Содержание
Муфты для соединения труб

При создании трубопроводов, в независимости от типа и назначения, применяются муфты для соединения труб. Технология их установки напрямую зависит от материалов, из которых производится трубная арматура. Рассмотрим подробно все ее виды, не требующих сварки.
Как выглядят муфты для металлических труб

Для соединения металлических труб можно использовать разные детали: в магазине их продается множество. Благодаря муфтам тип соединения элементов трубопровода может быть любым. По своей сути муфты, о которых мы сейчас говорим, являются одним из видов фитингов и выполняют функцию объединения. Крепятся эти детали к металлическим трубам при помощи резьбы, которая может быть как внутри нее, так и снаружи (существуют варианты с резьбой на обеих сторонах).
Муфта – это полая деталь цилиндрической формы, выполненная из металла или другого материала (необходимо подбирать для конкретного трубопровода). Сейчас пользуются большим спросом изделия из полипропилена для соединения пластиковых труб. Муфты могут быть как соединительными, так и переходными. Если это деталь переходная, то при ее монтаже для лучшего соединения необходимо использовать такие материалы, как ФУМ-лента и льняная нить.
Обратите внимание! Переходные муфты монтируют в случае стыковки труб разных диаметров.
Муфта также может быть комбинированной. Она необходима для соединения труб, изготовленных из разных материалов. Такие муфты имеют особую резьбу, которая позволяет без лишних усилий соединить, например, металлические трубы с пластиковыми и т. д.
Трубы из металлопластика и особенности их монтажа с муфтой
Для стыковки металлополимерной трубной продукции муфты задействуют нечасто. Соединительные элементы, имеющие по обе стороны фитинги с одинаковым диаметром, используют для сращивания участков короткой протяженности.
Металлопластиковые трубы небольшого сечения реализуют в бухтах и их приобретают в нужном количестве. При этом весьма востребован один из видов муфт, представляющий собой переходник на трубную резьбу. При необходимости поменять в доме подводку на металлопластиковую продукцию требуется обновление вентиля и трубы, идущей после него. А в этом случае использование переходника необходимо.

Чтобы смонтировать муфтовые соединения трубопроводов при прокладке металлопластиковой магистрали, поступают следующим образом:
- На наружную резьбу, на которую нужно навернуть муфту, двигаясь по часовой стрелке, наматывают лен, смоченный в натуральной олифе и покрытый свинцовым суриком. Его применение считается самым надежным и долговечным вариантом герметизации мест стыка. По мнению специалистов, использование льна и любой краски является также неплохим способом. Дело в том, что эти непропитанные натуральные волокна гигроскопичны и подвержены процессу гниения, а под действием высокого давления синтетические герметики могут быть выдавлены.
- Переходник наворачивают на наружную резьбу с незначительным усилием, используя при этом рожковый или разводной ключ, а вот трубный оставляет царапины.
- Потом на трубу нанизывают накидную гайку и разрезное кольцо, а изнутри снимают фаску с трубной поверхности.
- На штуцер помещают трубу и потом затягивают накидную гайку, придерживая корпус фитинга при помощи другого ключа. Одновременно разрезное кольцо на штуцере станет обжимать трубопровод и уплотнительные кольца. Главное при этом не сдвинуть эти резиновые колечки.
У муфты для соединения труб должны быть те же размеры, что и у металлопластиковой трубной продукции. Наиболее востребованы изделия с параметрами 16,20,26 и 32 миллиметра.
ПНД арматура
Фитинги, используемые для полиэтиленовых (ПНД) или полипропиленовых труб, представляют собой толстостенную трубку. Ее внутренний диаметр должен быть таким, чтобы трубы входили в нее при приложении небольшого усилия.
 Различные типы муфт под ПНД арматуру
Различные типы муфт под ПНД арматуру
Монтаж соединения производится при помощи низкотемпературной пайки, в указанной ниже последовательности:
- снимаются фаски с трубы и муфты;
- выставляется уровень рабочей температуры на паяльной станции, как правило, в диапазоне от 260 до 280°С;
- подбирается насадка, диаметр которой подходит для соединительной арматуры;
- зачищается армированный слой (если он снаружи используется шейвер, внутри – торцеватель);
- труба и муфта вставляются в соответствующие насадки, и производится включение паяльной станции;
- после оплавления поверхностей трубы вставляются в соединительную арматуру и удерживаются около 10 секунд, пока надежно не зафиксируются.
Нельзя допускать прокручивания в процессе соединения, поскольку из-за этого с большой долей вероятности нарушится целостность или герметичность конструкции. Цена соединительной арматуры невысокая, есть возможность устанавливать гибкие муфты, но для монтажа потребуется купить станцию холодной пайки.
Полипропиленовые муфты
Фитинги для такой разновидности трубопроводов представляют собой очень простую конструкцию. Это просто отрезок толстостенной трубы, который имеет диаметр, незначительно превышающий диаметр соединяемой трубы. При этом труба в муфте «гулять» не должна, наоборот – чтоб её вставить в муфту, нужно приложить определённое усилие.
Монтаж
Установка осуществляется следующим образом:
- В первую очередь необходимо снять фаски: внешнюю с трубы и внутреннюю с муфты.
- Если есть возможность, следует задать температуру на паяльнике около 270 градусов. Далее нужно установить насадку, которая соответствует диаметрам сплавляемых изделий.
- Если труба имеет алюминиевое армирование, то её нужно зачистить.
- Далее необходимо насадить фитинг на узкую часть насадки, а трубу вставить в широкую. Держать их нужно 5-10 секунд. Не рекомендуется давить на детали во время пайки и держать их на паяльнике дольше.
- В конце следует снять детали с паяльника и вставить трубу в муфту.
Важно! Вставлять трубу надо прямо, не проворачивая. В ином случае могут образоваться волны на поверхности, что может сильно снизить надёжность соединения.
Полипропиленовая муфта монтируется на расплавленный специальным паяльником конец трубы
Трубная арматура ПВХ
Соединительная муфта для этого вида представляет собой короткую трубу, у которой имеется два раструба, с находящимися на них резиновыми уплотнителями.
 Соединительная арматура ПВХ
Соединительная арматура ПВХ
Сборка пластиковых канализационных труб не представляет сложности, все что требуется предварительно сделать – снять с них внешнюю фаску и избавится от заусениц. Если возникла ситуация при которой резиновые кольца не обеспечивают необходимую плотность, допускается применение герметика на силиконовой основе.
Если планируется проводить бытовую канализацию с использованием двухслойных труб Корсис, то для них потребуется специальная муфта, принцип монтажа при этом не меняется.
 Муфты Корсис
Муфты Корсис
Чугунная трубная арматура
Соединение чугунных труб может быть выполнено двумя различными способами:
- используя муфту, на которую установлены уплотнители из резины. Монтаж такого соединения практически не отличается от сборки канализации пластикового типа;
 Муфты под чугунную арматуру
Муфты под чугунную арматуру
- применяя технологию зачеканки стыков, чертеж-схема такого соединения изображена на рисунке.
 Чертеж-схема чеканки стыков чугунной трубной арматуры
Чертеж-схема чеканки стыков чугунной трубной арматуры
Особенности монтажа по этой технологии требуют небольших пояснений к процессу:
- чтобы выполнить подобное соединение, необходимо обеспечить полный доступ к любой части устанавливаемой конструкции. Могут возникнуть проблемы, когда установка производится вплотную к стене, в этом случае понадобится выдолбить ее часть;
- чеканка стыка производится специальным уплотнителем – каболкой. Она представляет собой волокно органического происхождения, которое пропитывается маслом;
Полиэтиленовые муфты
Фитинги для полиэтиленовых трубопроводов делятся на следующие разновидности:
- компрессионные;
- электрические;
- защитные.
Каждый из видов подразумевает свой способ монтажа.
Компрессионными соединительными муфтами для трубопроводов можно объединять трубы как одинакового диаметра, так и разного. Кроме того, существуют специальные фитинги, которые имеют внутреннюю или внешнюю резьбу для соединения со стальными трубами, вентилями или другими изделиями, которые имеют резьбу. Таким образом, данная разновидность соединителя универсальна.
Монтаж в этом случае достаточно прост.
- Сначала частично разбирается сам фитинг, на пол-оборота ослабляется накидная гайка.
- Труба очищается от пыли, ножом или фаскоснимателем подрезается наружная фаска.
- На трубе отмечается глубина, на которую она должна войти в фитинг.
- Ввести трубу в муфту до отметки.
- Полностью затянуть натяжную гайку.
Несмотря на то, что гайку необходимо затянуть полностью, нельзя прикладывать чрезмерное усилие при этом процессе. В противном случае, можно повредить соединитель.
Полезный совет! Для того, чтоб труба лучше входила в муфту, её рекомендуется смазать жидким мылом.
Электрические муфты применяют для соединения полиэтиленовых труб
Электромуфта представляет собой соединитель, внутри которого расположен нагревательный элемент. Монтаж в этом случае также является достаточно простым. Нужно лишь иметь источник питания – специальный аппарат.
Проводится установка таким образом:
- Почистить трубу от пыли и снять верхний слой полиэтилена в месте монтажа.
- Установить соединитель на трубу.
- Подать питание на клеммы фитинга.
- По окончанию нагревания отключить провода.
- Оставить конструкцию на 20 минут.
Благодаря нагревательному элементу, полиэтиленовые составляющие плавятся. После отключения питания они застывают и образуют практически монолитное и очень надёжное соединение.
Защитные же муфты используются в случае прокладки трубопровода через железобетонные стены. Постоянный контакт с железобетоном может негативно сказаться на полиэтилене, поэтому рекомендуется использовать такую защиту. Муфта представляет собой цельное кольцо, которое устанавливается в стене. Через это кольцо и следует проводить трубопровод. Установив подобную защиту, можно не переживать о влиянии железобетона на полиэтилен.
Муфты для металлических труб (чугун)
Для соединения металлических труб из чугуна можно воспользоваться одним из двух следующих способов:
Использовать при монтаже резиновый уплотнитель. Такое соединение очень похоже на стыковку пластиковых труб. Однако изделия из чугуна, как известно, тяжеловесны, что усложняет процесс установки.
Использовать соединительные муфты для металлических труб под чеканку. Этому типу соединения уже более века. Его отличает наличие двух раструбов, имеющих противоположную направленность.
Для монтажа канализаций, выводящих сточные воды и прочие вещества, используются металлические трубы из серого чугуна, отличающегося особой прочностью. Если их установку осуществить аккуратно с выполнением всех требования, то трубопровод может прослужить до 50 лет. Металлические трубы из чугуна могут быть как с раструбами, так и без них. Для соединения гладких элементов подходят следующие виды муфт:
Надвижные. Их монтаж происходит скрытым способом. Демонтировать такие муфты не получится без разъединения магистрали.
Ремонтные свертные. Эти муфты включают в себя две основные части с резиновой или пластиковой прокладкой. Кроме того, в этих деталях имеются специальные хомуты и разъемы для соединения. Их достаточно часто устанавливают на тех участках металлических труб, которые приходится часто ремонтировать.
Пластиковые. Эти муфты для соединения металлических труб могут использоваться не однократно, что и отличает их от прочих.
Каболка для чеканки
- прежде чем переходить к чеканке, необходимо убедиться, что арматура зашла в муфту на максимальную длину, в противном случае уплотнитель будет проваливаться;
- каболку набивают в стык равномерно по окружности, делая несколько витков. Для чеканки можно воспользоваться самодельным инструментом, например, куском расплющенной на конце арматуры, его фотография представлена ниже.
 Самодельный инструмент для чеканки
Самодельный инструмент для чеканки
- забив пространство в стыке на две трети уплотнителем, оставшееся место заполняется раствором на цементной основе.
Прокладка стальных трубопроводов
Муфты для соединения металлических труб из стали бывают двух видов:
- резьбовыми;
- компрессионными.
Резьбовые изделия имеют вид толстостенного цилиндра, изготовленного из нержавейки или черной стали с односторонней внутренней резьбой. Процесс соединения несложен: трубы, имеющие короткую резьбу, вкручивают с двух сторон в муфту. Способ герметизации места стыковки ранее описан в статье.
Когда резьбовая муфта сделана полностью из стали, при выполнении соединения можно без опаски прикладывать усилия. Но у этого элемента имеется значительный недостаток: в результате наличия конденсата его разборка весьма затруднена. По этой причине при монтаже стальных трубопроводов отдают предпочтение резьбовым муфтам из чугуна или латуни, поскольку с ними не возникают проблемы.

В случае, когда при монтаже трубы нельзя поворачивать вокруг оси, применяют способ соединения со сгоном:
- На длинную резьбу наворачивают контргайку и муфту.
- Короткую резьбу на сгоне вворачивают в вентиль, потом в муфту, далее в корпус фильтра и т.д. Проводить герметизацию стыка нужно обязательно.
- Наружную резьбу подматывают с длинной стороны сгона (про «Какие сгоны для труб наиболее эффективны и надёжны – виды и особенности»).
- Потом на нее по длинной резьбе сгоняют муфту.
- Контргайку используют следом за муфтой с обязательной герметизацией места стыка.
Муфты компрессионные применяют с уплотнительным кольцом и накидной гайкой. Внешне они похожи на подобные изделия, предназначенные для металлополимерной трубной продукции, и монтируют их почти также.

Особенности стыковки труб при помощи этих муфт выглядят следующим образом:
- Соединение получается легкоразъемным.
- Не нужна резьба.
- Требуется обработка наружной поверхности труб. При этом зачищают ржавчину, остатки краски и любые неровности.
- Механически такое соединение не настолько надежно, как резьбовое, в результате чего трубу можно легко вырвать из муфты. По этой причине ее желательно дополнительно зафиксировать.
Специалисты советуют использовать такие изделия при необходимости временно отремонтировать водопровод. Например, в качестве альтернативы методу сварки, когда ржавчина на сливном бачке разрушила резьбу под шланг. В таком случае лучшим решением станет использование комбинированной муфты, у которой с одной стороны компрессионный фитинг, а с другой — резьба.
При помощи муфт можно соединять не только выше названные виды труб, но и трубную продукцию из керамики, сшитого полиэтилена и асбестоцемента.
Как устанавливать муфты для металлических труб
Каким бы ни был диаметр соединяемых металлических труб и тип муфты (металлическая или электросварная), необходимо подготовить их поверхности в соответствии со всеми требованиями. Трубы с видимой стороны нужно очистить от пыли и других загрязнений, для этого иногда даже может потребоваться снятие верхнего слоя при помощи скребка.
- Фланцевое соединение.
Использование таких фитингов актуально для соединения двух металлических труб с большими диаметрами. Сначала на металлическую трубу устанавливают одну часть детали, и только потом вторую. Соединение обеспечивает прорезиненное прижимное кольцо. Такое соединение называется резьбовым тогда, когда на патрубке имеется резьба.
- Монтаж компрессионных элементов.
Сначала необходимо раскрутить фитинг до такой степени, чтобы он легко обхватывал металлическую трубу. После этого нужно деталь примерить и сделать на трубе метки, благодаря которым установка пройдет легче: будет видно, каким образом следует скорректировать положение муфты. Также для упрощения этого процесса нужно смазать поверхность металлической трубы (можно просто мылом). Теперь стыкуем элементы трубопровода и закручиваем накидную гайку. Сварка не требуется, так как данный способ соединения очень надежный.
- Установка электросварных муфт.
Монтаж электросварных муфт требует тщательного очищения от грязи и пыли металлических труб. После этого при помощи специального инструмента нужно обрезать концы элементов и как следует зачистить стыки. Рекомендуем сделать это скребком, так как он удалит тонкий верхний слой металла. Для того чтобы несколько уменьшить диаметр элемента и сделать его вхождение в муфту более легким, можно воспользоваться хомутом.
После монтажа муфты нужно подключить аппарат, подающий электроэнергию для проведения сварочных работ. Заметим, что чем больше диаметр металлических труб, тем сильнее нужно нагревать места стыковки, кроме того, установку придется проводить в несколько этапов. Сначала нужно соединить муфту с одной металлической трубой, и только потом с другой.
Спираль нагревается под воздействием напряжения, а от нее плавится пластик. При этом процессе на элементы воздействуют высокие температура и давление, что в итоге приводит к смешению расплавленных материалов контактирующих изделий, которые при застывании образуют неразъемное соединение (на это уйдет около получаса). Теперь необходимо проверить герметичность полученного соединения.
- Монтаж муфт на чугунные трубы.
Если требуется соединить две металлические трубы с гладкой поверхностью, то следует воспользоваться муфтой под зачеканку из серого чугуна. На этих деталях расширитель находится по обе сторону.
Монтаж муфты к металлическим чугунным трубам осуществляется вставкой до упора концов труб в раструбы.
После этого металлические трубы необходимо дополнительно уплотнить каболкой или графитовым сальником для придания всей конструкции большей прочности и надежности.
Если вы заметили, что муфте необходима чеканка, то это нужно сделать раствором на основе цемента или асбестоцементом. Следует полностью залить деталь подходящим раствором.
Важно! Заливать стыки раствором можно только после завершения монтажа трубопровода. Если вы решите пренебречь этим правилом, то раствор пойдет трещинами, что негативно скажется на герметизации металлического трубопровода и, соответственно, его функционировании.
- Монтаж муфт на стальные трубы.
Для осуществления монтажа стальных труб сначала нужно обрезать края заготовок, при этом нужно следить за тем, чтобы срез был ровным. После этого к месту среза прикладывается соединительная муфта таким образом, чтобы ее центр находился напротив трубы. Теперь необходимо сделать ее разметку маркером, благодаря которой можно будет понять положение муфты.
После этого нужно обработать концы соединяемых элементов силиконовой смазкой и только теперь вставить трубы в муфту, ориентируясь на сделанные ранее метки. Вторую трубу нужно выровнять по оси первой (с учетом меток), одеть на нее муфту и закрепить.
Наша компания «СантехСтандарт» является поставщиком инженерной сантехники в России с 2004 года. Сотрудничая с нами, вы приобретаете следующие преимущества:
качественную продукцию по разумным ценам;
постоянное наличие продукции на складе в любых количествах;
доставку товара в регионы через любые транспортные компании;
индивидуальный подход и гибкую работу с каждым клиентом;
скидки и различные акции для постоянных клиентов;
сертифицированную и застрахованную продукцию;
зарегистрированные в России торговые марки, что является дополнительной защитой от некачественных подделок.
Специалисты нашей компании «СантехСтандарт» готовы помочь выбрать сантехническое оборудование как частным лицам, так и компаниям. Вам нужно всего лишь обратиться по телефонам:
Монтаж муфт для труб ПНД
В ходе монтажа систем газо- и водоснабжения, поливной или дренажной системы возникает необходимость соединения труб из полиэтилена между собой в непрерывную сообщающуюся систему. Универсальным материалом для этих целей служит муфта для труб ПНД.

Ассортимент ПНД муфт
Применение муфтовых соединений в конструкциях трубопроводов
Муфта – это фасонный элемент небольшого размера, на концах которого имеется резьба. При работе с полиэтиленовыми трубами применяются, соответственно, муфты, выполненные из полиэтилена низкого давления методом экструзии.
Спектр применения таких муфтовых соединений довольно широк. Он включает в себя такие виды коммуникаций:
- Отопительную.
- Газопроводную.
- Канализацию.
- Водоснабжение.
Плюсы использования полиэтиленовых муфт
Отличные эксплуатационные качества и технические характеристики, которые демонстрирует муфта на трубу ПНД, по большей части, обусловлены свойствами полиэтилена низкого давления, из которого она изготовлена. Перечислим их:
- Экологичность. Уникальное свойство полиэтилена проявлять стойкость к агрессивному воздействию различных повреждающих веществ.
- Тепло- и морозостойкость. Аналогично изделиям из ПВХ, муфты ПНД устойчивы к скачкам температуры. Они отлично переносят как морозы до -20 °С, так и жару вплоть до +50 °С. Это обеспечивает удобство установки и эксплуатации трубопровода.
- Низкая цена. Соотношение низкой цены и высокого качества – существенное преимущество, особенно при необходимости установки коммуникаций большой протяженности.
- Простота монтажа. Установка такого соединения не требует ни специальных навыков и инструментов, ни большого количества времени. В случае возникновения аварии либо при текущем ремонте замена муфты происходит быстро и без особых усилий.
- Долговечность. При соблюдении условий эксплуатации срок службы данных изделий достигает нескольких десятилетий.
- Надежность. Свойства полиэтилена обеспечивают максимальную устойчивость трубопроводов к механическим деформациям.
Монтаж различных типов муфт
При строительстве трубопроводов используют описанные ниже типы муфт.
Соединительные муфты
Простейшим вариантом для соединения двух и больше полиэтиленовых труб с равными диаметрами в протяженные линии коммуникаций являются муфты соединительные для труб ПНД. В процессе монтажа полиэтиленовую трубу вставляют в специальную пластиковую втулку и с усилием фиксируют там.

Соединительные муфты ПНД
Затем гайку-крышку прижимают, прокрутив ее впритык в сторону движения часовой стрелки. Этот соединительный элемент гарантирует поддержание в трубопроводной системе оптимальной проходимости и постоянного давления.
Компрессионные муфты
Для надежного соединения участков труб небольшого диаметра, содержащих повороты, разветвления или стыки, служат муфты компрессионные для ПНД труб. Кроме того, они применяются в коммуникациях, состоящих из труб разного диаметра или из разных материалов, например, ПНД и металла. По форме и виду резьбы различают следующие элементы, с помощью которых в трубопроводе крепится труба ПНД: муфта, тройник, отвод, заглушка.

При помощи данного соединительного элемента можно не только выполнить разветвление труб, но даже изменить их сечение.
Рассмотрим, как выполнить соединение компрессионной муфты с трубами своими руками:
- Обрезать края трубы перпендикулярно оси при помощи полосовой или циркулярной пилы.

Монтаж компрессионной муфты
- Скосить кромки, зачистить заусенцы, выровнять поверхность края трубы.
- Расположить синюю гайку муфты (предварительно открученную) за белым зажимным кольцом, которое должно быть направлено в сторону муфты.
- Вставить с усилием трубу в тело муфты, двигая зажимное кольцо до упора.
- Затянуть синюю гайку сначала вручную, затем с помощью специального инструмента.
Электросварные (редукционные) муфты
Электросварные муфты для труб ПНД предназначены для соединения труб электросварным методом путем расплавления полиэтилена. Термоспираль нагревает муфту и края трубы ровно до того момента, когда полиэтилен начинает расплавляться. После остывания соединение твердеет.
Приведем пошаговое руководство по выполнению электромуфтового соединения методом сварки:
- Подготовка поверхности к сварке путем очищения от жира и загрязнений.

Зачистка и обезжиривание поверхности трубы
- Включение токоподающего аппарата, нагревание закладных элементов электромуфты. Они, в свою очередь, расплавляют прилегающий слой полиэтилена.
Электросварное соединение труб
- Увеличившаяся в размере за счет нагрева труба, ограниченная по периметру муфтой, создает давление, достаточное для сварки.
- Отключение питающего аппарата. Полученное путем сварки соединение гомогенизировалось и со временем после остывания будет окончательно готово.
Сварочное соединение является универсальным и довольно эффективным. Оно обеспечивает высочайшую прочность и герметичность конструкции трубопровода. Соединительный узел, выполненный этим методом, становится абсолютно аналогичен однородному участку трубы.
Тем не менее, при выборе метода соединения элементов коммуникационной конструкции должны браться во внимание как условия эксплуатации трубопровода, так и подаваемая по трубам среда. На основании всех данных делается выбор в пользу того или иного способа.
Пайка полиэтиленовых труб встык и с помощью электромуфты


В настоящее время и для ремонта, и для конструирования самых разных водопроводных сетей используют трубы из полиэтилена, причем в процессе конструирования обязательно необходимо выполнить надежное соединение полиэтиленовых труб. Такие трубы отличаются целым рядом достаточно существенных преимуществ:
- длительным сроком эксплуатации;
- приемлемой ценовой категорией;
- простотой в установке.
Именно это и обеспечивает им такую высокую популяризацию. На сегодняшний день известно, как паять полиэтиленовые трубы, а также несколько других вариантов соединения труб из полиэтилена. Все они будут рассмотрены в данной статье.
Способы соединение ПЭ труб
Трубы из полиэтилена: их соединение
Вопрос о соединении полиэтиленовых труб с водозапорной арматурой и между собой встает при устройстве сетей водопровода.
Так, соединения полиэтиленовых труб, в зависимости от своего функционального назначения, разделяются на две группы:
- разъемные – они могут быть разобраны в течение эксплуатационного срока:
- зачастую разъемное соединение производят при помощи же фланцевого соединения, то есть при использовании обычных стальных фланцев.
- а вот цанговые соединения осуществляют при помощи компрессионных фитингов на малых диаметрах труб.
- неразъемные – при эксплуатации их разборка не требуется. Неразъемное соединение труб из полиэтилена производится при использовании:
- стыковой сварки;
- сварки муфтой с закладными электрическими нагревателями (сварки с электрофузионной муфтой).
Приведем технологию проведения каждого вида соединений.
Сварка при помощи электромуфты
Сварка встык с использованием нагретого инструмента
Данная технология монтажа применяется многие годы для монтажа труб из полиэтилена, диаметр которых 63 мм или же более.
Трубы, подготовленные к пайке в стык
Итак, рассмотрим как соединить полиэтиленовые трубы:
- Концы деталей, которые подлежат соединению, или (и) труб, подлежащих свариванию, устанавливаются в центраторе машины для стыковой сварки. Торцы труб после фиксации и выравнивания очищают от пыли и грязи чистой салфеткой из х/б ткани. После этого свариваемые поверхности, используя торцующее устройство, подвергают механической обработке.
- Получив равномерную стружку, толщина которой не более 0,5 мм, производится извлечение торцующего устройства и проверка взаимной параллельности труб. При наличии между свариваемыми поверхностями зазора, который превышает допустимое значение, повторно проводится операция торцовки.
- После чего производится нагрев торцов деталей, подлежащих соединению, или (и) свариваемых труб при помощи нагревательного инструмента с антипригарным покрытием на поверхности. После окончания нагрева и оплавления торцов поверхности, которые подлежат свариванию, разводят, и нагревательный элемент извлекают из зоны сварки.
Трубы с нагревательным элементом
- Свариваемые поверхности в течение небольшого промежутка времени смыкают, а затем начинают равномерно поднимать давление прижима до необходимого значения. Свариваемый шов с данным давлением выдерживают необходимый промежуток времени, в течение которого стык охлаждается.
Электромуфтовое соединение
Необходимое оборудование
Сварочный аппарат и муфта
Данное соединение выполняется при помощи электромуфты, то есть муфты для соединения полиэтиленовых труб с закладными электронагревательными элементами. Данное соединение рассчитано на такое давление, которое достигает 16 Атм.
Электромуфтовое соединение считается более затратным экономически, чем сварка стыковая. Хотя в условиях высокой стесненности, при отсутствии возможности размещения габаритного аппарата предназначенного для стыковой сварки, незаменимой становится именно электромуфтовая сварка.
Наиболее популярна простая электромуфта, используемая для соединения в прямолинейный участок двух труб. Хотя наряду с ними применяются седловые отводы, электротройники и т.д.
Те соединения, которые выполняются при помощи электромуфты, достаточно часто применяют при монтаже трубопроводов не очень большого диаметра из труб, которые поступают в бухты.
Электромуфты, имеющие диаметр до 110 мм, по цене доступны и применяются в малом количестве – именно это и делает электросварку труб, которые поступают в бухты, сравнимой со стыковой экономически.
Технология сварочного процесса
Рассмотрим технологию процесса сварки муфтами:
- Трубы, подготовленные заранее, и электрофузионные соединительные муфты устанавливаются строго по одной оси. Проводится подготовка труб путем снятия в местах сварки поверхностного слоя и удаления загрязнений.
Очистка поверхности и обезжиривание
- Производится подключение аппарата, подающего ток. Вследствие этого закладные элементы электрофузионной муфты нагреваются, расплавляя при этом окружающий материал.
- Область расплавляющегося полиэтилена в электромуфте увеличивается, что делает возможным передачу нагрева трубы ее поверхности, начинающей плавиться.
- Увеличивается в диаметре нагретая труба, и полиэтилен, который расплавлен и ограничен диаметром электромуфты в пространстве своего расширения, получает необходимое для сварки давление.
- В данный момент можно отключить питающую аппаратуру. Электромуфтовое соединение, которое уже стало гомогенным, по истечении времени, которое необходимо для остывания, будет готово.
Установка муфты и подключение питающей аппаратуры
Дополнительные стадии сварки электрофузионной муфтой
При сварке труб, имеющих большой диаметр, обязательно дополнительно потребуется процедура подогрева – это следует помнить, производя монтаж полиэтиленовых труб своими руками. Прогрев выглядит так:
- Сварку муфты осуществляют последовательно с каждой из сторон соединения с трубами.
- Выполняется сначала с первой из труб полный сварочный цикл половины электрофузионной муфты. После чего с оставшейся трубой сваривается вторая половина электромуфты.
- Каждая сторона электрофузионной муфты большого диаметра должна иметь отдельное подключение своей спирали к питающему аппарату.
Разъемные виды соединений
Фланцевое соединение
Фланец для ПЭ труб
Данное соединение является одним из наиболее распространенных видов разъемных соединений.
Соединение выполняется с помощью втулок под фланцы для полиэтиленовых труб, которые привариваются к торцам труб из полиэтилена, а также накидных фланцев из металла.
Фланцевое соединение – наиболее часто применяемое разъемное соединение, используемое при создании трубопроводных систем из труб, выполненных из полиэтилена.
Компрессионные фитинги
Используются компрессионные фитинги (цанговое обжимное соединение, обжимные фитинги) для труб небольших диаметров (менее 50 мм) в тех случаях, когда практически невозможны или экономически невыгодны такие методы соединения, как стыковая сварка и фланцевые соединения.
Различные компрессионные фитинги
Цанговые обжимные соединения
Данный вид соединения рассчитан на давление, достигающее 25 Атм. Герметичность в данных соединениях достигается благодаря наличию резинового уплотнительного кольца, а устойчивость к механическим нагрузкам — благодаря врезанию в трубу зубьев разрезанной втулки из пластмассы.
Цанга для полиэтиленовых труб
Применение различных видов соединений
Компрессионные фитинги достаточно часто применяются при соединении труб из полиэтилена между собой, а также при соединении трубы из полиэтилена с трубой из какого-либо другого материала. Так, в случае замены участка трубопровода из стали, который пришел в негодность, трубой из полиэтилена компрессионный фитинг довольно успешно соединяет трубу из полиэтилена с трубой из металла.
Сварка втык нагретым инструментом, если сравнивать различные способы соединения полиэтиленовых труб, считается наиболее универсальным и эффективным способом соединения труб из полиэтилена.
Данный способ позволяет трубы соединять непосредственно с соединительными деталями или друг с другом. Трубы, которые соединены сваркой, имеют такую же прочность, как и до выполнения данного соединения.
Следовательно, трубопровод, который был сварен, сравнить можно с однородной трубой.
Сварка полиэтиленовых труб: технология стыковой и электромуфтовой пайки

Надежность и исправное функционирование пластикового трубопровода (особенно если он напорный) напрямую зависит от способа соединения труб, из которых он состоит. Самым прочным способом является, безусловно, сварка полиэтиленовых труб. С ее помощью можно соединить элементы трубопровода не только между собой, но и с фитингами. О ее технологии и пойдет речь в нашей статье.
Сварщик выполняет монтаж
Способы соединения
Качественно выполненное сварное соединение полиэтиленовых труб позволяет сохранить первоначальную гибкость труб из ПНД и не оказывает отрицательного влияния на их прочность.
Такой трубопровод представляет собой монолитную конструкцию, как если бы он был одной трубой внушительной длины.
Сварка используется при монтаже коммуникаций открытым способом (на поверхности земли с последующей укладкой в траншеи) и при бестраншейной реновации.
Многие не знают, как соединить полиэтиленовые трубы с применением сварочного оборудования. Существуют два метода выполнения сварки напорных труб из полиэтилена:
- стыковая;
- электромуфтовая.
Стыковая сварка ПНД-труб
Особенности метода
Если коротко, то монтаж пластикового трубопровода в этом случае начинается с нагревания и постепенного расплавления соединяемых торцов посредством нагревателя сварочного агрегата. Затем следует соединение труб с оказанием давления.
Схема процесса сварки встык
Выполнить соединение труб стыковой сваркой не так просто, как может показаться любителю. Лишь квалифицированные, опытные специалисты, применяющие профессиональное оборудование для сварки, способны гарантировать высокое качество сварных швов. С другой стороны, именно сварка встык обладает такими важными преимуществами, как приведенные ниже:
- работы проводятся без привлечения тяжелых машин и техники;
- требуется максимум два человека;
- низкие энергозатраты – монтаж ПНД-трубопровода проводится быстрее и легче по сравнению с прокладыванием металлического (стального) аналога. Особенно это актуально при укладке длинномерных труб (продающихся на катушках или в бухтах), которые позволяют снизить необходимость выполнения сварных швов в 50-100 раз. Сокращаются не только затраты на человеческий труд, но и время прокладки и, соответственно, цена вопроса.
Для производства сварки встык требуется подготовить трубы и фитинги с идентичными параметрами:
- диаметр;
- толщина стенок;
- марка полимера.
Технология стыковой сварки
Технология сваривания описана ниже:
- Торцы труб, подлежащих соединению, выравниваются, зачищаются от загрязнений и неровностей, чтобы достичь точного контакта элементов.
Торцы труб перед соединением
- После продолжается воздействие нагревателем на торцы труб, чтобы тепло постепенно распространилось внутрь каждой трубы и началось расплавление полиэтилена. Температура и время воздействия выбираются с учетом свойств материала выбранной марки по таблице сварки, чтобы сохранить физико-химические характеристики.
- Когда выдержано определенное время, происходит отвод сварочного аппарата. Делать это нужно очень аккуратно и быстро, чтобы не допустить повреждение труб и оседание посторонних частиц, загрязнений.
- После того, как нагреватель убран, трубы соединяются, при этом на стыке формируются молекулярные связи, и создается окончательный грат. Учтите, что оказываемое давление должно быть таким же, как и во время процедуры расплавления полиэтилена.
Соединение труб после нагрева
- Завершающим пунктом является охлаждение сварного шва, полиэтилен на стыке осаживается и обретает максимально возможную прочность. В результате получается равномерный, симметричный бурт. Если шов лишен симметрии, значит, допущены монтажные ошибки.
Электромуфтовая сварка
Известен и еще один способ сварки труб из полиэтилена – монтаж с применением электромуфт (также она носит название терморезисторная сварка).
Основными положительными характеристиками электромуфтовой сварки является качественное соединение элементов трубопровода и несложный, быстрый процесс монтажа.
С ее помощью, в отличие от стыковой сварки, можно соединить трубы с толщиной стенки 4 мм и менее.
Инструкция по сварке с помощью электромуфт предполагает такие этапы:
- Очищение торцов от пыли и грязи на длину ? длины муфты или даже больше – производится механическим способом.
- Обезжиривание поверхностей, снятие оксидного слоя.
Набор оборудования для электромуфтовой сварки
- Монтаж муфты на трубу, центрирование.
- Сварочное соединение муфты и торца трубы, используется сварочный аппарат для полиэтиленовых труб.
- Остывание соединения – происходит естественным образом, на шов не должно оказываться какого-либо постороннего влияния.
Пайка полиэтиленовых труб и фитингов может осуществляться аппаратами для сварки с разными степенями автоматизации. В зависимости от добросовестности того или иного производителя может отличаться качество сборки самого оборудования и его способность работать в различных условиях.
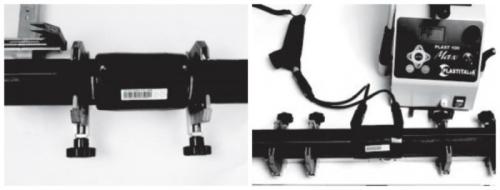
Процесс электромуфтовой пайки
Очень удобен в эксплуатации сварочный аппарат для муфтовой сварки, снабженный сканером, который производит считывание информации по штрих-коду, расположенному на фитинге (время сварки, напряжение, температура и т. д.).
На основании полученных данных агрегат сам выставляет параметры сварки, автоматически выполняет задачу, контролирует все этапы и в случае возникновения ошибки, оповещает оператора выводом на экран ее цифрового обозначения.
Сварка ПНД труб: пайка стыковая и электромуфтовая

Сегодня изделия из полимерных материалов используются во многих сферах нашей жизни и отраслях промышленности. Но особенно большой популярностью пользуется ПНД – полиэтилен низкого давления.
Этот материал отличается прочностью, долговечностью, благодаря небольшому удельному весу легко монтируется. Из полиэтиленовых труб часто делают трубопроводы различного назначения. Для соединения отдельных заготовок выполняется сварка ПНД изделий.
В нашей статье мы расскажем о разновидностях и особенностях сваривания труб из ПНД.
Разновидности соединений
Для соединения полиэтиленовых труб можно использовать различные способы
Для соединения полиэтиленовых труб можно использовать следующие способы:
- Разъёмные. Чтобы выполнить такую стыковку заготовок из ПНД, понадобятся стальные фланцы. Главная особенность этого принципа стыковки состоит в том, что в ходе эксплуатации трубопровод можно разбирать.
- Неразъёмные. В этом случае выполнить разборку коммуникаций не получится. Чтобы сделать такое соединение, заготовки необходимо сварить. Для этого может использоваться одни из следующих способов:
- стыковое сваривание полиэтиленовых заготовок;
- сварка изделий из ПНД посредством муфт.
Для сборки трубопроводов из элементов большого диаметра используются терморезистивные фитинги или сварка встык. При применении и того, и другого способа получается надёжное монолитное соединение.
Стыковая сварка изделий из ПНД
Стыковая сварка труб ПНД требует использования сварочного оборудования
Стыковая сварка труб ПНД требует использования сварочного оборудования. Благодаря тому, что в ходе сваривания не используются дополнительные детали, процесс монтажа значительно упрощается. Таким способом можно сваривать только заготовки из ПНД.
Сваривание полиэтиленовых труб встык – наиболее эффективная и универсальная технология, поскольку при этом сохраняется гибкость материала на протяжении всего трубопровода. Данный метод может применяться независимо от используемого типа укладки трубопровода (траншейный, бестраншейный или открытый).
Пайка полиэтиленовых труб встык выполняется в такой последовательности:
- Для начала концы соединяемых заготовок необходимо установить в центратор сварочного оборудования.
- После того как детали будут выровнены и зафиксированы, при помощи х/б салфетки и спирта необходимо очистить торцы от пыли, грязи и жировых загрязнений.
- Затем свариваемые торцы обрабатываются при помощи торцующего устройства. Торцовку прекращают, когда начинает образовываться равномерная стружка толщиной не больше 0,5 мм. Теперь заготовку можно извлекать и проверять рукой параллельность торцов.
- В случае обнаружения недопустимого зазора между свариваемыми поверхностями, операцию торцовки необходимо повторить.
- После этого выполняется пайка труб. Для этого при помощи нагревательного элемента с антипригарным покрытием торцы заготовок нагреваются до необходимой температуры.
- Когда торцы достаточно оплавятся, свариваемые изделия разводим, а также извлекаем из зоны сваривания элемент для нагрева.
- После этого свариваемые торцы можно смыкать и повышать давление прижима до тех пор, пока оно не достигнет необходимого значения.
- Сварной шов нужно держать под давлением указанный промежуток времени.
- После этого проверяется качество сварки. Для этого оценивают внешний вид грата, ширину и высоту.
Муфтовая сварка заготовок из ПНД
Сварка ПНД труб муфтовым методом выполняется при помощи специального сварочного агрегата
Сварка ПНД труб муфтовым методом выполняется при помощи специального сварочного агрегата, называемого паяльником, а также набора специальных насадок, которые могут отличаться диаметром. Размер насадки подбирается, исходя из диаметра свариваемых полиэтиленовых труб.
Муфтовая пайка трубопроводов из ПНД выполняется с применением фитингов. Конфигурация этих изделий может быть разной. Они бывают в виде уголков, тройников или муфты. При таком способе пайки свариваются торцы заготовок и фитингов.
Нагревание полиэтиленовых деталей осуществляется посредством контакта заготовки с нагреваемой металлической деталью сварочного агрегата. Она состоит из двух скручивающихся частей:
- дорн нагревает внутреннюю поверхность фитинга;
- труба для нагрева вставляется в гильзу.
Чтобы установить эту насадку в отверстие паяльного агрегата, гильзу и дорн необходимо скрутить между собой.
Пайка полиэтиленовых труб муфтовым методом предполагает проведение следующих подготовительных мероприятий:
- Заготовки необходимо подрезать при помощи специальных ножниц до нужного размера. При этом нужно следить, чтобы срез был строго перпендикулярным продольной оси изделия.
- Перед тем как будет выполняться пайка, торцы соединяемых заготовок необходимо очистить.
- Для предотвращения нежелательного охлаждения в ходе выполнения сваривания, торцы труб, которые в данный момент не подвергаются соединению, закрываются пробками.
- После этого нужно очистить поверхность насадки для сваривания от частиц материала, которые могли остаться после выполнения предыдущей работы.
Теперь можно приступать к самому процессу сваривания, который выполняется в такой последовательности:
- Сначала насадку необходимо разогреть до сварочной температуры. Когда значение достигнет требуемого уровня, индикатор на корпусе паяльника подаст сигнал.
- После этого ПНД трубу нужно вставить в гильзу до упора. В свою очередь фитинг надевается на дорн тоже до упора. Поскольку диаметры немного отличаются, то для выполнения процедуры придётся приложить определённые усилия.
- Время сваривания труб выбираем по специальным таблицам, где этот показатель указан для изделий разного диаметра.
- В процессе вставления трубчатого элемента и надевания фитинга излишек материала с поверхности заготовок расплавляется и выдавливается наружу. В итоге по кромке свариваемых элементов образуется кольцевой валик – гарт.
- Надавливание при вставлении деталей стоит прекратить в тот момент, когда заготовка и фитинг достигнут упора. Очень важно соблюдать это условие, поскольку в противном случае соединение будет недостаточно прочным. Поскольку точно определить глубину погружения заготовки сложно, необходимо предварительно измерять эту величину и нанести отметку на трубу.
- Затем снимите свариваемые заготовки с насадки. После этого установите трубу в фитинг таким образом, чтобы она плотно упёрлась в кольцевой валик. Дайте соединённым элементам остыть. При этом не стоит их крутить и подвергать различным механическим воздействиям.
Электромуфтовая сварка
Для выполнения такого соединения нужна специальная электромуфта, в которую вмонтированы закладные нагревательные элементы
Для выполнения такого соединения нужна специальная электромуфта, в которую вмонтированы закладные нагревательные элементы. Если сравнивать эту сварку со стыковой, то она обойдётся дороже из-за необходимости покупки дорогих электромуфт.
Однако у данной методики есть свои преимущества:
- Поскольку на внутренней поверхности труб не образуется грат, проходимость трубопровода не уменьшается.
- Данный способ сваривания удобно использовать в ограниченном пространстве, где установить габаритный сварной агрегат не получится.
Для соединения двух заготовок в прямолинейный участок трубопровода пользуются обычными электромуфтами. Однако в некоторых случаях могут понадобиться электрофузионные тройники и седловые отводы. Для выполнения работ вам понадобится электрофузионный агрегат для сварки.
Процедура сварки выполняется при помощи полиэтиленового сварного фитинга. Это особое изделие, которое имеет встроенные спирали, выполняющие функции нагревательных элементов.
При этом часть материала фитинга, которая расплавляется за счёт подогретой спирали, соединяется с полимерным материалом заготовки, формируя сплошной монолитный трубопровод.
Кстати, спираль так и остаётся в полученном шве навсегда.
Сварка электромуфтами выполняется в такой последовательности:
- При помощи специального режущего оборудования трубы разрезаются на отрезки нужного размера.
- Далее заготовки необходимо очистить от грязи и обезжирить в месте сваривания. Такой же обработке нужно подвергнуть электромуфту.
- Затем на трубчатых элементах выполняются отметки, которые позволят контролировать глубину вставления трубы в муфту.
- Чтобы во время выполнения сварки не происходило нежелательное охлаждение элементов, свободные концы труб заглушаются.
- При помощи специальных проводов сварочный агрегат соединяется с электромуфтой, нажимается кнопка запуска.
- Через определённый промежуток времени агрегат самостоятельно отключится, что будет означать завершение сварки.
- Полученные таким образом соединения можно эксплуатировать только через час.
К полученным сварным соединениям предъявляются следующие требования:
- Кольцевой валик сварного шва должен перекрывать отметку, сделанную на заготовке перед свариванием.
- Допустимое смещение отрезков труб относительно друг друга составляет не более 10 % от значения толщины стенок элемента из ПНД.
- Если толщина стенок свариваемой заготовки составляет не более 5 мм, то высота валика у качественного сварного шва должна быть примерно 2,5 мм. В случае сваривания труб с толщиной стенок в пределах 6-20 мм, высота валика должна быть более 5 мм.
При выборе способа сваривания заготовок из ПНД стоит учитывать условия эксплуатации монтируемых инженерных коммуникаций. Только с учётом этого фактора можно выполнить надёжный и качественный трубопровод, который будет эффективно работать весь отведённый ему срок.
Как может быть выполнена пайка ПНД труб – надёжные и проверенные способы

Полиэтиленовые трубы, производимые главным образом из ПНД (полиэтилена низкого давления), занимают прочное место во многих сферах промышленности, строительства и быта благодаря наличию множества технологически выгодных характеристик. Это обусловливает необходимость в оптимальных способах их соединения, без чего невозможен процесс монтажа и обустройства трубопроводных линий.
Разновидности соединений труб из полиэтилена (ПЭ)
Среди различных типов соединений между полиэтиленовыми трубами выделяют разъёмные и неразъёмные.
Разъёмный способ позволяет по окончании эксплуатации разбирать собранную конструкцию. Соответственно, он оптимален в тех случаях, когда нет потребности в её длительном использовании. Подобное соединение труб осуществляется посредством стальных фланцев.
Стыковая сварка полиэтиленовых труб
Для стыковой сварки труб из полиэтилена необходимо специальное сварочное оборудование. Данный способ соединения является эффективным для пайки труб только из ПНД. Универсальность его состоит в том, что он позволяет сохранять гибкость конструкции на всём её протяжении. Использоваться данный метод может как при траншейном, так и при открытом способе прокладки труб.
Стыковая спайка ПНД труб выполняется в следующей последовательности:
- Установка концов свариваемых изделий в центраторе сварочного оборудования.
- Выравнивание и плотная фиксация деталей.
- Зачистка концевых участков от грязи, пыли, жира, прочих засорений и наслоений (осуществляется посредством смоченной в спирте хлопчатобумажной материи).
- Обработка концевых фрагментов посредством торцующего устройства (торцовка). Процесс производится до появления равномерной стружки, не превышающей 0,5 миллиметров в толщину.
- Извлечение заготовок и проверка торцов рукой на параллельность. При выявлении существенного зазора между поверхностями – повторное проведение торцовки до обретения необходимого соответствия.
- Разогрев торцов заготовочных труб нагревательным элементом, поверхность которого покрыта антипригарным слоем.
- По достижении некоторого оплавления заготовок – извлечение нагревательного элемента и смыкание торцов свариваемых труб. Давление прижима повышают до тех пор, пока не будет достигнуто полное и прочное смыкание. Изделия следует держать некоторое время (обычно – 5-10 минут) до полного затвердения соединения.
- Проверка качества сварной конструкции. Оценивается внешний вид сварных торцов, их соответствие между собой и прочность пайки.
Помимо самого сварочного процесса, важно уделить повышенное внимание предварительным работам, перечисленным в начальных пунктах. Их следует тщательно выполнить до того, как паять трубы ПНД, поскольку от этого во многом зависит надёжность и прочность производимого соединения.
Муфтовая сварка ПНД труб
Муфтовый способ спайки полиэтиленовых труб осуществляется посредством специального устройства, называемого паяльником, и комплекта специальных насадок нужного диаметра. В процессе сварки используются фитинговые изделия: муфты, тройники или уголки. Торцы соединяемых заготовок привариваются к фитингам, которые служат в качестве соединяющих элементов.
Инструкция по сварке и монтажу труб пнд своими руками

Полиэтилен низкого давления в рейтинге популярности среди материалов, применяемых для создания сантехнического оборудования, занимает первенствующие позиции. Секрет такой востребованности легко объясняется универсальностью применения и простотой монтажа полиэтиленовых труб.
Но, как и при работе с любым другим полимером, качественный монтаж труб ПНД своими руками можно выполнить лишь при условии строгого соблюдения технологии. Какие нюансы учитывать, выполняя состыковку элементов и как правильно выполнять их сгибание и распрямление, рассмотрим в статье.
Эффективные способы состыковки ПНД труб
Технологически соединить ПНД трубы можно двумя основными методами – неразъемным и разъемным.
Первый предполагает задействование сварочного аппарата, второй реализуют без использования такового.
Каждый метод крепления имеет свои достоинства и недостатки, а потому оптимальный вариант состыковки полимерных труб выбирают исходя из конкретных условий
Сварные неразъемные соединения дают возможность максимальной герметизации, что особо актуально при обустройстве магистралей под давлением. Разъемные соединения удобны в монтаже и дают возможность в любой момент разобрать трубопровод с тем, чтобы изменить конфигурацию магистрали или дополнить ее новыми отводами.
Неразъемные способы соединения
Для состыковки ПНД труб применяют два неразъемных способа соединения: посредством сварки встык и путем установки электросварочной муфты.
В любом случае при реализации этих методов к соединениям предъявляют такие требования:
- Максимальный угол смещения свариваемых отрезков должен составлять не более 10% относительно толщины стенки состыковываемых труб.
- Стыковочный шов следует делать выше внешнего уровня поверхности примыкающих отрезков.
- Высота валика качественно выполненного шва должна варьироваться в диапазоне 2,5-5 мм.
Оптимальное значение высоты валика зависит от толщины стенок оплавляемого изделия. На тонкостенных трубах (до 5 мм) он должен быть не более 2,5 мм. Если толщина стенок труб варьируется в пределах 6-20 мм, то высота валика должны быть не более 5 мм.
Посредством сварки труб встык
Создание неразъемного соединения осуществляется за счет размягчения материала до состояния тягучей субстанции с тем, чтобы произошло диффузное объединение его частей. Его применяют для труб, имеющих толщину стенок свыше 5 мм.
Соединение встык с использованием сварочного аппарата применяют при обустройстве трубопроводов, по которым предстоит транспортировать жидкость в условиях высокого давления
Метод соединения с применением сварки используют на прямых участках водопровода, который предполагается эксплуатировать под давлением. Только он позволяет получать герметичное соединение при диаметрах свыше 200 мм, поскольку не создает потерю жесткости труб, приводящей к деформации.
Прочную сварку труб ПНД своими руками осуществляют с использованием специального инструмента. Суть метода заключается в нагревании торцов состыковываемых элементов до вязкого состояния с помощью нагревательной насадки. Размягченные концы просто соединяют друг с другом под давлением, после чего участку соединения просто дают остыть.
Главная сложность в работе с оборудованием – необходимость контролировать не только степень прогрева элементов, но и собственные телодвижения с тем, чтобы не испортить шов и не нарушить целостность труб
При выполнении сварочных работ важно выдерживать температурный режим нагревательных элементов. Параметры выдержки времени и температуры нагревательных элементов определяют, беря в расчет три фактора:
- Толщина стенок трубопровода.
- Диаметр отводов.
- Технические параметры паяльного устройства.
Соединение труб путем сварки является наиболее надежным и долговечным вариантом. С его помощью можно создать неразъемное крепление, которое способно выдержать давление как безнапорных, так и напорных систем водоснабжения.
Главным достоинством сварочных креплений является надежность, чего невозможно добиться при использовании метода холодного прессования. К числу «минусов» сварочного метода стоит отнести только невозможность разобрать соединение для проведения профилактических работ и прочистки той же трубы
Сварку выполняют в такой последовательности:
- Коммуникацию обрезают до заданного размера. Подравнивают параллельность плоскости концов. Торцы зачищают отрезом наждачной бумаги.
- С торцов снимают фаску шириной 2-3 мм. Место сварки тщательно прочищают и обрабатывают обезжиривающим составом.
- Паяльник устанавливают на отметку нагрева в 260°. Пока он прогревается, нанизывают сварочные насадки и ждут, пока их степень нагрева достигнет заданной температуры.
- С помощью центрирующего механизма в полость насадки заглубляют фитинг и торец трубы. Если в паяльнике центрирующего механизма не предусмотрено, соосность придется проверять «на глаз», делая состыковку максимально точной.
- Отцентрированные элементы задвигают до указанной отметки, соединяя под давлением, и выдерживают указанное в инструкции время для оплавления.
- После завершения работы аппарат отодвигают в сторону и отключают от сети. Участок сварки без смещения и поворота фиксируют в заданном положении до полного охлаждения поверхности.
При выполнении сварки важно не передержать. Это может спровоцировать образование наплыва полиэтилена на внутренний диаметр изделия.
Таблица, которую стоит использовать для контролирования процесса с тем, чтобы получить максимально прочное соединение, но при этом не перегреть пластмассу
Для получения надежного крепления глубина установки должна составлять порядка 2 мм. Выдерживая заданную глубину, полученный сварочный шов будет иметь ровный презентабельный вид с одинаковой высотой отступа.
Посредством электромуфтовой сварки
При реализации этого способа неразрывного соединения задействуют электромуфтовую сварку либо электросварочный фитинг.
Используемая для этой цели одноразовая муфта выполнена из того же материала, что и трубы, но дополнительно оснащена вмонтированным нагревательным элементом
Этот метод эффективен, когда приходится работать в стесненных условиях. К примеру, при выполнении ремонтных работ в колодцах или когда нужно сделать врезки в ранее соединенные трубы.
Единых стандартов для проведения раструбной пайки в отечественных нормативных документах нет. Эта технология чаще применяется в европейских странах и регламентируется стандартами DVS-220715.
Технологию электромуфтовой сварки чаще всего задействуют для трубопроводов, выполненных из труб, сечение которых варьируется в диапазоне от 20 до 300 мм
Технология соединения ПНД труб с задействованием муфт включает ряд основных этапов:
- Подготовка участка коммуникации. Наружную поверхность отвода отчищают от жира и пыли. Для этой цели используют мыльные и спиртовые растворы, которые в широком ассортименте представлены в строительных магазинах.
- Обработка мест стыка. Плотность крепления напрямую зависит от того, насколько гладко выполнен срез. Для получения идеально гладкой поверхности торец трубы затирают отрезом мелкозернистой наждачной бумаги.
- Создание фасок. Стык отвода подрезают на 45°. Скос позволит обеспечить максимально плотное прилегание элементов и их крепление.
- Монтаж муфты. Муфту подключают к источнику питания. После того как она нагреется до заданной температуры, одной стороной (дорном) муфту надевают на трубу, а вторым концом (гильзой) соединяют со вторым отводом трубы.
Ключевым условием выполнения электромуфтовой сварки является обеспечение в момент разогревания и застывания элементов неподвижности деталей. При заглублении отводов отрезков в полость разогретой муфты важно работу выполнять быстро, но максимально осторожно с тем, чтобы не перегреть полиэтилен.
В конец муфты заглубляют второй отрезок трубы, размечая части трубопровода максимально плотно так, чтобы получился минимальный зазор
В момент заглубления отрезков в полость муфты будьте готовы к тому, что из-под нее начнет понемногу проступать жидкая пластмасса. После завершения работ остается только снять муфту, а соединенный трубопровод разложить на твердой поверхности с тем, чтобы зафиксировать его в желаемом положении. После застывания расплава на месте стыка будет виден плотно прилегающий к трубе обжимной хомут.
Но выбирая этот метод, стоит учитывать, что пластиковые трубы не отличаются высокой жесткостью. А потому при сильном внутреннем давлении созданный шов может просто разойтись. Муфтовое соединение – не лучшее решение для обустройства коммуникаций отопления и создания отводов под умывальник.
Разъемные методы соединения
Если рассматривать варианты разъемного соединения, то они реализуются с применением фланцев и компрессионных фитингов.
При строгом соблюдении монтажа они получаются такими же надежными, как и те, что создаются при задействовании сварочного аппарата
Любой тип неразрывных соединений включает упругую деталь. При обжатии стяжным инструментом он заполняет собой все пустоты в области стыка, исключая тем самым протечки.
С использованием фитингов из ПНД
Для осуществления этого метода используют компрессионные фитинги, которые являют собой сгоны, дополненные наружной резьбой с обеих сторон.
Они способны состыковывать трубы, обеспечивая плотное соединение, обладающее высокими показателями герметизации. При этом разборное соединение не составит труда в любой момент снять с тем, чтобы изменить конфигурацию магистрали или произвести срочный ремонт.
Этот способ разъемного соединения часто выбирают в условиях частного домовладения, когда к идущему из дома водопроводу, необходимо присоединить отвод от источника водоснабжения
Последовательность действий для получения фитингового соединения:
- На подготовленные торцы обеих труб надевают распорное кольцо, выполненное из полиуретана или резины. Наружный диаметр кольца должен быть равен внутреннему размеру состыковываемых труб.
- Концы оснащают натяжной гайкой и двумя поджимными шайбами. Первая шайба предназначена для выдавливания распорного кольца, вторая призвана уплотнять гайку относительно торца трубы.
- Соединение стыкуют по принципу «труба — фитинг — труба». Для повышения надежности его поджимают до упора с обеих сторон натяжной гайкой.
Для сборки монтируемых деталей применяют специальный ключ. Им откручивают на соединительных фитингах прижимные гайки.
Детали, смонтированные с использованием компрессионных фитингов, можно неоднократно разбирать и использовать повторно без ущерба надежности соединения
Главное достоинство этого метода соединения в том, что его удобно осуществлять даже при значительном понижении температуры окружающей среды. В то время как рубеж сварных соединений составляет не менее +5°С. Широкий ассортимент соединительных элементов, имеющих разные диаметры, дает возможность собирать любые разводки, делая необходимые разветвления в трубопроводе.
Посредством установки фланца
Фланцевый тип соединения выбирают при необходимости подключения ПНД трубопровода к стальным трубам. С помощью фланцев удобно присоединять к магистралям вентили, регуляторы и задвижки.
В продаже встречаются накидные стальные фланцы и те, что оснащены втулками, которые привариваются на концы полимерных труб
Для установки на полиэтиленовые трубы применяют фланцы, соответствующие ГОСТу 12882,80. Они имеют расширенный внутренний диаметр.
Работу по установке фланца выполняют в такой последовательности:
- На одном конце коммуникации выполняют резьбу.
- В резьбу вкручивают элемент.
- На элемент надевается отвод подключаемой трубы.
- Место стыка прогревают муфтой или строительным феном.
Перед тем, как надевать фланец, необходимо осмотреть его на наличие острых выступов и заусениц, которые могут повредить торец полиэтиленовой трубы.
Как согнуть или выпрямить изделие
Полиэтиленовые трубы выпускаются в продажу прямыми 12-метровыми отрезками либо же в виде цельных изделий, намотанных на большие бухты. Будучи в скрученном состоянии, изделия приобретают форму колец и деформируются. Перед тем, как выпрямить или согнуть деформированную трубу ПНД, ее надо нагреть.
При сборке трубопровода нередко возникает необходимость выпрямить скрученную или, напротив, согнуть деформированную полиэтиленовую трубу
Полиэтилен низкого давления славится хорошей упругостью. Но утрачивает это свойство при температуре нагрева свыше +80°С. Этот момент и используют при необходимости изменить конфигурацию изделия.
Но стоит помнить, что для расправления или сгибания температуру можно повышать только на короткий временной период. Ведь полиэтиленовая труба принадлежит к категории строительных материалов, которые при нарушении температурного режима можно повредить.
Обзор способов разгибания трубы
Распрямить трубу, устранив заломы, которые возникли при ее хранении и транспортировке, проще всего после легкого нагрева изделия. Если замена или ремонт трубопровода проводится в летний период, когда солнечные лучи максимально припекают, можно задействовать их для достижения поставленной задачи.
Чтобы выпрямить трубу ПНД, нужно всего лишь оставить ее пару часов под прямыми солнечными лучами, крепко зафиксировав концы отрезка
УФ лучи не ухудшат эксплуатационные параметры полиэтилена, но при этом на время смогут размягчить стенки изделия. Вам останется лишь закрепить размягченную трубу вдоль жесткой опоры или стены, либо же уложить в заранее прорытую траншею. Перед тем, как распрямить изогнутую ПНД трубу на грунте, нужно освободить участок.
Если же работу приходится выполнять в зимнее время, используйте для разогрева изделия горячую воду. Но этот метод эффективен для труб, размер которых не превышает 50 мм. В качестве вспомогательных средств для выправления можно использовать металлические перила и кирпичную кладку. В любом случае: чем короче отрезок изделия, тем легче с ним будет работать.
Эффективные методы, позволяющие согнуть заготовку
Если возникает обратная ситуация, когда нужно согнуть ПНД трубу, применяют всю ту же тепловую обработку. Для разогрева задействуют такие методы:
- обдувают горячим направленным воздухом строительного фена;
- прогревают стенки изделия газовой горелкой;
- обдают поверхность кипятком.
Для упрощения процедуры сгибания лучше соорудить формовочный каркас. Оправу, размер которой соответствует диаметру сгибаемой трубы, можно сделать из обычных листов ДВП. Для придания гладкости поверхности оправы отшлифуйте ее отрезом наждачной бумаги.
Чтобы согнуть ПНД трубу с помощью фена, работу выполняют в такой последовательности:
- Обрабатываемое место прогревают строительным феном.
- Размягченную заготовку заглубляют в формовочный каркас.
- Аккуратно сгибают трубу, не прилагая чрезмерных усилий с тем, чтобы в месте сгиба не разорвать изделие.
Создав требуемый угол изгиба, нужно оставить изделие до полного охлаждения и лишь после этого извлечь из каркаса.
Чтобы обеспечить равномерное прогревание поверхности полиэтиленового изделия, трубу необходимо постоянно вращать вокруг своей оси, подставляя под лучи различные участки
Важный момент: разогревая трубу, необходимо придерживаться «золотой середины». При недостаточном нагреве поверхности в момент сгиба труба может сломаться. Если же в момент разогрева слишком близко поднести к изделию нагревательный элемент, полимер может воспламениться.
Источник https://isanshop.ru/elementy/kak-ispol-zuetsya-mufta-dlya-soedineniya-trub-iz-razlichnyh-materialov.html
Источник https://vse-o-trubah.ru/mufta-dlia-trub-pnd.html
Источник https://svarkaman.ru/elektrody/pajka-polietilenovyh-trub-vstyk-i-s-pomoshhyu-elektromufty.html