Содержание
Цинкование в домашних условиях – доступный способ защиты металлов
Покрытие изделий из металла цинком – наиболее простой, распространенный и дешевый метод защиты от коррозии. Цинкование в домашних условиях характеризуется легкой и доступной технологией.
1 Цинкование как способ коррозийной защиты металлов
В мировой практике из антикоррозийных металлических покрытий наиболее широко применяют цинковые. Это обусловлено относительно небольшой стоимостью цинка и достаточно высокой эффективностью получаемой защиты от внешней среды. В тоже время, технологический процесс нанесения покрытия, называемый цинкование, характеризуется низкими затратами. В атмосфере цинк взаимодействует с кислородом, в результате чего на его поверхности образуется тонкая оксидная пленка, предохраняющая защищаемый металл от губительных воздействий внешней среды. Способов цинкования металлических деталей несколько:

- горячий;
- газо-термическое напыление;
- термодиффузионный;
- холодный;
- гальванический.

Выбирают метод цинкования, исходя из условий последующего использования изделия и желаемых свойств защитного слоя. Для одной детали может применяться несколько видов покрытия. Чтобы результат был качественным во всех случаях, важен правильный подбор толщины покрытия из цинка, зависящий от температуры и времени процесса. Следует помнить, что оцинкованная металлическая деталь не должна подвергаться каким-либо механическим воздействиям.
2 Технологии различных методов цинкования
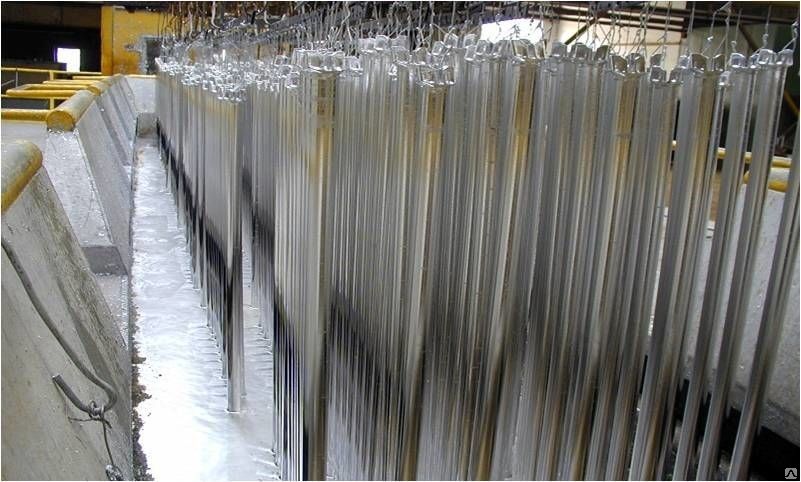
Горячее – покрытия наносят погружением в емкость с расплавленным цинком, температуру которого поддерживают в интервале 460–4800 °С. Горячецинковые покрытия по долговечности, качеству – одни из лучших, а по объему производства находятся на 2 месте. Технологический процесс энергозатратен и сложен в плане обеспечения экологической безопасности, что обусловлено использованием химических способов подготовки поверхности и наличием расплавленного цинка.
Газо-термическое напыление – порошкообразный или проволочный цинк расплавляют и напыляют в газовом потоке на металл обрабатываемой детали. Этот метод оптимален для антикоррозионной защиты крупногабаритных металлических конструкций, которые не умещаются в гальваническую или с расплавом цинка ванну. Частицы расплавленного цинка ударяются о поверхность изделия и, деформируясь, образуют пористое («чешуйчатое») покрытие, которое, как правило, требует обработки порозаполнителем (лакокрасочным материалом). Комбинированное покрытие не теряет защитных качеств в различных средах (атмосфера, вода морская и пресная) 30 лет и более.

Термодиффузионное (шерардизация) – цинковое покрытие получают за счет проникновения атомов цинка в железную подложку с образованием железноцинкового сплава, имеющего сложную структуру. Эффект достигается благодаря тому, что атомы цинка при температурах свыше 2600 °С переходят в паровую фазу. Процесс проводят в замкнутом объеме муфелей или реторт, заполненных обрабатываемыми деталями и порошковой цинкосодержащей смесью. Технологию используют, когда необходимо получить слой цинка толще 15 мкм (обычно 25–110 мкм). Метод экологически безопасен. Покрытие беспористое, с высокой адгезией, защитная способность выше, чем у полученного гальваническим методом в 3–5 раз, и сопоставима со стойкостью горячецинкового.
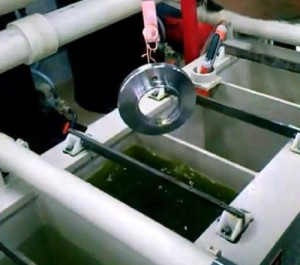
Гальваническое – обеспечивает создание очень гладкого и точного покрытия, которое наносят при электрохимическом воздействии. Метод применим не только для электропроводящих материалов, но также и для неэлектропроводящих. Получаемое покрытие равномерное, точного размера, декоративного вида, блестящее, толщина, как правило, не превышает 20–30 мкм. Технология – цинковые пластины и обрабатываемую конструкцию погружают в резервуар с электролитом, а затем подключают к источнику постоянного тока. В процессе электролиза анод из цинка растворяется, а его молекулы оседают на поверхности изделия. Электрохимический метод связан с образованием опасных отходов.
Холодное – окраска изделий из металла грунтами, насыщенными высокодисперсным порошкообразным цинком (в готовом покрытии содержится 89–93 % цинка). Метод отличается высокой технологичностью, является самым простым, в настоящее время широко распространен. Очень эффективен для изделий, конструкций, которые нельзя обработать иным способом – закрепленные линии передач, трубы, элементы нефтяной аппаратуры, железнодорожных путей, дорожных ограждений, фурнитуры для мебели и прочие стационарные, неподвижные, труднодоступные объекты. «Холодное» покрытие может прослужить дольше, чем «горячее», в 3–4 раза. Недостатки – относительно низкая стойкость к различным механическим воздействиям и высокие требования к санитарно-гигиеническим условиям работы маляров из-за применения органических растворителей.
Все приведенные методы применяются в промышленных масштабах. Последние 2 можно реализовать самостоятельно с соблюдением необходимых мер безопасности.
3 Гальваническое цинкование в домашних условиях
Цинкование в домашних условиях – процедура, требующая большой точности и аккуратности. Источником тока может служить зарядное устройство на 2–6 А, 6–12 В или автомобильный аккумулятор. Для изготовления электролита, теоретически, можно использовать любую соль, способную растворяться в воде. Однако на практике проще сделать раствор соли цинка. Его состав:
- 200 г сернокислого цинка;
- 50 г сернокислого аммония или магния;
- 15 г уксуснокислого натрия;
- 1 л воды.

Можно воспользоваться аккумуляторным электролитом (водный раствор серной кислоты), в который необходимо поместить цинк. Когда реакция прекратится, кислота преобразуется в соль, а цинк останется. Если раствор кислоты окажется чрезмерно концентрированным, то на дне появится осадок (кристаллический сульфат цинка). Раствор в этом случае слегка разбавляют водой. Важно помнить, что электролит – опасный яд, с которым следует работать крайне осторожно и в защитной одежде. Помещение, где ведутся работы, должно хорошо проветриваться.
Подбирают посуду из винипласта или стекла. Когда деталь небольшая, то подойдет даже литровая банка. Предусматривают возможность прикрепления на ней изделия и электрода из цинка. Электролит процеживают и заливают в емкость. Деталь, предназначенную для цинкования, необходимо тщательно очистить и обезжирить. Сделать это надо как можно лучше, чтобы цинк лег ровно и прочно. Затем деталь на 2–10 секунд опускают в раствор, после чего сразу промывают под проточной водой. Эту процедуру называют химическим активированием. После этого приступают к анодированию изделия.

Цинковый электрод изготавливают из куска цинка, для чего в нем просверливают отверстие и подвешивают его на медной проволоке. Электрод должен соответствовать следующим требованиям:
- площадь поверхности сопоставима с площадью изделия;
- форма плоская и удобная для размещения в емкости.
Для подключения к источнику питания используют медные провода. Минус подводят к детали, а плюс к цинковому электроду, который «растворится», а на изделии образуется слой цинка. Время обработки – 10–40 минут.
4 Параметры домашнего гальванического цинкования
Самым сложным в работе является подбор режима цинкования. От него зависит качество покрытия детали. На нее либо осядет цинковый порошок, беспрепятственно удаляемый тряпкой, или прочный слой, который долго прослужит.
Факторы, определяющие добротность покрытия:
- Плотность тока – величина силы тока, поделенная на площадь поверхности изделия. Должна быть 0,5–10 А на 1 квадратный дециметр (оптимально 1,5 А/дм 2 ). Регулятором напряжения добиваются не слишком бурного протекания реакции. Если с поверхности изделия пузырьки будут идти чрезмерно активно, то покрытие получится неровным и слабым.
- Температура электролита должна быть комнатной (18–25 °С).
- Плотность электролита – варьируется в широком диапазоне (от нуля и до величины растворимости солей цинка).
- Геометрия изделия – у детали сложной формы, в зависимости от удаления различных ее фрагментов от цинкового электрода, может быть существенная разница в толщине покрытия разных участков (слабое покрытие в углублениях, а на острой кромке образуются наросты).

Исходя из выше описанного, целесообразно расстояние до электрода увеличить, использовать 2 цинковых анода, деталь покрутить, поэкспериментировать. Цинкование возможно проводить в 2 или 3 слоя с сопутствующим удалением образовавшихся наростов.
5 Холодное цинкование своими руками
Холодное цинкование – нанесение покрытия в виде краски. В этой формулировке заложен основной смысл используемого материала – это не краска, содержащая цинк, а именно этот металл в виде краски.
Для холодного цинкования на рынке можно найти большое множество материалов от различных производителей. У многих составов иногда основные характеристики (содержание цинка, к примеру) варьируются в широких пределах. Соответственно, эффективность их применения тоже может меняться. Некоторые составы очень требовательны к качеству подготовки поверхности металла, у других недостаточная сила адгезии с деталью, и они легко отслаиваются, какие-то обладают низкой эластичностью и покрываются паутиной трещин, есть такие, которым нужен фирменный растворитель, для нанесения ряда материалов требуется специальное оборудование, бывают не совместимые с финишными покрытиями.

Все предлагаемые материалы включают два компонента, поставляемых в отдельных упаковках – цинковый порошок и связующий жидкий компонент. Перед применением оба вещества смешивают согласно нормативам, указанным в документах на краску. Пропорции «порошок»-«связующее» бывают от 1:1 до 3:1. Средство наносят при температуре 5–40 °С и влажности воздуха 30–98 %. Во время работ и после их проведения помещение тщательно проветривают. Необходимо использовать средства индивидуальной защиты.
Хорошо зарекомендовал себя российский материал Гальванол, обладающий оптимальными характеристиками:
- содержание мелкодисперсной химически чистой цинковой пудры 96 %;
- быстро сохнет – до нанесения следующего слоя требуется выждать 30 минут;
- можно наносить любым способом (погружением, валиком, кистью, краскопультом и так далее);
- можно окрашивать любыми ЛКМ, возможно нанесение полимерных покрытий;
- допустимо нанесение на ржавчину;
- возможно наносить на влажный металл и при отрицательных (до -35 °С) температурах;
- растворим доступными растворителями (ксилол, сольвент).
Гальванол настолько технологичен и прост в нанесении, что позволяет высокоэффективно защищать чугун, сталь и железо даже в обычных домашних условиях.
6 Основные требования к холодному цинкованию дома
Важная составляющая холодного цинкования металла – жидкий цинк предварительно перемешивают. Из-за большой плотности составы сильно раcслаиваются и непосредственно перед использованием их необходимо тщательно перемешать до получения однородной массы, жидкости. Кроме того, чем качественней подготовлен к нанесению покрытия металл, тем долговечней будет защитный цинковый слой. Поэтому лучше всего произвести механическую зачистку детали с последующим обезжириванием.

Оцинковка, нанесенная на такое изделие в 2 слоя, прослужит минимум 10 лет. Очередной слой делают всего через 30 минут после предыдущего. Перед нанесением финишных покрытий и ЛКМ необходимо выдержать 24 часа (чтобы остатки растворителя полностью улетучились). Холодное цинкование, своими руками проведенное с соблюдением технологии и инструкции по применению состава, по качеству и надежности не уступает фабричному исполнению.
Оцинкование металла
Изготовители и потребители изделий из металла хотят, чтобы такие предметы служили достаточно долго. Эту задачу решает цинковое покрытие на деталях и оборудовании. Процедуру цинкования в Москве выполняет наша компания на заказ – недорого и с гарантией качества.
Клиенты могут указать дополнительные требования, предъявляемые к такой процедуре – например, толщину защитного слоя, а также способ, которым он должен наноситься на изделие. Такая работа будет выполнена в кратчайшие сроки, вне зависимости от объема заказа. Мы располагаем достаточно производительным оборудованием, чтобы решить любую задачу.
Стоимость услуг
| № | ЦИНКОВАНИЕ ИЗДЕЛИЙ | цена без НДС, за 1 кг | |
|---|---|---|---|
| 1 | Детали весом от 250 грамм до 600 грамм | 29,23 | Заказать |
| 2 | Мелкие детали до 3 кг | 27,66 | Заказать |
| 3 | Негабаритные м/конструкции и изделия до 6 м, в том числе дорожные ограждения и уличные кронштейны освещения, буры, сваи, толщина металла от 4 мм | 27,23 | Заказать |
| 4 | Тонкостенные изделий толщина от 1,5 мм до 3 мм | 43,62 | Заказать |
| 5 | Тонкостенные изделия толщина от 3 мм до 4 мм | 31,36 | Заказать |
| 6 | Изделия с использованием сетки более 50 % поверхности, с диаметром проволоки от 5 мм и менее | 56,00 | Заказать |
| Метод цинкования | Долговечность покрытия | |
|---|---|---|
| Горячее | 65-120 лет (в зависимости от среды эксплуатации) | Заказать |
| Холодное | 25-50 лет | Заказать |
| Гальваническое | 30 лет | Заказать |
| Диффузионное | 10-15 лет | Заказать |
Технологии и виды оцинковывания металла
Вне зависимости от метода, с помощью которого производится цинкование, обработанный таким способом металл будет полностью защищен от коррозионных процессов на долгие годы вперед. Всего существует пять основных методов данной обработки, отличающихся по стоимости. Оцинковка металла бывает термодиффузионная, гальваническая, холодная, газотермическая и горячая.
Каждый из перечисленных процессов имеет свои преимущества. Специалисты нашей компании предоставят каждому заказчику бесплатные консультации на тему того, какая технология будет наиболее уместна в каждом конкретном случае.


Необходимость и преимущества оцинковывания металлов
Такая обработка на металлической поверхности дает абсолютную защиту от коррозии. До тех пор, пока цинковый слой не разрушится под влиянием механических воздействий. Кроме того, цинкование металла промышленным способом улучшает эстетику деталей и механизмов. В Москве за данной услугой целесообразно обратиться в компанию «ГИТ металл». Ваши изделия здесь в процессе обработки будут аккуратно обработаны атомами превращенного в газ цинка. Равномерное распределение материала на поверхности изделия обеспечивает превосходные антикоррозийные качества.

Для уточнения всей информации, обращайтесь к нам любым удобным способом и мы проконсультируем Вас по всем вопросам совершенно бесплатно!
Напыление цинка на металл
Способы гаражного и промышленного цинкования металла
Цинкование металла: суть и назначение процесса. Различные технологии цинкования металла. Преимущества оцинкованных металлоконструкций. Процесс цинкования металла в домашних условиях.

Цинкование металла – это технологический процесс, суть которого заключается в нанесении на поверхность металлических деталей специального цинксодержащего состава. Данная процедура призвана предупредить образование окислов и ржавчин, что благоприятно влияет на срок службы металлоконструкций любого типа. Цинкование можно осуществить не только в производственных условиях, но и своими руками. В статье подобно изложены различные методики цинкования металла.
Суть и назначение процесса цинкования металла
Цинк является основным компонентом специальной химической смеси, которой принято покрывать изделия из металла во избежание развития коррозионных процессов. Повышенная влажность, воздействия механического характера, химические реакции – все это может спровоцировать окисление поверхности металла, однако оцинкованные изделия гораздо меньше подвержены коррозии.
Цинк и металл в симбиозе образуют гальваническую пару, где цинк принимает на себя все барьерные функции и, следовательно, вступает в различные формы взаимодействия с факторами окружающей среды.
Поверхность изделия будет сохранять свой первоначальный вид до тех пор, пока не разрушится полностью верхний цинковый слой. В местах, где цинк подвергается наиболее сильному воздействию, под влиянием молекул воды и кислорода образуется защитный слой гидроксида, который также сохраняет целостность металла.
Цинкование алюминия и других видов металлов происходит с использованием разных методов, однако наибольшее влияние на эффективность результата данной процедуры оказывает класс толщины цинкового слоя, который определен по ГОСТ 14918-80.
| Класс толщины | Масса м2 площади покрытия (с двух сторон), г | Толщина цинкового слоя, мкм |
|---|---|---|
| Повышенный (П) | От 570 до 855 | От 40 до 60 |
| 1 | От 258 до 570 | От 18 до 40 |
| 2 | От 142,5 до 258 | От 10 до 18 |
Классы цинкового покрытия П и 1 чаще всего используются в условиях сложной климатической обстановки повышенной влажности и перепадов температур.
Свойства и преимущества оцинкованных покрытий
- износостойкость и длительность службы окрашиваемого покрытия;
- низкая себестоимость в сравнении с ценой на окрашивание без предварительного цинкования за срок до 25 лет;
- простые требования к изделиям из металла.
Цинкование металла осуществляет не только барьерную и защитную, но и электрохимическую защиту верхних слоев обработанных изделий.
Цинкование с фосфатированием
Цинкование с фосфатированием принято использовать для обработки цветных металлов. В результате процедуры на верхнем слое детали из металла образуются фосфаты цинка, марганца или железа, которые являются малорастворимыми элементами, что усиливает барьерные и электроизоляционные качества обрабатываемых поверхностей.
Цинкование с фосфатированием можно применять в отношении следующих видов металлов:
- чугуна;
- кадмия;
- низколегированных углеродистых сталей;
- меди;
- цинка;
- алюминия.
Металлические предметы, оцинкованные посредством фосфатирования, могут использоваться даже в условиях тропиков. Они не подвержены воздействию нагретых материалов, смазочной органики (масел), бензола, толуола и всех газов за исключением сероводорода.

Способы и методы цинкования
- горячее;
- холодное;
- гальванизация;
- термодиффузионное цинковое покрытие;
- напыление под воздействием термических газов.
При выборе технологии цинкования металла нужно отталкиваться от предназначения изделия и способов его эксплуатации. Заранее необходимо определить класс толщины цинкового слоя, так как от этого зависит весь технологический процесс, включая настройку производных температур.
Изделия из металла, на которых уже присутствует цинк, не стоит подвергать механическим воздействиям, так как можно нарушить целостность защитного покрытия.
Горячее цинкование
Сталь цинкуется горячим методом в 2 этапа:
- Подготовительные меры.
- Процесс цинкования.
Подготовка изделий также делится на следующие друг за другом производственные стадии:
- Зачистка и обезжиривание поверхности.
- Травление с помощью кислот.
- Промывание деталей.
- Флюсование (вычленение из металла солей и оксидов).
- Просушка.
После завершения этапа 1 деталь погружают в специальный резервуар с расплавленным цинком, после чего начинает формироваться тонкий защитный слой из железа и цинка. Далее изделие подвергается продуванию, которое призвано обеспечить полное высыхание изделия, а также удаление лишних образований.
Недостаток данного метода оцинковывания металла заключается в ограничении габаритов обрабатываемых изделий размерами резервуара.
Холодное цинкование
Для холодного цинкования потребуется специальный цинковый состав (например «Цинокол») и малярный инструмент (кисть, валик). Смесь включает от 86% цинка, благодаря чему защитное покрытие образуется сразу после нанесения состава на металлическую поверхность.
Если конфигурация поверхности не позволяет нанести цинковую смесь малярным инструментом равномерно, применяют краскопульт – устройство для распыления различных материалов.

Холодный метод цинкования не имеет аналогов, если речь идет о нанесении или восстановлении защитного слоя металлоконструкций, в отношении которых невозможно применить иные способы цинкования (например, уже смонтированное оборудование, леса или трубы). Также такой метод является лучшим решением для проведения ремонтных работ.
Холодный способ цинкования можно производить в широком температурном диапазоне, при этом защитный покров сохраняет гибкость и устойчивость к различным повреждениям.
Гальванический метод
Гальванизация сопровождается высокой адгезией элементов металла и цинка, соединенных на молекулярном уровне. Можно достичь не только максимально равномерного цинкового покрытия по всей площади детали, но и придать ему декоративный вид.
Процесс электрохимической гальванизации происходит так:
- пластины или другие объекты из металла погружаются в специальную электролитическую жидкость;
- объект обработки подключается к источникам тока с разными зарядами;
- разность потенциала заставляет материал разрешаться, после чего молекулы цинка начинают подниматься к поверхности изделия, образуя тем самым защитный слой.
Цинкование металлоконструкций гальваническим методом позволяет воссоздать неповторимый декоративный узор, контролируя при этом толщину барьерного слоя.

Главный недостаток процедуры – высокая стоимость, которая складывается из цен на электроэнергию, состав электролита, оборудование и другие производственные элементы.
Термодиффузионное покрытие цинком

Как правило, данную технологию применяют в случае необходимости создания защитного слоя свыше 15 мкм.
Подготовка самих деталей происходит по стандарту. Термодиффузионный метод, как и другие технологии, обладает рядом положительных и отрицательных черт.
- безопасность и экологичность;
- возможность контролировать толщину цинковой наслойки;
- высокое качество защитного покрытия без образования пор;
- после процедуры не остается специфических отходов, нуждающихся в особом виде утилизации;
- можно осуществить цинкование изделий даже со сложной геометрической конструкцией.
- наличие налета на оцинкованных деталях, отсутствие зеркального блеска;
- образование цинковой пыли в окружающей среде;
- средний уровень производительности;
- цинкование может получиться неравномерным.
Газотермическое напыление цинка

Как отличить оцинкованный металл от обычного
Оцинкованная и обычная нержавеющая сталь имеют разную себестоимость, поэтому стоит знать, как их различить в условиях не всегда честного современного рынка.
- На глаз. Оцинкованная сталь, как правило, имеет характерные радужные разводы. Также обычный металл имеет более матовую поверхность. Если на металле нет кристаллических декоративных узоров, то цинковое покрытие имеет зеркальный блеск.
- Магнит. Оцинкованные поверхности обладают более сильными электромагнитными свойствами, что можно проверить с помощью обычного магнита.
- Спектральный анализ. Требуется специальное оборудование, определяющее химический состав стали, но данный способ считается наиболее точным и надежным.
- Химический метод. Соляная кислота вступает с цинком в химическую реакцию, при которой начинается выделяться водород. Достаточно небольшого количества соляной кислоты.
При покупке оцинкованной стали рекомендуется выбрать надежного и ответственного поставщика, что избавит от проблем с определением подлинности металла и наличия у него цинкового покрытия.
Простой способ цинкования в домашних условиях
Подготовка электролита
Электролитом может стать любой раствор, в котором содержится цинк:
- хлорид цинка (ZnCl);
- соляная кислота (HCL);
- ZnSO4 (результат травления серной кислоты H2SO4).
При травлении необходимо быть максимально осторожным, так как во время химической реакции выделяется взрывоопасный газ Н2.
Получение цинкового состава
Чтобы осуществить гальваническое цинкование металла дома, необходимо иметь цинк. Если говорить о подручных средствах, то цинк можно найти:
- в солевых батарейках (индекс L);
- в металлических оцинкованных деталях;
- в советских предохранителях.
А можно купить чистый цинк в радиомагазинах или на авторынках.
Подготовка к нанесению покрытия
- Нужно взять пластиковую или стеклянную тару, которая выступит в качестве ванны с электролитом, и установить держатели для анода и катода.
- Если в электролите заметны кристаллы соли, то использовать его нельзя. Растворить их можно, добавив дистиллированной воды.
- Анодом может выступить пластинка из цинка с подключенным к ней «+» зарядом. Чем больше площадь пластины, тем равномернее будет ложиться цинк на катоде. Чем больше анодов, тем больший участок покроется цинком за раз.
- Катод – это деталь, которая требует обработки (отрицательный заряд). На нее будут укладываться молекулы цинка. Необходимо подготовить металл к процедуре цинкования: очистить от коррозии, обезжирить и активировать, поместив в раствор кислоты. Необходимо расположить катод равно удаленно от всех источников положительного заряда.
- Источником электрического питания может выступать любой аккумулятор или блок питания. Чем выше будет напряжение, тем более ускоренно пройдет процесс гальванизации. Если используется автомобильный аккумулятор, в схему необходимо добавить другие потребители тока (например, лампочку накаливания).
Нанесение цинковой пленки
После всех подготовительных процедур останется только включить источник электрического питания и поместить катод в электролит. Не стоит допускать бурного кипения электролита: необходимо снизить силу тока, добавив в схему потребители электроэнергии. Чем дольше происходит процесс гальванизации, тем толще будет защитный слой цинка на поверхности обрабатываемой детали (катода).
Если у вас имеется опыт цинкования металла в домашних или промышленных условиях, вы можете поделиться им в комментариях.
FakeEngineer › Блог › Цинкование и пассивация в домашних условиях.

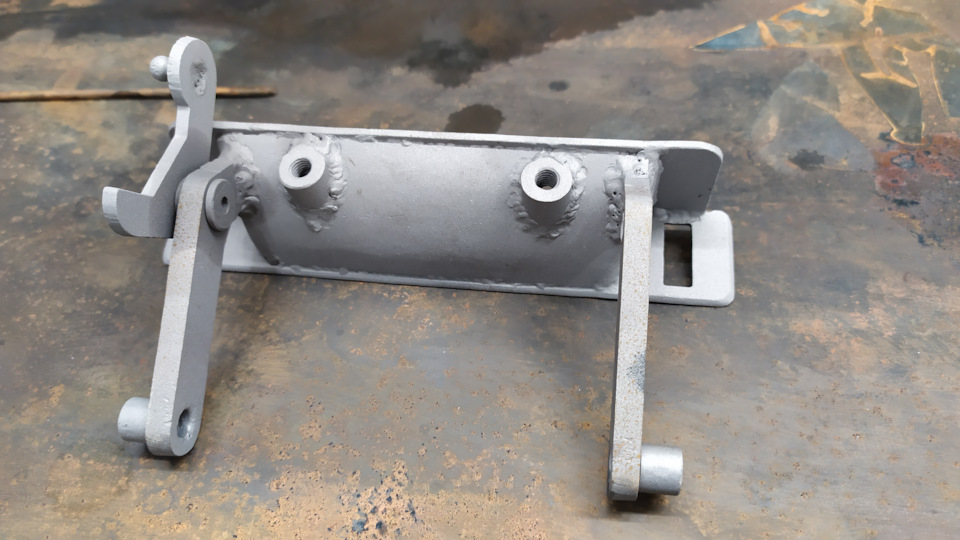
Все началось с ручек для ЗИЛ 4104. Об изготовлении ручек можно почитать в одном из предыдущих постов. Изначально я думал отдать их в оцинковку на производство, но покурив интернеты решил сделать самостоятельно.

Процесс нанесения цинкового покрытия своими руками в целом не сложен. Большинство информации в сети связано с нанесением цинка с корпуса батарейки на участок кузова автомобиля. Но мне это не подходит, так как надо оцинковывать разные небольшие детали целиком. И потом придавать им переливчатый золотисто-зеленый оттенок.
Будем рассматривать электро-химический метод. Он самый простой и доступный для каждого. В результате гальванического процесса в растворе электролита цинк тонким слоем осаждается на поверхности детали. Вот и все. Шучу, не все)
Для самого простого цинкования потребуется.
1. Электролит для АКБ из магазина. То есть раствор серной кислоты.
2. Сульфат цинка порошковый или
3. Паяльная кислота (продается в магазинах радиолюбителей).
4. Дистиллированная вода.
5. Цинковый анод (кусок чистого цинка).
6. Блок питания 12 вольт с возможностью ограничения тока (например зарядное устройство для АКБ.
Для качественной оцинковки необходима качественная очистка поверхности детали от любых загрязнений.
Лучше всего делать пескостуйную обработку. Можно чистить болгаркой. Или вытравливать сначала в щелочи, потом в кислоте. Можно применять гальваническое травление.
При гальваническом травлении не играет большой роли где будет анод а где катод. На аноде в результате реакции выделяется водород, на катоде кислород. Водорода выделяется в 2 раза больше, поэтому анод пузырится сильнее. Заводораживание металла увеличивает его хрупкость, поэтому данный метод очистки не рекомендуют для металлов с высоким классом прочности (пружины там всякие и болты повышенной прочности).
Вобщем суть в том чтоб в процессе очистки удалить с металла все загрязнения.
Спецы рекомендуют сначала травление в щелочи, потом гальваническое кислотное травление, потом активация поверхности в кислотном растворе. Все с проежуточными промывками в воде.
Я очищаю детали механически, потом травление в акумуляторном электролите, промывка в воде, потом снова мехобработка, активация в кислоте и собственно оцинковка.
Если для оцинковки используется сульфат цинка, то его надо растворить в дистиллированной воде в соотношении 200гр на литр воды. Размешать до полного растворения.
Если используется паяльная кислота то она просто наливается в емкость и все.
При оцинковке анодом (+) является кусок цинка, сопоставимый по площади с деталью. Катод (-) сама деталь.
Напряжение должно быть в районе 12 вольт постоянного тока. Сила тока устанавливается в диапазоне 0,5 — 5 ампер на 1 кв.дм площади. Фактически желательно держать ток поменьше. При большом токе качество осаждения цинка сильно ухудшается. Старайтесь не превышать ток 1 ампер на небольших деталях. Цинкование происходит при температуре 18-25 градусов.
По времени слой наносится за 2-10 минут в зависимости от размера детали и тока.

Этот метод подойдет для защитной оцинковки деталей. Если нужна эстетика то надо использовать специальную химию. Об этом дальше.
Для получения блестящего цинкового покрытия с последующей радужной пассивацией процесс выглядит так.
1. Очистка поверхности детали (механическая, травление в растворе серной кислоты с промежуточными промывками).

2. После очистки детали на несколько секунд погружаем деталь в раствор серной кислоты (электролит для АКБ из магазина), потом промываем водой. Работать в перчатках и чистой детали руками не касаться во избежание загрязнения поверхности и ожогов кожи кислотой! Желательно работать в респираторе чтоб не дышать продуктами реакций.
3. Для блестящего цинкования я использую щелочной электролит «экомет-ц31». Он дает отличное блестящее покрытие.
Вешаем деталь на катод (-) и погружаем полностью в электролит. На аноде (+) кусок цинка. По напряжению и току выше написано. Цинк ложится быстрее со стороны расположения анода, так что деталь надо периодически поворачивать разными сторонами к аноду. Нанесение по времени так же занимает 2-10 минут. Не спешите и не давайте большой ток!
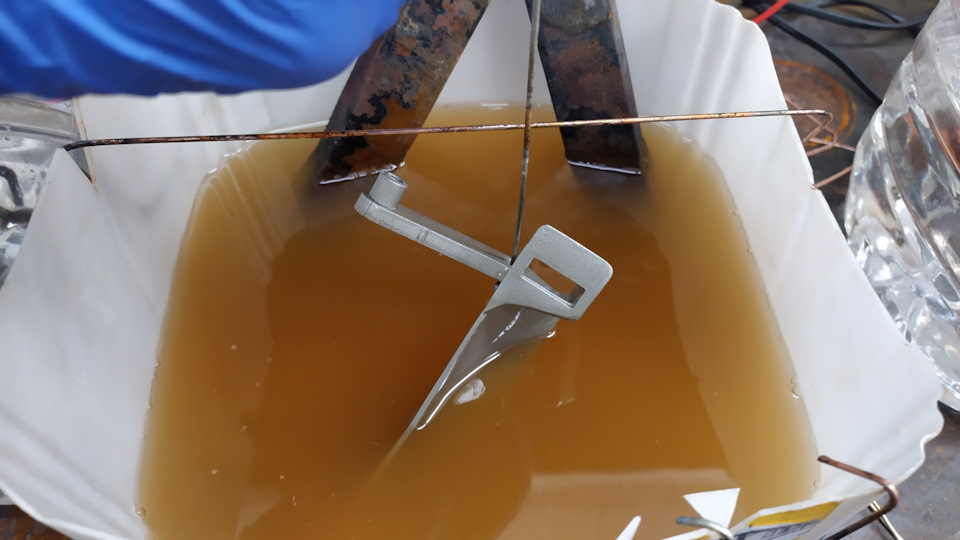
4. После того как деталь оцинкуется ее необходимо промыть в воде. В итоге мы имеем хорошо выглядящую блестящую детать с устойчивым антикоррозийным покрытием.

Для увеличения устойчивости покрытия и придания ему эстетичного вида можно сделать пассивацию.
Пассивация это тоже что активация, только наоборот. Пассивация это процесс создания устойчивой оксидной пленки на поверхности детали.
Для этого я использую состав «экомет — пц12». Этот состав дает радужную пассивацию. Деталь приобретает золотисто зеленоватый оттенок с переливами.
Сразу после оцинковки и промывки детали она погружается в состав для пассивации. Я держу ее там 10-15 секунд, после чего снова промывка в воде и горячая сушка феном.

Сушку надо выполнять аккуратно, фен держать на расстоянии и понемногу прогревать детать, визуально контролируя проявление радужности. Если перегреть локально, пассивация будет отлетать с поверхности.
Цинкование металла
Стальные изделия применяются во всех областях жизни человека. Прочные и надежные, они долго приносят пользу и удобство. Но у стальных изделий есть опасный враг — ржавчина, способный привести их в негодность. Существует много способов защиты от нее. Один из популярных — это цинкование металла.

Особенности процедуры цинкования и основные способы защиты металла
Коррозия металла, или процесс его окисления, особенно усиливается в условиях повышенной влажности. Для предотвращения коррозии металлических изделий на них наносят защитные покрытия. Одним из самых надёжных считается цинкование металла, поскольку цинк берет на себя воздействие агрессивных сред. Цинкование обеспечивает не только барьерную, но и электрохимическую защиту металла. В ходе реакции на поверхности детали возникает окисный слой, который обеспечивает дополнительную защиту.
После механического разрушения покрытия действие защитного слоя прекращается. Существуют различные виды цинкования металла , многие из них требуют сложного и дорогостоящего оборудования, но некоторые применимы и в домашних условиях.

Технология цинкования была впервые освоена во Франции в 18 веке, далее развивалась в Англии. Большой вклад в совершенствование процесса внесли отечественные ученые Якоби и Менделеев. На сегодня цинкование металла — один из самых доступных способов защиты от коррозии
Методы цинкования
Специалисты по металлообработке различают следующие способы нанесения цинковых покрытий на металлы:
- горячий;
- холодный;
- электрохимический, или гальванический;
- газотермический;
- термодиффузионный.
Способ нанесения выбирается исходя из следующих критериев:
- условия использования детали;
- толщина защитного слоя;
- стойкость;
- специальные требования к защите.
Толщина слоя определяется временем нахождения детали в рабочей среде и температурой в рабочей зоне. При проектировании технологического процесса следует иметь в виду, что механическая обработка после покрытия детали цинком разрушит защитный слой.
Горячее цинкование
Этот метод отличается высоким качеством получаемого покрытия металла. Однако распространение его ограничивается следующими недостатками:
- сложное и энергоемкое оборудование;
- высокие температуры;
- чрезвычайно вредные отходы производства;
- размер обрабатываемых изделий ограничен габаритами цинковой ванны.
Сначала выполняется блок подготовительных операций:
- механическая очистка;
- обезжиривание;
- травление в кислой среде;
- промывка и обработка флюсом;
- просушивание.

Только после этого начинается собственно оцинковка. Подготовленные детали опускают в ванну с расплавом цинка. На их поверхности возникает тонкий слой, состоящий из соединенй Fe и Zn. Далее детали достают из ванны и обдувают воздухом под большим давлением. Это позволяет удалить лишний цинк и одновременно подсушивает деталь.
Ввиду сложности процесса и вредных условий труда в домашних условиях он не используется.
Холодное цинкование
Этот способ технологически намного проще. Его можно воспроизвести в домашних условиях. На обрабатываемую деталь с помощью кисти или валика наносится слой содержащего цинк вещества. Для защиты заготовок особо сложной формы и рельефа применяют краскопульты. Составы для холодной оцинковки металла – это полимерные растворы на основе мелкозернистого цинкового порошка. Чаще всего применяют цинконол, создающий на поверхности защищающий от коррозии слой с 90% содержанием Zn.
Холодное цинкование применяет и в промышленности для защиты уже смонтированных деталей и конструкций — например, опор линий электропередач.

Применяется метод и для восстановления частично поврежденных антикоррозионных покрытий, например, в результате износа или ремонтных работ.
Недостатком данного способа покрытия металла цинком является низкая механическая прочность покрытия.
Гальванический метод
Электрохимический способ позволяет получить прочный и гладкий слой. В ходе процесса можно управлять толщиной наносимого слоя металла. Качество очень сильно зависит от степени обезжиривания заготовки.
Гальванизация деталей происходит следующим образом. Защищаемые заготовки и цинковые пластины — доноры опускаются в ванну с электролитом, на них подается напряжение. Протекающий в образовавшейся цепи ток, используя явление электрохимического переноса металла, вырывает атомы цинка с пластин и осаждает их на заготовках.

Недостатками метода является высокая себестоимость, складывающаяся из стоимости пластин, электролита и электроэнергии. Кроме того, придется нести высокие затраты на дезактивацию отработанного электролита.
Термодиффузионное цинкование
Технология была разработана в начале 19 века, но широкую популярность приобрела только в последнее время. Защищаемые заготовки располагают в герметичном контейнере, в который добавляют содержащий цинк сухой порошок. Далее контейнер нагревают до высоких температур (400-900 °С). Цинк испаряется, и его пары осаждаются на поверхности изделия. Подготовка заготовок проводится так же, как и в случае горячего цинкования.
Преимущества данного метода следующие:
- низкая экологическая вредность;
- низкая пористость;
- высокая механическая и антикоррозионная стойкость (в несколько раз выше, чем при гальваническом способе);
- нет необходимости в обезвреживании отходов.

К недостаткам можно отнести:
- покрытие получается тусклое, серое и не украшает изделие;
- малая производительность;
- вредные условия труда.
Однородность толщины слоя цинкового покрытия также оставляет желать лучшего.
Газотермическое напыление цинка
Способ применяется для обработки крупногабаритных изделий, стальных листов и т.п. Цинк переносится на подготовленную поверхность заготовки струей горящего газа. В пламени газовой горелки размещают цинковую проволоку, она плавится и капельки металла попадают на обрабатываемую деталь, образуя на ней чешуеподобный слой.

Способ применяется в комбинации с нанесение лакокрасочных антикоррозионных материалов и весьма эффективен для защиты корпусов морских судов и береговых сооружений.
Как выполнить процедуру в домашних условиях
Цинкование в домашних условиях чаще всего проводят гальваническим или холодным методом. Прежде всего, нужно обезжирить заготовки, протравить их кислотным раствором и тщательно промыть водой.
Установка для гальванической оцинковки потребует следующих материалов и оборудования:
- Аккумулятор 6- 12 В, 2-6 А (любой автомобильный или мотоциклетный). Вместо аккумулятора можно использовать зарядное устройство достаточной мощности.
- Ванна из непроводящего материала (оргстекло, текстолит и т.п.)
- Система подвесов: проводящие штанги и крючки.
- Коммутирующие устройства и провода.
- Амперметр и реостат.
- Электролит — любая цинкосодержащая соль. Можно взять автомобильный электролит и растворить в нем цинковый порошок.
- Цинковые пластины.
Штанги кладутся попрек ванны, к ним подвешиваются детали пластины, после чего подключаются провода от аккумулятора через амперметр и реостат. Проводя оцинковку своими руками, учитывайте, что толщина слоя определяется такими параметрами, как:
- сила тока;
- температура электролита;
- плотность электролита
Влияет на толщину и общая площадь поверхности обрабатываемого изделия.
Цинкование в домашних условиях – доступный способ защиты металлов
Покрытие изделий из металла цинком – наиболее простой, распространенный и дешевый метод защиты от коррозии. Цинкование в домашних условиях характеризуется легкой и доступной технологией.
1 Цинкование как способ коррозийной защиты металлов
В мировой практике из антикоррозийных металлических покрытий наиболее широко применяют цинковые. Это обусловлено относительно небольшой стоимостью цинка и достаточно высокой эффективностью получаемой защиты от внешней среды. В тоже время, технологический процесс нанесения покрытия, называемый цинкование, характеризуется низкими затратами. В атмосфере цинк взаимодействует с кислородом, в результате чего на его поверхности образуется тонкая оксидная пленка, предохраняющая защищаемый металл от губительных воздействий внешней среды. Способов цинкования металлических деталей несколько:
- горячий;
- газо-термическое напыление;
- термодиффузионный;
- холодный;
- гальванический.
Выбирают метод цинкования, исходя из условий последующего использования изделия и желаемых свойств защитного слоя. Для одной детали может применяться несколько видов покрытия. Чтобы результат был качественным во всех случаях, важен правильный подбор толщины покрытия из цинка, зависящий от температуры и времени процесса. Следует помнить, что оцинкованная металлическая деталь не должна подвергаться каким-либо механическим воздействиям.
2 Технологии различных методов цинкования
Горячее – покрытия наносят погружением в емкость с расплавленным цинком, температуру которого поддерживают в интервале 460–4800 °С. Горячецинковые покрытия по долговечности, качеству – одни из лучших, а по объему производства находятся на 2 месте. Технологический процесс энергозатратен и сложен в плане обеспечения экологической безопасности, что обусловлено использованием химических способов подготовки поверхности и наличием расплавленного цинка.
Газо-термическое напыление – порошкообразный или проволочный цинк расплавляют и напыляют в газовом потоке на металл обрабатываемой детали. Этот метод оптимален для антикоррозионной защиты крупногабаритных металлических конструкций, которые не умещаются в гальваническую или с расплавом цинка ванну. Частицы расплавленного цинка ударяются о поверхность изделия и, деформируясь, образуют пористое («чешуйчатое») покрытие, которое, как правило, требует обработки порозаполнителем (лакокрасочным материалом). Комбинированное покрытие не теряет защитных качеств в различных средах (атмосфера, вода морская и пресная) 30 лет и более.
Термодиффузионное (шерардизация) – цинковое покрытие получают за счет проникновения атомов цинка в железную подложку с образованием железноцинкового сплава, имеющего сложную структуру. Эффект достигается благодаря тому, что атомы цинка при температурах свыше 2600 °С переходят в паровую фазу. Процесс проводят в замкнутом объеме муфелей или реторт, заполненных обрабатываемыми деталями и порошковой цинкосодержащей смесью. Технологию используют, когда необходимо получить слой цинка толще 15 мкм (обычно 25–110 мкм). Метод экологически безопасен. Покрытие беспористое, с высокой адгезией, защитная способность выше, чем у полученного гальваническим методом в 3–5 раз, и сопоставима со стойкостью горячецинкового.
Гальваническое – обеспечивает создание очень гладкого и точного покрытия, которое наносят при электрохимическом воздействии. Метод применим не только для электропроводящих материалов, но также и для неэлектропроводящих. Получаемое покрытие равномерное, точного размера, декоративного вида, блестящее, толщина, как правило, не превышает 20–30 мкм. Технология – цинковые пластины и обрабатываемую конструкцию погружают в резервуар с электролитом, а затем подключают к источнику постоянного тока. В процессе электролиза анод из цинка растворяется, а его молекулы оседают на поверхности изделия. Электрохимический метод связан с образованием опасных отходов.
Холодное – окраска изделий из металла грунтами, насыщенными высокодисперсным порошкообразным цинком (в готовом покрытии содержится 89–93 % цинка). Метод отличается высокой технологичностью, является самым простым, в настоящее время широко распространен. Очень эффективен для изделий, конструкций, которые нельзя обработать иным способом – закрепленные линии передач, трубы, элементы нефтяной аппаратуры, железнодорожных путей, дорожных ограждений, фурнитуры для мебели и прочие стационарные, неподвижные, труднодоступные объекты. «Холодное» покрытие может прослужить дольше, чем «горячее», в 3–4 раза. Недостатки – относительно низкая стойкость к различным механическим воздействиям и высокие требования к санитарно-гигиеническим условиям работы маляров из-за применения органических растворителей.
Все приведенные методы применяются в промышленных масштабах. Последние 2 можно реализовать самостоятельно с соблюдением необходимых мер безопасности.
3 Гальваническое цинкование в домашних условиях
Цинкование в домашних условиях – процедура, требующая большой точности и аккуратности. Источником тока может служить зарядное устройство на 2–6 А, 6–12 В или автомобильный аккумулятор. Для изготовления электролита, теоретически, можно использовать любую соль, способную растворяться в воде. Однако на практике проще сделать раствор соли цинка. Его состав:
- 200 г сернокислого цинка;
- 50 г сернокислого аммония или магния;
- 15 г уксуснокислого натрия;
- 1 л воды.
Можно воспользоваться аккумуляторным электролитом (водный раствор серной кислоты), в который необходимо поместить цинк. Когда реакция прекратится, кислота преобразуется в соль, а цинк останется. Если раствор кислоты окажется чрезмерно концентрированным, то на дне появится осадок (кристаллический сульфат цинка). Раствор в этом случае слегка разбавляют водой. Важно помнить, что электролит – опасный яд, с которым следует работать крайне осторожно и в защитной одежде. Помещение, где ведутся работы, должно хорошо проветриваться.
Подбирают посуду из винипласта или стекла. Когда деталь небольшая, то подойдет даже литровая банка. Предусматривают возможность прикрепления на ней изделия и электрода из цинка. Электролит процеживают и заливают в емкость. Деталь, предназначенную для цинкования, необходимо тщательно очистить и обезжирить. Сделать это надо как можно лучше, чтобы цинк лег ровно и прочно. Затем деталь на 2–10 секунд опускают в раствор, после чего сразу промывают под проточной водой. Эту процедуру называют химическим активированием. После этого приступают к анодированию изделия.
Цинковый электрод изготавливают из куска цинка, для чего в нем просверливают отверстие и подвешивают его на медной проволоке. Электрод должен соответствовать следующим требованиям:
- площадь поверхности сопоставима с площадью изделия;
- форма плоская и удобная для размещения в емкости.
Для подключения к источнику питания используют медные провода. Минус подводят к детали, а плюс к цинковому электроду, который «растворится», а на изделии образуется слой цинка. Время обработки – 10–40 минут.
4 Параметры домашнего гальванического цинкования
Самым сложным в работе является подбор режима цинкования. От него зависит качество покрытия детали. На нее либо осядет цинковый порошок, беспрепятственно удаляемый тряпкой, или прочный слой, который долго прослужит.
Факторы, определяющие добротность покрытия:
- Плотность тока – величина силы тока, поделенная на площадь поверхности изделия. Должна быть 0,5–10 А на 1 квадратный дециметр (оптимально 1,5 А/дм 2 ). Регулятором напряжения добиваются не слишком бурного протекания реакции. Если с поверхности изделия пузырьки будут идти чрезмерно активно, то покрытие получится неровным и слабым.
- Температура электролита должна быть комнатной (18–25 °С).
- Плотность электролита – варьируется в широком диапазоне (от нуля и до величины растворимости солей цинка).
- Геометрия изделия – у детали сложной формы, в зависимости от удаления различных ее фрагментов от цинкового электрода, может быть существенная разница в толщине покрытия разных участков (слабое покрытие в углублениях, а на острой кромке образуются наросты).
Исходя из выше описанного, целесообразно расстояние до электрода увеличить, использовать 2 цинковых анода, деталь покрутить, поэкспериментировать. Цинкование возможно проводить в 2 или 3 слоя с сопутствующим удалением образовавшихся наростов.
5 Холодное цинкование своими руками
Холодное цинкование – нанесение покрытия в виде краски. В этой формулировке заложен основной смысл используемого материала – это не краска, содержащая цинк, а именно этот металл в виде краски.
Для холодного цинкования на рынке можно найти большое множество материалов от различных производителей. У многих составов иногда основные характеристики (содержание цинка, к примеру) варьируются в широких пределах. Соответственно, эффективность их применения тоже может меняться. Некоторые составы очень требовательны к качеству подготовки поверхности металла, у других недостаточная сила адгезии с деталью, и они легко отслаиваются, какие-то обладают низкой эластичностью и покрываются паутиной трещин, есть такие, которым нужен фирменный растворитель, для нанесения ряда материалов требуется специальное оборудование, бывают не совместимые с финишными покрытиями.
Все предлагаемые материалы включают два компонента, поставляемых в отдельных упаковках – цинковый порошок и связующий жидкий компонент. Перед применением оба вещества смешивают согласно нормативам, указанным в документах на краску. Пропорции «порошок»-«связующее» бывают от 1:1 до 3:1. Средство наносят при температуре 5–40 °С и влажности воздуха 30–98 %. Во время работ и после их проведения помещение тщательно проветривают. Необходимо использовать средства индивидуальной защиты.
Хорошо зарекомендовал себя российский материал Гальванол, обладающий оптимальными характеристиками:
- содержание мелкодисперсной химически чистой цинковой пудры 96 %;
- быстро сохнет – до нанесения следующего слоя требуется выждать 30 минут;
- можно наносить любым способом (погружением, валиком, кистью, краскопультом и так далее);
- можно окрашивать любыми ЛКМ, возможно нанесение полимерных покрытий;
- допустимо нанесение на ржавчину;
- возможно наносить на влажный металл и при отрицательных (до -35 °С) температурах;
- растворим доступными растворителями (ксилол, сольвент).
Гальванол настолько технологичен и прост в нанесении, что позволяет высокоэффективно защищать чугун, сталь и железо даже в обычных домашних условиях.
6 Основные требования к холодному цинкованию дома
Важная составляющая холодного цинкования металла – жидкий цинк предварительно перемешивают. Из-за большой плотности составы сильно раcслаиваются и непосредственно перед использованием их необходимо тщательно перемешать до получения однородной массы, жидкости. Кроме того, чем качественней подготовлен к нанесению покрытия металл, тем долговечней будет защитный цинковый слой. Поэтому лучше всего произвести механическую зачистку детали с последующим обезжириванием.
Оцинковка, нанесенная на такое изделие в 2 слоя, прослужит минимум 10 лет. Очередной слой делают всего через 30 минут после предыдущего. Перед нанесением финишных покрытий и ЛКМ необходимо выдержать 24 часа (чтобы остатки растворителя полностью улетучились). Холодное цинкование, своими руками проведенное с соблюдением технологии и инструкции по применению состава, по качеству и надежности не уступает фабричному исполнению.
Напыление цинка на металл

Цинковая металлизация напылением производится за счет нанесения расплавленного материала на обрабатываемую поверхность при помощи специального оборудования. Процесс цинковой металлизации напылением основан на технологии газотермического распыления. Защитный поверхностный слой формируется из дискретных частиц (чешуек), находящихся в расплавленном или пластичном состоянии.
Цинковая металлизация напылением. Технология нанесения покрытия
Газотермическое распыление включает в себя несколько последовательных технологических операций:
1) нагрев или расплавление каким-либо источником теплоты (в зависимости от используемого оборудования) напыляемого материала,
2) перенос дисперсионных (конденсированных) частиц газовым потоком,
3) формирование на обрабатываемой поверхности защитного слоя.
На обрабатываемую поверхность напыляемый цинк попадет в виде расплавленных или пластифицированных части. Газовый поток ускоряет движение распыляемого материала. При столкновении частиц с обрабатываемой (металлической) поверхностью происходит их деформация, остывание и формирование защитного слоя. Структура поверхностного покрытия имеет чешуйчатое, слоистое строение.
Сформированный цинковый слой характеризуется высокой пористостью (0,5 – 30%) и прочностью сцепления напыляемого материала с подложкой (до 280 МПа). Поэтому данная технология чаще всего используется для восстановления и упрочнения ответственных деталей и конструкций.
Классификация способов цинковой металлизации напылением
1. В процессе ГТН(газотермического напыления) затрачивается определенное количество энергии, которая необходима для расплавления напыляемого материала и придания ускорения образованным частицам. В качестве источника тепловой энергии может использоваться:
• энергия химических процессов, которая получается
1) в результате процесса окисления (сгорания) топливных газов в атмосфере,
2) при детонации взрывчатой смеси,
3) в результате горения топливной смеси в камере (при повышенном давлении),
1) дуга электрическая,
2) плазменный, газовый поток,
3) нагреватель омический,
• энергия колебаний (электромагнитных):
1) электромагнитное высокочастотное поле,
2) генератор, квантовый, оптический.
2. Напыляемый материал может использоваться в различном агрегатном состоянии, иметь различный вид:
• порошкообразная смесь,
• проволока,
• шнур,
• стержень.
3. Скоростные характеристики распыляемых частиц оказывают различное влияние на формирование поверхностного слоя (пористость, шероховатость, прочность сцепления).
4. Газотермическое напыление может производиться в различной среде:
• в воздухе,
• в вакууме,
• в контролируемой атмосфере.
Перечисленные критерии определяют большое разнообразие способов нанесения защитного покрытия напылением, создают возможности для формирования поверхностного слоя с различными технологическими характеристиками.
Преимущества метода цинковой металлизации напылением
1. Напыление можно производить на детали и конструкции, имеющие различные габаритные размеры и конфигурации. Площадь покрытия может быть различной.
2. В процессе покрытия можно варьировать толщину цинкового слоя (0,01 – 10 мм).
3. Технологическим процессом можно задать различные параметры пористости сформированного покрытия (до 30% и выше).
4. В качестве подложки для напыления может использоваться различный материал: металл, стекло, керамика, пластмасса.
5. Нанесение покрытия может производиться в различных климатических, температурных и агрегатных (вода, воздух, вакуум) условиях.
6. Метод ГТН цинком является практически экологически чистым и безвредным (в процессе работы используются специальные фильтры, которые способны адсорбировать вредные продукты технологического процесса).
7. В процессе работы используется простое, переносное оборудование.
8. Напыление можно производить в несколько слоев, что позволяет получить покрытие, обладающее специальными технологическими характеристиками.
9. В процессе газотермического напыления основа покрываемой детали или конструкции мало деформируется.
10. Технологический процесс ГТН цинком характеризуется небольшой трудоемкостью и высокой производительностью.
Области применения изделий после оцинковки
Метод газотермического напыления цинком активно используется в промышленном производстве, для восстановления изношенных деталей станков и оборудования. Технология позволяет экономить производственные ресурсы. Восстановленные детали имеют все изначальные технологические параметры и характеристики. Газотермическое напыление позволяет также производить восстановление деталей, имеющих видимые трещины и сколы. В процессе технологической операции поверхностные разрушения полностью устраняются. Высокие параметры сцепления основы и напыляемого слоя позволяют восстановить прочностные характеристики поврежденного изделия.
Основная задача газотермического напылением цинком (ГТН) – это защита металлических конструкций от коррозионного разрушения. Технология цинковой металлизации напылением позволяет производить оцинковку деталей, конструкций и сооружений, имеющих различные габаритные размеры и формы. Неограниченная возможность наносить покрытие на обрабатываемые поверхности методом цинковой металлизации напылением позволяет защитить мосты, краны, высоковольтные электромачты, рекламные щиты и сооружения, дорожные конструкции и многое др. от коррозии и продлить их срок полноценной эксплуатации.
Цинкование металла

- Процесс
- Технология
- Виды
Для защиты от коррозии сегодня создано большое количество методов. Они направлены на то, чтобы с помощью специальных растворов или веществ на поверхности металлических изделий появлялась тонкая защитная пленка, которая препятствует попаданию на металл кислорода и продуктов, имеющихся в агрессивной среде. Цинкование металлических поверхностей относится к разряду одних из самых действенных методов предотвращения появления коррозийного налета.
Процесс цинкования металла

Цинкование металла представляет собой процедуру нанесения на поверхность металлического изделия тонкого слоя цинка. Данный металл отлично подходит для создания растворов, которые предназначены для защиты от коррозии. Он относится к разряду устойчивых к влиянию агрессивной среды. Данный метод защиты металлических поверхностей от налета ржавчины придает обработанной поверхности:
- прочность и твердость,
- устойчивость к перепадам температур,
- устойчивость к влиянию агрессивной среды,
- более продолжительный срок эксплуатации,
- способность не подвергаться процессу окисления.
Цена цинкования металла
Внимание: Цинкование металлических поверхностей является недорогой процедурой. Цена цинкования металла в нашей стране зависит от его вида и от количества обрабатываемого материала. В среднем цена составляет от 16000 рублей за пять тонн. Эта сумма может достигать 30000 рублей.
Сегодня цинкование является достаточно востребованной процедурой. Ее действие основано на то, что на поверхности металла под воздействием цинкового сплава появляется тонкая пленка, которая полностью покрывает поверхность. Она предотвращает образование на металле кррозии, которая разрушает структуру металла и приводит в негодность металлические изделия.
По действием кислорода и жидких субстанций на поверхности металла появляется коррозийная пленка. Металла становится более пористым и кислород проникает в его глубокие слои, что приводит к разрастанию коррозии. На поверхности железа появляется налет ржавчины, который делает структуру металла более восприимчивой к пропусканию воздуха. Процесс окисления происходит на протяжении длительного времени. Пленка из цинкового сплава не дает возможности кислороду пробраться в глубокие слои металлов. Благодаря этому процесс их окисления становится невозможным.
Технология цинкования металла

Технология цинкования металлов подразумевает полное покрытие пленкой из цинка любых видов металлических изделий. Для данной процедуры требуется специальное оборудование, сделанное из материалов, которые способны противостоять агрессивной среде.
Цинкование металлических поверхностей осуществляется в несколько этапов:
- Подготовительный
На данном этапе происходит работа с материалом. Для этого его сначала обезжиривают и удаляют с поверхности различные загрязнения. После этого осуществляется травление металла при помощи кисло среды. Чаще всего применяется раствор серной кислоты. В результате на металле появляется оксидная пленка. Она необходима для наилучшего сцепления цинка и обрабатываемого металла. После этого устраняются все остатки кислоты, и поверхность тщательно просушивается.
- Процесс нанесения цинкового сплава.
Данный этап подразумевает нанесение на высушенную поверхность металла цинковой пленки. Для этого в ванне расплавляют цинк под действием температуры не менее 450 градусов Цельсия. Только после этого туда погружают металлическое изделие, которое необходимо обработать. Процедура длится несколько минут.
- Просушивание металла.
На этом этапе готовое изделие сушится при комнатной температуре.
В результате процедуры на поверхности металла образуется плотная пленка. Она делает его более прочным и твердым.
Цинкование металлических изделий осуществляется в специализированных ваннах. Они должны быть оснащены устройством для подключения электрического тока при необходимости. Их объем может быть разным. Однако в любой такой ванне может поместиться большое количество мелких металлических изделий для обработки.
Ванны для цинкования делятся на:
- малогабаритные конструкции,
- среднегабаритные конструкции,
- крупногабаритные конструкции.
Виды цинкования металла

В современном мире для обработки металлических поверхностей применяется ци нкование. Оно служит прежде всего для защиты от коррозии. Для разных металлов необходимо использовать разные методы этого процесса. Это обусловлено тем, что не все металлы способны адгезироваться с цинком при определенных условиях.
Основные методы цинкования металла представлены такими способами, как:
Холодное цинкование металла
Этот метод отличается от всех остальных тем, что для него не требуется специальная ванна. Раствор цинкового сплава наносится так же, как и любое лакокрасочное покрытие.
Горячее цинкование металла
Данная процедура заключается в том, что в ванну со сплавом цинка опускается металлическое изделий для обработки. Процесс цинкования при этом происходит под воздействием небольшого нагревания. Это позволяет наносить раствор на поверхность более равномерно.
Гальваническое цинкование металла
Это метод характеризуется тем, что вся процедура происходит под воздействием электрического тока. В раствор электролита опускается металла и подключается электрический ток, подающий небольшое напряжение.
Термодиффузионное цинкование металла
Оно заключается в нанесении на поверхность металла цинкового сплава любой толщины. Она определяется заказчиком. Для процедуру используются специализированные контейнеры.
Таблица 1. Сравнение цинка с другими металлами.
металл серебристо-белого цвета
Температура плавления 650°С. Алюминий устойчив против атмосферной коррозии благодаря образованию на его поверхности плотной окисной пленки. Наиболее важной особенностью алюминия является низкая плотность – 2,7г/см3 против 7,8г/см3 для железа и8,94г/см3 для меди. Имеет хорошую тепло- и электропроводность. Хорошо обрабатывается давлением.
Применяется в электропромышленности для изготовления проводников тока, в пищевой и химической промышленности. Применяется в качестве раскислителя при производстве стали, для алитирования деталей с целью повышения их жаростойкости. В чистом виде применяется редко из-за низкой прочности – 50МПа.
блестящий цветной металл с синеватым оттенком, за удельным весом близкий к железу. Он довольно твердый (на единицу меньше от алмаза), тем не менее, хрупкий.
Он довольно твердый, тем не менее, хрупкий. Температура плавления 1910 °С. Стойкий против окисления в атмосфере и в воде. Азотная кислота его не растворяют. В растворах соляной и серной кислот растворяется постепенно, но более активно в крепкой соляной кислоте. Хром довольно крепкий против стирания.
В чистом виде хром широко используют для декоративного и антикоррозийного покрытия других металлов. В промышленности хром широко используют для изготовления легированных хромистых сталей высокой прочности.
металл красного, в изломе розового цвета
обладает высокой пластичностью и коррозийной стойкостью, высокой электропроводностью и теплопроводностью (100% чистая медь-эталон, то 65%-алюминий, 17%железо), а также стойкостью против атмосферной коррозии
Позволяет использовать ее в качестве кровельного материала ответственных зданий
лёгкий металл серебристо-белого цвета.
имеет высшую температуру плавления, низкую теплопроводность и плохие антифрикционные свойства, но легко куется и штампуется. При нагревании до 500 °С на воздухе он не окисляется, а при высшей температуре на его поверхности образовывается крепкая защитная пленка.
Поэтому из титана и его сплавов изготовляют обшивку сверхзвуковых самолетов, компрессоры реактивных двигателей, в турбо-строении — лопате и диски турбин и т.п.Из листового титана можно изготовить (с применением аргонового сваривания) легкие глушители для автомобилей, которые не ржавеют и не прогорают.
Источник https://tutmet.ru/cinkovanie-domashnih-uslovijah-svoimi-rukami.html
Источник https://gitmet.net/catalog/cinkovanie-metalla/
Источник https://rustaste.ru/napylenie-cinka-na-metall.html
