Содержание
Изготовление полипропиленовых труб и необходимое оборудование для производства

Рассматривать тему об изготовление полипропиленовых труб и фитингов для трубомагистралей водоснабжения и отопления, нужно с предварительной детальной характеристики материалов, используемых для производства.
Полипропиленовые трубы и фитинги имеют большое количество достоинств, которые выделяют их среди стальных аналогов:
- они намного легче;
- не поддаются влиянию коррозии;
- не зарастают внутри в процессе использования;
- не создают вибрации и урчания, а также остальных шумов;
- не лопаются, когда замерзает вода в системе;
- не проводят электрозаряд;
- не нуждаются в покраске;
- очень просты в работе.
Трубы и фитинги из полипропилена могут работать не один десяток лет. Это экологически чистая продукция, которую успешно используют для трубомагистралей любого уровня сложности. Поэтому их производство и изготовление широко налажено во всем мире.
Использование фитингов с хромированными и латунными вставками позволяет комбинировать эти заготовки со стальными трубами.

Конструкция из данных материалов выходит очень герметичной, и это применение приносит ощутимую экономическую выгоду.
Немного о полипропилене
Полипропилен является исходным продуктом полимеризации пропилена и этилена в конкретных количествах. Полученный материал назван рандом сополимер PPRC.
На отечественном рынке не сегодняшний день нет достойного аналога зарубежным полимерам. У нас для изготовления полипропиленовых труб применяют финский RA 130E BOREALIS и венгерский TIPPLEN CS4-8000 TVK.
Суть процесса изготовления труб простая, и он не очень трудоемкий. Говоря о нем нужно выделить следующие особенности:
- небольшие энергетические затраты при изготовлении;
- экологическую безвредность;
- для производства, монтажа и использования одной комплектлинии по изготовлению полипропиленовых труб и фитингов не нужно много места (это приблизительно 100 м 2) ;
Комплектлиния экструзии полипропиленовых трубопрокатов – это завершенный цикл экструзии, калибровки, охлаждений, вытяжек и т.д.
Сырьевой материал для работы
 Они бывают следующих видов:
Они бывают следующих видов:
- Полимеры невысокого и высокого давления.
- Поливинилхлорид;
- Полипропилен;
- Полибутилен.
Виды оборудования для изготовления
Оборудование для производства полипропиленовых труб (эксрудеры) – это машины таких типов:
- Шнековые. Они функционируют подобно соковыжималке или мясорубке.
- Бесшнековые. Они применяются для выпуска заготовок из смешанных материалов. Главной деталью в данных механизмах становится диск.
- Комбинированные. В этих механизмах шнекувую часть сочетают с диском.
ВАЖНО! Шнековий вид машин считается самым распространенным оборудованием для производства изделий из пластика.

Линии по изготовлению труб из пластика кроме экструдера имеют и такое оборудование:
- Система, подающая сырье.
- Машина, которая нарезает заготовки.
- Емкость для калибровок и охлаждения.
- Вытягивающий механизм.
- Смеситель.
- Транспортирующая лента.
- Вакуумная формовка.
- Накапливающий механизм, который выполняет укладку заготовок.
Выбор сырья
При выборе сырья останавливают выбор на гранулированном полимере, но при этом нужно внимательно смотреть на срок его годности.
А полипропилен и полиэтилен этими показателями практически не ограничивают, что делает его более удобным для использования.

С экономичной точки зрения выгодный сополимер и ПНД.
ВАЖНО! При открытии собственного производства для изготовления полипропиленовых труб и фитингов, советуют поддерживать сотрудничество с одним поставщиком. Потому, что смена сырья требует смены оборудования для выпуска полипропиленовой продукции.
Процесс изготовления
Главное оборудование, которое занимается обработкой сырья и превращает его в полипропиленовую трубу или фитинг, называется экструдер . А непосредственно само изготовление проходит в такой последовательности:
- Сырье для изготовления труб и фитингов подают в специальную камеру. Он является мелкими гранулами или идет в форме стружки. Также часто берут в работу вторичный сырьевой материал, прошедший предварительную обработку (измельчение). Вторичное сырье смешивают с основным.
- Используя электрический или газовый нагрев, засыпанную массу расплавляют. Показатели температуры при этом составляют от 230 до 250 градусов. Но он при этом не превращается в жидкость, а только становиться тягучим. Чтобы эта тягучая разогретая масса не приставала к стенкам аппарата, их покрывают тефлоном.
- Далее экструдер из густой смеси выдавливает заготовки по выставленному размеру. Обычно длина заготовки равняется двум с половиной метров. Все эти действия оборудование выполняет очень оперативно и абсолютно в автономном режиме. Человеческое вмешательство требуется только для установки нужных параметров для работы. Самое хорошее оборудование для производства полипропиленовых труб и фитингов способно выпускать до 200 кг изделий за час работы.
- Дальнейший этап это охлаждение заготовок. Для этого их укладывают в емкость для охлаждения. Процесс остывания происходит за пару минут. Затем он превосходно держит заданные габариты. В емкости для охлаждения пластик поддается процессу формирования, в ходе процесса материал основательно округляется и набирает нужных форм.
- По окончании технологического процесса производства, на изделия наносится маркировка, которая отображает параметры эксплуатации изделий, здесь проставляют номер партии и дату производства изделия. Затем заготовки расфасовывают, упаковывают и направляют в складские помещения или к потребителям.
Только для производства полипропиленовых фитингов приходится ставить дополнительное оборудование (станок).
Он не занимает большое количество площади, зато дает возможность увеличить ассортимент продукции. Для компаний это становиться важным фактором, особенно в условиях высокой конкуренции.
Главные проблемы и трудности производства
Выпускают строительные материалы почти все страны мира. Это относиться и к полипропиленовым трубам и другой пластиковой продукции, изготовление которых превосходно наладили в России.
Основная проблема отрасли кроется в том, что отечественные инвесторы не очень активно финансируют приобретение нового современного оборудования.
Многим предприятиям приходиться действовать старым технологиям, которые теряют свою актуальность на данный момент.
Единоразовые капитальные затраты могли бы стать залогом получения высокой прибыли в будущем. Но, этого не делают. Поэтому отечественные трубопрокатные материалы не могут создать достойную конкуренцию зарубежным аналогам.
Внешних отличий, если сравнить наши и зарубежные полипропиленовые изделия, нет. Но, практическое использование показывает разные результаты.
Как не промахнуться с бюджетом на серийное производство корпусов: 20 примеров из практики бюро по инженерному дизайну
Публикация всего двух статей о том, как самостоятельно оценить стоимость производства корпуса для прибора (первая и вторая) подняла просто волну запросов из серии «А вот сколько будет стоить наш корпус при тираже 5-100-1000- ∞ штук?»

Как выясняется в ходе общения, большинство запрашивающих ошибается в оценке затрат на производство на порядок. Не шучу.
Однако написать простую инструкцию (или ещё проще — сделать калькулятор) по оценке этих затрат я не смог: для этого придётся учесть слишком много параметров. Поэтому просто покажу на примерах тираж и цену. Да, вы не сможете точно оценить свой проект, но уже будет ясно, сколько вам потребуется денег — 100 000 рублей, миллион или больше.
А если вы напишете в комментариях, что конкретно вас интересует, постараюсь ответить с примерами: их есть у меня (с) огромное количество — от корпусов миниатюрных устройств до корпусов станков размером с дом.
I. Производство пластиковых деталей
Cтоимость производства мелких, небольших и крупных деталей
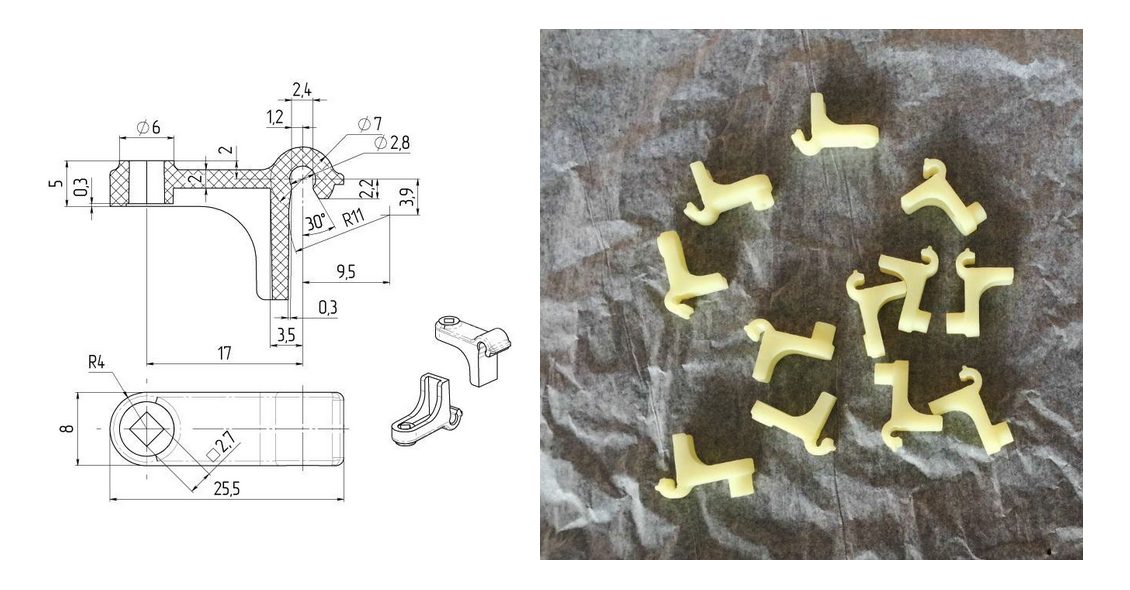
Деталь размерами 25х20 мм
Одна крепёжная деталь из ABS-пластика.
Стоимость прототипа — $60.
Стоимость форм — $1.500 (восьмиместная форма).
Ресурс форм — 300 тыс. циклов.
Стоимость одной детали — $0.08 при тираже 8 000 штук.
Деталь размерами 150х100 мм
Одна корпусная деталь из ABS-пластика.
Стоимость прототипа — $200.
Стоимость пресс-формы — $4.300.
Ресурс форм — 200 тыс. циклов
Стоимость одной детали — $0.5 при тираже 1 000 штук.
Деталь размерами 170х170 мм
Одна корпусная деталь из ABS-пластика.
Стоимость прототипа — $230.
Стоимость пресс-формы — 5.000$
Ресурс пресс-формы — 200 тыс. циклов.
Стоимость одной детали — $1.1 при тираже 10 000 штук.
Деталь размерами 530х120 мм
Материал — ABS-пластик.
Стоимость прототипа — $350.
Стоимость пресс-формы — $12.000.
Ресурс пресс-формы — 300 тыс. циклов.
Стоимость одной детали — $1.4 при тираже 10 000 штук.

II. Производство пластиковых корпусов
Cтоимость производства мелких, настольных, настенных, высоких и крупных корпусов
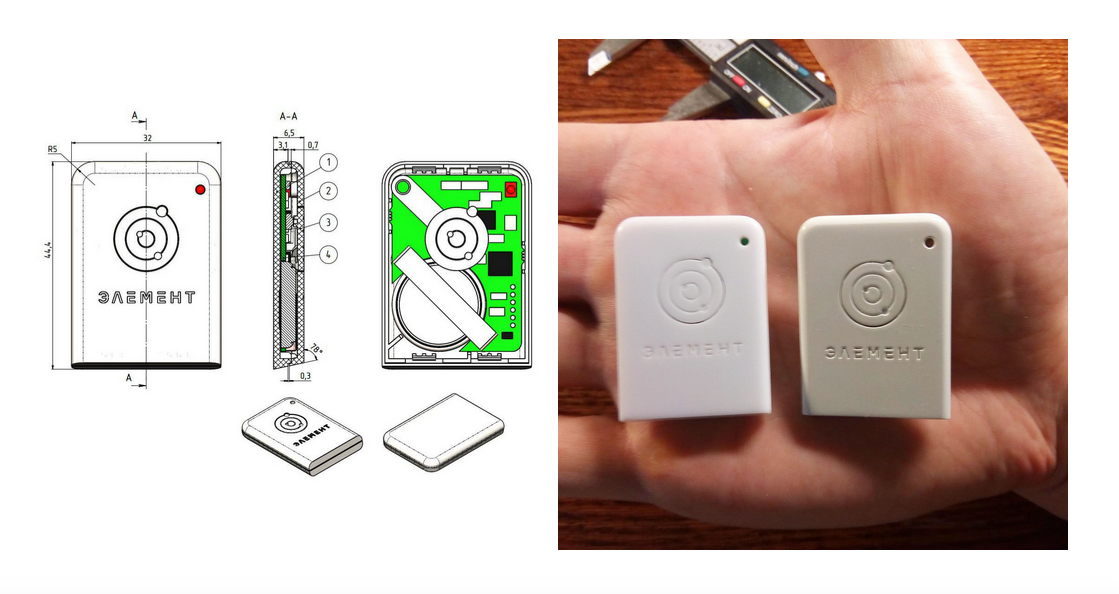
Корпус размерами 44х32 мм
Две корпусные детали и одна кнопка из ABS-пластика.
Стоимость прототипа — $150.
Стоимость пресс-формы — $2.500 (одна форма на три места).
Ресурс пресс-формы — 50 тыс. циклов
Стоимость комплекта деталей — $0.5 при тираже 5 000 штук.
Корпус размерами 60х30 мм
Две корпусные детали из ABS-пластика.
Стоимость прототипа — $200.
Стоимость пресс-формы — $5.000 (одна форма на два места).
Ресурс пресс-форм — 50 тыс. циклов
Стоимость комплекта деталей — $0.8 при тираже 1 000 штук.
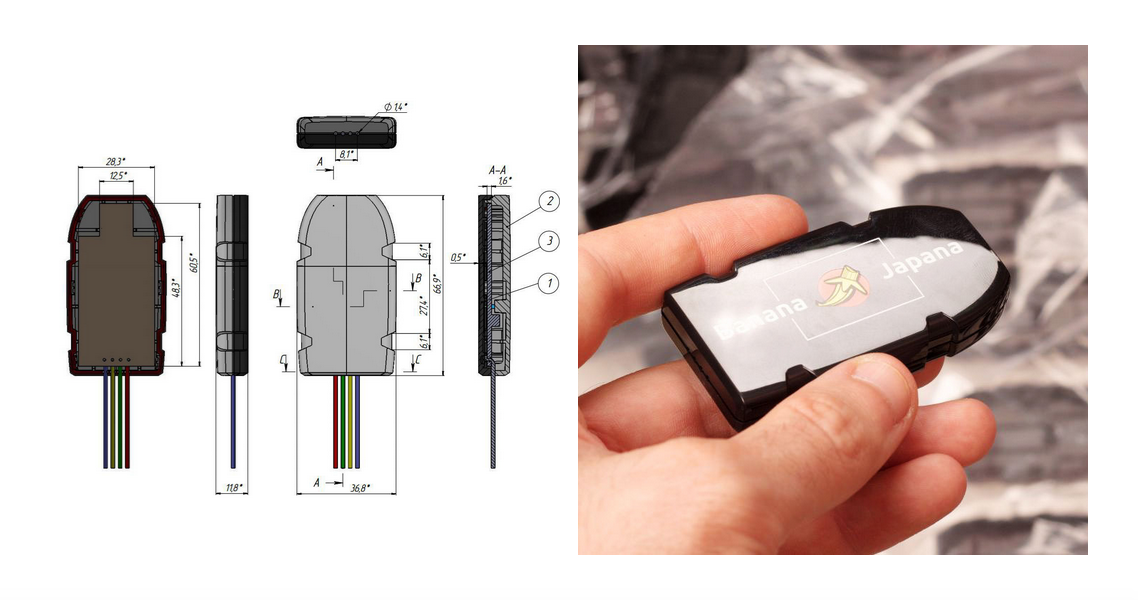
Герметичный (IP-66) корпус размерами 80х60х30 мм
Две корпусные детали из ABS-пластика и один резиновый уплотнитель.
Стоимость прототипа — $280.
Стоимость пресс-форм — $5.500 корпус (двухместная форма) и $1.500 — уплотнитель.
Ресурс пресс-форм — 50 тыс. циклов.
Стоимость комплекта деталей — $1.3 при тираже 1 000 штук.
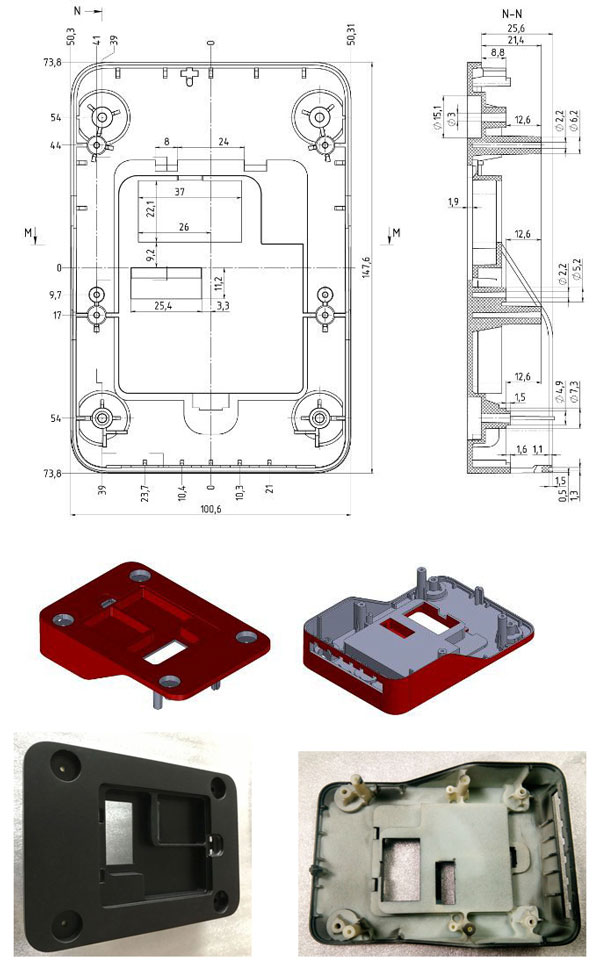
Корпус размерами 230х160х45 мм
Две корпусные детали из ABS-пластика, три крепёжные детали из ABS-пластика.
Стоимость прототипа — $750.
Стоимость пресс-форм — $12.000 ($5.000 задняя крышка, $4.000 передняя крышка на два места, $3.000 крышки и шарниры на три места).
Ресурс форм — 300 тыс. циклов.
Стоимость комплекта деталей — $3 при тираже 5 000 штук.

Корпус размерами 300х200х65 мм
Две корпусные детали из ABS-пластика, одна крышка, одна рамка и один комплект кнопок из ABS-пластика.
Стоимость прототипа — $1.200.
Стоимость пресс-форм — $14.000 ($7.000 основание, $4.500 верхняя крышка, $2.500 крышка и кнопки).
Ресурс форм — 500 циклов.
Стоимость комплекта деталей — $6 при тираже 500 штук.
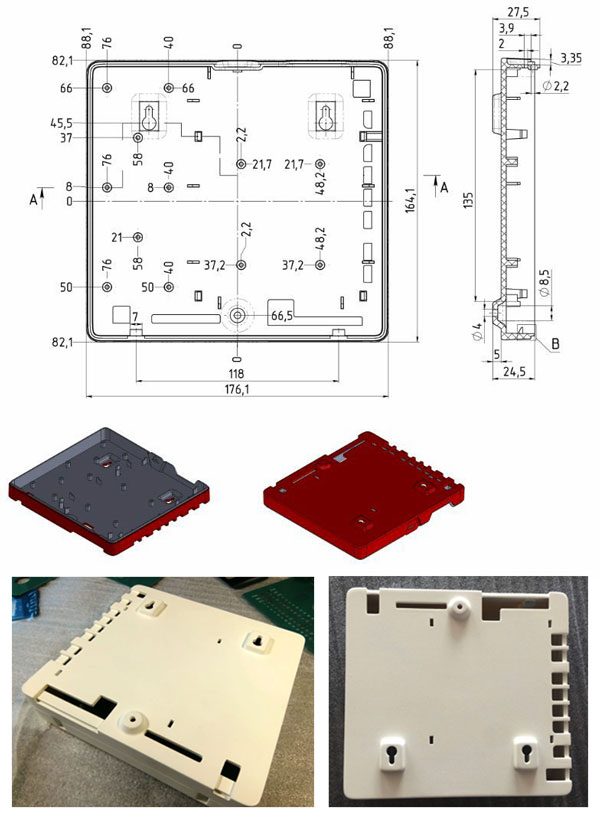
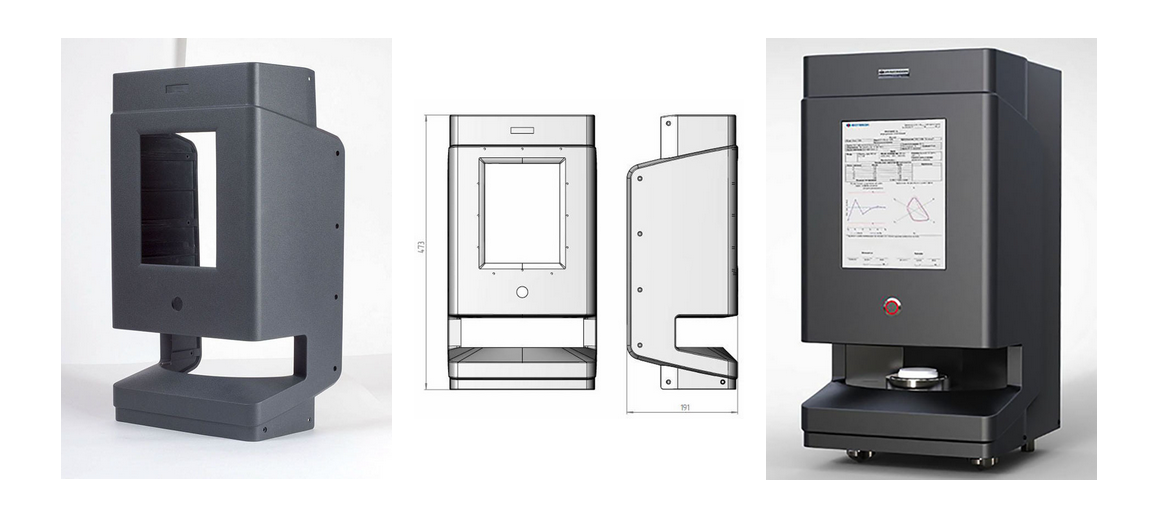
Корпус размерами 470х190х250 мм
Одна корпусная деталь из ABS-пластика.
Стоимость прототипа — $2.500.
Стоимость пресс-формы — $32.000.
Ресурс пресс-формы — 50 тыс. циклов.
Стоимость детали — $8.2 при тираже 1 000 штук.
Корпус размерами 800х800х380 мм
Две корпусные детали из ABS-пластика, комплект лопастей, рамка, фиксаторы
из ABS-пластика.
Стоимость прототипа — $5.000.
Стоимость пресс-форм — $150.000.
Ресурс форм — 300 тыс. циклов.
Стоимость комплекта деталей — $20 при тираже 10 000 штук.

III. Производство корпусов из листового металла
Cтоимость производства металлических корпусов методами резки и гибки — от небольших приборов до промышленных станков.
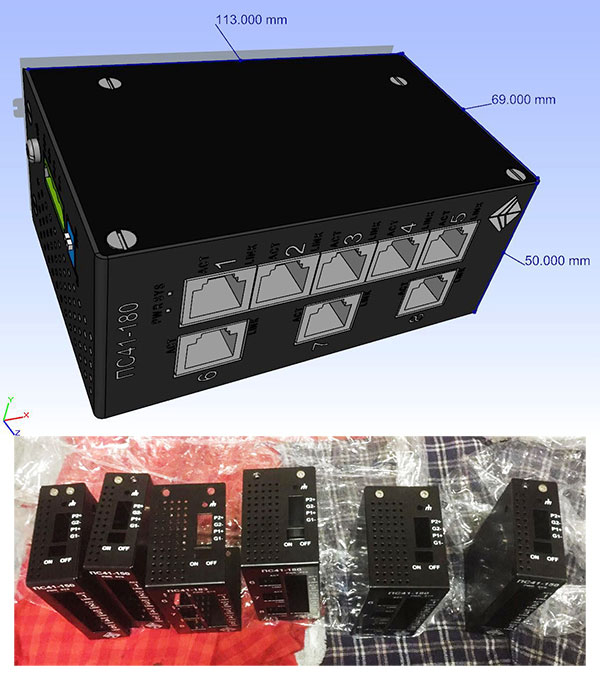
Корпус размерами 110х70х50 мм
Две металлические детали.
Стоимость прототипа — 20 000 руб.
Стоимость комплекта деталей — 500 руб. при тираже 1 000 штук.
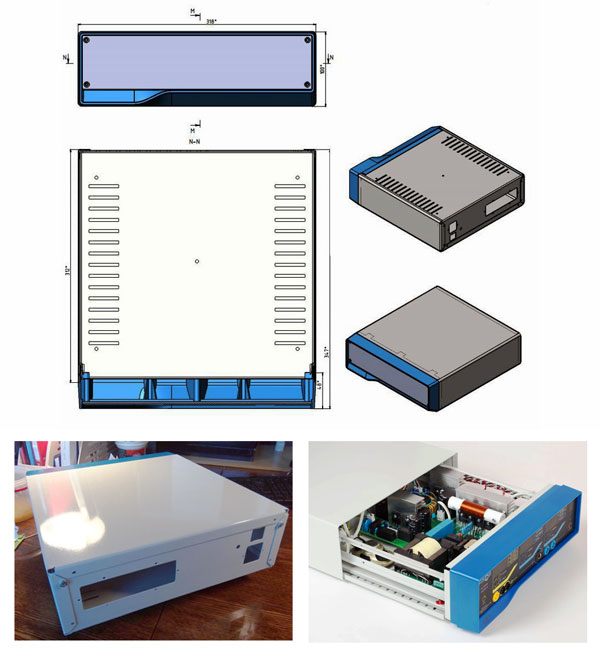
Корпус размерами 350х350х100 мм
Одна деталь — пластик, три детали — металл.
Стоимость прототипа (металл) — 20 000 руб.
Стоимость корпуса — 2 500 руб. при тираже 1.000 штук.
Стоимость прототипа (пластик) — 3 000 руб.
Стоимость пластиковой панели — 900 руб. при тираже 1 000 штук.
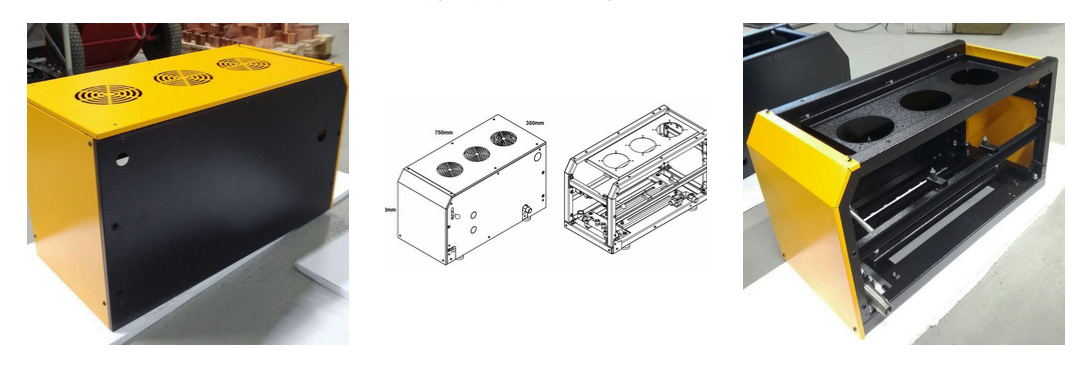
Корпус размерами 750х450х350 мм
Стоимость прототипа (металл) — 200 000 руб.
Стоимость единицы — 35 000 руб. при тираже 1 000 штук.
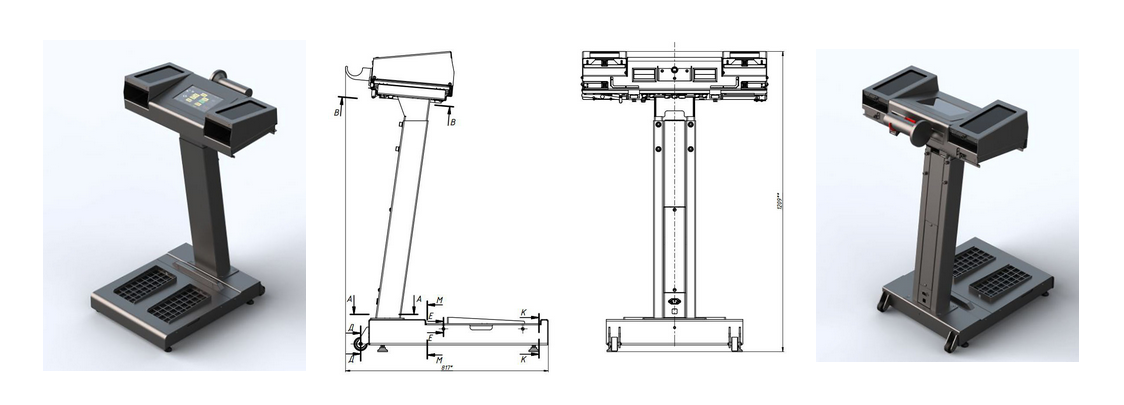
Корпус размерами 1300х800х700 мм
Стоимость прототипа (металл) — 300 000 руб.
Стоимость корпуса — 68 000 руб. при тираже 50 штук.
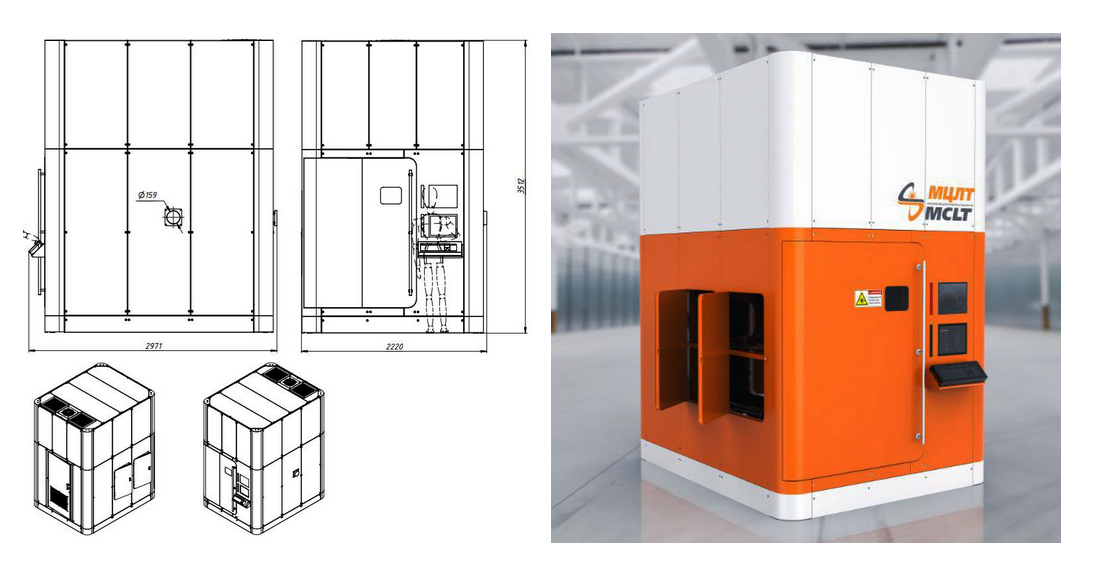
Корпус размерами 3500х3000х2200 мм
Стоимость прототипа (металл) — 1 300 000 руб.
Стоимость корпуса — 800 000 руб. при тираже 10 штук.
IV. Производство металлических корпусов по технологии литья под давлением
Cтоимость производства корпусов небольших приборов и устройств среднего размера
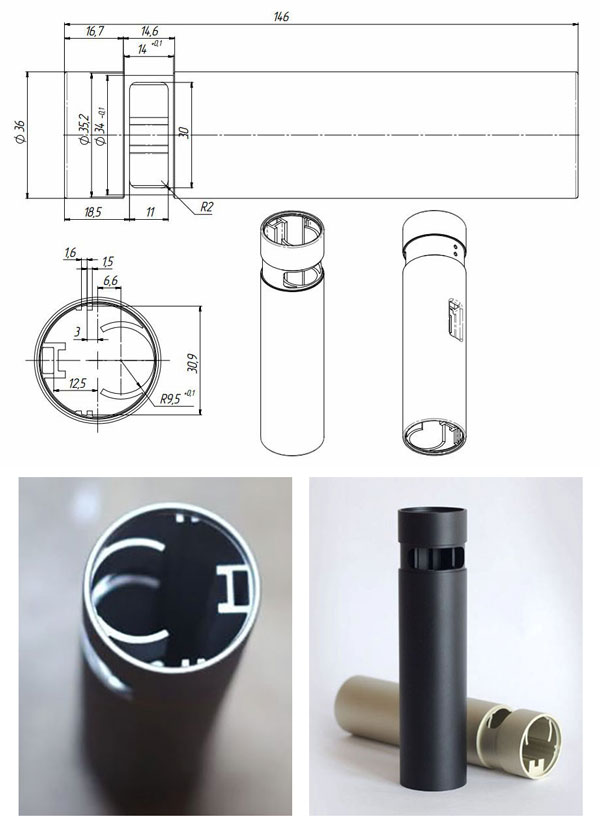
Корпус размерами 150х35 мм
Технологии: литьё алюминия под давлением, экструзия алюминия + дофрезеровка + анодирование.
Стоимость прототипа (металл) — $650.
Стоимость фильеры — $7.500.
Стоимость корпуса — $1.8 при тираже 10 000 штук.
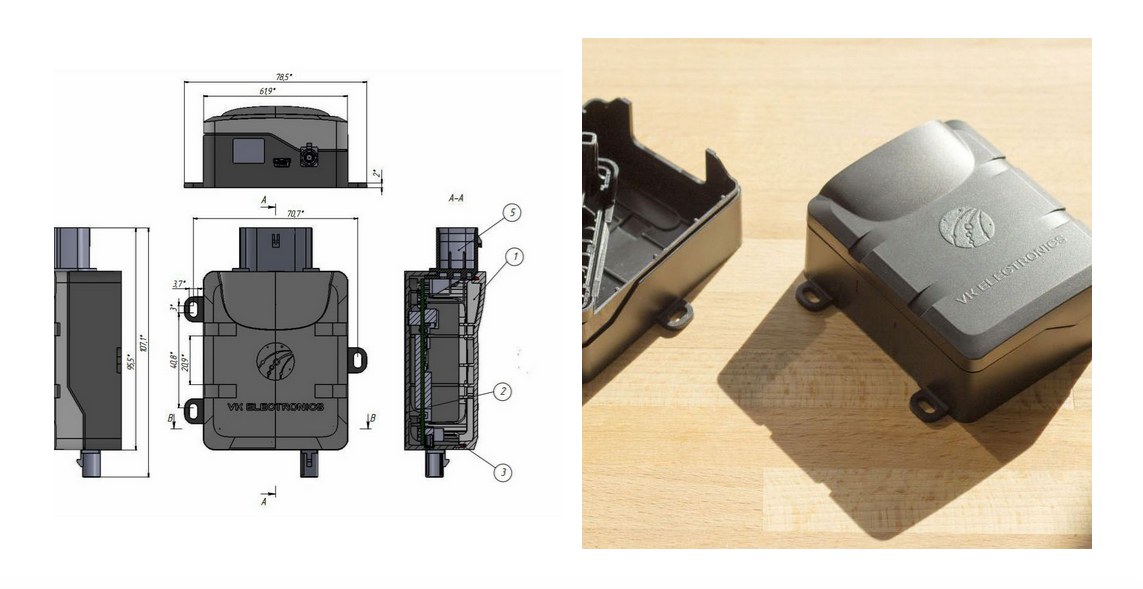
Корпус размерами 90х80х29 мм
Стоимость прототипа (металл — две корпусные детали из алюминия) — $700.
Стоимость пресс-формы (два места) — $9.000.
Ресурс форм — 30 тыс. циклов.
Стоимость корпуса — $3.2 при тираже 10 000 штук.

Корпус размерами 360х200х80 мм
Технологии: экструзия алюминия + дофрезеровка, гибка и резка металла + анодирование.
Стоимость прототипа (корпус полностью) — $800.
Стоимость фильеры — $3.000.
Стоимость корпуса — $110 при тираже 500 штук.

Корпус размерами 470х135х125 мм
Стоимость прототипа (металл — две корпусные детали из алюминия) — $2.000.
Стоимость пресс-формы (два места) — $42.000.
Ресурс форм — 150 тыс. циклов.
Стоимость корпуса — $93 при тираже 1 000 штук

Повторю, потому что это важно: простое сравнение (“О, у меня почти такой же корпус, значит, и стоить будет столько же!”) не годится: есть куча параметров, которые могут существенно повлиять на цену. Это и наличие в пресс-форме знаков, и уклоны, и незачищаемые сварные швы и т.д. Но примерно оценить можно. 
Источник https://trubanet.ru/plastikovye-truby/izgotovlenie-polipropilenovykh-trub-i-neobkhodimoe-oborudovanie-dlya-proizvodstva.html
Источник https://habr.com/ru/post/438832/
Источник




