Содержание
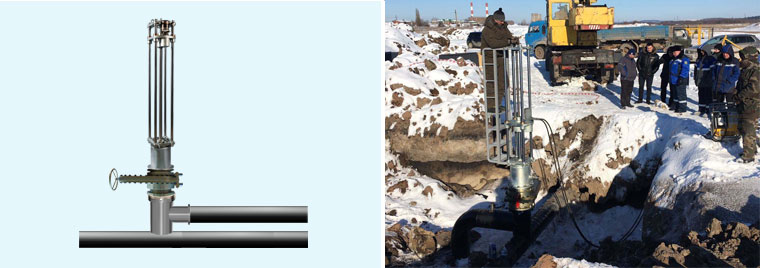
Врезка в трубопровод под давлением
Врезка в трубопровод под давлением технически сложная операция, потребность в которой возникает, как правило, при строительстве новых сетей или на магистралях, где отключение потока транспортируемого продукта (газа, нефти, воды или др.) невозможно или влечёт экономические потери.
ООО «ПРОМТЕХНОЛОГИИ» осуществляет работы во врезке в действующий трубопровод под давлением без отключения потребителей и без снижения давления в сети. Данная технология подключения к функционирующему трубопроводу позволяет существенно сэкономить как финансовые ресурсы, так и время.
Врезка под давлением может производиться в трубопроводы из различных материалов: стальной трубопровод, чугунный, полиэтиленовый и т.д.
Возможные направления врезки:
- Горизонтальная;
- Вертикальная;
- Под углом;
- Снизу-вверх.
Преимущества врезки в трубопровод под давлением
- Сокращение затрат. Так как при осуществлении работ не требуется блокировка всей системы снабжения, то исключаются затраты на её перезапуск. Используемые нашей компанией технологии обеспечивают проведение врезки при полностью функционирующей сети.
- Экономия времени. Отсутствие необходимости в перекрытии и повторном запуске сети снижает общее время проведения работ. Так же важным фактором является возможность врезки в трубопровод под давлением в любое время года и в любую погоду.
- Комфорт для потребителей. Очень важно, что при врезке в коммунальные системы возможно бесперебойное обеспечение потребителей газом, водой или теплом на всё время проведения работ.
- Экологически фактор. Исключено загрязнение окружающей среды транспортируемым веществом.
Технологии врезки в трубопровод под давлением
ООО «ПРОМТЕХНОЛОГИИ» предлагает две технологии врезки в действующий трубопровод под давлением: через фитинг тройник или через запорную арматуру.
Врезка в трубопровод под давлением через фитинг тройник
К функционирующему трубопроводу приваривается Т-фитинг, на который устанавливается временная задвижка. Далее к отводу фитинга присоединяется вновь построенный трубопровод. На временную задвижку устанавливается буровая машина и производится врезка под давлением.
Врезка в трубопровод под давлением через запорную арматуру
К действующему трубопроводу приваривается патрубок, на который устанавливается запорная арматура. На запорную арматуру устанавливается буровая машина и производится врезка под давлением.

Все работы производятся квалифицированными специалистами, которые имеют многолетний опыт в производстве ремонтных и монтажных работ на функционирующих магистралях, а также все необходимые допуски и сертификаты.
Цена врезки в трубопровод под давлением зависит от многих факторов: параметры магистрали, способ и направление врезки и т.д. Для расчета стоимости работ воспользуйтесь опросным листом. Заполненный опросный лист можно отправить на нашу почту: info@pteh74.ru.
 Опросный лист (Врезка через ЗПА)
Опросный лист (Врезка через ЗПА)
Опросный лист (Врезка через фитинг тройник)
Опросный лист (Перекрытие трубопровода)
В декабре 2018 г. организацией ООО «Промтехнологии» была выполнена врезка через фи-тинг прямой и одностороннее перекрытие действующего газопровода диаметром 57 мм, под давлением до 0,6 Мпа, по технологии «СтопТрон», без остановки перекачки транспортируемой среды, на объекте АО «Уралэлектромедь» по адресу: Свердловская область, г. Верхняя Пышма, пр. Успенский, 129.
В процессе производства работ специалисты компании подтвердили свой высокий про-фессиональный статус и оперативность в решении поставленных задач.
Выражаю благодарность ООО «Промтехнологии» за индивидуальный подход к клиенту.
Уверен, что АО «Уралэлектромедь» воспользуется услугами ООО «Промтехнологии» в дальнейшем!

В период с 21 по 27 марта 2019 г. в насосной конденсации первогго блока улавливания организацией ООО «Промтехнологии» были выполнены две врезки на трубопроводе барильетной воды диаметром 600 мм, под давлением 0.6 МПа, рабочей температурой продукта 90°С и содержанием аммиака 0.35мгрм/дм 3 через запорную арматуру диаметром 400 мм. Работы были выполнены без остановки перекачиваемой среды и без разливов, в сроки установленные договором. Замечаний и претензий по производству работ нет.

Оборудование «СтопТрон» бфло применено нами при капитальном ремонте действующего газопровода высокого давления Ду 300 с ликвидацией газового колодца. Для выполнения данной работы применялась схема двухсторонней блокировки газопровода с обустройством байпасной линии.
Не смотря на то, что данный газопровод построен в 1975 г., специалистам компании ООО «Промтехнологии» удалось с помощью оборудования «СтопТрон» полностью перекрыть ремонтируемый участок газопровода с двух сторон, что позволило нам с минимальными потерями времени абсолютно безопасно провести сварочные работы по установке шарового крана подземной установки на ремонтируемом участке газопровода.
Участок газопровода был надёжно перекрыт в течение всего времени производства огневых работ (около 6 часов).
Представители собственника газопровода АО «Газпром Газораспределение Ижевск» высоко оцении качество оборудования и профессионализм сотрудников ООО «Промтехнологии» при выполнении данной работы.
Со своей стороны также могу отметить надёжность и безопасность оборудования «СтопТрон» при выполнении работ по перекрытию газопроводов без прекращения подачи газа. Рекомендую данное оборудование коллегам при выполнении строительно-монтажных работ и капитального ремонта газопроводов.

24.09.2018 года для нужд АО «ЮГК» был проведен комплекс работ по врезке в газопровод высокого давления Ду 300 вновь построенного газопровода Ду 250 под давлением при помощи приварного Т-фитинга (тройника) по технологии СтопТрон.
Отмечаю безопасность и высокое качество оборудования, во время проведения работ утечек и выброса газа в атмосферу не зафиксировано.
Выражаю благодарность специалистам компании «Промтехнологии» за профессиональную работу и оперативность.

Настоящим письмом сообщаем, что в рамках договора поставки между РПУП «Гомельоблгаз» и ЗАО «Дестбел» оборудования для врезки и блокировки под давлением производства СтопТрон (Россия) 12 июля 2018 года было проведено обучение сотрудников РПУП «Гомельоблгаз» совместно с сервисной службой производителя. По плану обучения были выполнены работы по двухстороннему перекрытию газопровода Ду300 под давлением ГЗ в г. Жлобине, Гомельской области, Республика Белоруссия. Работы по перекрытию газопровода по технологии СтопТрон были выполненны в установленные сроки и без замечаний. По результатам выполненных работ РПУП «Гомельоблгаз» считает, что оборудование СтопТрон соответствует требованиям нормативной, технической документации и может быть рекомендовано к использованию на объектах газораспределения.

В период с 15 по 20 августа 2018 г. организацией ООО «Ино ТЕК» был выполнен комплекс работ по врезке через приварной фитинг-тройник Ду300 в газопровод Ду700 под давлением, на момент выполнения работ, 0.8Мпа без остановки перекачки транспортируемой среды на объекте: ПАО «ММК». Гоп. Строительство новой аглофабрики.
Работы выполнялись с применением технологии и оборудования «СтопТрон». Оборудование зарекомендовало себя с положительной стороны, нареканий к его работе не возникло.
Отдельно хочется отметить высокий уровень профессионализма, гибкий подход и ответственность бригады выполняющей работы.
Все задачи поставленные перед организацией, были успешно осуществлены.

На территории ООО «Газпром трансгаз Казань» состоялась презентация оборудования для врезки и блокировки газопроводов без снижения давления газа потребителям, российского производителя ООО «СтопТрон». В ходе презентации были продемонстрированы образцы продукции комплекта для врезки и двухсторонней блокировки Ду 200-250-300 давлением 1,2 МПа.
По итогам демонстрации присутствующими было отмечено высокое качество материалов и оборудования, входящего в состав данного комплекта.
Рукав высокого давления

Рукав высокого давления(РВД) — это гибкий трубопровод для транспортивовки специальных гидравлических и моторных жидкостей на базе минерального масла, жидкого топлива, консистентных смазок, гликоля или водной эмульсии под давлением, для передачи рабочего усилия. Конструкционно представляет собой две и более резиновых трубки помещенных одна в другую армированных металлическими оплетками или навивками, оборудованные соединительными фитингами. РВД применяются в гидравлических системах различных машин и механизмов [1] . Работоспособны при t° от -40°С до +100°С. Кроме того, некоторые виды рукавов применяются в приборо-, станко-, машиностроении и используются для прокладки трубопроводов, где рабочей средой является перегретый пар, вода, газ. Также рукава высокого давления используются для подачи газа, агрессивных сред.
Содержание
Конструкция
Рукав: — маслобензостойкий резиновый
Усиление: — Высокопрочная стальная/текстильная/синтетическая оплетка/навивка в 1,2,4,6 слоев
Покрытие: — Резиновое атмосферостойкое маслобензостойкое абразивостойкое озоноустойчивое
Фитинг: — Металлический, выполненный по определенному унифицированному стандарту(ГОСТ, JIS, ISO, DIN, BSP, JIC, ORFS [2] [3] , BANJO [4] [5] , NPTF [6] [7] )Fe/Zn-антикоррозийное напыление, прямой или исполнен под углом к оси рукава в 45° и 90°, с прямым/конусным сопряжением в 24°, 37°, 60°, 74°.
Обозначение по ГОСТу — 08-25-0450 (М16х1,5) где:
- 08 — внутренний диаметр рукава (мм),
- 25 — давление (мПА),
- 0450 — длина (мм),
- М16х1,5 — присоединительная резьба.
Для сборки и опрессовки гидравлических элементов используются специальные станки различных видов. К такому оборудованию РВД чаще всего относят опрессовочное оборудование, отрезные и окорочные станки.
Техническое описание
Важнейшим различием европейских РВД от российских является тот факт, что европейцы задают DN (диаметр условного прохода) в английской (дюймовой) системе измерений. Это не накладывает различий на размеры большинства РВД, однако таковые все-таки присутствуют. Например, импортный рукав с DN 12 имеет 12,7 мм, что больше аналогичного показателя российского РВД. Минимальный радиус изгиба полностью аналогичен цифрам, указанным в отечественном стандарте.
Оплёточная конструкция
Самыми распространенными конструкциями являются оплёточные РВД. Начиная с 1997 года, в Европе производство резиновых РВД с оплётками из металла регламентируется специальными межевропейскими стандартами EN 857, а также EN 853 [8] . Этими стандартами задаётся производственный процесс рукавов высокого давления, служащих для работы с гидрожидкостями (см. ISO 6743-4) в температурном диапазоне -40 – 100 градусов Цельсия, либо с эмульсиями вод или масла, имеющих температуру от -40 от 70 градусов. Так как в российских гидроприводах, в основном, также используются жидкости, подходящие под вышеуказанный ISO, европейские требования вполне применимы и к рукавам высокого давления отечественного производства.
Согласно EN 853 существует 4 вида рукавов оплеточной конструкции: 1ST, 2ST, 1SN, 2SN. Первые два из них – РВД с одной (двумя) оплетками из латунированной проволоки. Эти типы по своим конструктивным характеристикам наиболее близки к требованиям отечественного стандарта – ГОСТ 6286-73. 1SN и 2SN имеют одно важное отличие от предыдущих двух типов, в остальном полностью дублируя их. При их изготовлении наружный слой резины делают более тонким, что делает возможным проводить армирование рукавов высокого давления без дополнительных предварительных зачисток наружного слоя резины.
Стандарт EN 857 касается рукавов высокого давления, ранее известных как «компакт», и обозначает их 1SC и 2SC. Данный тип РВД предназначен специально для кранов, и потому имеют меньший радиус изгиба. Рабочая среда аналогична другим типам РВД оплеточной конструкции.
Навивочная конструкция
Вторая группа РВД регламентируется EN 856.
Навивочные рукава высокого давления в соответствии с ЕN 856 производятся четырёх типов: 4SP – имеет четыре спиральных навивки стальной проволоки, предназначен для использования в условиях средних давлений; 4SH – имеет четыре навивки из проволоки особой прочности, предназначен для использования в условиях высоких давлений; R12 – имеет четыре навивки, тяжёлый рукав, предназначен для продолжительных работ в условиях высоких температур и средних давлений; R13,R15 — многоспиральный (преимущественно шестинавивочный) РВД для наиболее тяжёлых рабочих сред имеет повышенный срок службы, используется при самых высоких давлениях, больших нагрузках.
Навивочные РВД в Европе производятся малым числом фирм, в малом количестве, в основном — рукав 4SP, однако производство рукавов высокого давления типа 4SH давно растёт, поскольку он часто используется на экскаваторах CATERPILLAR, KOMATSU, CASE и пр.
Рукав высокого давления типа 4SH характеризуется максимальным рабочим давлением, герметичностью, повышенным уровнем минимального разрывного давления. Последний показатель минимален у типа РВД R12, однако, это не сказывается на цене этих типов. Всё потому, что РВД 4SP и 4SH по ISO 6803 выдерживают 400.000 циклов (min) при температуре 100°С, в то время, как типы R12 и R13 способны выдерживать не менее 500.000 двойных циклов при 120°С и давлении более, чем в 2 раза выше рабочего.
Сравнение РВД оплёточной и навивочной конструкций
В рукавах навивочной конструкции витки наматываются таким образом, что плоскость витка перпендикулярна оси рукава. В отличие от этого, в рукавах оплёточной конструкции витки армирующей проволоки намотаны по винтовой линии (причём разные винтовые линиии намотаны крест-накрест). В силу такого строения, при одинаковой толщине проволок и одинаковом их количестве, в рукавах навивочной конструкции проволоки способны выдерживать более высокие давления. Однако в рукавах навивочной конструкции витки проволоки легче расходятся при изгибе РВД, и следовательно, у них минимальный радиус изгиба намного меньше, чем у сопостовимых рукавов оплёточной конструкции. В силу последнего обстоятельство подавляющее большинство РВД выполняются по оплёточной схеме.
Источник http://pteh74.ru/vrezka-i-perekrytie-truboprovoda/vrezka-v-truboprovod-pod-davleniem
Источник https://dic.academic.ru/dic.nsf/ruwiki/1608922
Источник
