Содержание
Производство саморезов
При производстве гвоздей кроме основного аппарата рекомендуется приобрести галтовочный станок. Такое устройство обеспечивает очистку полученных гвоздей от обсечки, ржавчины и острых кромок. Кроме того такой аппарат эффективно производит полировку продукции.

Барабан для галтовки гвоздей
Галтовочный станок состоит загрузочного устройства, барабана для галтовки, барабана, предназначенного ля отсева опилок и вибросита. Очистка произведенных изделий проводится с помощью древесных опилок
Выбирая галтовочное устройство необходимо обращать внимание на диапазоны диаметров обрабатываемых изделий, допустимую длину заготовки, производительность, расход опилок, массу и габариты
В роли вспомогательного оборудования также может выступать станок, обеспечивающий заточку отрезного ножа. Если планируется производить не только гладкий вид гвоздей, но и всевозможные крепежи, для которых необходима кольцевая и винтовая накатка, необходимо приобрести накатный агрегат.
2.1 Как избежать брака при производстве?
Если изделия получаются кривыми, то есть необходимость в выравнивании рихтовальных роликов. Это нужно выполнять таким образом, чтобы подающаяся к ножу проволока находилась в горизонтальном положении. Также рекомендуется проводить периодическую смазку внутренних роликов подачи, чтобы не допускать их засорения стружкой.
При получении большого количества согнутых изделий углы скоса обрубных ножей меняются на 10 градусов в большую или меньшую сторону.
Если изделие перегибается под шляпкой, то причиной этому может послужить смещение зажимных планшетов от центра подачи проволоки в сторону. В таких случаях необходимо подвергнуть более точной регулировке плашки, обеспечивающие зажим, или заменить их на новые. Причиной некорректной работы станка может послужить засоренность плашечной коробки.
Автоматический станок для производства гвоздей в небольшом цеху
Для предупреждения засоров необходимо в тех местах, где зажимные плашки соприкасаются выложить небольшой мягкий кусочек тряпки. Если гвозди получаются разной длины, то необходимо так откорректировать подающий резак, чтобы угол заточки составлял 80 градусов. Также можно провести более сильное натяжение пружины, отводящей нож или полностью ее заменить.
В этом случае, нужно провести их регулировку таким образом, чтобы их вращение производилось легко, а перегиб подающейся проволоки не был слишком сильным.
Если шляпка изготовленного гвоздя сбита вниз, то нужно проследить за тем, чтобы плоскость станины и плашечной коробки находились в одинаково вертикальном положении. Также необходимо проверить прокладки, находящиеся под верхней планкой, при необходимости их нужно добавить. Если люфт после этого не устранится, то планки следует заменить на новые.
Технология производства саморезов
Технологические процессы при производстве саморезов начинается с выбора подходящей стали, она может быть углеродистой, латуниевой, нержавеющей. Сырьё приобретается на специализированных металлопрокатных заводах, в форме прута или проволоки. Производство саморезов схоже с изготовлением гвоздей, но процесс отличается некоторыми нюансами и требованиями к оборудованию. Изготовление саморезов требует специально подготовленного оборудования, происходит поэтапно:
- Из металлической проволоки нужного диаметра создается болванка. Длина заготовки должна соответствовать готовому изделию, для изготовления шляпки используется холодновысадочное оборудование.
- Перед нанесением резьбы, заготовки саморезов попадают в бункер, где подготавливаются к передаче к станку, на котором производится нанесение резьбы.
- Параметры прочности, выносливости саморезов при соответствии с заявленными показателями достигаются путем закаливания в печи. Температура достигает свыше 900 градусов, затем происходит сброс напряжения металла в печи с более низкой температурой.
- Антикоррозийные свойства почти готового изделия достигаются за счет погружения их в специальные ванны, гальваническое покрытие наносится поэтапно, в конце обрабатывается электролитом из цинковых анодов для закрепления результата.
При производстве шурупов, для сушки используется машина – центрифуга, после которой можно увидеть готовое изделие. Размеры производства влияют лишь на пропускную способность используемых машин и станков, контроль за качеством продукции, производственным процессом, может осуществлять один человек.
Китайские и отечественные станки
Российские производители стараются не уступать китайским коллегам в разработке данного оборудования.
Интересные предложения вы найдете в ПАО «Купра», ООО «Авто», ЗАО «Монолит», ООО «Техносервис Красная заря» и ООО «САМСТАЛ». Китайские аппараты — Candid и INNOR тоже успели зарекомендовать себя у нашего покупателя.
Например, для начинающих бизнесменов можно предложить бюджетную китайскую модель, она поместиться даже в гараже. Процесс работы полуавтоматический, поэтому придется нанять оператора. Количество сделанных изделий за минуту всего 25. Но есть и плюсы у этой машины:
- стоимость около 3000 $;
- в настройках предусмотрено изготовление разной продукции: саморезов, шурупов, болтов.
Однако цены на китайские, полностью автоматические, холодно – высадочные и резьбонакатные станки могут доходить до 150 000 $.
Поэтому прежде чем начать производственный бизнес, тщательно изучите рынок. Выявите позиции, которые пользуются спросом, и подумайте, как хотите организовать процессы по изготовлению саморезов. От этого будет зависеть необходимость покупки оборудования ограниченной специализации или организации полноценной производственной линии.
Строительный рынок сейчас на подъеме, но даже во времена экономического кризиса, спрос на такие продукты останется, ведь ремонтные работы проводятся вне зависимости от экономических ситуаций, происходящих в стране. Рекомендуем посмотреть существующих производителей саморезов и произвести конкурентную разведку.
Необходимое оборудование
Цена на производственное оборудования для саморезов высока, поэтому необходимо внимательно изучить конструкцию, производительность. На рынке представлено множество моделей, ценовой диапазон колеблется от назначения, страны производителя, скорости выпуска продукции. Наиболее распространено устройство линии по производству саморезов, где осуществляется заготовка метала, нанесение резьбы и изготовка шляпки, сушка и гальваническая обработка.










Линия по изготовлению саморезов
Производительность станков подбирается при соответствии с нуждами производства
Существуют различные автоматические модели, производящие от 30 до 300 саморезов в минуту, важно понимать, что от этого показателя зависит цена устройства. Контроль за качеством продукции, техническим состоянием оборудования производят подготовленные операторы
Количество людей на производстве зависит от объема линии и плана работ.
Волочильный станок
Осуществляет заготовку прутьев на изначальной стадии процесса. Производство начинается с печи с фильерными отверстиями, через которые проходит проволока и уменьшается в диаметре. Используется для процесса сырьё барабанного типа, так как его легко устанавливать в посадочные места. Для продолжительного использования и соблюдения температурных режимов, оборудование охлаждается смазочно-охлаждающей жидкостью.
Холодновысадочное оборудование
Главной работой холодновысадочного станка для саморезов представляется изготовление шляпок и специальных отверстий на них для работы инструментом. Перед обработкой сырьё делится на равномерное количество изделий, затем производится формирование головки самореза.

Холодновысадочное оборудование требует наладки, технического ухода. Правильная центровка всех систем позволит добиться качественного самореза на выходе, удобного для работы клиенту. Оборудование контролирует подачу сырья автоматически, затем после проведения работ, сбрасывает его в бункер или корзину.
Станок для накатки резьбы
Оборудование оснащено небольшим конвейером с закрепляющими элементами. Далее заготовка подвергается обработке плашками с обеих сторон. Накаточные элементы регулируются по доступному ходу, это происходит при смене типа детали. Шаг, форма и количество витков на изделии полностью зависят от используемого элемента, правильной настройки. Каждый разнообразный вид требует наличия отдельного съемного инструмента.
Оборудование для закалки
После вышеперечисленных процессов, изделие выглядит в готовом виде, однако не применимо к использованию. Станки по производству саморезов не способны работать с твердотелой продукцией, поэтому закалка происходит при конце процесса. Закалочная печь настраивается при температурном режиме порядка 900 градусов, после процесса изделия помещают в печь с низким градусом.

За счет перепада температур, металл снимает напряжение, менее склонен к изломам. После закаливания производится мойка для очистки готового продукта от следов грязи и нагара, а также происходит охлаждение.
Оборудование для нанесения гальваники
Гальваническое покрытие необходимо для антикоррозийных свойств, повышенным механическим параметрам саморезов. Процесс производиться с использованием нескольких ванн с различными растворами, обработка детали при которых производится последовательно. Начальным этапом является погружение в ванну с обезжиривателем, далее происходит нанесение фосфатного раствора, затем оксидными и т. д. После всех обработок происходит промывка водой, наносится цинковое покрытие под электрическим воздействием.
Станки для сушки и упаковки
Для сушки готового продукта используется барабан с центрифугой, работа производится по принципу стиральной машины. Для упаковки используются пакеты с возможностью расфасовки по несколько десятков штук. При оптовой торговле производится расфасовка в ящики или другую металлическую тару.
Характеристики и обслуживание
АГ4116 можно назвать одним из популярнейших конвейеров. В работе используется стальная проволока, диаметр которой составляет 0,8–8,0 мм. Она продаётся в бобинах от 5 до 1000 кг. Такая версия весит около тонны, обладает габаритами 195х116х106 см, оснащён асинхронным трёхфазным двигателем с короткозамкнутым ротором (4А112М4У3). Производительность устройства достигает до 500 ед. продукции в минуту. Также на этой установке можно использовать и оцинкованные нити из металла. Она заметно отличается прочностью и упругостью.
Азовские машины тоже имеют прекрасные показатели:
- длинна, ширина и высота сооружения – 150х190х110 см;
- вес – 2900 кг;
- электромотор – 5,5 кВт;
- объёмы в минуту – 525 шт.
Этот станок по производству гвоздей выпускает строительные метизы с толщиной окружности 0,5 см, и протяжённостью до 15 см. Отличительной чертой такого механизма является регулировка продольного размера стержня. Для его полноценного функционирования, как и для большинства конвейеров, потребуется напряжение в 380 В.
Некоторые прототипы таковой техники сильно вибрируют во включённом состоянии
Поэтому важно правильно установить её на полу
Более лёгкий подход – использование шайб, которые гасят вибрацию. Если этого не сделать, постоянное вибрирование приведёт к ослаблению болтов, и гвоздильный станок со временем придёт в негодность.









В порядок сервисного ухода входит и смазка действующих элементов: на панели имеется карта смазки, на которой указаны все места для заливки специализированного масла. Делать это нужно обязательно, чтобы не заклинило движущиеся звенья аппарата.
Преимущества и недостатки прессовального станка для производства гвоздей

Прессовальные машины обладают более высокой производительность, но требуют частой замены матриц и щек. Высокие нагрузки на формирующие элементы станков приводят к их быстрому износу.
Прессовальные машины устроены аналогично, но в них вместо молота, установлен штамп, формирующий головку гвоздя постепенным нажимом. Штамп приводится в действие фигурной шайбой либо эксцентриком. В обратном направлении проволока подается принудительно (в отличие от ударных станков, где оно происходит под действием пружины). Такая конструкция повышает производительность практически в 2 раза. В прессовальных машинах отбросы производства составляют порядка 3% от веса использованной проволоки. Это «лепестки» и брак.
Станки для производства саморезов в домашних условиях
Ассортимент станков достаточно широкий. Вы можете подобрать их по доступной цене с небольшой продуктивностью. Или же можно приобрести оборудование, которое будет изготавливать большое количество метизов за смену.
Самое дешевое оборудование для производства саморезов
Самый интересный станок для домашнего бизнеса – это Candid модель AS3016. Это полуавтоматический станок для производства метизов саморезов шурупов винтов. Его цена начинается от 3000$. Но в таком случаи придется пожертвовать производительностью, которая составляет всего 25 шт. в минуту
Обратите внимание на то, что станок является полуавтоматическим, а значит, некоторые операции должен выполнять оператор станка. Но если вы новичок в этой сфере промышленности и только начинаете познавать рынок шурупов и саморезов, то стоит задуматься над приобретением бюджетной модели, такой как Hangzhou Candid AS3016
Оборудование для промышленного бизнеса очень хорошо сохраняет свою стоимость. Инвестируя в него, вы годами сохраняете свой капитал – ведь это актив, который приносит деньги. Образно говоря станок для печати денег. А когда вы уже наладите рынок сбыта, можно будет обналичить свои активы и переходить на более дорогие станки со значительно большей производительностью.
Китайские станки и отечественные
В производстве шурупов и болтов процесс разделяется на две основные операции:
- Специализированные холодновысадочные автоматы формируют заготовки с «головками» различного типа
Резьбонакатные автоматы накатывают резьбу на заготовки со скоростью от 60 метизов в минуту.
Такое оборудование производится в Украине, Китае и Тайване. На территории Российской Федерации существует только несколько производителей, выпускающих подобное оборудование. Поэтому приобретение станка – достаточно дорогостоящая операция: нужно оплатить не только саму покупку, но и доставку.
Лидерами на рынке по производству станков являются:
- LianTeng (Тайвань);
- FOB (Тайвань);
- Candid (Китай);
- INNOR (Китай);
- КУПРА (Украина: ПАО «Одесский завод по выпуску кузнечно-прессовых автоматов»);
- САМСТАЛ (Россия, г. Самара: ООО «САМСТАЛ»).
Данные станки различаются производительностью изделий в минуту. Самые простые станки выпускают около 60 деталей в минуту, а другие имеют возможность выпускать до 250 изделий в минуту. Некоторые модели можно настроить на выпуск других изделий. Это существенный плюс, так как вы может расширить свой ассортиментный ряд через время, а тратится на покупку специализированного оборудования, не возникнет необходимости.
Цена самых недорогих моделей автоматических станков с производительностью более чем 50шт/мин. начинается от 13 000$.
Популярные модели проволочно-гвоздильных автоматов
Приобретать лучше стоит проверенное временем оборудование, которое уже прошло испытание в реальных условиях работы. Исключением из этого правила, является лишь возможность покупки девайса, от проверенного производителя, который выпустил новую модель станка с улучшенными показателями.
В настоящее время для производства гвоздей применяются следующие модели агрегатов:
1. АВ4118 — одноударный проволочно-гвоздильный автомат, производящий метизы диаметром от 2,5 до 6,3 мм.

Длина изготавливаемых станком гвоздей может составлять от 32 до 200 мм. Оборудование позволяет изготавливать метизы не только из проволоки круглого сечения.
С помощью АВ4118 можно производить гвозди квадратного и винтового профиля. Масса девайса — 4720 кг, мощность двигателя — 11 кВт. Стоимость после ремонта (б/у) 280 000 руб.
2. К09.117.02 — высокопроизводительное устройство для изготовления гвоздей.

Длина производимой продукции составляет от 13 до 150 мм. Максимальный диаметр проволоки — 5 мм. Мощность — 5,5 кВт. Масса — 2900 кг. Цена (б/у) 230 000 руб.
3. К09.117.01 — проволочно-гвоздильный автомат для метизов длиной от 13 до 120 мм.










Диаметр гвоздя от 2,0 — 4,2 мм. Аппарат имеет высокую производительность при общей мощности 5,5 кВт. Питание осуществляется от сети трёхфазного тока напряжением 380 В. Купить б/у агрегат можно за 180 000 руб.
4. АГ4116 — одноударная модель для выпуска гвоздей длиной от 13 до 250 мм. Стоимость (новый) 950 000 руб и б/у 180 000 руб.

Для изготовления метизов применяется проволока гвоздильная сечением 2,0 — 4,2 мм. Производительность оставляет не менее 350 шт/мин.
5. АСГ 4.02 — позволяет изготавливать метизы длиной до 120 мм. Мощность двигателя — 5,5 кВт.

При такой мощности удаётся получить производительность гвоздей до 525 шт/мин. Масса устройства — 2650 кг. Средняя цена — 420 000 руб.
6. Z94-2C — модель проволочно-гвоздильного девайса для метизов диаметром от 1,2 — 2,8 мм. Стоимость от 280 000 руб.

Производительность устройства при номинальной мощности в 2,2 кВт, составляет не менее 350 шт/ мин. Длина производимой продукции от 16 до 50 мм.
7. ТНА 40/120 S-E — чешский станок для изготовления гвоздей, отличается высокой производительностью и качеством продукции.

Можно получить изделия длиной до 120 мм при диаметре используемой проволоки 40 мм.
8. Z4-x — китайский агрегат мощностью 3 кВт производит метизы длиной до 100 мм, в количестве до 300 шт/мин. Вес 1430 кг.

9. E127LYHIA — проволочно-гвоздильный автомат китайского производства. Оборудование позволяет производить высококачественную продукцию.

Станок также отличается низкой шумностью при работе. Длина изготавливаемых метизов составляет от 40 до 110 мм. Мощность двигателя — 4 кВт. Стоимость уточняйте у продавца.
Как правильно выбрать станок
Выбор проволочно-гвоздильного аппарата зависит от многих факторов, но прежде всего следует обратить внимание на следующие характеристики:
Перечисленные критерии выбора являются основными, поэтому прежде чем приобретать станок, следует узнать все его характеристики и соотнести их с теми требованиями, которые будут предъявляться к оборудованию на предприятии.
Заключение
Основным этапом на пути открытия собственного бизнеса по производству метизов является выбор качественного и подходящего по мощности станка. После покупки потребуется его правильная установка и подключение.










Также необходимо будет приобрести вспомогательные устройства и инструменты, и конечно же, расходный материал, благодаря использованию которого можно будет получить продукцию высочайшего качества.
Прайс на китайские холодно-высадочные и резьбо-накатные станки-автоматы
Ориентировочные средние цены по интернету на автоматическое оборудование по производству саморезов, шурупов, болтов и гаек. В прайсе указаны краткие технические характеристики.
| Наименование холодно-высадочного станка-автомата | Производимое изделие | Цена в USD$ | Максимальный диаметр заготовки | Максимальная длина заготовки |
| YH1552 | Шуруп, саморез, болт | 13500 | 5мм | 52мм |
| YH1564 | Шуруп, саморез, болт | 13500 | 5мм | 64мм |
| YH2038 | Шуруп, саморез, болт | 21400 | 6мм | 38мм |
| YH2076 | Шуруп, саморез, болт | 21800 | 6мм | 76мм |
| YH20102 | Шуруп, саморез, болт | 32000 | 6мм | 102мм |
| YH20165 | Шуруп, саморез, болт | 35900 | 6мм | 165мм |
| Наименование холодно-высадочного станка-автомата | Производимое изделие | Цена в USD$ | Максимальные размеры | Максимальная производительность |
| 3-позиционный | Болт размером М6 | 70000 | М6 x 50мм | 250 шт.мин. |
| 3-позиционный | Болт размером М8 | 88500 | М8 x 65мм | 210 шт.мин. |
| 3-позиционный | Болт размером М10 | 110000 | М10 x 75мм | 180 шт.мин. |
| 3-позиционный | Болт размером М12 | 150000 | М12 x 125мм | 150 шт.мин. |
| Наименование холодно-высадочного станка-автомата | Производимое изделие | Цена в USD$ | Максимальные размеры | Максимальная производительность |
| 5-позиционный | Гайка размером М3-М6 | 36500 | — | 300-350 шт.мин. |
| 5-позиционный | Гайка размером М6-М8 | 60000 | — | 200-250 шт.мин. |
| 5-позиционный | Гайка размером М6-М10 | 75000 | — | 220 шт.мин. |
| 5-позиционный | Гайка размером М8-М12 | 107000 | — | 200 шт.мин. |
Ориентировочные цены на резьбо-накатное оборудование.
| Наименование резьбонакатного станка-автомата | Производимое изделие | Цена в USD$ | Максимальный диаметр резьбы | Максимальная длинна резьбы | Максимальная производительность |
| CTR6HN | Шуруп, саморез, болт | 13000 | 3-6мм | 50мм | 150-330 шт.мин. |
| CTR8H | Шуруп, саморез, болт | 17500 | 8мм | 76мм | 120-330 шт.мин. |
| Гаечный резьбонарезной четырёхшпиндельный, для гайки М14-М16 | Гайки М14-М16 | 27000 | — | — | 120-220 шт.мин. |
* Примечание. Все выше описанное оборудование возможно приобрести на условиях поставки FOB.
Визуальный обзор 3D моделей домов и коттеджей в разрезе для анализа планировки комнат.
Лучшие станки для производства саморезов
Изготовлением станков занимаются отечественные и зарубежные компании. Модели отличаются друг от друга техническими характеристиками, что в свою очередь влияет на производительность и цену аппарата.
Самые простые автоматы выпускают около 60 деталей в минуту, а более совершенные до 250 шт/мин. Подобные моменты могут сильно влиять на период окупаемости оборудования.
Некоторые модели можно настроить на выпуск других изделий, в будущем это поможет расширить ассортиментный ряд, не тратя деньги на закупку дополнительных машин.
Лидерами на рынке по производству станков для крепежных изделий можно назвать:
- тайваньские компании LianTeng и FOB;
- в Китае – это Candid и INNOR;
- представитель украинского рынка – КУПРА;
- российский производитель ООО «Самстал».
Экономически выгодно покупать оборудование в указанных выше странах, всегда можно скомбинировать производственную линию, используя станки от нескольких производителей.
Что касается стоимости, то здесь нужно исходить из запросов предпринимателей. Если речь идет о небольшом предприятии и новом оборудовании, то по оценкам профессионалов, на начальном этапе на закупку уйдет не менее 700 000 рублей.
В среднем, если допускать покупку станков от бывших в употреблении до новых и многофункциональных вариантов, то разбег будет ориентировочно от 300 тысяч до 2 млн рублей.

Схема гвоздильного станка с описанием принципа действия

Схематическое изображение устройства ударного аппарата.
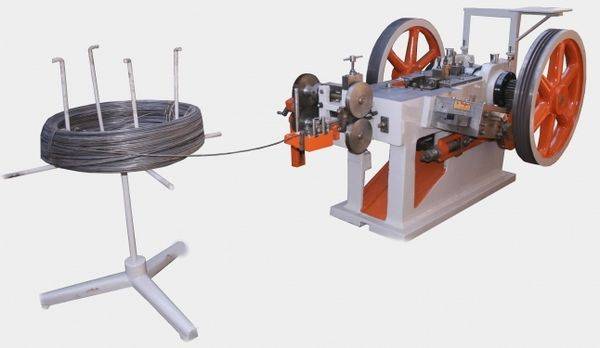
Проволочные гвозди производят на ударных и прессовальных машинах. Наиболее распространены ударные станки, формирующие гвоздь ударом двумя молотами.
Проволоку пропускают между двух рядов роликов а, а. Далее она попадает в подаватель А (образованный собачкой б и прижимающей ее пружиной в), который совершает колебания, амплитудой, равной длине гвоздя с запасом для формирования шляпки. Для увеличения/уменьшения амплитуды служит палец кривошипа е. В движение подаватель приводят кривошип е, тяга д, система рычагов г.
Пройдя подаватель, проволока прогоняется между зажимными щеками ж, ж’, причем ж – статична, на ж’- воздействует прижимная сила рычага з, движимого фигурной шайбой к (фигура 14).

Щеки оснащены зубчатыми канавками, позволяющими фиксировать проволоку при расклепывании головки. Также в щеках имеется форма, соответствующая геометрии нижней части шляпки.
За щеками расположены ножи п, п’, движимые соответственно рычагами о, о’, которые приходят в движение под воздействием шайб с и с’, на внешней поверхности которой прорезаны фигурные канавки (фигура 14).
Ножи имеют пирамидальную форму (фигура 16). Вырез а служит для прессования острого конца, лезвия б – срезают лишнее. Оставшиеся «лепестки» убираются во время полировки.
Избежать быстрого затупления ножей позволяет конструктивная особенность, при которой ножи едва касаются друг друга. Такая конструкция не позволяет полностью отрезать гвоздь. Окончательное отделение изделия от проволоки происходит с помощью выбрасывателя т, движение которому сообщают рычаги у и тяга ф, приводимые в действие кулачком х.










По выступу молота л ударяет рессора н, н’, сообщая ему импульс. Молот ударяет по гвоздю, формируя шляпку. Деревянная рессора (в некоторых машинах стальная) сжимается с помощью кулачка м. (фигура 15, кривая Д).
На графике (фигура 15) изображен порядок отдельно взятых рабочих ходов станка для производства гвоздей. Подавателю, который подает проволоку вперед, соответствует кривая А.
Ходы щек, удерживающих проволоку, описаны кривой В (когда подаватель двигает проволоку в обратном направлении, щеки ее не фиксируют).
Рабочий ход ножниц с момента фиксации проволоки описан кривой Г.
Работа выбрасывателя, отделяющего готовое изделие, показана кривой Б.
Последовательность работы молота видна на кривой Д.
Далее подаватель занимает крайнюю рабочую точку, щеки размыкаются, рабочий цикл начинается с начала (кривая В).

Разница между номинальной и реальной производительностью составляет порядка 20-40%. Причиной тому простои, обусловленные заменой и установкой инструмента, заправка станков новыми кругами проволоки, браком и пр. При изготовлении гвоздей, от 2,5% до 3,5% материала теряется на «лепестках». До 1% доходят потери на брак.
Проволока для производства саморезов
 Для изготовления метизов в виде саморезов используется проволока с высокоуглеродистой и нержавеющей стали или из латуни. В зависимости от изготавливаемой продукции и объемов производства, предприниматель может закупать сырье в виде заготовок или проволоки определенного диаметра.
Для изготовления метизов в виде саморезов используется проволока с высокоуглеродистой и нержавеющей стали или из латуни. В зависимости от изготавливаемой продукции и объемов производства, предприниматель может закупать сырье в виде заготовок или проволоки определенного диаметра.
Существует множество заводов, занимающихся поставками данного сырья. У вас не должно возникнуть проблем с поиском поставщиков
При выборе поставщика следует обращать внимание на цену сырья, его качество и близость расположение к вашему цеху. Близкое расположение поставщика по отношению к вам поможет сократить срок доставки, а также затраты на транспортировку
Применение метизной продукции
Применяются саморезы при разных направлениях и сферах. Производство может обеспечить не одну строительную компанию или оптового клиента. Основные потребители метизной продукции:
- Организации по строительству, крупные и малые бригады.
- Производства по выпуску бытовой и промышленной техники.
- Цеха по изготовлению мебели, небольшие мастерские.
- Рынки, которые представляют строительную продукцию.
- Крупные торговые организации.

Завод по изготовлению метизной продукции
Показатели рентабельности метизного бизнеса всегда остаются на высоком уровне. Открытие производства на слабо конкурентом рынке позволит окупить оборудование менее, чем за полгода в строительный сезон. Стоит отметить, что приобретаемое оборудование не столь подвергается износу, поэтому вложения будут приносить прибыль долгие годы. Строительные работы всегда будут существовать в обиходе человечества, ремонт помещений различного типа не может быть произведен без соответствующих материалов.
Первые шаги в организации домашнего производства
 Зарегистрировав свое предприятие и определившись с производительной мощностью, необходимо выбрать помещение и рассчитать первоначальные инвестиции.
Зарегистрировав свое предприятие и определившись с производительной мощностью, необходимо выбрать помещение и рассчитать первоначальные инвестиции.
Расчет первоначальных инвестиций напрямую зависит от:
- объемов выпускаемой продукции;
- стоимости приобретенного оборудования;
- закупочных цен на сырье.
Домашний производственный цех
Далее необходимо определиться с помещением. Если вы располагаете достаточным капиталом, при этом у вас есть возможность арендовать хорошее помещение, где будет происходить полный цикл производства, то это будет гораздо удобней для вас. Вы сможете разграничить дом и работу. Однако не всегда на начальных этапах хватает денег на аренду, поэтому многие начинают заниматься изготовлением шурупов дома в гараже. Это вполне подходящие условия для данной бизнес идеи.
Для производства шурупов в домашних условиях подойдет гараж, который имел бы площадь не менее 18 м2. Он должен быть оснащен хорошей вентиляционной и отопительной системой. Производственное помещение должно быть хорошо организовано, а общая обстановка должна соответствовать всем правила охраны труда.
Производство саморезов в домашних условиях



Данная группа товаров производится способом холодной штамповки. В качестве сырья принято использовать:
- латунь;
- сталь (стандартная, нержавеющая или высокоуглеродная).
Материал используют в виде проволоки, которая уже скручена в мотки. Технологию производства саморезов можно разделить на следующие этапы:
- подготовка заготовки – разрез проволоки на заданный размер;
- формирование наконечника и головки;
- формирование резьбы;
- закаливание изделия методом быстрого нагревания и охлаждения в закалочном кругу;
- обработка изделия антикоррозийным материалом.
Линия для производства состоит из холодновысадочного и резьбонакатного станка, а также центрифуги для сушки изделия, линии гальваники и закалочной печи. Составляя бизнес-план по производству саморезов, готовьтесь, что больше половины вложений пойдут на покупку оборудования. Скорость работы мини-станка зависит от степени его производительности и может составлять от 50 до 250 штук в минуту. Цена самых простых станков (любого автомата из всей линии) начинается от 80 тыс. руб., более сложное оборудование для производства саморезов варьируется в пределах 500-900 тыс. руб. В любом случае для покупки полной линии необходим стартовый капитал от 600 тыс. руб.
Открыв мини-завод с дорогим оборудованием можно быстрее окупить стартовые вложения, так как производительность таких технологий гораздо выше. Также рентабельность повысится за счет изготовления более качественной продукции и возможности расширить ассортимент.






Что потребуется для того, чтобы начать зарабатывать на производстве саморезов
Небольшое помещение (помните о том, что оно должно быть вентилируемым и предполагать возможность отопления для круглогодичной работы). Поскольку станки шумноватые, ваше помещение для производства саморезов, должно находиться вдали от жилых домов, либо необходимо позаботиться о шумоизоляции производственного помещения.
Во-первых, конечно же, станки — как минимум две штуки. Почему две? Дело в том, что процесс производства саморезов состоит из двух частей. Первая: при помощи холодновысадочного станка формируются метизы — то есть пока ещё гладкие (без резьбы) заготовки необходимого диаметра и длины с тем или иным типом головки (потайная, полукруглая, цилиндрическая и т.д.).
Вторая часть процесса: при помощи резьбонакатного станка на эти метизы накатывается резьба. К слову, резьба эта также может иметь различную глубину и тип, что позволяет производить не только саморезы, но и винты, болты и т.д.
Сами станки, предназначенные как для первой, так и для второй операции представлены на рынке довольно широким ассортиментом. Стоимость их варьируется в зависимости от:
А) того, является ли станок автоматическим (т.е. выполняющим операцию о начала и до конца без участия человека) или полуавтоматическим (при работе на котором некоторые операции необходимо выполнять оператору);
Б) страны производителя. Лидирующими на данный момент являются: — Candid (Китай), — LianTeng (Тайвань), — INNOR (Китай), — FOB (Тайвань), — КУПРА (Украина), — САМСТАЛ (Россия). Следует учитывать, что при покупке станка из-за рубежа к его стоимости необходимо будет прибавить и оплату его доставки в ваш город.
В) производительности. То есть в случае с холодновысадочным станком — количество изготовления метизов в минуту, в случае с резьбонакатным станком — скорость накатки резьбы.
Помимо станков по производству саморезов, дополнительно пригодится: — термозакалочная печь, чтобы получить саморезы черного цвета, — гальваническую линию, для нанесения антикоррозийного покрытия.
Второе, что потребуется для старта производства саморезов — это закупка расходного материала — в данном случае им является специальная проволока, выполненная из углеродистой стали, меди, латуни нержавеющей, карбоновой стали. Как правило, найти завод, который занимается изготовлением и поставкой подобного сырья, не составляет труда. Здесь, как и в случае с выбором любых других поставщиков, необходимо руководствоваться следующими параметрами: а) цена сырья, б) его качество, в) деловая репутация поставщика (т.е. лучше предварительно почитать отзывы в сети), г) удалённость завода от вашего цеха (от этого параметра будут зависеть сроки доставки материала и размер расходов на его транспортировку).
Третий этап организации производства — поиск каналов сбыта и заключение соответствующих договоров. С этой целью можно лично посетить те или иные точки продаж строительных материалов в вашем городе и обзвонить компании, занимающиеся строительством. Как вариант, можно сотрудничать с множеством мелких строительных бригад и снабжать их своими метизами.
Принцип работы оборудования
Принцип работы такого оборудования, несмотря на особую сложную форму готовых изделий практически ничем не отличается от изготовления обычных гвоздей. Сначала в автомат для обрезки поступает различного диаметра стальная проволока.
Ширина сырья будет определять исходные размеры изделия. Попадая в автомат, проволока разрезается на отдельные куски, после чего на этом же станке происходит штамповка головки самореза.
Следующим этапом будет подача изделия в аппарат для нарезания резьбы. Причём длина будущего готового изделия определяется ещё до подачи детали в этот станок.
Следующим этапом будет проводиться термическая обработка детали, посредством помещения её в специальную закалочную печь.
Заключительным этапом будет производиться мойка готовых деталей и антикоррозийная обработка. В итоге на выходе получается готовая крепёжная деталь, в зависимости от оборудования.
Сырьё для изготовления саморезов
Лучшее сырье для изготовления методом холодной штамповки – проволока из стали (нержавеющей, высокоуглеродистой) или латуни. Обычно расходный материал покупается в виде бобин с намоткой, реже – в виде уже нарезанных заготовок необходимой длины. Лучшие марки стальной проволоки — СТ 08 КП и СТ 10 КП.
Стоимость материала – в районе 600-700 $ за тонну. Из одной такой бобины изготавливается около 500 тысяч единиц товара. В месяц понадобится 3-4 тонны проволоки общей стоимостью до 3000 $.
Во сколько обойдется производство саморезов – этапы открытия бизнеса
Хотя производство саморезов и не является оригинальной бизнес-идеей, благодаря стабильно высокому спросу на продукцию рентабельность изготовления данных строительных расходных материалов – одна из самых высоких в рамках нашего государства.
Если у предпринимателя не предусмотрены большие траты на транспортировку, открывать производство такого продукта стоит в городках с населением от 20 000 человек.
Усредненный расходный финансовый план на открытие бизнеса – от 1 200 000 рублей. У стартового капитала большая зависимость от производителей станков. Имеются как тайваньские дешевки, так и отечественные агрегаты, цена на которые в 2 раза больше.
Какие этапы придется пройти ИП на пути к цели:
- Поиск помещения под производство.
В отличие от других направлений бизнеса, при изготовлении саморезов отпадает необходимость в офисе, как таковом. Весь процесс работы будет автоматизирован на 85%, поэтому основной задачей предпринимателя будет вывоз продукции на точки сбыта.
Для организации подобной работы вполне сойдет помещение от 30 квадратов на окраине города с подъездом для грузовиков.
При «кустарном» производстве саморезов не исключено использование и больших гаражей, но берите в расчет размер станков, которые должны будут там работать по 6-9 часов кряду.
Половина ИП стремятся закупить дорогие станки и только премиальные линии производства саморезов, но это не есть правильно.
Не имея постоянных каналов сбыта, лучше максимально сэкономить и приобрести бывшие в употреблении станки – это даст возможность «прощупать» рынок и настроить объемы производства более четко.
Найти проволоку для производства саморезов сейчас хоть и не тяжело, но, чтобы выбрать наиболее приемлемую цену сырья, займитесь вопросом его поиска заранее.
Особых навыков для производства саморезов на автоматизированных станках не нужно. Соответственно, заработная плата персонала будет на уровне 7 000-12 000 рублей. Из-за низкой доходности работы будьте готовы к «текучке» кадрового состава.
На одну автоматизированную линию производства из 2-4 станков потребуется всего один работник, но, как правило, в смену ставят по 2.
Таким образом, всего придется содержать штат из 4-х человек.
Первыми кандидатами на поставки готовой продукции должны стать строительные магазины, что находятся в вашем городе. Далее, идет охват близлежащих населенных пунктов с оптовыми точками сбыта.
Закупать партиями саморезы могут и частники – у начинающих предпринимателей доля розничных продаж частенько превышает оптовый объем.
Средняя стоимость одного самореза – от 30 копеек за шутку. При учете ежемесячных расходов на аренду и закупку сырья для производства чистый доход предпринимателя за месяц – от 70 000 рублей.
При большей наценке на готовый продукт рентабельность бизнеса может достигать 150%, что для строительной ниши России является одним из лучших показателей вообще.
Юридическое оформление бизнеса по производству саморезов

Прежде всего вам необходимо зарегистрировать бизнес официально. Для этого необходимо открыть юридическое лицо (общество с ограниченной ответственностью) или зарегистрироваться в качестве индивидуального предпринимателя.
Для бизнеса по производству саморезов оптимально зарегистрироваться в качестве ИП. Процесс регистрации ИП несколько проще, чем ООО, как и предоставляемая регулярная отчетность. Подать заявление на регистрацию в качестве ИП проще всего через портал государственных услуг.
Открытие ООО для данного вида бизнеса может быть целесообразно, если вы начинаете бизнес с учредителем, с которым вы осуществляете совместное финансирование проекта и желаете правильно юридически оформить взаимоотношения.
Применяемый ОКВЭД — 25.94 «Производство крепежных изделий». Данный ОКВЭД включает в себя производство резьбовых крепежных изделий, таких как болты, винты, саморезы и подобные резьбовые изделия.
В заключение
Подведем итоги по оценке эффективности открытия бизнеса по производству саморезов. Прежде всего, необходимо обратить внимание на широкую номенклатуру оборудования для производства, которая обеспечивает выбор оборудования, производящего необходимый ассортимент саморезов и позволит подобрать оборудование исходя из оптимальных затрат, что снижает порог входа в данный бизнес. Несмотря на то, что строительный бизнес находится на стадии спада, существующие темпы строительства, при грамотном маркетинговом подходе, позволят полностью загрузить производство и обеспечат достаточную рентабельность. Для обслуживания производства по изготовлению саморезов не требуется большое количество персонала, многие процессы производства автоматизированы. Требования к производственным помещениям для размещения оборудования минимальны, что позволит подобрать помещение с минимальными затратами.
Антон Водолазов
, бизнес-консультант, кандидат экономических наук Связаться с автором (c) www.openbusiness.ru — портал бизнес-планов и руководств по открытию малого бизнеса
22.10.2018
Все материалы по тегу: производство саморезов
Калькулятор расчета прибыльности этого бизнеса
Чистая прибыль (в мес.):
Более детальные расчеты можно сделать в нашем бесплатном приложении

Сохраните статью, чтобы внимательно изучить материал
Вы можете сохранить данную страницу при помощи:
Какими бывают саморезы?
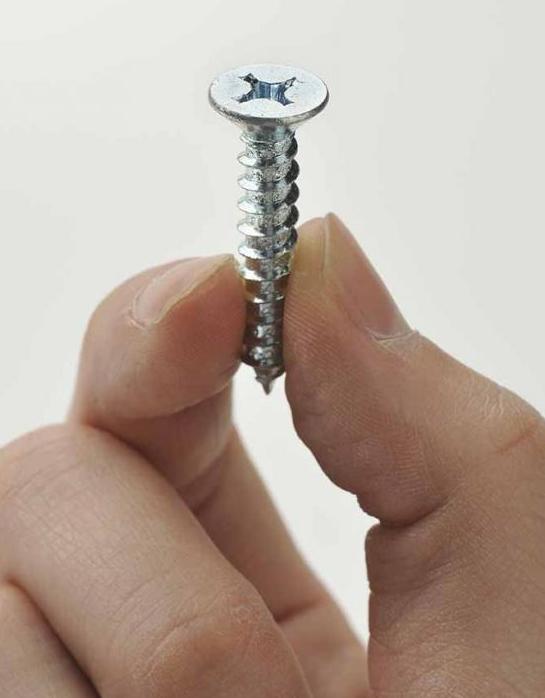
Основное назначение строительного расходного материала ясно из самого названия – при помощи нарезной основы пробивать дерево/метал и соединять в единое целое элементы конструкции. Из-за широкого распространения саморезов разобраться в их разновидностях может быть непросто даже профильному специалисту.
Однако в производстве саморезов типу выпускаемой продукции уделяется большое внимание. Не каждый имеет массовый спрос, потому нет смысла покупать некоторые формы для станков
Классификация саморезов по назначению
Классический по металлу.
Наиболее распространенный вариант саморезов, который оптимально производить для массового потребителя. Ключевая особенность – витки резьбы расположены друг от друга очень близко + сам наконечник саморезов имеет заостренную форму. Длина и диаметр саморезов не имеют общих требований, поэтому данный параметр выбирается при производстве самостоятельно. Для изготовления саморезов по металлу необходимо использовать только высокопрочную сталь с оцинковкой или оксидкой сверху. Расцветка черная, но есть варианты под металлику или позолоту.
Саморез по металлу со сверловым концом.
Вариант саморезов, в котором отличительной чертой является сверло образный наконечник для более плавного проникновения в толщину металла. Хороши для листовых пластин средней толщины. Если при использовании классических саморезов, приходилось использовать на начальном этапе сверло, то здесь данный момент можно пропустить. Достаточно приложить некоторые усилия, и саморез самостоятельно проделает стартовую выемку для вхождения в объект.
Саморез по дереву.
Больших внешних отличий при производстве саморезов по дереву вы не заметите. Особенность заключается в большем расстоянии между витками. На станках и в заготовках данный нюанс очень просто учитывается и не требует дополнительных закупок сырья или сменных частей для станков.
Мебельный саморез или, как его еще называют, конфирмат используется с целью сборки конструкций из МДФ или ДСП
Использовать саморез можно и для дорогих сортов древесины, но при этом требуется большое внимание уделять форме шляпки и возможности ее маскировки.
При производстве конфирматов большое значение играет внешний вид шляпки, так как для каждого вида мебели, может потребоваться свой шаблон. Изготовлять такие саморезы проблематично, поэтому вариант стоит рассматривать лишь при наличии оптовых покупателей.
Саморез с пресс-шайбой.
Саморез является подкатегорией винтов по металлу, но из-за функциональной особенности его стоит рассматривать, как отдельный вариант производства
Спрос на подобные саморезы очень велик в сельской местности, поэтому, если планируете сбывать продукцию на подобный рынок, лучшего варианта будет не найти.
Особенности в производстве – утолщенное винтовое тело и шестигранная шляпка для ключей. Саморез может использоваться лишь для работы с деревом и некоторыми видами бетона, поэтому данный вариант производства также стоит рассматривать лишь при наличии оптовых закупщиков.
Саморез для кровли.
Название говорит само за себя. Особенность в производстве – помимо самого самореза придется изготавливать еще и шайбу. Шляпка, диаметр, частота витков – параметры вариативные и зависят от области применения расходного строительного материала.
Существуют и другие подвиды саморезов, однако их доля на потребительском рынке не превышает 10%. Поэтому ориентироваться на такой продукт стоит лишь тем предпринимателям, которые уже имеют стабильных партнеров по закупкам, и хотят еще больше расширить свой ассортимент в рамках маркетинговой составляющей бизнеса.
Автоматические линии
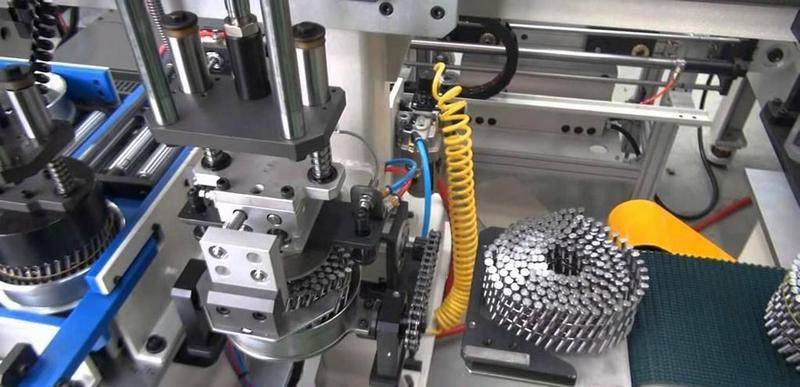
Итак, как делают саморезы, мы выяснили. В малых предприятиях для изготовления таких элементов используются обычно только холодновысадочные станки и резьбонарезные. Такие мастерские занимаются при этом в большинстве случаев производством самых простых саморезов по дереву. На крупных предприятиях для изготовления таких крепежей устанавливаются автоматизированные очень дорогие линии.
От одного вида оборудования к другому саморезы на таких заводах подаются по линиям конвейера. При этом между ярусами производственного цеха они могут транспортироваться в лифтах-бункерах.
Помимо холодновысадочных и резьбонарезных, элементами конструкции автоматических линий по производству саморезов в России могут быть:
- термопечи;
- емкости для закалки;
- линии окраски;
- упаковочное оборудование.
Суть бизнес-плана и его этапы
Начать стоит с поисков потенциальных клиентов с конкретными запросами. Например, станциям технического обслуживания автомобилей потребуются саморезы с антикоррозионным покрытием, а мебельным фирмам – метизы с высокими прочностными характеристиками
Важно, чтобы покупатель был стабильным: это позволит в дальнейшем без особых проблем модернизировать производство, и не зависеть от рыночных капризов. Конечно, возможна и самостоятельная реализация товара, хотя здесь вступят в игру определённые организационные риски

Саморезы — очень ходовой товар повседневного спроса
Следующим важным этапом является выбор подходящего производственного помещения. Например, это может быть гараж или объёмная хозяйственная постройка. Помещение должно быть пригодным не только для проведения операций технологического процесса, но также и для складирования/хранения готовой продукции.
Уяснив основные требования к готовым саморезам, можно заняться вопросами технологии их получения. Эти требования включают в себя:
- Подбор материалов (марка металла, сортамент, вид предварительного покрытия).
- Выбор моделей производственного оборудования.
- Организацию подготовительно-заключительных операций (входной контроль качества, упаковка, доставка покупателям).
- Сбыт готовой продукции, если её предполагается реализовывать самостоятельно: реклама, проведение маркетинговых акций и т.д.
ПОЛНЫЙ ЦИКЛ ПРОИЗВОДСТВА САМОРЕЗОВ
Проволока проходит несколько этапов обработки, прежде чем превратится в саморез. Формирование заготовки с помощью холодновысадочного станка. На этом этапе изделие приобретает нужную длину, наконечник, головку. Далее на резьбонакатном станке нарезается стержневая резьба. Для повышения качества продукции можно добавить процессы закаливания поверхности для повышения прочности изделия и антикоррозионную обработку. После этого товар упаковывается, фасуется по полиэтиленовым пакетам и коробках..
Технология холодной высадки саморезов
Производство заготовок саморезов производится на двухударных однопозиционных автоматах (высадочных станках). Оборудование имеет два пуансона (черновой и чистовой) и одну высадочную матрицу.
Подготовленная проволока устанавливается на разматывающее устройство и подается через систему роликов двухплоскостного рихтующего устройства в приемное отверстие отрезной матрицы. Далее необходимо выставить регулируемый упор на нужную длину заготовки. После этого автомат включается на рабочий ход.
Отрезной нож выполняет рез и прижимными лапками переносит заготовку на позицию высадки где заготовка подхватывается торцом чернового пуансона, заталкивается в высадочную матрицу до переднего конца выталкивателя, после чего происходит предварительная высадка головки.
При втором ходе исполнительного механизма происходит поворот инструментальной головки, в результате чего на позицию высадки выставляется пуансон второго удара, окончательно оформляющий головку самореза.
Во время возвратного хода ползуна холодновысадочного автомата его выталкиватель производит извлечение отштампованной заготовки из полости высадочной матрицы, после чего цикл повторяется. Отштампованная заготовка поступает по лотку в приемную емкость.
Первый этап — изготовление заготовок
Вам будет интересно:Подшипник UCP 205: описание, свойства и размеры
Итак, как делают саморезы на заводах? На предприятиях, занимающихся производством таких расходных материалов, стальная проволока подается к специальным холодновысадочным станкам. На таком оборудовании она предварительно распрямляется. Затем уже непосредственно на станке производится изготовление из проволоки заготовок для саморезов. То есть:
- выполняется нарезка на отрезки необходимой длины (по длине саморезов);
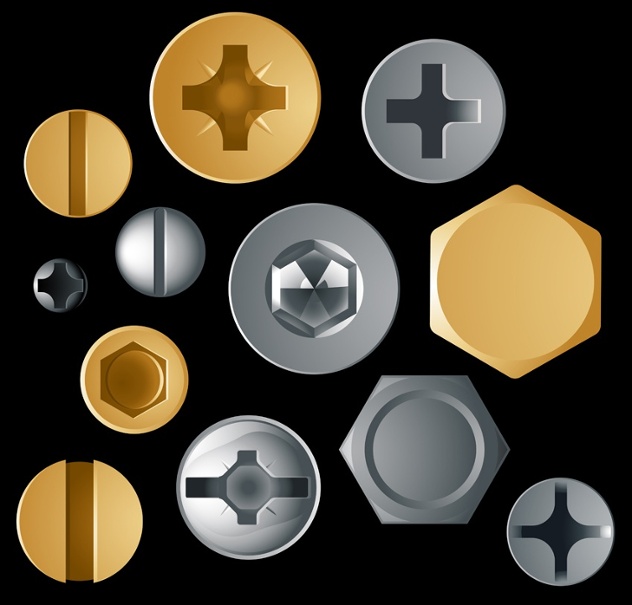
- путем прессования изготавливается шляпка со шлицом.
Шлиц на шляпках саморезов на холодновысадочных станках может печататься как под крестовые, так и под обычные отвертки.

Пути реализации
Рекомендуется задействовать все возможные пути реализации:
- заключить долгосрочные договоры со строительными компаниями;
- работать со специализированными организациями (например, по производству окон, дверей, мебели);
- сбывать продукцию в строительные магазины и сети;
- взаимодействовать с частными подрядчиками.
Продумайте ценовую политику. Разумно низкие цены на качественную продукцию – очевидный способ получить лояльных клиентов. Также рекомендуется продумывать различные акции, побуждающие клиентов покупать больше и чаще.
Разработайте ассортимент. Начните производить и сбывать саморезы нескольких разновидностей, определите востребованные и сосредоточьтесь на них. В качестве доптоваров можно изготавливать гвозди, анкеры.
Какие дюбеля лучше
Какой дюбель выбрать – достаточно тривиальный вопрос, который на самом деле имеет однозначный ответ: дюбель нужно выбирать такой, который соответствует материалу установки и типу монтажа. Сколько раз проклянет мастер прокручивающийся саморез при установке карниза на пенобетонную перегородку дома серии 1-ЛГ-600 ? Сколько человек обмотают несчастный дюбель изолентой, наденут на него кембрик от кабеля, напялят термоусадочную трубку – и все безрезультатно !
Кто догадается поставить две или три штуки подряд и прокрутить насквозь, чтобы не проворачивались ? А сколько применят специальный распорный дюбель для газо- и пенобетонов, не говоря уже о том, что немногие подозревают, а еще более немногие – точно знают о том, что такой дюбель, оказывается, существует в природе ! А вот единой классификации дюбелей, отраженной в каких-либо нормативных документах, как раз в природе не существует.
Так что здесь, на самом деле, все и просто, и достаточно сложно одновременно. Давайте попробуем разобраться, какие бывают дюбели в принципе:
По принципу действия
1. Распорные, которые держатся в отверстии определенного диаметра за счет распирания при вкручивании саморезов – ребра распорного дюбеля упираются в стенки отверстия и расклиниваются в нем. Предназначены они для полнотелых материалов (бетон, железобетон, асфальт, даже дерево и древесно-плитные материалы).
2. Анкерные, которые, помимо расклинивания в материале, также способны деформироваться так, что задняя часть подобного дюбеля не может пройти в отверстие (принцип анкера). Такие дюбели предназначены для пустотелых и пористых материалов (кирпичная кладка из пустотелого кирпича, газобетон, пенобетон и т. п.), а также листовых материалов наподобие гипрока.
По способу монтажа
1. Закручивающиеся – это длинное и нелепое слово говорит само за себя и точно определяет способ монтажа данного класса дюбелей. Закручивание производится либо отверткой нужной конфигурации, либо аналогично снаряженным шуруповертом (подробности далее).
2. Забивные – аналогично, способом монтажа таких дюбелей является забивание, обычно с помощью молотка либо киянки, но иногда и с помощью и других инструментов: например, это могут быть пассатижи, деревянный брусок, фрагмент полнотелого кирпича или кусок бетона, стального уголка и др.
Также разделяют сквозной монтаж, при котором часть дюбеля пропускают через закрепляемую конструкцию (имеет удлиненную нераспорную часть) и предварительный
, при котором дюбель помещают в отверстие на всю длину (наиболее распространенный тип монтажа).
По материалу изготовления
1. Пластмассовые – из полиэтилена, полипропилена или полиамида (нейлона).
2. Металлические – из алюминиевых сплавов, латуни, нержавеющей стали.
По типу лицевой части
1. С бортиком (манжетой) – при закручивании бортик оборачивается вокруг шурупа (самореза).
2. Без бортика. Правда, можно получить аналогичный бортику эффект, если вставить дюбель не до конца, оставив снаружи примерно 3 мм.
По назначению, области применения и особенностям конструкции
1. Стандартные дюбели для полнотелых материалов – самый распространенный вид данного вида крепежа. Классический вариант изготавливается из нейлона (полиамида), и более всего он представлен на рынке финской фирмой SORMAT (серии NAT 5, NAT 6, NAT 8, NAT 10, NAT 12 и др.). На втором месте – швейцарский производитель MUNGO, дюбели которого окрашены в характерный красно-оранжевый цвет, и также изготавливаются из нейлона.

Это крепеж, подходящий в большинстве случаев для большинства материалов.
Из чего изготавливаются
Саморезы в строительстве используются при сборке каркасов стен домов, стропильных систем, набивки пола и потолка, обшивке ограждающих конструкций. То есть нагрузка на такие крепежи в процессе эксплуатации дома приходится значительная. Поэтому материал для производства таких элементов должен использоваться очень прочный и к тому же достаточно пластичный.
Вам будет интересно:Вакуумный подъемник: характеристики и принцип работы

На современных предприятиях саморезы изготавливаются, конечно же, из стали. При этом на производство таких элементов идет обычно химико-термически обработанный материал этого типа СТ 10 КП или СТ 08 КП. Такая сталь имеет достаточно высокие показатели поверхностной твердости и пластичности. Единственным ее недостатком является повышенная склонность к старению.
Из стали СТ 10 КП или СТ 08 КП предварительно изготавливают проволоку, диаметр которой соответствует диаметру ножки будущих саморезов. Далее такой материал наматывают в бухты и пересылают на заводы, специализирующиеся на изготовлении строительных крепежей.
Исходные материалы и выбор завершающих операций
Для придания прочности и товарного вида изделия после холодной высадки подвергают очистке, термообработке и антикоррозионному/декоративному покрытию. Технология производства саморезов на завершающих этапах определяется материалом, из которых высаживаются изделия. В зависимости от отрасли потребления саморезов исходным сырьём для них служит проволока из:
- Низкоуглеродистой качественной стали по ГОСТ 1050. В связи с тем, что материал в процессе высадки упрочняется, принимать более дорогой прокат не следует.
- Пластичной латуни по ГОСТ 15527 марок от Л68 и выше.
- Алюминия марки АД1 по ГОСТ 4784.
- Пластичного дюраля Д1М по ГОСТ 14838.
Ввиду малости технологических зазоров, и необходимости в точном дозировании исходного материала в высадочную и отрезную матрицы, сортамент проволоки должен соответствовать требованиям ГОСТ 10702. В частности, материал должен поставляться в калиброванном состоянии, отличаться расширенной градацией диаметров, и иметь класс точности не ниже 4.
Учитывая это, для завершающих операций по выпуску саморезов обычно принимают:
- Закалку с последующим отпуском в вакуумных печах сопротивления.
- Воронение (оно может быть чёрным, под железо, либо красным – под медь). Воронению чаще подвергают кровельные саморезы;
- Цинкование в электролитических ваннах.
- Анодирование (только для саморезов из алюминия и его сплавов).
Пробную партию готовых изделий есть смысл отдать на анализ специалистам, которые, проведя необходимые изменения качества покрытия, твёрдости, макроструктуры саморезов и т.д. смогут дать квалифицированное заключение о качестве продукции (а, следовательно, и о необходимости внесения каких-либо изменений в техпроцесс). Если всё в порядке, то продажа саморезов оптом, мелким оптом, и в розницу может начаться удачно.
Технология производства саморезов
Всю технологию производства металлического крепежа можно разделить на несколько ключевых операций:
- Стальная проволока, выступающая в качестве основного сырья для производства саморезов, подаётся на автоматически управляемый станок, где происходит формирование промежуточного полуфабриката. Сразу же прессуется шляпка будущего металлического самореза, посредством холодновысадочного процесса.
- Далее, заготовка по ленте конвейерного типа подаётся в станок, где, с помощью виброзахватывающего механизма направляется на образование резьбы в специальном станке.
- Следующим этапом происходит термообработка заготовки, с последующим удалением крупных включений и мойкой метиза.
- Следующей операцией будет химическая обработка, которая проводится с целью нанесения на металлическую основу защитного антикоррозийного покрытия.
- Затем происходит окончательная сушка готового крепежа.
- Заканчивается технологический процесс проверкой качественного соответствия детали и упаковкой её.
Как видно, весь технологический процесс разбит на несколько разнохарактерных этапов, поэтому для производства самореза потребуется наличие многофункциональных станков.
Проволока для производства саморезов
Для изготовления метизов необходимо подбирать соответствующее сырьё. Каждый определённый тип крепёжных изделий имеет соответствующие требования по ГОСТу. Все металлы отличаются по основным характеристикам — пластичности, твёрдости, химическому составу и т. д. Для производства крепёжных изделий, чаще всего применяется латунь, нержавеющая и высокоуглеродистая сталь.
По ряду технических особенностей, проволока, поставляемая в бобинах, более предпочтительна для изготовления крепёжных изделий
При выборе сырья, важно точно выяснить, для каких целей планируется дальнейшее применение крепёжных изделий. Требования очень отличаются для различных видов крепления (дерево, металл, гипсокартонной), а также среды, в которой они будут применяться (уличный вариант, помещение, агрессивная среда)
На практике доказано, что изготовление металлических крепёжных изделий — бизнес выгодный и высокорентабельный. И если имеются надёжные покупатели ваших изделий, выручка может быть очень высокой.
Наиболее качественными и высокотехнологичными считаются станки для изготовления саморезов китайских и тайваньских фирм. Их оборудование отличается и дешёвой ценовой характеристикой.
Как делают саморезы на заводе: технологии и оборудование. Станок для производства саморезов

В строительстве нет незначительных деталей. Любые элементы, используемые при возведении зданий и сооружений, должны иметь хорошее качество и отличаться долгим сроком службы. Касается это в том числе и разного рода крепежей, включая, конечно же, и самую популярную ныне их разновидность — саморезы. Как делают такой строительный расходный материал — об этом и поговорим далее в статье.
Из чего изготавливаются
Саморезы в строительстве используются при сборке каркасов стен домов, стропильных систем, набивки пола и потолка, обшивке ограждающих конструкций. То есть нагрузка на такие крепежи в процессе эксплуатации дома приходится значительная. Поэтому материал для производства таких элементов должен использоваться очень прочный и к тому же достаточно пластичный.
На современных предприятиях саморезы изготавливаются, конечно же, из стали. При этом на производство таких элементов идет обычно химико-термически обработанный материал этого типа СТ 10 КП или СТ 08 КП. Такая сталь имеет достаточно высокие показатели поверхностной твердости и пластичности. Единственным ее недостатком является повышенная склонность к старению.
Из стали СТ 10 КП или СТ 08 КП предварительно изготавливают проволоку, диаметр которой соответствует диаметру ножки будущих саморезов. Далее такой материал наматывают в бухты и пересылают на заводы, специализирующиеся на изготовлении строительных крепежей.
Первый этап — изготовление заготовок
Итак, как делают саморезы на заводах? На предприятиях, занимающихся производством таких расходных материалов, стальная проволока подается к специальным холодновысадочным станкам. На таком оборудовании она предварительно распрямляется. Затем уже непосредственно на станке производится изготовление из проволоки заготовок для саморезов. То есть:
выполняется нарезка на отрезки необходимой длины (по длине саморезов);
путем прессования изготавливается шляпка со шлицом.
Шлиц на шляпках саморезов на холодновысадочных станках может печататься как под крестовые, так и под обычные отвертки.
Нарезание резьбы
После изготовления заготовки под саморезы проходят на заводах самый тщательный контроль качества. Специалисты выборочно замеряют длину крепежей и их диаметр. Также производится визуальный осмотр заготовок на предмет выявления на их поверхности механических повреждений. Некоторые партии болванок, таким образом, после прохождения холодновысадочного станка могут отбраковываться.
Прошедшие проверку качества заготовки далее подаются к резьбонарезному станку. С конвейерной линии болванки ссыпаются в специальный шнек, который, проворачивая сразу большое количество заготовок, выставляет их шляпкой вверх. В таком положении болванки в последующем подаются в специальное устройство по нарезке резьбы. В этом узле станка каждая заготовка протягивается движением прокатки между специальными плоскими плашками. В результате на ее ножке образуются резьба, а также саморежущее острие.
Как делают саморезы: закалка
После резьбонарезного станка крепежи на заводе приобретают уже знакомую всем форму. Пройдя плоские плашки, уже почти готовые саморезы ссыпаются в специальный бункер и транспортируются в термопечь. Предварительно такая продукция проходит на предприятии еще один контроль качества.
Обжиг в термопечах крепежей выполняется довольно-таки медленно. При этом производится термоорбработка обычно при температуре более 930 °С. После печи саморезы также по линии подаются в специальные емкости с охлаждающей жидкостью. Таким образом происходит закалка крепежей.

Окрашивание
После закалки саморезы подаются в специальное оборудование для нанесения защитного покрытия от коррозии. В зависимости от назначения крепежей (для дерева, металла и пр.), обрабатываться на этом этапе они могут путем:
гальванического цинкования белым или желтым цинком.
К примеру, саморезы, предназначенные для работы по металлу, обычно имеют желтый цвет.
Финальный этап
Описанная выше технология является ответом на вопрос о том, как делают саморезы по дереву, металлу, камню и пр. В любом случае после нанесения защитного покрытия готовые саморезы подаются на линию упаковки. Предварительно они проходят заключительную процедуру контроля качества. После такой проверки остаются только самые прочные, полностью соответствующие стандартам и нормативам крепежи.
На крупных предприятиях процесс упаковки обычно также является полностью автоматизированным. Специальное оборудование на таких заводах из картонных заготовок делает боксы-коробки, в каждый из которых насыпается по весу определенное количество саморезов. Далее заполненные крепежами боксы собираются в блоки по нескольку штук и подаются в цех отправки готовой продукции.

Автоматические линии
Итак, как делают саморезы, мы выяснили. В малых предприятиях для изготовления таких элементов используются обычно только холодновысадочные станки и резьбонарезные. Такие мастерские занимаются при этом в большинстве случаев производством самых простых саморезов по дереву. На крупных предприятиях для изготовления таких крепежей устанавливаются автоматизированные очень дорогие линии.
От одного вида оборудования к другому саморезы на таких заводах подаются по линиям конвейера. При этом между ярусами производственного цеха они могут транспортироваться в лифтах-бункерах.
Помимо холодновысадочных и резьбонарезных, элементами конструкции автоматических линий по производству саморезов в России могут быть:
емкости для закалки;
Что представляет собой холодновысадочный станок
Такое оборудование относится к группе станков:
Использоваться станки этой разновидности могут для производства не только собственно саморезов, но и практически любых других видов крепежей — болтов, шурупов и пр. В данном случае все зависит от настроек такого оборудования.

Монтируются холодновысадочные станки на основе жесткой сварной рамы. Подача проволоки к основному узлу в них производится из бухты храповым устройством пошагово. Длина заготовки в станках этого типа регулируется перестановкой упора. Высадочные удары в оборудовании выполняются пуансоном. Первый удар при этом загоняет стержень к упору, а второй — формирует головку.
Как делают саморезы на предприятиях, таким образом, понятно. Технология производства таких крепежей, в принципе, не слишком сложна. При этом сами холодновысадочные станки изготавливают заготовки очень быстро. В зависимости от показателей производительности и мощности, один такой агрегат за минуту может производить до 100-300 саморезов.
Резьбонакатной станок для производства саморезов
В таком оборудовании болванки подаются между плашками поштучно. При этом, как уже упоминалось, они строго ориентированы по отношению к таким рабочим элементам. Плоские плашки в станке перемещаются навстречу параллельно друг другу и перпендикулярно оси самореза. Изготавливаются такие рабочие элементы станков по необходимым параметрам резьбы. При этом за основу отечественные производители саморезов берут метрические размеры, зарубежные — дюймовые.
Источник https://sdelai-lestnicu.ru/strojmaterialy/stanki-dla-proizvodstva-gvozdej-obzor-stankov-dla-izgotovlenia-gvozdej-i-samorezov-vybor-gvozdilnyh-avtomatov
Источник https://kamuflyzh.ru/instrument-i-oborudovanie/kak-delayut-samorezy-video.html
Источник https://fb.ru/article/465517/kak-delayut-samorezyi-na-zavode-tehnologii-i-oborudovanie-stanok-dlya-proizvodstva-samorezov
