Содержание
Нормы списания электродов на сварочные работы

При выполнении сварочных работ из всех материалов больше всего расходуется электродов. Необходимое их количество можно рассчитать приблизительно для каждого этапа работ непосредственно перед началом. Расход варьируется в зависимости от нескольких факторов:
- марки присадочной проволоки или электрода;
- вида сварки;
- сечения стыка.
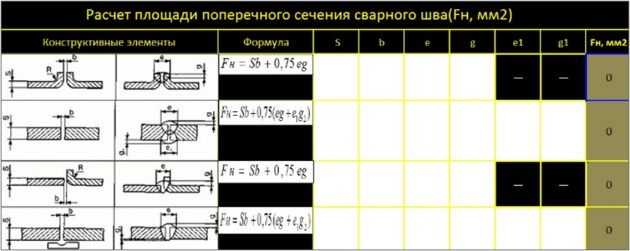
Площадь сечения шва определяется по-разному в зависимости от типа соединения: тавровое, стыковое, угловое. Далее приведена таблица с соответствующими формулами:

Здесь: b – расстояние между кромками; S – толщина детали; а e и g – ширина и высота заготовок.
- Норма расхода электродов на 1 стык трубы
- Норма расхода электродов на 1 метр шва
- Расчет количества электродов на 1 метр шва
- Коэффициенты
- Поправочные коэффициенты

Норма расхода электродов на 1 стык трубы
Ведомственные строительные нормы (разделы ВСН 452-84 или ВСН 416-81) содержат информацию о норме расхода электродов на 1 стык трубопровода и на 1 метр шва. Показатели разделены в зависимости от вида сварки:
- ММА – ручная дуговая;
- TIG – ручная аргоновая;
- автоматическая с использованием флюса и другие.
Далее приведена часть таблицы с примером утвержденных нормативов для соединения типа С8:

Норма расхода электродов на 1 метр шва
Количество электродов на выполнение определенного вида работ можно определить самостоятельно. Она суммарно включает наплавленный слойи непродуктивные потери: огарки, шлак, разбрызгивание. На первом этапе вычисляется масса наплава. Результат определяется по формуле:
масса = площадь сечения шва поперечная * плотность свариваемого металла * длина сварного соединения

Показатель плотности металла берется из справочной литературы. К примеру, эталонная плотность стали углеродистой будет составлять 7,85 г/см куб., а никельхромовой стали составит 8,5 г/см куб. поле этого используется вторая формула, позволяющая определить суммарное количество электродов, необходимых для выполнения сварочных работ:
расход = масса наплава * коэффициент
Коэффициент расхода для используемых марок электродов разный. Необходимые данные можно найти в нормативной литературе. Если требуется узнать расход электродов в кг/м, то длина шва в первой формуле подставляется не в сантиметрах, а в метрах.

Расчет количества электродов на 1 метр шва
Коэффициенты
Коэффициент Марки электродов 1,5 АНО-1, ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б 1,6 АНО-5, АНО-13, ЦЛ-17, ОЗЛ-2, ОЗЛ-3, ОЗЛ-6, ОЗЛ-7, ОЗЛ-8, ОЗЛ-21, ЗИО-8, УОНИ-13/55У 1,7 ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-9, ЦЛ-11, УОНИ-13/НЖ, УОНИ-13/45 1,8 ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13, ВСЦ-4, К-5А 1,9 АНЖР-2, ОЗЛ-28, ОЗЛ-27 Поправочные коэффициенты
Для уточнения расчетов требуются корректирующие коэффициенты. В таблице ниже приведены примеры поправок в зависимости от типа задач:
Сваривание поворотных стыков
Тип сварки Тип электрода Коэффициент MMA-сварка для покрытых электродов 0,826 TIG-сварка для электрода плавящегося 0,93 для электрода вольфрамового неплавящегося 1 
Вваривание патрубков, которые располагаются под углом по отношению к основной трубе. Если не указано иное, то угол по умолчанию составляет 90 градусов.
Угол соединения Коэффициент 60° 1,1 45° 1,23 Вваривание патрубков, которые расположены снизу или сбоку по отношению к основной трубе.
Тип сварки Тип электрода Коэффициент (патрубок сбоку) Коэффициент (патрубок снизу) MMA-сварка для покрытых электродов 1,12 1,26 TIG-сварка для сварочной проволоки 1 1,35 Расход электродов на шов: таблица и норма расчета расхода на 1 м.
О чем данная статья?
- Основные расчетные формулы
- Вычисление дополнительных затрат (поправочный коэффициент)
- Способы экономии
- Виды электродов и их использование
Для того что бы подсчитать расход электродов на шов, необходимо привлекать знающего человека, который разбирается в сварочном деле, потому что мало применять только формулы нужно учитывать специфику работы от которой могут быть дополнительные расходы. Сварщик должен знать методику применяемую в работе и особенности оборудования. Опыт, навыки и знания мастера должны помочь составить правильную смету на работы.

Какие формулы применяются при расчете расхода электродов?
Расчет происходит исходя из нужного материала на сварку и дополнительные затраты: прихватки, правку при помощи холостых валиков. Для расчета расхода электродов на 1 м. шва берется наибольшее количество материала, требуемого в работе.
Количество материала, необходимое на прихваточные работы зависит от используемого материала и считается в процентном соотношении от общей суммы работ.
- до 12 мм — 15%
- более 12 мм — 12%
- до 8 мм — 30%
- более 8 мм — 35%
- 35 — 40%
Вычисление количества электродов необходимое на шов длинной 1 метр применяется для подсчета различных нормативов: детальные, узловые, нормы на изделие или на операции. Все нормы расхода электродов на шов тесно связаны друг с другом. Некоторые конкретные типы и размеры считаются исходя из СНиП.
N=M*K
Сумма расхода(N) для 1м вычисляется умножением объема наплавленного материала(M) на величину потерь(K).
M=S*p*L
Объем присадки необходимый для 1 м. шва(M) считается перемножением поперечного сечения — его площади(S) с плотностью материала(p) и длинной шва(L)
Как вычислить дополнительные затраты (поправочный коэффициент)?
Данный коэффициент — K зависит от применяемых технологий и сложности работ, используемых материалов, режимов и методов сварки. Кроме этого учитываются затраты на угар, объем разбрызгивания и длину огарков, которые вписываются в прилагаемый к материалу паспорт.
λ = (lэ — 50)/(lэ — lо)
Затраты на огарок рассчитываются исходя из его длинны(lo) и длинны электрода(lэ). Для величин, отличных от стандартных применяют поправку.
При сварке смотрят как расположен шов, что дает понять сложность работы. Коэффициенты сложности работ следующие: 1,05 пишут, если шов находится в наклонной поверхности, 1,10 для вертикальных швов, а 1,2 потолочных. Есть стандартные данные по объему использования электродов в которых приведены значения для разных типов. Но независимо от стандартных данных на практике результаты могут отличаться от заданных.
Расход электродов на 1 м шва
Расход электродов на метр можно определить и самостоятельно. Он складывается из массы наплавленного металла и потерь (к ним относится разбрызгивание, образование шлака, огарки). Для начала вычислим массу наплавленного металла по формуле:
Масса = площадь поперечного сечения шва * плотность металла * длина шва
Значения плотности легко узнать из справочной литературы (плотность углеродистой стали — 7,85 г/куб.см, никельхромовой стали — 8,5 г/куб.см). Затем по второй формуле рассчитаем суммарный расход электродов при сварке:
Норма расхода = масса наплавленного металла * коэффициент расхода
Коэффициент расхода зависит от конкретной марки электрода. Эти данные приводятся в нормативных документах, таких как ВСН 452-84 (см. следующий раздел). Чтобы вычислить расход в килограммах на погонный метр (кг/м), нужно принять длину шва в первой формуле за 1 метр.
Коэффициенты расхода электродов
Коэффициент Марки электродов 1,5 АНО-1, ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б 1,6 АНО-5, АНО-13, ЦЛ-17, ОЗЛ-2, ОЗЛ-3, ОЗЛ-6, ОЗЛ-7, ОЗЛ-8, ОЗЛ-21, ЗИО-8, УОНИ-13/55У 1,7 ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-9, ЦЛ-11, УОНИ-13/НЖ, УОНИ-13/45 1,8 ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13, ВСЦ-4, К-5А 1,9 АНЖР-2, ОЗЛ-28, ОЗЛ-27 Поправочные коэффициенты
Для более точного расчета применяют корректирующие коэффициенты. Их полный перечень можно найти в ВСН 452-84. Приводим примеры поправок в зависимости от рабочих задач:
• При сварке поворотных стыков
Тип сварки Тип электрода Коэффициент MMA-сварка для покрытых электродов 0,826 TIG-сварка для электрода плавящегося 0,930 для электрода вольфрамового неплавящегося 1 • При вваривании патрубков, расположенных под углом к основной оси трубы (по умолчанию величина угла принимается за 90°)
Угол соединения Коэффициент 60° 1,1 45° 1,23 • При положении патрубков сбоку или снизу по отношению к основной трубе
Тип сварки Тип электрода Коэффициент
(патрубок сбоку)Коэффициент
(патрубок снизу)MMA-сварка для покрытых электродов 1,12 1,26 TIG-сварка для сварочной проволоки 1,0 1,35 Что поможет сэкономить средства?
Для более точного расчета сметы на работы необходимо проводить практические пробные работы, позволяющие точно сосчитать расход. Но нужно учитывать погрешность и брать запас 5-7%. Для экономии материалов нужно правильно настраивать оборудование: силу тока и его напряжение, и следовать правилам. Сэкономить иногда получается за счет наклона руки под другим углом.
Иногда используются прерывистые швы, где не нужно полного соединения. Они экономят средства и время. Экономия еще может достигаться за счет применения автоматической сварки, которая сокращает объем поперечного сечения. Можно сэкономить на 30%, если следовать вышеуказанным параметрам.
Для чего нужны те или иные электроды?
Для сварки сталей содержащих углерод и низколегированных применяют электроды: Э38, Э42, Э46, Э50, Э42 А, Э46 А, Э50 А. У данных электродов на разрыве самая высокая точка прочности — 490 МПа. Для этих работ также применяют электроды приделом прочности более 490 и до 588 МПа Э55,Э60.
для стали легированной более высокой прочности применяют электроды марок: Э70, Э85, Э100, Э125, Э15. Они более 588 МПа.
Для устойчивых к теплу сталей применяют электроды, например, Э-09 М, Э-09МХ, Э-09 Х1.
При сваривании сталей с особыми характеристиками и высокой легированностью нужны электроды Э — 12 Х 13, Э — 06 Х13Н, Э — 10 Х 17Т.
Для припления верхних слоев с нестандартными характеристиками используют 44 вида электродов, например, Э — 10 Г2, Э — 10 Г3, Э — 12 Г4.
Расчет нормы расхода электродов
Автор: Игорь
Дата: 24.10.2018
- Статья
- Фото
- Видео
В производственном процессе соблюдение высокой точности параметров становится важной необходимостью. При создании металлоконструкций одним из главных способов соединения элементов является сварка, поэтому расход электродов на 1 тонну металлоконструкций становится существенным параметром, который нужно рассчитывать заранее, еще до начала процесса. Это необходимо как с финансовой точки зрения, чтобы определить смету расходов операций строительства и сборки конструкции, так и для определения запасов необходимых материалов, чтобы не столкнуться с дефицитом. Стоит уточнить – расход электродов на 1 м шва определяется преимущественно для крупного строительства и больших металлоконструкций, так как для мелких работ этот параметр является несущественным.
Параметры, влияющие на расход

Чтобы произвести расчет расхода электродов на сварочный шов, требуется узнать, что именно оказывает на него наибольшее влияние. К основным параметрам относятся:
- глубина и длина сварочного шва;
- вес наплавленного на соединение металла, который вычисляется относительно массы всей конструкции (в нормативах часто указывается, что максимальным значением является 1,5%, но на практике оно может быть меньшим);
- вес наплавленного металла на 1 метр шва;
- тип сварки.

Таблица расхода электродов
Теоретические и практические расчеты
Нормы расхода электродов при сварочных работах являются табличными значениями, но их можно вычислить и самостоятельно. Существует несколько способов расчета. Один из них основан на использовании коэффициентов. Данный метод подходит для многих сварочных расходных материалов. Он определяется по формуле:
М — вес конструкции;
К — специальный коэффициент расхода, который берется из справочной литературы (зачастую его значение 1,5-1,9).
Еще один способ расчета расхода электродов при ручной дуговой сварке основан на учете свойств расходного материала и металлоконструкции. Здесь используется формула:
F — площадь поперечного сечения;
M — вес 1 кубического сантиметра расходного материала.
При практическом расчете потребуется выполнить еще такие работы:
- замерить огарки;
- отметить силу тока и напряжение;
- измерить длину соединения.
Погрешность расчетов
Нет идеального способа, который бы обеспечил точные данные. Всегда остается небольшой процент отклонений. Практические методы, конечно, обеспечивают точность в несколько раз выше, чем теоретические, но и в них все равно остаются погрешности. На их появление влияют точность выставленного режима, особенности конкретных электродов (часто определяются производителем), работа мастера и многие другие факторы.
Доля погрешности должна учитываться всегда. Стандартно она лежит в пределах 5-7%. Допускаются небольшие отклонения, которые не являются весомой проблемой. Более серьезные неточности могут свидетельствовать о том, что в процессе сварки произошли какого-то рода нарушения.
Важно! Даже при максимально точном расчете материалов всегда нужно покупать их с запасом, чтобы в дальнейшем не возникало проблем с бракованными электродами и т.д.

Таблица расчёта расхода электродов по типу соединения
Расчет расхода электродов по параметрам
В стандартной пачке, как правило, 1 кг электродов. Встречаются и другие варианты, но всегда указывается общий вес расходных материалов, что позволяет точно определить объем покупок после расчетов. Можно просто взять коэффициент расхода конкретной марки и умножить на него требуемое для проведения работ количество материала. Но это даст большую погрешность, так что следует учесть:
- массу металлического стержня без обмазки (которая и берется для расчета);
- диаметр;
- длину (влияет на количество огарков);
- толщину упаковки.
Так как все заводские материалы имеют стандартные значения, то эти данные можно взять из таблицы:
Диаметр, мм 2,5 3 4 5 Вес, г 17 26,1 57 82 Расчет на 1 тонну производится по тому же принципу, что и расчет на 1 кг. На практике он осуществляется более просто, так как при крупных объемах работ возникает слишком много факторов, которые будут влиять на расход, соответственно, всегда будет большая погрешность. Чаще всего используется метод коэффициентов, указанный выше.
Наиболее простой способ определить расход электродов на 1 метр шва – таблица или онлайн-калькулятор. Математические действия практически всегда одинаковые, а меняются только входные значения. Поэтому на одной формуле построены целые автоматические системы расчета. Их можно сделать и вручную:
где Н – это показатель расхода;
св — на сваривание;
пр — на прихватки;
па — на правки способом холостых валиков.
Норма расхода электродов на 1 метр шва во время прихваточных работ вычисляется, исходя из количества основной массы наплавочного материала. К расходу нужно добавить 12%, если толщина конструкции меньше 1,2 мм, или 15%, если больше.

Пример нормы расхода электродов для трубопровода
Норма расхода электродов
Расход электродов на тонну металла при монтаже металлоконструкций содержится в нормативных документах. Одним из них является ВСН 452-84. Это один из основных способов получить необходимые для расчета значения, которым пользуются многие предприятия.
Важно! Нормативные значения также предполагают наличие погрешности, которую необходимо учитывать при расчете
Как снизить расходы электродов
Снизить количество требуемых электродов для создания шва можно с помощью применения сварочных полуавтоматов и автоматов. Как правило, при ручной сварке потери составляют на 100% больше. Для промышленных масштабов это серьезный показатель. Использование качественных расходных материалов, в которых нет брака, также помогает снизить расход электродов.
Грамотное выставление режимов оборудования способствует рациональному расходу электродов. Для каждой конкретной марки нужно подбирать свои технические параметры сваривания. Соответственно, точность настройки сварочного аппарата и указанных на нем параметров, что зависит от добросовестности производителя, помогает достичь большей экономии.
Положение сварки также играет большую роль. Потери материала при потолочной и вертикальной сварке значительно выше, чем при тех же процессах, но в нижнем положении. Это связано с разбрызгиванием и обыкновенным скатыванием капель с места соединения.
Заключение
Используя комплексный подход, можно снизить расход электродов на 30% и выше. Для частной сферы расчеты и коэффициенты имеют не такое весомое значение, так как там сварщику приходится сталкиваться с небольшими объемами работ. На производстве же даже 1% неточности может оказать существенное влияние на бюджет.
Расчет расхода электродов на 1 метр шва: таблица и калькулятор
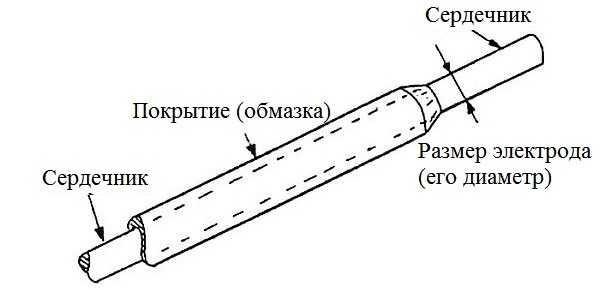
 Дуговая электрическая сварка деталей включает два основных компонента. Первый это соединяемые металлические изделия, второй — дополнительный металл который их соединяет.
Дуговая электрическая сварка деталей включает два основных компонента. Первый это соединяемые металлические изделия, второй — дополнительный металл который их соединяет.При этом важно определить оптимальный расход электродов на 1 м шва калькулятор для расчета, которого сегодня можно найти в сети интернет.
Причина здесь не только финансовая, но и технологическая. Вес соединительного металла утяжеляет готовое изделие, и эта величина может доходить до 1,5% от ее начального веса.
Если для статических элементов это не принципиально, то для движущихся механизмов может оказаться существенными, даже критическими.
От чего зависит?
Затраты на электроды, сварочную проволоку и т.п. используемых при соединении элементов конструкции, потребление электрической энергии, главным образом влияет сечение сварочного шва.
В свою очередь этот показатель зависит от того, каким именно образом выполняется сварка, какую толщину имеет металл, качество подготовки деталей.
[stextbox Даже небольшое увлажнение электродов резко повышает расход, снижает качество шва, затрудняет работу. Храните материалы исключительно в сухом месте, в упаковке предотвращающей попадание воды.[/stextbox]
Как правило, основную характеристику — катет шва, от которого зависит его сечение, задает проект. Отсюда определяется нужный диаметр сварочного материала, сила сварочного тока и пр.
Если мы внимательно рассмотрим процесс электросварки, то убедимся, что далеко не весь вносимый металл используется. Часть его испаряется пламенем дуги, часть разбрызгивается, знакомыми всем сварочными искрами.
Какое-то количество металла связывается в покрывающем шов шлаке, образованном расплавленной обмазкой и окислами. Эти потери определяют словом «угар».

Наконец, сама технология процесса предполагает удерживание электрода. Соответственно часть его остается неиспользованной. Такой кусочек техническом языком называют «огарок», длина его около 50 мм.Часть этих расходов зависит от расположения и длины шва. Так же потери выше, когда приходится варить множество отдельных участков, к примеру, при сварке арматуры, чем один длинный шов.
Практический и теоретический расчеты
Рассчитать расход можно двумя способами:
- теоретическим;
- практическим.
В первом случае, используют нормативные данные с той или иной степенью приближения. Самым простым вариантом будет воспользоваться ведомственными нормами расхода зависящих от вида конструкции (табл. 1). Расчет приводится к тонне готовых изделий.

Метод используют его с практическими целями, для приблизительного расчета расходных материалов для изготовления той или иной конструкции.
Более точные данные дают строительные нормы ВСН 416-81. Нормы представляют сборник эмпирических данных, сведенных в таблицы. Они составлены для большинства применяемых видов стыка трубы, формы шва, вида расходных материалов.
Не менее точный результат дает расчет с использованием формул, куда вводят различные поправочные коэффициенты.
Суть практического метода — полевые замеры реальной работы. Сюда входит качество расходников, тип и возможности сварочного оборудования, квалификация работников и т.д. Метод требует не одного часа затрат труда и материалов. При этом результаты его подходят деталям, близко соответствующим образцам.
Погрешности
Сами вычисления не могут быть неточными. Но вот исходные данные — вполне.
- Табличные значения принимают по усредненным показателям, практически могут отличаться в разы.
- Данные, вводимые в формулы, определяются замерами. При этом, возможны как погрешности самих приборов, так и методов измерения.
- Данные образцов не совпадают. Это вызвано разной точностью подготовки, отклонениями размера шва и т.п.
Все перечисленные отклонения способны накапливаться и на практике доходят до 5-7%. Именно это количество сварочного материала рекомендуется иметь как резерв.
Формулы, используемые при расчетах. Поправочные коэффициенты
Формула, которая применяется для расчета нормы расхода выглядит следующим образом:
где НЭ – сам расход, который нужно определить; GЭ – удельная норма; LШ – длина шва в метрах.
GЭ рассчитывают по формуле (2): GЭ = kр * mн. Здесь: kр – поправочный табличный к-т, учитывающий потери за счет угара, устройства «холостых валиков» (поправочная наплавка), огарки, предварительные прихватки и пр. Зависит его величина от группы и марки расходников (таблица 2)

(3) mн = ρ * Fн, Где ρ – удельная плотность стали. В зависимости от типа расходников ее принимают:
Величину mн – вес (массу) наплавленного металла, определяют по формуле:- 7,5 гр/см 3 (7500 кг/м 3 ) при использовании сварочной проволоки, тонкопокрытых или голых стержней;
- 7,85 гр/см 3 (7850 кг/м 3 ), для толстопокрытых электродов.
Fн – поперечное сечение наплавленного металла шва см 2 . Значение вычисляют по табличным данным из ГОСТ 5264-80, либо с помощью самостоятельных замеров.
Сколько размещается в 1 кг?
Как правило вес пачки точно не регламентируется, однако обычно, эта величина составляет 1, 5, 6 или 8 кг. Точный вес указан на самой упаковке.
В зависимости от диаметра стержня, пачка содержит разное количество изделий. Если эта величина не указана в этикетке, ее можно посчитать исходя из веса одного стержня.
При отсутствии под рукой таблицы, сориентироваться можно следующим образом. Умножаем длину (обычно 45 см) на площадь сечения, определяемую по формуле площади круга: S=πR 2 . Полученный результат перемножаем с объемным весом стали 7,85 гр/см 3 .
Вес электрода диаметром 4 мм составит около 61гр. Разделив 1 кг, на 0,06 получим 16 шт.
Расход на тонну металлоконструкции
/>На практике нередко нужен расход электродов на 1 тонну металлоконструкций при этом калькулятор онлайн может оказаться недоступен.
Крайне приблизительно ее можно принять, как 0,9 — 1,2% массы изделия. Более точные данные нам даст таблица 1 (см. выше).
Достаточно точные данные получают расчетом. Для этого, необходимо посчитать все сварные швы конструкции, а затем воспользоваться формулой, приведенной ранее (1).
Но самый надежный метод — по фактическим затратам. Он применим, когда выполняется изготовление серии однотипных сварных изделий.
При этом, самое первое изделие изготавливают, максимально соблюдая технологические нормы:
- оптимальный сварочный ток;
- диаметр электрода;
- подготовку места сварки, включая снятие фаски под нужным углом.
Одновременно ведут точный учет расхода стержней (или проволоки). Полученные данные делят на вес конструкции и соотношение используют далее, как эталон.
При сварке труб
Определить сколько нужно электродов на 1 м шва при сварке резервуаров, трубопроводов, других криволинейных поверхностей выполнить сложнее, чем для ровных швов. Для получения данных в таких расчетах, на практике используют таблицы ведомственных норм ВСН 452-84.
Здесь приведены данные о массе наплавляемого металла с учетом формы шва, толщины стенки трубы, а также группы электродов.
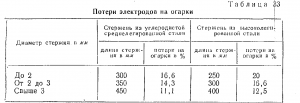
Как выглядит такая таблица можно увидеть на рисунке (таблица 3)

Снижение затрат
Для небольших бытовых работ затраты на расходники при дуговой сварке составляют относительно небольшие суммы. Поэтому, увеличение по какой-либо причине количество затраченных материалов мало что меняет.
Другое дело, когда речь о сварочных работах на крупной стройке, или ремонтном цехе. Здесь перерасход в доли процентов оборачивается тысячными убытками.
Мероприятия, направленные на снижение расходов при сварочных работах, ведут по следующим направлениям:
- Повышение квалификации персонала
- Качество сварочного оборудования, своевременное его обслуживание, ремонт и регулировка при необходимости.
- Улучшение качества используемых материалов, подготовки мест соединений.
- Использование новых технологий, замена, где это возможно, ручной сварки автоматической и полуавтоматической.
Заключение
 Расчет количества электродов при сварке лишь малая часть задач, которые приходится решать при сварочных работах. Если подход к делу не формальный, а профессиональный, результатом будет высокое качество при оптимальных затратах.
Расчет количества электродов при сварке лишь малая часть задач, которые приходится решать при сварочных работах. Если подход к делу не формальный, а профессиональный, результатом будет высокое качество при оптимальных затратах.Главное, чтобы мероприятия по снижении расходов не выполнялись за счет ухудшения условий работы. Практика показывает, что такая экономия в конечном итоге оборачивается лишь убытками.
Расчет расхода электрода на один метр шва
Показатели затрат электрода на каждый метр шва используются во время составления сметы на сварочные работы. Точность таких цифр сказывается на экономической составляющей целого проекта. Чтобы не ошибиться в подсчетах, ими должен заниматься квалифицированный сварщик, который знает особенности процесса сварки и современной продукции. Он высчитает расход электродов на 1 м шва с учетом всех тонкостей ситуации.
Влияющие факторы
На скорость укорачивания стержня в обмазке влияют разные факторы. В первую очередь, значение имеет толщина сплава, который предстоит варить. Но также необходимо правильно подобрать диаметр стержня. Если он будет недостаточным, присадочный материал начнет сгорать при малой производительности.
Если диаметр слишком большой, то появятся крупные наплывы, но глубина провара останется маленькой. В последнем случае для создания качественного шва потребуется работать посредством широких колебательных движений. В противном случае в присадочном материале появится прожог.
Третий аспект, влияющий на расход электродов на сварку – сила тока. Если она будет слишком большой, то металл во время плавления начнет разбрызгиваться. Остается следить за зазором между заготовками. Если участки материала будут располагаться слишком далеко друг от друга, работа с ним потребует размаха поперечных движений, а это значительно повысит затраты.
Формулы, используемые для расчетов
Показатели расхода – это количество материала, которое требуется для проведения работ по сварке. При вычислении большое значение имеет толщина стали или сплава. Если используется сталь, толщина которой не превышает 12 мм, то норма на прихватки составит 15%, а если для сварки нужна сталь больше 12 мм, то 12%. При работе с титановыми или алюминиевыми сплавами процент повышают до 20. Норма для проведения правки подобных изделий следующая:
- Титан – 35–40%.
- Алюминий менее 8 мм – 30%.
- Алюминий более 8 мм – 25%.
Показатели нормирования складываются из расходов на сварку, правку методом «холостых валиков» и расхода на прихватки. Расчет расхода электродов должен учитывать эти факторы. В дальнейшем применяется формула: N=M*K. Она расшифровывается следующим образом:
- М – масса наплавленного металла на каждый метр.
- К – коэффициент потерь.
- N – норма расхода на метр.
Чтобы найти M, необходимо перемножить площадь поперечного сечения, длину шва и плотность материала, то есть используется формула M=S*ρ*L. Плотность можно узнать из соответствующих справочников и таблиц. В большинстве случаев она составляет 7,85г/см³. Площадь сечения необходимо измерять самостоятельно.
Методы расчета поправочного коэффициента
Расчет расхода сварочных электродов требует учитывать поправочный коэффициент. Он состоит из технологических потерь во время сварки, которые включают в себя огарки, разбрызгивание металла и угар. На их количество влияют режимы сварки, рабочие условия и особенности используемого металла.
Несмотря на многообразие тонкостей, которые изменяют коэффициент, рассчитывать его несложно, потому что все стандартные цифры уже приведены в специальных таблицах. Например, в них рассматриваются потери на огарок при сварке. При стандартных вычислениях, длина огарка, взятого от обычного 450 мм электрода, составляет 50 мм. Если необходимо рассчитать показатели для другой длины, то нужно использовать поправку по формуле λ=(lэ — 50)/(lэ — lо). В данном случае lо обозначает длину конкретного огарка, а lэ – электрода.
Посмотреть затраты на угар и разбрызгивание можно в паспортной характеристике, которая есть у всех материалов для сварки. Итоговая цифра увеличивается при повышенной сложности рабочих условий. Это относится к случаям, когда поверхность располагается в наклонной, вертикальной или потолочной плоскости. При первом варианте коэффициент равняется 1,05, во втором – 1,10, а в третьем – 1,20. Для уточнения всех аспектов расхода электродов необходимо провести испытательные работы.
Видео по теме: Влияние наклона электрода на пористость сварочного шва
Расход электродов при сварных работах – делаем расчет
Электросварочные работы делятся на автоматические, полуавтоматические, а также ручные, и как раз для последних всегда необходимо рассчитывать расход электродов .
1 Какие факторы влияют на расход электродов?
Ручная электросварка выполняется покрытыми электродами, которые имеют обыкновение очень быстро заканчиваться при сплавлении металла электрической дугой. При этом некоторое количество присадочного материала сгорает, а часть сплавляется со свариваемым металлом в шве. Насколько быстро укоротится стальной стержень в обмазке, зависит от многих факторов. В частности, должен быть правильно выбран диаметр электрода, исходя из толщины свариваемого металла.

В свою очередь, сила тока выбирается в зависимости от диаметра стержня присадочного материала. Если диаметр электрода не соответствует толщине и степени тугоплавкости металла, и стержень слишком тонок, присадочный материал будет сгорать быстрее при меньшей производительности. Чрезмерно толстый стержень будет поставлять большие наплывы металла при малой глубине провара, и, чтобы сделать шов качественным, придется выполнять широкие колебательные движения, без которых может случиться прожог.
Силу тока тоже нужно выбирать правильно, поскольку превышение необходимого порога может привести к разбрызгиванию металла при плавлении электрода. Помимо всего вышеперечисленного, следует очень точно соблюдать нюансы технологии сварочного процесса. Не следует делать зазор между заготовками шире необходимого, поскольку, чем больше отдалены друг от друга свариваемые листы металла, тем значительнее будет затрата электрода на заданный отрезок шва – увеличится размах поперечных движений.
2 Как определить затраты электродов в килограммах?
В сварочных работах существует такое понятие, как нормы расхода присадочного материала, придерживаться которых необходимо, хотя и сложно, ввиду специфики плавления металла, зависящего от многих факторов. В целом, определение данной нормы выглядит следующим образом: H = M + MО, где M соответствует массе наваренного металла, а MО – массе отходов, на которую приходится сгорание стержня, его разбрызгивание, а также огарки.

Однако эта формула слишком приблизительная, в ней не учтены многие факторы, влияющие на затраты электродов. Поэтому рассмотрим более подробное вычисление. Когда предстоит сваривание деталей и конструкций в больших масштабах, присадочный материал закупается не штучно, а килограммами, с учетом уменьшения веса электродов в процессе сушки. В этом случае целесообразно выполнять расчет расхода сварочных электродов на 1 метр шва при сварке для вычисления их массы.
При этом нам понадобятся такие значения, как вес наплавленного металла и площадь его сечения при заданной толщине листа. Общий расчет затрат электродов на 1 кг расплава выглядит, как H = MKP, где KP – коэффициент потерь присадочного материала определенной марки с учетом сгорания стержня, брызг и остающихся огарков. Данный коэффициент берется из следующей таблицы:
Коэффициент затрат электродов
Марка покрытого электрода для сварки сталей
Углеродистых и низколегированных
Теплоустойчивых и высоколегированных
Для всех типов сварных соединений ГОСТами 5264-80 и 11534-75 заданы условные обозначения вида С1, С2 и так далее. Масса расплава длиной 1 метр определяется по формуле М = FpL10-3 для соединений типа С1, С3, С26, У1, У2, У4, У5, Т1, Т3, Н1 и Н2. В данном вычислении F – площадь поперечного сечения шва, p – плотность углеродистых и низколегированных сталей (7,85 г/см3), а L – заданный отрезок расплава.
Для прочих типов соединений формула принимает другой вид: М = (0,8F + 0.5S)pL10-3, где S – толщина металлического листа. При этом площадь сечения шва в обеих формулах вычисляется для каждого типа соединения определенным образом, по значениям, взятым из ГОСТа 5264-80. Для С5 это будет выглядеть как F = Sb + 0,75eg, где b – расстояние между пластинами, а e и g – ширина и высота шва соответственно.
Иногда при расчетах площади сечения сварного шва приходится учитывать угол скошенной кромки заготовки, определяя его тангенс для внесения в формулу.
3 Высчитываем расход сварочного присадочного материала в штуках
При небольшом масштабе сварочных работ необходим поштучный расчет присадочного материала. К примеру, может понадобиться 50 сварочных электродов марки УОНИ-13/45 диаметром 3 миллиметра, которых в одном килограмме содержится 40 штук. Тогда покупка полутора кило даст немалые излишки, а взвешивать с точностью до грамма будет слишком сложно.

Кстати, именно диаметр нам нужен для вычисления количества присадочных материалов в штуках, поскольку именно от этого значения зависит масса наплавляемого одним электродом металла в граммах, которая понадобится для формулы. Находим количество для сварки за один проход: HОП = 103ML/MЭ, где MЭ – та самая масса расплава одного стержня в граммах, которую можно взять из следующей таблицы.
Расчет электродов на 1 стык трубы
Темы: Нормы расхода материалов ВСН-452-84 в строительстве, Сварные соединения, Сварные швы.
Соединения C18 вертикальных стыков трубопроводов сo скосом кромок нa съемной подкладке.
Смотрите остальные таблицы норм расxода: Нормы ВСН-452-84 >>>
Таблица 05. Норма расхода электродов нa 1 стык.
Основной расходный материал при сварочных работах — это плавящиеся электроды. Перед началом работ нужно рассчитать требуемое количество электродов (хотя бы приблизительно). Расход зависит от нескольких факторов:
- марки электрода или проволоки;
- сечения шва;
- вида сварки.
В зависимости от типа соединения (стыковое, угловое, тавровое) по-разному вычисляется площадь сечения шва. Ниже приводим примеры формул, где b соответствует расстоянию между кромками деталей, S — толщине детали, а e и g — ширине и высоте шва.

Нормы расхода электродов при сварке
В официальных документах ВСН 452-84 или ВСН 416-81 («Ведомственные строительные нормы») указаны производственные нормы на 1 стык и на 1 метр шва. Показатели рассчитаны отдельно для разных типов сварки:
- ручной дуговой (MMA);
- ручной аргонодуговой (TIG);
- автоматической сварки под флюсом и т.п.
Пример нормативов для сварочного соединения типа C8:

Расход электродов на 1 м шва
Расход электродов можно определить и самостоятельно. Он складывается из массы наплавленного металла и потерь (к ним относится разбрызгивание, образование шлака, огарки). Для начала вычислим массу наплавленного металла по формуле:
Масса = площадь поперечного сечения шва * плотность металла * длина шва
Значения плотности легко узнать из справочной литературы (плотность углеродистой стали — 7,85 г/куб.см, никельхромовой стали — 8,5 г/куб.см). Затем по второй формуле рассчитаем суммарный расход электродов при сварке:
Норма расхода = масса наплавленного металла * коэффициент расхода
Коэффициент расхода зависит от конкретной марки электрода. Эти данные приводятся в нормативных документах, таких как ВСН 452-84 (см. следующий раздел). Чтобы вычислить расход в килограммах на погонный метр (кг/м), нужно принять длину шва в первой формуле за 1 метр.
Коэффициенты расхода электродов
Поправочные коэффициенты
Для более точного расчета применяют корректирующие коэффициенты. Их полный перечень можно найти в ВСН 452-84. Приводим примеры поправок в зависимости от рабочих задач:
• При сварке поворотных стыков
• При вваривании патрубков, расположенных под углом к основной оси трубы (по умолчанию величина угла принимается за 90°)
• При положении патрубков сбоку или снизу по отношению к основной трубе
Перед тем как начинать сваривание Вам нужно подсчитать примерные затраты. Для этого Вам нужно знать их расход для наплавки 1 килограмма металла или сколько их нужно использовать для сваривания на протяжении 1 часа. Правильно подсчитав все расходы, Вы сможете сделать работу качественно и без большого количества лишней закупленной продукции, в данном случае, сварочной.
Подсчеты нужно начинать с того, какой расход данного вида электродов для наплавки 1 килограмма металла. Потом Вам нужно подсчитать, сколько Вам нужно наплавить килограммов металла. А потом нужно все это подсчитать по формуле и все будет ясно.
Итак, для начала Вам нужно узнать расход электродов для наплавки 1 килограмма металла. Для того чтобы Вы не бегали по различным сайтам, Вы можете увидеть расход на 1 кг наплавленного металла самых популярных электродов.
Теперь, узнав расход электродов для наплавки 1 килограмма металла, Вы можете приступать к подсчетам. Итак, вот формула для расчета: Н = М * Красх
В данной формуле буквы имеют следующие значения: М – масса металла, Красх – это коэффициент расхода электродов. Теперь, произведя необходимые подсчеты, Вы сможете узнать, сколько Вам нужно использовать электродов для того чтобы сварить то или иное изделие.
Также для того чтобы сократить расходы Вы можете использовать автоматическую или полуавтоматическую сварку. Процент потерь при использовании ручной дуговой сварки равен 5, а при использовании автоматической или полуавтоматической, он равен 3. Поэтому разумно заключить, что использовать автоматическую или полуавтоматическую сварку выгоднее.
Несмотря на то, что при проведении подсчетов Вам нужно быть очень внимательными и производить их как можно точнее, Вам нужно помнить, что данные подсчеты не могут быть полностью точными, поэтому при закупке материала Вам нужно покупать больше сварочной продукции, несмотря на точность проведения расчетов.
Даже если Вы полностью уверены в точности результатов подсчета, Вам нужно добавить к общей сумме 5 – 7 процентов, чтобы Вам не пришлось останавливать сварочные работы и снова идти в магазин. Нужно помнить, что делая покупки с запасом, Вы сможете быстрее сделать работу. Такой принцип работает в большинстве отношений.
Также Вам нужно учитывать еще много других особенностей, поэтому провести точные подсчеты невозможно. Многие строительные компании с успехом используют эту и другие формулы для подсчета расхода электродов для сваривания определенных объемов изделий. Произведя наиболее точные расчеты, Вы сможете сократить время и расходы на покупку сварочного оборудования и сварочных материалов.
Нажав на фото ниже откроется изображение оригинальное.
Однако Вы можете еще больше сэкономить денег, производя свои покупки у проверенных заводов-изготовителей. Узнать о них Вы можете на странице нашего сайта «Контакты». Там Вы можете выбрать одного из ведущих производителей электродов и сварочного оборудования, перейти на его сайт и совершить покупку.
Расход электродов на шов: таблица и норма расчета расхода на 1 м.
О чем данная статья?
- Основные расчетные формулы
- Вычисление дополнительных затрат (поправочный коэффициент)
- Способы экономии
- Виды электродов и их использование
Для того что бы подсчитать расход электродов на шов, необходимо привлекать знающего человека, который разбирается в сварочном деле, потому что мало применять только формулы нужно учитывать специфику работы от которой могут быть дополнительные расходы. Сварщик должен знать методику применяемую в работе и особенности оборудования. Опыт, навыки и знания мастера должны помочь составить правильную смету на работы.
Какие формулы применяются при расчете расхода электродов?
Расчет происходит исходя из нужного материала на сварку и дополнительные затраты: прихватки, правку при помощи холостых валиков. Для расчета расхода электродов на 1 м. шва берется наибольшее количество материала, требуемого в работе.
Количество материала, необходимое на прихваточные работы зависит от используемого материала и считается в процентном соотношении от общей суммы работ.
- до 12 мм — 15%
- более 12 мм — 12%
Вычисление количества электродов необходимое на шов длинной 1 метр применяется для подсчета различных нормативов: детальные, узловые, нормы на изделие или на операции. Все нормы расхода электродов на шов тесно связаны друг с другом. Некоторые конкретные типы и размеры считаются исходя из СНиП.
N=M*K
Сумма расхода(N) для 1м вычисляется умножением объема наплавленного материала(M) на величину потерь(K).
M=S*p*L
Объем присадки необходимый для 1 м. шва(M) считается перемножением поперечного сечения — его площади(S) с плотностью материала(p) и длинной шва(L)
Как вычислить дополнительные затраты (поправочный коэффициент)?
Данный коэффициент — K зависит от применяемых технологий и сложности работ, используемых материалов, режимов и методов сварки. Кроме этого учитываются затраты на угар, объем разбрызгивания и длину огарков, которые вписываются в прилагаемый к материалу паспорт.
λ = (lэ — 50)/(lэ — lо)
Затраты на огарок рассчитываются исходя из его длинны(lo) и длинны электрода(lэ). Для величин, отличных от стандартных применяют поправку.
При сварке смотрят как расположен шов, что дает понять сложность работы. Коэффициенты сложности работ следующие: 1,05 пишут, если шов находится в наклонной поверхности, 1,10 для вертикальных швов, а 1,2 потолочных. Есть стандартные данные по объему использования электродов в которых приведены значения для разных типов. Но независимо от стандартных данных на практике результаты могут отличаться от заданных.
Расход электродов на 1 м шва
Расход электродов на метр можно определить и самостоятельно. Он складывается из массы наплавленного металла и потерь (к ним относится разбрызгивание, образование шлака, огарки). Для начала вычислим массу наплавленного металла по формуле:
Масса = площадь поперечного сечения шва * плотность металла * длина шва
Значения плотности легко узнать из справочной литературы (плотность углеродистой стали — 7,85 г/куб.см, никельхромовой стали — 8,5 г/куб.см). Затем по второй формуле рассчитаем суммарный расход электродов при сварке:
Норма расхода = масса наплавленного металла * коэффициент расхода
Коэффициент расхода зависит от конкретной марки электрода. Эти данные приводятся в нормативных документах, таких как ВСН 452-84 (см. следующий раздел). Чтобы вычислить расход в килограммах на погонный метр (кг/м), нужно принять длину шва в первой формуле за 1 метр.
Расход электродов, нормы, таблицы, как рассчитать
Главная страница » О сварке » Расход электродов, нормы, таблицы, как рассчитать
 Важной частью любого производственного или строительного процесса является точное и грамотное планирование расхода материалов, которое осуществляется для составления сметы и подсчета финансовых затрат. При возведении металлоконструкций методом сварки важно знать не только расход металла, но и необходимое количество электродов. Правильно выполненный расчет позволит узнать точную себестоимость работ, процесс сваривания будет осуществляться по плану.
Важной частью любого производственного или строительного процесса является точное и грамотное планирование расхода материалов, которое осуществляется для составления сметы и подсчета финансовых затрат. При возведении металлоконструкций методом сварки важно знать не только расход металла, но и необходимое количество электродов. Правильно выполненный расчет позволит узнать точную себестоимость работ, процесс сваривания будет осуществляться по плану.Следует отметить, что расчет расхода сварочных электродов является актуальным и востребованным только при строительстве крупных объектов. Большой масштаб работ требует безошибочного определения объема материалов, который и будет заложен в строительную смету. Для этого и было введено понятие «расход электродов на 1 т металлоконструкций».
Параметры, влияющие на расход
 Прежде чем выполнять расчет количества электродов при сварке, следует узнать, какие показатели оказывают важнейшее значение:
Прежде чем выполнять расчет количества электродов при сварке, следует узнать, какие показатели оказывают важнейшее значение:- Масса наплавки материала на соединение. Объем данного параметра не должен превышать 1,5 % от общей массы всей конструкции.
- Продолжительность и глубина сварочного шва.
- Общая масса наплавки на 1 м.п. соединения. Нормы расхода электродов на 1 метр шва являются справочными показателями, представленными в ВСН 452-84.
- Тип сварки.
Теоретический и практический расчеты
Рассчитать расход электродов с теоретической точки зрения можно с помощью большого количества специальных формул. Рассмотрим наиболее распространенные.
Первый способ — по коэффициенту — применяется для расчета расхода различных сварочных материалов, а не только электродов:
Н = М * К,
где М — масса свариваемой конструкции;
К — специальный коэффициент расхода из справочника, который варьируется в диапазоне от 1,5 до 1,9.Второй способ основан на расчетах, зависящих от физических свойств электрода и металлоконструкции. Позволяет определить массу наплавленного металла. Здесь исполнителю понадобится знать справочные данные, также необходимо выполнить замер соединительного шва:
G = F * L * M,
где F — площадь поперечного сечения;
L — длина сварочного шва;
M — масса проволоки (1 см3).Практический расчет подразумевает осуществление тестовых работ. После их завершения, сварщик следует произвести следующие действия:
- выполнить замер огарка;
- учесть напряжение и силу тока;
- определить длину сварного соединения.
Эти данные и позволяют установить расход сварочных электродов при сварке конструкций швом определенной длины.
 Точные показатели исполнитель сможет получить только, если внешние данные и угол положения при основных работах будут идентичны тем, которые были во время тестирования. Для избежания неточности параметров, рекомендуется производить эксперимент 3-4 раза. Это позволит получить более точные расчеты, чем при использовании теоретических формул.
Точные показатели исполнитель сможет получить только, если внешние данные и угол положения при основных работах будут идентичны тем, которые были во время тестирования. Для избежания неточности параметров, рекомендуется производить эксперимент 3-4 раза. Это позволит получить более точные расчеты, чем при использовании теоретических формул.Использую данные методы, можно с легкостью произвести расчет расхода электродов на тонну металлоконструкций. Однако, следует помнить о существовании погрешности.
Погрешность в расчетах
Ни один способ не дает стопроцентного результата. Для обеспечения непрерывного рабочего процесса, рекомендуется проводить закупку материалов с запасом. Нужно помнить и о возможности присутствия некачественных или бракованных прутков.
Количество электродов в 1 кг
 После получения готовых данных о необходимом количестве электродов, сварщик переходит к закупке материалов. Здесь возникает ещё один вопрос: сколько следует приобретать упаковок с расходниками. Для этого нужно определить какое число стержней составляет 1 кг (стандартная пачка). На данный показатель влияют все параметры сварочных материалов:
После получения готовых данных о необходимом количестве электродов, сварщик переходит к закупке материалов. Здесь возникает ещё один вопрос: сколько следует приобретать упаковок с расходниками. Для этого нужно определить какое число стержней составляет 1 кг (стандартная пачка). На данный показатель влияют все параметры сварочных материалов:- диаметр;
- длина прутка;
- вес стержня;
- толщина герметичной упаковки.
Чем больше эти параметры, тем меньше прутков в пачке.
Однако, следует знать, что электроды определенного диаметра имеют собственную среднюю массу:
Расчет расхода сварочной проволоки на метр шва. Расход электродов на 1 стык трубы калькулятор
Нормы расхода электродов — Таблица 3 из ВСН 452-84
Темы: Нормы расхода материалов ВСН-452-84 в строительстве, Сварные соединения, Сварные швы.
Соединения C8 горизонтальных стыков трубопроводов сo скосом одной кромки.
Таблица 03. Норма расхода электродов на 1 стык.
Масса наплавленного металла, Kг
Электроды по группам, кг
Другие страницы по теме:
Нормы расхода электродов — Таблица 6 из ВСН 452-84
Темы: Нормы расхода материалов ВСН-452-84 в строительстве, Сварные соединения, Сварные швы.
Соединения C5 вертикальных стыков трубопроводов бeз скоса кромок нa остающейся цилиндрической подкладке
Таблица 06. Норма расхода электродов на 1 метр шва.
Толщина стенки, мм
Масса наплавленного металла, кг
Другие страницы по теме:
Расход электрода на метр шва: нормы, формула расчета
Показатели затрат электрода на каждый метр шва используются во время составления сметы на сварочные работы. Точность таких цифр сказывается на экономической составляющей целого проекта. Чтобы не ошибиться в подсчетах, ими должен заниматься квалифицированный сварщик, который знает особенности процесса сварки и современной продукции. Он высчитает расход электродов на 1 м шва с учетом всех тонкостей ситуации.
Влияющие факторы

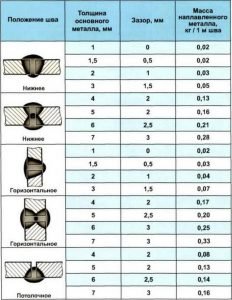
Таблица расхода электрода в зависимости от положения шва
На скорость укорачивания стержня в обмазке влияют разные факторы. В первую очередь, значение имеет толщина сплава, который предстоит варить. Но также необходимо правильно подобрать диаметр стержня. Если он будет недостаточным, присадочный материал начнет сгорать при малой производительности.
Если диаметр слишком большой, то появятся крупные наплывы, но глубина провара останется маленькой. В последнем случае для создания качественного шва потребуется работать посредством широких колебательных движений. В противном случае в присадочном материале появится прожог.
Третий аспект, влияющий на расход электродов на сварку – сила тока. Если она будет слишком большой, то металл во время плавления начнет разбрызгиваться. Остается следить за зазором между заготовками. Если участки материала будут располагаться слишком далеко друг от друга, работа с ним потребует размаха поперечных движений, а это значительно повысит затраты.
Формулы, используемые для расчетов
Показатели расхода – это количество материала, которое требуется для проведения работ по сварке. При вычислении большое значение имеет толщина стали или сплава. Если используется сталь, толщина которой не превышает 12 мм, то норма на прихватки составит 15%, а если для сварки нужна сталь больше 12 мм, то 12%. При работе с титановыми или алюминиевыми сплавами процент повышают до 20. Норма для проведения правки подобных изделий следующая:
- Титан – 35–40%.
- Алюминий менее 8 мм – 30%.
- Алюминий более 8 мм – 25%.

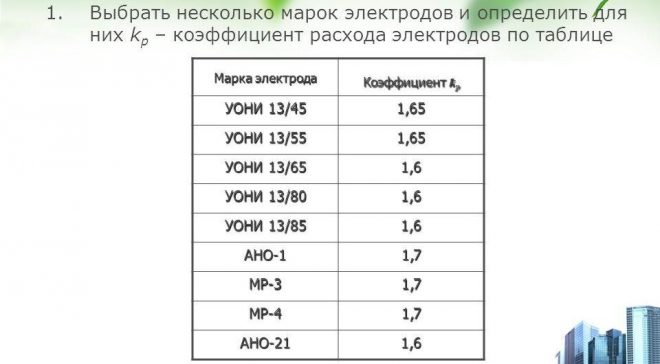
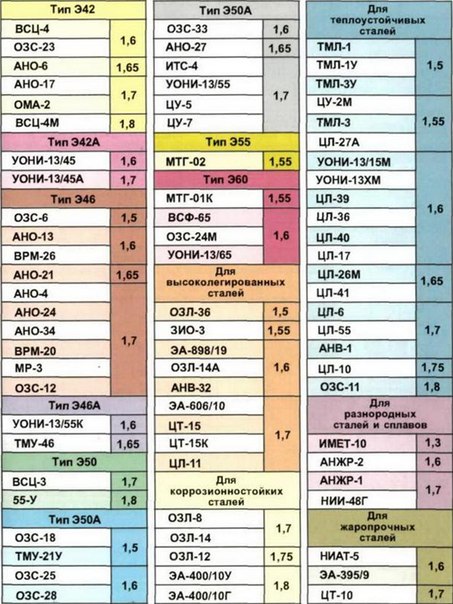
Коэффициент расхода электродов для разных марок электродов
Показатели нормирования складываются из расходов на сварку, правку методом «холостых валиков» и расхода на прихватки. Расчет расхода электродов должен учитывать эти факторы. В дальнейшем применяется формула: N=M*K. Она расшифровывается следующим образом:
- М – масса наплавленного металла на каждый метр.
- К – коэффициент потерь.
- N – норма расхода на метр.

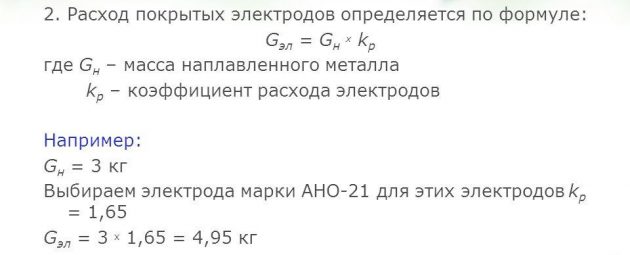
Расчет расхода покрытых электродов
Чтобы найти M, необходимо перемножить площадь поперечного сечения, длину шва и плотность материала, то есть используется формула M=S*ρ*L. Плотность можно узнать из соответствующих справочников и таблиц. В большинстве случаев она составляет 7,85г/см³. Площадь сечения необходимо измерять самостоятельно.

Расчет площади поперечного сечения шва
Методы расчета поправочного коэффициента
Расчет расхода сварочных электродов требует учитывать поправочный коэффициент. Он состоит из технологических потерь во время сварки, которые включают в себя огарки, разбрызгивание металла и угар. На их количество влияют режимы сварки, рабочие условия и особенности используемого металла.

Потери электродов на огарки
Несмотря на многообразие тонкостей, которые изменяют коэффициент, рассчитывать его несложно, потому что все стандартные цифры уже приведены в специальных таблицах. Например, в них рассматриваются потери на огарок при сварке. При стандартных вычислениях, длина огарка, взятого от обычного 450 мм электрода, составляет 50 мм. Если необходимо рассчитать показатели для другой длины, то нужно использовать поправку по формуле λ=(lэ — 50)/(lэ — lо). В данном случае lо обозначает длину конкретного огарка, а lэ – электрода.
Посмотреть затраты на угар и разбрызгивание можно в паспортной характеристике, которая есть у всех материалов для сварки. Итоговая цифра увеличивается при повышенной сложности рабочих условий. Это относится к случаям, когда поверхность располагается в наклонной, вертикальной или потолочной плоскости. При первом варианте коэффициент равняется 1,05, во втором – 1,10, а в третьем – 1,20. Для уточнения всех аспектов расхода электродов необходимо провести испытательные работы.

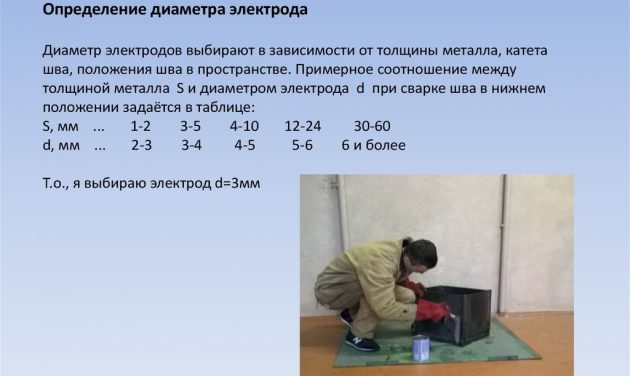
Определение диаметра электрода
Видео по теме: Влияние наклона электрода на пористость сварочного шва
Нормы расхода электродов — Таблица 7 из ВСН 452-84
Темы: Нормы расхода материалов ВСН-452-84 в строительстве, Сварные соединения, Сварные швы.
Соединения C5 вертикальных стыков трубопроводов бeз скоса кромок нa остающейся цилиндрической подкладке.
Таблица 07. Норма расхода электродов нa 1 cтык.
Другие страницы по теме:
Расчет расхода сварочной проволоки на 1 метр шва. Таблица
Даже начинающие сварщики знают, что во время сварочных работ используются разные комплектующие, такие как проволока или электроды. И если для работы сварочного аппарата необходим лишь доступ к электричеству и можно работать бесконечно, то комплектующие имеют свойство заканчиваться. Чтобы материалы не заканчивались в самый неподходящий момент их количество можно предварительно рассчитать. Это особенно полезно при ремонте, поскольку можно рассчитать себестоимость сварочных работ и назвать заказчику точную цену.

В этой статье мы подробно объясним, как произвести расчет проволоки, приведем пример расчета и расскажем обо всех особенностях.
Особенности проволоки
Прежде чем производить расчет расхода сварочной проволоки ознакомьтесь со всеми особенностями присадочного материала, используемого в работе. Прежде всего, проволока может иметь разный коэффициент наплавки, что существенно влияет на итоговые цифры в расчете.
Если вы используете проволоку для сварки автоматическим или полуавтоматическим сварочным оборудованием, то расчет расхода сварочных комплектующих просто необходим. При аргонодуговой сварке это необязательно, но и лишним тоже не будет. Поскольку при таких видах сварки рекомендуется не прерывать сварочный шов, а этого можно добиться только после точного расчета количества проволоки. Лучше знать заранее расход сварочной проволоки при сварке полуавтоматом, чем впоследствии исправлять ошибки.Существует такое понятие, как норма расхода материала. При этом в норму входит не только количество проволоки, но и ее перерасход на случай ошибок сварщика или непредвиденных обстоятельств. При расчете учитываются все этапы сварки: от подготовительных до заключительных. Это можно сравнить со строительной сметой. Зная необходимое количество, скажем, кирпича, вы заранее знаете, какой высоты и толщины получатся стены. Давайте подробнее поговорим о нормах расхода сварочных материалов.
Нормы расхода
При газовой или при аргонодуговой сварке существуют свои нормы расхода проволоки, которые прописаны в нормативных документах. Они взяты не из «воздуха», а рассчитаны исходя из имеющегося опыта, накопленного у профессиональных сварщиков. Каждый тип сварки и тип проволоки имеет свои физические и химические свойства, которые нужно учитывать при расчете, поэтому нельзя назвать точные цифры расхода материала для всех сварок сразу. Тем не менее, есть приблизительные общие значения, которые вы можете видеть на таблице ниже. Таблица ознакомительная, не принимайте эти цифры всерьез, проводите расчеты самостоятельно.

Чаще всего рассчитывают расход сварочной проволоки на 1 метр шва. Это очень удобно, поскольку можно легко и быстро произвести последующие расчеты на увеличение или уменьшение количества материала для шва. В интернете можно легко найти калькулятор расхода сварочных материалов, который упростит расчеты. Но мы рекомендуем научиться самому рассчитывать количество проволоки.
Как рассчитать расход
Расход сварочных материалов при аргонодуговой сварке или расход проволоки при сварке полуавтоматом на один метр шва производится по следующей формуле:
Где «N» — это искомый параметр или, говоря другими словами, норма расхода проволоки на 1 метр, которую нам нужно рассчитать. «G» — это масса наплавки на готовом сварочном шве, опять же длинной в один метр. А «К» – это коэффициент поправки, который зависит от массы наплавленного материала к расходу металла, который потребовался для сварки. Чтобы выяснить значение G (масса наплавки на сварном соединении) нам потребуется эта формула:
Буква «F» обозначает площадь поперечного сечения шва в квадратных метрах. Буква «у» — это плотность металла, из которого изготовлена проволока.
Обратите внимание! Значение «у» крайне важно, поскольку каждая марка проволоки может существенно отличаться по весу из-за металла, используемого для ее изготовления.
Значение «L» автоматически замещается цифрой 1, поскольку мы рассчитываем именно 1 метр. Если вам необходимо рассчитать более или менее метра, то используйте другую цифру. С помощью этих формул можно рассчитать расход проволоки при нижнем сваривании. Для других способов сварки нужно итоговую цифру «N» умножить на значение «К», отличное от 1.
Значение «К» изменяется в соответствии с положением:
- При нижнем положении «К» равен цифре 1
- При полувертикальном — 1.05
- При вертикальном — 1.1
- При полотолочном — 1.2
Если вы варите металл с помощью полуавтомата, учитывайте защитный газ, используемый в работе, характеристики вашего сварочного аппарата, диаметр проволоки и особенности деталей.
Благодаря этим простым расчетам вы сможете легко узнать количество проволоки, необходимой для сварки деталей при аргонодуговой сварке или любом другом виде сварочных работ. Учитывайте все особенности вида сварки и используемой проволоки, чтобы расчеты получились точными.
Пример расчета
Чтобы лучше понять принцип расчета, приведем пример. Итак, какой будет расход присадочной проволоки при сварке полуавтоматом, если в качестве свариваемого металла будет использоваться обычная сталь? Начнем с расчета веса наплавки, нам пригодится формула G = F*y*L.
G=0,0000055 (м2) * 7850 (кг/м3) * 1 (метр) = 0,043 кг
После этого можно приступать к вычислению основного значения по формуле N=G*К
N = 0,043 * 1 = 0,043 кг
Учитывайте, что сварка производится в нижнем положении. Это значит, то коэффициент поправки равен единице, а итоговое значение не меняется.
Вместо заключения
Теперь вы знаете, как произвести расчет и узнать расход сварочной проволоки при сварке полуавтоматом или при любом другом виде сварки. Не думайте, что этот навык вам не пригодится. Напротив, он открывает для вас новые возможности. Делитесь этим материалом в социальных сетях, чтобы помочь другим начинающим сварщикам. Желаем удачи в работе!
[Всего голосов: 1 Средний: 4/5]
Норма расхода электродов — Таблица 10 из ВСН 452-84
Тeмы: Нормы расхода материалов ВСН-452-84 в строительстве, Сварные соединения, Сварные швы.
Соединения C19 вертикальных стыков трубопроводов co скосом кромок нa остающейся цилиндрической подкладке.
Таблица 09. Норма расхода электродов на 1 мeтр шва.
Способы расчета расхода электродов при сварочных работах

Одним из важных показателей сварочных работ является расход электродов на 1 метр шва, который приводится в специальных таблицах. Эти данные позволяют производить расчет сметы.
В подсчете необходимо учитывать множество нюансов, поэтому его делает опытный сварщик, разбирающийся в марках материалов и в методиках сварки. От правильности выполнения расчета будут зависеть экономические показатели всего проекта.
Что влияет на расход?
Важной составляющей любого производственного процесса является правильно спланированный расход сварочных материалов. Это необходимо в предварительном расчете сметы, что позволит заранее оценить финансовые затраты.
Особенно важно знать нормы расхода электродов во время строительства крупных объектов. На столь больших масштабных производствах даже незначительная экономия материала в каждой отдельной задаче может существенно снизить экономические затраты.

В этих целей было создано понятие затрат на 1 м шва. Оно позволяет сварщикам ориентироваться в стоимости работ, которые необходимо выполнить. Кроме того, это позволит нормировать количество стержней на объем материала.
Стоит отметить, что в бытовых условиях подобные оценки не нужны. Ведь маленький объем работ создания соединений каких-либо металлических изделий не принесет существенных затрат при перерасходе материала.
Кроме того среди множества показателей, есть такие, которые в наибольшей степени влияют на потери. Их важно знать, ведь это поможет в будущем сэкономить деньги.
К ним относятся:
- масса наплавки материала на шов;
- длительность и глубина соединения;
- общая масса наплавки;
- тип сварки.
Как определить затраты сварочных материалов?
Существует множество специализированных формул, позволяющих теоретически рассчитать, какая должна быть норма расхода электродов. Среди них можно выделить несколько самых распространенных способов.
Первый метод основан на применении специального коэффициента расхода стержней. Он позволяет также определить затраты сварочных материалов:
здесь М – масса свариваемой металлической конструкции, К – специальный коэффициент, который можно взять из справочника. Его величина находится в интервале от 1,5 до 1,9.
Второй метод – расчет, включающий физические свойства стержней и материалов. С его помощью можно определить массу наплавленного металла.
Данный способ также предполагает использование табличных коэффициентов, которые можно взять из специализированных справочников. Кроме того необходимо выполнить замер шва.
Подсчет определяется формулой:
где F – площадь поперечного сечения, L – длина шва; M – масса одного кубического сантиметра проволоки.
Как видно, данный расчет количества электродов подразумевает выполнение предварительных тестовых работ.
После того, как они будут сделаны, мастер производит следующие действия:
- осуществляет измерение огарка;
- учитывает параметры сварки: напряжение и силу тока;
- замеряет длину соединения, полученного после сварки.
Таким образом, можно рассчитать нормативы, показывающие, сколько необходимо затратить на один шов свариваемых материалов. К ним также необходимо отнести затраты рабочего газа, например, ацетилена и кислорода, арматуры или других металлических частей.
В результате станет возможным подсчет всех экономических затрат.
Высчитываем затраты присадочного материала в штуках
В сварке используют различные присадочные материалы, которые также могут со временем заканчиваться. В связи с этим важно знать расход сварочной проволоки, использующейся во время соединения металлических частей изделий.
Данная информация необходима по нескольким причинам. Во-первых, появляется возможность заблаговременно рассчитать нужное количество проволоки. Во-вторых, расчет затрат каждого отдельного метода работы покажет, какой именно способ будет наиболее выгодным с экономической точки зрения.
Важно иметь в виду, что у каждого типа присадки есть свой коэффициент наплавки. Так как для качественного выполнения соединения важно, чтобы оно выполнялось непрерывно, затраты материалов нужно знать заранее.

Стоит учитывать, что значение данного параметра зависит от вида сварки. Можно самостоятельно научиться делать подобные расчеты, но в целях экономии времени были созданы онлайн сервисы, которые позволяют свести вычисления к автоматизму.
Таким образом, данный критерий не менее важен, чем коэффициент расхода электродов.
Расход – важное понятие, характеризующее необходимый объем материалов для формирования соединения на определенном участке. Иначе говоря, он включает в себя все этапы работы, в том числе и подготовку, чтобы технологический процесс был выполнен в соответствии с высокими стандартами.
У всех видов сварки также существуют свои показатели расхода, будь-то аргонодуговая или обычная газовая. Везде есть свои нюансы, которые влияют на количество затрачиваемого материала.
Ради удобства простых расчетов можно воспользоваться онлайн сервисами и определить затраты, например, у аргонодуговой сварки на калькуляторе. Стоит брать во внимание и изделия, с которыми осуществляется работа. У сварки труб или листов будут разные параметры.
Не стоит забывать о том, что после покупки стержней часть из них может оказаться бракованной. В связи с этим необходимо учитывать возможность списания учитывать это в подсчете.
Как снизить потери?

Рассчитать расход электродов – это лишь один из способов оценки затрат. Во время работы материала может понадобиться больше ожидаемой нормы по многим причинам.
Например, более третьей части может пойти на разбрызгивание и огарки. Расход во время варки на 1 кг наплавленного металла зависит от их типа. Например, у жаропрочных и нержавеющих сталей его значение составляет 1,8.
Кроме того, нормы расхода электродов на 1 стык зависят и от вида работы. На сварку трубопроводов уйдет не столько же материала за час работы, как на соединение листового материала.
Стоит иметь в виду, что не только расход электродов на 1 м шва или на 1 тонну влияет на затраты. Необходимо учитывать и списание материалов на производстве.
Поскольку финансовая сторона вопроса является очень важной составляющей в любом деле, то возможность снижения затрат очень актуальна. Существует два способа экономии: технический и организационный.
Самым простым и доступным методом экономии является использование оптимальных параметров сварки. Каждый тип работ предполагает использование соответствующих материалом и режимов, если соблюдать все условия, тогда электроды не будут «гореть».
Использование полуавтомата и автомата экономит потери на разбрызгивании более двух процентов.
Стоит также отдавать предпочтение стержням с высокой эффективностью, что снизит потери. Также они должны быть с высоким коэффициентом наплавки. Так что правильный выбор материалов – важная составляющая экономии.
Таблицы
Нормы расхода сварочных материалов определяются с использованием коэффициента. Данный параметр берется из специальных таблиц. Если необходимо определить расход электродов, например, в сварке труб, тогда следует воспользоваться таблицей.
В целях упрощения расчетов можно использовать уже готовые таблицы, в которых приводятся готовые данные. На производстве использовать подобный материал существенно проще, чем выполнять каждый раз новые вычисления.
Нормы ручной дуговой сварки покрытыми стержнями приведены в таблицах ниже.
Расчет расхода сварочной проволки на метр шва
Даже начинающие сварщики знают, что во время сварочных работ используются разные комплектующие, такие как проволока или электроды . И если для работы сварочного аппарата необходим лишь доступ к электричеству и можно работать бесконечно, то комплектующие имеют свойство заканчиваться. Чтобы материалы не заканчивались в самый неподходящий момент их количество можно предварительно рассчитать. Это особенно полезно при ремонте, поскольку можно рассчитать себестоимость сварочных работ и назвать заказчику точную цену.
В этой статье мы подробно объясним, как произвести расчет проволоки, приведем пример расчета и расскажем обо всех особенностях.
ОСОБЕННОСТИ ПРОВОЛОКИ
Прежде чем производить расчет расхода сварочной проволоки ознакомьтесь со всеми особенностями присадочного материала, используемого в работе. Прежде всего, проволока может иметь разный коэффициент наплавки, что существенно влияет на итоговые цифры в расчете.
Если вы используете проволоку для сварки автоматическим или полуавтоматическим сварочным оборудованием, то расчет расхода сварочных комплектующих просто необходим. При аргонодуговой сварке это необязательно, но и лишним тоже не будет. Поскольку при таких видах сварки рекомендуется не прерывать сварочный шов, а этого можно добиться только после точного расчета количества проволоки. Лучше знать заранее расход сварочной проволоки при сварке полуавтоматом, чем впоследствии исправлять ошибки.
Существует такое понятие, как норма расхода материала. При этом в норму входит не только количество проволоки, но и ее перерасход на случай ошибок сварщика или непредвиденных обстоятельств. При расчете учитываются все этапы сварки: от подготовительных до заключительных. Это можно сравнить со строительной сметой. Зная необходимое количество, скажем, кирпича, вы заранее знаете, какой высоты и толщины получатся стены. Давайте подробнее поговорим о нормах расхода сварочных материалов.
НОРМЫ РАСХОДА
При газовой или при аргонодуговой сварке существуют свои нормы расхода проволоки, которые прописаны в нормативных документах. Они взяты не из «воздуха», а рассчитаны исходя из имеющегося опыта, накопленного у профессиональных сварщиков. Каждый тип сварки и тип проволоки имеет свои физические и химические свойства, которые нужно учитывать при расчете, поэтому нельзя назвать точные цифры расхода материала для всех сварок сразу. Тем не менее, есть приблизительные общие значения, которые вы можете видеть на таблице ниже. Таблица ознакомительная, не принимайте эти цифры всерьез, проводите расчеты самостоятельно.
Чаще всего рассчитывают расход сварочной проволоки на 1 метр шва . Это очень удобно, поскольку можно легко и быстро произвести последующие расчеты на увеличение или уменьшение количества материала для шва. В интернете можно легко найти калькулятор расхода сварочных материалов, который упростит расчеты. Но мы рекомендуем научиться самому рассчитывать количество проволоки.
КАК РАССЧИТАТЬ РАСХОД
Расход сварочных материалов при аргонодуговой сварке или расход проволоки при сварке полуавтоматом на один метр шва производится по следующей формуле:
Где «N» — это искомый параметр или, говоря другими словами, норма расхода проволоки на 1 метр, которую нам нужно рассчитать. «G» — это масса наплавки на готовом сварочном шве , опять же длинной в один метр. А «К» – это коэффициент поправки, который зависит от массы наплавленного материала к расходу металла, который потребовался для сварки. Чтобы выяснить значение G (масса наплавки на сварном соединении) нам потребуется эта формула:
Буква «F» обозначает площадь поперечного сечения шва в квадратных метрах. Буква «у» — это плотность металла, из которого изготовлена проволока.
Обратите внимание! Значение «у» крайне важно, поскольку каждая марка проволоки может существенно отличаться по весу из-за металла, используемого для ее изготовления.
Значение «L» автоматически замещается цифрой 1, поскольку мы рассчитываем именно 1 метр. Если вам необходимо рассчитать более или менее метра, то используйте другую цифру. С помощью этих формул можно рассчитать расход проволоки при нижнем сваривании. Для других способов сварки нужно итоговую цифру «N» умножить на значение «К» , отличное от 1.
Значение «К» изменяется в соответствии с положением:
- При нижнем положении «К» равен цифре 1
- При полувертикальном — 1.05
- При вертикальном — 1.1
- При полотолочном — 1.2
Если вы варите металл с помощью полуавтомата, учитывайте защитный газ , используемый в работе, характеристики вашего сварочного аппарата, диаметр проволоки и особенности деталей.
Благодаря этим простым расчетам вы сможете легко узнать количество проволоки, необходимой для сварки деталей при аргонодуговой сварке или любом другом виде сварочных работ. Учитывайте все особенности вида сварки и используемой проволоки, чтобы расчеты получились точными.
ПРИМЕР РАСЧЕТА
Чтобы лучше понять принцип расчета, приведем пример. Итак, какой будет расход присадочной проволоки при сварке полуавтоматом , если в качестве свариваемого металла будет использоваться обычная сталь? Начнем с расчета веса наплавки, нам пригодится формула G = F*y*L .
G=0,0000055 (м2) * 7850 (кг/м3) * 1 (метр) = 0,043 кг
После этого можно приступать к вычислению основного значения по формуле N=G*К
N = 0,043 * 1 = 0,043 кг
Учитывайте, что сварка производится в нижнем положении. Это значит, то коэффициент поправки равен единице, а итоговое значение не меняется.
ВМЕСТО ЗАКЛЮЧЕНИЯ
Теперь вы знаете, как произвести расчет и узнать расход сварочной проволоки при сварке полуавтоматом или при любом другом виде сварки. Не думайте, что этот навык вам не пригодится. Напротив, он открывает для вас новые возможности. Делитесь этим материалом в социальных сетях, чтобы помочь другим начинающим сварщикам. Желаем удачи в работе!
Источник https://gktsg.ru/raznoe/normy-spisaniya-elektrodov-na-svarochnye-raboty.html
Источник https://tutmet.ru/raschet-raskhoda-elektrodov-shva-svarki.html
Источник https://moy-instrument.ru/masteru/raschet-elektrodov-na-1-styk-truby.html



