Содержание
Особенности фланцевых соединений для металлических коммуникаций
Фланцевое соединение довольно часто используют вместо обычной сварки, а тем более на фитинг.

Фланец гарантирует не менее прочное и герметичное соединение, но при этом разъемное, чтопозволяет в любой момент демонтировать часть трубопровода для ремонта, например, или присоединения дополнительных секторов.
Типы фланцев
Прежде, чем говорить о сварке фланцев, важно изучить их конструкционные особенности. Размеры, форма регламентируются ГОСТом или техническими условиями. Они различаются по геометрии, размерам, делают их из высокоуглеродистых или легированных нержавеющих сталей или сортов чугуна, поддающегося ковке.
По функциональности выделяют две группы фланцев:
- арматурные;
- предназначенные для сосудов и аппаратов.
Конструкционно фланцы делятся на несколько видов:
- Воротниковый — применяется на системах высокого давления. Горловина по конусу сужается, она выполнена в форме конического центратора, распределяющего давление потока. По американской классификации он называется «Lap Joint» (привариваемый внахлест). Крепится сплошным валиком или швом в форме буквы «V».
- Раструбный — применяется на технологических магистралях небольшого сечения, рассчитан на высокое давление транспортируемой среды, маркируется «Socket-welding» (с впадиной для шва). Его приварка производится только с внешней стороны, необходимо оставлять люфт до 1,6 мм на случай расширения трубы при нагреве горячим носителем. Угловой шов делается встык.
- Накидной или сквозной — крепится на расстоянии 3 мм от края трубы, международное обозначение «Slip-on» (со сквозным отверстием). Фиксируется с обеих сторон угловым швом – приварка к наружной и внутренней стенке.
- Глухой — выполняет функцию заглушки, образует разборное соединение с трубой, может иметь надпись «Blind flanges». Приваркой не крепится, держится на болтовом соединении.
- Плоский — состоит из кольца и пластины, рассчитан на невысокое давление до 2,5 МПа, приваркой к внешнему краю трубы крепится только кольцо, пластина остается подвижной.
- Резьбовой — используются на врезаемой арматуре, где есть нарезка или накатка резьбы, маркируется «Threaded flanges». Насаживается на конец трубы механически, редко дополнительно фиксируются приваркой.
Классификация изделий
Общее строение детали представляет собой кольцои пластину с отверстиями по краю. Чтобы обеспечить герметичность между элементами, устанавливают еще и прокладку изрезины в соответствии с назначением трубопровода – кислотостойкой, термостойкой. Соединяют кольцо и пластину с помощью крепежа – болтов с гайками или шпилек.
По ГОСТ выделяют несколько разных видов фланцев. По чертежам отличия их хорошо заметны.
Соответственно, и приварка деталей к трубопроводу производится несколько по-разному.
- Воротниковый – характерным признаком является приварная горловина в виде конического концентратора. Такая форма позволяет более равномерно распределять давление. Воротниковая модель предназначена для коммуникаций с высоким давлением и высокой температурой носителя. Приваривается сплошным или V-швом.
- Раструбной – используется на трубах с малым диаметром, работающих под большим давлением. Минус изделия – некоторая нестойкость к коррозии. Приварка раструбной детали производится с внешней стороны угловым швом. Нужно сохранять люфт в 1,6 м, чтобы нейтрализовать эффект теплового расширения.
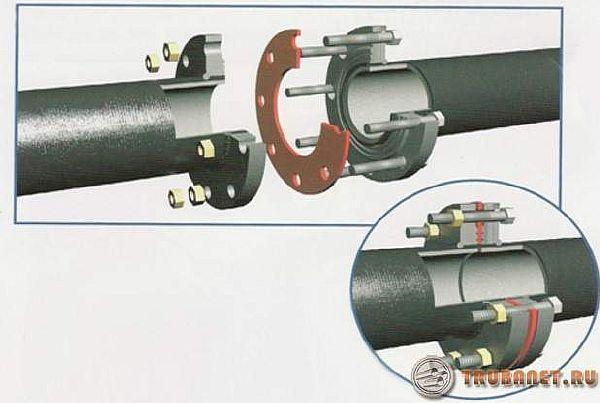
- Сквозной – или свободно вращающийся. Приварка сквозной трубы к фланцу по ГОСТ не производится, так как сквозной вариант применяется специально для того, чтобы деталь можно было заменить по мере необходимости. На фото – сквозное фланцевое соединение.
- Глухой – плоский диск с отверстиями. Это приспособление необходимо для заглушки концов трубопровода. Элемент неразборной, однако он только закрепляется, а не сваривается.
- Плоский – кольцо и пластина одинакового размера. Приварка плоского фланца к трубе заключается в креплении кольца, в то время как пластина остается свободного вращающейся. Он выдерживает давление до 2,5 МПа.
- Накидной – для его использования кромки труб должны быть идеально ровными, так что он не настолько универсален, как воротниковые модели. Накидной приваривается угловыми швами с внешней и с внутренней стороны.
- Резьбовый – используется на трубопроводах небольшого диаметра, где возможно сделать резьбу. Сварка при его установке используется крайне редко.
Способы приварки фланцев
От правильности соединения элементов трубопровода зависит герметичность системы. Приварку диска осуществляют по двум методикам:
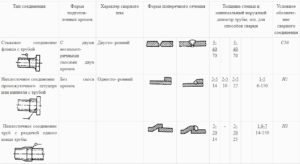
- Приварка встык подразумевает образование шва по всей окружности проката в одном месте.
- Приварка надетого диска по двум стенкам: наружной и внутренней.
Работа с фланцами требует опыта, такую сварку новичкам не доверяют. Любой перекос плоскостей под приварку приводит к разгерметизации стыкового узла, увеличивает риск прорыва магистрального трубопровода высокого давления.
Принцип
Чтобы осуществить соединение труб фланцами, необходимо, чтобы на торцах обоих соединяемых деталей были установлены крепежные детали. Причем эти детали должны быть идентичными, иначе провести герметичное соединение деталей будет невозможно.
Совет! Фланцы, устанавливаемые на концах свариваемых деталей, называют ответными.
Крепится фланец на торец трубы одним из двух способов:

- на резьбу (применимо только для безнапорных трубопроводов);
- при помощи сварки.
После того, как оба ответных фланца будут установлены, их соединяют и стягивают при помощи крепежных деталей.
Совет! Шпилька, в отличие от болта, не имеет головки. Резьба нарезана на шпильке с двух сторон. Благодаря этому, при выполнении соединения можно затягивать фланцы с двух сторон, накрутив гайки на обе стороны шпильки.
Приварка фланца к трубе
До сварочных работ проводится подготовка кромок. Места швов зачищают до блеска. При самостоятельной сборке узлов учета или врезке запорной арматуры важно учитывать толщину уплотняющей прокладки, диск устанавливают с учетом толщины резины. Головки болтов на фланцах располагаются только с одной стороны. Концы выступают минимум на 3 витка резьбы. Зеркало диска всегда располагается выше шва и кромки, край проката не должен выходить за плоскость диска. Приваривать фланец к трубе ровно помогают прихватки соединения, когда диск обездвижен, можно приступать к швам.
При давлении до 10 МПа производится приварка без скоса, при высоком, до 25 МПа – со скосами.
Для приварки фланцев к стальным трубопроводам применяют вращатели. Они придают узлу мобильность, улучшают доступ к рабочей зоне, облегчают процесс сварки. В процессе сварки электрод остается неподвижным, узел постепенно проворачивается вокруг оси. На вращателе производят финишную зачистку швов, грунтовку и покраску фланцевого узла.
Важные моменты сборки фланцевого соединения:
- необходимо крепить диск перпендикулярно к трубопроводу, для проверки используется контрольный треугольник и щуп, допустимое отклонение 2% от наружного диаметра;
- оси болтовых отверстий на двух дисках должны совпадать, соосность проверяется уровнем и отвесом. Допустимые отклонения: а) 1 мм для отверстий диаметром от 18 до 25 мм; б) 2 мм для диаметров до 41 мм.

Допустимое отклонение диска — 2% от наружного диаметра
Техника «лодочка» применяется для соединений без люфта, кромки провариваются на большую глубину. Если зазор в пределах 1,5 мм, приварка производится поперечными колебательными движениями, электрод держат под углом 30° к поверхности трубы. Люфт 4–5 мм оформляется угловым швом большими стежками (катетами). При большом зазоре допускается две проходки.





Как купить стальные приварные фланцы, цены и прайс лист
Для того, чтобы посмотреть цену на любой фланец плоский, воротниковый, свободный или ответный можно запросить прайс лист в отделе сбыта по телефону+7(351)735-95-75 или электронной почтой Этот e-mail адрес защищен от спам-ботов, для его просмотра у Вас должен быть включен Javascript .Так же по указанным координатам можно направить заявку и получить наилучшие цены
, так как стоимость меняется и не всегда прайс быстро обновляется, выписать счет и купить. Можно организовать отправку товара. Цену на фланцы можно посмотреть посетив страницу прайс-лист на трубопроводную арматуру. Его можно скачать в удобном для вас формате себе на компьютер и держать всегда под рукой. Там же находится стоимость задвижек, вентилей, отводов, кранов и другой арматуры.
Контроль качества сварных швов
Для проверки герметичности крепления фланца используют ультразвуковой метод. Шов проверяют:
- на трещины;
- присутствие шлаковых включений, наплывов, надрезов;
- недопустимы прожоги, кратеры, пористость.
Дефектоскопия проводится также металлографией. На ответственных соединениях качество сварки фланцев к трубе проверяют радиографическим методом неразрушающего контроля.
Зная тонкости закрепления фланцев, в случае необходимости можно самостоятельно провести приварку диска к участку водопроводной системы.
Выбор прокладки
Для герметизации соединения обязательно используются прокладки. Особенно важно правильно рассчитать степень герметизации при эксплуатации трубопровода под давлением. Выбор материала для изготовления прокладок зависит от условий эксплуатации и свойств транспортируемой среды. Чаще всего применяют:
- Резину. В зависимости от свойств среды выбирают материал, устойчивый к действию кислот и щелочей, маслу и нефтепродуктам, температуре.
- Паронит. Может быть применен материал общего назначения или маслостойкий.
- Фторопласт.
- Асбестовый картон.
Прокладку вырезают по форме фланца, её толщина зависит от выбранного материала.
Сварка деталей трубопроводов
#1 grindush
- Имя: Скрементов Константин Сергеевич
- Сфера деятельности: Ремонтное обслуживание
Собственно, суть проблемы: на участке технологического нефтепродуктопровода в пределах перекачивающей станции имеются участки с ненормативными элементами трубопровода, подлежащие замене. На узком отрезке трубопровода имеется последовательный переход с большего диаметра на меньший два раза подряд. Профиль трубопровода в этом месте исключает возможность вставки катушки из трубы между двумя переходами диаметров. А, насколько мне не изменяет память, сварка деталей трубопровода и запорной арматуры различной толщины и диаметра возможна путем вварки переходного кольца из трубы того же диаметра и свойств.
С другой сторны, «Исходя из недопустимости перекрытия зон термического воздействия сварных швов — они должны располагаться не ближе 100 мм друг от друга (по минимуму) а по норме = зависит от толщины металла. » (взято тут: https://www.proekt-gaz.ru/forum/2-766-1). И еще: ПБ 03-585-03
ПРАВИЛА УСТРОЙСТВА И БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ ТЕХНОЛОГИЧЕСКИХ ТРУБОПРОВОДОВ
6.2.6. Расстояние от поперечного сварного соединения до края опоры или подвески должно обеспечить (при необходимости) возможность его термообработки и контроля. Расстояние от штуцера или другого элемента с угловым (тавровым) швом до начала гнутого участка или поперечного сварного шва трубопровода должно быть не менее наружного диаметра трубы, но не менее 50 мм для труб с наружным диаметром до 100 мм. Для труб с наружным диаметром 100 мм и более это расстояние должно быть не менее 100 мм. Длина прямого участка между сварными швами двух соседних гибов должна составлять не менее 100 мм при условном диаметре менее 150 мм и 200 мм при условном диаметре от 150 мм и выше. При применении крутоизогнутых отводов допускается расположение сварных соединений в начале изогнутого участка и сварка между собой отводов без прямых участков. 6.2.7. Расстояние между соседними сварными соединениями и длина кольцевых вставок при вварке их в трубопровод должна быть не менее 100 мм.
Возникает вопрос: Есть ли прямая ссылка на пункт нормативного документа, строго запрещающий варить две детали трубопровода между собой, или наоборот, разрешающий творить такие вещи? Вопрос из области трубопроводного траснпорта нефти и нефтепродуктов, но приветствуются любые дельные мысли из других отраслей.
Уплотнительная поверхность
Один из важных конструктивных элементов фланца – это уплотнительная поверхность. На основании ГОСТ 33259-2015, было принято 10 исполнений с подробным указанием размеров.
Если говорить об оптимальной форме фланцев, то предпочтительной считается круглая форма. Намного реже встречаются фланцы прочих форм. Тем не менее, в нормативах указано, что можно выпускать фланцы даже с квадратным сечением. На них выполняется минимум 4 отверстия для крепления. Примечательно, что в отверстиях на фланцах (для крепежей) могут выполнять резьбу.
Процесс затяжки и последовательность действий

После того как фланцы приварены, и между ними установлена прокладка, следует убедиться, что она не мешает установке стяжных болтов или шпилек.
Чтобы обеспечить равномерную стяжку труб, все болты закручиваются до небольшого усилия. Затем затягивается первый болт, а вторым после него будет противоположный к нему и т.д. Метод затяжки называется «крест-накрест» – это обеспечит максимальную равномерность уплотнения прокладки и предотвратит чрезмерное напряжений труб.
Что такое фитинги?
Фитинг — это любая деталь, используемая в трубопроводной системе для изменения направления или функции и присоединяются к этой системе механически или с помощью сварки. Самый простой способ изменить направление трубы — это согнуть ее. Однако, помимо ограничения потока, этот метод часто искажает форму трубы и снижает прочность стен.
Еще один метод изменения направления — это косой стык, т.е. прямые части трубы нарезают на нужный изгиб и сваривают вместе. Этот тип значительно снижает пропускную способность за счет создания большей турбулентности. Одиночный сегментный отвод примерно в шесть раз превышает сопротивление отвода с гладкой поверхностью. Фитинги рекомендуется применять для большинства систем трубопроводов, где скорость потока, внутреннее давление и защита от агрессивной среды являются основными факторами, влияющими на процесс проектирования.
Фланцевое соединение стальных труб: их плюсы и область применения

Фланец — это плоская деталь для соединения труб с отверстиями для крепежных элементов (болты, шпильки и др.) круглой или квадратной формы. Такие детали применяют для создания высокопрочного и герметичного стыка узла на продолжительном участке трубопровода.
Фланцевое соединение стальных труб является очень распространенным методом. На нем равномерно расположены отверстия для шпилек и болтов.
В бытовых системах фланцевое соединение используют не очень часто. Такой вид технологии рассчитан на промышленное применение. Если возникает необходимость поставить стальной фланцевый узел, то особое внимание нужно уделить на все отметки по нужным нормативам.
Фланцевые стыки стали самыми популярными видами разъемных стальных соединительных в химической, промышленной области и ЖКХ. Этому способствовали: герметичность, простота конструкции, легкость производства и монтажных работ.
Что такое фланец и принцип его действия
Понятие фланец включает в себе не только деталь сантехнической арматуры, но и метод скрепления труб, который на практике применяют во всех промышленных отраслях. Фланцевые соединения стальных труб отличаются герметичностью и прочностью.
При этом соединение является разборным. А это означает, что после снятия можно проводить все нужные ремонтные работы и повторно применять участок магистрали. Фланцевые соединения для стальных труб подбирают, исходя из предназначения сети, при этом берут в работу различные типы фланцев, которые произведены из разных материалов.
При большом разнообразии стальных вариантов, выделяют такие основные виды конструкций:
- Проходные варианты. Они успешно применяются для увеличения протяженности трубопровода.
- Фланцы-заглушки. Это тупиковый вариант данных деталей.
Получается, что фланцы – это детали для соединения, которые ставятся в сети большого срока использования, и в магистралях с большим давлением внутри, но более приоритетными называют монолитные соединения посредством сварки.
Передвижение среды по трубопроводу перед началом монтажных работ приостанавливают, а включают только после полного прекращения действий. Особое внимание при этом уделяют давлению, его нагрузку на эту деталь рекомендуют наращивать постепенно.
Области применения деталей для соединения
Говоря о таком элементе, необходимо внести ясность, что он не является деталью для крепления. Главная задача этого приспособления заключается в создании опорной конструкции для крепительных болтов и одновременно в обеспечение герметичности соединения.

Как запорную или стыковочную деталь, их ставят в коммуникационных сетях ЖКХ, в промышленности по добыче нефти. Также они обширно монтируются в топливной и газовой сферах. В этих отраслях очень прочные и долго служащие фланцевые крепления используют при монтаже в сеть приборов измерения.
Разные технологические особенности изготовления и виды материалов для этих элементов, дают возможность эффективно эксплуатировать сети, которые проводят агрессивные вещества под высокими показателями давлением.
При прокладке системы их стальных труб, чаще всего, используют диски из аналогичного материала. Это создает одинаковый уровень нагрузочного давления и служит подстраховкой от повреждений составных деталей после воздействий температурных скачков.
Такие повреждения характерны для швов на материалах, которые характеризуются неодинаковой проводимостью тепла. На стальные трубы ставят чугунные, алюминиевые, латунные и бронзовые фланцы. Но, бесспорным лидером среди вариантов для такой работы являются изделия их углеродистой стали. Причин для этого несколько, это:
- Не большая стоимость.
- Практичность.
- Простота в обработке.

Фланцевые соединения можно встретить в любой сфере. Большое разнообразие материалов для производства данных устройств дает возможность эффективно использовать любую магистраль.
Некоторые виды систем предусматривают наличие специального углубления под прокладки. Особенно тщательного контроля требуют фланцевые крепления в сети, транспортирующей газ. Здесь понадобятся фланцы, прошедшие детальную проверку на качество.
Особенности и характеристики
Главной характеристикой фланцевых креплений являются их конструктивные особенности. В России и в странах СНГ наиболее популярные следующие нормы:
- Гост 12820-80. Он определяет конструктивные отличия плоского типа привариваемых фланцев.
- Гост 12821-80. В нем определяется конструкционная характеристика приварных встык фланцев.
- Гост 12822-80. Таким документом определяются конструкционные характеристики стальных свободных на привариваемом диске фланцев.
Приспособления, которые относятся к этим трем основным группам, предназначены для стыка непосредственно для сети и оборудования. Условия установки любого из представленных механизмов разные.
Плоские приварные детали из стали. Во время монтажных мероприятий, такой элемент «насаживают» на трубу, а после этого его наваривают парой швов сварки вокруг нее.

Приварной встык механизм из стали. Монтаж этой стальной детали, если сравнить с первым вариантом, ставит в необходимость наличие только одного сварного шва — соединения.
При таких действиях скрепляется встык торцевая часть трубы и «воротничок» механизма для соединения. Такое в значительной степени упрощает процесс крепежа детали и уменьшает затраченное на монтаж время.

Свободная стальная конструкция на привариваемом кольце. Она включает в себя главную часть и кольцо, а они в свою очередь должны иметь одинаковый показатель условного объема и давления.

Если провести параллель с ранее указанными вариантами, то в этом механизме удобство установки находится на более высоком уровне, потому, что на трубы наваривается сам диск, а фланец оставляют в свободном расположении.
Благодаря этому, соединение болтовых отверстий на свободно расположенных деталях и на аналогичном механизме на арматуре выполняется без затруднений, даже в месте трудного доступа. Поворачивать трубу при данном соединении также не нужно.
К положительным моментам их использования относится то, что при подборе для трубы из нержавейки, можно поставить кольцо из нержавейки, а фланцевую конструкцию из углеродистой стали.
В мире применяют и другие классификации, например:
- DIN – это немецкие нормы стандарта, они действуют в европейских странах;
- ANSI/ASME – это американские нормы стандарта, они действуют в Японии, США и Австралии.
Переводятся эти стандарты в специальных таблицах, где есть четкое указание, какой стандарт определяет характеристики того или иного изделия.
Исполнения уплотнительной поверхности фланцев
 Как уже писалось, данные изделия для стальных труб изготавливают в соответствие с ГОСТ стандартам. И такие арматурные крепления изготовляют с уплотнительными поверхностями в следующем исполнении:
Как уже писалось, данные изделия для стальных труб изготавливают в соответствие с ГОСТ стандартам. И такие арматурные крепления изготовляют с уплотнительными поверхностями в следующем исполнении:
- Плоскость, обозначается – А.
- Впадина. Обозначается — F.
- Паз. Его обозначение это D и M.
- Для линзовых прокладок. Обозначения этого варианта – К.
- Выступ для соединения. С обозначением В.
- Выступ. Его обозначают – Е.
- Шип. Этот вид обозначают С и
- Для прокладки с овальным сечением. Обозначение этого вида – J.
Фланцы арматуры необходимо производить с уплотнительными поверхностями типа А, В, D, F, J, K, M. Остальные варианты уплотнительных поверхностей фланцев арматуры допускают только по требованию клиентов.
Фланцы с уплотнительными поверхностями А, B, C, D, E, , F применяют с стыках, которые уплотнят такими прокладками:
- зубчатыми;
- металлическими;
- графитовыми;
- металлографита.
Фланцы изготавливают в соответствии к требованиям, которые обеспечивают выдержку геометрических габаритов и механических характеристик.
Например, плоские фланцы можно производить сварным путем, если при работе выдержанны условия проварки шва, это должно быть выполнено по всей протяженности сечения на устройстве. Уровень качества таких швов рекомендуют проверять ультразвуковым способом.
Технология сварки фланца трубы
Использование электродуговой сварки встречается в нашей жизни повсеместно, характерно оно надёжным соединением металлических труб между собой.
Поэтому в нашей специфике широко используется в системе отопления, ибо там, где высокое давление и предельные температуры, конкуренцию этому материалу не составит никакой другой.
В такой системе предусмотрено использование безшовных труб, а сварка их между собой предусматривает особую технологию, соблюдать, которую требуется неукоснительно. Заключается она в проваре корня шва.
При сваривании труб и элементов оборудования на обычном водопроводе, или скажем канализации — всё гораздо проще. Описываемое же мною ниже, напрямую касается системы пара, и аналогичен ему процесс монтажа на газопроводе высокого давления. Интересует Вас, уважаемый посетитель такая информация? Тогда приглашаю ознакомиться, я постарался изложить всё простым языком.
Вид сварного шва
Итак, имеем две трубы одного, либо различного диаметра, рассмотрим и тот, и тот вариант. В первом случае состыкуем трубу с отводом, а во втором — нам необходимо врезать трубу диаметром 76 миллиметров, в трубу диаметром 133 миллиметра.
Для того, чтобы нам добиться абсолютной (не побоюсь этого слова) герметичности сварного соединения сварной шов будет двойным. Вначале провариваем так называемый — корень шва, а затем его перекроем вторым.
Разобьём весь процесс на несколько этапов, каждый из них важен и производится без «косяков», ежели что то пошло не так, лучше на начальной стадии добиться «идеальности». В нашем случае не пройдёт весёлая присказка: «Может не потечёт».
1. Подготовка свариваемых поверхностей
Включает в себя доскональную подгонку их друг к другу. На обоих стыкуемых поверхностях снимается фаска, в идеале под 45 градусов к оси трубы. Снять её необходимо с условием оставления торца плоским, шириной в 2-3 миллиметра.
Здесь и далее, чтобы особо не подыскивать подходящих слов, для наглядности снабжаю пост фотоснимками и видеороликом.
На этом фотоснимке нанесена разметка на конце трубы, придерживаясь линии которой нам необходимо вырезать элемент, называется это у нас — «сделать усы», либо — «вырезать рыбку».

А здесь снимок, как выглядит вырезанная и обработанная поверхность заготовки.

2. Состыковка свариваемых поверхностей
На этом фото представлен стык на прихватках. Обе плоскости поверхностей имеют фаски и не соприкасаются между собой, имея зазор в 2-3 мм, необходим он (зазор) для провара корня шва.
- Важно что бы свариваемые элементы были соосны, ни о каком смещении относительно друг друга не может быть и речи, иначе стык будет забракован.
- Выставляем и прихватываем между собой.
- В случае не одинакового зазора между поверхностями, что имеет место быть при неровном резе трубы, дорабатываем при помощи болгарки с отрезным диском, добиваемся равномерности по всему периметру.

Сварка корня шва
Всё готово к провару на первый раз, чем и занимается далее сварщик.

По завершении обкатки стыка, настаёт черёд работы монтажника.
3. Выбор корня шва
Заключается в обработке места сварки по всей окружности, до металлического блеска. Буквально — не должно остаться и намёка на неровность канавки, и уж тем более остатков шлака.
Все края и неровности сглаживаются, а поверхности по обе стороны от шва зашлифовываются так же до металлического блеска, миллиметров по двадцать в каждую сторону. Я делаю это при помощи всё той же болгарки, с установленным на ней зачистным диском.
- При выполнении этого этапа мною был замечен дефект — пора, образовалась она на месте «замка» сварки.
Вот наглядный результат: 

- Если монтажник заметил сей «косяк», необходимо это место вычистить, вплоть до проявления зазора, предусматривая при этом уклоны фасок свариваемых поверхностей.

Указать на наличие поры сварщику, он её «закидает». Затем выбрать подвареное место до металлического блеска. Как писал выше — довести всё до идеальности.
После этого сварной может приступить к следующему этапу.
4. Перекрытие корневого шва
Соблюдая, что написал выше в рамочке, во 2 пункте, он обкатывает стык по кругу. Электроды не экономя, шов получается «жирным».
Затем монтажник обрабатывает шов при помощи всё той же болгарки с зачистным кругом.
В общем выглядит вот так:

Здесь ещё важен такой момент: при зачистке недопустимы «подрезы» свариваемых поверхностей, в предупреждение этому шлифуешь в одном заданном направлении — от трубы к шву.
Здесь красным отмечены места возможного появления «подрезов».

При наличии этого «косяка» — стык забраковывается.
Дополню описание ещё парой фотографий. На них сварной стык трубы с фланцем. Снаружи фланца провар осуществляется в соответствии всему выше описанному процессу, то есть — сварка корня шва, его выборка, перекрытие и зачистка.

Помимо этого свариваем стык ещё и изнутри фланца:
Дефект сварного шва
Порину, и как её убрать мы с Вами посмотрели, а теперь давайте поясню моменты из-за которых велика вероятность её появления.
О первой вероятности должно быть известно каждому сварщику, ибо они проходят специальное обучение.
Вторая и третья характеризуется добросовестностью отношения к исполнению своих прямых обязанностей.
А вот по последнему моменту чуть подробнее:
Доводилось мне столкнуться с этой проблемой, сварщик варит, я выбираю корень, там порина — зачищаю, он опять варит, выбираю — порина, зачищаю, варит — порина. Потом догадались, трубопровод был длинный и с одной стороны имел связь с атмосферой, в общем пока эту связь ватными штанами не заткнули, к положительному результату не пришли.
Ну вот вроде и всё, что хотел рассказать, буду закругляться. Если будете соблюдать всё описанное, в итоге получите стык — идеальный. Никакой «светила», не найдёт причин забраковать, а рентген покажет соответствие стандартам.
Вот обещанный в начале статьи видеоролик, на сколько смог смонтировал понятным:
Я не тешу своё самолюбие, и совершенно не считаю себя «мастером пера», поделился лишь тем, что знаю из своего опыта. Интересующемуся же более глубокими познаниями в данной сфере, могу порекомендовать изучение книги, скачать можно кликнув на картинку расположенную ниже.
Книга не бесплатна, но и цена не велика, всего то 84 рубля, мало того есть возможность прочесть фрагмент для ознакомления, и совершить покупку, лишь при условии, что заинтересовала. Книга состоит из 510 страниц и имеет 234 иллюстрации.
Ухват для водосточных труб это
В благонадёжности распространителя можете не сомневаться, «кидка» по перечислении денег не будет, проверял лично.
Гостям блога рекомендую подписаться на получение новых статей блога, для этого надо лишь ввести адрес своей электронной почты в форму, которая откроется при прокрутке страницы в самый низ.
Полезные ссылки:
Размеры глубины «усов» для труб различного диаметра.
Герметичная резьба на паропроводе высокого давления.
Монтаж разводки водопровода из полипропилена.
Если появились вопросы, или есть чем дополнить статью, милости прошу в графу комментарии.
Всем успехов в монтаже, с уважением Андрей.
Кликни по иконке, если считаешь, что эта информация будет полезна твоим друзьям.
Поделиться с друзьями в сети:
Как выполняется сварка неповоротных стыков труб – пошаговое руководство
Способы сварки стальной трубы
При кажущейся простоте сварка стальных труб требует от электрогазосварщика высокой квалификации. Различные технологии автоматической сварки не могут полностью заменить ручной труд. Выбор способа соединения происходит в зависимости от масштабов работ, диаметра трубы и других условий.
Способы сваривания
При прокладке стальных трубопроводов используется несколько видов сварки. Можно выделить такие:
- газосварка для соединения трубопроводов внутридомовых магистралей из стальных труб небольшого диаметра;
- ручная электродуговая сварка (второй по популярности тип сварки стальных трубопроводов и конструкций из них);
- электрическая автоматическая или полуавтоматическая сварка;
- аргоновая сварка неплавящимся электродом для соединения стальных трубопроводов (применяется достаточно редко и только в заводских условиях).
Каждый из способов сварки имеет свои особенности. В некоторых случаях для стальных труб применяют резьбовое соединение. Однако оно менее надежно, особенно если речь идет о технологических магистралях.
Газосварка

Для выполнения газосварки используют баллоны с ацетиленом или газовые генераторы. Использование генераторов, особенно в крупных городах и на предприятиях не актуально.
Такой способ требует больших затрат времени на получение газа и безопасную эксплуатацию сварочного оборудования. Поэтому для сварки металлических труб подключают баллоны с горючим газом.
Применение ацетилена обусловлено его высокой температурой горения. С помощью пропана производят резку стальных труб.
При соединении трубопроводов с толщиной стенки не более 3 мм разделка кромок не нужна. Детали с более толстыми стенками требуют подготовки кромки с одной стороны или двусторонней разделки под острым углом.
При работе с помощью газосварки лучший шов получается в нижнем положении. Возможность выполнить такой шов есть только при поворотном стыке.
Газовая сварка часто используется для сваривания заготовок в неповоротном положении (когда трубу невозможно прокрутить, повернуть). Такая работа доверяется сварщикам с высокой квалификацией, умеющим выполнять швы в потолочном, горизонтальном и вертикальном положении.
Сам процесс представляет собой расплавление огнем горелки кромок деталей, внесение присадочного металла стальной проволоки и формирование катета шва.
Стыки стальных труб, исполненные газосваркой, превосходят стыки, выполненные электросваркой, по наполненности и меньшему разогреву стали.
Ручной электродуговой метод сваривания трубопроводов
Электродуговая сварка – это наиболее востребованный метод соединения стальных труб большого диаметра и заготовок для разводок внутридомовых сантехнических систем.
Ручная электросварка используется и на сборке магистральных трубопроводов. В этом случае с ее помощью осуществляются прихватки и прохождение корня шва.

Недостаток удобства, связанный с неповоротными стыками и отсутствием обзора, заставляют вести сварку операционным способом.
При этом способе вначале осуществляется проварка стыка на видных участках. Затем вырезается окно в одной из стальных труб.
С внутренней стороны обваривается стык по всей доступной длине окружности. После этого остается наложить латку из стали, постепенно сваривая и нагревая металл, и закрыть ею окошко.
Обварка стыка начинается с нижней части, при этом важно знать и уметь выполнять потолочные швы. Следует помнить, что для работы в потолочном положении потребуется увеличить силу сварочного тока на аппарате.
После потолка можно выполнять сварку боковых поверхностей стальной трубы и постепенно переходить к работе в нижнем положении. ГОСТ предписывает для надежности стыка вести работу в 2 прохода. Первый – корень шва, второй – основной шов.
После первого слоя обязательно следует отбить шлак перед вторым проходом. Для этого потребуется специальный молоток, часто на производстве используют простое зубило, прихваченное к ручке.
При соединении круглых и профильных стальных труб это основной способ наряду с электродуговой полуавтоматической и автоматической сваркой. Его преимущество состоит в небольшой деформации при слабом разогреве и лучшем качестве стыка.
Это позволяет использовать операционный способ электродуговой сварки, как основной при прокладке трубопроводов большого сечения.
При укрупнительной сборке участков трубных магистралей применяют сварку труб полуавтоматом. В этом случае скорость работ возрастает, при этом качество шва остается на высоком уровне.
Нюансы подготовки и проведения работ

Сварить трубу из стали, особенно с поворотным стыком, достаточно просто. Но перед выполнением работы необходимо правильно подготовиться.
Поверхность концов стальных труб обрабатывают металлической щеткой, затем растворителем, и при толщине свыше 3 мм выполняют разделку кромок с одной или двух сторон. Соединять и стыковать стальные трубы следует так, чтобы они лежали в одной плоскости, без перекоса.
При соединении и стыковки отдельных деталей для надежной фиксации выполняют прихватки длиной не менее 3 мм. Размер прихваток и их количество зависит от диаметра стальной труб.
Минимальное их количество должно быть не менее 3, через каждые 120°. Следует учитывать расход электродов при сварке. При работе большими токами на трубах большого сечения расход значительно выше.
Монтаж оцинкованной трубы потребует обработки концов заготовок соляной кислотой, что предотвратит выгорание цинка при нагреве.
Защита цинкового слоя на трубах может проводиться при сварке под флюсом HLS-B. Перед работой потребуется нанести на края труб толстый слой вещества. Работа ведется с повышенным уровнем подачи кислорода в пламя горелки.
Проволока должна быть выполнена на основе сплава UTP. При выполнении работы требуется расплавлять присадочный материал на прогретый металл. Флюс препятствует выгоранию цинка, остатки удаляются с трубы после окончания работы.
Выполнив соединение, таким образом, потребитель получает качественный шов, не требующий защиты от коррозии.
Изготовление разъемных соединений
Для изготовления разъемных соединений потребуется приварить заготовку к фланцу. Работа ведется в нижнем положении. Лучшим вариантом является полуавтоматическая электродуговая сварка. Сварка фланцев может выполняться неповоротным швом, при этом может применяться операционный способ.
Стыковка стальной трубы производится под углом 90° к плоскости фланца, таким образом, упрощается работа по сборке разъемных соединений. Операция приваривания детали к фланцу выполняется аналогично операции по соединению труб.
Марки электродов
Электроды для сварки труб из стали подбираются с учетом тока, толщины стенок заготовок и сложности конструкций. Наиболее популярны среди электросварщиков следующие марки электродов:
 АНО-21 или 24 и МР-3. Работают при переменном токе. Могут качественно варить даже с мокрой обмазкой. Для сварки ворот, тепличных конструкций, оград, небольших ангаров это наилучший вариант с низкой ценой. Но их не применяют для конструкций и трубопроводов с большим давлением и нагрузками;
АНО-21 или 24 и МР-3. Работают при переменном токе. Могут качественно варить даже с мокрой обмазкой. Для сварки ворот, тепличных конструкций, оград, небольших ангаров это наилучший вариант с низкой ценой. Но их не применяют для конструкций и трубопроводов с большим давлением и нагрузками; марка УОНИ – это отличные сердечники, но быстро варить ими не получится. Работа ведется с набиранием катета шва, с сохранением постоянно горящей дугой. Такой вариант требует опыта и умения работать с простыми АНО и МР;
марка УОНИ – это отличные сердечники, но быстро варить ими не получится. Работа ведется с набиранием катета шва, с сохранением постоянно горящей дугой. Такой вариант требует опыта и умения работать с простыми АНО и МР; качественные электроды, работа которыми доставляет удовольствие ровным горением дуги и достойным результатом – это японские электроды марки LB-52U. При ремонтных работах и прокладках магистральных трубопроводов, везде, где требуется качественная дуговая сварка стальных труб, большинство предприятий пользуются именно японской продукцией.
качественные электроды, работа которыми доставляет удовольствие ровным горением дуги и достойным результатом – это японские электроды марки LB-52U. При ремонтных работах и прокладках магистральных трубопроводов, везде, где требуется качественная дуговая сварка стальных труб, большинство предприятий пользуются именно японской продукцией.
Сварка стальных труб – это наиболее востребованный метод получения неразъемного соединения или фланцевого стыка. Надежный и качественный шов обеспечит безаварийную и долгосрочную эксплуатацию трубопроводов и конструкций.
Для использования в бытовых условиях самый распространенный способ – ручная или полуавтоматическая электродуговая сварка труб.
Варианты приварки фланца к трубе
Фланцевое соединение довольно часто используют вместо обычной сварки, а тем более на фитинг.

Фланец гарантирует не менее прочное и герметичное соединение, но при этом разъемное, чтопозволяет в любой момент демонтировать часть трубопровода для ремонта, например, или присоединения дополнительных секторов.
Классификация изделий
Общее строение детали представляет собой кольцои пластину с отверстиями по краю. Чтобы обеспечить герметичность между элементами, устанавливают еще и прокладку изрезины в соответствии с назначением трубопровода – кислотостойкой, термостойкой. Соединяют кольцо и пластину с помощью крепежа – болтов с гайками или шпилек.

По ГОСТ выделяют несколько разных видов фланцев. По чертежам отличия их хорошо заметны.
Виды сваривания фланцев
Соответственно, и приварка деталей к трубопроводу производится несколько по-разному.
- Воротниковый – характерным признаком является приварная горловина в виде конического концентратора. Такая форма позволяет более равномерно распределять давление. Воротниковая модель предназначена для коммуникаций с высоким давлением и высокой температурой носителя. Приваривается сплошным или V-швом.
- Раструбной – используется на трубах с малым диаметром, работающих под большим давлением. Минус изделия – некоторая нестойкость к коррозии. Приварка раструбной детали производится с внешней стороны угловым швом. Нужно сохранять люфт в 1,6 м, чтобы нейтрализовать эффект теплового расширения.
- Сквозной – или свободно вращающийся. Приварка сквозной трубы к фланцу по ГОСТ не производится, так как сквозной вариант применяется специально для того, чтобы деталь можно было заменить по мере необходимости. На фото – сквозное фланцевое соединение.
- Глухой – плоский диск с отверстиями. Это приспособление необходимо для заглушки концов трубопровода. Элемент неразборной, однако он только закрепляется, а не сваривается.
- Плоский – кольцо и пластина одинакового размера. Приварка плоского фланца к трубе заключается в креплении кольца, в то время как пластина остается свободного вращающейся. Он выдерживает давление до 2,5 МПа.
- Накидной – для его использования кромки труб должны быть идеально ровными, так что он не настолько универсален, как воротниковые модели. Накидной приваривается угловыми швами с внешней и с внутренней стороны.
- Резьбовый – используется на трубопроводах небольшого диаметра, где возможно сделать резьбу. Сварка при его установке используется крайне редко.

Наружняя приварка фланца
Расценки на изделия заметно отличаются. Однако стоимость переделяетсяскорее размерами пластин, а не их конструкцией, и весом, конечно же. Согласно ГОСТ изготавливаются они из углеродистой, легированной или нержавеющей стали, а такжековкого чугуна. Расценки на металл и определяют стоимость приспособлений.
Приварка фланца к трубе по ГОСТ
Технология сварки в принципе одинакова, за исключением крепления патрубков. Однако необходимо учитывать и сложность конструкции – рекомендуется уточнять чертежи, и соответствие требованиям по креплению.

Внутренняя приварка фланца
В большинстве случаев необходимо сохранение зазора в стыке. Если люфт не нужен, допускается техника сварки в лодочку. Если люфт должен быть большим – более 4–5 мм, изделие приваривают угловыми швами. Все это, естественно, влияет на расценки.
Размеры шва зависят от трубопровода. Ширина внутреннего шва обычно равна толщине стенки, высота – от 0,5 до 1 см, что определяется сечением трубопровода. Внешний шов требует большего наплавления металла, поэтому он несколько несимметричен.

Приварка производится с 2 сторон: сначала с наружной, а затем, для уплотнения шва – с внутренней. Такой метод более всего подходит для плоских фланцевых деталей. Сварка с одной стороны осуществляется, если изделие приваривается встык, как в случае с воротниковым фланцем.
Приспособление для приварки фланцев к трубам подходит не всякое. Обычно рекомендуется аппарат Лисицына и Бондаренко. При сварке электрод здесь остается неподвижным, а проворачивается трубопровод.
На видео процесс сварки рассматривается более подробно.
Как приварить фланец к трубе ровно
Фланцами называют стальные диски (кольца) различной конфигурации, они предназначены для быстросъемных соединений на трубопроводах. Их крепят приваркой к трубным отрезкам.
Они необходимы для установки запорной арматуры, приборов учета, при монтаже новых отводов. Их надевают на край трубы. Самый эффективный способ крепления фланца к трубе – приварка.
Кольца должны закрепляться без перекосов, строго по сечению трубы.
Приварка фланцев производится несколькими способами, в каждой технологии есть свои нюансы, которые нужно учитывать для получения качественного герметичного шва, не препятствующего потоку транспортируемой жидкости.

Типы фланцев
Прежде, чем говорить о сварке фланцев, важно изучить их конструкционные особенности. Размеры, форма регламентируются ГОСТом или техническими условиями. Они различаются по геометрии, размерам, делают их из высокоуглеродистых или легированных нержавеющих сталей или сортов чугуна, поддающегося ковке.
По функциональности выделяют две группы фланцев:
- арматурные;
- предназначенные для сосудов и аппаратов.
Конструкционно фланцы делятся на несколько видов:
- Воротниковый — применяется на системах высокого давления. Горловина по конусу сужается, она выполнена в форме конического центратора, распределяющего давление потока. По американской классификации он называется «Lap Joint» (привариваемый внахлест). Крепится сплошным валиком или швом в форме буквы «V».
- Раструбный — применяется на технологических магистралях небольшого сечения, рассчитан на высокое давление транспортируемой среды, маркируется «Socket-welding» (с впадиной для шва). Его приварка производится только с внешней стороны, необходимо оставлять люфт до 1,6 мм на случай расширения трубы при нагреве горячим носителем. Угловой шов делается встык.
- Накидной или сквозной — крепится на расстоянии 3 мм от края трубы, международное обозначение «Slip-on» (со сквозным отверстием). Фиксируется с обеих сторон угловым швом – приварка к наружной и внутренней стенке.
- Глухой — выполняет функцию заглушки, образует разборное соединение с трубой, может иметь надпись «Blind flanges». Приваркой не крепится, держится на болтовом соединении.
- Плоский — состоит из кольца и пластины, рассчитан на невысокое давление до 2,5 МПа, приваркой к внешнему краю трубы крепится только кольцо, пластина остается подвижной.
- Резьбовой — используются на врезаемой арматуре, где есть нарезка или накатка резьбы, маркируется «Threaded flanges». Насаживается на конец трубы механически, редко дополнительно фиксируются приваркой.
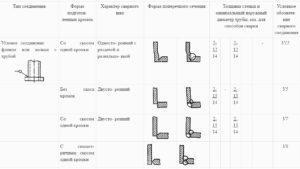
Тавровое сварное соединение
Способы приварки фланцев
От правильности соединения элементов трубопровода зависит герметичность системы. Приварку диска осуществляют по двум методикам:
- Приварка встык подразумевает образование шва по всей окружности проката в одном месте.
- Приварка надетого диска по двум стенкам: наружной и внутренней.
Работа с фланцами требует опыта, такую сварку новичкам не доверяют. Любой перекос плоскостей под приварку приводит к разгерметизации стыкового узла, увеличивает риск прорыва магистрального трубопровода высокого давления.
Приварка фланца к трубе
До сварочных работ проводится подготовка кромок. Места швов зачищают до блеска. При самостоятельной сборке узлов учета или врезке запорной арматуры важно учитывать толщину уплотняющей прокладки, диск устанавливают с учетом толщины резины.
Головки болтов на фланцах располагаются только с одной стороны. Концы выступают минимум на 3 витка резьбы. Зеркало диска всегда располагается выше шва и кромки, край проката не должен выходить за плоскость диска.
Приваривать фланец к трубе ровно помогают прихватки соединения, когда диск обездвижен, можно приступать к швам.
При давлении до 10 МПа производится приварка без скоса, при высоком, до 25 МПа – со скосами.
Для приварки фланцев к стальным трубопроводам применяют вращатели. Они придают узлу мобильность, улучшают доступ к рабочей зоне, облегчают процесс сварки. В процессе сварки электрод остается неподвижным, узел постепенно проворачивается вокруг оси. На вращателе производят финишную зачистку швов, грунтовку и покраску фланцевого узла.
Важные моменты сборки фланцевого соединения:
- необходимо крепить диск перпендикулярно к трубопроводу, для проверки используется контрольный треугольник и щуп, допустимое отклонение 2% от наружного диаметра;
- оси болтовых отверстий на двух дисках должны совпадать, соосность проверяется уровнем и отвесом. Допустимые отклонения: а) 1 мм для отверстий диаметром от 18 до 25 мм; б) 2 мм для диаметров до 41 мм.
Допустимое отклонение диска — 2% от наружного диаметра
Техника «лодочка» применяется для соединений без люфта, кромки провариваются на большую глубину. Если зазор в пределах 1,5 мм, приварка производится поперечными колебательными движениями, электрод держат под углом 30° к поверхности трубы. Люфт 4–5 мм оформляется угловым швом большими стежками (катетами). При большом зазоре допускается две проходки.
Преимущества автоматической сварки
Ширину и высоту валика определяют по размеру проката. На внешней стороне трубы делают толстый наплавочный валик, на внутренней – минимальный, чтобы он не изменял сечение потока.
Приварка стального плоского диска производится сначала с внешней, затем с внутренней стороны проката. Зачистка соединений производится слева направо.
Контроль качества сварных швов
Для проверки герметичности крепления фланца используют ультразвуковой метод. Шов проверяют:
- на трещины;
- присутствие шлаковых включений, наплывов, надрезов;
- недопустимы прожоги, кратеры, пористость.
Дефектоскопия проводится также металлографией. На ответственных соединениях качество сварки фланцев к трубе проверяют радиографическим методом неразрушающего контроля.
Зная тонкости закрепления фланцев, в случае необходимости можно самостоятельно провести приварку диска к участку водопроводной системы.
Как приварить фланец к трубе ровно Ссылка на основную публикацию 

Контактная приварка фланцев
 Контактная приварка фланцев, осуществляемая на автоматическом и полуавтоматическом сварочном оборудовании, является одним из наиболее перспективных и экономически оправданных технологических процессов. Учитывая что на рынке присутствует достаточное количество отечественных и зарубежных сварочных установок данного типа, освоение контактного метода приварки фланцев на производстве, как правило, не вызывает проблем.
Контактная приварка фланцев, осуществляемая на автоматическом и полуавтоматическом сварочном оборудовании, является одним из наиболее перспективных и экономически оправданных технологических процессов. Учитывая что на рынке присутствует достаточное количество отечественных и зарубежных сварочных установок данного типа, освоение контактного метода приварки фланцев на производстве, как правило, не вызывает проблем.
Ключевым преимуществом контактного методы приварки фланцев является высокая производительность, которая как минимум в 4 раза выше, чем при использовании традиционных технологий электродуговой сварки.
Основные преимущества контактного метода сварки фланцев
- Безупречное качество сварного шва;
- Высокая производительность;
- Широкие возможности интеграции оборудования в автоматизированные технологические линии;
- Отсутствие необходимости в дорогих расходных материалах;
- Широкий спектр оборудования представленного на рынке;
Контактный метод при варке имеет широкую сферу применения, включая трубы и приварные фланцы различного диаметра и толщины стенок.
Автоматические сварочные аппараты отечественного производства типа ACA позволяют соединять фланцы и элементы трубопроводов, с максимальной площадью поперечного сечения до 2 500 мм.
Высокая точность центрирования и надежность фиксации обеспечивается специальный зажимными устройствами, например подвижными губками.
Этапы технологического процесса контактной приварки фланцев
- Установка свариваемых элементов в зажимной механизм;
- Совмещение трубы и фланца приварного;
- Нагрев деталей до 850-900 градусов;
- Сближение деталей (осадка);
- Отключение тока;
В современных сварочных аппаратах отключение подачи тока производится автоматически.
Хотя режимы сварки фланцев приварных аналогичны тем, что используется при сварке труб встык, технологический процесс имеет свои особенности. Дополнительные операции включают удаление внутреннего грата, возникающего в процессе сварки.
Для этих целей используются токарные резцы, установленные на цилиндрической оправке. Удаление внутреннего грата производится сразу же после приварки, пока металл находится в горячем состоянии.
Удаление наружного грата и последующая зачистка производится стандартными методами с помощью ручного инструмента.
Ограничения сварки контактным методом
Несмотря на неоспоримые преимущества, метод контактной сварки имеет определенные ограничения. Контактным методом не рекомендуется сваривать трубы имеющие толщину стенки менее пяти миллиметров, поскольку высока вероятность прожога сварного шва. Также метод не слишком эффективен при соединении труб имеющих изгибы.
3.2. Соединение стальных труб на сварке, фланцах и с помощью накидной гайки
Сварное соединение труб (см. рис. 3.1, б, в) широко применяют благодаря его высокой прочности, герметичности и долговечности.
Однако при этом требуются сложное пожаро-, взрывоопасное оборудование и высокая квалификация рабочего.
При сварке образуются наплывы расплавленного металла на внутренних стенках труб, что увеличивает сопротивление движению жидкости, особенно в трубопроводах малого диаметра (10–32 мм). Чтобы исключить этот дефект, применяют сварку враструб.
Сварное соединение осуществляется оплавкой концов труб и заполнением зазора между трубами жидким металлом, который, застывая, образует прочное и герметичное соединение.
Соединение на фланцах – вид разъемного соединения трубопроводов, характеризующегося простотой конструкции, легкостью сборки и разборки, распространенностью фланцевой трубопроводной арматуры. Соединение на фланцах (см. рис. 3.
1, г) выполняют в виде двух дисков с отверстиями – фланцев 4, которые закрепляются на концах труб с помощью резьбы, сварки или отбортовки. Между фланцами помещают уплотнительную прокладку 5, которая сжимается болтами с гайками 6.
Такое соединение при установке арматуры не допускается заделывать в строительные конструкции. Фланцы, изготовленные из стали по стандартизованным размерам (ГОСТ 12815-80*), приваривают к трубе. Торцовые поверхности фланцев должны быть перпендикулярны оси трубы.
Конец трубы, включая шов приварки фланца к трубе, не должен выступать за плоскость фланца.
Уплотнением между фланцами служит прокладка из листового материала в форме шайбы. При температуре среды до 105 °C применяют прокладки из термостойкой резины, а при большей температуре – из паронита толщиной 2–3 мм.
На паропроводах давлением до 0,15 МПа в качестве уплотнительной прокладки используют асбестовый картон толщиной 3–6 мм. Прокладка должна доходить до болтовых отверстий и не выступать внутрь трубы.
Поэтому внутренний диаметр прокладки не должен доходить на 2–3 мм до края трубы, а наружный диаметр – на 2–3 мм до болтов.
Перед сборкой фланцевого соединения концы труб располагают так, чтобы плоскости фланцев были параллельны. Отклонения фланцев должны быть не более 0,2 мм на каждые 100 мм наружного их диаметра.
Коническими оправками, вставляемыми в отверстия, фланцы центрируют, чтобы болтовые отверстия в обоих фланцах совпадали. Далее между ними устанавливают прокладку.
Использовать скошенные прокладки или несколько прокладок для компенсации перекосов фланцев или большого расстояния между ними не допускается.
Не снимая оправок, в свободные отверстия вводят болты и навинчивают на них гайки без сильного нажима. После этого оправки вынимают и заменяют их болтами и гайками.
Болты вводят в отверстия фланцев так, чтобы их головки размещались с одной стороны соединения. На вертикальных трубопроводах головки располагаются сверху. Диаметр болта должен соответствовать диаметру отверстия во фланце. Длину болтов выбирают такой, чтобы болт выступал из гайки не более чем на 0,5 диаметра болта.
На болты навертывают гайки без натяга и после выравнивания прокладки их затягивают гаечным ключом. Чтобы обеспечить равномерное уплотнение прокладки и исключить перекос фланцевого соединения, гайки затягивают постепенно и равномерно по окружности фланца.
Для этого сначала подтягивают попарно гайки, расположенные диаметрально противоположно на фланцах, затем гайки на диаметре, перпендикулярно первому, и так попарно затягивают все гайки до упора.
Соединение накидной гайкой (см. рис. 3.1, используют как разъемное соединение для труб небольшого диаметра. Соединение имеет небольшие габариты и требует меньших затрат времени для сборки, чем фланцевое.
Чтобы выполнить такое соединение, на конец одной трубы надевают накидную гайку 7 и конец отбортовывают; на второй трубе закрепляют патрубок с резьбой или нарезают резьбу.
Торцы, между которыми помещается уплотнительная прокладка, стягивают накидной гайкой, навертываемой на резьбу.
Источник https://lux-stahl.ru/stanki-i-instrumenty/privarka-flancev.html
Источник https://trubanet.ru/stalnye-truby/flancevoe-soedinenie-stalnykh-trub-ikh-plyusy-i-oblast-primeneniya.html
Источник https://izhprofibur.ru/drugoe/tehnologiya-svarki-flantsa-truby.html