Содержание
Выбрать станок для гибки профильной трубы или сделать своими руками?
Оборудование для выполнения гибочных работ на пустотелых заготовках может рассматриваться и как промышленный стационарный станок, выполняющий множественные циклы в определенную единицу времени, и как инструмент хозяйственного назначения, например, дачный вариант для изготовления теплицы.
При выборе трубогибочного станка специалисты рекомендуют обращать внимание на следующие важные моменты
Обстоятельно продумайте каждую мелочь, с которой вам предстоит столкнуться в процессе работы, и только после этого, ориентируясь на свои потребности, делайте выбор в пользу той или иной модели трубогиба.
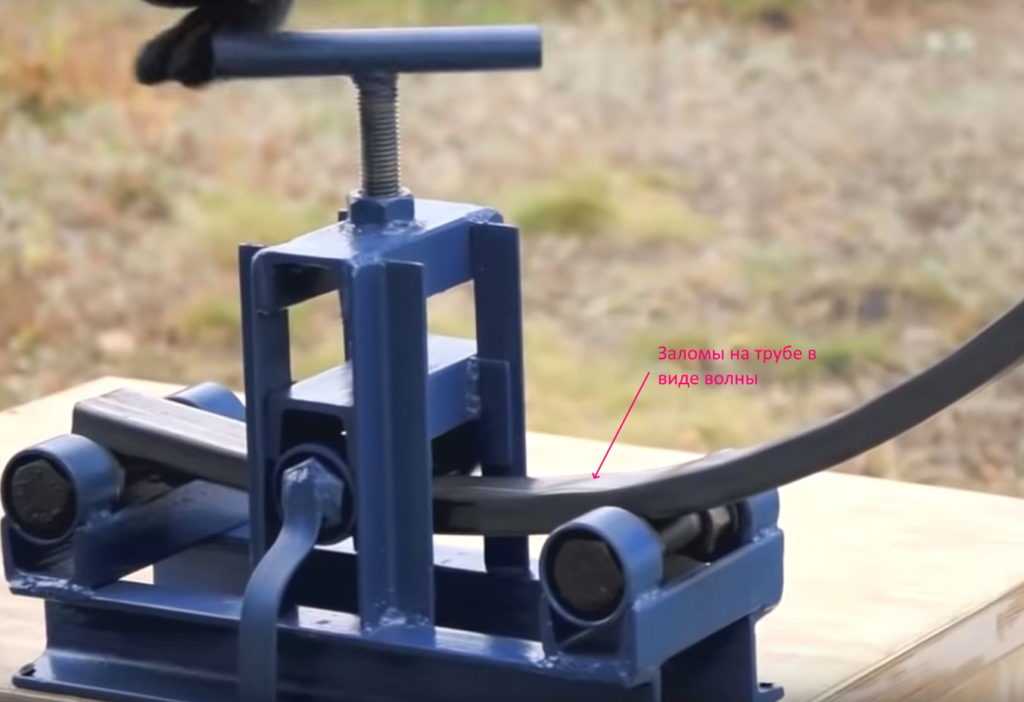
Для получения изделий без трещин и гофрирования обратите внимание на ролики станка – они должны быть хорошо зафиксированы, чтобы заготовка в процессе гибки не смещалась. При работе усилия концентрируются на опорных и прижимных роликах, поэтому наиболее долговечными изделиями считаются ролики из закаленной стали.
Выполнять серию одинаковых изделий будет удобнее, если гибочный инструмент оснащен линейкой, по которой вы станете замерять угол изгиба во время работы.
Облегчить процесс работы помогут станки с гидравликой или электромеханикой
Кроме того, их конструкции более продуманы с инженерной точки зрения и надежны по качеству исполнения.
Выбирая недорогие модели ручного гибочного инструмента, всегда обращайте внимание на то, из какого металла они сделаны и насколько он прочен. Дешевые модели могут быть недолговечны еще и из-за плохого качества сборки. Отличным качеством обладают модели, выполненные из стали высокой прочности, твердость которой не менее 43-48 по Шору. Такой металл мало изнашивается, а оборудование долгое время не потребует ремонта и приобретения расходных материалов и комплектующих.
Выбор оборудования должен соответствовать требованиям, которые вы предъявляете для готовых изделий. Например, медная заготовка для тормозных трубок или стальная труба для выхлопной системы может быть выполнена на гидравлическом или электрическом станке профессионального класса. А выполнить гибку для круглой трубы из металлопластика или для профтрубы из тонкостенной стали можно на ручном трубогибе. Переплачивать за набор опций, которыми вы никогда не станете пользоваться, не имеет смысла.


Трубогибы представлены в широком ассортименте, как зарубежного, так и отечественного производства. Современные российские модели ничуть не уступают качеству европейских аналогов, но стоят на порядок дешевле.

Лучшие модели и производители
Обзор оборудования, предназначенного для работы с круглыми и квадратного сечения трубами, поможет вам определиться с выбором ручного, электрического или гидравлического типа трубогиба.
Ручные приспособления для гибки
Henco BM-16-S
Производство Бельгия. Облегченный и компактный ручной инструмент, весом до 1,5 кг, применяемый для труб до 16 мм. Позволяет выполнить угол изгиба до 180 градусов. На инструменте для удобства работы выгравирована шкала с разметкой поворота угла. Применяется для работы с металлопластиковыми трубами сантехнического назначения. Надежный фиксатор заготовки позволяет выполнять качественную гибку, а затем легко извлекать трубу из трубогиба. Стоимость инструмента составляет 6 000 руб.

Трубогиб ТВ-2
Изделие российского производства, компании ИНТех. Универсальный и компактный инструмент для гибки труб и профиля. Может быть использован на производстве и в быту. Устройство оснащено двумя роликами-валами со стопорными кольцами для защиты заготовки от увода в сторону в процессе гибки. Благодаря мерной шкале и закрепляющей контр-гайке инструмент позволяет выполнять серию одинаковых изделий с погрешностью не более 1 мм. Станок применяется для роликовой прокатки прямоугольных и круглых заготовок. Средняя стоимость составляет 13-15 000 руб.


Гидравлические станки для гибки
Bend Pak 1502BA
Производство США. Профессиональное дорогостоящее оборудование для выполнения гибочных работ и детализации трубы. Применяется в условиях производства или автомастерских – нередко его используют для изготовления и ремонта автомобильной выхлопной системы. Устройство оснащено системой гидравлики с фильтром, гидронасосом, имеет комплект оправок, с помощью которых можно работать с заготовками диаметром до 3 дюймов.
Стоимость составляет 600 000 руб.


STELS 18115
Производство Германия. Выполняет холодную гибку заготовок под углом до 90 градусов. Инструмент имеет оснастку гидравлической системы с возвратным механизмом пружинного типа, необходимым для обеспечения контроля точного движения гидропоршня. Для работы этому трубогибу не нужен внешний источник электропитания. Чаще всего применяется для выполнения гибки труб систем водопровода и отопления. Средняя стоимость – 8-10 000 руб.

Электрические трубогибы
REMS Курво
Производство Германия. Предназначен для гибки труб под любым углом до 180 градусов. Подходит для стационарного использования в условиях производственного цеха и для стройплощадки. Применяется для полутвердых, твердых и мягких медных труб диаметром до 35 мм, нержавеющей, высокоуглеродной и прецизионной стали диаметром до 28 мм, электроизоляционных труб диаметром до 32 мм и металлопластика диаметром до 40 мм. В комплект инструмента входят сегменты и измерительные упоры для различных диаметров и радиусов изгиба заготовок. Средняя стоимость инструмента составляет 17-20 000 руб.


Blacksmith ETB40-50HV
Производство Германия. Станок обладает возможностью гибки труб и профиля в вертикальном и горизонтальном положении рабочего гибочного устройства. Трубогиб оснащен монолитной основой и высокомощными валами диаметром 30 мм. Предназначен для гибки труб с толщиной стенок не более 2,5 мм и диаметром до 40 мм, полос, заготовок квадратного сечения до 20 мм, прутка диаметром до 20 мм. Станок способен выполнять гибку с малым радиусом, что применяется в изготовлении художественных кованых деталей. Управление выполняется ножными педалями. Средняя стоимость оборудования составит 160 000 руб.







Выбор модели зависит от конкретных задач, которые предстоит решить с помощью этого приспособления.
Виды механизмов для сгибания труб
Приспособления, позволяющие согнуть стальную трубу на определенный радиус, подразделяются по следующим признакам:
- Мобильность. Трубогибы могут быть стационарными и переносными.
- Тип привода. В зависимости от этого признака выделяют ручные, электрические, гидравлические и электрогидравлические устройства.
- Способ воздействия. Трубное изделие сгибают под воздействием обкатки, намотки, прокатки и штока.
Перед тем, как изготовить трубогиб в домашних условиях, нужно понять, как устройство воздействует на заготовку, и ознакомиться с каждым процессом отдельно.
Обкатка
Такой способ подразумевает выполнение следующих действий: один конец трубного изделия прижимают к неподвижному шаблону и посредством прижимных роликов обкатывают трубу вокруг него.
Намотка
В устройстве такого типа предусмотрен подвижный шаблон. На него выполняется непосредственная намотка трубы, которая проходит между шаблоном и специальным упором, располагающимся в начале сгиба.
Трубогиб арбалетного типа
Такое устройство оснащено двумя неподвижными роликами и шаблоном, закрепленным на подвижном штоке. При давлении штока на середину определенного участка происходит сгибание трубы.
Прокатка
Конструкция сделана на основе двух опорных и одного центрального ролика. Такое трехвалковый механизм способствует получению необходимого радиуса при сгибании в результате нажима на трубу центрального ролика, положением которого определяется радиус изгиба. Это дает возможность назвать трубогиб этого типа универсальным, так как все остальные виды сгибают трубу по определенному шаблону.
Трубогиб, работающий по принципу намотки, сделать в бытовых условиях довольно сложно, поэтому выпуском таких механизмов занимаются промышленные предприятия. В случае использования арбалетного трубогиба стоит помнить, что воздействие штока на трубное изделие может стать причиной разрыва материала. Следовательно, указанные механизмы не подходят для изгиба изделий с более тонкими стенками. Прокатное устройство не имеет существенных недостатков, его используют при заводском изготовлении отводов.
Конструкция станка для сгибания трубных изделий самостоятельного изготовления может быть разнообразной. Выбирать нужное устройство следует в соответствии с необходимым радиусом сгибания
Кроме того стоит изучить рекомендации по выбору устройства, а также принять во внимание основные параметры используемых труб: диаметральное сечение и толщина стенки
Разновидности станков-трубогибов для профильных труб
Гибочные станки для профильных труб могут иметь различные механизмы и обустроенность, а также разнообразные вариации по степени сложности конструкции. Какой вариант выбрать – зависит от потребностей, бюджета и прочих нюансов в тех или иных ситуациях.
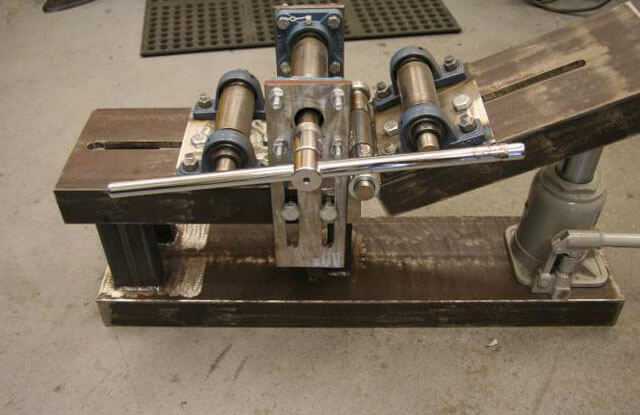
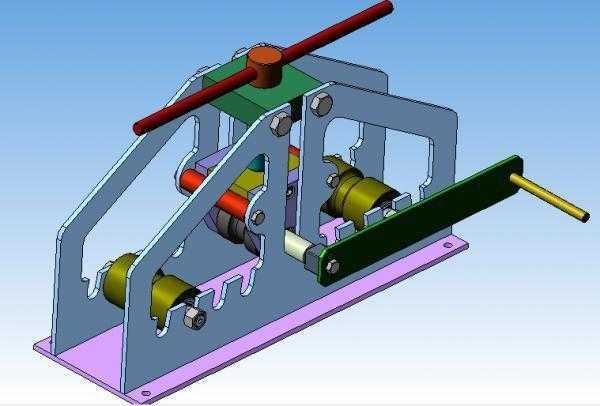
Например, один из простейших станков для гнутья профильных труб имеет в своём устройстве три валика на подшипниках большой прочности, не менее прочную раму и две рукоятки. Первая рукоятка приводит трубу в движение, в результате чего она протягивается по двум валикам устройства. Посредством второй рукояти осуществляется воздействие на трубу оставшимся валиком, в результате чего она деформируется и сгибается, приобретая аккуратную дугообразную форму.

Конечно, простейшие трубогибочные станки с ручным приводом хорошо подойдут лишь в тех случаях, когда уровень выполняемой работы тоже не отличается большой сложностью. Для более серьёзных работ уместно использование станков с электроприводами. Такой станок для гнутья профильных труб снабжается редуктором, имеющим большой коэффициент передачи. Это позволяет избежать необходимости в слишком большой мощности электромотора, которая в таких устройствах колеблется обычно в диапазоне 0,5-1,5 киловатт.
Наиболее продвинутые станки для загиба профильных труб имеют в своём составе два независимо работающих электромотора, осуществляющих протягивание и сгибание труб, а также несколько наборов валиков, дающих возможность сгибать даже самые прочные профильные трубы безо всяких следов на поверхности. Именно такие станки используются при наиболее сложных работах, например, при изготовлении металлоконструкций для крытых стадионов, больших архитектурных комплексов и т. д.
Приспособления для гибки труб
Вопрос о том, как согнуть трубу без трубогиба, не вызовет затруднений, если использовать для выполнения этой операции простейшие приспособления. Выполнять холодную гибку труб можно с помощью следующих устройств.







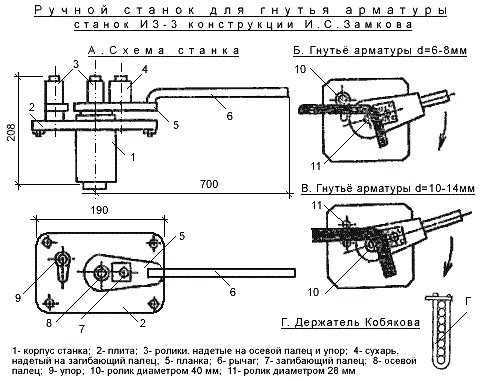
- В тех случаях, когда согнуть необходимо мягкую (алюминиевую) или стальную трубу с высотой профиля не больше 10 мм, используется горизонтальная плита с отверстиями, в которые вставляются упоры – металлические штыри. При помощи этих штырей и выполняется гибка изделий по требуемым параметрам. У данного метода есть два серьезных недостатка: невысокая точность гибки, а также то, что при его использовании необходимо прикладывать значительные физические усилия.
- Изделия с высотой профиля 25 мм лучше гнуть при помощи роликовых приспособлений. Труба надежно фиксируется в тисках, а к той ее части, которую надо согнуть, усилие прикладывается при помощи специального ролика. Данное приспособление позволяет получить более качественный изгиб, но также требует приложения физических усилий.

Вариант, что называется, на скорую руку. Длинный рычаг этого крайне незамысловатого приспособления позволяет справиться с довольно толстыми трубами
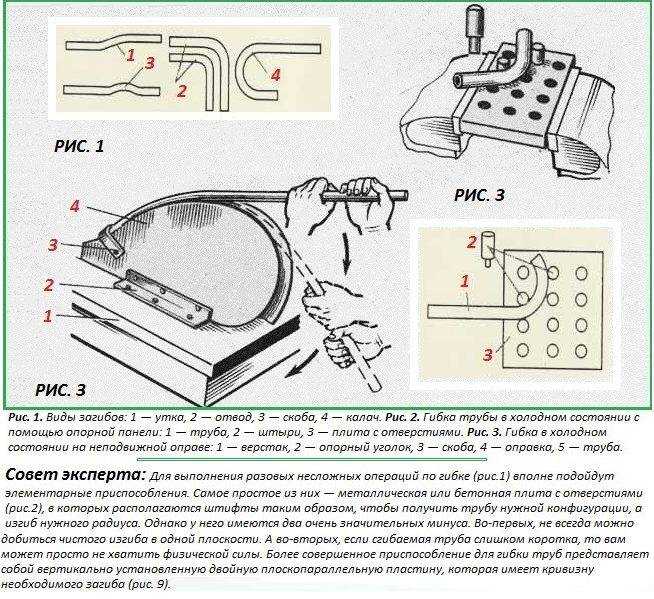
Для формирования на стальных или алюминиевых профтрубах изгиба с большим радиусом кривизны используют неподвижные округлые шаблоны, на которых монтируют специальные хомуты для фиксации изделия. На таком приспособлении трубу гнут также вручную, с усилием укладывая ее в паз шаблона, форма которого точно соответствует требуемому радиусу изгиба.

Фанера и металлические скобы – это всё, что нужно для изготовления гибочного шаблона
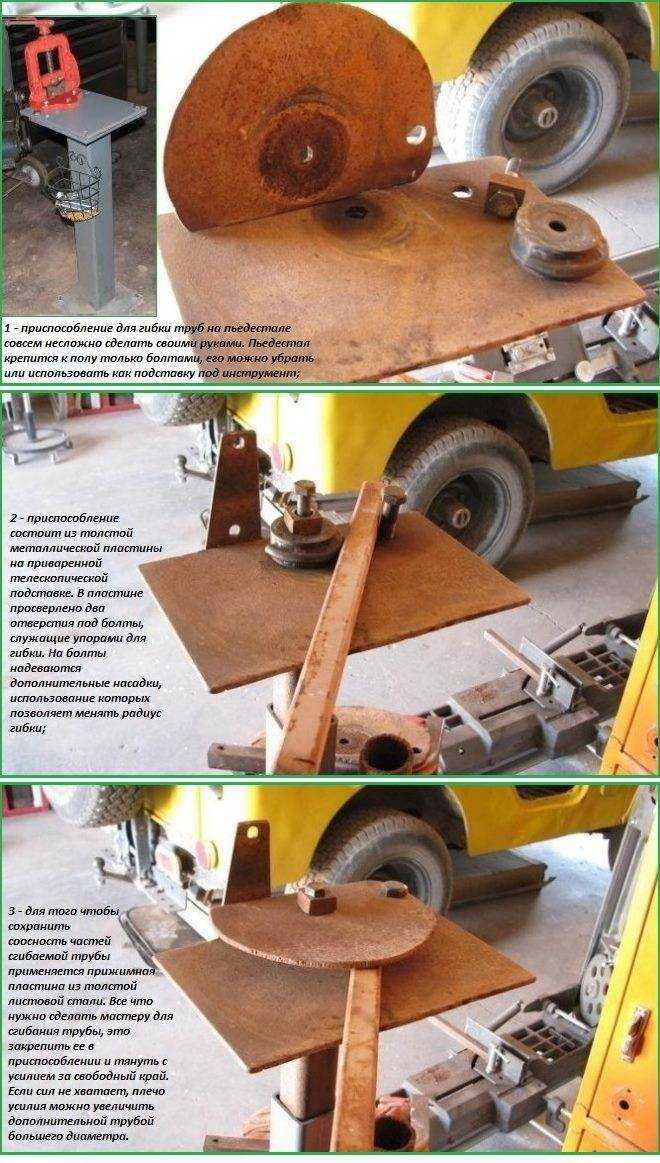
Гибочная плита
Чтобы эффективно гнуть стальные или алюминиевые трубы в домашних условиях, можно изготовить модернизированную гибочную плиту, воспользовавшись следующими рекомендациями.
- Роль такой плиты играет панель, которую вырезают из листового металла большой толщины.
- Панель, выполненную таким образом, приваривают к стойке, которая устанавливается на специальный пьедестал.
- В панели просверливается два отверстия, необходимые для установки болтов, служащих упорами для профильной трубы.
- На один из болтов-упоров устанавливается специальная насадка, при помощи которой и регулируется радиус изгиба.
- Чтобы обеспечить соосность отрезков трубы, прилегающих к сгибу, над заготовкой размещают металлическую пластину, фиксируемую болтами.

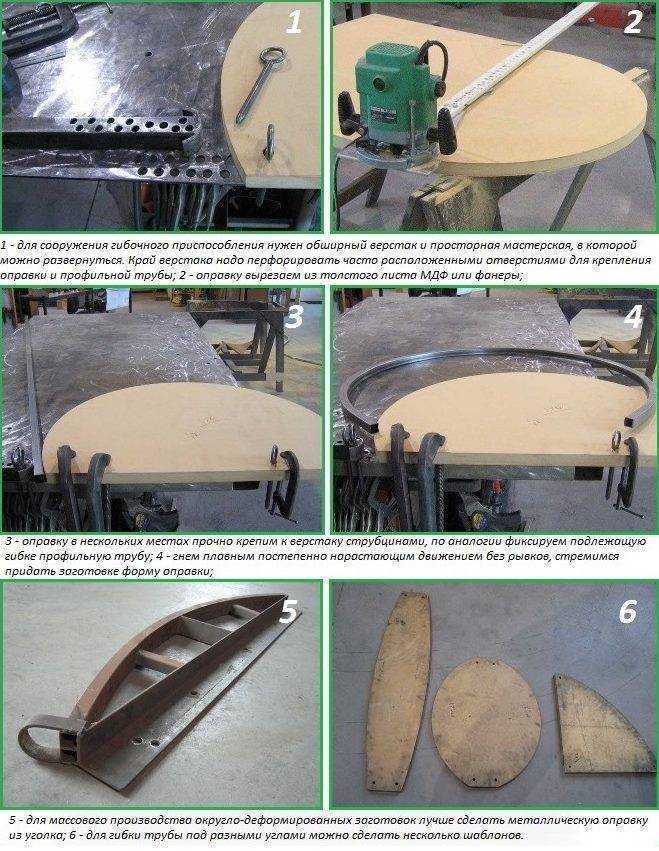
Гибка по оправке
Для гибки в домашних условиях профильных трубных изделий, высота стенки которых не превышает 25 мм, можно изготовить специальную оправку. В этих целях лучше использовать габаритный верстак, на поверхности которого будет достаточно места для такого приспособления. Для выбора оптимального места расположения элемента, фиксирующего сгибаемую трубу, на одном конце верстака выполняются часто расположенные отверстия. За обеспечение требуемого радиуса изгиба профтрубы отвечает специальный шаблон, который можно изготовить из толстой фанеры или металлического уголка, если вы собираетесь часто его использовать.
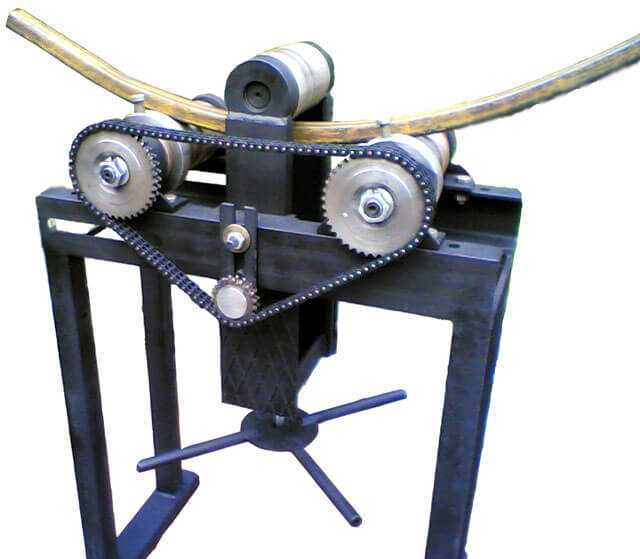
Применение профилегиба
Конечно, если вам предстоит значительный объем работ по гибке профильных труб, лучше изготовить для этого специальный станок, чертежи которого несложно найти в интернете. Не будем здесь разбирать данный вопрос, так как более чем детально рассмотрен в статьях по ссылкам ниже.

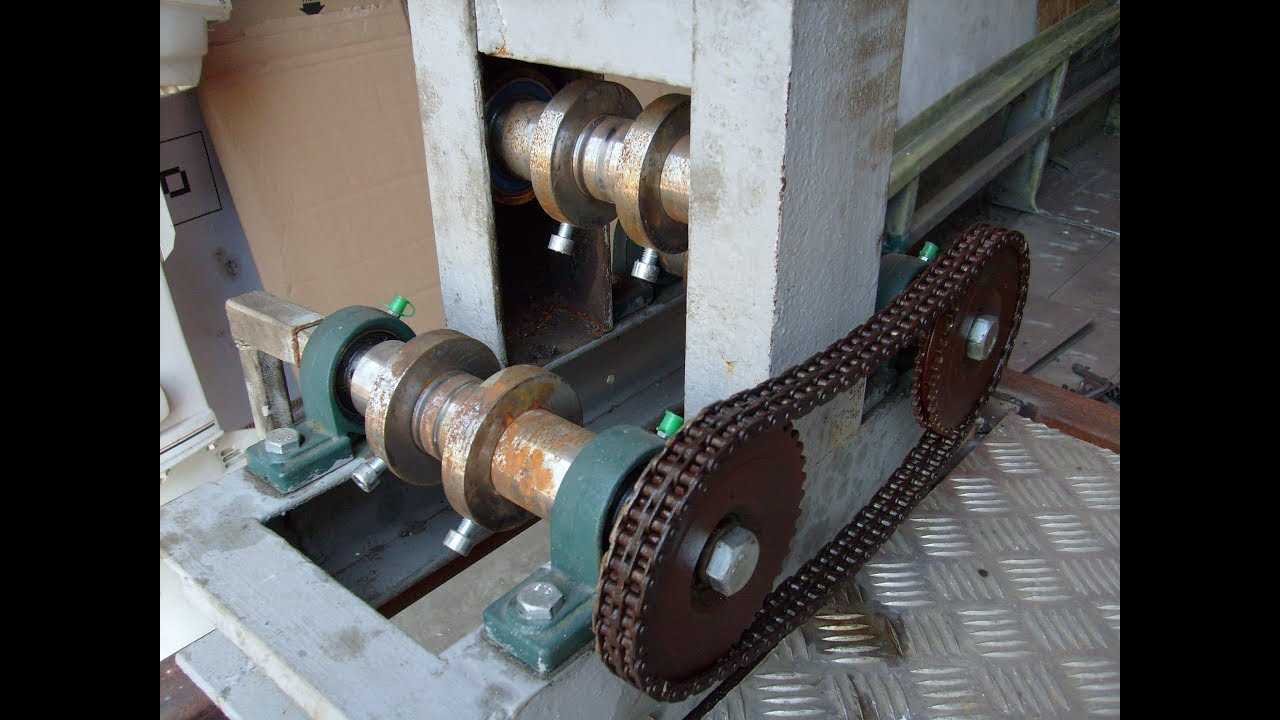
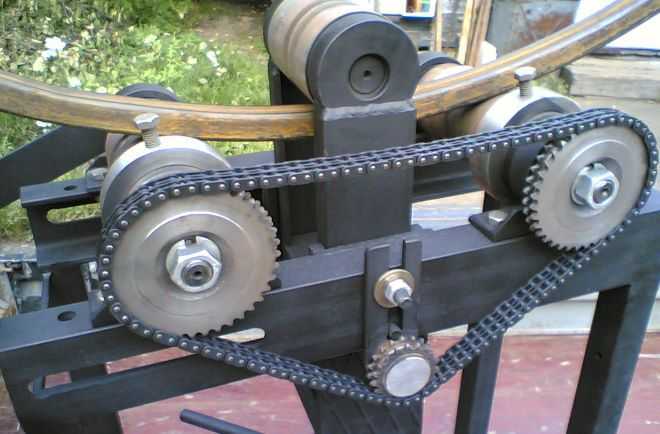
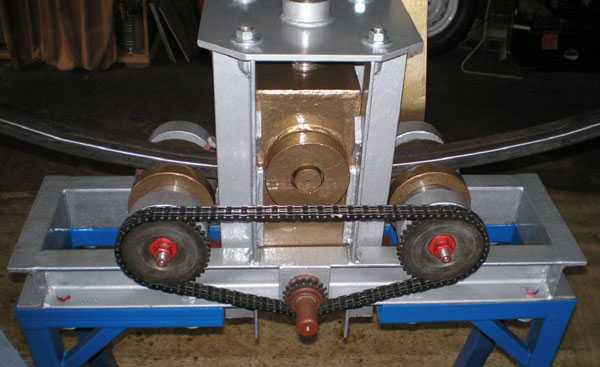
Не обойтись без такого станка и в том случае, если вам надо согнуть трубы с большим сечением профиля. Основными рабочими органами такого станка, отличающегося широкой универсальностью, являются три валка, два из которых фиксируются неподвижно, а за счет изменения положения третьего регулируют радиус изгиба изделия. В качестве привода такого устройства используется цепная передача и рукоятка, которую вращает оператор.
Изогнутые трубы могут понадобиться при установке отопительных приборов, сантехники, при монтаже трубопровода в доме и. Если вы не приобрели уже согнутые необходимые куски труб, то их можно согнуть самостоятельно в домашних условиях. Единственное, что может пойти не так это прогибание трубы внутрь и ее разрыва, так как при сгибании металл изделия испытывает сразу и сжатие, и растяжение. А для того чтобы это не произошло, необходимо придерживаться следующих советов.
Ручной трубогиб для профильных труб своими руками
Чтобы согнуть профильную трубу с небольшими размерами сечения без трубогиба, мастера используют шаблоны нужной кривизны, изготовленные из металла или дерева. Заготовку прижимают вручную к краям сегмента, жестко зафиксировав один конец.
Шаблон из дерева
Тонкостенный элемент можно деформировать в нагретом виде. Разогревают участок паяльной лампой до температуры 350-400°С и, применяя ручную силу, придают профилю дугообразную форму.
Если воспользоваться простыми способами не разрешают параметры изделия, можно сконструировать ручной роликовый трубогиб для профильной трубы. С его помощью изготавливают арки и дуги для навесов, теплиц и других сооружений сложной формы.
Необходимые материалы и инструмент
Чтобы смастерить приспособление, понадобятся:
- швеллер №8 или №10 для жесткой рамы;
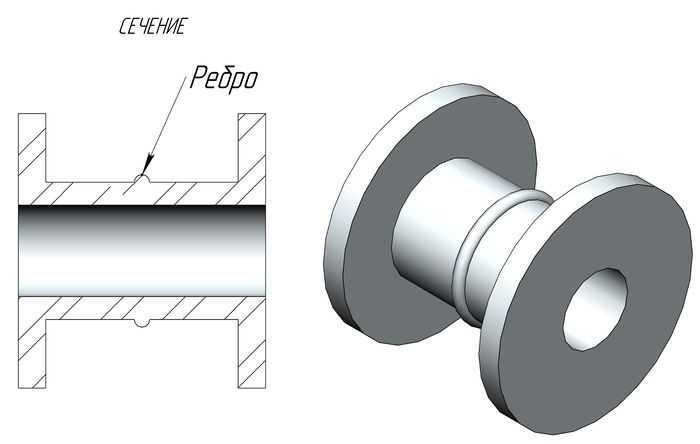
- 2 ролика из закаленной стали со ступеньками под профили разной высоты или ограничительными кольцами;
- ролик с насечками для подвижного вала;
- готовые подшипниковые узлы;
- 2 или 3 шестерни или «звездочки»;
- стальная цепь;
- прижимной винт;
- тонкая труба для ворота;
- рукоятка;
- сварочный аппарат;
- дрель;
- «болгарка»;
- молоток.
Еще нужны шплинты, гайки, втулки с резьбой, шайбы. Для обработки готовой конструкции потребуются краска и смазка.
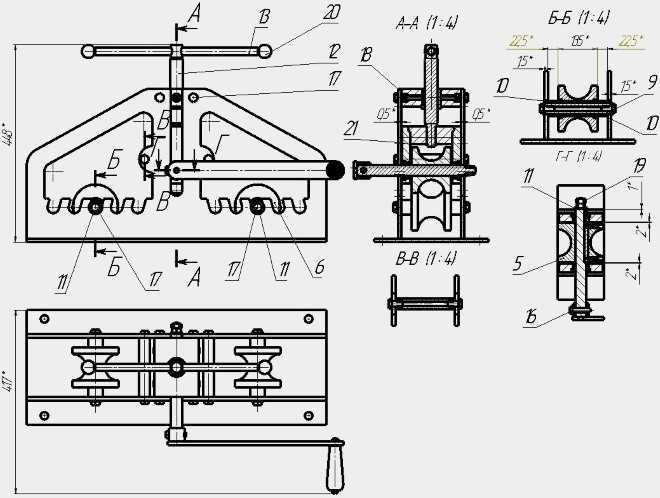
Чертежи
Чертеж — это основа, которая поможет изготовить трубогиб без грубых ошибок
При трудоемкой работе с металлом это особенно важно
В интернете размещены готовые чертежи. Имея достаточный опыт, в них легко разобраться и подогнать под свои возможности.







Представить примерное устройство трубогиба можно при изучении заводского аналога, а потом разработать детальную схему своей модели.
Чертеж и общий вид ручного инструмента
Этапы сборки конструкции
Последовательность операций по изготовлению самодельного роликового трубогиба:
- Раскроить швеллер по размерам стоек и основания.
- Просверлить отверстия в деталях рамы под крепление роликов.
- Сварить из швеллера опорную раму со стойками.
- Вырезать и сварить из швеллера корпус с отверстиями для установки ведущего ролика. Вал должен легко вращаться внутри.
- Закрепить прижимной винт к получившейся коробочке с помощью подшипников. В верхней части винта просверлить отверстие под ворот.
Вставить между стойками корпус с ведущим роликом. Конструкция должна свободно перемещаться вертикально. Сверху закрепить крышку с гайкой под винт.
Последний шаг — разобрать, очистить металл от заусенцев, покрасить неподвижные детали, собрать. Узлы, которые подвергаются трению при эксплуатации, обработать Литолом или другой густой смазкой.
Готовый самодельный станок
Чтобы согнуть заготовку, ее помещают на неподвижные вальцы, опускают прижимной винт до упора и протягивают с помощью крутящейся рукоятки поочередно в одну и другую сторону.
После каждого проката винт затягивают воротом. Когда дуга приобретет достаточную кривизну, гайку винта фиксируют контргайкой. Это позволит согнуть несколько арок с одинаковым радиусом.
Такой самодельный трубогиб можно использовать даже в профессиональных целях. Он «осилит» профили размером до 60х60 мм или одновременно 3 трубы с шириной сечения 20 мм.
Подробности процесса изготовления ручного станка можно увидеть здесь
Изготовление ручной роликовой модели
Изготовление ручного трубогиба своими руками производится из одних стальных деталей без использования особых механических приспособлений. Это устройство предназначено для локального изгиба трубы. Для деформирования профиля используется прямое ручное усилие, поэтому трубогиб должен быть оснащен длинным и прочным рычагом.
Далее будет рассмотрен процесс изготовления двухроликового трубогиба, крепящегося к опорной станине. Размеры инструмента могут отличаться от предложенных, в зависимости от потребностей и материалов.
Необходимые материалы и инструменты
Деформация труб – трудоемкий процесс, для которого необходимы хорошие и прочные материалы, иначе вместо профиля можно погнуть сам рабочий инструмент.
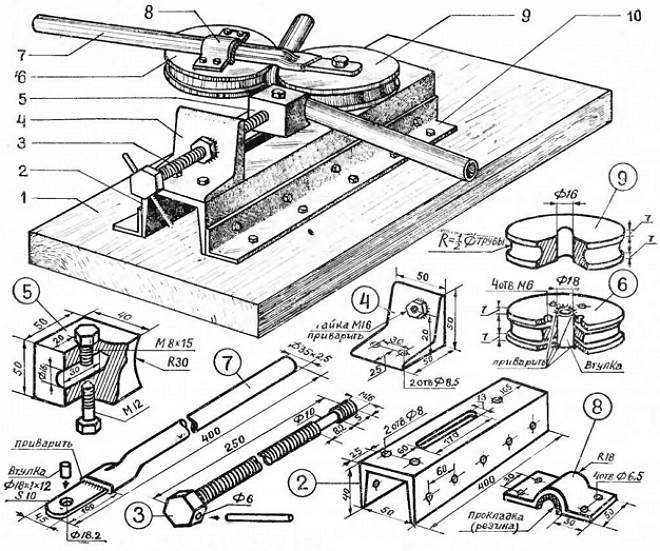
Для изготовления механического ручного радиального трубогиба понадобятся:
- Сварочный аппарат.
- Два ролика из прочной стали (например, марки 1045), которые прошли предварительную токарную обработку. Диаметр большего – 100 мм, а меньшего – 60 мм. Оба толщиной 35 мм и радиусом наружной полости 0,5 дюйма.
- Стальная труба диаметром не менее 1,5 дюймов с толстой стенкой (минимум 3 мм). Она будет служить рычагом, поэтому минимальная её длина 1,5 метра.
- Четыре стальные полоски размером 15 х 6 см и толщиной 4-5 мм для фиксации основания трубогиба в тисках, опоры трубы и изготовления ручки. Также понадобится 20-25 см стальной пластины шириной 60 мм и толщиной 3 мм.
- Два болта: первый диаметром 0,75 дюйма и длиной 60 мм для большого ролика, а второй диаметром 0,5 дюйма и длиной 40 мм для маленького ролика.
- Стальная пластина 300 х 300 мм и толщиной минимум 3 мм.
- Тиски.
В процессе работы могут понадобиться и другие общехозяйственные инструменты: молоток, пилки, наждачная бумага, линейка и т.п. Вышеуказанные ролики предназначены исключительно для труб диаметром 1 дюйм, но исключив из них углубление по окружности, можно получить универсальный инструмент для изгиба металлического профиля.
Процесс изготовления трубогиба
Когда все необходимые детали и инструменты собраны в одном месте, можно приступать непосредственно к изготовлению трубогиба:
- Приготовить чертеж с разметкой расположения основных элементов.
- Проверить совместимость отверстий в роликах диаметру болтов.
- Просверлить в двух металлических планках по два отверстия диаметром 0,5 и 0,75 дюймов. Расстояние между осями отверстий должно быть ровно 80 мм (сумма радиусов обеих роликов).
- Сделать в опорной станине отверстие в центре диаметром 0,75 дюйма. Вставить в него соответствующий болт, не высовывая его с обратной стороны. Приварить болт к металлической пластине.
- Взять просверленные металлические пластины размером 15х6 см, 0,5-дюймовый болт, меньший ролик, полоску стали 35 х 60 мм и сварить из них конструкцию в виде буквы «П», предварительно вставив болт с надетым роликом в соответствующие отверстия.
- Приварить концы болта к металлическим планкам. Должна получиться своеобразная рогатина с отверстием большего диаметра ближе к открытому краю.
- К основанию получившейся рогатины нужно приварить трубу-ручку.
- Приварить опорную планку для трубы на металлическую станину. Расстояние от линии планки до оси центрального болта должно равняться радиусу большого ролика плюс 0,5 дюйма.
- Приварить внизу станины планку 15 х 6 см для фиксации в тисках.
- Вставить в рогатину большой ролик, насадить конструкцию на центральный болт и накрутить сверху гайку.
- Зажать трубогиб в тисках и провести первые испытания.
Важные нюансы изготовления:
Материалы для ручного трубогиба
Вкрученный и приваренный центральный болт
Приваривание болта к П-образной конструкции
Формирование опорной планки на основании
Приваренная снизу основания фиксирующая планка
Насаживание рогатины на центральный винт
Вид роликового трубогиба сбоку
Покрашенный готовый роликовый трубогиб
Слабым местом во всей получившейся конструкции являются сварочные швы, поэтому им в процессе изготовления трубогиба уделяется особое внимание
Радиус гиба трубы – приспособления для получения в быту и промышленности
На строительном рынке можно обнаружить большое количество приспособлений индивидуального использования для изгибания труб, от простейших пружин до сложных электромеханических станков с гидравлической подачей.
Ручные трубогибы
Трубогибы данного класса обладают невысокой стоимостью, имеют простую конструкцию, малый вес и габариты, процесс изгибания заготовки происходит за счет физического усилия работника. По принципу работы ручные агрегаты, выпускаемые промышленностью, можно разбить на следующие категории.







Рычажные. Изгибание производится за счет большого рычага, позволяющего уменьшить прилагаемое мышечное усилие. В таких устройствах заготовка вставляется в оправку заданной формы и размера (пуансон) и с помощью рычага происходит огибание шаблонной поверхности изделием – в результате получается элемент заданного профиля. Рычажные устройства позволяют получать радиус закругления в 180 градусов и подходят для труб из мягких металлов небольшого диаметра (до 1 дюйма). Для получения закруглений различного размера используют сменные пуансоны, для облегчения проведения работ многие модели оснащаются гидроприводом.

Рис. 7 Арбалетные приспособления ручного типа
Арбалетные. При работе заготовка помещается на два валика или упора, а изгибание происходит давлением на ее поверхность между упорами пуансона заданной формы и сечения. Агрегаты имеют сменные пуансонные насадки и передвижные упоры, позволяющие задавать радиус изгиба стальной трубы или заготовок из цветных металлов.
Гибочный башмак установлен на штоке, который может перемещаться с помощью винтовой передачи, гидравлического давления жидкости при ручном нагнетании или посредством гидравлики с электроприводом. Подобные устройства позволяют производить изгибание труб из мягких материалов диаметром до 100 мм.
Трехроликовые агрегаты (трубогибочные вальцы). Являются самым распространенным типом трубогибочных агрегатов в быту и промышленности, работают по принципу холодной вальцовки. Конструктивно выполнены в виде двух роликов, в ручьи которых устанавливается заготовка, третий ролик постепенно подводят к поверхности, одновременно прокатывая изделие в разные стороны. В результате происходит деформация заготовки без складкообразования большего сечения, чем в других ручных трубогибах.
Отличительной особенностью агрегата является невозможность получения малого радиуса закругления (обычное значение 3 – 4 величины внутреннего диаметра).
Все перечисленные устройства являются бездорновыми агрегатами, поэтому неэффективны при гибке тонкостенных изделий, также их нежелательно использовать при работе с заготовками со сварным стыком стенок – при пластический деформации возможно раскрытие отдельных участков шва.
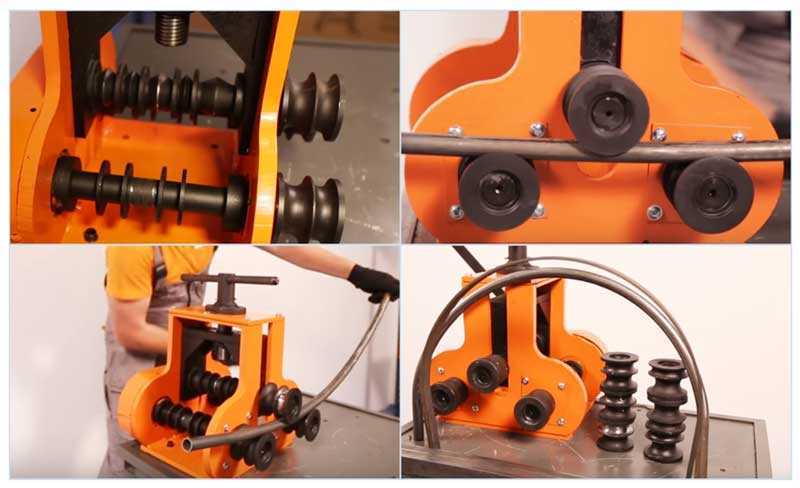
Рис. 8 Трубогибочные вальцы
Электромеханические трубогибы
Электромеханические агрегаты в основном используются в промышленности и обеспечивают выполнение следующих технологических процессов.
Бездорновая гибка. Станки применяются при работе с заготовками, для радиусов гиба 3 – 4 D., способны изгибать толстостенные трубы для мебельной и строительной отрасли, магистральных трубопроводов. Станки имеют самую простую конструкцию и управление по сравнению с другими видами, отличаются малыми габаритными размерами и весом.
Бустерная обработка. Агрегаты, работающие по специальной технологии продвижения каретки с деталью дополнительным узлом, разработаны для получения сложных гибов без утоньшения стенок. Применяются для изготовления змеевиков различной формы в тепловой энергетике, котельной и водонагревательной индустрии.
Дорновая гибка. Агрегаты данного типа позволяют производить высококачественное изгибание тонкостенных элементов с наружным диаметром до 120 мм. Промышленные станки могут иметь автоматическое или полуавтоматическое исполнение с числовым программным управлением.
Трехвалковая гибка. Конструкция широко используется для изгибания любых металлов и сплавов, отличается универсальностью: отлично справляется с профилем круглого или прямоугольного сечения, уголками и плоскими пластинами. Многофункциональность агрегата достигается за счет смены валков с различным видом рабочих поверхностей и размеров.
При помощи данного агрегата удобно гнуть элементы большой длины с одинаковым большим радиусом закругления на всем протяжении.
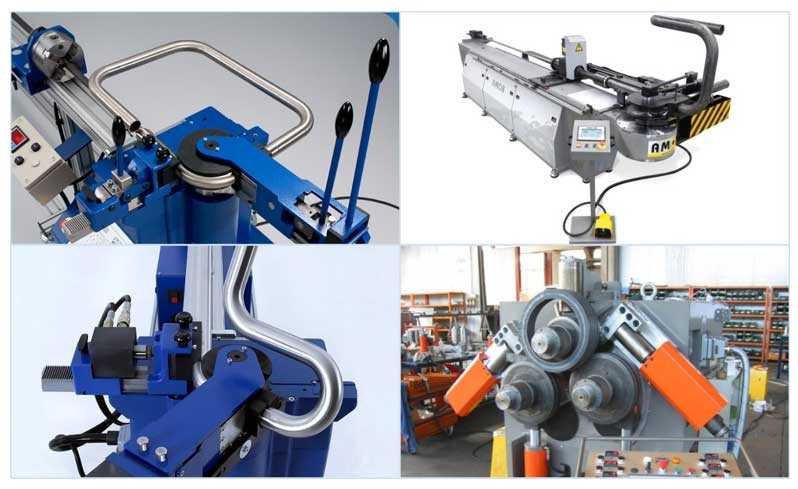
Рис. 9 Промышленные трубогибы
Информация IMA:
Italian Machinery Association предлагает клиентам гибочный инструмент различных стилей — Wila, Trumpf, Bystronic и европейского стиля. А если вы находитесь в странах Балтии, предлагаем инструмент Wilson Tool от местного дистрибьютора Technolink.
Если вас интересуют другие материалы о гибке, предлагаем вашему вниманию следующие статьи:
Оборудование для гибки трубопроводов

Гибка труб на многих предприятиях исторически определяется как одна из вспомогательных операций и технологий. На заводах, до сих пор пользуются ручными и простыми станками с большими ограничениями по возможностям. Мебельная промышленность, которая является основным потребителем гнутых труб, на сегодняшний день заинтересована в снижении любых издержек и инвестиций и выбирает наиболее дешевое оборудование, в том числе в условиях низкой стоимости труда рабочего. Предприятия автомобилестроения предпочитают не внедрять новые технологии, а получать готовые комплекты трубопровода из-за границы либо копируют технологию и оборудование, установленное на головных заводах. Заинтересованной стороной в развитии технологии гибки труб могут выступать предприятия машиностроения, но здесь важно учитывать, что трубопроводы не являются конечным изделием, и техперевооружение вспомогательных технологий осуществляется по остаточному принципу.
Отдельно стоит упомянуть и обстоятельства, связанные с людским фактором. В связи с высокой оплатой труда в промышленности западных стран широкое развитие получили технологии автоматизации, связанные с минимизацией ручного труда. В России и странах СНГ, в том числе и на основании более мелких серий, приоритет до сих пор отдавался технологиям ручной гибки, которая, дополняясь профессионализмом рабочих, позволяла получать качественные изделия, для которых обычно требуется более дорогостоящее и сложное оборудование. Вместе с тем упор на ручной труд всегда имеет ограничения в производительности и повторяемости и в какой-то момент может выйти на уровень нерентабельности и невозможности применения. В связи с этим даже при условии полного удовлетворения результатами работы участков гибки труб предприятиям стоит изучать новые технологии и возможности с прицелом на завтрашний день.
Описание
Гибка труб — действительно простая технология при условии отсутствия требования к качеству продукции. В данной статье мы рассмотрим основные способы гибки и их отличия.
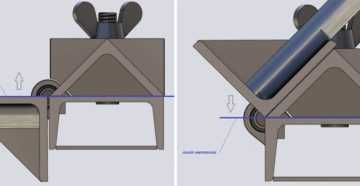
Наиболее старым является принцип арбалетной гибки (рис. 1) — простой способ, где труба зажимается двумя концами с давлением ролика посередине. Гибка труб таким или аналогичным способом в середине прошлого века находила применение в том числе и в крупногабаритных станках для больших диаметров труб, например в сфере судостроения, либо с использованием мощных прессов с необходимым давлением. Ограничением такого способа является сложность или невозможность точно перестроиться на следующий гиб, а также само качество гибки. Вместе с тем для простых медных трубок инструменты для арбалетной гибки активно продаются и на сегодняшний день и могут применяться для выполнения ремонтов, изготовления мебели и других простых задач.
Трехроликовая гибка применяется в станках для гибки труб и профилей (зачастую станки называются профилегибочными или профилегибами). Принцип действия — труба базируется на двух роликах и с помощью третьего ролика осуществляется давление (рис. 2). При этом отличие от арбалетной гибки в том, что труба подается в сторону, то есть давление не единовременное, а постоянное по площади гиба. Такой метод используется для гибки больших радиусов (где радиус свыше 4–5 диаметров трубы) и применяется в мебельной промышленности, производстве ограждений, арок сооружений и т. д. Принцип технологии не меняется, но дополнительные возможности, например регулировка движения ролика с помощью ЧПУ, создают возможность изготовления переменных радиусов. На рынке профилегибочных станков (или трубогибочных трехроликовых станков) существует различное оборудование, начиная от простых и ручных машинок и кончая современными станками с ЧПУ для программируемой гибки. Дополнительным отличием от всех остальных способов гибки является отсутствие специализированной оснастки под радиус гиба — в трехроликовых станках радиус формируется положением ролика и, таким образом, один и тот же инструмент используется для создания нескольких радиусов.

Рис. 1. Арбалетная гибка труб

Рис. 2. Трехроликовая гибка труб
Гибка намоткой (рис. 3) — наиболее традиционный способ гибки труб, который является и наиболее прогрессивным на сегодняшний день. Суть технологии состоит в силовом движении гибочной консоли станка (отдельный ход) для гибки трубы в пазе гибочного ролика по заданному им радиусу. Гибка намоткой получила свое развитие и в ручном инструменте, и в современных трубогибочных станках, в которых вышеуказанный принцип является основным. В настоящее время понятие «трубогиба» или «трубогибочного станка» как раз подразумевает способ гибки трубы намоткой. И именно об этом способе мы поговорим поподробнее.

Рис. 3. Гибка труб намоткой
Бездорновая и дорновая гибка
Бездорновая гибка намоткой, или бездорновая гибка — основной принцип всего ручного инструмента, а также бездорновых трубогибочных станков. Основное отличие этой технологии — гибка без дополнительного внутреннего элемента, которым является дорн. Так, бездорновая гибка может осуществляться и на дорновом станке без применения дорна, но дорновая гибка не может осуществляться на бездорновом станке, где установка дорна не предусмотрена.
Дополнительное отличие — как правило, в базе, бездорновое оборудование предназначено для выполнения одного гиба. Это значит, что линейное положение трубы контролируется вручную оператором, но какой-либо индикации положения не предусмотрено. В ручном инструменте это просто невозможно, а в станках линейная подача и контроль могут осуществляться по каким-то упорам либо с помощью обратной связи, но в любом случае являются опциональной возможностью.
Что же такое дорн? Дорн — это элемент инструментальной оснастки, который в процессе движения гибочной консоли находится в зоне гиба и спасает трубу от дополнительных внутренних деформаций (рис. 4). Дорновая гибка пришла на смену гибки труб с наполнителем, где в качестве наполнителя использовались различные материалы, например песок. Именно наличие дорна и возможность контроля его положения и отражает основной принцип дорновой гибки. И именно дорновая гибка, в отличие от всех других технологий гибки, может помимо качества обеспечить в том числе гибку по радиусам меньшим, чем 3 диаметра трубы, при отсутствии явных дефектов в виде овальности или гофр. Кроме того, использование дорна, в отличие от других наполнителей, позволяет сэкономить время, связанное с подготовкой трубы к гибке. Дорн — это не простая штанга, а достаточно сложный элемент, в котором может быть и несколько шариков, которые будут изгибаться внутри трубы в соответствии с радиусом гиба.

Рис. 4. Дорны для трубогибочного станка
Современные трубогибочные станки
Современные трубные изделия могут быть достаточно сложными по наличию одного или нескольких радиусов гибки на одном изделии (рис. 5, 6), жестких требованиий к радиусам гиба, точности, овальности и дефектам в месте гиба. В мебельной промышленности дорновая гибка может и не использоваться, так как кроме внешнего вида дефекты гиба не имеют преимущественного значения, но в автомобильной промышленности, изготовлении авиационных трубопроводов, труб для гидравлических систем и т. д. дорновая гибка является необходимым и единственным методом. Также и само линейное перемещение трубы может иметь важное значение или не иметь его вовсе, например, при гибке гидравлических штуцеров с одним гибом.

Рис. 5. Гибка труб под 180 градусов

Рис. 6. Одноуровневый трубогибочный станок
Технология гибки является не такой сложной, но при выборе станка есть ряд моментов, которые полезно изучить. Сами станки, даже дорновые, могут иметь от одной оси, то есть, по сути, только ось силового движения консоли для выполнения гиба, а все остальные операции, например подача и поворот трубы, будут выполняться вручную.
Также необходимо понимать, какие требования предъявляются непосредственно для трубного изделия, сколько гибов будет выполняться, сколько радиусов гибки на изделии. Например, вращение трубы необходимо только в случае, если будет осуществляться гибка в нескольких плоскостях, то есть 3D-гибка; также встает вопрос, может ли это вращение выполняться вручную или требуется автоматическое движение.
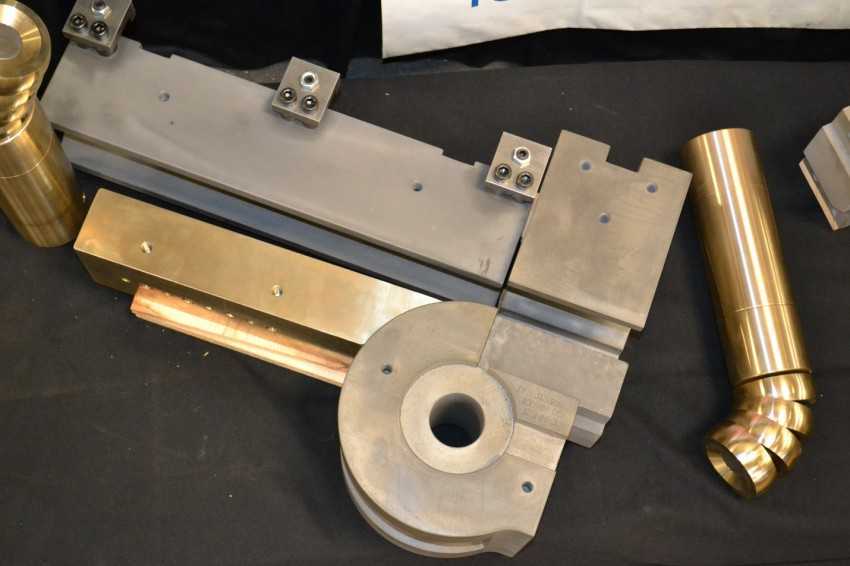
Наличие автоматической подачи по длине и для вращения будет подразумевать минимум три управляемых оси (движения закрытия прижимов выполняются гидравлически). Наличие нескольких радиусов на трубе и невозможность их унификации (например, унифицировать 3 близких радиуса в один) потребует наличия в станке смены плоскости трубогибочной оснастки (рис. 7). Как уже было обозначено, каждый комплект гибочной оснастки, где основным является гибочный ролик с радиусом гиба, подразумевает возможность гибки только по одному радису. То есть для второго радиуса требуется наличие второго комплекта оснастки на станке (если не подразумевается смена оснастки в процессе изготовления детали) и обеспечение еще двух движений станка — горизонтального и вертикального, связанного с перемещением гибочной консоли на другой уровень оснастки.

Рис. 7. Трубогибочный станок с многоинструментальной оснасткой
В последнее время также наблюдается переход полностью к сервоэлектрическим станкам без применения гидравлики. В классическом трубогибочном станке сервоприводами контролируются три основные оси: подача трубы, сама гибка с помощью гибочной консоли и поворот трубы, а также при применении многоуровневых трубогибочных станков две вспомогательные оси для перехода уровня оснастки. Полностью сервоэлектрические станки обеспечивают контроль с помощью сервоприводов всех вспомогательных движений прижимов с целью точной настройки оснастки для выполнения особо точных гибов и ответственных задач. Именно такие станки обеспечивают требования по минимальной овальности в месте гиба и утонению стенки вплоть до особо сложных радиусов, равных 1 диаметру трубы или менее. В настоящее время такое оборудование представлено на рынке многими компаниями из Италии, Португалии, Германии, Тайваня и т. д.
Взгляд в будущее
На сегодняшний день процесс дорновой гибки намоткой и использование последнего поколения сервоэлектрических станков не подразумевает какого-то серьезного развития технологии. Поэтому производители делают упор в сторону всех вспомогательных характеристик, таких как современное ЧПУ с моделированием и симуляцией гибки, вспомогательные устройства для контроля пружинения и размеров, дополнительные устройства резки и пробивки, чтобы эти операции выполнялись в одном рабочем цикле, внедрение автоматизации и роботизации загрузки-выгрузки, а также создание поточных линий с совмещением технологических процессов с последующей формовкой трубы, установкой гаек, измерения геометрии и т. д.
На рынке также демонстрируются станки свободной гибки из Японии и Германии, позволяющие с помощью специальной головки исключить специализированную оснастку под радиус гиба и задавать направление гиба в любую сторону с помощью позиционирования головки. Такие станки очень эффективны, но их применение ограничено большими радиусами гиба, поэтому они не могут рассматриваться в качестве нового решения для классической промышленности, а, скорее, предназначены для изготовления дизайнерской мебели и элементов интерьеров.
Большой упор также делается на разработку крупногабаритных сервоэлектрических станков большой мощности, которые могут заменить классическую индукционную гибку (где труба предварительно нагревается для гиба) и снизить саму скорость процесса гибки в десятки раз. Такое оборудование применяется для энергетического машиностроения, судостроения, нефтегазовой промышленности и т. д.
Источник https://nuclearblog.ru/handyman/udobnye-stanki-dla-sgibania-trub.html
Источник https://ritm-magazine.ru/ru/public/tehnologii-gibki-trub
Источник
