из:
- Блока введения и вывода кабеля.
- Блока автоматического ввода резерва.
- Блока, где происходит учет потребляемого электричества.
Также они могут быть многопанельными. Тогда дополнительно в них будут установлены противопожарные панели, распределительные панели и другие, в зависимости от требований к электроустановке.
Щит АВР для запуска генератора
Дополнительное питание от генератора электроэнергии позволяет почти полностью избежать полного обесточивания. Это один из самых надежных способов создать бесперебойную подачу электричества. Шкаф АВР в этом случае необходим, чтобы обеспечить автоматическое функционирование генератора по заданному алгоритму.

Шкаф АВР для генератора может работать и в автоматическом, и в ручном режиме. Изначально в нём установлен автоматический режим, но вы можете его легко изменить.
Важно! Для корректной работы связки АВР-генератор последний должен иметь возможность запускаться автоматически.
Когда на вводе 1 прекращается подача электричества, система АВР отправит сигнал для запуска генератора. После того, как генератор начнет нормально функционировать, и напряжение на втором вводе достигнет нужного уровня, механизм переключится на резервный источник. Благодаря установленному реле времени второй ввод не будет подключен к генератору, пока он не начнет работать в штатном режиме. Как только на основном (первом) источнике будет восстановлена подача электроэнергии, генератор будет отключен, а питание переключится на ввод 1.

В ручном режиме работы включение и отключение генератора происходит за счет нажатия специальных кнопок.
БУАВР
Блок управления автоматического включения резерва работает в составе устройств АВР и осуществляет переключение с одного источника на другой. Также он контролирует состояние линий, управляет контакторами и магнитными пускателями, моторами и запускает электрогенератор.

БУАВР в течение определенного периода измеряет напряжение в фазах и обрабатывает результаты в реальном времени. Благодаря этому он может определять среднее значение напряжения в каждой фазе. БУАВР имеет повышенную устойчивость к перенапряжению.
АВР Zelio Logic
Система автоматического ввода резерва с релейной логикой переключения между источниками. Используется программируемое реле Zelio Logic. Одним из основных преимуществ выбора такого реле является европейское качество при относительно низкой стоимости. Также реле Zelio Logic отличается довольно простым программированием. Для корректного использования достаточно базовых знаний. Также реле имеет графический интерфейс, что серьезно упрощает взаимодействие.

АВР ATS
АВР ATS — это шкафы АВР с интеллектуальными микропроцессорными блоками. На данный момент такой вариант шкафа АВР является самым дорогостоящим на рынке. Наиболее востребованы они на промышленных предприятиях, где важно обеспечить надежную бесперебойную работу сети и максимально быстрое переключение на альтернативный источник питания. Некоторые АВР ATS переключаются с одного ввода на другой буквально за две секунды. Также таким блокам не нужно дополнительное питание. Они работают при 480В. Можно выбрать наиболее удобный алгоритм, а также автоматический или ручной режим.


УЗИП — что это такое, описание и схемы подключения в частном доме

Для чего нужен магнитный пускатель и как его подключить

Что такое импульсное реле — схема подключения для управления освещением

Что такое выпрямитель напряжения и для чего нужен: типовые схемы выпрямителей
Двухполюсный автоматический выключатель — для чего он используется и чем отличается от однополюсного

Автоматический двухполюсный выключатель для защиты электрической сети конструктивно включает в себя 2 однополюсных автомата с общим рычагом включения и внутренней системой блокировки. В этом материале мы подробно поговорим о том, что такое двухполюсный автомат, каковы особенности его работы и установки, а также разберемся, в чем заключается основное отличие двухполюсников от однополюсных защитных устройств.
Особенности работы однополюсного и двухполюсного АВ
Суть работы каждого из этих типов, в общем-то, можно понять из названия. Однополюсный автомат предназначен для отключения одной линии. Двухполюсник отличается от него тем, что контролирует рабочий процесс одновременно в двух линиях и сравнивает параметры потока электронов, определяя, соответствует ли он тому значению, которое допустимо для правильной работы сети. При превышении этих показателей аппарат срабатывает, отключая питание обеих линий одновременно.
У некоторых читателей может возникнуть вопрос: возможна ли замена двухполюсного автомата парой однополюсных выключателей? Делать этого нельзя ни в коем случае. Ведь в устройстве с двумя полюсами его элементы соединены не только общим рычажком, но и блокировочным механизмом.

Это значит, что при возникновении неполадок они отключатся одновременно, а в паре независимых друг от друга однополюсных АВ сработает только один автомат. Электрический ток в этом случае по-прежнему будет подаваться в неисправную цепь через включенный прибор, что может стать причиной возгорания проводки. Наглядно про попытки объединения на следующем видео:
Разница между этими двумя типами защитного выключателя кроется в устройстве расцепителя. Двухполюсный автомат должен обладать расцепляющим элементом, конфигурация которого позволяет одновременно выключать обе части устройства, как при автоматическом срабатывании, так и при ручном воздействии.
Если электрическая цепь в квартире – одноконтурная, то устанавливать в ней двухполюсный автомат незачем, поскольку нет необходимости в одновременной защите различных сегментов помещения. Но в случае, когда в одной из комнат установлено сложное оборудование, которое по своим параметрам не может быть включено в одну общую цепь, без многополюсника не обойтись.
Для наглядности рассмотрим такой пример. Допустим, в домашней сети имеется две линии, в одну из которых включен сложный прибор, и к нему поступает питание через выпрямитель.

Если произойдет нарушение в одной из линий, то в результате ее отключения подача питания на один контур станет причиной скачка напряжения, а значит, и возрастания других параметров. Если своевременно не сработает АВ второй линии, результатом станет выход прибора из строя, а возможно, и возгорание кабеля. Именно поэтому такая сеть должна быть защищена устройством на 2 полюса.
Что будет в обратной ситуации, когда пытаются разъединить многополюсный автомат, на видео:
Возможности и назначение многополюсных аппаратов
Установка двухполюсного АВ позволяет обеспечить контроль:
- Двух независимых друг от друга цепей с их одновременным отключением при возникновении неполадок.
- Параметров каждой из независимых линий (хотя при появлении проблем в одной из них обесточиваются обе одновременно).
- Линии постоянного тока, имеющей аналогичные параметры отключения.
Исходя из этого, вводной автомат должен быть как минимум двухполюсным, поскольку он позволит отключить питание во всем доме, если по какой-либо причине АВ неисправного участка сети не сработал. Как и любой пакетник, он позволяет также обесточить квартиру вручную.

Рассмотрим такую ситуацию. В одной из линий домашней электропроводки произошло КЗ, на которое АВ проблемного участка не успел отреагировать и сгорел, превратившись из выключателя в проводник электротока. Если даже общая сеть защищена устройством защитного отключения, это в большинстве случаев не решит проблему, поскольку УЗО выключает питание в случае пробоя кабеля, чтобы не допустить поражения людей током. Поэтому оно тоже выйдет из строя, и в цепи, которую защищает вводной двухполюсный автомат, возникнет дисбаланс.
Наглядно про многополюсные автоматы на видео:
При превышении разницы напряжений на входе и выходе более чем на 30% (а при коротком замыкании в одной из веток это произойдет очень быстро), сработает автомат ввода, отключив и фазный и нулевой кабель. При этом электрическая сеть будет обесточена целиком, и не будет утечки тока даже на кабель заземления. Таким образом, опасность выхода приборов из строя и возгорания линии будет ликвидирована. Устранив неисправность, можно будет вновь вручную включить автомат.
Минусы двухполюсных автоматических выключателей
Любое устройство имеет слабые стороны, и многополюсные устройства защиты сети – не исключение. Хотя отрицательных свойств у двухполюсников мало, все же перечислим их:
- При одновременном замыкании двух линий происходит пробой кабеля электрическим током.

- Тепловой расцепитель изредка выходит из строя, в результате чего отключается питание сети, даже когда она находится в нормальном состоянии.
- В результате аварии может произойти поломка АВ по одной из линий, из-за чего включить питание будет невозможно даже после устранения неполадок.
- Многополюсные устройства обладают более высокой чувствительностью к механическим повреждениям в сравнении с одинарными выключателями.
Несмотря на перечисленные недостатки, защитные устройства, обеспечивающие контроль над двумя линиями, распространены и пользуются большой популярностью. Именно они позволяют обезопасить общую сеть при возникновении неполадок в линии, к которой подключены мощные бытовые приборы.
Меры безопасности при установке двухполюсных автоматов
Правила техники электробезопасности при монтаже защитных устройств на два полюса в целом не отличаются от общих мер при установке других электрических аппаратов. Они таковы:
- Монтаж должен производиться двумя людьми, чтобы в случае поражения током одного из мастеров второй смог своевременно оказать пострадавшему помощь.

- Для защиты от поражения электротоком необходимо пользоваться диэлектрическими ковриками и защитными перчатками.
- Перед тем, как начинать любую работу с электросетями, необходимо получить специальное разрешение.
Заключение
В этой статье мы рассказали о двухполюсных автоматических выключателях, особенностях их работы и преимуществах, а также немногочисленных минусах, свойственных им. Подводя итоги, следует отметить, что многополюсные автоматы обеспечивают надежную защиту электрических сетей с двумя контурами, особенно когда к ним подключены приборы, значительно отличающиеся по мощности.
Источник https://extxe.com/3606/avtomaticheskie-linii-massovaja-obrabotka-avtomaticheski-upravljaemymi-stankami/
Источник https://odinelectric.ru/elektrosnabzhenie/tipovye-shemy-avr
Источник https://yaelectrik.ru/jelektroshhitok/dvuhpolyusnyj-avtomat
