Содержание
Что делают в литейном цехе. Фасонно литейный цех. выбор, обоснование, характеристика и расчет технологического оборудования для изготовления форм, их заливки и выбивки
Цех литья под давлением состоит из следующих отделений: шихтового, плавильного, литейного, очистного, участка контроля, склада готовой продукции и пресс-форм, мастерской по ремонту оборудования и пресс-форм (рис. 1).
В шихтовом отделении 1 находятся весы для развески шихты, пила для резки чушек металла и бункера для хранения шихтовых материалов с вместимостью, достаточной, чтобы обеспечить работу цеха в течение суток.
Особенностью литья под давлением является большой расход металла на литниковую систему (см. рис. 5), масса которой составляет 30—100% массы отливки. Это необходимо учитывать при определении вместимости бункеров, предназначенных для хранения отходов.
В шихтовом отделении должны быть предусмотрены машины для транспортировки шихты в плавильное отделение.
Плавильное отделение 2 расположено между шихтовым и литейным и оборудовано плавильными печами в соответствии с применяемыми сплавами и производственной мощностью литейного отделения. Для транспортировки расплава от плавильных печей к раздаточным проложены монорельсовые пути. В плавильном отделении установлена мощная вытяжная вентиляция.
Рис. 1. Планировка цеха литья под давлением
В литейных отделениях 4 и 5 расположены машины для литья под давлением, раздаточно-подогревательные печи и подъемно-транспортное оборудование (кран-балка, тельфер или монорельс с тельферами).
Машины для литья под давлением должны быть размещены так, чтобы можно было свободно подойти к любой из них и производить ремонт и демонтаж одной машины без остановки других. Около машины устанавливают переносные экраны или стационарные ограждения, предназначенные для защиты работающих от брызг расплава при неплотном закрытии пресс-формы.
В литейном отделении устанавливают общую и местную (у каждой машины) вентиляцию, пол устилают чугунными рифлеными плитками, прокладывают канализационные каналы для отвода масла и эмульсии.
Насосно-аккумуляторное отделение 3 располагается рядом с литейным. Здесь устанавливают насосы с аккумуляторами, питающими литейные машины, не имеющие встроенных насосов и аккумуляторов. Большинство современных машин (515М, 516М2, а также машины фирм «Бюлер» — Швейцария, «Идра», «Триульци», «Кастматик» — Италия и др.) выпускают со встроенными насосами и аккумуляторами. Машины, не имеющие встроенных насосов, обслуживаются центральной насосно-аккумуляторной станцией. При этом затраты на ремонт насосов и расход электроэнергии значительно меньше, а ремонт отдельных насосов и аккумуляторов не вызывает простоев литейных машин. При большом количестве машин необходимую их мощность обеспечивают несколько насосно-аккумуляторных станций.
Отделение очистки 6, как правило, занимает большую производственную площадь. В очистном отделении производят обработку литников и промывников, запиловку заусенцев и поверхностей отливки.
Баковые литники и промывники небольшого сечения обламывают вручную, массивные литники обрезают дисковыми и ленточными пилами. Центральные литники обрезают на токарных станках или в специальных обрезных штампах на эксцентриковых (или пневматических) прессах при массовом производстве. Отходы отливок из очистного отделения удаляются ленточными конвейерами 10.
В массовом производстве зачистку и обрубку отливок выполняют на поточных линиях. Отливки после зачистки хранят в специальных ящиках и контейнерах с гнездами, чтобы предохранить их от повреждений и облегчить учет.
На участок контроля 11 отливки поступают после зачистки для окончательной проверки годности и соответствия их чертежу. На участке контроля должны находиться контрольно-измерительные приборы, необходимые для проверки размеров, а также оборудование, на котором разрезают отливки для контроля их размеров и равностенности. После проверки годные отливки клеймят. Участок контроля должен примыкать к складу готовой продукции.
Склад готовой продукции 7 представляет собой помещение со стеллажами, на которые ставят ящики с готовыми отливками. Каждая партия отливок снабжается маршрутной картой, где указывают их количество, назначение и т. д. Склад должен иметь подъемно-транспортное оборудование для перемещения ящиков с отливками.
При кооперации заводов отливки из специализированных цехов и заводов литья под давлением перевозят на заводы-потребители. В связи с этим на складах готовой продукции организуют упаковку готовых отливок в специальную тару или контейнеры для защиты их от повреждений при транспортировке. Для этого применяют картонные коробки, мягкие прокладки, перегородки и т. д.
Отделение ремонта 8 представляет собой инструментально-механическую ремонтную мастерскую. В крупных цехах отделение ремонта пресс-форм и ремонта машин разделены.
В ремонтном отделении производят ремонт пресс-форм, а также доводку литников и вентиляционных каналов при опробовании новых пресс-форм.
В ремонтном отделении установлено следующее оборудование: токарно-винторезный, универсально-фрезерный, сверлильный, шлифовальный станки, винтовой пресс для запрессовки и распрессовки втулок, колонок и вкладышей, кран-балка или монорельс с электроподъемником.
Все пресс-формы после изготовления отливок поступают в ремонтную мастерскую, откуда их после осмотра, очистки передают на склад форм 9. Кроме того, в отделении выполняют техническое обслуживание и ремонт машин (см § 17) по установленному графику.
Литьем называется технологический процесс получения деталей из жидкого металла в литейных формах. Литейная форма представляет собой элемент, имеющий внутреннюю полость, которая формирует деталь при ее заполнении расправленным металлом. После остывания затвердевания металла форма разрушается или раскрывается и извлекается деталь с заданной конфигурацией и требуемыми размерами (рис. 13.1). Изделия, полученные этим способом, называют отливками. Изготовление изделий способом литья называется литейным производством.
Литейное производство является одним из важнейших производств в машиностроении. Литые заготовки потребляет большинство отраслей народного хозяйства. Вес литых деталей в машинах состав-
Рис. 13.1. Схема литейной формы и отливки ляет в среднем 40-80%, а стоимость и трудоемкость их изготовления — примерно 25% всех затрат на изделие.
Способ получения деталей отливкой является более дешевым по сравнению с ковкой и штамповкой, так как литые заготовки по размерам и конфигурации в наибольшей мере приближаются к готовым деталям, а объем их механической обработки меньше, чем на заготовках, получаемых другими методами. Литьем изготавливают отливки очень сложной конфигурации, в особенности полые, которые нельзя изготовить ковкой, штамповкой или иной механической обработкой из прокатанного или прессованного материала, например блоки цилиндров, станины станков, лопасти турбин, зубчатые колеса, газовую и водопроводную арматуры и много другое. Вес литых деталей не ограничен — от нескольких граммов до десятков тонн. Только литьем можно получить изделия из различных сплавов, любых габаритов, сложности и веса, за сравнительно короткое время, с достаточно высокими механическими и эксплуатационным свойствами.
Литейные цехи, в которых осуществляется литейное производство, классифицируются в зависимости от используемого сплава, технологии производства литья, развеса отливок и т.д. (рис. 13.2).
По виду используемого сплава (металла) различают цеха: чугунолитейные, стального литья и цветного литья.
В чугунолитейных цехах изготавливают отливки из серого, высокопрочного, ковкого и иных видов чугуна.
В цехах стального литья изготавливают отливки из литейных сталей: углеродистых, конструкционных, жаропрочных, спецсталей и т.д.
В цехах цветного литья используют такие металлы и сплавы, как: алюминий, медь, магний, цинк, титан, бронза, латунь и т.д.
По массе и габаритам отливки литейные цеха могут относиться к легкому, среднему, крупному, тяжелому и особо тяжелому развесу, или по другой классификации — цеха мелкого, среднего или крупногабаритного литья.
По видам литья литейное производство классифицируется на литье в песчано-глинистые формы и специальное литье.
Под специальными видами литья подразумевают литье в кокиль (постоянные металлические формы), центробежное литье, литье по выплавляемым моделям (точное литье), литье по выжигаемым моделям, литье под давлением (высоким или низким), корковое литье и др.
Наибольшее распространение в литейном производстве находит литье в песчано-глинистые формы. Литейные формы изготавливаются из формовочных смесей. Основными компонентами формовочных смесей являются песок и глина, поэтому до сих пор этот вид

Рис. 13.2. Основные группировки литейных производств литья называют «литье в землю». На долю литья в землю приходится свыше 75% общего выпуска отливок. Они относятся к разовым формам, поскольку извлечение отливки требует их разрушения. Для получения каждой последующей детали необходимо изготовление новой литейной формы. Процесс изготовления формы называется формовкой.
Формовочные смеси предназначены для изготовления литейной формы, а стержневые — стержней. Формовочные и стержневые смеси должны быть пластичными для получения отчетливого отпечатка; огнеупорными — для выдерживания высоких температур заливаемого металла; прочными — для выдерживания давления заливаемого металла; газопроницаемыми, т.е. способными пропускать выделяемые газы, а также противопригарными, способными не спекаться с расправленным металлом.
Стержни находятся в еще более тяжелых условиях. Поэтому стержневые смеси имеют более высокие характеристики свойств, чем формовочные смеси.
При формовке используются специальные приспособления, набор которых носит название модельного комплекта и опок.
Модельный комплект изготавливается для каждой детали отдельно, исходя из ее конфигурации и размеров. Он состоит из модели, элементов литниковой системы и подмодельной плиты. В том случае, если в конструкции детали имеются полости или отверстия, то в комплект входят и стержневые ящики.
Модель предназначена для образования наружного контура детали в литейной форме. Она изготавливается с литейными уклонами, припусками на последующую обработку и усадку металла.
Литниковой системой называется совокупность каналов, подводящих расплавленный металл в полость формы.
Подмодельная плита — приспособление, предназначенное для установки модели и литниковой системы.
Стержневой ящик предназначен для изготовления стержней, образующих внутренний контур полости детали.
Опоки представляют сбой жесткие рамки, в которых удерживается литейная форма во время ее транспортировки и заливки металлом.
Что касается литейных сплавов, то в литейном производстве применяются только те металлы и сплавы, которые обладают хорошими литейными свойствами: высокой жидкотекучестью, малой усадкой и малой склонностью к ликвации.
Жидкотекучестью называется способность металла заполнять полости формы.
Усадкой называются свойства металлов при остывании уменьшаться в размерах.
Ликвацией называется неоднородность по химическому составу различных частей отливки.
Литейное производство является одним из наиболее сложных в организационно-техническом отношении машиностроительных переделов. Организация литейных цехов, имеющая большое количество исходных данных, является трудоемким и сложным процессом. Однако разработаны типовые проекты основных участков литейных цехов с комплектом оборудования, типовой технологией и организацией производства.
Основой для проектирования цеха и всех его отделений служит программа цеха.
Способы изготовления отливок, их особенности и область применения показаны в табл. 13.1.
Литейные цеха, как правило, располагаются в отдельностоящих зданиях.
Для литейных цехов проектируют здания каркасного типа. Несущий каркас состоит из колонн, установленных на фундаментах и связанных балками и фермами. Колонные и опирающиеся на них фермы образуют поперечные рамы, которые связаны в продольном направлении фундаментными обвязочными балками, подкрановыми балками. В таком здании обеспечивается эффективная механическая вентиляция, аэрация и освещение.
Фундамент, колонны, стены и перекрытия образуют несущий остов здания, воспринимающий на себя все нагрузки. Кровельное покрытие зависит от типа покрытия здания, климатических условий местности и внутреннего режима помещения. Наиболее употребительны рулонные многослойные кровли из водостойких материалов, которые укладывают по битумной мастике на слой утеплителя. Так как здания имеют много пролетов, необходимо устроить внутренний отвод воды через воронки в кровле и стояки в ливневую канализацию. Кровля строиться по фонарному типу. Тип фонарей производственных зданий назначают в соответствии с технологическими и санитарно-гигиеническими требованиями и климатическими условиями района строительства. Устраиваемые на кровле производственных зданий фонари подразделяют на световые, аэрационные и светоаэрационные, по расположению относительно пролетов — на ленточные и точечные. Для центральной климатической зоны в помещениях с большими тепловыделениями применяются светоаэрационные двусторонние фонари с вертикальным остеклением.
На стадии разработки технико-экономического обоснования и при составлении задания на проектирование литейного цеха необходимо учесть:
- 1) наличие подъездных путей, в том числе железнодорожных;
- 2) наличие значительных энергетических ресурсов;
- 3) преимущественное направление ветров;
- 4) наличие очистных сооружений и мест складирования отходов производства;
- 5) отдаленность от механообрабатывающих цехов и т.д.
Для правильного выбора типа зданий, систем отопления и вентиляции, а также несущих и ограждающих конструкций, во время технических изысканий необходимо собрать метеорологические данные: температуру и влажность воздуха, скорость ветра, количество дождевых осадков, глубину промерзания грунта и т.п.
Способы изготовления отливок, их особенность и область применения 1
Способы изготовления отливок
Масса отливки, т
в почве с верхом
Станины, корпуса машин, рамы, цилиндры, шаботы молотов, траверсы
Отливки в виде тел вращения (зубчатые колеса, кольца, диски, трубы, шкивы, маховики, котлы, цилиндры)
в крупных опоках
Сталь, серый, ковкий и высокопрочный чугун, цветные металлы и сплавы
Станины, бабки,коробки скоростей, блоки цилиндров
в съемных опоках со стержнями из быстротвсрде- юшей смеси
Станины ГМ К, болтовысадочных автоматов, ножниц; позволяет уменьшить припуски на 25-30% и трудоемкость механической обработки на 20-25%
в почве с верхней опокой и облицовочным слоем из быстротверде- юшей смеси
Шаботы, станины, цилиндры; позволяет снизить трудоемкость изготовления заготовки и механической обработки за счет уменьшения припусков на 10-18%
Отливки со сложной ребристой поверхностью (головки и блоки цилиндров, направляющие)
в почве открытая
Отливки, не требующие механической обработки (плиты, подкладки)
1 Справочник технолога-машиностроителя. URL: http://stehmash.narod.ru/ stmlstrl2tabl.htm
Способы изготовления отливок
Масса отливки, т
Область применения и особенность способа
в мелких и средних опоках
Рукоятки, шестерни, шайбы, втулки, рычаги, муфты, крышки
в крупных опоках
Бабки, суппорты, корпуса небольших станин
в мелких и средних опоках
Шестерни, подшипники, муфты, маховики; позволяет получать отливки повышенной точности с низкой шероховатостью поверхности
Литье в оболочковые формы:
Ответственные фасонные отливки в крупносерийном и массовом производстве
химические твердеющие тонкостенные (10-20 мм)
Сталь, чугун и цветные сплавы
Ответственные фасонные мелкие и средние отливки
химические твердеющие толстостенные (толщиной 50-150 мм)
Большие отливки (станины штамповочных молотов, подушки прокатного стана)
Углеродистые и коррозионно-стойкие стали, кобальтовые, хромистые и алюминиевые сплавы, латунь
Точные отливки с низкой шероховатостью поверхности в серийном производстве
литье по выплавляемым моделям
Высоколегированные стали и сплавы (за исключением щелочных металлов, реагирующих с кремнеземом облицовочного слоя)
Лопатки турбин, клапаны, дюзы, шестерни, режущий инструмент, детали приборов. Керамические стержни позволяют изготовлять отливки толщиной 0,3 мм и отверстия диаметром до 2 мм
литье по растворяемым моделям
Титан, жаропрочные стали
Лопатки турбин, детали приборов. Солевые модели снижают шероховатость поверхности
литье по замораживаемым моделям
Тонкостенные отливки (минимальная толщина станки 0,8 мм, диаметр отверстия до 1 мм)
Способы изготовления отливок
Масса отливки, т
Область применения и особенность способа
литье по газофи- цируемым моделям
Мелкие и средние отливки (рычаги, втулки, цилиндры, корпуса)
Крупные и средние отливки в серийном производстве
металлокерамические и керамические
с горизонтальной, вертикальной и комбинированной плоскостью разъема
7(чугун), 4 (сталь), 0,5 (цветные металлы и сплавы)
Сталь, чугун, цветные металлы и сплавы
Фасонные отливки в крупносерийном и массовом производстве (поршни, корпуса, диски, коробки подач,салазки)
литье с облицованный кокиль
Сталь аустенитного и ферритного классов
Лопатки рабочих колес гидротурбин, коленчатые валы, буксы, крышки букс и другие крупные толстостенные отливки
Литье под давлением:
на машинах с горизонтальными и вертикальными камерами прессования
Магниевые, алюминиевые, цинковые и свинцово-оловянные сплавы, сталь
Отливки сложной конфигурации (тройники, колена, кольца электродвигателей, детали приборов, блок двигателя)
с применением вакуума
Плотные отливки простой формы
центробежное литье на машинах с осью вращения: вертикальной
Отливки типа тел вращения (венцы, шестерни, бандажи, колеса, фланцы, шкивы, маховики), двухслойные заготовки (чугун-бронза, сталь-чугун) при /: d
Способы изготовления отливок
Масса отливки, т
Область применения и особенность способа
Чугун, сталь, бронза и др.
Трубы, гильзы, втулки, оси при /:d >1
наклонный (угол наклона 3-6°)
Трубы, валы, слитки
вертикальной, не совпадающей с геометрической осью отливки
Фасонные отливки, не являющиеся телами вращения (рычаги, вилки, тормозные колодки)
Штамповка жидких сплавов:
Слитки, фасонные отливки с глубокими полостями (турбинные лопатки, детали арматуры высокого давления)
с кристаллизацией под поршневым давлением
Чугун и цветные сплавы
Массивные и толстостенные отливки без газовых раковин и пористости; можно получать уплотненные заготовки из нелитейных материалов (чистый алюминий)
Панели размером до 1000x 2500 мм с толщиной
Магниевые и алюминиевые сплавы
Крупногабаритные отливки, в том числе ребристые
Сплавы на медной основе
Небольшие отливки типа тел вращения (втулки, гильзы)
Отливки с толщиной стенки до 3 мм при протяженности до 3000 мм
литье под низким давлением
Чугун, алюминиевые сплавы
Тонкостенные отливки с толщиной стенки 2 мм при высоте 500-600 мм (головки блока цилиндров, поршни, гильзы)
Трубы диаметром 300- 1000 мм
ВВЕДЕНИЕ
В данной работе рассматривается производство деталей из металла полученных литейным способом различных форм и размеров.
Обработка полученных деталей различными способами с применением разной оснастки для получения заданной шероховатости поверхности. Ознакомление со станками с ЧПУ управлением, принцип их работы.
ЛИТЕЙНЫЙ ЦЕХ
Литейное производство
Литейное производство — отрасль машиностроения, занимающаяся изготовлением фасонных деталей и заготовок путём заливки расплавленного металла в форму, полость которой имеет конфигурацию требуемой детали. В процессе литья, при охлаждении металл в форме затвердевает и получается отливка — готовая деталь или заготовка, которая при необходимости (повышение точности размеров и снижения шероховатости поверхности) подвергается последующей механической обработке. В связи с этим перед литейным производством стоит задача получения отливок, размеры и форма которых максимально приближена к размерам и форме готовой детали. В машинах и промышленном оборудовании от 50%-ти до 95%-ти всех деталей изготовляют способом литья в землю.
Способы литья
По использованию литейных форм специальное литье делится на группы.
Первая группа — литье в разовые неразъемные литейные формы из дисперсных материалов с сохранением гравитационного метода заполнения формы сверху из ковша через литниковую систему, как в традиционном способе.
Вторая группа — литье в полупостоянные или постоянные разъемные формы с сохранением гравитационного метода заполнения формы сверху из ковша через литниковую систему.
Характерными признаками третьей группы методов являются дополнительные воздействия на расплав при заполнении формы и затвердевании отливки. Тип и конструкция литейной формы определяются в этих случаях требованиями к отливкам и параметрами воздействия на расплав и кристаллизующиеся отливки, главным образом, тонкостенные или отливки, сочетающие массивные и тонкие части. В числе этих требований следующие:
- а) запрессовка металла в форму с высокими скоростями поршневой системой — литье под давлением. Этот способ предусматривает применение лишь металлических разъемных литейных форм (пресс-форм), не исключается применение стержней и формообразующих вставок из дисперсных огнеупорныхматериалов;
- б) способы литья при регулируемом, относительно невысоком газовом давлении — литье под низким давлением, с противодавлением, вакуумным всасыванием и др. В этих способах можно использовать разъемные и неразъемные литейные формы из любых материалов, обладающих достаточными огнеупорностью и прочностью;
- в) центробежное литье фасонных отливок также связано с возможностью использования разнообразных известных конструкций литейных форм. Однако при центробежном литье тел вращения (труб, втулок, гильз и др.) обычно применяются формы специальной конструкции — изложницы;
- г) к способам, основанным на других принципах заполнения форм, относятся литье выжиманием, литье погружением форм в расплав и др.
Четвертая группа — методы получения отливок с различными специальными свойствами, к которым можно отнести: армирование отливок; изготовление отливок из композиционных материалов и др.
Одним из наиболее распространенных является литье в кокиль. Кокилем называют цельную или разъемную металлическую форму, изготовленную из чугуна или стали. Литье в кокиль — основной способ серийного и массового производства отливок из алюминиевых сплавов, позволяющий получать отливки 4—6-го классов точности с шероховатостью поверхности Rz = 50-20 и минимальной толщиной стенок 3—4 мм. При литье в кокиль наряду с дефектами, обусловленными высокими скоростями движения расплава в полости литейной формы и несоблюдением требований направленного затвердевания (газовая пористость, оксидные плены, усадочная рыхлота), основными видами брака отливок являются недоливы и трещины. Появление трещин вызывается затрудненной усадкой.
Особенно часто трещины возникают в отливках из сплавов с широким интервалом кристаллизации, имеющих большую линейную усадку (1,25—1,35 %).
Предотвращение образования указанных дефектов достигается различными технологическими приемами.
Литье под давлением — один из наиболее производительных методов получения точных фасонных отливок из цветных металлов. Сущность способа заключается в том, что жидкий или кашицеобразный металл заполняет форму и кристаллизуется под избыточным давлением, после чего форму раскрывают и отливку удаляют.
По способу создания давления различают: литье под поршневым и газовым давлением, вакуумное всасывание, жидкую штамповку.
Наиболее распространено формообразование отливок под поршневым давлением — в машинах с горячей или холодной камерой сжатия. Сплавы, применяемые для литья под давлением, должны обладать достаточной жидкотекучестью, узким температурно-временным интервалом кристаллизации и химически не взаимодействовать с материалом пресс-форм. Для получения отливок рассматриваемым способом используют цинковые, магниевые, алюминиевые сплавы и сплавы на основе меди (латуни).
Центробежный способ литья применяется главным образом для получения полых отливок типа тел вращения (втулок, обечаек для поршневых колец, труб, гильз) из цветных и железоуглеродистых сплавов, а также биметаллов. Сущность способа состоит в заливке жидкого металла во вращающуюся металлическую или керамическую форму (изложницу). Жидкий металл за счет центробежных сил отбрасывается к стенкам формы, растекается вдоль них и затвердевает.
Литьем по выплавляемым моделям получают разнообразные сложные отливки для автотракторостроения, приборостроения, для изготовления деталей самолетов, лопаток турбин, режущих и измерительных инструментов. литейный механический обработка деталь
Стоимость 1 т отливок, получаемых по выплавляемым моделям, выше, чем изготовляемых другими способами, и зависит от многих факторов (серийности выпуска деталей, уровня механизации и автоматизации литейных процессов и процессов механической обработки отливок).
Министерство образования и науки Украины
«Проектирование литейных цехов»
Тема: «Проект литейного цеха стального литья автозавода мощностью 30000 тонн»
Практическая работа: стр. , рис. , табл. , источников.
Объект проектирования – цех стального литья автозавода мощностью 100000 т/год.
В первом и втором разделе проводится обоснование выбора места строительства цеха и расчет производственной программы.
В третьем и четвертом разделе произведен расчет фондов времени работы сталелитейного цеха и расчет основных отделений цеха, выбрано основное оборудование.
В пятом и шестом разделах рассчитаны вспомогательные и административно-бытовые помещения.
Также в данном проекте произведен расчет энергетической и строительной части для сталелитейного цеха.
Ключевые слова: формовочное отделение, машина, стержневое отделение, отливка, плавильное отделение, оборудование и др.
1. Выбор и обоснование места строительства цеха
2. Производственная программа цеха
2.1 Состав программы
2.2 Распределение литья на группы по массе
3. Фонды времени и режимы работы сталелитейного цеха
4. Проектирование основных отделений цеха
4.1 Расчет плавильного отделения
4.1.1 Составление баланса цеха
4.1.2 Разработка ведомости шихт и материалов
4.1.3 Обоснование и описание способа плавки металла и выбор плавильного агрегата
4.1.4 Определение площади плавильного оборудования
4.2 Формовочное отделение
4.2.2 Выбор оснастки по группам литья
4.2.3 Выбор формовочного оборудования и расчет его количества
4.2.4 Определение площадей формовочного отделения
4.3 Стержневое отделение
4.3.1 Разбивка номенклатуры стержней по массе
4.3.4 Расчет количества стержневого оборудования
4.3.5 Расчет площадей стержневого отделения
4.4 Расчет смесеприготовительного отделения
4.4.1 Определения количества и состава формовочных смесей на годовую программу
4.4.2 Выбор и количество оборудования для приготовления формовочных смесей
4.4.3 Оределение количества и составов стержневой смеси на годовую программу
4.4.4 Определение площадей смесеприготовительного отделения
4.5 Расчет очистного отделения
4.5.1 Разбивка на группы по массе и определение технологических потоков
4.5.2 Выбор технологического процесса очистки и выбор оборудования
4.5.3 Расчет количества очистного отделения
4.5.4 Определение площади очистного отделения
5. Проектирование вспомогательных отделений цеха
5.1 Расчет участка подготовки свежих формовочных материалов
5.2 Расчет участка ремонта оборудования
5.3 Расчет кладовых и лабораторий
6. Проектирование административно-бытовых помещений
7. Проектирование складских помещений
7.1 Расчет складов шихтовых и формовочных материалов
7.2 Расчет складов оснастки, стержней и отливок
8. Энергетическая часть
8.1 Расчет расхода электричества
8.2 Расчет потребности на сжатый воздух
8.3 Расчет потребности воды
8.4 Расчет потребности топлива и пара
9. Строительная часть
9.1 Тип здания, элементы конструкции здания цеха
9.2 Отопление и вентиляция
10. Внутрицеховой транспорт
Литые заготовки потребляет большинство отраслей народного хозяйства.
Вес литых деталей в машинах составляет в среднем 40-80%, а стоимость и трудоемкость их изготовления – примерно 25% всех затрат на изделие.
Литые заготовки по размерам и конфигурации в наибольшей мере приближаются к готовым деталям, а объем их механической обработки меньше, чем на заготовках получаемых другими методами. Только литьем можно получить изделия из различных сплавов, любых габаритов, сложности и веса, за сравнительно короткое время, с достаточно высокими механическими и эксплуатационными свойствами.Литейное производство является одним из наиболее сложных в организационно-техническом отношении машиностроительных переделов.
Проектирование литейных цехов, имеющее большое количество исходных данных, является трудоемким и сложным процессом. Проектирование заводов осуществляется путем набора типовых специализированных цехов. Кроме того, разработаны типовые проекты основных участков литейных цехов с комплектом оборудования, типовой технологией и организацией производства.При проектировании следует обеспечить блокировку производственных, вспомогательных и обслуживающих цехов, складов, административно-конторских и бытовых помещений.
Такое размещение соответствует требованиям рациональной организации производства с полным законченным технологическим процессом и создает условия для получения высококачественных отливок, следует учитывать при проектировании чтобы оборудование было загружено и интенсивно использовалось, оправдывался высокий уровень механизации и автоматизации труда.
1. Обоснование места строительства цеха
На стадии разработки технико-экономического обоснования и при составлении задания на проектирование предприятия указывается пункт или район строительства, охватывающий территорию, местоположение которой определяется городом, ближайшим населенным пунктом или железнодорожной станцией.
К важнейшим требованиям, предъявляемым к району строительства, относятся следующие:
1)наличие удобного места для строительства зданий и сооружений;
2)природные, топографические, геологические, гидрогеологические, метеорологические условия;
3)наличие железных и автомобильных дорог;
4) наличие сырья, из которого предприятие будет вырабатывать продукцию;
5)размеры затрат на строительство дорог для осуществления транспортных перевозок в период строительства и эксплуатации предприятия;
6)наличие рабочей силы и жилого фонда;
7)наличие рынка сбыта для изделий предприятия;
8)энергетические ресурсы района;
9)возможность снабжения района водой;
10)наличие участка для сброса и очистки сточных вод;
11)возможность кооперирования с другими предприятиями района;
После установления района размещения предприятия приступают к выбору конкретной площадки строительства. Необходимо предусмотреть следующие факторы:
1)достаточные размеры участка и возможность дальнейшего расширения предприятия;
2)удобство конфигурации участка;
3)топографические условия участка и прилегающей местности;
4)удовлетворительные геологические и гидрогеологические условия;
5)расположение по отношению к магистралям;
6)расположение по отношению к источникам воды, местам сброса сточных вод, источников энергии и населённых пунктов.
Для правильного выбора типа зданий, систем отопления и вентиляции, а также проектировки генерального плана, несущих и ограждающих конструкций, во время технических изысканий необходимо собрать метеорологические данные: температуру и влажность воздуха, скорость ветра, количество дождевых осадков, глубину промерзания грунта.
Учитывая северо-восточное и восточное преобладающее направление ветров, низкое залегание грунтовых вод, наличие железной дороги, целесообразно выбрать площадку под строительство проектируемого цеха в северной части Краматорска на левом берегу реки Казенный Торец.
2. Программа цеха
Программа цеха служит основанием для проектирования всех отделений. Программа содержит задание на годовой выпуск литья по каждому изделию основной продукции, запасных частей, литья для других заводов и литья для собственных нужд.
Имея программу, приступаем к анализу ее состава, целью которого является выявление характера производства. Для этого всё литьё разбиваем на группы по массе.
2.1 Состав программы
Объем производственной программы приведен в таблице 2.1(Типовая программа цеха стального литья автозавода).
Таблица 2.1-Обьем производственной программы.
| № | Отливка | Количество отливок на изделие. | Масса отливки | Количество отливок в форме | Масса стержня | Марка металла |
| 1 | Ролик | 1 | 1,20 | 9 | — | 25Л |
| 2 | Подкладка | 4 | 2,45 | 4 | — | 25Л |
| 3 | Корпус | 1 | 2,95 | 5 | 0,55 | 25Л |
| 4 | Поршень | 4 | 5,55 | 1 | — | 25Л |
| 5 | Картер | 1 | 2,50 | 4 | 0,13 | 25Л |
| 6 | Крышка | 2 | 2,12 | 4 | — | 25Л |
| 7 | Переходник | 2 | 6,00 | 2 | 3,85 | 25Л |
| 8 | Втулка | 3 | 1,78 | 4 | 0,20 | 30Л |
| 9 | Цилиндр | 4 | 1,35 | 6 | 0,20 | 30Л |
| 10 | Барабан | 1 | 5,90 | 4 | 0,20 | 30Л |
| 11 | Шкив | 1 | 1,65 | 6 | 0,60 | 30Л |
| 13 | Патрубок | 2 | 6,58 | 4 | 3,65 | 30Л |
| 14 | Цилиндр тормозной | 8 | 1,60 | 8 | — | 30Л |
| 15 | Цилиндр силовой | 4 | 1,10 | 14 | — | 30Л |
| 16 | Пробка | 12 | 0,90 | 12 | — | 35ХМЛ |
| 17 | Клин | 4 | 2,50 | 4 | — | 35ХМЛ |
| 18 | Маховик | 1 | 8,60 | 2 | 0,85 | 35ХМЛ |
| 19 | Фланец | 4 | 3,80 | 4 | — | 35ХМЛ |
| 20 | Опора | 2 | 5,60 | 2 | — | 35ХМЛ |
2.2 Распределение программы на группы по массе
Расчет производственной программы литейного цеха считается по точной программе.
Точная программа предусматривает разработку технологических данных для каждой отливки и применяется при проектировании литейных цехов крупносерийного и массового производства с устойчивой и ограниченной номенклатурой литья. Расчет будем вести для каждой отливки.
3 Фонды времени и режимы работы отделений цеха
Для цехов стального литья,где рабочий процесс связан с использованием печей,наиболее рационален трёхсменный параллельный режим работы. . При таком режиме работы все технологические операции выполняются одновременно на различных производственных участках. Это позволяет сократить во времени производственный цикл изготовления отливок, наиболее эффективно использовать оборудование и площади цеха, улучшить качество и снизить себестоимость продукции.
При проектировании применяют три вида годовых фондов времени работы оборудования и рабочих:
Календарный:Fк=365 х 24=8760 ч;
Номинальный:Fн, являющийся временем (в часах), в течении которого может выполняться работа по принятому режиму без потерь, равен календарному без праздничных и выходных дней;
Действительный:Fд, (эффективный) равен номинальному фонду без плановых потерь времени;
Действительный годовой фонд времени работы возьмем из таблицы 3.1..
Таблица3.1.-Действительный годовой фонд времени оборудования.
Таблица3.2.-Действительный годовой фонд времени для робочих.
В соответствии с принятым режимом работы отделенийлитейного цеха, составляем сводную таблицу годовых фондов рабочих мест, оборудования и рабочих.
Таблица3.3.-Сводная таблица фондов времени.
4. Проектирование основных отделений цеха
4.1 Расчет плавильного отделения
4.1.1 Составление баланса металла
Расчет плавильного отделения заключается в составлении баланса металла, выборе типа и определении количества плавильных агрегатов, расчете расхода шихтовых материалов на годовой выпуск, определение площади и планировки.
Расчет количества плавильных агрегатов начинается с определения необходимого объема металлозавалки по отдельным маркам металла. Масса металлозавалки состоит из массы годного литья на программу, массы металла литниковых систем, расхода металла на брак и угар и безвозвратных потерь.
Массу металлозавалки каждой группы определяется по формуле:
где Q-масса металлозавалки каждой группы, т;
Qг-масса годного литья по каждой группе отливок, т;
K-выход годного литья по каждой группе отливок, %.
Результаты расчетов сводим в таблицу 4.1.
| № | Наименование отливки | Годовой выпуск,т | ТВГ,% | Металлозавалка,т | Угар | Жидкий металл,т | |
| % | т | ||||||
| 1 | Ролик | 156.97 | 60 | 261.61 | 5 | 13.08 | 248.53 |
| 2 | Подкладка | 1711.90 | 60 | 2853.16 | 5 | 142.65 | 2710.51 |
| 3 | Корпус | 646.90 | 60 | 1078.16 | 5 | 53.90 | 1024.26 |
| 4 | Поршень | 3620.80 | 60 | 6034.66 | 5 | 301.73 | 5232.93 |
| 5 | Картер | 452.80 | 60 | 754.66 | 5 | 37.73 | 716.93 |
| 6 | Крышка | 709.63 | 60 | 1182.71 | 5 | 59.13 | 1123.58 |
| 7 | Переходник | 2170.93 | 60 | 3618.21 | 5 | 180.91 | 3437.30 |
| 8 | Втулка | 1027.53 | 60 | 1712.55 | 5 | 85.62 | 1626.93 |
| 9 | Цилиндр | 906.33 | 60 | 1510.55 | 5 | 75.52 | 1435.03 |
| 10 | Барабан | 976.90 | 60 | 1628.16 | 5 | 81.40 | 1546.76 |
| 11 | Шкив | 937.60 | 60 | 1572.66 | 5 | 78.63 | 1494.63 |
| 12 | Основание | 1477.57 | 60 | 2446.61 | 5 | 122.33 | 2324.28 |
| 13 | Патрубок | 2869.22 | 60 | 4782.03 | 5 | 23.91 | 4542.93 |
| 14 | Цилиндр тормозной | 1097.90 | 60 | 1829.83 | 5 | 91.49 | 1738.34 |
| 15 | Цилиндр силовой | 1447.65 | 60 | 2412.75 | 5 | 120.63 | 2292.12 |
| 16 | Пробка | 2509.79 | 60 | 4182.98 | 5 | 209.14 | 3973.84 |
| 17 | Клин | 2302.50 | 60 | 3837.5 | 5 | 191.97 | 3645.63 |
| 18 | Маховик | 153.70 | 60 | 256.16 | 5 | 12.80 | 243.35 |
| 19 | Фланец | 2866.63 | 60 | 4777.71 | 5 | 238.88 | 4538.83 |
| 20 | Опора | 1956.75 | 60 | 3261.25 | 5 | 163.06 | 3098.19 |
| Итого | 30000 | — | 50000 | 2500 | 47500 | ||
4.1.2 Разработка ведомости шихт и формовочных материалов
Состав и количество шихтовых материалов определяем на основании ведомости шихт и баланса металла. В таблице 4.2 содержаться данные о составе шихты по каждой марке выплавляемого металла с разделением шихт по группам материалов, по сортам. От баланса металла зависит расход металла, себестоимость жидкого металла и годного литья.
Таблица 4.2 – Ведомость шихт и баланса металла
| Состав шихты | 25Л | 30Л | 35ХМЛ | Всего | ||||
| т | % | т | % | т | % | т | % | |
| Лом стальной А2 | 1578.31 | 10 | 1789051 | 10 | — | — | 3367.82 | |
| Лом стальной А3 | 1262.48 | 80 | 14316.11 | 80 | 14357.5 | 88 | 29936.31 | |
| Лом чугунный | 315.66 | 2 | 357.90 | 2 | 489.46 | 3 | 1163.02 | |
| Зеркальный чугун ЗЧ5 | 1262.6 | 8 | 1431.61 | 8 | 1142.09 | 7 | 3836.3 | |
| Феррохром ФХ 650 | — | — | — | — | 244.73 | 1.5 | 244.73 | |
| Ферромолибден ФМ 600 | — | — | — | — | 81.57 | 0.5 | 81.57 | |
| Металлозавалка | 15783.19 | 100 | 17895.14 | 100 | 16315.69 | 100 | 50000 | 100 |
| Угар | 946.98 | 6 | 1073.7 | 6 | 978.93 | 6 | 3000 | 6 |
| Жидкий металл | 14836.11 | 94 | 16821.43 | 94 | 15336.66 | 94 | 47000 | 94 |
| Потери при заливки | 15.78 | 0,1 | 17.89 | 0,1 | 16.31 | 0,1 | 250 | 0,1 |
| Брак | 78.91 | 0,5 | 89.47 | 0,5 | 81.57 | 0,5 | 50 | 0,5 |
| Отходы литейного производства | 3945.77 | 25 | 4473.78 | 25 | 4078.9 | 25 | 12500 | 25 |
| Годное литье | 1079.64 | 68,4 | 12240.27 | 68,4 | 11159.87 | 68,4 | 30000 | 60 |
4.1.3 Обоснование и описание способа плавки металла и выбора плавильного агрегата
Расчет плавильных агрегатов ведется по жидкому металлу. Состав и необходимое количество шихтовых материалов определяется на основании ведомости шихт и баланса металла, таблица 4.2.
Для выплавки стали в проектируемом цехе целесообразно установить электродуговые печи.
Дуговые печи обеспечивают возможность быстрого ведения плавки, выдачу металла малыми порциями, получение стали более высокого качества, выплавку высоколегированных сталей и т. д. Печи компактны, просты в управлении и гибки в работе, т. к. могут работать в одну, две смены и круглосуточно.
Футеровка электропечи может быть кислой и основной. В литейном производстве шире применяются печи с кислой футеровкой; кислый процесс более простой и дешевый. Для получения жидкого металла, чистого от примесей серы и фосфора, применяют основной процесс. По сравнению с кислым, при основном процессе расход электроэнергии повышается на 40…50% и увеличивается продолжительность плавки.
Различают следующие основные способы загрузки шихты в электропечь: корзинами сверху, завалочной машиной (мульдой) через окно и вручную при очень малой емкости печей. Выпуск металла осуществляется наклоном печи. Угол наклона в сторону выпускаемой летки составляет до 45°, а в сторону загрузочного окна — до 15°.
Потребное количество плавильных агрегатов определяем по формуле:
где n — количество электродуговых печей, шт;
Q ж — годовое количество жидкого металла, т;
Т –календарный годовой фонд работы, 365 дней;
t – число суток холодного простоя печи в год (60-75 дней);
q – металлозавалка одной печи на плавку, т;
Н – суточное количество плавок.
Для марок 30Л и 25Л количество ДСП:

Принимаем 2 электродуговые печи производительностью 12т/ч, с коэффициентом загрузки 0,83.
Для марки 35ХМЛ количество ДСП:

Принимаем 2 электродуговые печи производительностью 6 т/ч, с коэффициентом загрузки 0,86.
Количество ковшей необходимых для плавильного отделения рассчитаем по формуле:
где к – количество ковшей, шт;
N – количество форм, заливаемых в смену, шт;
z – длительность оборотов ковша;
m – количество форм, заливаемых из одного ковша, шт.
Количество ковшей необходимых для плавильного отделения равно:
Принимаем два ковша.
Принимаем два ковша.
4.1.4 Определение площади плавильного отделения
Площадь плавильного отделения определяется количеством рабочих мест, проездами и проходами.
Плавильное отделение располагаем в поперечном пролете, что обеспечивает удобное ведение плавки и доставки металла к формовочным участкам. Принимаем площадь плавильного отделения 1642 м 2 .
4.2 Формовочное отделение
В формовочном отделении выполняются операции формовки, сборки, заливки, охлаждения и выбивки отливок, трудоемкость которых составляет до 60% от общей трудоемкости изготовления отливок. Технико-экономические показатели формовочного отделения, организация работы и выбор оборудования в первую очередь зависят от способа изготовления форм. Основными факторами, обеспечивающими выбор метода формовки, являются характер производства, масса, габариты и класс точности отливок, род металла, вид производственной программы и мощность проектируемого цеха. В проектируемом цехе применяется метод формовки в разовые песчаные сухие формы.
4.2.1 Анализ групп по массе и выбор метода изготовления форм
Технико-экономические показатели формовочного отделения, организация работы и выбор оборудования в первую очередь зависят от способа изготовления форм. Основными факторами, обеспечивающими выбор метода формовки, являются характер производства, масса, габариты и класс точности отливок, род металла, вид производственной программы и мощность проектируемого цеха. В проектируемом цехе применяется метод формовки в разовые песчаные сухие формы
В проектируемом цехе всю номенклатуру отливок целесообразно объединить в один технологический поток:
Отливки, массой 0…100 кг;
Таблица 4.3 – Методы изготовления литейных форм
4.2.2 Выбор оснастки для отливок по группам литья
Для каждой группы выбираем размер опок, с учетом коэффициента металлоемкости.
Габариты опок выбираем в зависимости от придельной массы отливки по группе. Данные заносим в таблицу 4.4.
Таблица 4.4 – Группы литья по массе и габариты опок
4.2.3 Выбор формовочного оборудования и расчет его количества
Для отливок массой 0 – 100 кг
Размер опок для данного потока: 500х400х300
Средняя металлоемкость формы М ср =0,3т.
Количество форм на программу определяется по формуле:
 ;
;
где Q – мощность потока Q =30000 т.
К – процент брака К= 5%

Для изготовления форм для отливок данной группы в проектируемом цехе целесообразно установить встряхивающую формовочную машину с поворотно-вытяжным механизмом мод 236
Характеристики этой линии приведены в таблице 4.5.
Таблица 4.5 – Характеристики машины 236
Количество выбранных машин определяется по формуле:
где n – годовое количество форм, необходимых на заданную программу, шт, n = 80769 шт
q – производительность линии, q = 5форм/ч
Тд – действительный годовой фонд времени работы линии, ч, Fд = 5720 ч;
з – коэффициент загрузки оборудования, з = 0,85.

Таким образом, для выполнения программы достаточно одной формовочной машины, которая будет работать с коэффициентом загрузки Кз = 0,83.
4.2.4 Определение площадей формовочного отделения
Нормы размеров пролета формовочного отделения выбираются в соответствие с нормами проектирования:
Ширина пролета – 24 м,
Шаг колонн – 6 м по наружной стене, 12 м внутри цеха,
В механизированных литейных цехах площади формовочного отделения не рассчитываются, а определяются планировкой оборудования с учетом норм проектирования. Тогда площадь формовочного отделения равна 3248 м 2 .
4.3 Стержневое отделение
Организация работы стержневого отделения и выбор метода изготовления стержней зависят от характера литья. В стержневом отделении выполняются операции изготовления, покраски, сушки, зачистки и сборки стержней, их контроль и комплектовка. На площадях стержневого отделения размещаются каркасный участок, склады для суточного хранения стержневых ящиков, плит и стержней. Объем стержневых работ зависит главным образом от сложности отливок, т. е. количества и массы стержней на 1 т годного литья, а выбор метода изготовления стержней и оборудования — от серийности номенклатуры.
Расчет стержневого отделения ведется в такой последовательности:
Разбивка номенклатуры стержней на группы по массе
Определение количества потоков (размерных рядов участка) для каждой или нескольких групп и их мощность;
Выбор метода изготовления стержней и расчет оборудования.
4.3.1 Разбивка номенклатуры стержней по массе
Разбивка стержней на группы по массе и габариты позволяет определить объем стержней данной группы и дает возможность свести несколько групп в один технологический поток для изготовления на одном оборудовании.
В зависимости от общего объема стержней, количества массовых групп и габаритов стержней в стержневом отделении может размещаться несколько потоков, на которых изготовляются стержни одной или нескольких массовых групп
Разбивка всей номенклатуры стержней проектируемого цеха представлена в таблице 4.7.
Таблица 4.7 – Группы стержней по массе
4.3.2 Определение количества стержней для каждой группы по массе
Таблица 4.8 – Объем стержней по группам по массе
Количество стержневой смеси на годовую программу принимаем с учетом брака отливок и стержней. Массу стержневой смеси увеличиваем на 8%, тогда:
М СТ.СМ =83,7 ·1,08 = 90,39 т
Количество стержней по каждой группе по массе определяем по укрупненным показателям. Полученные данные сводим в таблицу 4.9.
Таблица 4.9 – Количество стержней по группам по массе
4.3.3 Выбор метода изготовления стержней по группам по массе
Стержни, массой до 100 кг в проектируемом цехе целесообразно изготавливать из ХТС на типовой стержневой линии. Технология рассчитана на выпуск мелких, средних и крупных стержней массой до 600 кг, которые по сложности относятся к II…V классам, а по конструктивным особенностям — к сплошным и полым. Стержни отличаются высокой прочностью и точностью, легко удаляются из отливок при выбивке форм. Их применяют в серийном, мелкосерийном и единичном производстве.
Для изготовления стержней используют деревянные (окрашиваемые эпоксидными или меламиновыми красками) стержневые ящики. Эти смеси приготовляют и сразу же выдают в ящик шнековыми смесителями, устанавливаемыми у рабочих мест в стержневом отделении. При изготовлении мелких стержней (массой до 10 кг) смесь уплотняют в ящике вручную, а при формовке средних и крупных стержней — с помощью вибрационного стола. Время выдержки мелких стержней в ящике обычно составляет 20…40 с (при наличии в смеси катализатора), а средних н крупных 8…40 мин после виброуплотнения. Стержни для стальных отливок окрашивают — красками па основе циркона. Стержни для тонкостенных отливок окрашивают один раз, а для толстостенных и массивных два раза. После окраски стержни подсушивают при температуре 80…120°С в течение 20…40 мин.
Благодаря высокой прочности стержни можно транспортировать путем захвата за подъемы каркаса без применения сушильных плит. Несмотря на некоторые трудности из-за повышенной текучести ХТС, крупные стержни целесообразно изготовлять полыми, а внутренние их полости заполнять насыпанным в мешочки гравием или кусками бракованных стержней. При изготовлении стержней из ХТС необходимо обеспечить на участке стабильную температуру 18…25°С во избежание снижения текучести смеси. Несмотря на высокую стоимость ХТС, холоднотвердеющие стержни широко применяют благодаря высокой точности и низкой шероховатости поверхностей отливок, получаемых с их использованием ХТС обеспечивают хорошую выбиваемость стержней из отливок, а также малую трудоемкость стержневых и очистных работ.
4.3.4 Расчет количества стержневого оборудования
Все дальнейшие расчеты стержневого отделения основываются на данных расчета количества и массы стержней на 1т годного литья для каждой массовой группы отливок. Для изготовления стержней из ХТС в проектируемом цехе целесообразно установить типовую стержневую линию Л100Х. Ее характеристики приведены в таблице 4.10.
Таблица 4.10 — Характеристики стержневой линии Л100Х
Количество стержневых линий определяется по формуле:
М Л = Q·1000/(m·q Л ·Fд·з) (4.7)
где М Л — расчетное количество линий, шт;
Q — проектная мощность размерного ряда, т/год,
Q = 3200,4·1,05 = 3360,42 т (с учетом 5% брака);
m — масса стержней в одном стержневом ящике, кг; m = 15 кг;
q Л — производительность линии, съемов/ч; q Л = 20;
F Д — действительный годовой фонд работы линии, ч; Tд = 5720 ч.
з — коэффициент загрузки линии, з =0,8.
М Л = 3360,42·1000/(100·20·5720·0,8) = 0,7
Таким образом, для выполнения программы по первой технологической группе стержней достаточно одной линии, которая будет работать с коэффициентом загрузки Кз = 0,7
4.3.5 Расчет площадей стержневого отделения
Величина площади стержневого отделения зависит от серийности производства, габаритов стержней и установленного оборудования. В литейных цехах массового и крупносерийного производства с использованием автоматических линий изготовления стержней площади стержневых отделений составляют 50…100% площади формовочного отделения. В цехах с высокой механизацией площадь стержневого отделения определяется планировкой оборудования, рабочих мест, установкой транспорта, складских помещений, проездов и проходов.
Нормы размеров пролета стержневого отделения и грузоподъемности электромостовых кранов выбираются в соответствие с нормами проектирования:
Ширина пролета: 24м,
Шаг колонн: 6м, 12м.
Площадь стержневого отделения принимаем равной 288 м 2 .
4.4 Расчет смесеприготовительного отделения
4.4.1 Определения количества и состава формовочных смесей на годовую программу
Количество и состав формовочных смесей на годовую программу определяем по нормам расхода формовочных смесей на 1 т годного литья. Данные сводим в таблицу 4.13
Таблица 4.13 – Расчет формовочных смесей
| Группа литья по массе, кг | Масса облицовочной смеси | Масса наполнительной смеси | ||
| на 1 кг литья | на программу | на 1 кг литья | на программу | |
| 0…1 | 1,36 | 10170 | 5,44 | 40679,4 |
| 1…5 | 1,26 | 29988 | 5,04 | 119949,6 |
| 5…10 | 0,6 | 19,14 | 2,6 | 8295,3 |
| Итого | — | 42072,3 | — | 168924,3 |
Составы формовочных смесей определяются технологией изготовления форм, тродом металла, конфигурацией и массой отливки.
Основными компонентами песчано-глистой смеси является отработанная смесь, кварцевый песок, связующее.
Составы смесей приведены в табл 4.14
Таблица 4.14 – Состав песчано-глинистой смеси
4.4.2 Выбор и количество оборудования для приготовления формовочных смесей
Для приготовления формовочных смесей применяют смешивающие бегуны.
Потребное количество бегунов определяем по формуле:
где n — потребное количество бегунов, шт;
Р У — годовое количество смеси, т;
К Н — коэффициент неравномерности, К Н = 1,2. 1,3;
Т Д — эффективный фонд рабочего времени, ч, Т Д = 5720 ч;
q — производительность бегунов, т/ч.
При расчете учитываем потери смеси при транспортировки, формовки и раздачи смеси. Принимаем потери равными 12%.
Для приготовления облицовочной смеси предусматриваем смесители модели 15104М, с производительностью q = 30 т/ч. Потребное количество смесителей:

Принимаем один смеситель с коэффициентом загрузки К З = 0,57.
Для приготовления наполнительной смеси предусматриваем смесители модели 114, с производительностью q = 15 т/ч. Потребное количество смесителей:

Принимаем 1 смеситель с коэффициентом загрузки К З = 0,83.
4.4.3 Определение количества и состав стержневой смеси на годовую программу
Количество стержневой смеси на годовую программу было определено при расчете стержневого отделения. ХТС приготавливаем в стержневом отделении. Составы смесей представлены в таблице 4.15.
Таблица 4.15 – Составы ХТС
4.4.4 Определение площадей смесеприготовительного отделения
Площадь смесеприготовительного отделения определяется с учетом проходов, проездов, рабочих мест, на этой же площади размещаем экспресс-лабораторию для контроля качества формовочных и стержневых смесей. Площадь, занимаемую экспресс-лабораторией принимаем равной 54 м 2 . Общая площадь смесеприготовительного отделения составляет 198 м 2 .
4.5 Расчет очистного отделения
В числе затрат труда по изготовлению отливок очистные операции составляют до 40%, причем в очистных отделениях применяется наибольшее количество ручного труда. Под очисткой отливок понимается весь цикл операций, которым подвергается отливка начиная от выбивки из опоки до грунтовки. В очистном отделении выполняются операции по удалению стержней из отливок, отделению литниковых систем и прибылей, очистке, обрубке, зачистке, термической обработке, исправлению дефектов в отливках и грунтовке отливок. В связи с выделением большого количества пыли в очистных отделениях следует предусматривать местную вытяжку на каждом рабочем месте и оборудовании. Приточная вентиляция должна составлять не менее 30 м 3 /ч на одного работающего.
Проектирование очистного отделения начинается с анализа номенклатуры отливок и выполнения последовательно следующих операций:
Разбивки всей номенклатуры отливок на группы по массе, что позволяет выявить количество предполагаемых технологических потоков;
Выбора рационального технологического процесса и оборудования для данной группы;
Расчета и компоновки оборудования и рабочих мест, т. е. создания технологической линии.
4.5.1 Разбивка на группы по массе и определение технологических потоков
Проектирование очистного отделения начинаем с разбивки номенклатуры по массе, что позволяет определить потоки. Разбивка представлена в таблице 4.16.
Таблица 4.16 – Разбивка литья по массе очистного отделения
4.5.2 Выбор тезнологического процесса очистки и выбор оборудования
Типовой технологический процесс литья включает следующие операции:
Удаление стержней из отливок;
Отделение литниковых систем и прибылей;
Исправление дефектов в отливках;
Все оборудование должно назначаться согласно последовательности операций по очистке с соблюдением поточного метода обработки отливок.
Для очистки 1 потока принимаем комплексную механизированную линию
Обрубку отливок, удаление заливов, швов и других неровностей на наружных и внутренних поверхностях средних отливок из стали, а также вырубку дефектов для заварки, технологических (ложных) ребер в отливках из стали и обычно выполняют пневматическими рубильными молотками с зубилами (модели МР-4, МР-5, МР-6) или воздушно-дуговой резкой.
Следующая операция — зачистка. Для зачистки питателей, прибылей и других мелких неровностей на наружных поверхностях стальных отливок применяют специальные установки, снабженные абразивными корундовыми или карборундовыми кругами. Установки подразделяются на стационарные маятниковые — подвесные и с гибким валом. Заусенцы, острые кромки и другие подобные неровности отливок удаляют на заточных шлифовальных станках. В проектируемом отделении целесообразно установить стационарные маятниковые — подвесные станки модели 3374С.
После зачистки проводят исправление дефектных отливок. Основными методами исправления дефектных отливок являются декоративная заделка мелких поверхностных раковин пастами — мастиками и замазками; пропитывание специальными составами (водным раствором хлористого аммония и др.) для устранения пористости отливок, подвергающихся гидравлическому испытанию; газовая или электрическая заварка. Дефектные отливки исправляют на специализированных участках термообрубных отделении.
Следующая технологическая операция — термообработка отливок. Основной целью термообработки является снятие внутренних напряжений и улучшение обрабатываемости отливок при обработке резанием, придание металлу определенной структуры и физико-механических свойств. При проектировании термообрубных отделений сталелитейных цехов операции и режимы термообработки назначают с учетом требований к качеству получаемых отливок согласно техническим условиям. Отливки из углеродистой и низколегированной стали, изготовляемые в цехе, должны подвергаться нормализации. Время термообработки – 15…18 часов.
Завершающей операцией в цикле изготовления отливок является грунтовка. Грунтовку применяют для предохранения отливок от коррозии при их длительном хранении или транспортировке. Окраске подвергают наружные и внутренние поверхности отливок, не подлежащие обработке резанием, специальной густой краской (грунтом). Перед грунтовкой поверхности отливки очищают от песка и пыли в моечных установках. Отливки массой 500 кг — протиркой уайт-спиритом. Мелкие и средние отливки грунтуют в проходных окрасочных камерах на подвесных конвейерах. Грунтовка производится пневматическими распылителями или ручными электрораспылителями После грунтовки отливки сушат в специальных камерах или выдерживают в атмосфере цеха.
В термообрубном отделении применяют два вида контроля — промежуточный и окончательный. Первый осуществляется в процессе очистки, обрубки и зачистки с целью изъятия из технологического потока бракованных и дефектных отливок, а второй — для приемки прошедших эти операции отливок. В зависимости от предъявляемых к отливкам требований окончательный контроль проводится на постах наружного осмотра отливок, на разметочном пункте или стенде гидравлических испытаний, а также в цеховых и заводских лабораториях.
4.5.3 Расчет количества очистного отделения
Отливки первого потока, массой до 100 кг будем очищать в галтовочных барабанах, а отливки второго потока по массе будем очищать на дробеметных столах.
Количество очистного оборудования рассчитывается по формуле:
где Q — количество очищаемого литья на программу, т;
Количество галтовочных барабанов равно:
n = 30000·1,4/(5710·5) = 1,4 шт.
Принимаем два галтовочных барабана модели 314, который будет работать с коэффициентом загрузки К З = 0,76.
Количество дробеметных столов равно:
n = 30000·1,2/(5710·4) = 1,5 шт.
Принимаем два дробеметных стола, которые будут работать с коэффициентом загрузки К З = 0,90.
4.5.4 Определение площади очистного отделения
Площадь очистного отделения определяется наличием оборудования, рабочих мест, расположением транспортных средств, проездов и проходов.
S О.О = 0,4·S Ф.О, (4.10)
где S О.О – площадь очистного отделения, м 2 ;
S Ф.О – площадь формовочного отделения.
S О.О = 0,4·3248 = 1300 м 2
Нормы размеров пролета термообрубного отделения и грузоподъемности мостовых кранов выбираются в соответствие с нормами проектирования:
Грузоподъемность кранов: 15т / 5т,
Ширина пролета: 24м,
Шаг колонн: 6м, 12м,
Высота до головки подкранового рельса: 9,65м
Высота до низа конструкции покрытия: 12,6м
5. Проектирование вспомогательных отделений цеха
5.1 Расчет участка подготовки свежих формовочных материалов
Склады имеют участки приема песка, глины, угля; участки просеивания, размола глины и песка.
Для сушки песка и глины предусматриваем участок оснащенный сушилами и установкой сушки в кипящем слое.
Количество барабанных сушил для сушки глины рассчитываем по формуле:
n = Q·К Н /(Тд·q), (4.11)
где Q — количество глины на программу, т;
К Н – коэффициент неравномерности, К Н = 1,2…1,4;
Тд — действительный годовой фонд времени работы, ч, Тд = 5710 ч;
q — производительность установки, т/ч.
n = 13205·1,3/(5710·3,45) = 0,87 шт.
Принимаем одно барабанное сушило, которое будет работать с коэффициентом загрузки К З = 0,87.
Помол угля и глины производим в шаровых мельницах. Принимаем модель мельницы Ш4 производительностью 4 т/ч.
n = (4388 + 13205)·1,3/(5710·4) = 0,99 шт.
Принимаем одну шаровую мельницу модели Ш4, которая будет работать с коэффициентом загрузки К З = 0,99.
Песок будем сушить в установке с кипящим слоем.
n =20659,8·1,3/(5710·5) = 0,94 шт.
Принимаем 1 установку для сушки песка, которая будет работать с коэффициентом загрузки К З = 0,93.
Для просеивания используем полигональное сито количество которых можно рассчитать по формуле:
n = V·К Н /(Тд·q), (4.12)
где V – объем материала для просеивания, м 3 ;
К Н – коэффициент неравномерности, К Н = 1,2…1,4;
Тд — действительный годовой фонд времени работы, ч, Тд = 5710 ч;
q — производительность установки, т/ч.
n = 20659,8·1,3/(5710·20) = 0,24 шт.
Принимаем одно полигональное сито модели 175М1, которое будет работать с коэффициентом загрузки К З = 0,57.
5.2 Расчет участка ремонта оборудования
Ремонтная служба цеха должна обеспечить бесперебойную работу технологического и подъемно-транспортного оборудования. В обязанности службы входит осмотр оборудования и выполнение мелкого и среднего ремонта. Подбор типов металлообрабатывающего оборудования для ремонтного участка зависит от вида выполняемых ремонтов и степени механизации цеха.
Общее количество станков на ремонтном участке: 9,в том числе:
5.3 расчет кладовых и лабораторий
Для хранения различных вспомогательных материалов в проектируемом литейном цехе необходимо предусмотреть общецеховую кладовую, инструментальную кладовую обрубного отделения, материальную кладовую отделения грунтовки и кладовую цехового механика и электрика. Согласно нормам проектирования принимаем следующие площади:
Общецеховая кладовая – 75 м 2 ;
Кладовая обрубного отделения – 90 м 2 ;
Кладовая отделения грунтовки – 40 м 2 ;
Кладовая цехового механика и электрика – 150 м 2 .
Кладовые оборудуются стеллажами, ларями и размещаются на площади вспомогательных отделений. Для проведения химического анализа металла во время плавки, текущего контроля качества формовочных и стержневых смесей в проектируемом цехе предусматриваются экспресс — лаборатории.
Размещаются они непосредственно в производственных отделениях. Согласно нормам проектирования, площади цеховых экспресс-лабораторий составляют: химическая лаборатория — 108 м 2 , лаборатория формовочных материалов — 54 м 2 .
Площади цеховых служб механика и энергетика принимаем по нормам, они составляют:
Служба механика и энергетика – 500 м 2 ;
Цеховая контора мастеров – 80 м 2 ;
Цеховой диспетчерский пункт – 48 м 2 .
6. Проектирование административных зданий
К бытовым помещениям литейного цеха относятся гардеробные, душевые, медпункт, столовая, умывальные, санузлы, курительные помещения, помещения для отдыха и личной гигиены женщин. К конторским помещениям — кабинеты и комнаты руководящего и технического персонала цеха, красные уголки и залы заседаний.
Бытовые и конторские помещения будем размещать отдельно стоящих зданиях. В этом случае следует предусматривать отапливаемые переходы между вспомогательными и производственными зданиями.
Вспомогательные помещения допускается размещать иногда внутри производственных здании.
Полы в бытовых помещениях делают из керамических рифленых плиток, бетонные и мозаичные. В конторах полы застилают ксилолитом, линолеумом или деревом. Высоту этажей вспомогательных зданий в зависимости от условий принимаем равной 3,3. Отношение площади окон к площади помещения составляет 1:6 1:9.
Площадь гардеробных определяется количеством шкафов для хранения одежды. Нормами предусмотрен один шкаф для одного рабочего. Размер одинарного шкафа 50Х25 см, двойного-50Х33 см с высотой 1,65 м. Ширина прохода между закрытыми шкафами не менее 1 м. Верхняя одежда работников конторы, лаборатории и различных служб по согласованию с органами санитарного надзора может храниться на вешалках. Длина вешалки определяется из расчета 5 крючков на 1 пог. м.
Душевые размещают в помещениях, смежных с гардеробными. При душевых предусматривают помещения для переодевания, на каждый душ устанавливается скамейка на три места длиной 1,2 м и шириной 0,3 м. Размещать душевые и преддушевые у наружных стен не допускается.
Количество душей определяется из расчета один душ на 10 человек, работающих в наиболее многочисленной смене. Размеры открытых душевых кабин 0,9Х0,9 м, а закрытых- 1,8х0,9 м, мест для переодевания-не менее 0,6Х0,9 м.
Ширина проходов между рядами кабин не менее 1,5 м, а между кабинами и стеной- не менее 0,9 м. Расчетное время действия душевой после каждой смены принимается 45 мин. Душевое помещение должно иметь вытяжную и приточную вентиляцию.
Количество умывальников определяется из расчета один умывальник на 20 человек с подачей горячей воды к 30% умывальников. Расчет ведется по наиболее многочисленной смене. По нормам проектирования площадь на один кран составляет 2,1 м 2 , расстояние между кранами — 0,6 м, ширина проходов — 1,6 м.
В цехах, где работает не менее 100 женщин, устраивается комната личной гигиены. Она состоит из приемной площадью 10-20 м 2 и процедурной с душем 1,5 м2. На каждые 200 человек сверх указанного количества добавляется по одному душу.
Величина площади кабинетов зависит от количества служащих. Так, при количестве служащих до 150 человек площадь кабинетов составляет 15% площади рабочих комнат, для учебных занятий — 1,75 м 2 на одно ученическое место, для кабинетов по технике безопасности при списочном количестве работающих до 1000- 25 м2.
Площади помещений цеховых общественных организаций следует принимать согласно нормам.
В цехе предусматривается столовая или буфет, комната приема пищи. При количестве работающих в дневной смене в 250 человек и более предусматривается столовая, работающая на полуфабрикатах. Если количество работающих в смене менее 250 человек, предусматриваются буфеты с отпуском горячих блюд, доставляемых из столовой. Расстояние до пункта питания должно приниматься при обеденном перерыве в 30 мин не более 300 м, а при обеденном перерыве 1 ч — не более 600 м.
Количество обеденных мест в столовых и буфетах следует принимать из расчета одно место на 4 человека, работающих в дневной смене. Количество раздаточных стоек и их оборудование должны обеспечить отпуск обедов в каждом потоке в течение не более 10 мин.
Площадь отдельных рабочих помещений и кабинетов должна быть не менее 9 м 2 .
Расстояние от рабочих мест до питьевых фонтанчиков или до установок раздачи газированной воды должно быть не более 75 м.
При числе работающих 300-800 человек в литейном цехе предусматривается фельдшерский пункт и врачебный пункт — при 800- 2000 человек. Медицинские пункты размещаются на первом этаже бытовых помещений. Площадь фельдшерского пункта составляет 48 м 2 , врачебного — 66 м 2 .
7. Проектирование складских помещений
7.1 Расчет складов шихтовых и формовочных материалов
Характерной особенностью литейного производства является потребление большого количества исходных материалов. При поступлении в цех неподготовленных материалов, на складах должны быть предусмотрены подготовительные отделения: разделки шихты, дробления, размола и сушки глины, песка и др. Склад шихтовых материалов располагается параллельно плавильному отделению литейного цеха, а склад формовочных материалов — в противоположном торце литейного цеха, параллельно стержневому или обрубному отделению
Исходной базой для проектирования складов служат результаты расчетов площади закромов и всей площади складов, выполняемые в соответствии с нормами проектирования литейных цехов. Этими нормами предусматриваются: расход материалов, сроки их хранения, режим работы и фонд времени литейных цехов. Для всех участков складов проектируемого литейного цеха устанавливаем — параллельный трехсменный режим работы. Количество материалов, хранящихся на складе, определяется согласно расчетам плавильного и смесеприготовительного отделений. Расход вспомогательных материалов устанавливают на основании принятых нормативных данных по каждому виду изделия.
Расчет площади закромов складов шихтовых материалов ведется по формуле:
Fз.ш = 1,1·(f 1 +f 2 +. +fn) (7.1)
где Fз.ш — площадь закромов складов шихтовых материалов, м 2 ;
1,1 — коэффициент увеличения расчетной площади закромов с учетом их фактического заполнения;
f 1 , f 2 , fn — расчетные площади для соответствующих компонентов шихты.
Для складов формовочных материалов площади закромов определяются по формуле:
Fф.м. = 1,25·(f 1 +f 2 +. +fn), (7.2)
где f1, f2, fn — расчетные площади закромов формовочных материалов, м 2 ,
1,2 — коэффициент увеличения расчетной площади закромов с учетом их фактического заполнения
Данные по расчетам расходов формовочных материалов заносим в таблицу 7.1.
Площадь закромов шихты составит:
Fз = 1.1·(19,92 + 1,41 + 1,02 + 1,05 + 0,39) = 26,16 м 2 .
Площадь закромов формовочных материалов составит:
Fф = 1,2(2,5 + 4,97 + 5,79) = 16,58м 2
Общая площадь складов:
Fобщ = 26,16 + 16,58 = 42,74 м 2 .
Площадь на проходы и проезды составляет 10 — 15% полезной площади. Склад шихтовых материалов должен иметь участки приема и хранения, составления шихты, дробления известняка, грануляции шлака и очистки литников. Основным подъемно-транспортным средством складов шихты являются электрические мостовые краны, снабженные магнитной шайбой или грейфером.
Fпр = 0,15·42,74 = 6,41м 2 .
Площадь, занятая внутренними эстакадами и местами для разгрузки определяется длиной склада, количеством эстакад и необходимой шириной мест разгрузки:
где m –ширина разгрузки (при эстакадной разгрузке принимается равной 6-8 м),
l — длина эстакады, м, l = 24 м,
n — количество эстакад, n =1.
Fэ = 8·24·2 = 384 м2.
Площадь, занимаемая приемными устройствами для подачи материалов в производство, составляет 10-15% полезной площади:
Fпр = 0,15·142,52 = 21,38 м 2 .
Склад формовочных материалов должен иметь участки приема песка и глины, хранения формовочных материалов, сушки песка и глины, просевки песка, размола глины, приготовления глинистой суспензии.
Общая площадь склада равна:
42,74 + 6,41 + 384 + 21,38 = 454,53 м 2 .
Принимаем общую площадь склада равной 455 м 2 .
7.2 Расчет складов оснастки, стержней и отливок
Литейные цехи обладают большим количеством дорогостоящей оснастки (модели, стержневые ящики, опоки и др.), хранение которой организуется в специально оборудованных складах.. Склады модельной оснастки оборудуются подъемными средствами, стеллажами, этажерками, позволяющими хранить модели, стержневые ящики, подмодельные плиты с моделями в несколько ярусов. Транспортировка модельной оснастки в литейных цехах осуществляется вилочными электропогрузчиками или электрокарами в унифицированной таре.
Таблица 7.1 – Ведомость расхода материалов на годовую программу
| Материал | Годовое количество, т | Насыпная масса, т | Срок хранения, дн. | Количества материала, т | Объем, м 3 | Высота хранен, м | Расчетная плотность материала |
| Лом чугунный | 19390,6 | 2 | 3 | 531,2 | 265,6 | 4 | 66,4 |
| Лом стальной | 1711,2 | 2,5 | 3 | 46,8 | 18,7 | 4 | 4,7 |
| Возврат | 596,4 | 2 | 5 | 27,2 | 13,6 | 4 | 3,4 |
| Зеркальный чугун | 1544,3 | 2 | 2 | 28,2 | 14,1 | 4 | 3,5 |
| Ферросплавы | 98,4 | 1,7 | 5 | 4,5 | 2,65 | 2 | 1,3 |
| Глина | 3660,7 | 1,5 | 5 | 167,2 | 83,6 | 10 | 8,36 |
| Кварцевый песок | 5444,6 | 1,5 | 5 | 248,6 | 165,7 | 10 | 16,57 |
| Уголь | 422,1 | 0,2 | 2 | 7,7 | 38,6 | 2 | 19,3 |
Хранение опок и другой литейной оснастки предусматривается на открытой эстакаде. Отливки хранятся на складах готового литья в стеллажах, ящиках, на полу. Для хранения и транспортирования мелких и средних стержней и отливок целесообразно использовать оборотную составную тару с унифицированными размерами, позволяющую применять многоярусное хранение в стеллажах или этажерках.
Площади складов готовых стержней, моделей и стержневых ящиков принимаем в соответствии с нормами проектирования, результаты заносим в таблицу 7.2
Таблица 7.2 – Ведомость расчета складов стержней, оснастки и отливок
| Склад | Назначение | Норма запаса, дн. | Норма нагрузки, т/м 2 | Масса, т | Производственная площадь, м 2 |
| Склад готовых стержней | Хранение крупных стержней | 1,0 | 1,5 | 72 | 48 |
| Хранение мелких стержней | 1,5 | 1,0 | 100 | 100 | |
| Склад готового литья | Хранение крупных стержней | 1,0 | 3,0 | 60 | 20 |
| Хранение мелких стержней | 1,0 | 5,0 | 60 | 12 | |
| Промежуточные склады моделей и стержневых ящиков | Хранение крупных стержней | 8 | 1,0 | 50 | 50 |
| Хранение мелких стержней | 15 | 1,0 | 40 | 40 |
8. Энергетическая часть
8.1 Расчет расхода электричества
Электроэнергия в литейных цехах расходуется на технологические цели, силовые установки и освещение. Электроэнергия для технологических нужд расходуется на плавку металла, термообработку отливок и др. Силовая электроэнергия — на электропривод установленного оборудования. Общий расход электроэнергии по цеху составляет:
где W T — годовой расход электроэнергии на технологические нужды, кВтяч;
Wс — годовой расход электроэнергии на электропривод силовых установок, кВтяч;
R — коэффициент потери электроэнергии в сети (R = 1,05).
Годовая потребность электроэнергии на технологические нужды рассчитывается на основе установленной мощности оборудования и годового количества его работы. Укрупненные расчеты ведутся по удельным нормам расхода электроэнергии на 1 т годного литья по формуле:
W T = Р Т ·G Г (8.2)
где Р Т — удельный расход технологической электроэнергии на 1 т годного литья, кВтяч,
G Г — выпуск годных отливок, т/год, G Г = 30000т.
Расход электроэнергии на плавку:
W T1 = 1100·30000 = 33000000 кВтяч.
Расход электроэнергии на термообработку литья:
W T2 = 230·30000 = 6900000 кВтяч.
Общий расход технологической электроэнергии:
W T = W T1 + W T2 = 33000000 + 6900000 = 39900000 кВтяч.
Годовой расход электроэнергии на электропривод силовых установок рассчитываем так же по формуле (8.2). Удельная мощность силового оборудования на 1 т годного литья 0,09 кВт·ч.
Wс = 0,09·30000 = 2700 кВт·ч.
Общий расход электроэнергии:
W = (39900000 + 2700)·1,05 = 139659450 кВтяч.
Расчет электроэнергии на освещение производится отдельно по формуле:
W О = 0,001·с·F·Тд (8.3)
где W О — годовой расход осветительной электроэнергии, кВт-ч,
с — средний расход электроэнергии за 1ч на 1м 2 площади (для производственных отделений литейного цеха с=15…18 Вт, складских помещений с=8…10 Вт и бытовых с =8 Вт),
F — освещаемая площадь, м 2 ,
Тд — годовое число часов осветительной нагрузки, ч, Тд = 2300ч.
W О = 0,001·(5·6822 + 9·42.74 + 8·450)·2300 = 69288.28 кВт-ч.
8.2 Расчет потребности на сжатый воздух
Укрупненный расчет расхода воздуха ведется на 1 т годного литья по формуле:
где q — расход сжатого воздуха на 1т годного литья, м 3 , q = 800 м 3 ,
G — выпуск годных отливок, т/год, G = 300000т.
Q = 1,5·800·30000 = 36000000 м 3 .
8.3 Расчет потребности воды
Вода в литейных цехах используется для охлаждения отливок, охлаждения плавильных агрегатов, увлажнения формовочной смеси, гидроочистки отливок и др. Расход воды на охлаждение оборудования определяется по ее удельному расходу на 1т годного литья и составляет 13 м 3 .
Годовая потребность воды в данном цехе:
13·30000 = 390000 м 3 .
Расход воды для приготовления формовочных смесей определяется по формуле:
где Vв — расход воды на год, м 3 ,
у — процент влаги в смеси, у = 5%
Рн — годовой расход неуплотненной смеси, м 3 .
Годовой расход неуплотненной смеси можно определить:
где Ру — годовой расход уплотненной смеси т,
Рн = 0,757·117337.5 = 88824.5 м 3 ,
Vв = 5·88824.5/100 = 4441.2 м 3 .
Расход воды на охлаждение плавильных печей составляет 10…15 м 3 на одну тонну годного литья или 12·30000 = 360000м 3 .
8.4 Расчет потребности топлива и пара
Топливо и пар в виде газа, мазута, кокса, в литейном цехе используется для подогрева и сушки ковшей и других целей
Укрупненные расчеты ведутся по удельным нормам расхода на 1 т жидкого металла и 1 т годного литья.
Сушка песка в пневмопотоке: 125000 кКал на 1т песка.
Сушка и подогрев ковшей: 70000 кКал на 1т жидкого металла.
44929.5·70000 = 3145065000 кКал
На технологические нужды: 300000 кКал на 1т годного, или
30000·300000 = 9000000000 кКал
Всего по цеху:49091800000 кДж
Пар в литейных цехах применяется для отопления и вентиляции помещений. Расход пара определяют из расчета возмещения тепловых потерь здания, которые составляют 60…80 кДж/ч на 1 м 3 здания и 90…120 кДж/ч при искусственной вентиляции.
Годовая потребность пара на отопление и вентиляцию в тоннах определяется:
Qп = q т ·m·V/(i·100) (8.7)
где q т — расход тепла на 1 м 3 здания, кКал/ч, q т = 15 кКал/ч,
m — количество часов в отопительном периоде, m = 4320 ч,
V — объем здания, м 3 , V =39453.6м 3 ,
i — теплота испарения, ккал/ч, i = 540 кКал/кг.
Qп = 15·4320·39453.6/(540·100) = 47344.32т.
9. Строительная часть
9.1 Тип здания, элементы конструкции здания цеха
Здание цеха одноэтажное, имеет прямоугольную форму, состоит из продольных и поперечных пролетов с отношением длины здания к ширине. В таком здании обеспечивается эффективная механическая вентиляция, аэрация и освещение. Ширина всех пролетов – 24 м, высота до подкранового рельса – 12,65м, высота до низа конструкции покрытия – 18,0 м.
Для литейных цехов проектируют здания каркасного типа. Несущий каркас состоит из колонн, установленных на фундаментах и связанных балками и фермами. Колонны и опирающиеся на них фермы образуют поперечные рамы, которые связаны в продольном направлении фундаментными обвязочными балками, подкрановыми балками.
Конструкция здания по роду применяемого строительного материала — смешанная — металлические и железобетонные конструкции. Выбор строительной конструкции здания зависит от назначения литейного цеха; массы выпускаемой продукции, применяемого технологического оборудования, способов механизации производства, нагрузок от технологического и кранового оборудования, а также объемно-планировочного решения здания.
Фундаменты применяются сборные, железобетонные. Колонны подразделяют на наружные и внутренние. Шаг колон по наружной оси принимаются равным 6 м, по внутренней 12 м, что предопределяется длиной ограждающих конструкций (стеновых панелей длиной 6м. Железобетонные колонны — сборные, типовые, прямоугольного сечения.
Колонны имеют консоли для опирания подкрановых балок. Колонны имеют сечение для бескрановых пролетов — 40х40 и 40х60 см, для крановых — 60Х80 и 80Х100 см. Для пролетов, обслуживаемых кранами Q > 50 т, при тяжелом режиме работы кранов применяют двухветьевые колонны, поперечное сечение которых может достигать 100х250 см. Подкрановые балки для кранов Q 20 т при шаге колонн 12 м – металлические.
Покрытие здания зависит от объемно-планировочного решения и применяемого материала. Для строительства проектируемого литейного цеха применяем сборные железобетонные и металлические балки фермы. Для литейных цехов, имеющих большое число вентиляционных коммуникаций, к которым относится и проектируемый цех, рекомендуются безраскосные фермы. Фермы устанавливают на колонны и на подстропильные фермы. Подстропильная ферма поддерживает стропильную, и опирается на колонны средних рядов, расположенные через 12 м.
Стены здания цеха подразделяются на несущие, самонесущие, фахверковые. Несущие стены, воспринимающие нагрузку от перекрытия, выполняют из кирпича. Самонесущие стены несут функцию ограждающей конструкции и воспринимают нагрузки от силы тяжести, гибко связаны с каркасом здания. Фахверковые стены, применяемые для ограждения торцов пролетов, не воспринимают никаких нагрузок, сила тяжести передается на каркас, к которому эти стены крепятся. Для обеспечения устойчивости кирпичные стены усиливают пилястрами, в каркасных зданиях устанавливают дополнительные стойки фахверка на самостоятельных фундаментах.
В качестве стенового материала в проектируемом цехе используются керамзитобетонные панели.
Фундамент, колонны, стены и перекрытия образуют несущий остов здания, воспринимающий на себя все нагрузки. Все здание опирается на основание — слой грунта, прочностью 2,0…2,5 кг/см 2 .
Кровельное покрытие зависит от типа покрытия здания, климатических условий местности и внутреннего режима помещения. Кровля для нашего цеха проектируется фонарной. В каркасных зданиях по сборным железобетонным фермам укладывают стальной штампованный настил. Наиболее употребительны рулонные многослойные кровли из водостойких материалов, которые укладывают по битумной мастике на слой утеплителя. Так как здание цеха имеет много пролетов, необходимо устроить внутренний отвод воды через воронки в кровле и стояки в ливневую канализацию.
Тип фонарей производственных зданий назначают в соответствии с технологическими и санитарно-гигиеническими требованиями и климатическими условиями района строительства. Устраиваемые на кровле производственных зданий фонари подразделяют на световые, аэрационные и светоаэрационные, по расположению относительно пролетов — на ленточные и точечные. Для центральной климатической зоны в помещениях с большими тепловыделениями применяются светоаэрационные двусторонние фонари с вертикальным остеклением.
Расстояние от торцов фонарей до наружных стен здания или до стен в местах перепадов высот здания принимают равным шагу стропильных конструкций (6 или 12 м).
Одним из важных элементов здания являются полы, стоимость изготовления которых составляет 10-20% стоимости здания. Конструкции полов состоят из покрытия, прослойки, стяжки и основания. В литейных цехах полы должны обладать высокой прочностью и стойкостью к износу и воздействию агрессивных средств. В зависимости от вида производства нагрузки на полы колеблются от 0,5 до 5…10 т/м 2 и более, поэтому высокие требования предъявляются не только к устройству особо прочных покрытий, но и их подготовке (прослойки и стяжки. Участки полов, подвергающиеся значительным механическим воздействиям, целесообразно облицовывать стальными штампованными перфорированными плитами толщиной 1,5 или 3 мм или рифлеными плитами толщиной 8 мм с анкерами. В зависимости от характера производства и нагрузок на полы и перекрытия в отделениях литейного цеха применяют различные типы полов.
9.2 Отопление и вентиляция
В качестве теплоносителя для обогрева литейных цехов применяют горячую воду или пар.
Тепло расходуется на нагрев инфильтрующегося наружного воздуха, поступающего в цех материала и транспорта, потери через стенки здания и строительные конструкции, ворота, проемы и др. Количество поступающего воздуха через ворота и проемы в цехах, не защищенных от ветра или оборудованных вытяжной вентиляцией, составляет 11000 м 3 /ч на 1 м 2 проема. При отоплении цеха с помощью приточной вентиляции температура подаваемого воздуха должна быть не более 70°С, при этом приточная вентиляция устанавливается на высоте более 3,5 м от уровня пола. Если подача воздуха осуществляется на высоте 3,5 м от пола, температура его не должна превышать 45°С, а рабочее место устанавливается не ближе чем на 2 м. В формовочных отделениях приточная вентиляция должна обеспечивать минимально трехкратный воздухообмен. Очистка цеха от пыли и газов производится вытяжной вентиляцией. В местах с выделением большого количества пыли и газов устанавливаются местные отсосы. Вентиляционные установки должны поддерживать заданные температурный режим в цехе и содержание газов, пыли и паров в допустимых концентрациях. На складах вентиляция предусматривается только при наличии оборудования, выделяющего пыль или газы.
9.3 Освещение
Освещению рабочих мест и участков должно уделяться большое внимание. Плохое освещение отрицательно влияет на трудоспособность работающего, что вызывает снижение производительности труда. Литейные цехи освещаются естественным и искусственным светом. Естественное освещение осуществляется через окна и фонари, а искусственное – электролампами различных типов. Нормальная освещенность рабочего места не должна давать резких теней и слепить работающего. В производственных помещениях применяется общее и местное освещение. Светильники общего освещения с лампами накаливания устанавливаются на высоте не менее 3…4 м от уровня пола, а светильники местного освещения — на высоте 2,5 м. Местное освещение проектируется с напряжением не более 36 В, переносное — не выше 12 В. В литейных цехах предусматривается аварийное освещение, величина которого на рабочих местах составляет 10% нормы местного освещения.
10. Внутрицеховой транспорт
К внутрицеховому транспорту относятся все виды подъемно-транспортных средств, обеспечивающие технологический процесс изготовления отливок. Выбор подъемно-транспортного оборудования зависит от серийности производства, вида и дистанции перемещаемого груза, массы отливок и характера расположения оборудования. Внутрицеховой транспорт делится на транспорт периодического, непрерывного действия и пневматический. К транспорту периодического действия относятся мостовые и консольные краны, кран-балки, электротельферы, пневматические и механические подъемники, механизированные тележки. Транспорт непрерывного действия — напольные и подвесные конвейеры различных типов и назначения, рольганговые линии, элеваторы. Для перемещения сыпучих материалов применяются пневмотранспортные установки. Дистанция перемещения материалов достигает 100 м. В зависимости от концентрации система потребляет в среднем энергии 1…1,5 кВт·ч на 1 т перемещаемого материала.
В таблице 5.3 приведены нормы для определения количества мостовых кранов в проектируемом цехе.
Таблица 10.1 – Нормы для определения количества мостовых кранов
Список используемой литературы
1. И.З. Логинов. Проектирование литейных цехов. Минск, Вышэйш. школа, 2005 г. – 320 с.
2. Н.А. Рыбальченко. Проектирование литейных цехов. Харьков, ХГУ, 2004 г. – 308 с.
3. П.Н. Аксенов. Оборудование литейных цехов. Москва, Машиностроение, 1997 г.
4. В.Я. Сафронов. Справочник по литейному оборудованию. Москва, Машиностроение, 1995 г. – 312 с.
5. Кнорре. Проектирование литейных цехов. Москва, Машиностроение, 1997 г
Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
студента группы 2345
Гаринского Дамира Алексеевича
дипломного проекта на тему
«Проект цеха чугунного литья по выпуску 23 000 тонн в год»
Проект содержит 130 листов пояснительной записки, таблиц.
Графическая часть выполнена на 13 листах формата А1.
В разделе «Расчетно-техническая часть» спроектирован цех чугунного литья на выпуск 23 000 тонн годного в год, определена его площадь, произведен расчет производственного персонала и необходимого количества технологического оборудования.
В разделе «Технологическая часть» описан технологический процесс получения отливки «Кронштейн» из сплава ВЧ 50 ГОСТ 7293-85, произведена разработка модельно-стержневой оснастки и приведен расчет литниково-питающей системы этой отливки.
В разделе «Специальная часть» предложена технология получения новых составов комплексных модификаторов и разработана установка для брикетирования пылевидных отходов дробления лигатур.
В разделе «Технико-экономическая часть» произведен расчет затрат на производство, расчет капитальных вложений и срока окупаемости проекта с помощью программы «Альт-Инвест».
В разделе «Безопасность жизнедеятельности человека» рассмотрена характеристика производства чугунолитейного цеха с точки зрения опасных и вредных производственных факторов. Проведен расчет освещения производственного участка. Рассмотрены основы спасательных и других неотложных работ в случае возникновения очага поражения.
Повышение качественного уровня выпускаемой продукции в машиностроении и других отраслях промышленности предопределяется созданием материалов с улучшенными свойствами, а также с разработкой эффективных ресурсосберегающих технологических процессов.
В области литейного производства к таким процессам, позволяющим получить заготовки с высокими эксплуатационными свойствами, приближающимися по конфигурациям и размерам к готовым деталям, относится чугунное литье. Доля чугунов как литейных материалов составляет до 80 % мирового производства литых изделий. Наряду с этим в машиностроении нашей страны и всего мира в целом прослеживается тенденция к увеличению процента изделий из высокопрочных чугунов. Это обусловлено сочетанием высокотехнологических, физико-механических и эксплуатационных характеристик, высокими литейными свойствами, циклической вязкостью, износостойкостью, коррозионной стойкостью, удовлетворительной свариваемостью и обрабатываемостью резанием.
Несмотря на то, что изготовление отливок — многопозиционный и энергоемкий процесс, к качеству отливок с каждым годом предъявляются все более высокие требования.
При этом необходимо повышать производительность труда и снижать трудоемкость изготовления отливок, а это из-за обилия трудно контролируемых факторов в литейном производстве и большого количества транспортных путей. Это создает большие трудности при внедрении автоматизации технологических процессов в литейном производстве. Процесс производства сопровождается большим выделением вредных веществ (газ, пыль, тепло), что создает тяжелые условия работы персонала. Эти проблемы также необходимо решать, разрабатывая эффективные мероприятия по оздоровлению производственной среды.
Литье является одним из наиболее распространенных способов производства заготовок для деталей машин — около 70% всех заготовок получают литьем. Можно получить заготовки практически любой сложности с минимальными припусками на обработку. Это очень важное преимущество, так как сокращение затрат на обработку резанием снижает расход металла и себестоимость изделия.
Развитие литейного производства вплоть до наших дней проходило по двум направлениям: изыскание новых литейных сплавов и новых металлургических процессов и совершенствование технологии и механизации производства.
В планах дальнейшего развития литейного производства большое внимание уделяется снижению материалоемкости, энергоемкости и трудоемкости изготовления отливок. На многих предприятиях имеется опыт рационального использования различных отходов производства.
Доля чугунов как литейных материалов составляет до 80 % мирового производства литых изделий. Чугунные отливки, используемые в самых различных областях техники и машиностроения, отличаются исключительным разнообразием условий, в которых им приходится работать. В соответствии с этим предъявляются и требования к их качеству и надежности в работе.
В последние годы выпуск чугунных заготовок, как в нашей стране, так и во всем мире несколько стабилизировался и находится на самом высоком уровне. Однако, несмотря на это, наше машиностроение почти постоянно испытывает дефицит в чугунных отливках.
Литые чугунные заготовки, благодаря сочетанию высокотехнологических, физико-механических и эксплуатационных характеристик, высоких литейных свойств, циклической вязкости, износостойкости, коррозионной стойкости, удовлетворительной свариваемости и обрабатываемости резанием, могут приносить существенные выгоды при своем применении, не говоря уже о многих технологических преимуществах, которые они обеспечивают.
При производстве отливок необходимо повышать производительность труда и снижать трудоемкость изготовления отливок, а это из-за обилия трудноконтролируемых факторов в литейном производстве и большого количества транспортных путей создает большие трудности при внедрении автоматизации технологических процессов в литейном производстве. Процесс производства сопровождается большим выделением вредных веществ (газ, пыль, тепло), что создает тяжелые условия работы персонала. Эти проблемы также необходимо решать, разрабатывая эффективные мероприятия по оздоровлению производственной среды.
Таким образом, выбор темы «Проект цеха высокопрочного чугунного литья на выпуск 23 000 тонн годного в год» для моего дипломного проекта считаю оправданным и актуальным.
1. Расчетно-техническая часть
литейный формовочный чугун ковш
1.1 Расчет производственной программы
Производственная программа годового выпуска отливок литейным цехом рассчитывается по годовой программе выпуска продукции завода (автомобилей, тракторов), комплектации литья на 1 машинокомплект (количество деталей, идущих на 1 изделие), нормы запасных частей и коэффициента использования литой заготовки.
Последовательность расчета производственной программы литейного цеха машиностроительного завода приводится в таблице 1.1.1.
Шифр детали принимается в соответствии с кодированием, установленным в отрасли.
Масса детали берется по конструкторскому чертежу.
Количество на машинокомплект — принимается по конструкторским чертежам основного изделия.
Коэффициент использования литой заготовки — определяется как отношение массы отливки (без литниковой системы в обрубленном виде) к массе готовой детали.
Масса 1 заготовки определяется как произведение массы одной детали на коэффициент использования литой заготовки.
Масса на 1 машинокомплект — определяется как произведение массы 1 заготовки на количество деталей, идущих на один машинокомплект.
Годовая программа (23000 т годного литья) задана в теме дипломного проекта.
Годовая программа выпуска отливок в тоннах на запчасти определяется от общего количества выпускаемой продукции (примерно 10 %).
1.2 Расчет мощности литейного цеха
Расчет проектной мощности литейного цеха производится исходя из потребности в литье на основную программу, потребности в запасных частях, поставок по кооперации, резерва мощности, литья для собственных нужд.
При расчете проектной мощности цеха учитываются мощности, необходимые для создания переходных заделов и компенсации брака литейного цеха и механических цехов.
Выпуск жидкого металла подсчитывается по формуле (1).
где Впр — программа производства, т (из таблицы 1.1.)
Кз — коэффициент, учитывающий нормативные заделы литья. В цехах серийного и мелкосерийного производства принимается двух-трехсуточный задел литья. Это соответствует Кз = 0,008 — 0,015. Кз =0,015.
Кб — коэффициент, учитывающий нормативный брак отливок внутри цеха. Кб = 0,05.
Кбм — коэффициент, учитывающий нормативный брак отливок в цехах механической обработки, Кбм = 0,005.
Кгод — коэффициент, учитывающий средний выход годного литья к залитому в форме по данной номенклатуре. Кгод=0,78.
Транспортное оборудование литейных цехов
В литейных цехах широко применяют разнообразные машины непрерывного транспорта для перемещения сыпучих и кусковых грузов (песка, глины, угля, формовочных и стержневых смесей, оборотной смеси и т.д.) непрерывным потоком без остановок для их загрузки и разгрузки. В качестве непрерывного транспорта используют транспортирующие машины с тяговым органом, в которых груз перемещается вместе с последним, и без тягового органа. К первым относятся конвейеры ленточные, пластинчатые, скребковые и элеваторы, ко вторым — гравитационные устройства, качающиеся (инерционные и вибрационные) и винтовые конвейеры, пневматические и гидравлические транспортные устройства.
Ленточные конвейеры
Ленточные конвейеры (рис. 16.1) имеют тяговый орган 2, выполненный в виде бесконечной ленты, служащей одновременно и несущим элементом конвейера; приводную станцию (электродвигатель, редуктор), приводящую в движение приводной барабан 1; натяжную станцию с хвостовым барабаном 5 и натяжным устройством 6; опорные ролики 3 на рабочей ветви ленты и поддерживающие ролики 7 на холостой ветви ленты; загрузочное устройство 4 и устройство для очистки ленты 9. Все элементы конвейера смонтированы на металлической раме 8.
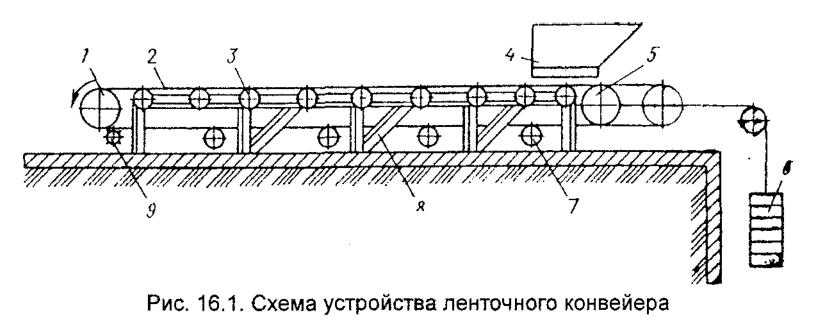
Ленточные конвейеры — наиболее распространенный вид транспортирующих машин литейных цехов. Они бывают горизонтальные, наклонные и вертикальные. Конвейеры, установленные в вертикальной плоскости, называют элеваторами.
Для увеличения производительности конвейера часто опоры под ленту выполняют таким образом, что лента под действием силы тяжести материала, расположенного на ней, принимает форму желоба (рис. 16.2).
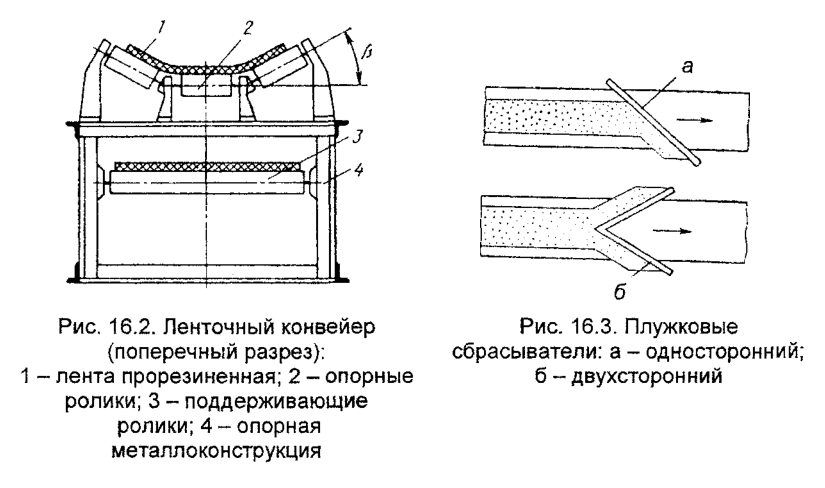
Угол наклона конвейера к горизонту зависит от угла естественного откоса материала в движении. Обычно угол наклона конвейера принимают на 7-10° меньше угла трения груза о полотно. Так, для гладкой ленты предельный угол наклона ленточного конвейера к горизонтали р принимают равным 20-22° для формовочной смеси и сырой глины и 17-18° для сухих формовочных материалов.
Скорость движения ленты для транспортирования формовочных материалов и смесей находится в интервале 0,8-1,25 м/с, а для конвейеров с разгрузочными плужками — до 0,5 м/с.
В ленточных конвейерах применяют ленты прорезиненные текстильные, стальные, текстильные армированные стальными тросами. В конвейерах литейных цехов ширина ленты обычно составляет 800-1200 мм.
Наиболее распространено применение текстильной прорезиненной ленты, состоящей из нескольких слоев хлопчатобумажной ткани. Поверхность ленты покрыта слоем резины, предохраняющей ткань от истирания. Толщина резинового слоя на рабочей стороне 3-6 мм, а на нерабочей — 2 мм.
Для конвейерных лент широко используют искусственные ткани из перлоновых, нейлоновых и лавсановых нитей.
Для транспортирования материалов через сушильные и нагревательные печи применяют ленты, изготовленные из стекловолокна с покрытием кремнийорганическим каучуком, или прорезиненные тканевые с покрытием из стекловолокна. Концы лент соединяют вулканизацией или заклепками.
Транспортируемый материал обычно загружают на ленту через воронку. Чтобы материал не просыпался, в зазор между воронкой и лентой закрепляют уплотнение из полос прорезиненной ленты. Материал разгружается в момент огибания лентой приводного барабана (в конце конвейера), либо в средней части конвейера с помощью плужковых сбрасывателей (рис. 16.3). Плужковые сбрасыватели бывают односторонние (рис. 16.3, а) и двухсторонние (рис. 16.3, б) или. Недостаток плужкового способа разгрузки — повышенное изнашивание ленты. Приводом подъема и опускания плужков обычно служит пневмоцилиндр или диафрагменный толкатель с электропневматическим управлением. В рабочем положении плужок прижимается к ленте резиновой полосой, закрепленной в его нижней части болтами. Вместо опорных роликов в зоне действия плужка под лентой монтируется сплошной металлический стол.
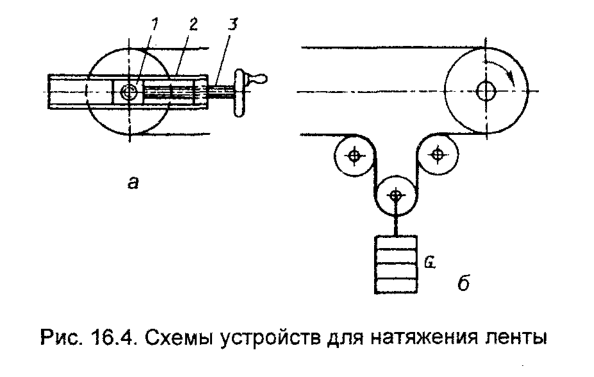
Для обеспечения постоянного сцепления ленты с приводным барабаном в ленточных конвейерах применяют натяжное устройство винтового или грузового типа (рис. 16.4). Ось натяжного барабана натяжного устройства винтового типа (рис. 16.4, а) опирается на подшипники, установленные в корпусах 1, движущихся между неподвижными направляющими 2 с помощью винтов 3. Недостатком винтовых натяжных устройств является трудоемкость натяжения ленты. Натяжное устройство грузового типа (рис. 16.4, б) более совершенно, так как натяжение ленты происходит автоматически под действием силы тяжести груза.
Тележечные конвейеры
Тележечные литейные конвейеры служат основным транспортным устройством поточно-механизированных и автоматических формовочно-выбивных линий (рис. 16.5). По характеру трассы тележечные конвейеры могут быть горизонтально замкнутые и вертикально замкнутые непрерывного движения. Литейный конвейер, у которого движение периодическое, пульсирующее, называют шаговым. Привод таких конвейеров периодически передвигает всю замкнутую цепь платформ на заданный шаг. Тяговым органом в тележечном конвейере является пластинчатая втулочно-роликовая цепь (рис. 16.6).
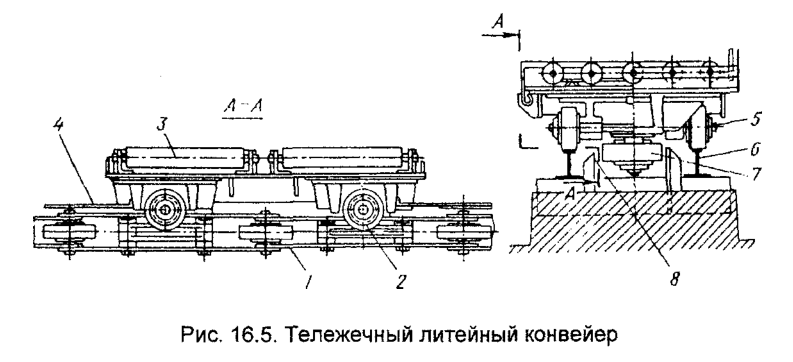
У тележечного конвейера (рис. 16.5) тяговая цепь 1 жестко соединена с тележкой 2, которая передвигается на безребордных катках 5 по рельсам 6. На тележке горизонтально замкнутого конвейера смонтированы секции роликового конвейера 3, позволяющие безостановочно переталкивать на них грузы со стационарных сборочных конвейеров. Для предупреждения схода тележек с рельсов на скруглениях пути в данной конструкции вместо ходовых катков с ребордами, создающими большие сопротивления передвижению, применены специальные направляющие ролики 7, смонтированные на оси цепи, соединенной с тележками и перемещающиеся между направляющими 8. С целью защиты направляющих роликов 7 от попадания па них смеси к торцам тележек приваривают фартуки 4, перекрывающие друг друга.
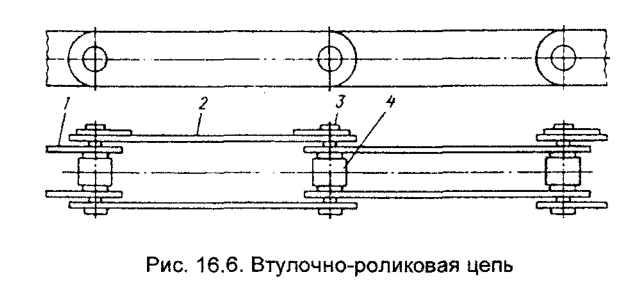
Втулочно-роликовая цепь (рис. 16.6) собирается из штампованных стальных пластин, внутренних 1 и внешних 2, валиков 3 и свободно надетых на них роликов 4. Наличие ролика позволяет уменьшить сопротивление при прохождении цепей по звездочкам и на поворотах в горизонтальной плоскости. Кроме рассмотренных непрерывно движущихся конвейеров применяют также шагающие (горизонтально замкнутые и вертикально замкнутые).
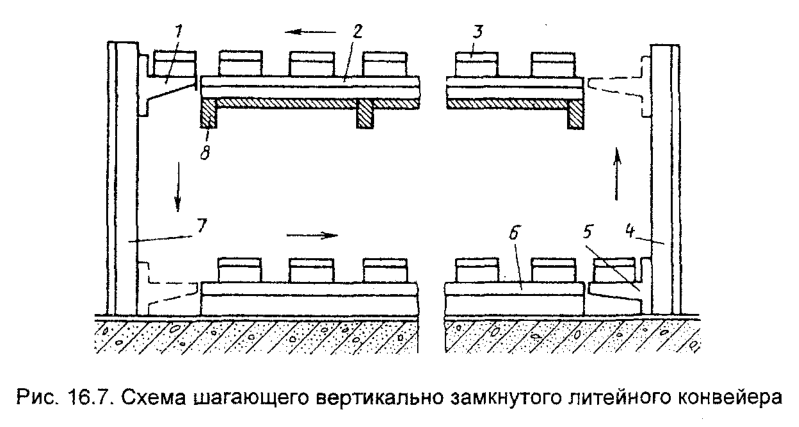
На рис. 16.7 изображена принципиальная схема шагающего вертикально замкнутого литейного конвейера. Он состоит из верхней ветви 2, расположенной на перекрытии второго этажа, и нижней ветви 6. По этим ветвям перемещаются формы 3 и опоки. Передача опок или форм с верхнего этажа 8 на нижний и наоборот осуществляется двумя вертикальными гидравлическими подъемниками 4 и 7 на каретках 1 и 5.
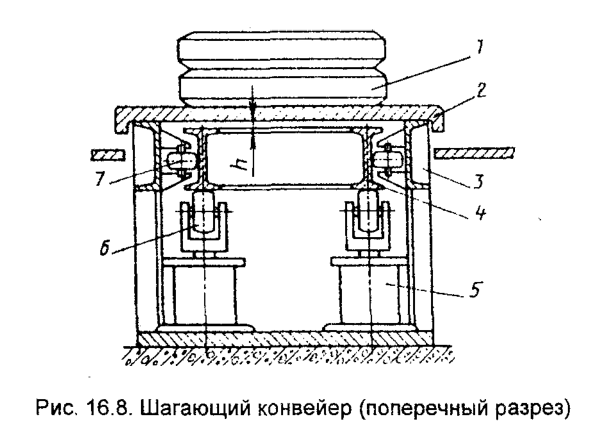
Конвейер (рис. 16.8) состоит из неподвижной металлоконструкции 3 и подвижной внутренней рамы 4. Подвижная рама покоится на роликах 6 гидравлических домкратов 5, размещенных по длине конвейера с шагом, равным шагу конвейера. Формы 1 находятся на поддонах 2, которые опираются на металлоконструкцию 3. Для направления рамы 4 при ее движении служат направляющие ролики 7, установленные на металлоконструкции 3.
Передвижение форм 1 начинается с подъема подвижной рамы 4 на высоту на 10-15 мм большую, чем зазор к по всей длине конвейера. Затем с помощью гидравлического толкателя (на схеме не показан) подвижная рама 4 вместе с поддонами 2 и формами 1 передвигается на один шаг конвейера по роликам 6. После этого рама опускается и, возвращаясь на один шаг, занимает исходное положение. При следующем шаге все движения повторяются.
Гидропривод шагающего конвейера обеспечивает замедленный ход в начале и конце движения, и быстрый возврат подвижной рамы в исходное положение.
Пластинчатые конвейеры
Пластинчатые конвейеры применяют для транспортирования крупнокусковых, тяжелых и горячих грузов. Основным преимуществом этих конвейеров является хорошая сопротивляемость изнашиванию. Однако вследствие относительно высокой стоимости, сложности изготовления и требования тщательного ухода за ними из-за большого числа шарнирных соединений эти конвейеры используются только в самых необходимых случаях. Тяговым элементом конвейера служат одна или две цепи, грузонесущим — настил (полотно).
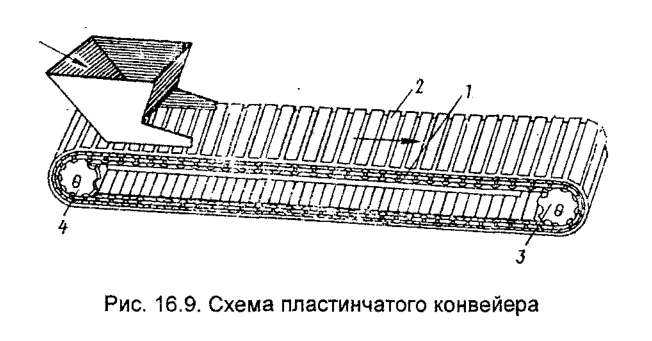
Пластинчатый конвейер (рис. 16.9) имеет две замкнутые тяговые цепи 1 с укрепленными на них поперечными пластинами 2, образующими сплошную чешуйчатую ленту, несущую загруженный на нее материал. Цепи приводятся в движение на одном конце конвейера приводными звездочками 3, получающими вращение от электродвигателя через редуктор. На другом конце конвейера цепи огибают звездочки 4, которые соединены с натяжным устройством винтового типа. Скорость движения настила обычно до 1 м/мин.
Пластины конвейера изготовляют плоскими или волнистыми из листовой стали (толщиной 4-10 мм). При большой производительности конвейера пластины снабжают боковыми вертикальными бортами; во избежание просыпания материала пластины перекрывают друг друга. Направление движения настила должно быть только односторонним, чтобы груз не мог попасть между пластинами. Волнистыми пластины делают для придания им большей жесткости и для возможности транспортирования материала под большим углом наклона конвейера (25-30°). Чаще всего пластинчатые конвейеры используют там, где применение ленточных ограничено, например, для перемещения горячих отливок в термообрубное отделение.
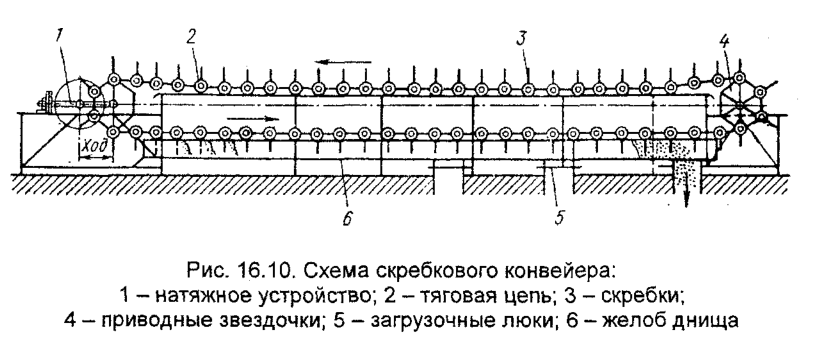
Скребковый конвейер (рис. 16.10) — разновидность обычного пластинчатого конвейера. Он отличается от пластинчатого специальными скребками 3, закрепленными на пластинчатой ленте. При движении ленты конвейера скребки опираются на желоб 6 днища бункера или емкости, захватывают материал и транспортируют его по прямой или наклонной плоскости.
Материал загружается через люки 5 в дне или в конце желоба. Конвейер может иметь две тяговые цепи или одну при малой производительности и небольшой длине перемещения. Скребковыми конвейерами материал может перемещаться как верхней, так и нижней ветвями, а в необходимых случаях и обеими. Скребковые пластинчатые конвейеры применяют для удаления шлама из отстойников в сооружениях для очистки воды или в системах гидравлической регенерации формовочных смесей.
Подвесные конвейеры
Подвесные конвейеры используют для непрерывного или периодического транспортирования различных штучных грузов. Например, горячие отливки после выбивки перемещаются в таре подвесного конвейера в термообрубное отделение. Стержни после изготовления на машинах транспортируются для последующей окраски, сушки и хранения. Подвесные конвейеры применяют в отделениях очистки и отделки отливок.
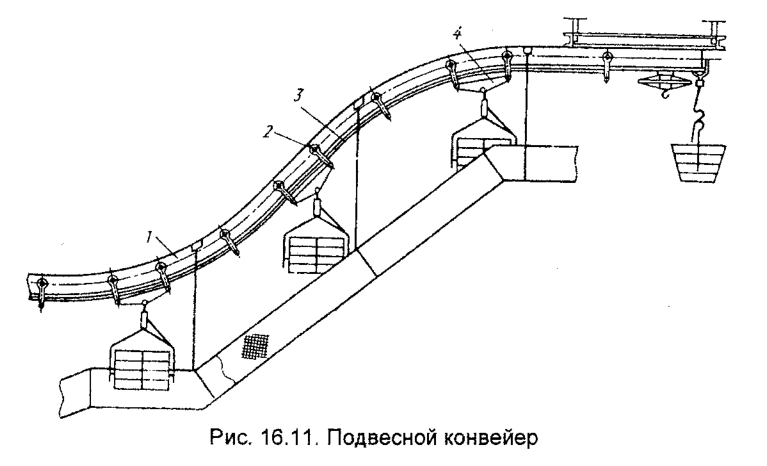
Подвесной конвейер (рис. 16.11) состоит из замкнутого тягового органа 3 с каретками 2, служащими для поддержки тягового органа и закрепления подвесок 4. Катки кареток с помощью тягового органа перемещаются по замкнутому подвесному пути 1. В качестве тягового органа применяют цепи всех типов (пластинчатые, сварные, литые и т.д.), а также стальные канаты. Иногда цепи выполняют двухшарнирными, оси которых расположены в двух перпендикулярных плоскостях, что обеспечивает большую гибкость цепи во всех направлениях. Трасса подвесного конвейера может быть горизонтально замкнутой или иметь сложный профиль с подъемами, спусками и поворотами. Эти конвейеры просты и надежны в эксплуатации.
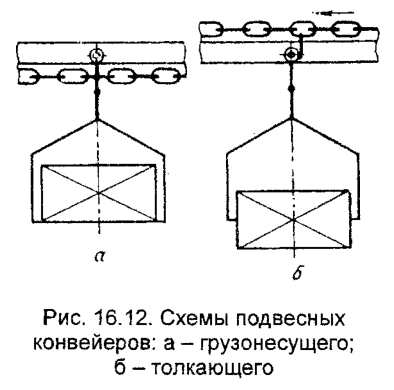
Подвесные конвейеры (рис. 16.12, а, б) бывают грузонесущие, в которых каретки с подвесками для грузов постоянно соединены с цепью, и толкающие, у которых каретки с подвесками для грузов не имеют постоянного соединения с цепью и движутся с помощью кулачков, закрепленных на цепи. Цепь с каретками и кулачками движется по вспомогательному подвесному пути, а тележки с грузом по основному грузовому пути.
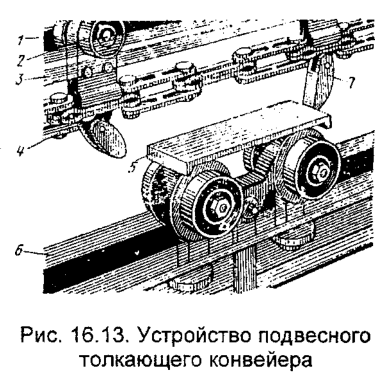
В подвесных толкающих конвейерах, наиболее легко поддающихся автоматизации (рис. 16.13), толкающие каретки 1, соединенные с тяговой цепью 4, передвигаются по рельсовому пути 3 на роликах 2. Грузовые тележки 5, не связанные с тяговой цепью 4, перемещаются по нижнему подвесному пути б, расположенному под вспомогательным. На тяговой цепи (а в других конструкциях — на грузовых каретках) закреплены качающиеся упорные рычаги 7, которые упираются в грузовую тележку 5 (или в выступ на тяговой цепи) и передвигают ее в заданном направлении.
Грузовые тележки не соединены непосредственно с тяговой цепью, поэтому, имея переводные стрелки, на пути перемещения грузовых тележек можно вручную или автоматически отводить грузовые тележки с основного пути на линию обработки и затем снова возвращать на основную трассу для дальнейшего следования. Это позволяет объединить в одну полностью автоматизированную систему отдельные, даже различные по ритму, транспортные и технологические операции.
Подвесные толкающие конвейеры выполняют следующие операции: переводят тележки с грузом с одного конвейера на другой с помощью автоматических или дистанционно управляемых стрелок; автоматически распределяют грузы по складским стеллажам с одновременной их сортировкой; выдают грузы со складов в требуемом ритме по заданной программе.
На ряде заводов подвесные толкающие конвейеры выполняют все перечисленные операции, связанные с изготовлением стержней, их отделкой, окраской, сушкой, транспортированием на склад, поадресное хранение, выдачу со склада по заданной программе к автоматическим формовочно-заливочным линиям.
Одно из важных преимуществ подвесных толкающих конвейеров — это возможность автоматического учета транспортируемых изделий по каждому наименованию, независимо от их количества. Учет может быть как в штуках, так и по массе. В последние годы широко применяются усовершенствованные системы подвесных толкающих конвейеров с автоматическим управлением и адресованием груза, позволяющие механизировать трудоемкие работы.
Недостатки толкающих конвейеров: большая габаритная высота, чем у обычного грузонесущего подвесного конвейера, более высокая собственная масса конструкции на единицу длины пути, а также относительно высокая стоимость.
Элеваторы
Элеватор — транспортирующее устройство, перемещающее материал в вертикальном направлении (рис. 16.14). Элеватор состоит из головки 1, башмака 5 и герметичного кожуха 3. Тяговым органом элеватора служит конвейерная лента 2 шириной 250-600 мм или (реже) цепь. Лента огибает верхний приводной барабан и нижний натяжной. На ленте установлены ковши 4. Материал загружается в элеватор через загрузочную воронку. Ковши при огибании нижнего барабана зачерпывают материал, поднимают его вверх и разгружаются на верхнем барабане.
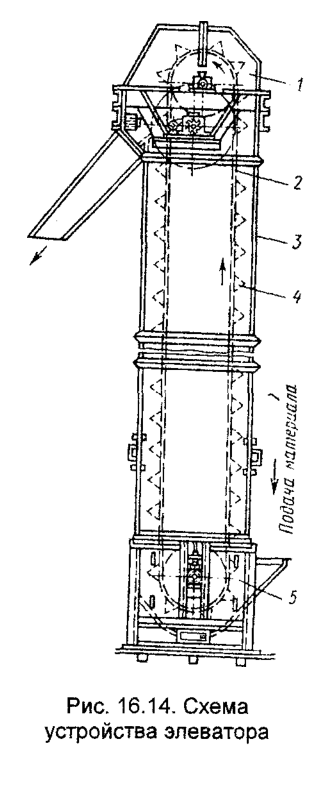
Привод элеватора снабжен устройством, исключающим обратное движение ленты. Для влажных материалов, например формовочной смеси; применяют мелкие ковши (рис. 16.15, а), а для сухих материалов (песок, молотая глина) — глубокие ковши (рис. 16.15, б).
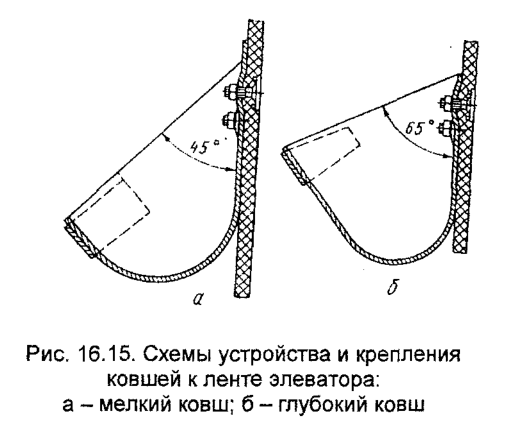
Элеваторы хорошо работают при транспортировании сухих сыпучих материалов. Влажные материалы при транспортировании налипают на ковши, что приводит к потере производительности. При транспортировании отработанных смесей элеваторы также работают ненадежно, так как вместе со смесью попадают металлические включения, которые приводят к повреждению или к обрыву ленты. При проектировании современных литейных цехов для перемещения исходных формовочных материалов и смесей элеваторы стремятся не применять, а вместо них, если это возможно, ставят наклонные ленточные конвейеры.
Скорость движения ленты элеватора для порошкообразных грузов 2-2,5 м/с, а для кусковых грузов 1-2 м/с.
Гравитационные устройства и роликовые конвейеры
Простейшими гравитационными устройствами являются наклонные плоскости, желоб, трубы, по которым скатывается транспортируемый груз. Угол наклона желоба определяется коэффициентом трения между его поверхностью и материалом и углом естественного откоса. Обычно угол наклона желоба больше угла внутреннего трения на 5-10°.
Иногда применяют спиральные спуски, в которых желоб выполнен по винтовой линии вокруг вертикальной оси. К гравитационным устройствам для транспортирования грузов относятся роликовые конвейеры, в которых наклонная плоскость образована из ряда роликов, установленных на раме (рис. 16.16, а). Часто роликовые конвейеры делают приводными (рис. 16.4 , б), в этом случае они не имеют наклона.
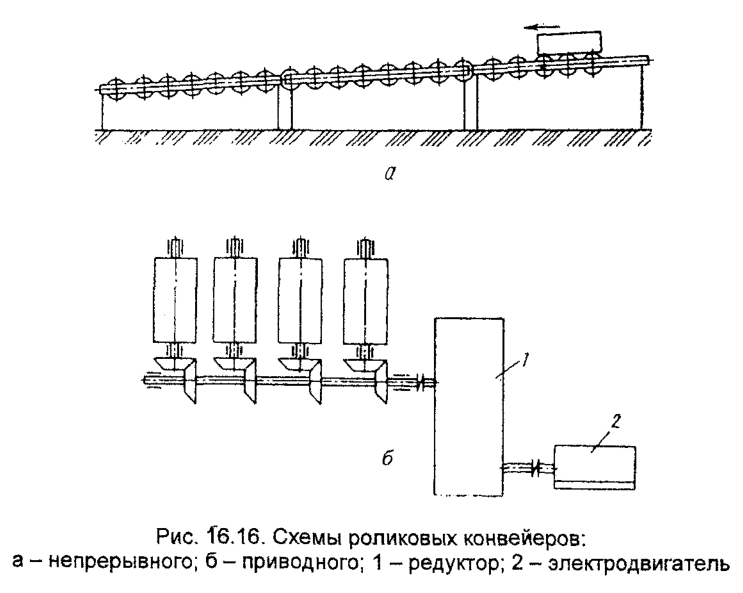
Иногда для перемещения грузов по горизонтальному роликовому конвейеру используют пневматические или гидравлические толкатели. Например, передача форм на заливочный конвейер и с конвейера на выбивное устройство осуществляется пневматическими толкателями по горизонтальному неприводному роликовому конвейеру, а движение отливок с выбивной решетки на пластинчатый конвейер или в тару подвесного конвейера происходит по наклонному желобу под действием силы тяжести. Приводные роликовые конвейеры, обычно выполняемые секциями длиной по 2-3 м, имеют единый групповой привод с конической зубчатой или цепной передачей. В ряде случаев цилиндрические ролики заменяют дисковыми. Такие ролики удобны при прохождении грузов по криволинейным в плане участкам.
Качающиеся конвейеры
Качающийся конвейер представляет собой желоб, подвешенный на неподвижную раму. Желоб совершает колебательные движения, вследствие чего груз, находящийся в нем, перемещается.
Качающиеся конвейеры могут быть с переменным и постоянным давлением груза на желоб. Качающийся конвейер с переменным давлением груза на желоб (рис. 16.17, а) состоит из стального желоба 1, совершающего колебательные движения на упругих стойках 2 под действием кривошипного механизма 3. Вследствие того, что опорные стойки установлены наклонно к желобу, последний с грузом при движении вперед несколько приподнимается, а при движении назад опускается. Длину кривошипа выбирают малой по сравнению с длиной шатуна и длиной опорных стоек, вследствие чего закон изменения скорости желоба vm близок к синусоидальному, а само движение желоба можно рассматривать как прямолинейное.
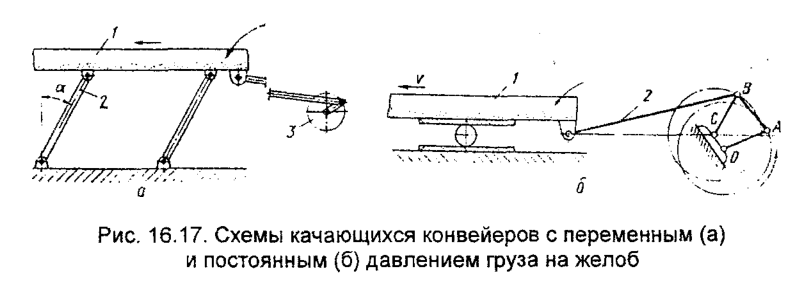
Амплитуда колебания конвейеров с кривошипно-шатунным механизмом составляет 30-40 мм при числе циклов 300-400 в минуту. Упругие опорные стойки желоба устанавливают с наклоном под углом α = 2÷30° относительно вертикали в сторону, обратную движению груза. Средняя скорость движения груза v обычно составляет 0,15-0,20 м/с. Для наклонных конвейеров с увеличением угла наклона желоба в сторону подъема скорость движения груза резко уменьшается и угол наклона не превышает 15°.
Качающиеся конвейеры с постоянным давлением груза на желоб отличаются от конвейеров с переменным давлением тем, что желоб в них установлен на роликовых или шариковых опорах и он совершает продольное поступательно-возвратное движение под влиянием двойного кривошипного механизма (рис. 16.17, б). Этот механизм состоит из шарнирного четырехзвенника OABC, в котором кривошип OA вращается равномерно, а кривошип BC, вращающийся неравномерно, передает колебательное движение желобу 1 через тягу 2. Высоту слоя материала в желобе b принимают равной 50-100 мм; коэффициент заполнения желоба обычно составляет 0,5-0,6. Среднюю скорость передвижения груза в горизонтальном желобе принимают не выше 0,2 м/с. Амплитуда колебаний желоба составляет 50-100 мм, а частота 1-2 Гц.
Вибрационные конвейеры
В отличие от качающихся конвейеров, в которых груз скользит по желобу, не отрываясь от него, вибрационные конвейеры (рис. 16.18) работают с такими ускорениями, вертикальная составляющая которых больше ускорения свободного падения. При этом частица груза отрывается от желоба и движется в виде непрерывно следующих один за другим микрополетов. При таком движении груз не дробится, не пылит и практически не изнашивает желоб. Наиболее рациональное транспортирование сыпучих грузов будет в том случае, если в конце микрополета частица попадает на желоб в начале следующего периода колебаний. Желоб или трубу вибрационного конвейера обычно устанавливают на пружинных подвесках. Частота колебаний вибрационного конвейера до 50 Гц при амплитуде менее 1 мм создается инерционными, электромагнитными, пневматическими и гидравлическими вибраторами.
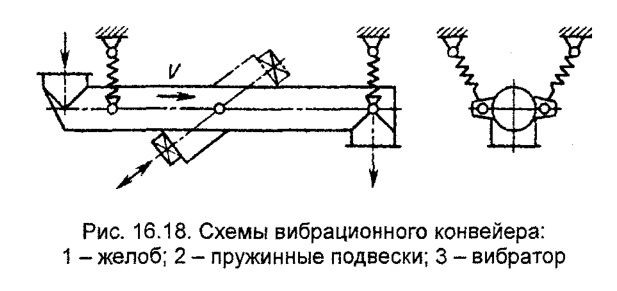
Инерционные вибраторы применяют в тех случаях, когда при небольших габаритных размерах и массе привода необходимо получить значительные возмущающие силы. К инерционным относится вибратор с дебалансным электродвигателем (рис. 16.19, а).
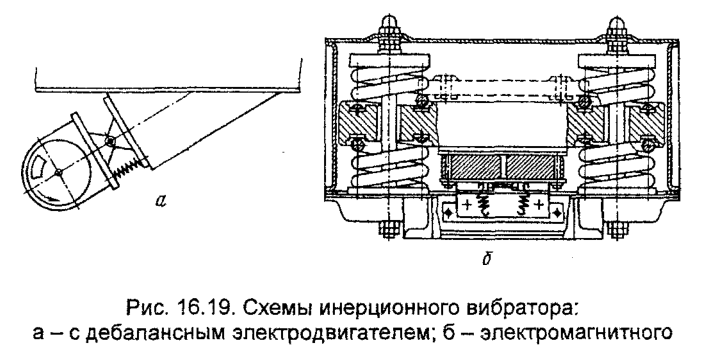
Большинство из конструкций этих типов вибраторов рассчитано на одну постоянную рабочую частоту, но есть вибраторы и с регулируемой частотой. Возмущающую силу также можно регулировать. Благодаря меньшей частоте колебаний (15-25 Гц) питатели с дебалансным электродвигателем работают менее шумно.
Наиболее совершенны электромагнитные вибраторы (рис. 16.19, б). В них нет трущихся и быстроизнашивающихся деталей, предусмотрена возможность регулирования амплитуды колебаний без прекращения работы установки.
Усилие Р, создаваемое электромагнитным вибратором, можно определить по формуле:
где m — масса перемещаемого материала, кг;
а — амплитуда колебаний, м;
λ — отношение собственной частоты колебаний конвейера вместе с материалом ω0 к частоте колебаний привода (вынужденной частоте) ω; λ = ω0/ω.
Основные преимущества вибрационных конвейеров: возможность транспортирования груза в условиях полной изоляции от окружающей среды в закрытых желобах или трубах; возможность выполнения одновременно с транспортированием других технологических операций — сушки, охлажнения, смешивания, просеивания и т.д.; малое изнашивание несущего элемента (трубы или желоба); сравнительная простота конструкции машины; возможность промежуточной загрузки и разгрузки; малый расход энергии при установившейся работе.
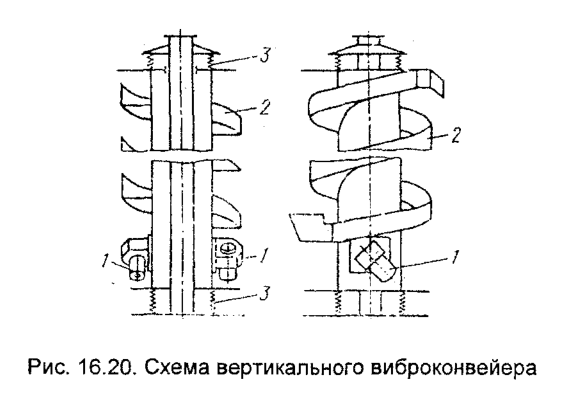
Наряду с горизонтальными вибрационными конвейерами в литейных цехах все большее применение находят вертикальные конвейеры для перемещения грузов по вибрационному желобу 2, идущему по винтовой линии вверх (рис. 16.20). Для этого желобу, установленному на пружины 3, сообщают возвратно-вращательное движение вокруг вертикальной оси и колебательное движение вдоль той же оси с помощью вибраторов 1. Материал движется так же, как и в горизонтальном желобе, посредством микрополетов, но при вертикальном транспортировании эти полеты совершаются не по прямой линии, а по непрерывно изменяющейся касательной. Максимальная высота вертикальных вибрационных конвейеров достигает 8 м; отношение высоты к внешнему диаметру винтового желоба может доходить до 10. С наибольшей скоростью транспортируются мелкокусковые и зернистые грузы (кокс, шлак, руда, песок, глина); с более низкой скоростью — пылевидные грузы (молотая глина, асбестовая крошка, молотый уголь, маршалит). При движении влажных нелипких грузов (например, сырой песок) создается более стабильный поток. При влажности более 12% скорость движения резко снижается. Влажные липкие материалы (например, сырую глину) нельзя транспортировать вибрационными конвейерами. Скорость перемещения грузов горизонтальными вибрационными конвейерами находится в пределах 0,1-0,3 м/с.
Угол наклона желоба вертикальных вибрационных конвейеров обычно не превышает 15-20°.
Вибрационные конвейеры значительно (в 3-4 раза) экономичнее ленточных, а вибрационные питатели экономичнее и легче ленточных, качающихся и тарельчатых питателей. Однако при транспортировании на расстояние более 50 м вибрационные конвейеры уступают ленточным конвейерам как по металлоемкости, так и по расходу энергии. Вертикальные конвейеры находят применение только в цехах, где нет площадей для размещения ленточных конвейеров, а высота подъема сухих сыпучих материалов относительно невелика (30-40 м).
Винтовые конвейеры
Винтовой конвейер — устройство, служащее для перемещения материала по желобу с помощью вращающегося винта (рис. 16.21). Он состоит из неподвижного желоба 7, закрытого сверху крышкой 3, приводного вала 8 с укрепленными на нем витками транспортирующего винта, концевых 2, 6 и промежуточных 4 опор, привода 1, загрузочного 5 и разгрузочного 9 устройств. При вращении винта груз перемещается витками винта по желобу.
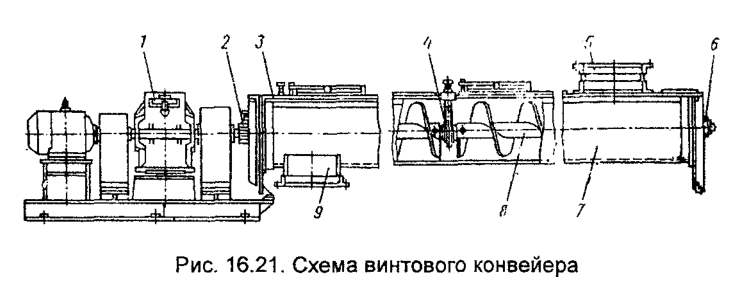
Винтовые конвейеры используют для транспортирования пылящих материалов (молотая глина, маршалит и т.д.); при этом легко обеспечивается герметичность. Винтовым конвейером можно транспортировать материалы не только по горизонтали, по и по наклонному и вертикальному желобам. Эти конвейеры нецелесообразно использовать для перемещения крупнокусковых, абразивных или слипающихся грузов.
Шаг винта обычно равен его диаметру или несколько меньше. Частота вращения винта зависит от плотности материала: для тяжелых материалов n = 0,8 с -1 , а для легких 1,5 ÷ 2,5 с -1 .
Пневматические транспортные установки
Пневматическим транспортированием называют перемещение грузов по трубам за счет перепада давления воздуха. В смеси с воздухом транспортируют главным образом порошкообразные и зернистые материалы (глину, уголь, песок, опилки и т.д.), реже сухой песок и формовочные смеси на расстояние до 2 км и на высоту до 100 м.
Пневматические транспортные установки подразделяются на всасывающие, нагнетательные и комбинированные.
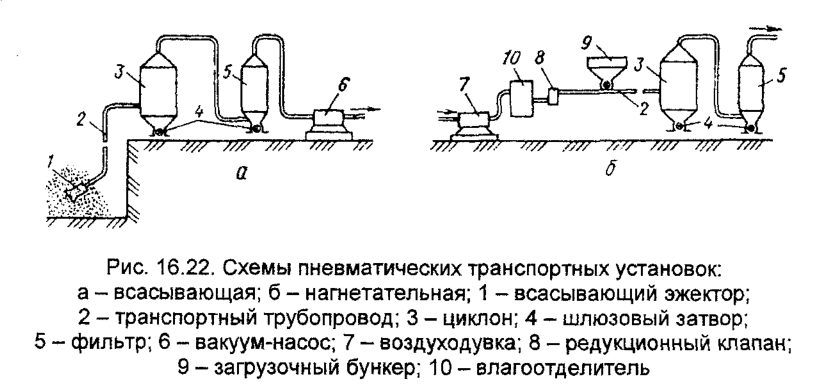
Принцип работы всасывающих установок основан на создании разрежения воздуха в транспортном трубопроводе (рис. 16.22, а). Всасывающие установки малопроизводительны, так как создать большое разрежение (более 10 кПа) затруднительно. Обычно же в литейных цехах работают всасывающие пневматические установки при разрежении не более 10 кПа для транспортирования пылевидных материалов на небольшие расстояния. Преимущества установок всасывающего типа в том, что материал можно забирать из разных мест, а кроме того, в случае нарушения герметичности трубопровода пыль не будет выделяться в цех.
Нагнетательные установки работают под действием сжатого воздуха, подаваемого в транспортный трубопровод (рис. 16.22, б). Эти установки используют для транспортирования тяжелых пылевидных и кусковых грузов на большие расстояния. Недостаток нагнетательных установок — выделение пыли в цех при нарушении герметичности трубопроводов, повышенное изнашивание трубопроводов в коленах.
Для создания необходимого перепада давлений воздуха в трубопроводе в нагнетательных установках применяют компрессоры и воздуходувки, а во всасывающих системах вакуум-насосы и вентиляторы высокого давления. В качестве питателей в пневмотранспортных системах используют винтовые и камерные.
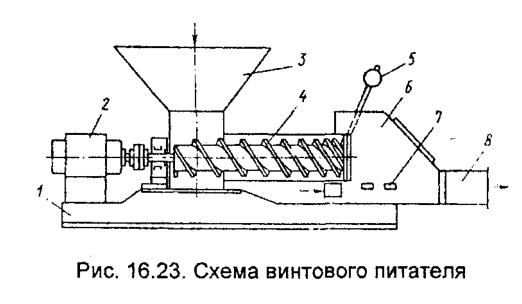
Винтовой питатель (рис. 16.23) — короткий винтовой (шнековый) конвейер, установленный на раме 1. Винт 4 питателя имеет переменный шаг, что позволяет во время работы уплотнять транспортируемый материал настолько, что постоянно сохраняется соответствующее давление сжатого воздуха в транспортном трубопроводе 8. Транспортируемый материал из загрузочной воронки 3 винтом 4 подается в смесительную камеру б. Степень уплотнения материала регулируется грузовым клапаном 5. В нижней части смесительной камеры расположены два ряда форсунок 7, через которые вводится сжатый воздух. Воздух аэрирует материал и вводит его в транспортный трубопровод 8, Преимущество винтовых питателей — небольшие габаритные размеры и простота в управлении, недостаток большая потребляемая мощность электродвигателя 2 и быстрое изнашивание. Камерный питатель (рис. 16.24, а, б) представляет собой цилиндрический сосуд со сферическим верхним и коническим нижним днищами с верхней или нижней выдачей материала. Загрузка происходит через верхнюю горловину большого сечения с конической, герметично закрывающейся изнутри крышкой. Сжатый воздух, поступая от компрессора и проходя через материал в камере, стремится уйти через транспортный трубопровод и увлекает за собой материал.
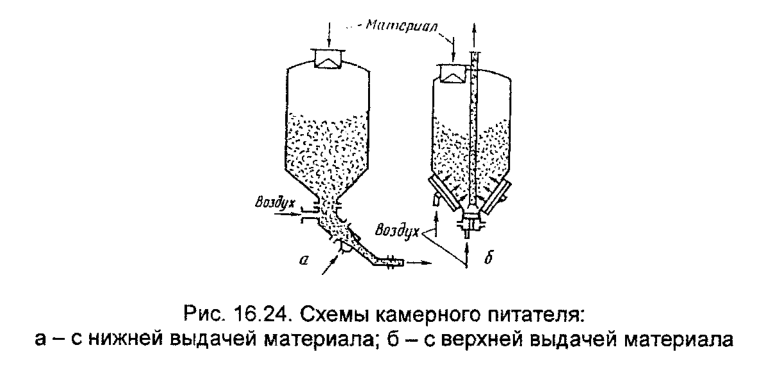
Питатель с верхней выдачей материала обеспечивает лучшее рыхление материала, что способствует более производительному его транспортированию.
Чтобы предохранить колена трубопроводов от изнашивания, используют специальные защитные устройства, одно из которых изображено на рис. 16.25.
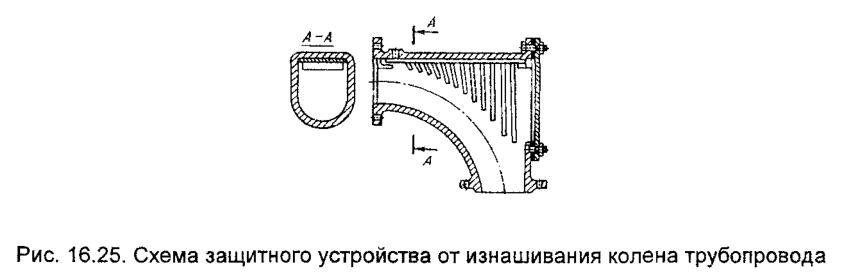
Нагнетательные установки используют не только для перемещения сыпучих материалов, но и для транспортирования штучных грузов (доставка образцов стали, формовочной смеси и других материалов в экспресс-лабораторию для анализа). Груз помещается в специальные патроны, которые и перемещаются со скоростью 6-10 м/с в трубопроводах под давлением сжатого воздуха.
Разновидностью пневмотранспорта являются аэрожелоба, применяемые для транспортирования песка, молотого угля, молотой глины, маршалита и других порошкообразных материалов на небольшие расстояния (до 50 м). Аэрожелоб (рис. 16.26) для транспортирования и охлаждения песка представляет собой наклонное корыто 9 с дверкой 10 для осмотра и с горизонтальным перфорированным полотном 5, на котором перемещается песок, поступающий по лотку 7. Воздух под давлением 2,5-3,0 кПа нагнетается вентилятором 8 под полотно и в виде мельчайших струек проходит через песок и приводит его во взвешенное состояние. Благодаря наклону желоба и движению потока вентиляционного воздуха в движение приходит и аэросмесь (смесь воздуха с материалом). В верхней части желоба, кроме вентиляционных трубопроводов 5, 6, имеется песколовушка 4. Охлажденный песок поступает по лотку 2 в бункер 1.
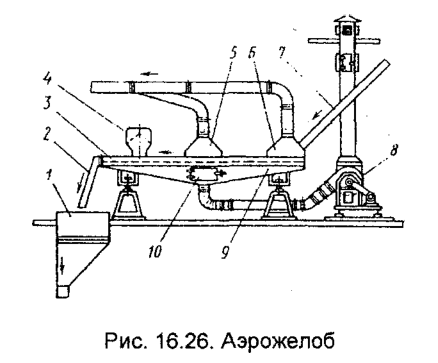
Преимущества пневматического транспорта — возможность транспортирования по сложной трассе и расположения трубопроводов в любом направлении; совмещение транспортирования материала с технологическими операциями (сушка, охлаждение, отбор мелких фракций и т.д.); почти полная автоматизация транспортирования. Недостатки — большой расход энергии; повышенное изнашивание трубопроводов; необходимость тщательной очистки отработанного воздуха от пыли перед выбросом его в атмосферу; невозможность транспортирования влажных и липких грузов (готовая формовочная смесь); повышенное дробление транспортируемого материала (формовочный песок).
Наибольшее распространение в литейных цехах получили всасывающие пневматические установки. В последнее время наблюдается тенденция к более широкому применению нагнетательных пневмотранспортных установок низкого давления, а значит, и малых скоростей движения материала. При этом уменьшается изнашивание трубопроводов, повышается надежность работы всей системы. Для того чтобы поддерживать давление воздуха постоянным по всей трассе, прибегают к промежуточной подаче воздуха в транспортный трубопровод.
Безрельсовые транспортные машины
К безрельсовым транспортным машинам литейных цехов относятся электрокары, автокары и автопогрузчики.
Электрокары и автопогрузчики — наиболее распространенный вид безрельсового внутрицехового транспорта в современных литейных цехах, особенно массового производства.
Электрокар (рис. 16.27) приводится в движение одним или несколькими электродвигателями постоянного тока, получающими питание от аккумуляторных батарей. Аккумуляторные батареи — наиболее ответственная часть электрокара, их устанавливают обычно рядом с местом водителя. Электрокар прост в обслуживании и управлении, маневрен, безопасен в пожарном отношении. При его работе не выделяются отработанные газы, он не производит шума при движении, пуске и остановке в помещениях.
Электрокар обычно имеет подъемные платформы и грузовые подставки, поэтому для погрузки и разгрузки не требуется применения физической силы. Для зарядки аккумуляторных батарей электрокаров специально оборудуют зарядные станции. В целях безопасности тормозная система ходовой части электрокара выполнена таким образом, что при снятии ноги водителя с площадки управления электрокар мгновенно останавливается и обесточивается. Автокары по внешнему виду почти ничем не отличаются от электрокаров. Вместо электродвигателя и батарей питания автокар имеет обычный бензиновый двигатель.
Автокары выполняют в цехе ту же работу, что и электрокары, но менее распространены. Это объясняется прежде всего тем, что они создают шум во время работы, сложнее в управлении и обслуживании, а отработанные газы загрязняют атмосферу цеха. Для погрузки и перевозки крупногабаритных грузов как внутри цеха, так и для межцеховых перевозок используют автопогрузчики.
Автопогрузчик смонтирован на базе автошасси, но расстояние между его передними и задними колесами значительно меньше, чем у обычных автомобилей, что делает его весьма маневренным. Вместо кузова автопогрузчик снабжен двумя вертикальными колоннами-направляющими для движения по ним тяговой цепи с вилочными захватами или специальной платформой для захвата, подъема и транспортирования грузов.
Напольно-рельсовый внутрицеховой транспорт
Для перемещения тяжелых грузов между пролетами на небольшие расстояния во многих литейных цехах применяют самоходные напольно-рельсовые тележки, которые могут быть неприводными и приводными. Неприводные тележки перемещаются по рельсам с помощью специальной лебедки и канатов. Тяговая лебедка с барабаном для намотки каната, как правило, расположена в приямке ниже уровня пола. У приводной (самоходной) тележки с электромеханическим приводом электродвигатель с редуктором находится на самой тележке, а питание к электродвигателю подается по специальному кабелю или через троллеи, встроенные в приямке между рельсами. Приямок обычно закрыт съемными плитами, а для токосъемника оставляется лишь узкая щель. Колея самоходных тележек обычно 1524 или 750 мм.
В новых цехах стараются избегать применения рельсового транспорта, так как он менее удобен, чем безрельсовый.
Оборудование
ПРОВЕРЕННЫЕ АНГЛИЙСКИЕ ТЕХНОЛОГИИ, ОТТОЧЕННЫЕ ВЕКАМИ



Литейное оборудование Eurotek – английские технологии на украинских предприятиях
Для эффективного литейного производства требуется специальное оснащение. Чтобы повысить качество продукции, увеличить объемы предприятия, минимизировать трудовые ресурсы, снизить влияние человеческого фактора на технологический процесс, необходимо использовать современные автоматизированные установки, агрегаты и приборы, технические характеристики которых отвечают требованиям действующих стандартов безопасности. Литейное оборудование, поставляемое из Великобритании, имеет сертификаты соответствия и гарантии от производителя.
Характеристика ассортимента
ООО «Укрфаворит» предлагает целый комплекс специализированных установок и агрегатов, необходимых для осуществления работ, связанных с производством высококачественных отливок. Компания поставляет оборудование для литейных цехов, литейно-механических, сталелитейных, машиностроительных и других заводов Украины:
- высокоскоростные смесители песка Triton. Производительность установки – до 60 тонн в час. Благодаря оснащению смесителя инверторным двигателем агрегат работает в энергосберегающем режиме, что обеспечивает экономию энергоресурсов и, соответственно, снижение себестоимости продукции. Оборудование способствует равномерному распределению компонентов XTC-смеси. Лопатки для перемешивания изготовлены из высокопрочного чугуна. Характеризуются устойчивостью к механическому износу и увеличенным эксплуатационным ресурсом;
- установки регенерации смеси Trojan. Оборудование характеризуется эргономичной формой и компактными размерами, поэтому не требует много свободного пространства для размещения. Установка применяется в цехах, где ценится каждый квадратный метр. Для удобства монтажа и проведения ТО узлы устанавливаются на общую стальную платформу;
- манипуляторы форм Titan. Каталог включает оборудование с гидравлическим, пневматическим или электроприводом. ООО «Укрфаворит» реализует манипуляторы для сборки и транспортировки литьевых форм различных габаритов, что позволяет каждому предприятию подобрать для себя оптимальный вариант агрегата в зависимости от требований технологического процесса;
- комплектующие для оборудования литейного производства. ООО «Укрфаворит» поставляет насосы для смесителей, которые применяются для производства XTC-смеси, узлы контроля работы миксера и управления технологическим процессом и др.
Установки для литейного производства Eurotek идут с руководством по эксплуатации.
Английские технологии, доступные украинским предприятиям
ООО «Укрфаворит» поставляет на отечественные литейные заводы и комбинаты европейское оборудование, которое позволяет выпускать продукцию эталонного качества. Компания предоставляет услуги в комплексе. Она оказывает помощь при подборе установок для литейного производства, настройке агрегатов, в решении проблем с технологией, обучением кадров.
Преимущества сотрудничества с ООО «Укрфаворит» в цифрах:
- осуществили запуск оборудования на 9 литейных предприятиях;
- организовали 460 командировок техотдела на заводы Украины;
- выполнили 40 переводов предприятий с одного процесса на другой;
- провели 1 500 испытаний на 500 литейных заводах;
- составили более 400 техотчетов.
Компания «Укрфаворит» более 12 лет успешно работает на отечественном литейном рынке, предлагает 100% поддержку предприятиям Украины на всех этапах сотрудничества. Обращайтесь!
Источник http://hanyndra.ru/pension/chto-delayut-v-liteinom-cehe-fasonno-liteinyi-ceh-vybor-obosnovanie.html
Источник http://metallurgist.pro/plastinchatye-konvejery/
Источник http://ukrfavorit.com.ua/oborudovanie/

