Содержание
Сварочное оборудование для полиэтиленовых труб в Казани
Сварочные аппараты для труб в Казани предлагает купить производитель и поставщик «Синтез Пайп». С 2007 года занимается изготовлением ПНД труб строго по ГОСТ, дополнительно продаем соединительные детали, комплектующие и оборудование. Мы будем полезны, если требуется комплексное решение поставок всего необходимого для создания современного трубопровода. Предоставляем гарантию, соблюдаем установленные сроки доставки.
Каталог сварочного оборудования





Компания «Синтез Пайп» предлагает широкий ассортимент сварочных аппаратов. Доставка до Вашего склада!
ООО «Синтез Пайп» считается надежным и проверенным производителем полиэтиленовых труб, которые применяются при реализации крупных проектов на территории России, стран СНГ. Помимо ПНД трубопровода, мы предлагаем подобрать и заказать сварочные аппараты для сварки полиэтиленовых труб. Обширный каталог включает востребованные варианты для стыковки полиэтиленового трубопровода различного диаметра.
На нашем сайте представлен большой каталог оборудования от проверенных производителей. Предоставляем гарантию. Завод располагается в Казани, предусмотрены представительства в 45 регионах страны.
Аспекты использования электромуфтовых сварочных аппаратов ПНД
Стыковые сварочные аппараты характеризуются следующими преимуществами:
- обеспечивают абсолютную герметичность соединения;
- оборудование отличается высокой производительностью;
- используются для соединения труб различного диаметра;
- позволяют выполнить работы в короткие сроки;
- помогают создать долговечную, прочную стыковку.
Благодаря этому аппаратура считается оптимальным вариантом для полиэтиленовых труб. В зависимости от сферы деятельности, планируемых мероприятий можно подобрать оптимальную модель сварочного муфтового аппарата ПЭ труб. Благодаря применению мощного, современного оборудования можно легко реализовать проекты трубопроводов любой сложности, назначения.
Актуальная цена сварочного аппарата ПНД
Итоговая стоимость заказа формируется с учетом следующих моментов:
- тип, характеристики оборудования;
- объем поставки;
- срочность доставки аппаратуры.
Придерживаемся персонализированного подхода при создании заявок, что позволяет учесть все требования до мельчайших деталей. Благодаря этому клиенты могут воспользоваться комплексным решением своего запроса.
Купить сварочный аппарат для труб в Казани
Надежный поставщик «Синтез Пайп» предлагает купить сварочный стыковой аппарат для ПНД труб по оптовой цене в Казани. Широкий ассортимент оборудования в наличии и под заказ. Оказываем профессиональные консультации по вопросам подбора необходимых составляющих при обустройстве трубопроводов разного назначения. Гарантируем быструю отгрузку продукции, оперативную доставку на объект заказчика от 1 рабочего дня.
Оформить заявку или купить сварочный аппарат для сварки ПНД, ПЭ труб можно следующими способами:
- получить консультацию по номеру: 8 (800) 500-88-74;
- направить письмо на официальную электронную почту компании: info@sintezpipe.ru;
- воспользоваться формой обратной связи на нашем интернет-ресурсе.
Менеджеры предоставят дополнительные сведения для принятия верного решения.
Что такое орбитальная сварка
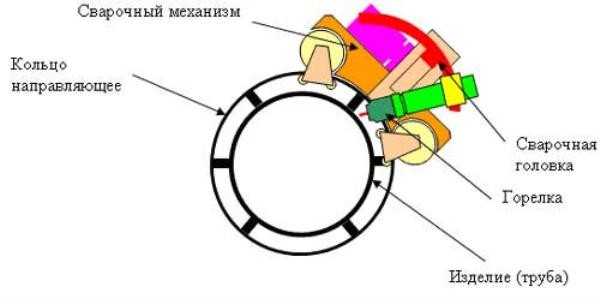
Для монтажа трубопроводов в полевых условиях используется орбитальная сварка. Это автоматизированный процесс соединения бесповоротных стыков. Труба проваривается головкой, закрепленной на вращающемся устройстве. Специальный зажим плотно фиксирует аппарат в рабочей зоне. Для работы необходимы навыки оператора. Сварщик выбирает необходимый режим в зависимости от размера, толщины стенки, химического состава сплава. В процессе работы следит за параметрами.

Особенности орбитальной сварки
Дуга в автоматическом режиме проворачивается по всей окружности, труба равномерно проваривается со всех сторон. Стыковая сварка труб орбитальными аппаратами незаменима в труднодоступных местах, где сложно проварить неподвижную заготовку.
Сварочный автоматизированный процесс представляет собой ручную или аргонодуговую электросварку с использованием тугоплавкого вольфрамового электрода и наплавочной проволоки. При зажигании дуги кромки оплавляются, создается ванна расплава. Присадка образует на месте стыка аккуратный валик. Головка проходит по всей окружности (орбите). Заготовки при работе не вращаются, остаются неподвижными.
Область применения
Автоматы для орбитального соединения трубных стыков используют:
- для линейного монтажа трубопроводов; ;
- соединения отрезков трубного проката с отводами, тройниками, другой трубной арматурой;
- сварки трубной доски теплообменников.
Орбитальная сварка труб минимизирует процент брака, увеличивается скорость монтажа трубопроводов, сборки котлов и теплообменников. Упрощается ремонт ТЭС, ТЭЦ, обслуживание нефтепроводов, газовых магистралей, инженерных коммуникаций.
Преимущества и недостатки
Стыковая сварка орбитальными автоматами обеспечивает герметичность трубопроводов за счет качественных швов. Металл проваривается по всей окружности равномерно. Преимущества орбитальной сварки труб:
- снижается риск дефектов шовного валика;
- регулирование дуги снижает область разбрызгивания ванны расплава;
- соединение частей трубопровода, трубных досок можно производить в любом пространсвенном положении;
- широкий диапазон свариваемых сплавов: углеродистых и легированных сталей, цветного металла;
- возможность работать с присадкой и без нее;
- отсутствие окалины на шве;
- процесс протекает без образования дыма.
- высокая стоимость аппаратов;
- сложность ремонта и обслуживания оборудования;
- низкая скорость тонких трубопроводов (головка медленно движется по небольшой орбите).
Оборудование для орбитальной сварки труб
У аппарата для сварки трубопроводов имеется:
- источник электропитания – инвертор, выдающий от 30 до 400 А, подключаемый к однофазной сети напряжением 220 В или трехфазной 380 В, с ним просто контролировать силу рабочего тока;
- вольфрамовый электрод;
- соединительная головка, образующая шов;
- клещевая система крепления, фиксирующая головку на трубе;
- система подачи газа с регулируемым соплом для проволоки;
- блок управления, регулируется:
- частота вращения головки;
- скорость подачи прутка;
- расход инертного газа (объем впрыскивания);
- угол наклона электрода.
Некоторые модели оснащены печатающим устройством, информацию о режиме работы можно вывести на бумагу.
Оборудование для орбитальной сварки применяется при монтаже труб с наружным диаметром от 17 до 170 мм. Выпускают аппараты для аргонодуговой и ручной дуговой сварки в защитной атмосфере трех основных типоразмеров (величина свариваемых труб указана в мм): 17–50; 33–90; 60–170. По согласованию с заказчиком некоторые производители делают фиксирующие клещи другого размера. Верхний предел увеличивают до 275 мм. Разработаны модели для тонкого трубного проката, минимальный наружный размер – 1,6 мм.
Виды орбитальных головок, удерживающих горелку на фиксированном расстоянии от свариваемого металла:
- Закрытого типа рассчитана на соединение труб небольшого диаметра. Стык располагается в камере, заполненной защитным газом. Такие головки считаются самыми надежными, они образуют герметичный шов, не содержащий окислов.
- Открыто типа, аргон или другой инертный газ или специальная смесь поступает в рабочую зону под давлением. Такие головки используют на толстостенных трубах, где стык заваривается за несколько циклов. Горелка для удобства наклоняется под нужным углом до 45°.
Для трубных досок, головки созданы для ремонта теплообменников, регулировка процесса происходит в автоматическом режиме, оператору достаточно установить клещевое крепление.
Предусмотрена система предварительного прогрева электрода и свариваемого металла до необходимой температуры, имеется система охлаждения, по замкнутому контуру циркулирует вода.
Технология сварки
Для выравнивания концов применяют отрезные станки, обеспечивающие вертикальную ровную кромку. Толстостенные трубы подготавливают к работе в заводских условиях: производят разделку кромок, срезают под углом 30°. Тонкостенный прокат заплавляют без присадки.
До орбитальной сварки труб проводятся подготовительные работы. Производится очистка концов от заусенцев, загрязнений. Подготовленные отрезки центруют, укладывают на установленном расстоянии друг от друга. Для орбитальной сварки труб малого диаметра достаточно приобрести съемную головку. Она крепится на универсальных зажимных системах. Поверхность стыка делят на сектора, для каждого задаются индивидуальные режимы с учетом давления собственного веса заготовки в нижней части. Расплавленный металл не должен провисать сверху. Параметры рабочего тока, скорость подачи присадочного прутка устанавливает оператор в зависимости от марки стали, формы заготовки. Орбитальный аппарат крепится в области стыка.
Сваривание металла производится автоматически. После заделки всех секторов оборудование отключается самостоятельно.
Орбитальные аппараты узкоспециальные. Их приобретают для монтажа трубопроводов большой протяженностью, для ремонта теплообменников и котлов. Это наиболее перспективный метод монтажа трубного проката. В быту подобное оборудование применять нецелесообразно из-за длительного периода окупаемости.
Виды аппаратов для сварки полиэтиленовых труб
При прокладке систем водоснабжения и канализации, строительстве подземных коммуникаций применяются различные виды труб, среди которых полиэтиленовые пользуются популярностью. Этот материал (ПНД — полиэтилен низкого давления) не изменяет своих свойств в процессе нагревания с последующим остыванием, поэтому для монтажа трубопровода используются аппараты для сварки полиэтиленовых труб, которые работают по принципу паяльника.

Аппарат для сварки
Типы аппаратов
По принципу соединения деталей сварочные агрегаты делятся на 2 типа:
- для электромуфтового соединения;
- для раструбного и стыкового.
По принципу действия все виды оборудования делятся на ручные и механические. Любое сварочное оборудование, независимо от типа, имеет 4 основных узла: генератор, регулятор температуры, модуль мощности и технологический узел, где осуществляется соединение деталей. Последний имеет разное строение (в зависимости от вида сварки).
Ручные
Ручные малогабаритные сварочные аппараты имеют вид плиты с наконечниками для фиксации концов ПНД деталей. Для соединения подготовленных поверхностей требуется усилие человека, поэтому диаметр трубы не должен превышать 125 мм. Ручной прибор выбирают для домашнего использования, его освоить проще всего, он имеет невысокую цену.
Механические
Такие аппараты предназначены для профессионалов. В их состав входит следующее:
- центратор с наконечниками для зажима деталей;
- торцеватель с заточенными ножами для обработки трубы;
- нагревательный элемент (сварочное зеркало);
- устройство для сжатия.
Сжатие соединяемых труб обеспечивает механика, поэтому их диаметр неограничен. Сварка прибором с механическим приводом — более прогрессивный метод: он облегчает работу оператора и делает стык более надежным.
Гидравлические
В гидравлическом оборудовании сжатие изделий осуществляется гидравлическим приводом. Такие аппараты предназначены для сварки встык и бывают 3 видов:
- Ручные. Все операции осуществляются вручную. Применяются для сварки трубопроводов со средним и низким напором.
- Полуавтоматические. Ручная работа предусматривает только закладку труб. Соединение происходит автоматически.
- Автоматические. Движения всех узлов агрегата от начала и до конца процесса управляются компьютером, оператор только вводит нужные параметры.
Современные автоматы работают с высокой точностью. Они могут считывать необходимую информацию со штрихового кода, нанесенного на ПНД или на электромуфты, в конце процесса выдают отчетный протокол, указывают на ошибки.
Как выбрать
При выборе сварочного агрегата нужно обращать внимание на следующие моменты:
- Вид сварки, допустимые размеры труб, условия монтажа и последующей эксплуатации коммуникации.
- Мощность. От нее зависит, с каким максимальным диаметром труб может работать устройство. Чтобы сделать расчет, нужно предполагаемый диаметр умножить на 10. Например, аппарат мощностью 1,5 кВт способен сваривать трубы диаметром до 150 мм.
- Комплектация. Оборудование с большим количеством насадок может использоваться для конструкций любого размера. Иногда в комплект входят и другие необходимые инструменты.
- Производитель. Для профессиональной деятельности лучше приобретать дорогое оборудование, потому что от его качества зависит результат сварки. Лидером сварочных агрегатов является продукция производителей из Чехии («Дайтрон»), Германии («Вosch», «Gerat Weld», «Rothenberger»), России («Rotorica», «Sturm», «ССПТ», Протва), Турции («Candan»).
Основной принцип выбора сварочной машины такой: для домашних работ нужен недорогой ручной механизм; для работы с трубами диаметром от 125 мм понадобится механика; полуавтоматы или автоматы используются для профессиональной и частой сварки. Для последнего варианта стоит приобрести дорогое, качественное оборудование.
Способы и технология
По технологии сварка ПНД труб похожа на паяние: сварочные поверхности очищаются, нагреваются до размягчения, соединяются под давлением и фиксируются до полного остывания. Разница заключается в способе состыковки поверхностей и рабочей температуре (не более 270°C). Вид сварки выбирается для каждого отдельного случая, исходя из параметров материала и других факторов. Рассмотрим на примерах:
1. Стыковая сварка. Этот вид применяется для труб диаметром свыше 50 мм с толщиной стенки более 5-7 мм и является самым распространенным. Методика проведения цикла следующая: сначала торцы труб с помощью плоского инструмента нагреваются до плавления, затем соединяются встык под большим давлением и удерживаются в таком положении до остывания. Полученное соединение по прочности даже превышает сам материал.
Данный процесс не требует большого количества рабочих и денежных средств. Стыковая сварка имеется один нюанс: она не применяется при монтаже безнапорного трубопровода или канализации из-за того, что оплавленный материал образует внутри валик (грат).
2. Электромуфтовая (терморезисторная). Это простой и быстрый способ. Трубы соединяются с помощью фитинга, в роли которого выступает электромуфта, одновременно представляющая собой сварочное устройство. Применяется для соединения труб разных марок полиэтилена, а также малых диаметров с тонкими стенками (для монтажа водопровода и канализации в частном доме например).
Методика сварки следующая: после подготовки поверхностей к внутренней части муфты плотно присоединяются концы труб и нагреваются до нужной температуры. После остывания образуется плотное соединение. Муфта остается на трубопроводе как его элемент. Это удобный способ для соединения магистралей разного размера. Его недостатком является высокая цена (нужно покупать муфты), поэтому он используется нечасто, больше для работы в траншеях или других труднодоступных местах.
3. Раструбная. Раструбом называется расширенная часть одной трубы, в которую вставляется конец другой. При сварке враструб трубы соединяются не напрямую, а посредством фитингов, в виде которых выступают простые гладкостенные муфты, тройники, отводы. Это делает процесс дорогостоящим, поэтому он используется редко, в основном для монтажа магистралей, имеющих сложный рельеф (уклоны, повороты, ответвления).
4. Экструзионная, напоминающая электросварку металла. Осуществляется с помощью присадочного материала, который выталкивается из экструдера. Этот способ самый простой и используется для монтажа толстостенных труб и конструкций, на которые не будет оказываться сильное давление: прочность стыков не более 80% от прочности материала.
Технология сварочного процесса предусматривает, что перед началом работы любое оборудование нужно настроить с помощью специальной таблицы. Второе требование — соединяемые изделия должны иметь одинаковый химический состав, иначе они расплавятся в разной степени, отчего стыковочный шов получится непрочным. Кроме этого, края деталей должны быть очищены и обезжирены, а срезы обработаны с помощью торцевателя, чтобы минимизировать возможные зазоры между поверхностями. Выполнение всех требований технологии — это залог прочного сварного соединения.
Источник https://sintezpipe.ru/produkciya/svarochnyie-apparatyi
Источник https://svarkaprosto.ru/tehnologii/orbitalnaya-svarka
Источник https://trubyda.ru/svarka/apparat-dlya-svarki-pnd



