Содержание
Как варят трубы газопровода

Тема сварки труб очень широкая и сложная. В основном из-за того, что магазины предлагают большое количество заготовок. Типов труб по диаметру и материалу много.
Они могут быть широкие, узкие, пластиковые, стальные или из сплавов. Материал трубы — это только один из параметров, важных для выбора метода и техники сварки.
Для газового снабжения, например, используют трубы из разных сталей. А, чтобы создать газопроводную конструкцию, нужно иметь опыт и представление об основных правилах сварочного процесса.
Новички не смогут сварить такие трубы самостоятельно, это задание для опытных сварщиков. Если вы давно освоили разные методы создания конструкций и несколько типов сварки, то сможете обустроить газовую систему в доме.
Какие методики нужны в этом случае, и как сварить газопровод самому? Расскажем в этой статье.
- Общая информация
- Техника безопасности
- Аргонодуговая сварка
- MIG и MAG сварка
- Газовая сварка
- Сварка газовых труб в квартире
- Заключение
Сварка для металлических и полимерных газовых труб
Монтаж газовых труб проводится регулярно. Выполнять сварку газовых труб самостоятельно запрещено. Такую работу может сделать только специалист с большим опытом. Чаще всего материалом для газовых труб выступает сталь. Соединение компонентов трубопровода выполняется плазменной, аргонодуговой технологией или электросваркой. Любые виды сварочных работ должны проводиться на специально оборудованных местах.

Сварка металлических труб для газопровода производится несколькими способами
Технология сварки газовых труб
Сварка газовых труб – это особая операция, выполнить которую может только опытный сварщик (котельщик), получивший допуск к работе с системами под давлением. Ведь даже в бытовых газопроводах транспортируемая среда давит на стенки труб и стыковочные швы с силой в 3-4 атмосферы.
В этой статье мы расскажем нашим читателям, как варят бытовые газопроводы низкого давления, коснувшись различных технологий монтажа труб сваркой. Разобравшись в этом вопросе, вы сможете выбрать оптимальную технологию стыковки, подходящую и для конкретных условий последующей эксплуатации трубы, и для конкретного бюджета, выделяемого на установку газопровода.
Особенности сварки газопровода
Выбор технологии сварки газовых труб зависит от материала их изготовления. В газовом хозяйстве используются металлические и полимерные трубы, их сварка может быть:
- электродуговая;
- газовая (плазменная);
- аргонодуговая;
- диффузионная.
Способ сварки зависит от конкретных условий, например, толщины стенки трубы, вида пластика или стали, внешнего диаметра и т. д. Наиболее распространенным является выполнение сварки газовых труб электросваркой. Перед началом работ кромки труб очищаются от коррозии и загрязнений. Если толщина стенки трубы больше 4 мм, то производится скос кромок, что влияет на качество прогревания металла.
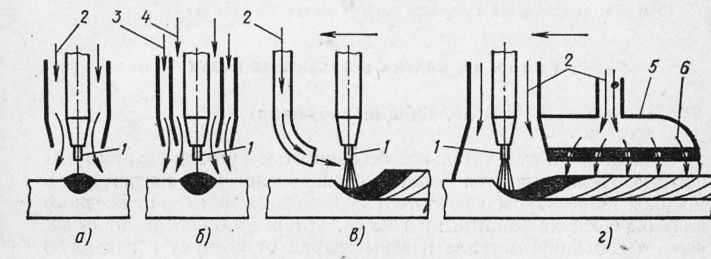
Сварка может происходить слева направо и наоборот. Первый вариант применяется при толщине труб более 5 мм. Пламя направляется на участок трубы, который уже сварен. За горелкой перемещается присадочная проволока.
Обратите внимание! Такой способ экономит расход газа и повышает производительность.
При варианте движения горелки справа налево она проходит по частям изделий, которые еще не сварены. Плавящийся электрод находится перед горелкой. Этот способ подходит для соединения тонкостенных труб. Сварочные швы при работе с газовыми трубами классифицируются на вертикальные, горизонтальные, потолочные и нижние.

Какой способ сварки применить, зависит от типа трубы и ее расположения
Выполнение аргонодуговой сварки
Особенностью аргонной дуговой сварки TIG (Tungsten Insert Gas) является использование тугоплавких электродов. Они не выгорают в процессе образования сварного шва. Между металлической поверхностью и электродом после подачи тока возникает дуга. В рабочую область через сопло поступает газ (чаще всего аргон), который блокирует доступ кислорода. Шов образуется одним из способов:
- за счет плавления кромок металла под действием дуги;
- за счет применения присадочной проволоки.
Подобная сварка газовых труб позволяет получить хороший шов на тонких металлических изделиях. Оборудование для такой технологии соединения представлено выпрямителями и аргонными инверторами. Выпрямитель TIG преобразует переменный ток в постоянный. Инвертор TIG производит выработку постоянного тока с идеальными характеристиками. Некоторые модели аппаратов выдают переменный ток. Во время работы с подобным оборудованием есть возможность контроля дуги и получения высококачественного шва.
К основным характеристикам аппаратов для аргонной сварки труб относятся тип тока и его максимальное значение. Чем выше максимальное значение тока, тем толще электроды можно использовать.

Для аргонной сварки понадобится аппарат постоянного тока
Сварка стальных труб производится оборудованием с использованием постоянного тока (DC). Разные аргонодуговые установки имеют свои максимальные значения сварного тока, которые колеблются от 150 до 500 А.
Аргонодуговая сварка

Дуговая сварка с аргоном (TIG) проходит в газовой среде. Её основа — электрод с покрытием из вольфрама и инертный газ. Такие электродные стержни не плавятся и не принимают участия в образовании соединения между элементами.
Они только ускоряют плавление металла заготовок. Расплавленные края соединяются между собой — это и есть шов. Аргон защищает зону сварки от влияния атмосферных газов (например, кислорода) и предотвращает ранее окисление.
TIG-сварка хороша для сваривания труб с тонкими стенками. А, чтобы соединить газовые трубы из стали, используйте постоянный ток. Диаметр стержней, которые вам понадобятся, должен соответствовать сечению свариваемой трубы.
Сварка технологией MIG/MAG
Выполнение соединения труб электросваркой по степени механизации делится на ручное, автоматическое и полуавтоматическое. Технология выполнения соединения газовых труб MIG/MAG (Metal Inert/Active Gas) основана на дуговой сварке с использованием металлического плавящегося электрода (проволоки) в присутствии инертного/активного газа. Присадочная проволока подается автоматически.
Этот метод реализуется такими аппаратами:
- инверторное полуавтоматическое сварочное оборудование;
- полуавтоматический сварочный аппарат;
- набор из механизма подачи плавящегося электрода и источника дуговой сварки.
Сварка MIG/MAG производится путем подачи пистолетом металлической проволоки в зону соединения и расплавление ее в дуге. Она находится между изделием и плавящимся электродом. Расплавленные проволока и кромки образуют сварочную ванну. Кристаллизующийся шов, дуга, металл сварочной ванны и проволока защищаются газом от влияния окружающей среды.

Сварка MIG/MAG предполагает использование специальной проволоки
Зачастую этот способ еще называют полуавтоматическим, поскольку сварщику необходимо вручную перемещать вдоль шва горелку. Проволока одновременно является присадочным материалом и токопроводящим электродом.
Важно! Регулировку подачи газа лучше производить с помощью редукторов с расходомерами.
Методом MIG/MAG можно сваривать низко- и высоколегированные стали. Качество сварного соединения электросваркой зависит от напряжения дуги, скорости подачи плавящегося электрода, скорости подачи газа и сварки.
Газовая сварка

При соединении металлов в этом случае используется специальная проволока, кислород и этин — бесцветный горючий газ. Он горит и расплавляет металлические заготовки, а горение этого газа поддерживает кислородная среда.
С этой технологией шов получится неплотным и с качеством худшим, чем у полуавтоматических аппаратов или дуговой сварки с аргоном.
Тут будет также и в два раза больше газовых баллонов, у которых нужно контролировать подачу. Этот метод сложный, поэтому, приступая к работе, вы должны быть уверены в себе на 100%.
Материал проволоки должен быть таким же, как и металл самих соединяемых труб. Редукторы нужно поставить на оба баллона — с ацетиленом и кислородом.
Газовая сварка стальных труб
В основу газовой сварки положен нагрев кромок труб газокислородным пламенем и заполнение образовавшегося зазора расплавленным металлом. Сварка газом дает соединение с худшими механическими показателями, чем электросваркой, но она позволяет сцепить трубы малого диаметра с толщиной стенок до 3,5 мм. Для проведения работ понадобятся газовая горелка и резак.
В процессе сварки участвуют два газа – кислород и ацетилен. Кислород поддерживает горение ацетилена. Он находится в специальных баллонах под высоким давлением, которое во время сварочных работ снижается применением редуктора. Температура горения ацетилена может составлять 3 тыс. градусов. Вместо него можно использовать другой горючий газ.
Важно! При горении газа температура пламени должна в 2 раза превышать температуру плавления свариваемого металла.
Сварочная проволока подбирается исходя из идентичности ее химических и физических характеристик с такими же параметрами свариваемых деталей. Применение флюсов позволяет предотвратить окисление металла. Газовая сварка позволяет получить прочное соединение тонкостенных труб, не прожигая металл.

Кислородно-ацетиленовая сварка пригодна для соединения труб с тонкими стенками
Техника безопасности

Сварочные работы опасны, поэтому перед тем, как приступить, изучите правила техники безопасности. Обработка газовых систем небезопасна для здоровья сварщика, поэтому пренебрегать правилами не следует.
Правило №1. Не открывайте газовые баллоны резко. В них встроены редукторы кислорода, которые при резкой подаче газа легко загораются. Баллон находится под высоким давлением, поэтому любое неправильное движение может спровоцировать его взрыв.
Сварка полиэтиленовых газовых труб встык
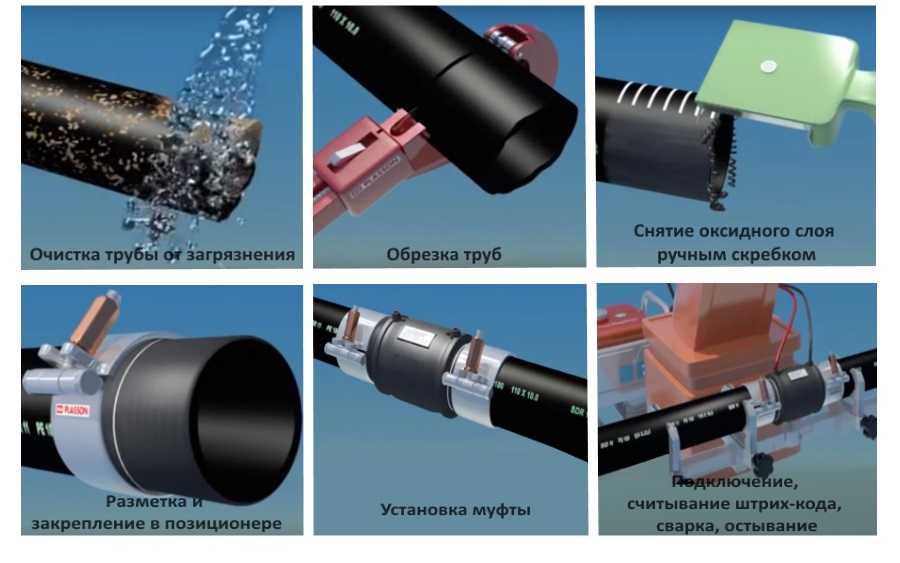
Сварка газовых труб из полиэтилена может быть выполнена аппаратами с механическим или гидравлическим приводом, а также приборами с программным управлением. Специальные таблицы, имеющиеся в инструкциях к приборам, регламентируют в зависимости от толщины стенок и диаметра трубы значения параметров сварки – температуры, времени нагрева и т. д.
Этапы стыковой сварки газовых полиэтиленовых труб такие:
- Части свариваемых труб устанавливаются в сварочную машину.
- Между соединяемыми деталями помещается нагретая плита.
- К плите с некоторым усилием прижимаются торцы труб.
- Через некоторое время полиэтилен плавится.
- После снижения давления на трубы нагреваются торцы.
- Горячая плита удаляется.
- Детали под некоторым давлением сразу соединяются.
После полного остывания трубопровод готов к эксплуатации. Шов получается очень прочным и качественным. Он способен выдержать давление до 4,5 МПа.

Для монтажа полимерных газопроводных труб применяются специальные сварочные машины
Особенности выполнения сварочных работ в квартире
В целях безопасности перед началом работ по сварке в квартире перекрывается газ. Бытовой газ легко воспламеним, поэтому, если трубы вовремя не перекрыть, то это может привести к пожару. Сварку труб малого диаметра может проводить один человек.
Обратите внимание! Для соединения труб с разными диаметрами используются специальные переходники, которые снизят вероятность утечки газа.
Часто сварку газовых труб в квартире выполняют встык. В таком случае дугу требуется вести так, чтобы кромки изделия успевали немного плавиться, а на них осаждалось необходимое количество присадочного материала. Это обеспечит качество и эстетичность всех швов.
Переварить газовую трубу в квартире зачастую требуется при ее переносе. После перекрытия газа процесс протекает в такой последовательности:
- Газопровод продувается для удаления оставшихся газов.
- Ненужная труба срезается, а образовавшееся отверстие заваривается.
- В необходимом месте просверливается отверстие и отвод металлической трубы приваривается к газопроводу.
- К отводу монтируется кран и выполняется отводка к плите.
Наличие утечки определяется с помощью специальных тестов. В случае ее обнаружения производится повторный монтаж. По завершении работ пускается газ и проверяется функционирование труб.

Прежде, чем начинать монтаж газопровода в квартире, нужно перекрыть кран подачи газа
Сварка газовых труб в квартире

Знание особенностей поможет вам и в случае, если вы создаете газопровод самостоятельно, и если вы хотите проследить за работой нанятых мастеров.
Сначала перекрывается газовая подача в квартире. Это первое правило, которое нужно соблюдать, чтобы избежать пожара. Если работники не сделали этого, убеждая вас, что «всё будет нормально», вы уже должны насторожиться.
С небольшими трубами может работать и один человек. Если трубы разные по сечению, для их сварки нужно будет купить несколько переходников. Они помогут предотвратить утечку газа. Обращайте внимание на то, насколько плотно они приделаны к трубам.
Чтобы убрать остатки бытового газа из труб, их нужно продувать. Потом шаги выбираются исходя из того, что именно вам нужно сделать.
Если трубы нужно провести в другое место, то в них просверливается отверстие, через которое к системе приваривается отвод. Затем к отводу присоединяется кран-рычаг для регулирования подачи газа.
Как проверить, есть ли в газопроводе утечка бытового газа? Чаще всего это делают при помощи раствора с жидким мылом или любым другим пенящимся средством. Нанесите его на место соединения и немного подождите.
Если в каких-то местах раствор будет пускать пузыри — в этих местах точно будет протекать газ. В этом случае трубы нужно варить заново. Если утечек нет, можно заново подавать газ по трубопроводу.
Способы соединения
В зависимости от материала трубопровода и места его установки используется несколько видов соединения. Соответственно, применяют различные виды сварки:
- газовую;
- ручную электродуговую;
- неплавящимся электродом под защитным слоем газа (аргоновая);
- при оборудовании газопроводов пластиковыми трубами используют стыковой или электромуфтовый метод соединения.
Каждый из видов имеет положительные и отрицательные стороны, поэтому требуется более полное их рассмотрение.
Общая информация
Какую технологию выбрать? Для газовых труб подходит дуговая сварка с аргоном, инверторная MIG/MAG и сварка с применением газа.
Есть и производственные технологии, которые включают автоматическое крупногабаритное оборудование и имеют высокую производительность в промышленных масштабах.
Тут речь о домашней сварке, и особенности конвейерного производства нам не нужны. Технологии, которые мы перечислили до этого, как раз помогут вам сварить газовые трубы в жилом помещении.
Идеальной методики сварки нет. Каждую из них можно рассматривать как со «светлой», так и с «тёмной» стороны. Мы не будем рекомендовать какой-то из них, называя его «лучшим».
Всё зависит от того, какая толщина стенок ваших труб, их диаметр, вид стали, из которой сделаны трубы. В некоторых случаях места работы труднодоступны, и это тоже нужно учесть, выбирая технологию.
В любом случае, перед тем как паять, освободите кромки труб от остатков краски, пыли и ржавчины. После нужно разделать их, если они толще шести миллиметров.
Вид разделки выбирается в зависимости от того, в каком месте конструкции будет находиться труба.
К созданию газопровода нужно подходить ответственно. Если швы будут окисляться, трескаться или просто не иметь достаточной герметизации, в первый же день использования системы произойдёт утечка.
Это повышает риск отравления, пожара или даже взрыва в квартире. Чтобы этих последствий не было, нужно в первую очередь не экономить на расходных материалах. Но важно также изучить нужный вам метод сварки и его нюансы.
Полимерные трубопроводы
Полимерный материал, применяемый для производства газовых труб, способен выдерживать высокую температуру и давление.
Трубы из ПНД (полиэтилена низкого давления) наиболее часто применяют для прокладки подземных газовых трубопроводов. Для соединения отдельных участков полиэтиленовых газопроводов используют стыковой метод.
Он заключается в разогреве торца каждого отрезка газовой трубы и последующего соединения их под определенным давлением. Таким образом, производится межатомное соединение материала газовых труб.
Достаточно новая разновидность, очень простая и востребованная. Для выполнения работ не требуется высокой квалификации. Сварное соединение выдерживает давление не более 40 атм.
При сборке трубопроводов большого диаметра используется специальное оборудование, для сборки трубопроводов небольшого сечения используется ручной инструмент.
Независимо от толщины газовых труб, работа ведется одним способом. Осуществляется сильный разогрев. Потом сдавливание и получение стыка. Соединение труб малого диаметра производится с помощью электрических муфт. Температура нагрева кромок не более 2700.
Для полипропиленовых труб применяют раструбный метод сварки. Трубы из полипропилена служат в основном для прокладки внутренних водопроводов и канализации, некоторые марки для системы отопления.
Применение газосварки
Для проведения газосварочных работ по соединению стальных газовых труб используется ацетилен. Из-за низкой температуры горения пропан не может использоваться для сваривания стыков.
Перед выполнением работ, как и в любом другом случае, газовые трубы подготавливают. При этом следует обращать внимание на отсутствие деффетов на трубе и геометрическую форму торца.
С краев отрезанной заготовки счищают грязь, ржавчину. Если присутствуют большие участки масляных пятен, то их следует протереть растворителем. Правильно подготовленный к сварке стык, повышает качество сварного шва.
Одновременно с разогревом металла в сварочную ванну подается присадочная проволока. Качественный шов получается только при достаточном разогреве стали.
Присадка, расплавляясь в ванночке, заполняя зазор на стыке, образует катет шва. Для качественного соединения валик распределяют по стыку пламенем горелки. Соединение металла происходит на межатомном уровне, поэтому так важно полностью расплавить основной металл и присадку.
Газосварка для прокладки внутреннего газопровода в доме – это основной вид неразъемного соединения труб из стали. Она прекрасно подходит, чтобы соединять газовые трубы с малой толщиной стенки. Такая сварка проста и не требует дорого оборудования. Однако технологию все же надо знать.
При ведении неповоротного стыка и при невозможности положить качественный шов у стены, следует использовать операционный шов. Для этого вырезается окно в газовой трубе, достаточное для сварки внутреннего пространства непроваренного места.
Варится внутренняя поверхность с заходом на проваренные участки. Затем в месте выреза укладывается латка из металла и проваривается внахлест.
Электросварщики высокого разряда справятся со сваркой внутреннего газопровода, но велика вероятность прожига или непроваренных участков, если работу осуществляет специалист с недостаточным опытом.
Электродуговое сваривание
Это один из востребованных способов сварки газовых магистральных трубопроводов, который осуществляется автоматическим и полуавтоматическим сварочным оборудованием и установками. Такая операция может производиться под действием защиты инертного газа.
Для прокладки газовых труб применяют и ручную дуговую сварку. Она используется при производстве прихваток и проварки корня шва. Но такую работу может выполнять электросварщик, обладающий высокой квалификацией и допуском.
Сварка магистральных газопроводов большого диаметра, требует особой подготовки. Для качественного шва надо выполнить правильную стыковку и разделку кромок.
Но сначала зачищают и протирают растворителем торцы деталей. Разделку кромок выполняют болгаркой или, при сварке деталей небольшого сечения, напильником. Шов будет качественным, если угол разделки не менее 60°.
Затем детали прихватываются. Качественная прихватка должна быть не менее 3 мм, с катетом шва не менее половины толщины стенки. Прихватки располагаются на небольшом расстоянии для более качественной фиксации стыка трубопровода газоснабжения.
При поворотном стыке можно проводить сварку, совмещая ее с вращением деталей. Такой способ увеличивает скорость работы и качество шва. Сварка даже на небольших диаметрах выполняется в несколько проходов.
Если корень шва можно варить прерывисто, то сварка последнего слоя производится без разрывов. Его выполняют сплошным швом сразу по всей окружности газовой трубы.
Все разновидности электродуговой сварки используются для производства работ на магистралях или заготовительных участках. При монтаже внутридомовой разводки используется газосварка или разъемное соединение труб.
Аргоновый метод для газоснабжения
Процесс соединения газовых труб может вестись под защитой от воздействия окружающей среды аргоном. Сварка труб из стали осуществляется с помощью вольфрамового сердечника.
Для проведения сварки используется ток прямой полярности. Все работы ведутся на заготовительных участках, свариваются трубопроводы большого диаметра. При прохождении корня стальной сердечник не используется. Сварка основных проходов производится с присадкой.
При сварке газовой трубы, толщина стенки которой менее 4 мм, электрод ведется от верха к низу заготовки. При более толстой стенке, сварку осуществляют снизу вверх. Но лучший шов получается при работе в нижнем положении.
Сварка газопроводов должна производиться с учетом некоторых особенностей аргонодугового способа.
Начинать и заканчивать сваривание стыка следует лишь на кромочном участке шва или в месте расплава. Оканчивают сварку стыка с нахлестом на предыдущий шов не менее 30 мм. Подача газа продолжается еще несколько десятков секунд, резко прерывать ее нельзя.
При сварке газовых труб из нержавеющей стали необходимо использовать флюс. При сварке труб с толщиной стенки свыше 10 мм использовать кольца для подкладки не рекомендуют.
Сварка ведется с помощью обратноступенчатого способа. Участки провара не свыше 200 мм. Шов плавно должен переходить на трубу, без резких перепадов. Такая особенность показывает надежный провар стыка.
Ручная элекродуговая сварка, полуавтомат
Тем не менее, самый распространенный способ другой – ручная электродуговая. Также часто применяется полуавтоматическая. При этом используются электроды диаметром от 3 до 4 мм. При этом толщина стенок газовых труб не должна превышать 5 мм.
И тут без подготовки кромок не обойтись. Их нужно очистить на ширину более 1 см. Дополнительно выполняются скосы.
Далее происходит центровка и прихватка (до 4 мест, равномерно). Высота прихватки не должна превышать 2/3 высоты скоса, а длина – 1 см.
Когда центровка будет выполнена качественно, выполняют сварку. Первый слой необходимо делать электродами малого диаметра. Например, 3 мм. Фаска должна заполниться материалом на 2/3 своей высоты.
Второй слой накладывается поверх первого после удаления шлака. При этом применяется электрод большего диаметра. Обычно это 4 мм. Таким электродом можно выполнять окончательный шов. Это делается с захватом прилежащих зон изделий. Только так можно получить герметичное соединение.
Когда процесс окончен, необходимо снять шлак, а затем проверить качество выполненного шва. Это значит, что он не должен иметь не проплавленных зон, прерываний. Шов должен быть сплошным.
Пример качественного сварочного шва
Если рассматривать сварку полуавтоматическую, то особых отличий от ручной сварки нет. Здесь также нужно правильно подобрать диаметр проволоки. Так, если нужно сварить газовые трубы с толщиной стенки до 5 мм, можно использовать сварочную проволоку диаметром 1-1,2 мм. Чтобы получить качественный шов, применяется дополнительно смесь защитных газов.
Технология сварки газопроводов по СНиП




Тема сварки труб очень широкая и сложная. В основном из-за того, что магазины предлагают большое количество заготовок. Типов труб по диаметру и материалу много.
Они могут быть широкие, узкие, пластиковые, стальные или из сплавов. Материал трубы — это только один из параметров, важных для выбора метода и техники сварки.
Для газового снабжения, например, используют трубы из разных сталей. А, чтобы создать газопроводную конструкцию, нужно иметь опыт и представление об основных правилах сварочного процесса.
Новички не смогут сварить такие трубы самостоятельно, это задание для опытных сварщиков. Если вы давно освоили разные методы создания конструкций и несколько типов сварки, то сможете обустроить газовую систему в доме.
Какие методики нужны в этом случае, и как сварить газопровод самому? Расскажем в этой статье.
- Общая информация
- Техника безопасности
- Аргонодуговая сварка
- MIG и MAG сварка
- Газовая сварка
- Сварка газовых труб в квартире
- Заключение
Суть технологии газовой сварки
Может показаться невероятным, но сварка использовалась еще в древнем Египте. Человек научился сваривать, спаивать металлы практически в то же время, когда освоил другие технологии обработки металлов. Нет смысла сравнивать древние методики с современными по эффективности, однако многие конструкции, сваренные многие сотни лет назад, до сих пор не утратили своих качеств. Так, большая часть памятников архитектуры Возрождения опирается именно на сварные конструкции.
Сначала люди открыли электросварку, и только в 1903 году французские ученые создали аппарат для газовой сварки. Он работал на основе ацетилена и кислорода, и с тех пор его конструкция и принцип действия в целом остались прежними. Безусловно, с течением времени система совершенствовалась: изменения коснулись вспомогательного оборудования, кислородных баллонов, редукторов, материалов прокладок, пр.
Суть технологии газовой сварки состоит в использовании газового пламени, которое нагревает кромки заготовок и часть присадочного материала (электродов).

Под действием температуры металл становится жидким, образуя сварочную ванну. Последняя защищена от воздействия воздуха за счет не только пламени, но и газовой среды. Расплавленный металл медленно остывает и твердеет, формируя сварной шов.
У технологии газовой сварки есть ряд особенностей, о которых важно помнить в процессе работы с соответствующим оборудованием. Многие сварщики говорят о том, что главным достоинством данного метода является возможность накладывать швы в любых пространственных положениях.
Газовая сварка позволяет работать не со всеми металлами, чаще всего ее используют для обработки:
- жести и тонколистовой стали, если толщина листа не превышает 5 мм;
- цветных металлов;
- чугуна;
- инструментальной стали.
Перечисленные металлы имеют одно сходство: для работы с ними необходим мягкий и плавный нагрев. Именно такие условия обеспечивает технология газовой сварки.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Соединение и резка металлов при помощи газов активно используется во многих отраслях промышленности и даже в быту. Постепенный нагрев детали позволяет избежать сильной деформации, поэтому данная технология считается наиболее подходящей для тонких металлов. В этом случае основная задача сварщика состоит в том, чтобы верно настроить подачу газа и мощность пламени. Для этого открываются вентили кислорода и ацетилена и поджигается горелка. Регулировку осуществляют вентилем ацетилена при полностью открученном кислороде.









Плюсы и минусы технологии газовой сварки металлов
Газовая технология, как и все остальные виды сварки, имеет свои плюсы и минусы. О них ни в коем случае нельзя забывать при выборе способа сваривания, ведь вам важно получить качественный шов и сократить затраты на работу.
Достоинства технологии газовой сварки:
- Возможность отказаться от сложного дорогостоящего оборудования и использования дополнительного источника электроэнергии. Все это позволяет применять данный метод даже в чистом поле. Отметим, что при строительстве всех нефтепроводов с 1926 по 1935 гг. использовалась именно газовая технология. Сегодня она помогает осуществлять ремонт металлических конструкций в разных частях зданий и даже в удаленных областях и регионах.
- Возможность варьировать мощность пламени в очень широких пределах, за счет чего удается сваривать металлы с разными температурами плавления.
- Возможность работать с такими материалами, как чугун, медь, свинец, латунь.

- Возможность получать швы высокого качества при условии грамотного выбора марки присадочной проволоки, мощности и вида пламени. Отметим, что газоацетиленовый метод использовался на наиболее ответственных производственных участках.
- Постепенный нагрев и остывание обрабатываемых поверхностей.
- Удобное изменение температуры пламени. Дело в том, что изменение угла наклона пламени относительно свариваемой поверхности влияет на его температуру. Максимальная температура достигается, когда пламя расположено по нормали.
- Более высокая прочность швов по сравнению с получаемыми за счет электродуговой технологии с использованием низкокачественных электродов.
- Возможность при помощи одной технологии сваривать, резать, закалять металлы.
Недостатки технологии газовой сварки:
- Большая область нагрева, из-за чего могут пострадать находящиеся рядом с рабочей зоной термически неустойчивые элементы.
- При увеличении толщины материала снижается производительность. Технология газовой сварки становится экономически неоправданной, когда приходится работать с металлами толщиной более 5 мм. В таких ситуациях стараются использовать электродуговой метод.
- Данный подход не применяется, когда требуется соединение внахлест металлов толщиной более 3 мм. В таком случае возникает напряжение в металле, что может вызвать деформацию и даже разрушение шва.
- Подобная обработка предполагает использование достаточно опасных веществ, образующих взрывные смеси в сочетании с содержащимся в воздухе кислородом (водород, ацетилен, пр.). Поэтому используемые в процессе работы газовые баллоны устанавливаются на максимальном расстоянии от органических веществ, то есть жиров, масел, углеводородов. При несоблюдении техники безопасности можно спровоцировать пожар или взрыв.
- Нагрев и остывание поверхностей, подвергаемых обработке, происходит довольно медленно.
- Данная технология практически не может быть механизирована, чего нельзя сказать об электродуговой сварке.
- Невозможно легировать наплавляемый металл. Качество швов, получаемых электродуговой обработкой, во многом зависит от выбранных электродов и специальной обмазки.
- Газовая сварка не подходит для обработки высокоуглеродистых сталей.
Общая информация
Какую технологию выбрать? Для газовых труб подходит дуговая сварка с аргоном, инверторная MIG/MAG и сварка с применением газа.
Есть и производственные технологии, которые включают автоматическое крупногабаритное оборудование и имеют высокую производительность в промышленных масштабах.
Тут речь о домашней сварке, и особенности конвейерного производства нам не нужны. Технологии, которые мы перечислили до этого, как раз помогут вам сварить газовые трубы в жилом помещении.
Идеальной методики сварки нет. Каждую из них можно рассматривать как со «светлой», так и с «тёмной» стороны. Мы не будем рекомендовать какой-то из них, называя его «лучшим».
Всё зависит от того, какая толщина стенок ваших труб, их диаметр, вид стали, из которой сделаны трубы. В некоторых случаях места работы труднодоступны, и это тоже нужно учесть, выбирая технологию.
В любом случае, перед тем как паять, освободите кромки труб от остатков краски, пыли и ржавчины. После нужно разделать их, если они толще шести миллиметров.
Вид разделки выбирается в зависимости от того, в каком месте конструкции будет находиться труба.
К созданию газопровода нужно подходить ответственно. Если швы будут окисляться, трескаться или просто не иметь достаточной герметизации, в первый же день использования системы произойдёт утечка.
Это повышает риск отравления, пожара или даже взрыва в квартире. Чтобы этих последствий не было, нужно в первую очередь не экономить на расходных материалах. Но важно также изучить нужный вам метод сварки и его нюансы.
Основные технологии газовой сварки
Специалисты называют газовую сварку царицей среди методов, используемых при работе с металлами. И это понятно, ведь количество ее достоинств просто поражает: технология простая, используется недорогое оборудование, расходуется мало электроэнергии. Кроме того, газовая обработка может вестись в любом измерении.

Существует огромное количество способов газовой сварки, поговорим о наиболее распространенных.
- Технология левой газовой сварки.
Она используется мастерами чаще всего, вне зависимости от их квалификации. С ее помощью удается соединять металлические заготовки с тонким краем, а также работать с металлами, отличающимися невысокой температурой плавления.
- Технология правой газовой сварки.
Такой подход является полной противоположностью «левому» методу, поэтому применяется для заготовок толщиной больше 3 мм, обладающих высокой теплопроводностью. В этом случае получается более качественный сварочный шов, так как металл лучше защищен пламенем. Тепло пламени расходуется экономичнее, а скорость работы возрастает почти на 20 %. Еще одним немаловажным достоинством является сниженный на 10 % расход газов.

При выборе присадочной проволоки нужно учитывать, что ее диаметр должен быть в два раза меньше толщины металлической заготовки. В целом не допускается использование проволоки толще 8 мм.
- Технология с использованием сквозного валика.
В данном случае сварщик постепенно перемещает пламя, плавя верхнюю кромку отверстия в заготовке и накладывая на его нижний край слой расплавленного металла.
Прежде чем приступать к работе, металлические листы закрепляют в вертикальном положении таким образом, чтобы между ними сохранялся зазор, равный половине толщины заготовки. В процессе соединения деталей формируют шов в форме валика. Он должен быть плотным, без пор и остатков шлака.
- Технология сварки с помощью ванночек.
Суть метода состоит в формировании новых ванночек по ходу шва. Как только образовывается первая, в нее вводится конец присадочной проволоки, плавится, после чего перемещается в восстановительный участок огня горелки.
Мундштук сопла передвигается дальше вдоль шва на следующий участок. В этом случае есть одно условие: каждая новая ванночка должна перекрывать предыдущую на одну треть диаметра проволоки.
При помощи данного подхода скрепляют тонкие листы, если требуется сделать стыковые или угловые швы. Такая технология прекрасно подходит для газовой сварки труб из низколегированной стали или сплавов с низким содержанием углеродов.
- Технология многослойной газовой сварки.
Данный метод используют во время выполнения наиболее ответственных работ. Дело в том, то он имеет низкую производительность, а также требует большого расхода сварочных газов. Последнее приводит к повышению цены обработки.
Суть технологии состоит в отжиге нижних слоев при наплавке последующих. Это обеспечивает отличную проковку каждого слоя перед формированием следующего шва, за счет чего возрастает качество металла шва.
Работают на коротких участках. Также отметим, что особенно тщательно очищают поверхность каждого слоя, прежде чем наложить следующий.
- Технология сварки окислительным пламенем и раскислением.
Таким образом соединяют заготовки из малоуглеродистых стальных сплавов. В данном случае пламя имеет резко-окислительный характер, за счет чего в сварочной ванне формируются окислы железа. А когда происходит окисление, не обойтись без процесса, который называют «раскисление».

Для него используют специальную присадочную проволоку, содержащую в себе большую долю марганца и кремния. По мнению специалистов, данный подход очень хорош и имеет производительность на 10 % выше, чем остальные.
- Технология газопрессовой сварки.
При таком методе происходит нагревание металла до пластичного состояния за счет сварочной адетилено-кислородной горелки. Когда достигнута требуемая степень нагрева, заготовки сдавливаются и свариваются.
Существует две разновидности данной технологии: соединение в пластичном состоянии с защитой шва и сваривание оплавлением. В первом случае к элементам, которые будут свариваться, прикладывается осевое давление, затем разжигается горелка. Далее детали нагреваются и параллельно сдавливаются. Сразу после того как образуется утолщение, прекращают нагрев и устраняют давление.
Вторая разновидность предполагает фиксацию заготовок с учетом зазора. Когда эта операция выполнена, можно разжигать горелку, нагревать и оплавлять концы деталей. На завершающем этапе к заготовкам прикладывают осевое давление, после чего их сваривают.
Сварка полиэтиленовых газовых труб встык
Сварка газовых труб из полиэтилена может быть выполнена аппаратами с механическим или гидравлическим приводом, а также приборами с программным управлением. Специальные таблицы, имеющиеся в инструкциях к приборам, регламентируют в зависимости от толщины стенок и диаметра трубы значения параметров сварки – температуры, времени нагрева и т. д.
Этапы стыковой сварки газовых полиэтиленовых труб такие:
- Части свариваемых труб устанавливаются в сварочную машину.
- Между соединяемыми деталями помещается нагретая плита.
- К плите с некоторым усилием прижимаются торцы труб.
- Через некоторое время полиэтилен плавится.
- После снижения давления на трубы нагреваются торцы.
- Горячая плита удаляется.
- Детали под некоторым давлением сразу соединяются.
После полного остывания трубопровод готов к эксплуатации. Шов получается очень прочным и качественным. Он способен выдержать давление до 4,5 МПа.

Для монтажа полимерных газопроводных труб применяются специальные сварочные машины
Технологическое оборудование, используемое для газовой сварки
Технология газовой сварки не может использоваться без определенного оборудования, в состав которого входят:
- Водяной затвор.
Данный элемент обеспечивает защиту всех элементов оборудования, например, генератора ацетилена, труб от обратной тяги огня из горелки. Данный затвор играет защитную роль, если установлен между газовой горелкой и генератором ацетилена, а вода в нем находится на определенном уровне.
- Баллон с газом.
Баллоны окрашиваются в разные цвета, используемые для обозначения конкретного газа. При этом не трогают верхнюю часть баллона, чтобы избежать реакции его содержимого с компонентами краски. Немаловажно, что на баллоны для хранения ацетилена нельзя устанавливать вентили из меди, поскольку такое соседство может спровоцировать взрыв газа.
Отдельно о сварке труб
При сварке труб на месте стыковки с внутренней стороны швов не должны образовываться наплывы. Они будут препятствовать продвижению жидкости по трубе. Кроме того, нельзя насквозь проплавлять стенки.
Сварка труб проводится за счет одного слоя и всего за один проход. При этом выпуклость шва не должна превышать 1-3 мм. Место стыка должно быть максимально ровным.

Виды пламени и применяемых газов в данном способе сварке
От пламени в процессе газовой обработки зависит температура нагрева и возможность работы с разными металлами. В пламени выделяют три зоны: ядро, где распадается ацетилен, восстановительную зону, в которой окисляется углерод и водород, а также факел или область полного сгорания газов.
Существует три вида пламени, каждый из которых зависит от соотношения ацетилена и кислорода.
«Нормальным» называют восстановительное пламя, при котором скорости окисления и восстановления металла одинаковы. Чаще всего именно такое пламя используют в процессе работы. Для обработки бронзы и других сплавов, имеющих в своем составе олово, подходит исключительно восстановительный огонь.

Для получения окислительного пламени в газовой смеси повышают содержание кислорода. Именно такое пламя используют в процессе соединения латуни и пайки твердым припоем. Дело в том, что окислительное пламя позволяет увеличить скорость газовой обработки.
Однако все не так просто – для получения хорошего результата придется использовать специальную присадку, имеющую в составе раскислители, то есть марганец и кремний. Если применять в качестве присадочной проволоки материал, аналогичный материалу заготовок, шов выйдет хрупким, с множеством пор и каверн. Но отметим, что это правило не распространяется на проволоку из латуни.
Пламя с повышенной долей горючего газа подходит для наплавки на одну деталь другой, из более твердого сплава. Кроме того, на его использовании базируется технология газовой сварки алюминия и чугуна.
Обычно газопламенную обработку производят при помощи специфического газа ацетилена (C2H2). Он имеет достаточно резкий запах, его получают в промышленных условиях за счет реакции карбида кальция с водой. Этот газ горит при +335 °C и выше, однако при сочетании с кислородом температура воспламенения понижается до +297 °C.
Для газопрессового метода чаще всего используют кислород, в равных долях смешанный с C2H2. Предприятия поставляют О2 в баллонах синего цвета. Перед началом работ с помощью шланга к горелке подключают кислород и подают его при низком давлении, не более 4 атм. В соседнее отверстие подключается C2H2. В горелке предусмотрено устройство, позволяющее смешивать газы, поэтому через наконечник выходит готовый концентрат.
При обработке металлов, чья температура плавления ниже, чем у стали, нередко используют газы-заменители, такие как пропан, метан, водород.
Пропан – технический бесцветный газ с резким запахом, тяжелее воздуха. При работе с металлами применяют смесь пропана и бутана, в которой доля бутана находится в пределах 5–30 %. Отметим, что температура пропан-кислородного пламени достигает +2400 °С.
Смесь метана и кислорода практически не имеет запаха, а температура пламени составляет +2100…+2200 °С. По этой причине данный состав стараются использовать не так часто.
Водородом называют легкий горючий газ без запаха и цвета. При сочетании с кислородом и воздухом в определенных пропорциях он способен образовать взрывоопасную смесь, поэтому во время работы с ним очень важно помнить о технике безопасности. Водород поставляют на предприятия в газообразном состоянии в стальных зеленых баллонах. Водородно-кислородное пламя отличается синим оттенком, при этом имеет нечеткие контуры зон, что значительно осложняет его регулировку.
Для газопламенного метода обработки стальных изделий метаном или пропаном применяют проволоку с повышенным содержанием марганца и кремня.

Компоненты сварки
В настоящее время используют различные газы, какой из них выбрать и как применять, опишем ниже.
Кислород
Газ для сваривания и резки, не имеет цвета и запаха. Способствует быстрому воспламенению паров горючих материалов.
Сварочный кислород выступает как катализатор плавления/резки металлов и входит в смесь с горючим газом.
Кислород хранится в баллоне под постоянным давлением, вследствие контакта с маслом самовоспламеняется.
Лучшая мера предосторожности – убрать газовые баллоны для сварки в закрытое от солнца и контакта место, тщательно очистить от пыли, грязи и не прикасаться к нему пропитанными чем бы то ни было перчатками.
Сварочный кислород получается из обычного воздуха, какой был отделен от СО2 и Н2О в воздухоразделительной установке. Существует 3 сорта кислорода, используемого в сварке: высший (99.5%), 1 и 2 сорта (99.2 и 98.5 процентов соответственно).
На остаток приходится смесь Ar и N.
Ацетилен
Ацетилен – смесь H и O, бесцветный газ для сварки с небольшим присутствием NH4 и H2S.
ВАЖНО ЗНАТЬ: Советы по сварке алюминия электродами
Если давление превышает 1.5 кг/см² и температура превышает 400°С, то смесь может взорваться.
Получается через диссоциацию жидких углеводородов под действием электричества.
Чаще всего в баллоне при диссоциации карбида кальция водой.
Заменители ацетилена
Правило гласит: чтобы сварочный процесс свершился, температура на выходе должна быть в 2 раза выше, чем порог плавки металла.
Как замена используются водород, метан, пропан, керосиновые пары, но температура их горения находится в пределах 2400-2800 градусов, что меньше 3150 градусов при горении ацетилена.
Основное преимущество вышеуказанных газов заключается в дешевизне производства.
Однако применение заместителей диктовано характером нагрева и плавящимся металлом.
К примеру, сталь требует виды проволоки с марганцем и кремнием, которая раскисляет ее, а плавящимся цветным металлам нужен флюс.
Еще один минус – не все виды газов имеют высокую теплопроводность.
Проволока и флюс
Проволока и сварочный флюс – неотъемлемое оборудование для газосварки, которое необходимо для надежного шва.
Проволока может быть только без краски и масла, коррозии, при этом порог ее плавления равен или ниже порога плавления металлов.
В ее отсутствие выручит тонкая полоска тех же металлов, которые свариваются.
Сплавы Cu, Mg, Al и металлы вообще во время сварки производят окислы, они относятся к соединениям, плавящимся при большей температуре, нежели сам металл.
Они накрывают металл тонким трудно плавящимся покрытием, усложняя сварку.
Плавящимся металлам требуется присутствие защитных флюсов.
Плавящимся флюсом делается нанесение непосредственно на металл или проволоку до сварки, плавится и выдает плавкий шлак, какой покрывает плавленый металл поверхностно.
Борная кислота и бура выступают в роли защитных флюсов.
Углеродистая сталь варится без добавок, а газовая сварка чугуна, меди и стали требует как раз защитных флюсов.
Техника и технология газовой сварки
Газовая сварка позволяет выполнять нижние, горизонтальные, вертикальные и потолочные швы. Самыми трудными считаются потолочные, поскольку сварщик поддерживает и распределяет в пределах шва жидкий металл за счет давления газов пламени. Чаще всего такую сварку применяют для стыковых соединений, несколько реже этим способом выполняются угловые и торцовые швы. Не стоит использовать данную технологию для тавровых соединений и внахлест, поскольку такая работа сопряжена с интенсивным нагревом металла, что вызывает повышенное коробление изделия.
Сварку отбортованных соединений тонкого металла осуществляют без использования присадочной проволоки. В этом случае используют прерывистые и непрерывные, однослойные и многослойные швы. Прежде чем приступать к работе, с кромок удаляют следы масла, краски, ржавчины, окалины, влаги и всевозможных загрязнений.
Очень важным вопросом является способ перемещения горелки. Ее пламя направляют на свариваемый металл таким образом, чтобы кромки заготовки оказались в восстановительной зоне, на расстоянии 2–6 мм от конца ядра. Соприкосновение жидкого металла с концом ядра спровоцирует науглероживание металла ванны. Конец присадочной проволоки должен располагаться в восстановительной зоне либо его можно погрузить в ванну расплавленного металла. В том месте, куда направлен конец ядра пламени, жидкий металл под действием газов слегка раздувается в стороны, из-за чего в сварочной ванне формируется углубление.
Скорость нагрева металла регулируется за счет изменения угла наклона мундштука относительно поверхности обрабатываемой заготовки. Чем больше угол, тем больше тепла получает от пламени металл, а значит, быстрее нагревается. Технология газовой сварки красной меди как хорошо проводящего тепло металла, а также толстых металлов предполагает использование большего угла наклона мундштука, чем при сварке тонкого материала либо с низкой теплопроводностью.
Основным движением, которым пользуется в процессе работы сварщик, является перемещение мундштука вдоль шва. Также в качестве вспомогательных могут использоваться поперечные и круговые движения – они позволяют регулировать скорость прогрева и расплавления кромок. Кроме того, они формируют необходимую конфигурацию шва.
Во время работы металл ванны должен быть постоянно защищен от соприкосновения с окружающим воздухом – для этого используют газы восстановительной зоны пламени. Стоит отказаться от способа, требующего время от времени отводить пламя в сторону, ведь при нем неизбежно окисление металла кислородом воздуха.
Параметры пламени регулируются посредством редуктора, именно он дает возможность изменять состав газовой смеси. Редуктор формирует три типа пламени: восстановительное, которые может использоваться для сварки большинства металлов, окислительное и с повышенным количеством горючего газа. Параллельно со сваркой металлов в расплавленной ванне идут два процесса: окисление и восстановление. Отметим, что при работе с алюминием и магнием окислительные процессы происходят активнее.

Сварочный шов и находящаяся в непосредственной близости от него область имеют разные параметры. Участок металла, расположенный вдоль шва, обладает очень низким уровнем прочности, поэтому в первую очередь подвергается разрушению. Дело в том, что прилегающий металл отличается структурой, состоящей из крупных зерен. Повысить качество соединения прилегающей зоны позволяет дополнительный нагрев, который еще называют термической ковкой.
Нужно понимать, что технологии газовой сварки и резки различных металлов обладают своими тонкостями.
Так, технология газовой сварки деталей из низкоуглеродистых сталей позволяет использовать любые газы. Роль присадки в данном случае играет стальная проволока с небольшим содержанием углерода.
Подход к обработке легированных сталей непосредственно зависит от их состава. Для нержавеющих жаропрочных необходима проволока с хромом, никелем в составе, а некоторые разновидности не могут вариться без присадочного материала, включающего в себя еще и молибден.
С чугуном работают при помощи науглероживающего пламени – оно не позволяет протекать реакции пиролиза кремния и предотвращает формирование зерен хрупкого белого чугуна.
Сварка меди предполагает использование мощного пламени. Поскольку этот материал очень текучий, между заготовками стараются оставлять минимальный зазор. Роль присадки может играть медная проволока или флюс, способствующий раскислению металла шва.
Неправильная работа с латунью приводит к тому, что из ее состава улетучится цинк, в результате получается слишком пористый шов. Не оказаться в такой ситуации позволяет использование латунной проволоки в качестве присадки и подача большей доли кислорода в пламя горелки.
При работе с бронзой используют восстановительное пламя, поскольку оно не способно выжечь олово, алюминий и кремний, содержащиеся в этом сплаве. Присадочным материалом служит близкая по составу проволока из бронзы, в которую добавлен кремний, необходимый для раскисления металла шва.
Считается, что варить алюминий по данной технологии достаточно просто, однако и здесь есть свои тонкости. Так, данный металл обладает плохими свойствами свариваемости, что значительно усложняет работу. Главные затруднения связаны с тем, что всегда очень велик риск получения брака, а также с тем, что расплавленный алюминий обладает высокой текучестью. Также непросто справиться с естественной оксидной пленкой. Дело в том, что она расплавляется лишь при +2 000 °С, тогда как сам металл приобретает другое агрегатное состояние уже при +700 °С. При нагреве цвет алюминия не меняется – чтобы заметить начало его плавления, сварщик должен обладать соответствующим опытом.

Важно помнить о низкой температуре плавления и высокой теплопроводности алюминия, ведь грамотный выбор мощности сварочного пламени во многом зависит от этих свойств. Для литейных алюминиевых сплавов выбирают присадочный металл, соответствующий основному по составу.
Правила безопасности при газовой сварке
Любые сварочные работы, в том числе при использовании технологии газовой сварки сталей, требуют серьезного отношения.
Сварщик подвергается серьезному риску, когда:
- Сварка ведется в непосредственной близости от огнеопасных и легковоспламеняющихся материалов, таких как бензин, керосин, пакля, стружка.
- Для обработки металла выбрано закрытое пространство, причем специалист не выходит время от времени на свежий воздух.
- Отсутствует вентиляция, позволяющая удалять вредные газы из помещения, где ведется газопламенная обработка металла.
- Расстояние между зоной резки и сварки и перепускными рампами, ацетиленовыми генераторами составляет менее 10 м.
- Секции загрузочных коробок переполняются карбидом.
- В корпусе генератора нет необходимого объема воды.
- Давление в баллоне кислорода не доходит до нормы.
- Пламя горелки направлено в сторону, противоположную источнику газа.
- Работы ведутся в непроветриваемом помещении без доступа свежего воздуха.

Гарантией безопасности сварщика является не только соблюдение техники безопасности при проведении сварочных работ, но и использование качественного оборудования. И что не менее важно, эти факторы позволяют повысить качество швов при работе с использованием технологии газовой сварки углеродистых сталей и других металлов.
Сварка полуавтоматом
Сварка полуавтоматом осуществляется проволокой, что делает данный метод вариацией на тему привычной электродуговой сварки/сварки электродом и отчасти газовой, в которой между свариваемой деталью и электродом возникает дуга.
ВАЖНО ЗНАТЬ: Напряжения и деформации в сварочных соединениях
Сопротивление электрода ниже сопротивления дуги, потому дуга получает больше тепловой энергии (плазмы), что заставляет оплавляться деталь вместе с электродом, что и дает сварную ванну.
Жидкий металл остывает, кристаллизуется и получается шов. Весь процесс сварки полуавтоматом можно увидеть на видео.
Основные компоненты аппарата-полуавтомата – защитный газ и электрод.
Сварка полуавтоматом начинается всегда с настройки:
- Включить аппарат, дождаться запуска;
- Продеть проволоку через рукав – шланг, ведущий к горелке;
- Поставить на редукторе требуемое давление, открыв вентиль в баллоне;
- Выбрать нужную скорость подачи газа по маховику;
- Выбрать рабочее напряжение дуги, силу тока;
- Поставить горелку под углом и начать варить.
При сварке полуавтоматом важно учитывать целый ряд параметров: угол работы проволоки с плавящимся материалом, ее вылет, расход СО2, напряжение дуги, ее полярность, сила тока.
На каждый показатель есть свой ГОСТ. ГОСТ имеется как на газосварочное оборудование и аппарат, так и каждый элемент должен иметь свой ГОСТ:
- ГОСТ 13861-89 — редуктор, давление и общие технические условия;
- ГОСТ 30829-2002 — ацетиленовый генератор;
- ГОСТ 9356-75 — шланги на сварочный аппарат;
- ГОСТ 949-73 — баллоны для газов;
- ГОСТ 1077-79 и ГОСТ 29091-91 — универсальные и инжекторные типы горелок;
- ГОСТ 21449-75 — проволока для присадки.
Техника безопасности при газовой сварке очень важна. Без знаний по технике безопасности приступать с газосварке строго запрещено!
Сварка для металлических и полимерных газовых труб
Врезка отводов в магистральные трубопроводы производиться при помощи устройства, позволяющего производить работы без остановки перекачки при рабочем давлении в трубопроводе до 6,4 МПа.
Комплекс работ по врезке в существующий газопровод под давлением с применением огневых работ выполняет специализированная бригада. Подготовка газопровода к врезке выполняется подразделение предприятия, эксплуатирующего газопровод. На огневые работы под давлением составляется наряд — допуск. Специализированная бригада должна пройти подготовку и аттестацию на выполнение работ по сварке и врезке с применением специального оборудования.
До начала производства работ по врезке необходимо провести обследование участка газопровода, где планируется врезка. Определяется глубина заложения газопровода, расположение продольной оси, отмечается колышками, устанавливаемыми через 50 м, и знаками высотой 1,5-2,0 м с указанием фактической глубины заложения, устанавливаемыми в пределах видимости на прямых участках трассы не более чем через 50 м, в местах пересечения с отводом. Определить положения газопровода вертикальной (глубины заложения) и горизонтальной (в плане) плоскостях.
Работы по врезке под давлением с применением сварки на газопроводах разрешается производить только при известном химическом составе металла трубы в месте врезки. В месте монтажа узла врезки не допускается наличие поверхностных и внутренних дефектов (расслоений, трещин, раковин и др.).
Перед проведением работ по контролю качества металла очистить поверхность трубы, находящейся под давлением, на всю длину участка врезки газопровода в котловане от остатков грунта, изоляции. Очистку производить только вручную, либо пескоструйными установками, скребками, щетками, либо другими инструментами безударного действия. Определить и наметить мелом места врезки и установки узлов врезки.
Производить контроль качества металла трубы в месте монтажа узла врезки ультразвуковым методом.
Замерить толщину стенки трубы на расстоянии порядка 100 мм по обе стороны окружности места приварки.
Сборка и сварка стыков производится согласно требованиям СН 111-42-80 и ВСН 006-89.
Требования к сварным соединениям, выполняемым на газопроводе под давлением:
кольцевые сварные швы при варке накладки, разрезного тройника, муфты и основной трубы выполняется с обязательным положением на тело трубы наплавленного слоя шва.
глубина проплавления стенки основной трубы при положении корневого и наплавленного слоев сварного шва должны быть 2,4 мм, но не более 40% от толщины стенки трубы.
при положении продольных сварных швов приварки половик разрезного тройника (муфты) между собой глубина проплавления должна быть равна толщине стенки тройника (муфты).
Проплавление стенки основной трубы не допускается.
Параметры сварочного процесса устанавливаются в соответствии с основными требованиями по обеспечению безопасности и качества работ:
недопущение прожога стенки трубы;
недопущение растрескивания металла в зоне термического влияния вследствие охлаждения потока и газа и водородного растрескивания.
Приварку узлов врезки на действующем газопроводе под давлением следует вести с обязательным предварительным нагревом свариваемых поверхностей.
Предварительный нагрев производится перед нанесением корневого наплавленного шва, а также каждого из последующих слоев, если температура участка шва, подлежащего к сварке, упала ниже минимального предела.
Контроль температуры предварительного нагрева свариваемых поверхностей производится с использованием контактных термометров и термокарандашей.
Температура предварительного нагрева свариваемых поверхностей для приварки узла врезки к телу газопровода должна быть 100єС, не более 250 єС.
Предварительный нагрев производится с использованием газовой горелки или электроиндукционных нагревателей.
Отклонения от номинальных размеров наружных диаметров и овальность труб не должны превышать пределов, обеспечивающих допустимый зазор при сварке узла врезки с поверхностью газопровода.
При превышении пределов отклонении в предполагаемом месте врезки место врезки сдвигается.
Запрещается на время производства работать на газопроводе врезной под давлением подъем давления на параллельных и пересекающих его нитках газопроводов.
Вскрытие газопровода, находящегося под давлением, и разработку котлована экскаватором следует производить при условии приближения режущих кромок зубьев ковша на расстоянии не ближе чем 0,5 м до образующей трубы газопровода со всех сторон, при этом ходовая часть и опорные элементы экскаватора не должны перемещаться непосредственно над газопроводом.
Сварка газовой трубы газосваркой
Как и в любом сварочном процессе в первую очередь сами трубы необходимо подготовить. Очень важный момент заключается в том, чтобы не пропустить дефекты торцов соединяемых встык газовых труб. Они могут не совпадать между собой по размерам и форме отверстия. Особенно это касается формы. Она может быть не круглой, а овальной, что создаст трудности не только со свариванием, но с точной стыковкой.









Варить газовые трубы с тонкой стенкой можно и без формирования кромки, но лучше с ними. Потому что сварочная ванна, образованная ими дает полное и качественное заполнения зазора. Обязательно кромки обрабатываются до металлического блеска, то есть, удаляется ржавчина, грязь, следы других материалов. Если на участке сваривания присутствуют жировые и масляные пятна, то из также придется удалить, хотя бы растворителем. Эти меры действенны, именно они влияют на качество сварочного шва.
Следующий подготовительный этап – это выбор присадочной проволоки. Здесь все просто – она должна быть изготовлена из того же сырьевого материала, что и сам газовый трубопровод.
Все готово, можно переходить к сварке. Горелка подносится к сварочной ванне под наклоном, сюда же подается и присадочная проволока
Важно сначала хорошо прогреть торцы двух соединяющихся труб до красного состояния. После чего в ванну вводится проволока, которая под действием высоких температур расплавляется, и ее металл заполняет зазор между кромками
Необходимо отметить, что при этой технологии не происходит соединение металлов труб и проволоки на межкристаллических связях. Поэтому такое соединение не является высокопрочным. Хотя для труб газоснабжения под небольшим давлением этого будет достаточно.
- Если для сварки газовых труб используется ацетилен, то сварочный шов можно сделать за один проход.
- Температура горения этого газа очень высокая, и ее достаточно, чтобы хорошо нагреть кромки и быстро расплавить присадочную проволоку в большом объеме.
- Начало и конец шва надо обязательно соединить внахлест.
Нередко встречаются ситуации, когда место расположения сварочного стыка находится в неудобном месте (к примеру, около стены). Поэтому всегда присутствует вероятность, что он будет некачественно проварен. Если это трубы большого диаметра, то можно сваривать их снаружи и изнутри. Для того чтобы произвести сварку изнутри, надо будет сделать недалеко от стыка отверстие, чтобы в него поместилась рука с проволокой и горелкой, и провести сваривание по внутреннему диаметру.
Кстати, нужно сказать, что некоторые сварщики с высокой квалификацией прекрасно варят газовые трубы электросваркой. Благо для этого есть инверторы. Поэтому на вопрос, а можно ли варить трубы с тонкой стенкой электродуговой сваркой, можно ответить положительно.
Описание процесса
Естественно, что работы начинаются с подготовительного этапа, вне зависимости от того, сами ли вы будете врезаться в систему или выберете специализированную службу. Если последнее, то вам нужно обратиться в соответствующую инстанцию, оформить заявку, возможно, предоставить предусмотренный законом пакет документов. Решили подключать новую трубу своими руками? Значит, необходимо купить соответствующие материалы, подготовить систему и себя к запланированным работам. Итак, если подготовительный этап пройден успешно, начинаем врезку.
Соединение металлических систем
- Очищение поверхности. Удалите с места, где наметили делать врезку, краску, мусор, ржавчину.
- Разметка. Определите, где будет соединение, поставьте отметки.
- Проделывание отверстий (при катушечном способе — 1, при тавровом методе — 2).
- Обработка скважин. Щели следует обработать глиной, причем, начинать это процесс рекомендуется еще во время рассекания поверхности, дабы минимизировать риск горения/воспламенения просочившегося голубого топлива. Готовые отверстия максимально быстро нужно закрыть специальной (сделанной из асбеста и глины) заглушкой. Обработанное место необходимо охладить.
- Монтаж отключающего приспособления. Когда металл охладится, заглушку можно открыть, чтобы извлечь из конструкции фрагмент вырезанной трубы. После устранения куска металла в щель помещают отключающее устройство, представляющее собой набор дисков из дерева и резины, а также торбочек с вязкой глиной. Если вы придерживаетесь таврового способа, то таких щелей будет две.
- Установка патрубка. Когда отключающее приспособление покрыло щель, самое время приниматься за проделывание основного отверстия — под присоединяемую (новую трубу). Сверьте правильность диаметра, не исключено, что разметку придется подправить. Проделайте дыру, установите патрубок. Стыки патрубка с обеих сторон заварите, затем закройте на нем задвижку.
- Заделывание отверстия. Итак, патрубок приварен, теперь нужно приварить новую трубу. Для этого сначала удалите остатки металла, появившиеся в результате проделывания основной щели. Вставьте их на свое место, обработайте глиной, и тоже заварите. Проверьте, не пропускает ли сварочный шов газ (при помощи мыла).
- Присоединение новой трубы.

После установки металлические конструкции желательно покрасить, дабы уберечь их от коррозии
Врезка в пластиковую трубу
Все чаще для монтажа инженерных сетей используют пластиковые конструкции. Если вам необходимо подсоединиться к такой системе, что делать? Во-первых, радуйтесь, что процесс будет не более сложным, чем в случае с металлом. Во-вторых, четко придерживайтесь таких рекомендаций.
Купите качественные — заводские, соответствующие ГОСТу соединительные элементы (фитинги), в идеале — металлические. Используйте раструбное соединение и специальный клей для повышения надежности шва. Следите, чтобы место соединения было идеально герметичным, имело максимальную плотность. Вставку перед монтажом обработайте составом против коррозии.
Как же осуществляется сама врезка в случае с пластиковыми сетями? Присоединение делается при помощи создания вставок, расположенных перпендикулярно к работающей системе. Длина вставок может варьироваться в пределах 70-100 см. Наращивание должно происходить при помощи пластиковых труб — на основе раструбно-контактного соединения. Что собой представляет данная технология? Стальную вставку разогревают (приблизительно до уровня 60 градусов). А на нее уже насаживают пластиковую конструкцию, причем, мгновенно и с силой. Если вы врезаетесь в систему со средним давлением, эксперты советуют подключить к «делу» и порошковый полиэтилен, дабы сделать соединение максимально прочным.

Так происходит подключение к пластиковой сети
Врезаться в газовую трубу, безусловно, лучше с помощью профессионалов, однако, владея теорией, можно экспериментировать, между тем, решать только вам.
Разновидности и методы сварки газовых труб
Кроме газосварки для проведения сварочных работ применяются и другие технологии, позволяющие не менее надежно сделать сварку труб газопроводов в квартире.
Аргонодуговая сварка
Принцип аргонодуговой сварки заключается в расплавлении металлических элементов электрической дугой в среде инертного газа. Для работы используется неплавкий электрод, через который проходит электрический ток большой мощности. Свариваемые поверхности под действием тока расплавляются и соединяются в одно целое. Спецификой этой операции является то, что весь процесс происходит без доступа атмосферного воздуха. Он при возникновении электрической дуги вытисняется аргоном и таким образом формируется безвоздушное пространство.
При работах аргонодуговой сваркой, нужно чтобы все плоскости соединяемых участков были как можно точно подогнаны.
 Аргонодуговая сварка
Аргонодуговая сварка
Плюсом этого метода выступает высокое качество сварного шва. Минусом, то, что работать в неудобных положениях, например, с нижней точки нужно уметь, ведь сам электрод довольно большой.
MIG/MAGсварка
Этот вид сварки основан также на принципе соединения деталей электрической дугой в безвоздушном пространстве. Разница заключается в том, что используется сварочная проволока, подаваемая автоматом подачи по специальному рукаву.
Впрочем, это не единственное отличие от других методов. MIG/MAGсварка имеет и различия между собой. Первый тип, MIG- сварка осуществляется в среде инертного газа, а второй MAGсварка в среде активного газа.
Для работы используются специальные сварочные автоматы с подключением газового баллона с аргоном или гелием. Может также быть использована и специальная флюсовая проволока, которая не требует при работе газовой оболочки сварочной ванны, безвоздушное пространство получается при сгорании флюса, что находится на проволоке.









Плюс этой технологии заключается в очень аккуратном и красивом сварочном шве. Ну а минус – это присущий всем электродуговым типам швов появление окалины и зашлаковывание шва.
Применение газосварки
Для проведения газосварочных работ по соединению стальных газовых труб используется ацетилен. Из-за низкой температуры горения пропан не может использоваться для сваривания стыков.
Перед выполнением работ, как и в любом другом случае, газовые трубы подготавливают
При этом следует обращать внимание на отсутствие деффетов на трубе и геометрическую форму торца
С краев отрезанной заготовки счищают грязь, ржавчину. Если присутствуют большие участки масляных пятен, то их следует протереть растворителем. Правильно подготовленный к сварке стык, повышает качество сварного шва.

Одновременно с разогревом металла в сварочную ванну подается присадочная проволока. Качественный шов получается только при достаточном разогреве стали.
Присадка, расплавляясь в ванночке, заполняя зазор на стыке, образует катет шва. Для качественного соединения валик распределяют по стыку пламенем горелки
Соединение металла происходит на межатомном уровне, поэтому так важно полностью расплавить основной металл и присадку
Газосварка для прокладки внутреннего газопровода в доме – это основной вид неразъемного соединения труб из стали. Она прекрасно подходит, чтобы соединять газовые трубы с малой толщиной стенки. Такая сварка проста и не требует дорого оборудования. Однако технологию все же надо знать.
При ведении неповоротного стыка и при невозможности положить качественный шов у стены, следует использовать операционный шов. Для этого вырезается окно в газовой трубе, достаточное для сварки внутреннего пространства непроваренного места.
Варится внутренняя поверхность с заходом на проваренные участки. Затем в месте выреза укладывается латка из металла и проваривается внахлест.
Электросварщики высокого разряда справятся со сваркой внутреннего газопровода, но велика вероятность прожига или непроваренных участков, если работу осуществляет специалист с недостаточным опытом.
Способы газосварки:
Правый.
В этом способе сварки формирование соединительного шва осуществляется слева направо. При этом пламя направляется назад на уже обработанную часть поверхности. Проволока располагается за горелкой.
Сфера применения – элементы газопровода толщиной от 5 мм.
Преимущества – увеличенная глубина плавления, высокая производительность, низкий расход газа.
Левый.
Шов прокладывается справа налево. Источник пламени направляется вверх на еще не заваренные стыки. Проволока находится перед горелкой.
Сфера применения – газопровод из тонкостенных труб.
Преимущества – более равномерная и аккуратная шовная поверхность.
Если свариваемые элементы газопровода можно перевернуть, их соединяют в нижнем положении. Когда стык неповоротный, его обрабатывают поэтапно – сначала нижним и вертикальным, затем потолочным швом.
На изделия диаметром до 15 см сначала наносится нижняя половина шва и только потом формируется верхняя (в обратном направлении). Более крупногабаритный прокат – до 30 см и выше, сваривается по четырем участкам окружности.










Швы, сформированные в результате газовой сварки, не должны иметь никаких дефектов – отверстий трещин, подрезов. По форме они слегка выпуклые – около 1-3 мм, но не более 40% от толщины изделия.
Сварка труб электродуговая
Это один из самых распространенных способов соединения газовых труб. Технология позволяет использовать ручную сварку, автоматическую и полуавтоматическую (с помощью самозащитной флюсовой проволоки). Данный способ соединения газовых труб более качественный, потому что стыковка происходит на уровне межкристаллических связей. То есть, расплавленный стержень электрода вплавляется в расплавленный металл кромок труб. По сути, получается в сварочной ванне единый монолитный участок.
Как правильно соединить трубу газоснабжения электросваркой.
- Производится зачистка торцов труб точно так же, как и в случае газосварки.
- Обязательно формируются кромки. Это можно сделать напильником или болгаркой со шлифовальным кругом. Оптимальный угол соединения кромок – 60°.
- Трубы обязательно укладываются в горизонтальной плоскости и центруются относительно друг друга.
- Делаются прихватки (количество определяется сечением трубы) длиною по 3-4 см. Главное – прихватка по высоте наполнения не должна быть больше 2/3 толщины стенки.
Все готово, остается только варить. При этом нужно соблюдать некоторые правила сварки. Если труба с толщиною стенки в пределах 4-6 мм, то сваривание можно проводить в один проход. В остальных случаях только в несколько проходов электродом. То есть, наращивание металлического наполнения шва должно проводиться послойно. При этом, чем выше слой, тем большего диаметра электрод должен быть использован.
Варить газовые трубы по диаметру очень сложно, поэтому их устанавливают в специальное приспособление – вращатель. Если такового нет, то сварка производится снизу вверх. То есть, труба делится на две части вертикалью, и каждый участок проваривается по отдельности. При этом необходимо стыки сварочных слоев производить внахлест.
Если производится сварка магистральных газовых трубопроводов, то соединение проводится по участкам. То есть, постепенно по участкам заполняется весь шов, а последний слой наносится целиком по всей окружности.
Полуавтоматическая электросварка в среде защитных газов также применяется при сварке газовых труб. По качественной составляющей она более эффективна, чем предыдущие варианты. Все дело в том, что на процесс сваривания кромок не воздействуют химические элементы, находящиеся в воздухе. Потому что зона сварки покрывает защитный газ, обычно это смесь аргона с кислородом и углекислым газом. Могут использоваться и другие смеси.
Плюсы и минусы труб ПНД
Полиэтиленовые трубы производятся из полиэтилена низкого давления разных марок: вторичного и первичного происхождения. Они отличаются химической стойкостью к многим жидким веществам. Выделяют три основные категории ПНД труб: водопроводные (для холодного водоснабжения и канализации), газовые, технические.

Плюсы ПНД как материала для трубопроводов:
- Легко устанавливаются, не требуют сложного оборудования и высокой квалификации исполнителя. Малые участки могут монтироваться вручную с помощью разъемных соединений. Трубы больших диаметров свариваются.
- Отличаются высокой прочностью, пластичностью, способностью восстанавливаться после незначительных деформаций и надежностью соединения.
- Не подвержены коррозии, что позволяет снизить расходы на содержание, ремонт трубопровода.
- Способствуют энергетической эффективности насосного оборудования, так как гладкая поверхность внутренних стенок труб исключает образование отложений, которые могли бы препятствовать прохождению среды по трубе и требовать большего напора жидкости и мощности насоса.
- Не разрушаются при перепаде внешних температур в значительном диапазоне. Могут замерзать зимой и оттаивать в теплое время без повреждения и ухудшения эксплуатационных качеств.
- Являются безопасными, не выделяют токсичные вещества, поэтому подходят для систем, транспортирующих питьевую воду, не изменяют ее состав и вкусовые качества.
- Сохраняют химическую инертность по отношению к концентрированным кислотам и щелочам.
- Имеют низкую стоимость. Гораздо менее затратные по сравнению со стальными трубами и другими полимерными системами, включая низкие расходы на их доставку (легкий вес и не хрупкость)
- Относятся к экологичным продуктам, так как при производстве и утилизации не наносится вред окружающей среды.
- При всей прочности и устойчивости труб к агрессивным химическим средам, коррозии, перепаду температур, полиэтилен расслаивается и становится хрупким под продолжительным воздействием ультрафиолета, поэтому в солнечных географических зонах трубы не используются для наземных систем с целью долгосрочной эксплуатации (более 2 лет). Исключение составляет сшитый полиэтилен, который не демонстрирует чувствительность к этому фактору воздействия.
- Полиэтиленовые трубы относятся к горючим объектам, поэтому их реже применяют для транспортировки горячей воды и в условиях очень высоких температур (превышающих 50°С). Даже при показателях ниже пограничного, в продолжительную интенсивную жару полиэтиленовые трубопроводы, обладая высоким температурным расширением, могут деформироваться, провисать. Чтобы компенсировать это явление устанавливаются специальные компенсационные элементы. А там, где важна сварка пнд в стык используют армированные трубы.
- При горении выделяют ядовитые вещества, которые опасны для здоровья.
- Для полиэтиленовых труб есть ограничение в рабочем давлении (не более 20 МПа).
Технология сварки газовых труб
Газовая сварка труб
Особенности процесса
Зачастую такие трубы выполнены из стали, поэтому и сварочные работы проводятся соответствующе. Процесс может выполняться устройствами электродуговой и газовой сварки, а также аппаратами TIG (ручная сварка не плавящимися электродами) и MIG-MAG (полуавтоматическая сварка в среде защитного газа (инертного или активного). И тут большое значение имеет квалификация сварщика.
Подготовка
Традиционно сначала подготавливаются кромки. Их нужно очистить от загрязнений, дабы получить качественный шов. Далее необходимо сделать скос. Это необходимо для полного заполнения площади расплавленным металлом. Это позволяет получить герметичный и прочный шов.
Современный сварочный аппарат
Газовая сварка
Если для сварки таких труб используется газовая горелка, зачастую хватает и одного прохода. При этом толщина стенок не должна превышать 4 мм. Иначе прочного шва не получится, будет наблюдаться перегрев зоны шва. Особенность этого процесса в том, что окончание шва происходит с некоторым наложением. Это позволяет избежать непровара.
Естественно, материал присадки должен соотноситься с сортом стали газовых труб.
Ручная элекродуговая сварка, полуавтомат
Тем не менее, самый распространенный способ другой – ручная электродуговая. Также часто применяется полуавтоматическая. При этом используются электроды диаметром от 3 до 4 мм. При этом толщина стенок газовых труб не должна превышать 5 мм.
И тут без подготовки кромок не обойтись. Их нужно очистить на ширину более 1 см. Дополнительно выполняются скосы.
Далее происходит центровка и прихватка (до 4 мест, равномерно). Высота прихватки не должна превышать 2/3 высоты скоса, а длина – 1 см.
Когда центровка будет выполнена качественно, выполняют сварку. Первый слой необходимо делать электродами малого диаметра. Например, 3 мм. Фаска должна заполниться материалом на 2/3 своей высоты.
Второй слой накладывается поверх первого после удаления шлака. При этом применяется электрод большего диаметра. Обычно это 4 мм. Таким электродом можно выполнять окончательный шов. Это делается с захватом прилежащих зон изделий. Только так можно получить герметичное соединение.
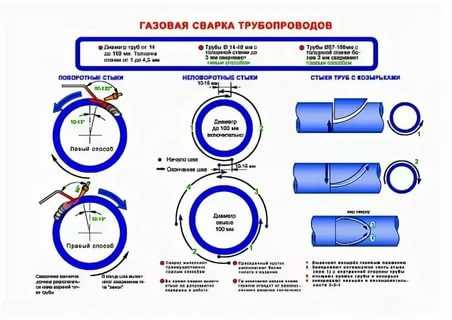






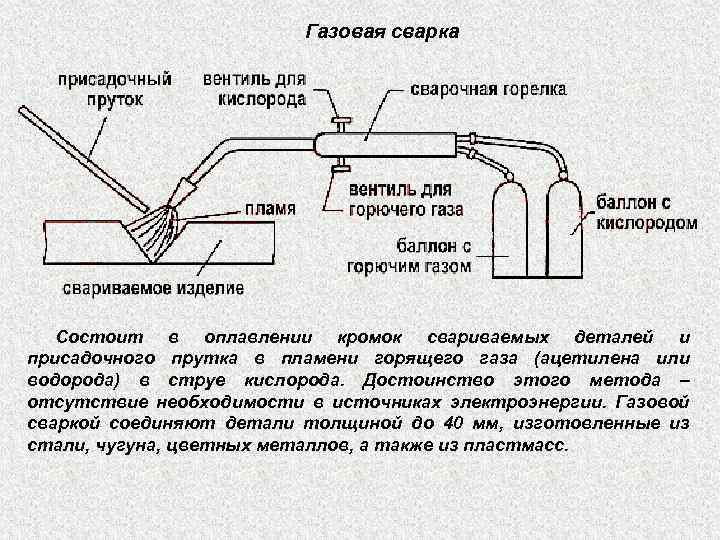


Когда процесс окончен, необходимо снять шлак, а затем проверить качество выполненного шва. Это значит, что он не должен иметь не проплавленных зон, прерываний. Шов должен быть сплошным.
Пример качественного сварочного шва
Если рассматривать сварку полуавтоматическую, то особых отличий от ручной сварки нет. Здесь также нужно правильно подобрать диаметр проволоки. Так, если нужно сварить газовые трубы с толщиной стенки до 5 мм, можно использовать сварочную проволоку диаметром 1-1,2 мм. Чтобы получить качественный шов, применяется дополнительно смесь защитных газов.
Пример режима сваривания электродами
И в завершении информации, следует еще раз отметить, что все эти процессы, относительно соединения газовых труб, не стоит выполнять своими руками. Это запрещено, потому что очень опасно. Поэтому, если вам нужно выполнить соединение газовых труб, лучше обратиться по этому поводу в компетентную компанию. Только специалист способен выполнить все действия не только качественно, но и безопасно. Что в работе с газовым оборудованием играет очень важную роль.
Технология сварки газовых труб При монтаже газовых труб вам понадобится возможность производить сварку.
Подключение к магистрали
Наличие газа в квартире или доме значительно облегчает создание комфортных условий проживания. Поэтому этим природным топливом обеспечивается большее количество зданий жилого сектора.
- Для присоединения помещения к трубопроводу, подключения плиты, колонки, газового отопительного котла составляется специальный проект технических условий. Документы для этого проекта могут немного различаться, это зависит от особенностей объекта подключения.
- Компания, являющаяся поставщиком, проверяет предоставленные документы, рассмотрение может длиться один месяц.
- Следующий шаг – непосредственно подключение. Оно проводится квалифицированными специалистами. Устанавливаются счетчики с пломбами, заключается договор на поставку топлива.
Если нужно подключить после отключения из-за долгов, также следует обратиться к поставщику. Но сначала нужно погасить долги. Возможно, одновременно будет проводиться установка счетчика или его замена, сколько стоит работа, нужно узнать у исполнителей.
Немного математики и цифр
Одним из главных факторов, обеспечивающих бесперебойную подачу газа, является пропускная способность газопровода. Поэтому к расчёту данного параметра предъявляются особые требования. Такие расчеты нужно производить независимо от вида газовых труб, которые планируется использовать — стальные или пластиковые.
Максимальное значение пропускной способности трубы определяется по формуле:
Qмакс =196,386T×(P/Z)×(Ду/2) , где
P – абсолютное давление газа или рабочее давление в системе газопровода плюс 0,1 МПа; Ду – величина условного прохода трубы; T – температура транспортируемого газа в градусах Кельвина; Z – коэффициент сжимаемости. Анализ этой формулы указывает на то, что чем T больше, тем пропускная способность должна быть выше, иначе газопровод разгерметизируется, что может привести к взрыву.

От правильного выбора труб зависит не только работоспособность газопровода, но и безопасность всей системы
Впрочем, сделать выбор можно, воспользовавшись данными из ниже размещённой таблицы. В ней представлены пропускные способности труб в зависимости от создаваемого газом давления.
| Рабочее давление (3), МПа | Пропускная способность газопровода м3/час Z=1, V=25 м/с, T=293˚K. (20˚С). | |||||||
| DN500 | DN400 | DN300 | DN200 | DN150 | DN100 | DN80 | DN50 | |
| 10,0 | 1691500 | 1008720 | 609030 | 270680 | 152255 | 67670 | 43305 | 16915 |
| 7,5 | 1273000 | 814720 | 458280 | 203680 | 114570 | 50920 | 32585 | 12730 |
| 5,5 | 938000 | 600320 | 337680 | 150080 | 84420 | 37520 | 24020 | 9380 |
| 3,5 | 603000 | 385920 | 217080 | 96480 | 54270 | 24120 | 15435 | 6030 |
| 2,5 | 435500 | 278720 | 156780 | 69680 | 39195 | 17420 | 11145 | 4355 |
| 1,6 | 284500 | 182240 | 102510 | 45560 | 25625 | 11390 | 7920 | 2845 |
| 1,2 | 217500 | 139360 | 78390 | 34840 | 19595 | 6710 | 5570 | 2175 |
| 0,6 | 117000 | 75040 | 42210 | 18760 | 10550 | 4690 | 3000 | 1170 |
| 0,3 | 67000 | 42880 | 24120 | 10720 | 6030 | 2680 | 1715 | 670 |
Особенности и способы соединения газового трубопровода
Требования безопасности к использованию газового оборудования в бытовых целях предписывает установку только металлических газовых труб. Увы, современные технологии производства металлопластиковых и полипропиленовых труб пока не в состоянии обеспечить надежность соединения стыков. В квартирах и частных домах при прокладке газопроводов компании предлагают только один из методов соединения металлических труб – газосварка. Но этот метод обладает существенными недостатками – для работ нужно громоздкое оборудование в виде баллонов и шлангов, работы обычно сопровождаются большим количеством тепла и копоти, сварка происходит при открытом горении газа. Ну и в осенне-зимний период работы с баллонами в помещении очень опасны из-за угрозы взрыва от перепада температуры.
Альтернативой можно было назвать резьбовое соединение, но оно требует очень точной подгонки все соединяемых деталей. Так что на сгоны и муфты будут садиться только соединения у газового счетчика и крана. Вот и выходит, что сварка газовых труб в квартире единственно разрешенный метод соединения всех отрезков.
Сам процесс состоит из нескольких отдельных операций:
- Врезка в газовую трубу магистрального трубопровода;
- Сварка газовых труб на отдельных участках;
- Соединение отрезков заготовленной резьбы и трубопровода для подключения приборов;
- Соединение при наращивании длины трубопровода.
Особенностью здесь выступает небольшой диаметр труб 15-20-25 мм и необходимость во время работ сделать максимально качественный шов, поскольку к местам соединения предъявляются особые требования.
Материалы и оборудование
Для прокладки внутренних газовых коммуникаций используются стальные шовные и бесшовные трубы. Диаметр труб должен соответствовать проекту газификации помещения. Также в проекте указывается и маршрут прокладки с указанием точек врезки в магистральный трубопровод, точки установки счетчика и кранов.




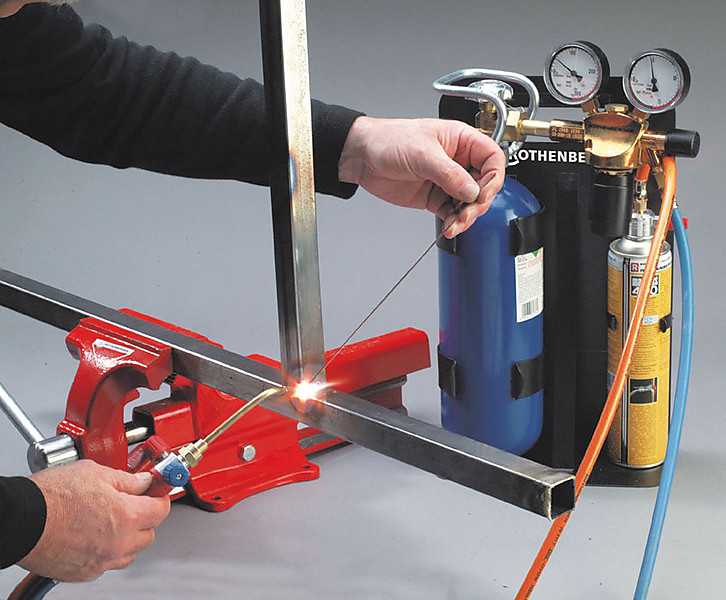

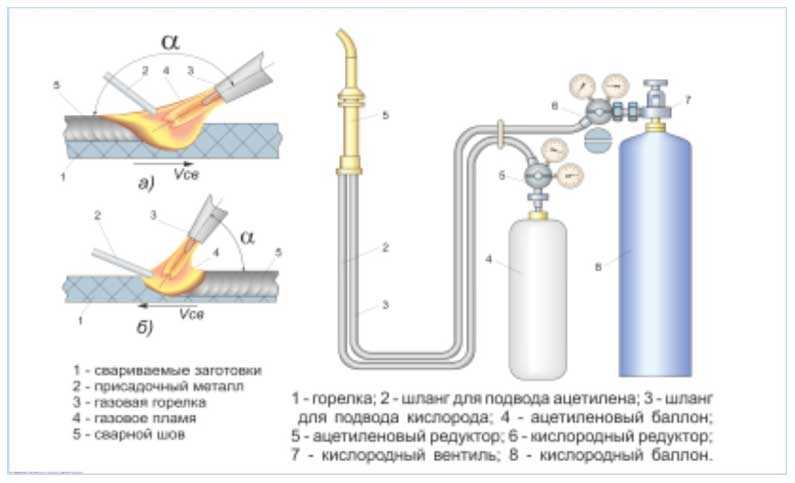

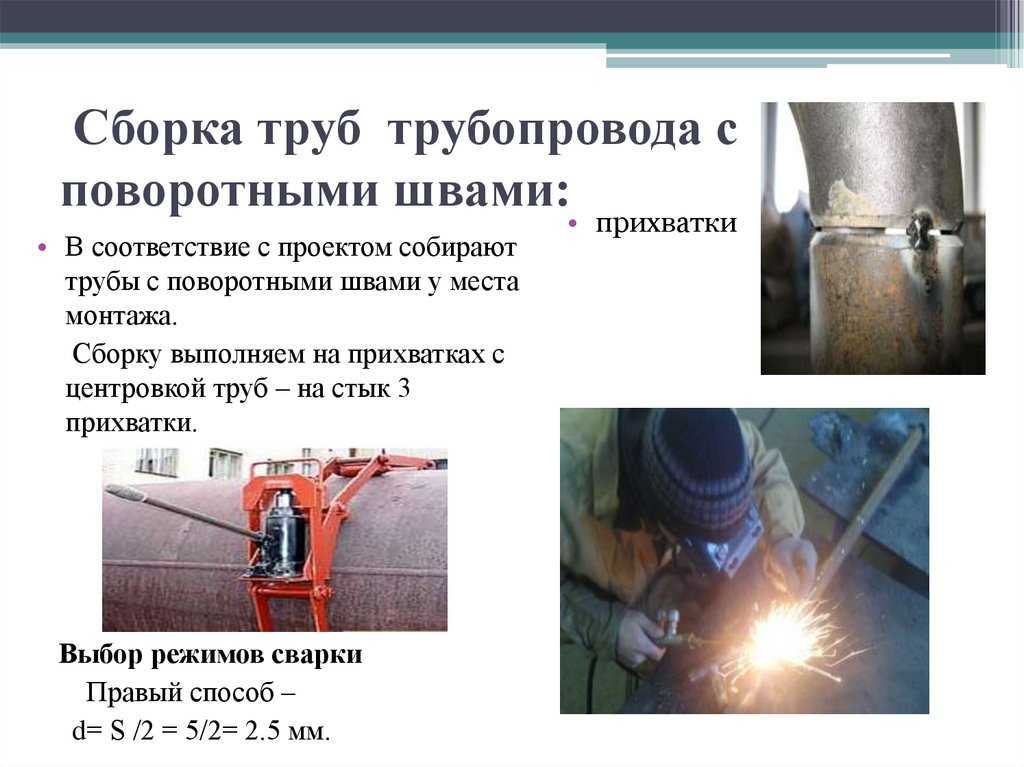

Для сварки металлических труб применяются:
- Газосварочные аппараты;
- Сварочные аппараты аргонодуговой сварки;
- Инверторные или трансформаторные аппараты электросварки;
- MIG/MAG сварочные аппараты.
 Для сварки газовых труб необходим газосварочный аппарат
Для сварки газовых труб необходим газосварочный аппарат
При работе используется и вспомогательное оборудование:
- Болгарки для резки металла;
- Тиски;
- Резьбонарезной инструмент;
- Измерительный инструмент;
- Перфоратор для крепления кронштейнов в стены.
Для сварщика обязательно наличие защитной маски и брезентового костюма сварщика. Расходные материалы подбираются по типу инструмента, это может быть сварочная проволока с флюсом, баллон с аргоном, сварочные электроды разных марок.
Сколько стоит подготовка к работам можно поинтересоваться в компаниях, предоставляющих подобные услуги, там же можно узнать, как врезаться в газовую трубу без сварки и есть ли возможность у фирмы сделать такую врезку.
Способы сварки
Технология монтажа зависит от диаметра трубы и толщины стенки:
- Газосварку ацетиленом или пропаном используют для труб до 150мм диаметром и стенкой до 6 мм. Стыки до 3 мм толщиной варят без разделки, на остальных предварительно срезают кромки под острым углом для образования прочного соединения.
- Аргонодуговая, MIG/MAG сварка применяется для стальных газопроводов.
- Электросварку проводят при небольших объемах, число проходок зависит от толщины проката. Для работы используют автоматическое, полуавтоматическое или ручное сварочное оборудование.
- Полуавтоматом обычно делают финишный слой, применяют флюсы или защитную атмосферу.
- При внутридомовой разводке электросварку применяют в исключительных случаях, обычно используют газовое оборудование.
Электродуговое сваривание
Это один из востребованных способов сварки газовых магистральных трубопроводов, который осуществляется автоматическим и полуавтоматическим сварочным оборудованием и установками. Такая операция может производиться под действием защиты инертного газа.
Для прокладки газовых труб применяют и ручную дуговую сварку. Она используется при производстве прихваток и проварки корня шва. Но такую работу может выполнять электросварщик, обладающий высокой квалификацией и допуском.
 Сварка магистральных газопроводов большого диаметра, требует особой подготовки. Для качественного шва надо выполнить правильную стыковку и разделку кромок.
Сварка магистральных газопроводов большого диаметра, требует особой подготовки. Для качественного шва надо выполнить правильную стыковку и разделку кромок.
Но сначала зачищают и протирают растворителем торцы деталей. Разделку кромок выполняют болгаркой или, при сварке деталей небольшого сечения, напильником. Шов будет качественным, если угол разделки не менее 60°.
Затем детали прихватываются. Качественная прихватка должна быть не менее 3 мм, с катетом шва не менее половины толщины стенки. Прихватки располагаются на небольшом расстоянии для более качественной фиксации стыка трубопровода газоснабжения.
При поворотном стыке можно проводить сварку, совмещая ее с вращением деталей. Такой способ увеличивает скорость работы и качество шва. Сварка даже на небольших диаметрах выполняется в несколько проходов.
Если корень шва можно варить прерывисто, то сварка последнего слоя производится без разрывов. Его выполняют сплошным швом сразу по всей окружности газовой трубы.
Все разновидности электродуговой сварки используются для производства работ на магистралях или заготовительных участках. При монтаже внутридомовой разводки используется газосварка или разъемное соединение труб.
Источник https://turbo-tex.ru/montazh-i-remont/svarka-trub-gazoprovoda.html
Источник https://dispetcherdoma.ru/ustanovka/kak-varit-gazom-truby-video.html
Источник https://klimat-56.ru/plumbing/svarka-gazovoj-truby-pod-davleniem.html



