Содержание
Оборудование технологических линий для производства железобетонных изделий и конструкций
В гражданском и промышленном строительстве нашей страны около 90 % сборного железобетона составляют типовые унифицированные конструкции, отвечающие требованиям заводской технологичности. Конструкции выполняются в основном линейными, плоскостными и блочными. К линейным конструкциям относятся колонны, фермы, ригели, балки, прогоны различного назначения; к плоскостным — плиты перекрытий и покрытий, панели стен и перегородок, стенки бункеров и резервуаров и т.п.; к блочным — массивные детали фундаментов, стен подвалов и т.п. Также изготавливают конструкции пространственного типа: объемные блоккомнаты, лифтовые шахты, сантехкабины, кольца колодцев и т.д. Производство железобетонных изделий и конструкций осуществляется на конвейерных, полуконвейерных, поточно-агрегатных, кассетных и стендовых технологических линиях и складывается из следующих процессов: приготовление бетонных и растворных смесей; изготовление арматурных изделий и элементов и закладных деталей; формование изделий; тепловая обработка; распалубка (снятие) изделий; отделка изделий; сборка и комплектация изделий с целью повышения их заводской готовности. Изготовление железобетонных изделий осуществляется в зависимости от технологии в перемещаемых или неподвижных (стационарных) формах. Наиболее распространена поточно-агрегатная технология производства, что объясняется ее гибкостью и универсальностью, возможностью производить изделия большой номенклатуры при относительно малых партиях.
В последние 10—15 лет стала широко внедряться технология монолитного строительства. Однако надо отметить, что до настоящего времени не налажена достаточно надежная система контроля качества в монолитном строительстве. Широкому внедрению монолитного домостроения способствовала невыразительная в архитектурном выражении и некачественная типовая застройка панельными домами в конце ХХ в. Появилось мнение, что переналадка и модернизация производственных линий по выпуску железобетонных изделий является экономически невыгодным и неверным управленческим решением, а сборное каркасное строительство из железобетона не может иметь современных и разнообразных архитектурных решений.
За последние годы технология изготовления железобетонных изделий заметно совершенствовалась, что позволило улучшить дизайн и качество панельных новостроек. Этому способствовали широко внедряемые технологии безопалубочного стендового формования пустотных настилов и линейных конструкций; линии циркуляции поддонов (паллет), которые позволяют одновременно производить большую номенклатуру железобетонных изделий (по размерам и конструкции) на одной технологической линии; метод использования «столов-подъемников» для формования плоскостных и вертикальных железобетонных элементов. Современные технологии производства ЖБИ обеспечивают значительно более широкие возможности для предприятий по производству сборного железобетона разнообразить архитектурно-строительные решения. Этому способствуют развитие систем опалубки и армирования при производстве железобетонных изделий и конструкций, что дало возможность возводить объекты сложных архитектурных форм и размеров.
Основным преимуществом использования сборных железобетонных конструкций в строительстве является применение сооружений каркасного типа, т.е.:
- возможность произвольного планирования площади каркасного сооружения;
- значительное сокращение сроков монтажа с применением и без электросварочных работ;
- отсутствие необходимости в отделке железобетонных элементов;
- высокое качество конструкций заводского изготовления;
- возможность ведения монтажных работ при отрицательных температурах;
- минимальная материалоемкость конструкций;
- обеспечение противопожарных требований к конструкциям без дополнительных мероприятий по увеличению огнестойкости;
- сокращение расходов на эксплуатацию сооружений в течение всего периода их эксплуатации.
Современные экономические реалии требуют от производителей железобетонных изделий и конструкций, с одной стороны, расширять номенклатуру выпускаемых изделий, быстро реагировать на требования и запросы строителей, развивать производство объемных конструкций и с другой — снижать себестоимость производства и потребление топливно-энергетических ресурсов.
Все ранее перечисленные способы изготовления в настоящее время остаются конкурентоспособными. Многие фирмы изготавливают и поставляют оборудование для них.
1. Поточно-агрегатный способ производства
Способ заключается в том, что технологические операции последовательно осуществляются на отдельных рабочих постах. Часть технологических операций возможно совмещать на одном посту: например, операции распалубки, чистки, осмотра и подготовки форм; формование изделия с отделкой поверхности и т.п. Формование производится на виброплощадках в одиночных и групповых формах, с применением пустотообразователей без вибромеханизмов; на формовочных установках с использованием пустотообразователей, оснащенных вибромеханизмами; на роликовых и ременных центрифугах, агрегатах вибрационного действия с применением вакуумирования и т.д. В состав технологической линии, как правило, входят формовочный агрегат с бетоноукладчиком; установки для заготовки и натяжения арматуры; формоукладчик; камеры твердения; участки распалубки, остывания и выдержки изделия, отделки и технического контроля; площадки под складирование арматуры, закладных деталей, утеплителя, складирования форм, их оснастки и текущего ремонта; стенд для испытания готовых изделий и т.д.
Технологическая линия для изготовления железобетонных изделий размером 3×6 м представлена на рис. 1.
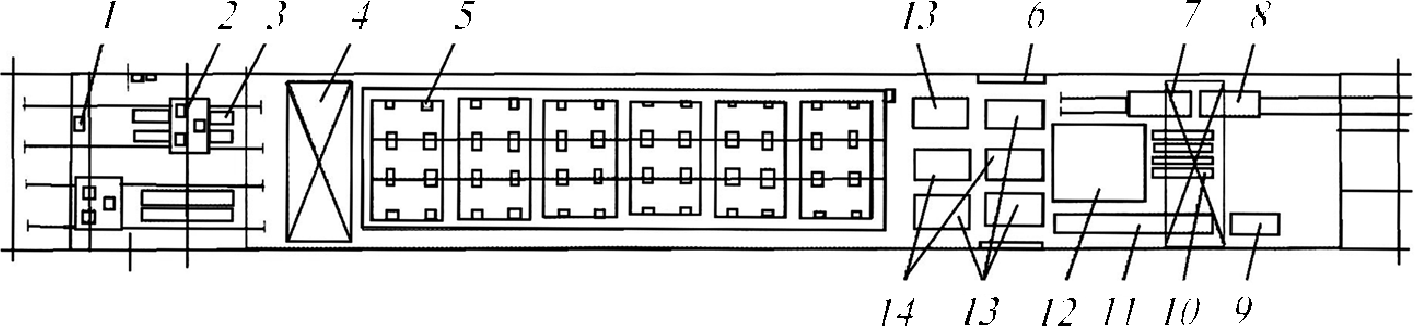
Рис. 1. Схема агрегатно-поточной линии для изготовления железобетонных изделий размером 3×6 м: 1 — раздаточный бункер; 2 — бетоноукладчик; 3 — виброплощадка; 4 — мостовой кран; 5 — пакетировщик форм; 6 — установка для электронагрева арматурных стержней; 7 — самоходная тележка; 8 — тележка-прицеп; 9 — стенд для контроля и ремонта изделий; 10 — стойки для ремонта изделий; 11 — склад арматурных стержней; 12 — площадка для выдержки изделий; 13 — пост для распалубки и сборки форм; 14 — склад арматурных сеток
Технологическая линия включает 4 поста распалубки и сборки форм, на которых производится разборка бортов формы, обрезка стержневой напряженной арматуры (в случае изготовления напряженно-арматурных изделий), съем изделия с помощью грузоподъемного устройства и установки на стенд контроля и ремонта, на площадку выдержки готовых изделий. После окончания выдержки мостовым краном и грузоподъемной траверсой изделие перемещается на тележку для вывоза готовой продукции на склад. Перед формованием форму очищают и покрывают эмульсией, собирают бортоснастку и укладывают арматурный каркас (сетки и стержни при изготовлении ненапряженных изделий), устанавливают закладные детали и посредством мостового крана с автоматическим захватом переносят и устанавливают на виброплощадку. Бетонная смесь укладывается в форму бетоноукладчиком, верхняя поверхность подвергается отделке заглаживающим устройством, установленным на бетоноукладчике или специальной машине. После этого форма со свежеотформованным изделием снимается мостовым краном с виброплощадки и устанавливается на пакетировщик ямной камеры, где подвергается тепловой обработке. После окончания тепловой обработки форма с изделием мостовым краном с автоматическим захватом снимается с пакетировщика ямной камеры и переносится на пост распалубки и сборки.
Комплекс оборудования для производства безнапорных труб диаметром 300…600 мм представлен на рис. 2.
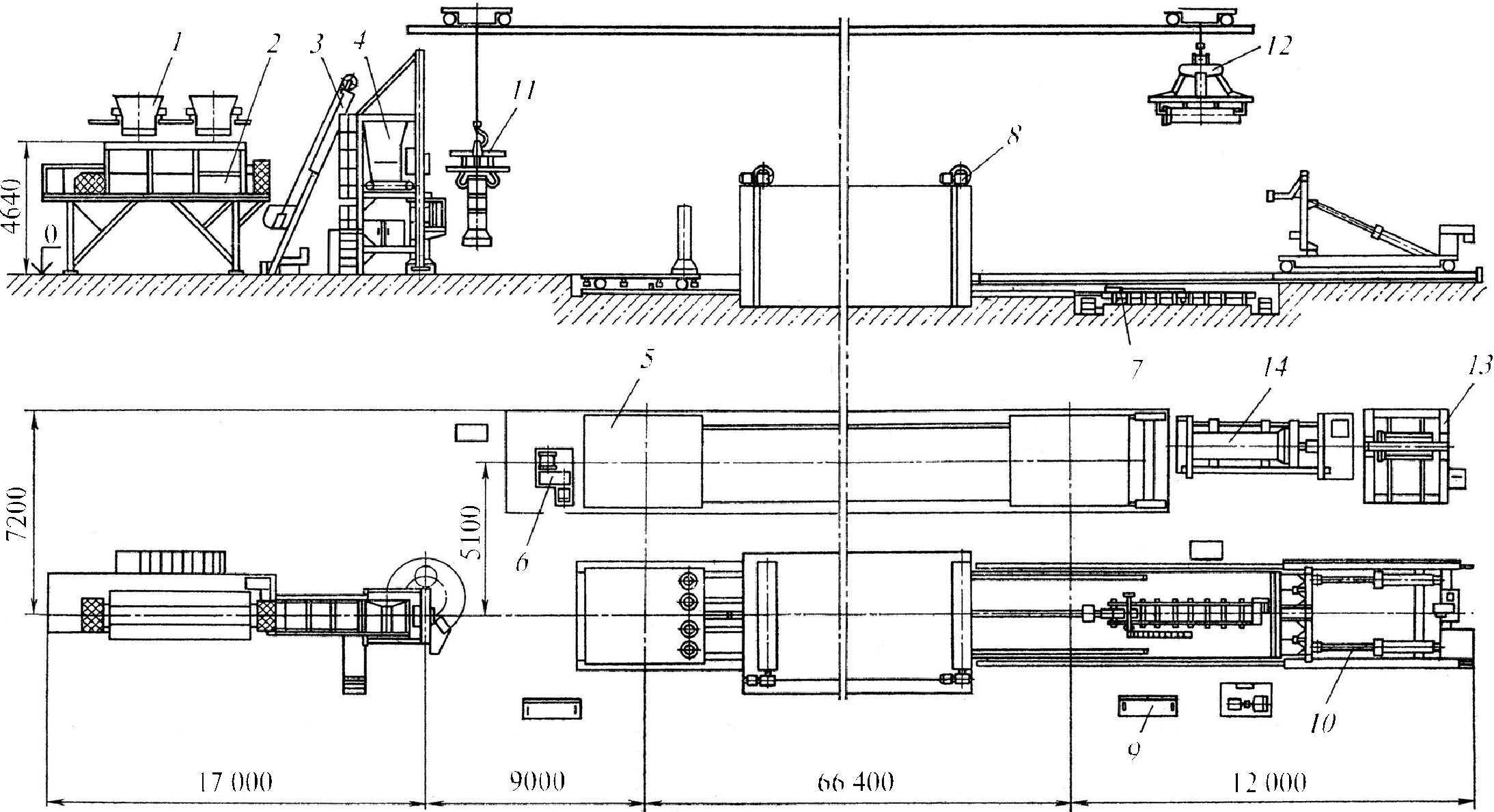
Рис. 2. Комплекс оборудования для производства безнапорных труб диаметром 300…600 мм: 1 — бункер бетоновозной эстакады цеха; 2 — питатель СМЖ-675; 3 — скиповый подъемник СМЖ-676; 4 — станок для изготовления безнапорных труб СМЖ-194А; 5 — поддон-тележка СМЖ-408А; 6 — привод возврата СМЖ-410А; 7 — устройство перемещения СМЖ-412А; 8 — шторный разделитель СМЖ-432А; 9 — система управления СМЖ-413А; 10 — кантователь СМЖ-414; 11 — захват СМЖ-416; 12 — захват СМЖ-417; 13 — стенд СМЖ-418; 14 — установка СМЖ-555
Комплекс оборудования обеспечивает выполнение всех технологических операций по производству труб — начиная от подачи бетонной смеси и кончая вывозом готовой продукции на склад. Бетонная смесь подается в бункер трубоформовочного станка СМЖ-194. Формование ведется в двухстворчатых формах, в нижней части которых устанавливается поддон. В процессе участвуют две формы: в одной ведется формование, другая в это время находится на распалубке. Форма перемещается на ось станка и обратно двухпозиционной каруселью при повороте ее платформы на 180°. Форма с отформованной трубой снимается с карусели станка и переносится на поддон-тележку, где после открытия замка производится распалубка путем подъема приоткрытой формы. Труба, стоящая на поддоне, остается на поддон-тележке, а форма собирается с новым поддоном и возвращается на карусель станка. После заполнения поддон-тележки определенным количеством отформованных труб она устройством для перемещения тележек заталкивается в туннельную камеру термовлажностной обработки и транспортируется по ней в заданном режиме. После выхода из камеры трубы, стоящие в первом ряду, снимаются с поддон-тележки и переводятся в горизонтальное положение самоходным кантователем, с которого они переносятся автоматическим захватом на тележку для вывоза или складируются в цехе. Гидроиспытание труб, а также испытание труб на прочность производятся на специальных стендах.
Для каждого типоразмера формуемой трубы в составе комплекта оборудования имеется форма и роликовая головка. В табл. 1 приведен состав комплекса оборудования для производства труб диаметром 300…600 мм.
Состав комплекса оборудования для производства труб
2. Конвейерные линии
Конвейерное производство является усовершенствованным видом поточно-агрегатного производства. При нем формы перемещаются от одного поста к другому специальными транспортными средствами в принудительном ритме. Процесс изготовления железобетонного изделия разделен на ряд технологических операций, одна или несколько из которых выполняются на определенном посту. Это обусловливает одинаковые или кратные расстояния между постами и одинаковые размеры агрегатов.
Конвейерные линии делятся:
- по характеру работы — на линии периодического и непрерывного действия;
- по способу транспортирования — с формами, перемещающимися по рельсам или роликам; с формами, образуемыми непрерывной стальной лентой или составленными из ряда элементов и бортовой оснастки;
- по расположению тепловых агрегатов — параллельно конвейеру в вертикальной или горизонтальной плоскости; в створе формовочной части конвейера.
Число постов на конвейерных линиях составляет 6…15; ритм работы 8…30 мин; скорость перемещения конвейеров колеблется от 10 до 60 м/ч.
Продолжительность ритма конвейерных и поточно-агрегатных технологических линий
| Формуемое изделие | Продолжительность цикла t, мин, при объеме бетона, м 3 | ||
| До 1,5 | 1,5…3,5 | 3,5…5 | |
| Однослойное несложной конфигурации | 10/8 | 16/12 | 25/23 |
| Однослойное сложной формы, несколько изделий в одной форме | 13/10 | 22/20 | 36/30 |
| Многослойное или офактуренное | 25/18 | 32/24 | 40/30 |
Примечание. В числителе — значения продолжительности цикла для поточноагрегатной линии, в знаменателе — для конвейерных линий
Конвейерная линия по производству панелей наружных стен приведена на рис. 3.
В зависимости от компоновки и состава комплекс оборудования может располагаться в строительных пролетах шириной 18 или 24 м. Технологические посты подготовки форм, формования и отделки изделий располагаются на полу цеха. Камеры термической обработки выполнены подземными, туннельного типа, одноярусными. Две камеры вместимостью по десять форм предназначены для нагрева и изотермической выдержки изделий при их термической обработке, а третья (вместимостью пять форм) — для охлаждения.
На первой ветви конвейера установлено следующее оборудование: подъемник СМЖ-789-01; устройство для открывания и закрывания бортов СМЖ-793; консольный кран СМЖ-23Б; кантователь СМЖ-493А; передаточное устройство 2784/124; бетоноукладчик СМЖ-787; виброплощадка СМЖ-773; рельсы подъемные СМЖ-806 для опускания формы на виброплощадку; привод конвейера СМЖ-790; передаточная тележка СМЖ-444-02.
На второй ветви конвейера установлено следующее оборудование: бетоноукладчик СМЖ-787; подъемные рельсы СМЖ-806; виброплощадка СМЖ773 для уплотнения слоя раствора; привод СМЖ-790; отделочная машина СМЖ-461; подъемник СМЖ-789.
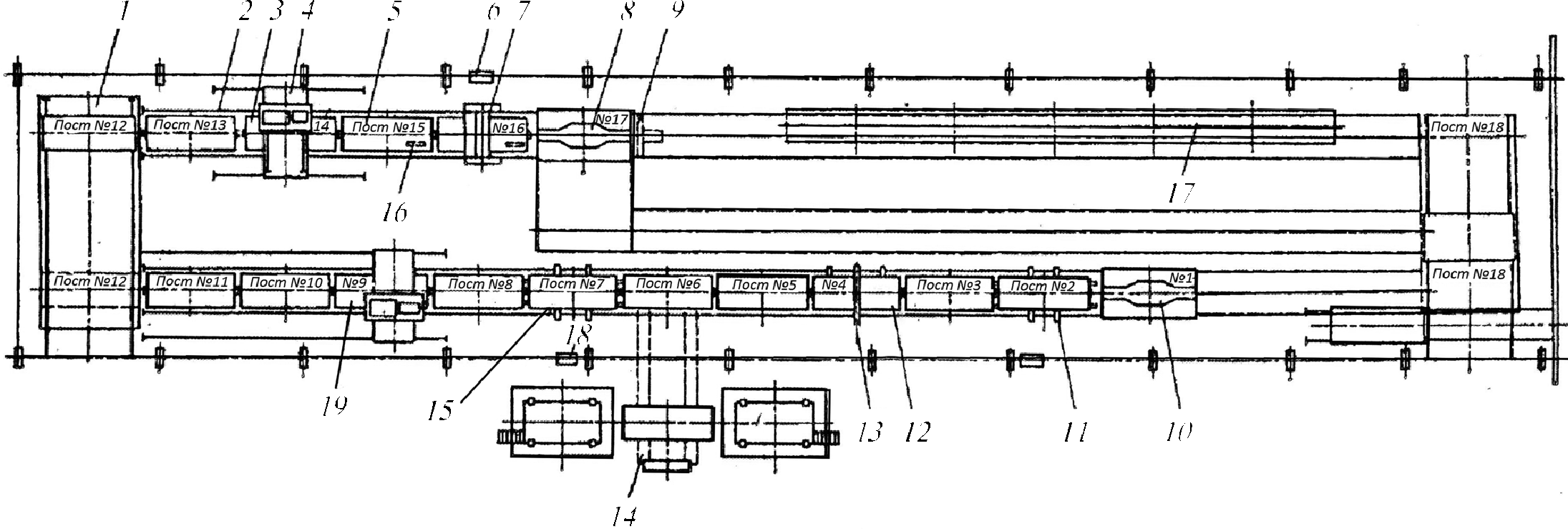
Рис. 3. Комплекс оборудования 7981/1 конвейерной линии для изготовления панелей наружных стен: 1 — передаточная тележка СМЖ-444-02; 2 — подъемные рельсы СМЖ-806; 3, 19 — виброплощадки СМЖ-773; 4 — бетоноукладчик СМЖ-787; 5 — поддон СМЖ-805; 6, 18 — насосная установка СМЖ-3003В; 7 — отделочная машина СМЖ-461; 8 — подъемник СМЖ-789; 9 — затвор СМЖ-791; 10 — подъемник СМЖ-789-01; 11, 15 — устройство для открывания и закрывания бортов СМЖ-793; 12 — кантователь СМЖ-439А; 13 — консольный кран; 14 — передаточное устройство 2784/124; 16 — фиксаторы СМЖ-788; 17 — резервное место для линии отделки и комплектации
На линии формования производятся следующие виды отделки поверхности изделий: цветным бетоном трех цветов; рельефом (с помощью матриц); керамической или стеклянной плиткой; обнажением декоративного заполнителя. На линии отделки производятся окраска водоэмульсионными красками, отделка декоративной крошкой.
Описание технологических операций на постах приведено в табл. 3.
Описание технологических операций на постах
Устройство для открывания бортов СМЖ-793.
3. Кассетное производство
Кассетное производство широко используется при изготовлении сплошных панелей перекрытий и внутренних стен, перегородок промышленных зданий, лестничных маршей, вентиляционных блоков и т.п. Формование изделий осуществляется в двухи многоместных формах периодического действия, в том числе с пустотообразователями, и в кассетах непрерывного действия (кассетноконвейерный способ производства). Уплотнение бетонной смеси производится с помощью наружных и глубинных вибровозбудителей. Термическая обработка осуществляется на месте за счет циркуляции пара внутри тепловых отсеков кассеты.
Принципиальные схемы кассетных технологий представлены на рис. 4.
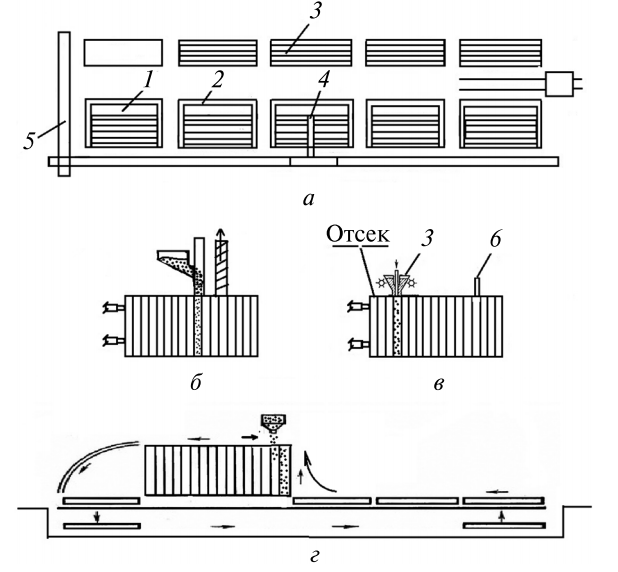
Рис. 4. Принципиальные схемы кассетных технологий: а — типовая; б — кассетно-конвейерная линия с подвижными щитами; в — кассетно-шаговый конвейер; г — вертикально-замкнутая кассетная линия; 1 — кассетная установка; 2 — тепловая обработка; 3 — подача бетона; 4 — пост дозревания; 5 — конвейеры подачи бетона; 6 — извлечение отформованного изделия
Кассетно-формовочные установки работают по стендовой технологии и специализированы на выпуск определенного типа ЖБИ. Установки размещаются в технологическую линию. Бетон подается в отсеки установок с помощью бетонораздатчика. После укладки и уплотнения бетонной смеси проводится термическая обработка путем подачи в тепловые отсеки пара. После окончания термической обработки кассеты раскрываются, изделия мостовым краном извлекаются вверх и передаются на установку для отделки поверхностей, состоящей из кантователя и шпаклевочной машины. После отделки и выдержки панели мостовым краном с автоматическим захватом устанавливаются на самоходную тележку и отправляются на склад готовой продукции.
Типовые линии имеют годовую производительность до 140 тыс. м 3 /год с количеством кассетных установок 10. В табл. 4
представлен комплект оборудования технологической линии производства панелей внутренних стен и перегородок с применением кассетно-формовочных установок.
Комплект оборудования кассетно-формовочной линии
пола внутренних стен
На рис. 5 представлена схема технологической линии для изготовления изделий крупнопанельного домостроения на кассетноконвейерной линии способом вертикального формования.
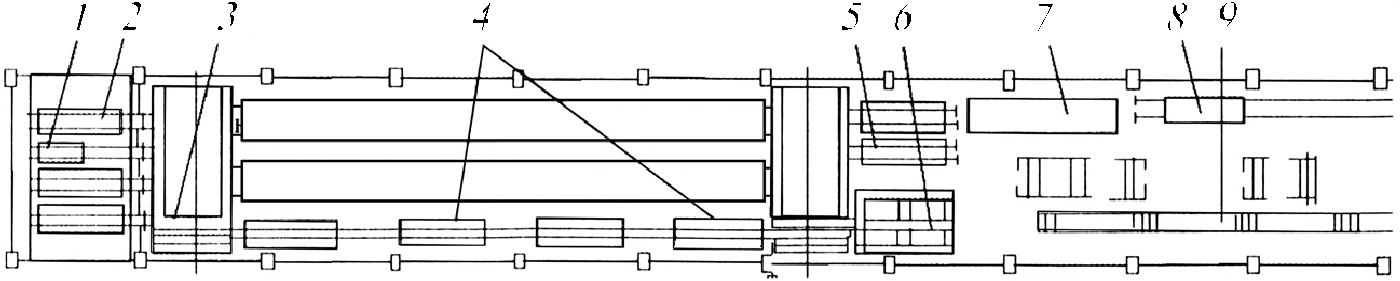
Рис. 5. Схема технологической линии для изготовления изделий крупнопанельного домостроения способом вертикального формования: 1 — бетоноукладчик; 2 — установка вертикального формования; 3 — передаточная тележка с толкателем; 4 — вертикальные формы; 5 — пост переоснастки; 6 — кантователь; 7 — пост выдержки изделий; 8 — самоходная тележка; 9 — линия отделки и комплектации изделий
Технологическая линия состоит из трех постов формования, бетоноукладки, линии подготовки форм, туннельных камер тепловой обработки и двух передаточных тележек, обеспечивающих передачу форм на посты формования и проталкивания форм в туннельных камерах. Формовочная установка СМЖ-776 предназначена для формования железобетонных изделий в вертикальном положении на формах-вагонетках и первой стадии тепловой обработки, обеспечивающей набор прочности бетона, необходимый для отодвижки щитов от изделий. На одном посту одновременно формуются изделия в двух формах-вагонетках, т.е в четырех формовочных отсеках. Формовочная установка имеет раму со средним тепловым отсеком, установленную на фундаменте на резиновых амортизаторах, две поворотные рамы с шарнирами и два откидных щита с тепловыми отсеками и замками. Вибраторы установлены на откидных щитах. Бетоноукладчик СМЖ-777 имеет мост, перемещающийся по рельсовому пути, и раздаточный бункер, который перемещается в перпендикулярном направлении. Распалубочное устройство СМЖ-778 имеет гидропривод и предназначено для распалубки изделий посредством их отрыва от поверхности среднего отсека формы вагонетки.
Линия имеет следующие технологические посты: № 1 — распалубки и съема готовых изделий; № 2 — чистки форм-вагонеток; № 3 — смазки форм вагонеток; № 4 и 5 — установки арматурных каркасов и закладных деталей. На посту № 5 также происходит подогрев изделий.
Линия работает следующим образом. Первая передаточная тележка забирает форму-вагонетку с поста № 5, после чего вторая передаточная тележка передает форму-вагонетку на пост № 1, проталкивая весь состав форм-вагонеток. Затем первая и вторая тележки перемещаются до совпадения пары рельсов с рельсами линии подготовки. Первая тележка закатывает на себя вторую форму-вагонетку, а вторая тележка перемещает следующую форму на линии подготовки. Первая тележка перемещается к одной из формовочных установок и заталкивает в них поочередно формы-вагонетки, после чего установка закрывается наружными щитами, стягивая формывагонетки, и в нее подается пар. Производится формование, которое осуществляется бетоноукладчиком с одновременным виброуплотнением бетонной смеси навесными вибраторами. После чего проводится первичная тепловая обработка в течение 2 ч за счет поочередного формования изделий на трех формовочных постах.
Затем вторая передаточная тележка забирает из камер тепловой обработки две формы-вагонетки с изделиями, прошедшими тепловую обработку, и направляет их на линию подготовки. А первая тележка после отхода наружных щитов формовочных установок от изделий забирает две формы-вагонетки с формовочного поста и направляет их в те же камеры. Термообработка изделий в камерах осуществляется установленными в них паровыми регистрами.
4. Стендовые технологические линии
При стендовом производстве изделия формируются в стационарных формах, тепловлажностная обработка проводится непосредственно на месте формования. Стендовое производство целесообразно использовать при производстве крупноразмерных и массивных изделий, предварительно напряженных изделий, таких как фермы, подкрановые балки, стропильные балки, плиты типа КЖС и т.п. На рис. 6 представлена стендовая технологическая линия производства комплексных плит типа КЖС размером 3×18 м.
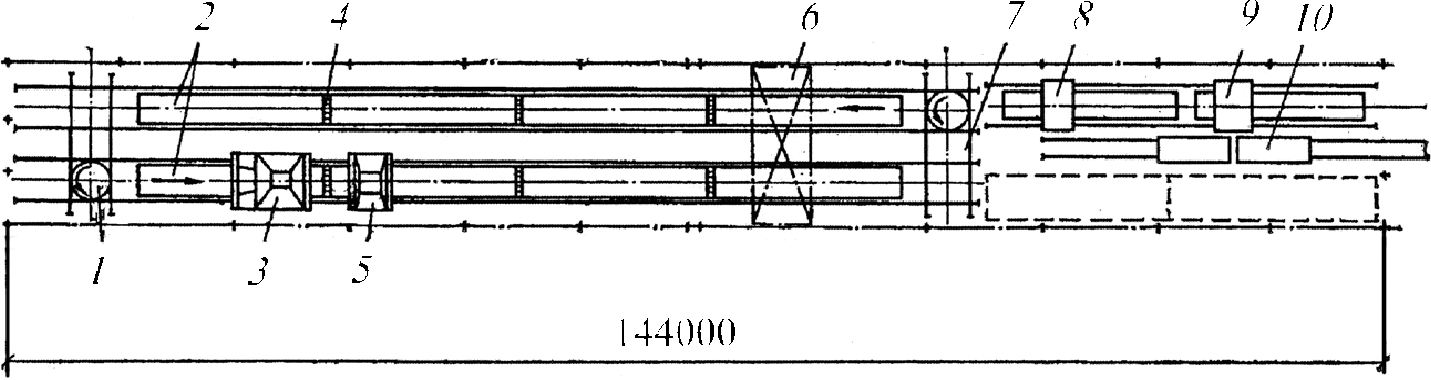
Рис. 6. Схема стендовой технологической линии для производства комплексных плит типа КЖС размером 3×18 м: 1 — поворотный круг; 2 — силовые формы; 3 — бетоноукладчик для формования верхней плиты; 4 — переходной мост; 5 — бетоноукладчик для ребер; 6 — мостовой кран; 7 — передаточный путь; 8 — машина для укладки пароизоляции; 9 — машина для укладки утеплителя; 10 — тележка для вывоза готовой продукции
Технологическая линия имеет 8 силовых форм, над которыми по рельсам перемещаются два бетоноукладчика: первый укладывает бетонную смесь в ребра панели, а второй образует ее верхнюю плиту. Для перемещения бетоноукладчиков по линиям формования предусмотрены передаточные пути 1 и 7. В составе линии предусмотрены посты и оборудование для укладки пароизоляции и утеплителя. В качестве утеплителя используются синтетические материалы.
В последнее время получили широкое распространение линейные стендовые линии безопалубочного формования для изготовления пустотного настила, ригелей, промышленных стеновых панелей. При производстве пустотного настила эти технологические линии имеют безусловное преимущество перед другими технологиями. Для линейных технологических стендов целесообразно иметь длину стендов (пустотного настила) до 120 м, 5…6 формовочных дорожек шириной 1,2 м.
Эффективность технологии безопалубочного формования достигается за счет снижения расхода цемента благодаря увеличению несущей способности предварительно напряженных плит и использованию более низких марок цемента, снижения расхода арматурной стали до 25 % и возможности снижения численности обслуживающего персонала до 50 %. Конфигурация основного оборудования примерно одинакова, независимо от того, какая формовочная машина применяется — слипформер или экструдер.
Состав основного оборудования:
- шесть дорожек пустотного настила шириной от 1,2 и длиной до 120 м;
- экструдер (с набором бортовой оснастки по высоте плит) или слипформер (с комплектом формооснастки по высоте плит);
- распиловочная машина;
- активная и пассивная станции;
- станция натяжения каната (арматуры);
- грузоподъемные механизмы;
- машина для установки изотермического чехла;
- оборудование для термической обработки.
На рис. 7 и 8 изображена технологическая линия безопалубочного формования пустотного настила.
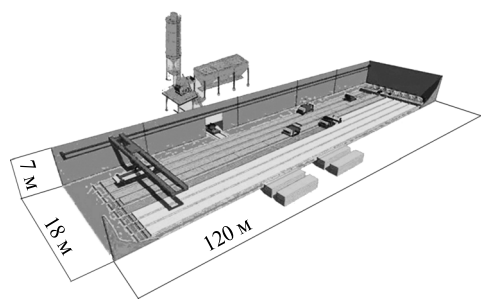
Рис. 7. Компоновка стендовой технологической линии безопалубочного формования
Технологическая линия работает следующим образом. Машина для очистки осуществляет очистку дорожек после снятия с них готовых изделий и покрывает их эмульсией. На дорожку устанавливается машина для раскладки проволоки, после чего осуществляется ее натяжение. Далее машина для раскладки проволоки переставляется на другую дорожку, а взамен устанавливаются формовочная машина (экструдер или слипформер) и бункер для подачи бетонной смеси. Затем осуществляется формование изделия. При этом экструдер перемещается за счет уплотнения бетонной массы, а слипформер движется при помощи лебедки, смонтированной на нем. После окончания формования дорожки мостовым краном формовочная машина переносится на пост мойки, а бункер переставляется на другую дорожку (периодически он тоже подвергается мойке в течение смены). На дорожку мостовым краном устанавливают машину для раскладки защитного покрытия. После этого осуществляется прогрев отформованного изделия путем подогрева настила дорожки горячей водой, паром или с помощью электрических нагревателей. После окончания термической обработки прекращается натяжение проволоки, убирается защитное покрытие. Мостовым краном на дорожку устанавливается машина для резки, которая осуществляет распиловку изделия на мерные части, после чего готовые изделия отправляются на склад, а цикл повторяется.
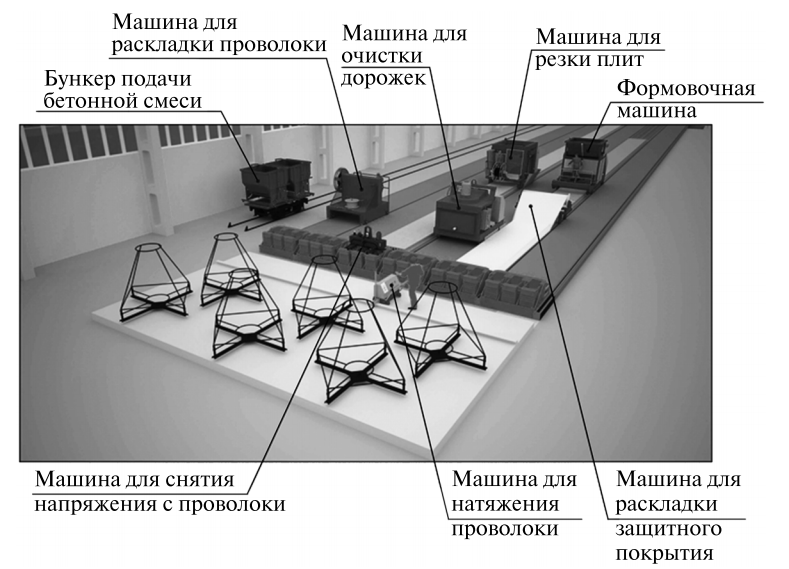
Рис. 8. Основное оборудование стендовой технологической линии безопалубочного формования пустотного настила
Комплекты оборудования для безопалубочного формования производятся отечественными и зарубежными производителями.
5. Технологические линии с циркуляцией поддонов (паллет)
Технология получила широкое распространение в последние годы. Ее особенностью является использование поддонов (паллет) размером 12,5×4 м, передвигающихся по роликоопорам и с помощью подъемных платформ, устанавливаемых в камеры тепловлажностной обработки, возможность одновременного производства на технологической линии значительной номенклатуры изделий, имеющих различные размеры и конструкции.
Данная технология относится к разновидности поточно-агрегатного способа производства.
Перед началом производственного цикла поддоны проходят через стационарный пост очистки поверхности и кромочных планок с последующим распылением эмульсии (смазки) опалубочных поверхностей. Высокоточный опалубочный робот устанавливает опалубку на поверхность поддонов с учетом контуров изготавливаемых элементов. Далее производится укладка вручную арматуры и закладных деталей. Арматурные сетки изготавливаются для соответствующих элементов индивидуально и в срок. Затем при помощи бетонораздатчика происходит укладка бетона в подготовленные поддоны. Транспортирование бетона осуществляется линией адресной подачи, которая позволяет транспортировать необходимое количество бетона к отдельным постам бетонирования. Для уплотнения используется виброуплотнение. Для затирки свежеуложенных и уплотненных изделий применяется заглаживающая рейка. По истечении времени выдержки и схватывания бетонной поверхности производится ее финишная отделка при помощи лопастного заглаживателя. Для твердения поддоны с «заглаженной» поверхностью изделий транспортируются с помощью подъемно-передаточного устройства в штабельные камеры термической обработки. После окончания производственного цикла готовое изделие наклоняется вместе с поддоном под углом до 75° для вертикального съема и отправки на склад готовой продукции.
Установка бортоснастки, передвижение поддонов по постам технологической линии, изготовление арматурного каркаса для изделия, размещение в отсеках стеллажа штабельной камеры осуществляются автоматически через центральную систему управления.
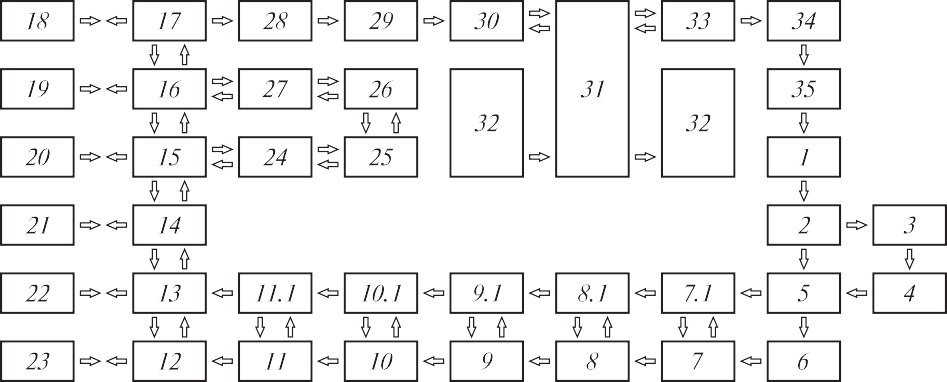
Рис. 9. Технологическая схема процесса производства наружных многослойных стеновых панелей на линии циркуляции поддонов (паллет): 1 — съем готового изделия с последующей подачей в стеллаж; 2 — чистка паллеты шпателем; 3 — чистка паллеты вращающимися щетками; 4 — смазка паллеты эмульсолом из вращающихся сопел; 5, 6 — разметка паллеты плоттером; 7, 7.1, 8, 8.1, 9, 9.1, 10, 10.1, 11, 11.1 — установка опалубки и укладка проемообразователей, укладка полиуретановых матриц; 12, 13, 14, 15 — армирование нижнего слоя изделия; 15, 16, 28 — армирование верхнего слоя изделия; 16, 27 — бетонирование нижнего слоя изделия; 17, 28 — бетонирование верхнего слоя изделия; 18—23 — многофункциональные резервные посты; 24, 25, 26 — укладка утеплителя; 27 — уплотнение бетонной смеси; 29, 30 — разглаживание бетона, уплотнение его виброрейкой; 31 — пост передачи паллеты в штабельный стеллаж для термической обработки изделия; 32 — сушка изделия; 33, 34 — заглаживание лопастным заглаживателем; 35 — съем бортоснастки
Необходимые производственные данные посылаются каждой машине автоматически, визуализируются, анализируются и затем оптимизируются. Для составления CAD-данных при помощи специальных программ чертятся здания и отдельные стеновые элементы и элементы перекрытий
Примерный состав оборудования линии с циркуляцией поддонов (паллет):
- 30 поддонов размером 12,5×4 м;
- система опалубки с магнитной фиксацией для элементов толщиной от 120 до 420 мм;
- 4 стеллажа камеры термической обработки;
- плоттер для разметки контуров элементов на поддонах;
- вспомогательные краны для установки-снятия опалубки;
- бетонораздатчик с двойным бункером;
- вибрационная уплотняющая установка;
- виброрейка;
- лопастное заглаживающее устройство;
- кантователь;
- установка для чистки поддонов (паллет).
Технологическая схема процесса производства наружных многослойных стеновых панелей на линии циркуляции поддонов представлена на рис. 9.а рис. 9.
Производственная линия 3DRDN-1200 для заборов 3D под ключ

Базовый комплект оборудования под ключ для бизнеса по изготовлению 3D заборов. Производственное решение 3DRDN-1200 — это набор станков для подготовки проволоки, сварки заборной сетки и нанесению полимерного покрытия на заборных ограждениях 3D. Основа производственной линии 3DRDN-1200 — полуавтоматическая машина контактной сварк 3DPAL. Стоимость комплекта оборудования ориентирована на начальный бизнес среднего размера, обладает достаточной степенью автоматизации и отличной производительностью — до 1200 квадратных метров забора в смену (до 160 секций, размером 2500*3000 мм).
Высокая производительность достигается за счёт автоматического бункера для подачи поперечного прутка и л откового модуля подачи и торцевания продольных прутков MP , который позволяет оптимизировать ручной процесс заряда прутков в сварочную машину.
Для предотвращения перегрева трансформаторов и электродов в производственной линии предусмотрена система охлаждения MSO-60 .
Нарезка прутков в заданный размер происходит с помощью двух высокоточных правильно-отрезных станков серии 3DSPO или 3DSPOU (4-8 мм).
В базовой комплектации включен формирователем ребра жёсткости GFRJ для создания V-образного рельефа на заборной панели.
Готовое решение 3DRDN-1200 оснащается линией полимерно-порошковой покраски LPT-150 . в который входит камеры напыления и печь полимеризации порошковой краски.
Данный вариант линии отлично подойдёт компаниям, которые только начинают свою деятельность. Благодаря низкой стоимости производственная линия имеет максимально короткие сроки окупаемости. Линия 3DRDN-1200 не требует больших производственных площадей, это убережёт Заказчика от дополнительных расходов на аренду или покупку цехов для организации работы.
- Краткое описание производства заборных ограждений 3D ▼
В состав производственной линии входит:
- Правильно отрезной станок — 3D СПО 60/2,5-5, количество 2 шт;
- Линия для производства сварных заборов 3DPAL, количество 1 шт;
- Гидравлический формирователь ребра жёсткости 3D, количество 1 шт;
- Компрессор производительностью 800м3/ч, количество 1 шт;
- Лентопильный станок, количество 1 шт.
- Линия полимерно-порошковой покраски, количество 1 шт;
- Термическая камера (тупиковая)
- Камера напыления
- Транспортная система
- Комплект оборудования для нанесения полимерно-порошковой краски
Линию обслуживают 4 рабочих:
- Первый рабочий — оператор правильно отрезных станков — 3DСПО;
- Второй рабочий — оператор линии по сварке заборных секций 3DPAL;
- Третий рабочий — оператор гидравлического формирователя жёсткости 3D;
- Четвёртый рабочий — производит полимерно-порошковое напыление на заборные секции и спекает в термической камере.
Краткое описание процесса производства сварных заборных ограждений 3D:
- На правильно-отрезном станке — 3DSPO первый рабочий производит правку и мерную резку продольных и поперечных прутков необходимой длины и подносит их к сварочной линии 3DPAL, в основном для производство заборов 3D применяют оцинкованную проволоку диаметром 4-5мм, но 3DPAL способна сваривать заборные сетки из проволоки от 3 до 8 мм.
- Второй рабочий укладывает продольные прутки в направляющие лотки и выставляет их на торцеватель (УДПП), а поперечные прутки скидываются в место сварки с помощью автоматического бункера. После сварки первого прутка каретка с сервоприводом подъезжает и захватывает его, далее происходит перемещение на заданный шаг, после чего процесс сварки повторяется.
- Поскольку правка и резка проволоки на правильно-отрезном станке — 3DSPO происходит в автоматическом режиме, первый рабочий помогает третьему;
- Третий рабочий с помощью первого рабочего на сварной сетки с помощью Гидравлического формирователя производят нужное количество рёбер жёсткости и далее перемещают на участок полимерно-порошковой покраски;
- Четвёртый рабочий подвешивает порученное заборное ограждение 3D на транспортную систему и перед напылением обрабатывает поверхность ограждения от масла и грязи, далее происходит напыление краски с последующее спекание в термической камере.
- Спекание порошка в термической камере происходит в течении 15-20 мин, после этого сварные заборные ограждения выкатываются и охлаждаются, далее складируются и увязываются в ровные штабеля;
- Столбы для крепления заборных секций изготавливаются из профильной трубы, отрезаются в нужный размер с помощью ленточнопильных станков, очищаются от масла и грязи и далее окрашиваются в полимерно-порошковой камере.
- Краткий бизнес — план ▼
Бизнес-план производства сварных заборных ограждений 3D до 600 м. кв. в смену
(цены на материалы, аренду, з/п ориентированы на 2018 г.)
Затраты:
- Аренда производственного помещения (600 м. кв.) – 120 000 р./мес.;
- Заработная плата рабочих (4 чел.) – 120 000 р./мес.;
- Заработная плата обслуживающего персонала — менеджер, нач. производства (2 чел) — 70 000 р./мес.;
- Электроэнергия для сварной линией ППГ-25000 – 20 000 р./мес.;
- Электроэнергия для полимерно-порошковой линией — 40 000р./мес.;
- Налоги, затраты на бухгалтера, непредвиденные расходы – 30 000 р./мес.
Всего затрат в месяц – не более 420 000 р./ месяц.
Исходные данные:
- Оптовая стоимость оцинкованной проволоки за 1 кг. – 58 руб.;
- Оптовая стоимость полимерно-порошковой краски за 1 кг. — 350 руб.;
- Расход оцинкованной проволоки диаметром 4 мм на 1 заборную секцию (2х2,5м) — 198 м или — 19,4 кг.;
- Расход полимерно-порошковой краски на 1 заборную секцию (2х2,5м) — 0,45 кг.;
- Стоимость оцинкованной проволоки диаметром 4мм на 1 заборную секцию (2х2,5м.) – 1125,2 руб.;
- Стоимость полимерно-порошковой краски на 1 заборную секцию (2х2,5м) — 158 руб.;
- В 1 смену производим 600 м.кв. или 80 заборных секций (2х2,5м);
- В 1 смену производим 85 столбов;
- График работы производства 7/6, выходной воскресенье.
Экономические показатели:
- Выручка с одной заборной секции (2х3м) составляет — 2090 руб.;
- Себестоимость одной заборной секции по материалам 1125,2+158=1283,2 руб.;
- Прибыль с одной заборной секции (2х3м) 2090-1283,2 = 806,8 руб.;
- Прибыль в месяц составляет 80 х 806,8 х 25 = 1 613 600 руб.;
- Читая прибыль 1 613 600 — 420 000 = 1 193 600 руб.
- Чистая прибыль на производстве столбов 85х100х25=212 500 руб.;
- Суммарная чистая прибыль с производства заборных ограждений и столбов 1 193 600+212 500 = 1 406 100 руб.
Срок окупаемости оборудования 4-5 месяцев.
При запуске производства в 2 смены, срок окупаемости может быть снижен в 1,5-2 раза!
Автоматические линии, понятия, назначение и структуры
1. Основные понятия и определения
Автоматические линии, предназначены для изготовления деталей в условиях крупносерийного и массового производства и являются основным средством решения задач комплексной автоматизации. В связи с продолжающейся реконструкцией и строительством новых заводов, с широким внедрением трудосберегающей и безлюдной технологии потребность в автоматических линиях непрерывно возрастает.
Экономическая эффективность использования автоматических линий достигается благодаря их высокой производительности, низкой себестоимости продукции, сокращению обслуживающего персонала на заданную программу выпуска, стабильному качеству изделий, ритмичности выпуска, созданию условий для внедрения современных методов организации производства.
Автоматическая линия представляет собой совокупность технологического оборудования, установленного в соответствии с технологическим процессом обработки, соединенного автоматическим транспортом. Функции человека при этом сводятся к контролю за работой оборудования и его поднастройкой, а также загрузке заготовок в начале цикла и выгрузке изделий в конце него. Причем последние операции все чаще передаются промышленному роботу. Автоматические линии могут быть операционными (для определенного вида обработки) или комплексными (система автоматических линий).
Система автоматических линий комплексной обработки – совокупность автоматических линий, обеспечивающих выполнение всех операций, предусмотренных технологическим процессом обработки.
Автоматический цех – производственная единица, в которой сосредоточены технологические потоки, состоящие из систем автоматических линий.
Автоматические линии классифицируются по основным признакам, влияющим на их организацию и эксплуатацию. Их делят на жесткие (синхронные) и гибкие (асинхронные), спутниковые и бесспутниковые, сквозные и несквозные, ветвящиеся и неветвящиеся.
Жесткая межоперационная связь характеризуется отсутствием межоперационных заделов. В такой автоматической линии заготовки (изделия) загружаются, обрабатываются, разгружаются и передвигаются от станка к станку одновременно или через кратные промежутки времени, и в случае остановки любого агрегата или устройства вся линия останавливается.
Гибкая межоперационная связь обеспечивается наличием межоперационных заделов, размещаемых в накопителях или транспортной системе, что создает возможность обеспечить при выходе из строя любого станка работу остальных агрегатов до истощения межоперационных заделов.
Спутниковая автоматическая линия – линия, в которой заготовки базируются, обрабатываются и транспортируются в приспособлении-спутнике. Транспортная система в этом случае должна обеспечить возврат спутников в начало линии.
Когда в составе технологического потока одна или несколько операций реализуются на параллельно работающих станках, автоматическая линия характеризуется ветвящимся транспортным потоком. Примером такого конструктивного решения служат линии для токарной обработки и шлифования внутренних поверхностей колец подшипников.
По степени совмещения обработки с транспортированием заготовки линии подразделяют на стационарные, роторные и цепные; по компоновке – на линейные, кольцевые, прямоугольные, зигзагообразные, зетобразные; по числу потоков – на однопоточные и многопоточные, с зависимыми и независимыми потоками, с поперечным, продольным и угловым расположением основного технологического оборудования. Большинство компоновок имеют незамкнутую структуру, обеспечивающую удобный доступ для обслуживания и ремонта оборудования.
По виду транспортных систем и способу передачи деталей с одной рабочей позиции на другую автоматические линии делят на линии со сквозным транспортированием через зону обработки (в основном используют для изготовления корпусных деталей на агрегатных станках), с фронтальным (боковым) транспортированием заготовки (при обработке коленчатых валов, крупных колец и фланцев), с верхним и нижним транспортными потоками (в линиях – для изготовления шестерен, мелких и средних колец подшипников, фланцев валов).
По типу встроенного основного технологического оборудования различают автоматические линии из специальных и агрегатных станков, хотя иногда имеет место компоновка из станков разных типов.
В настоящее время изготовляют автоматические линии для крупносерийного и массового производства, предназначенные для одновременной или последовательной обработки нескольких наименований однотипных, заранее известных изделий (блоки цилиндров двигателей, корпусов редукторов, насосов, клапанов, гильз, поршней и т.д.) как с автоматической, так и с ручной переналадкой. Подобные автоматические линии или системы автоматических линий называют автоматическими переналаживаемыми линиями (системами) групповой обработки; они предназначены для одновременной или последовательной обработки группы заранее заданных изделий, однотипных по размерам и технологии обработки.
По виду обрабатываемых деталей различают линии для обработки корпусных деталей (корпуса насосов, блоки компрессоров и т.д.) и линии для обработки деталей типа тел вращения (кольца подшипников, валы, гильзы и т.д.).
2. Автоматические линии для обработки деталей типа тел вращения
Детали типа тел вращения, предназначенные для обработки на автоматических линиях, в соответствии со способами базирования, транспортирования, а также использования основного технологического оборудования делят на две основные группы: детали типа валов длиной, значительно превышающей диаметр, и детали типа дисков (колец) диаметром, большим длины (ширины).
Технологические процессы обработки этих двух основных групп обычно объединяют в типовые схемы и уточняют в зависимости от конфигурации изделий и требований точности обработки.
Для токарной обработки, например, валов широко используют токарно-копировальные, автоматы, в то время как для изготовления; изделий типа дисков и колец наибольшее применение нашли горизонтальные и вертикальные многошпиндельные токарные автоматы.
Многошпиндельные токарные автоматы выпускают в патронном и прутковом исполнении (рис. 1). В патронном исполнении их оснащают автооператором для загрузки заготовок и выгрузки отработанных деталей.
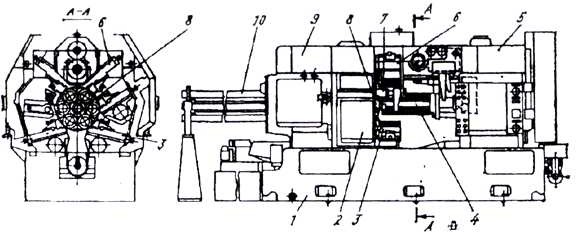
Рисунок 1. Шестишпиндельный токарный автомат: 1 – станина, 2 – передняя стойка, 3, 6 – поперечные суппорты, 4 – продольный суппорт, 5 – задняя стойка, 7 – шпиндель, 8 – шпиндельный блок, 9 – траверса, 10 – механизм поддержки прутков
Многошпиндельные токарные автоматы обладают широкими технологическими возможностями при обработке разнообразных деталей, обеспечивая высокую степень концентрации обработки. По принципу работы их подразделяют на автоматы параллельного и последовательного действия. Первые на всех шпинделях реализуют одинаковые операции и за один цикл работы обрабатывают столько сравнительно несложных деталей, сколько шпинделей имеет автомат.
Наибольшее распространение получили многошпиндельные автоматы последовательного действия (рис 2), на которых заготовки с загрузочной позиции периодическим поворотом (индексацией) шпиндельного блока 1 последовательно подводятся к рабочим позициям и одновременно обрабатываются в соответствии с технологическим процессом. Автомат оснащают поперечными суппортами 2, которые получают подачу от индивидуальных кулачков, и продольным суппортом 5, расположенным на центральной гильзе 4 и имеющим продольную подачу 5пр от своего кулачка. Иногда на продольном суппорте устанавливают скользящие державки с режущим инструментом, получающие перемещение от дополнительных индивидуальных кулачков, т.е. так же, как и инструментальные шпиндели с независимым приводом.
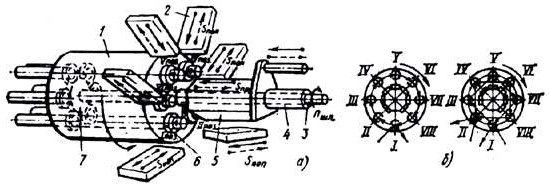
Рис. 2. Многошпиндельный токарный автомат последовательного действия
Шпиндели 6 автомата получают вращение от приводного вала 3 через общее центральное зубчатое колесо 7, вследствие чего они имеют одинаковую частоту вращения.
Большое число рабочих позиций шпинделей (6 –  позволяет использовать их в разных сочетаниях. Детали сложной формы проходят обработку на всех позициях станка, перемещаясь в каждом цикле на следующую позицию (одинарная индексация). Для более простых деталей, которые можно обрабатывать при меньшем числе рабочих позиций, применяют схему параллельно-последовательной обработки. Для этого используют две позиции в качестве загрузочных и обрабатывают детали в два потока.
позволяет использовать их в разных сочетаниях. Детали сложной формы проходят обработку на всех позициях станка, перемещаясь в каждом цикле на следующую позицию (одинарная индексация). Для более простых деталей, которые можно обрабатывать при меньшем числе рабочих позиций, применяют схему параллельно-последовательной обработки. Для этого используют две позиции в качестве загрузочных и обрабатывают детали в два потока.
Для финишной обработки деталей типа тел вращения чаще всего применяют бесцентровошлифовальные автоматы, как наиболее подходящие при решении задач автоматической загрузки-разгрузки заготовок наиболее простыми методами. Кроме того, метод бесцентрового шлифования обеспечивает более высокую производительность за счет больших подач благодаря наличию жесткой опоры по всей длине обрабатываемой детали, воспринимающей силу со стороны шлифовального круга.
На автоматической линии для токарной обработки колец конических подшипников в начале установлен автоматический бункер для накопления и выдачи штучных заготовок, а в конце – магазин (с вращающимися щетками). Транспортные устройства (конвейеры подводной и отводящий, подъемники, гибкая лотковая система) передают заготовки из бункера к многошпиндельным токарным автоматам, а обработанные кольца – к прессу клеймения и далее в магазин. Наружные кольца обрабатывают на шестишпиндельных, а внутренние – на восьмишпиндельных токарных автоматах. На каждом станке реализуется полная токарная обработка кольца. Загрузка, выгрузка и поворот кольца в процессе обработки обеспечиваются автооператором.
3. Роторные автоматические линии
По структурному построению роторные линии существенно отличаются от линий из агрегатных и других станков, соединенных единой транспортной системой. Роторные линии (рис. 3) комплектуют из роторных автоматов, на которых обработка деталей выполняется в процессе непрерывного транспортирования их совместно с режущим инструментом. Таким образом, главной особенностью роторных линий является совмещение во времени транспортирования заготовок и их обработки. Траектория перемещения заготовки по всем станкам линии 1 осуществляется транспортными роторами 2.
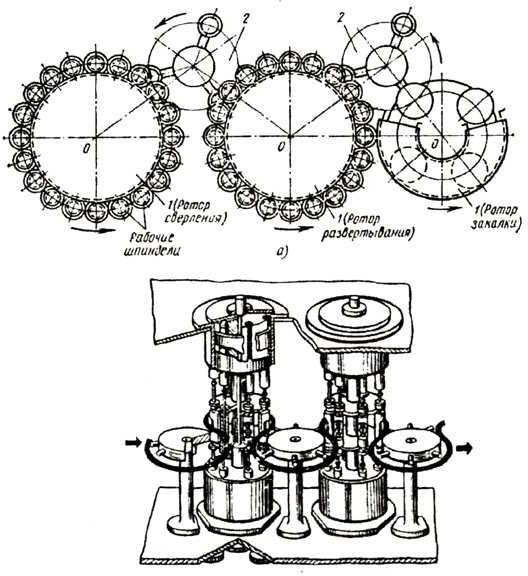
Рис. 3. Принципиальная (a) и конструктивная (б) схемы роторной линии
Производительность роторной линии зависит от числа позиций и частоты вращения роторов. В результате совмещения времени обработки со временем транспортирования заготовок роторные линии обеспечивают высокую производительность при изготовлении небольших, сравнительно простых деталей, при малом основном технологическом времени
Роторные линии эффективно используют в массовом производстве. Необходимо указать на то, что перестановка деталей с одного ротора на другой приводит к потере точности изделия.
4. Назначение гибкого автоматизированного производства
Гибкое автоматизированное производство (ГАП) – принципиально новая концепция в машиностроении, ведущая к созданию автоматизированного предприятия будущего.
Новое в концепции ГАП состоит в том, что ему свойственен централизованный способ производства, предусматривающий как можно более полную обработку деталей на одном оборудовании.
Новая концепция позволяет полностью интегрировать весь производственный цикл – от идеи до выпуска новой продукции – путем автоматизации всего комплекса процессов производства и управления на базе ЭВМ и современных достижений в электронике и приборостроении. Переход с выпуска одного изделия на выпуск другого осуществляется без остановки технологического и другого оборудования (требуемая переналадка идет параллельно с выпуском предыдущего изделия). Обобщенным понятием, распространенным на все организационные структуры и виды ГАП, является понятие гибкая производственная система (ГПС).
ГПС – это несколько единиц технологического оборудования, снабженного средствами и системами, обеспечивающими функционирование оборудования в автоматическом режиме; при этом ГПС должна обладать свойством автоматической переналадки при переходе на производство новых изделий в пределах заданной номенклатуры. По организационным признакам ГПС подразделяют на следующие виды: гибкая автоматизированная линия (ГAJl), гибкий автоматизированный участок (ГАУ), гибкий автоматизированный цех (ГАЦ), гибкий автоматизированный завод (ГАЗ). ГАЛ и ГАУ состоят из гибких производственных моделей (ГПМ) или отдельных единиц технологического оборудования.
Под ГПМ подразумевается единица технологического оборудования, оснащенная системой ЧПУ или каким-либо другим устройством ПУ и функционирующая как самостоятельно, так и в составе ГПС; при этом все функции, связанные с изготовлением изделия, должны осуществляться автоматически.
5. Принципы создания ГПС
Принцип создания предполагает нахождение оптимального соединения универсальности и автоматизации в программно-управляемом и программноперенастраиваемом оборудовании.
Нахождение оптимума ГПС является задачей технико-экономического анализа ГПС для конкретной реализации.
ГПС строят на базе модулей. Под модулем понимают первичный элемент, выполняющий автономно или в составе ГПС более высокого уровня законченную операцию.
Являясь компонентом ГПС, модуль сам может состоять из компонентов. Компонент модуля, как и модуль, может быть самостоятельно разработан, изготовлен и внедрен, но присущие ему функции управления или технологические функции могут быть выполнены только в составе модуля.
ГПС представляет собой многоуровневую структуру, на самом нижнем уровне которой находятся гибкие автоматизированные модули, затем гибкие автоматизированные линии, следующие уровни – это ГПС участка, цеха, предприятия в целом.
Модуль и иерархичность позволяют создавать проекты любого необходимого уровня вплоть до автоматизированного предприятия.
Оборудование ГПС, как основное, так и вспомогательное, при смене изделий перенастраивается путем ввода новых управляемых программных модулей. Перенастройка модулей вручную допустима в минимальных объемах и только в случаях очевидной экономической неэффективности реализации программной перенастройки.
Построение ГПС с максимальным достижением предметной замкнутости обусловливается наибольшей эффективностью внедрения бригадных форм организации труда, повышением ответственности персонала за конечный результат труда.
Максимальная предметная замкнутость является необходимым условим сокращения длительности производственного цикла за счет уменьшения времени на межоперационное пролеживание, дополнительный контроль и транспортировку деталей и сборочных единиц с участка на участок, из цеха в цех и т.д.
6. Основные характеристики ГПС
Организационная основа ГПС – это групповое производство, являющееся формой организации дискретных (прерывных) производственных процессов, экономикоорганизационной основой которых является целевая подетальная специализация участков и цехов, а технологической составляющей – унифицированная групповая форма организации технологического процесса (ТП).
Основа технологической унификации ТП – классификация деталей и их поверхностей по конструктивно-технологическому признаку на базе общности оборудования, наладки и инструментальной оснастки, например классификация деталей машиностроения (рис. 4).
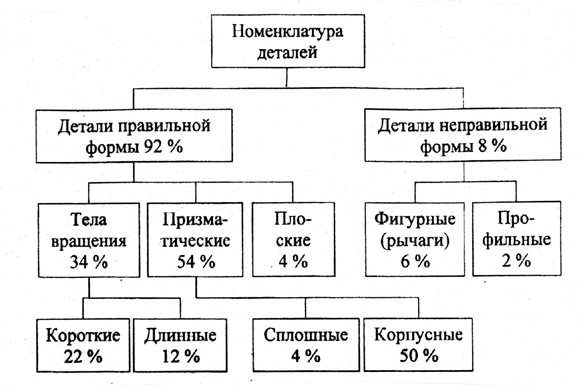
Рис. 4. Классификация деталей машиностроения
Группирование деталей для одновременной обработки на одной ГПС включает три группы условий:
- Геометрические параметры изделий, которые в основном определяют типоразмер включаемых в ГПС станков, при этом подобие формы или идентичность технологических переходов перестают играть решающую роль в составлении деталей, главными критериями становятся габариты и масса;
- Технологические параметры, определяющие возможность полной обработки каждой группы деталей на одном станке в одну – две операции или необходимость их доработки на других станках системы;
- Организационно-экономические характеристики, например обработка группы деталей для одновременного поступления на сборку, или группы деталей, обрабатываемых из одной заготовки. Группированию подлежат не только детали, но и функциональные узлы, стандартные детали и изделия
Опыт показывает, что в новое изделие обычно переходит 30–50 % деталей старых конструкций, 20–40 % модернизированных, 10–20 % создаются вновь.
Модификация и разработка новых деталей с использованием унифицированных поверхностей позволяет сократить их разнообразие и включить их в существующие группы деталей.
Принцип использования типовых и унифицированных поверхностей при проектировании деталей реализуется в САПР К, входящую в интегрированную производственную систему.
Технология обработки новых деталей также разрабатывается с учетом технологии трех обрабатываемых групп деталей, что позволит включить новые детали в эти же группы для обработки и на этих же ГПС.
Понятие гибкости производственной системы является многокритериальным и неоднозначным.
Многообразие задач, решаемых методами гибкой автоматизации, не дает возможности сформулировать единые методы количественной оценки гибкости, позволяющие сравнивать различные системы.
В практике целесообразно оценивать три формы гибкости:
- Структурную – это свобода в выборе последовательности обработки; возможность замены при выходе из строя любой единицы оборудования на аналогичную; возможность наращивания системы на основе модульного принципа;
- Технологическую гибкость – способность производить заданное множество типов деталей различными способами; сравнения можно производить по индексу гибкости
- Организационную гибкость, которая в значительной мере определяет структуру ГПС.
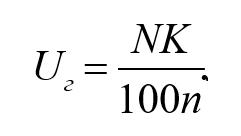
где N – номенклатура деталей, выпускаемых системой за определенный период времени; К – доля деталей, изготавливаемых на системе впервые (процент обновления номенклатуры); п – число одинаковых деталей в партии;
По степени автоматизации ГПС выделяют:
- высокую степень, при которой реализуется автоматическое управление и трехсменный режим работы;
- среднюю степень – непрерывное автоматизированное управление при многостаночном обслуживании (коэффициент многостаночного обслуживания KM > 2);
- малую степень – коэффициент многостаночности KM < 2.
Высокий уровень автоматизации ГПС достигается за счет значительного усложнения оборудования при существенном росте его стоимости. В связи с этим проблема обеспечения надежности приобретает особую актуальность.
В качестве показателей оценки надежности ГПС используют
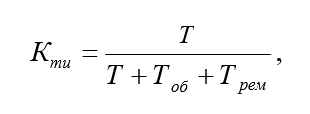
где T – суммарное время пребывания в работоспособном состоянии всех ГПМ в составе ГПС, ч; Tоб – суммарное время технического обслуживания всех ГПМ плюс суммарное неперекрываемое время технического обслуживания вспомогательного оборудования, вызывающего простой одного или нескольких ГПМ в составе ГПС, ч; Tрем – суммарное время планового и непланового ремонта всех ГПМ плюс суммарное неперекрываемое время планового и непланового ремонта вспомогательного оборудования, вызывающего простой одного или нескольких ГПМ.
7. Структура гибкой производственной системы
В настоящее время значительное повышение эффективности в машиностроении, особенно в мелкосерийном и серийном производстве, может быть достигнуто за счет широкого применения ГПС, управляемых с помощью ЭВМ.
ГПС – это совокупность в разных сочетаниях оборудования с ЧПУ, роботизированных технологических комплексов (РТК), ГПМ, отдельных единиц технологического оборудования и систем обеспечения их функционирования (СОФ) в автоматическом режиме в течение заданного интервала времени, обладающая свойством автоматизированной переналадки при производстве изделий произвольной номенклатуры в установленных пределах значений характеристик оборудования.
СОФ ГПС в автоматическом или автоматизированном режиме имеют следующие структурные составные части:
- Автоматизированную транспортно-складскую систему (ATCC) – систему взаимосвязанных автоматизированных транспортных и складских устройств с установкой в спутнике (на паллете) или другой транспортной таре (поддоне, кассете, в магазине) для временного накопления, распределения и доставки предметов производства и технологической оснастки к ГПМ, PTK или другому технологическому оборудованию ГПС. ATCC может выполнять автоматическое хранение, подачу на сборку элементов УСП, а также автоматическую мойку;
- Автоматизированную систему инструментального обеспечения (АСИО) – это взаимосвязанные устройства, оборудование и система управления, включая участки подготовки и настройки инструмента, его транспортировки, накопления, смены и контроля качества, обеспечивающие подготовку, хранение, автоматическую замену инструмента в магазинах, на станках;
- Автоматизированную систему удаления отходов (АСУО) – устройства с системой управления для удаления стружки и других отходов из зоны ГПМ, PTK и другого оборудования, включенного в ГПС;
- Систему автоматизированного контроля (САК) – систему контроля заданных параметров детали или изделия в процессе обработки, включающую контрольно-измерительную машину с ЧПУ, программируемые и моделирующие проверочно-испытательные машины, систему устройств и мер по контролю параметров поступающих заготовок и комплектующих изделий.
Состав и структура ГПС определяются содержанием технологического процесса, который включает:
- параметры заготовок и номенклатуру деталей;
- готовую программу выпуска деталей, определяющую цикл изготовления;
- состав технологического оборудования;
- организацию производства обслуживания оборудования в процессе изготовления, переналадки, смены инструмента, приспособления, схватов, контроля деталей;
- диагностирование, управление оборудованием и ремонтом технических средств.
В настоящее время существуют три основных направления при построении структур автоматизированных участков, линий и цехов:
Источник https://extxe.com/4904/oborudovanie-tehnologicheskih-linij-dlja-proizvodstva-zhelezobetonnyh-izdelij-i-konstrukcij/
Источник https://zsordn.ru/business/3drdn-1200/
Источник https://itexn.com/10353_avtomaticheskie-linii-ponjatija-naznachenie-i-struktury.html




