Содержание
ГОСТ 3.1407-86 ЕСТД. Формы и требования к заполнению и оформлению документов на технологические процессы (операции), специализированные по методам сборки
Сварка — это технологический процесс, в результате которого образовываются прочные связи между соединяемыми поверхностями при помощи высокой температуры нагрева деталей. Посредством сварки можно установить межатомные связи для заготовок различных металлов, сплавов, пластмасс.

Во избежание появления брака из-за неудачной подготовки материалов, неоптимального комплекта оборудования или некачественного выполнения сварочного шва этапы сварки подчинены алгоритмам. Предотвратить ошибки и уменьшить количество поломок поможет составление специальной инструкции — технологической карты сварки.
Что это такое
Технологическая карта (ТК) — это нормативный акт, в котором представлены сведения об одном виде (типе), технологических параметрах соединения и особенностях в процессе сварки. Составитель прописывает множество точно рассчитанных данных для создания качественной связи между металлоконструкциями.
Человек, выполняющий операцию, ориентируется на инструкцию для получения полной информации о сварке. Как результат — качественное и продуктивное выполнение поставленных задач. Техкарта введена в употребление 1 января 1984 г., единого образца для всех организаций не существует.
Помимо данных о самом процессе, указаны способы проведения контрольно-проверочных мероприятий. Документ бывает типовым и стандартным в зависимости от специфики работы. Разрабатывают его специалисты согласно аналитике исследовательских расчетов.

Данные о сварных соединениях
По каждой группе сварных соединений, выполняемых в процессе сборки объекта, должны указываться следующие технологические данные:

информация о материале, из которого изготовлены соединяемые части объекта, включающая марки сталей, их физические и химические особенности;
Технологическую карту составляют по результатам исследовательской работы, в которую входят расчеты, эксперименты, подбор оптимальных материалов и многое другое.
Существует огромное количество шаблонов, позволяющих упростить составление карты. Разработанная технология не должна противоречить всем существующим нормам и правилам.
Где применяется технологическая карта
Карта техпроцесса — компонент всех сварочных работ на профессиональном уровне. Норматив должен использоваться в качестве руководства в каждой организации: на крупных производствах, в сварочных цехах, на мелких заводах, строительных площадках. Если требуется совершить несколько операций, разрабатывается комплект карт для всех сварных соединений. Документация находится у главного инженера.
Операционная техкарта требуется для прокладки газопроводов и трубопроводов, при выполнении монтажных работ, сборке деталей транспортных средств, сваривании труб, решетчатых металлических конструкций и во многих других сферах.
Зачем нужен журнал сварочных работ





Какие пункты присутствуют
Технологическая карта должна содержать следующие сведения:
- Все, что касается основного материала поверхностей: марку металла, параметры и химические характеристики, группу стали, данные о разделке и очистке кромок. Это самый важный пункт ТК. Основная задача мастера для минимизации риска совершения ошибки — верно определить тип рабочего материала. От этого зависят все остальные пункты инструкции.
- Способ и вид сварки, параметры для установки.
- Используемое сварочное оборудование.
- Температурные режимы.
- Последовательность формирования сварочных швов.
- Нормативную документацию по сварке (НТД).
В ТК могут быть вписаны любые пункты на усмотрение организации или заказчика.
Требования заказчика
Организация или частное лицо, по заказу которых выполняются работы, выдвигают требования о точных сроках сдачи. Они прописываются отдельным пунктом в ТК после утверждения. Заказчик определяет пожелания к оценке соответствия сваренных конструкций после проведения контроля качества.

Порядок проведения работ
Для оптимизации производства предусмотрен стандартный алгоритм действий:
- Проводят проверку оборудования и подготавливают материалы. Детали очищают от посторонних элементов. Особого внимания требует околошовная зона, чтобы мелкие крупицы не оказали негативного влияния на качество всего изделия. При необходимости стачивают кромки шлифовальной машиной или вручную напильником. Разделку заполняют электродным металлом, зазор между кромками варьируется в зависимости от марки, толщины частей, вида сварки и т.д.
- При несущественном зазоре соединение выполняют без присадочного материала — неплавящимся электродом. Вариант сварки плавящимся электродом предусмотрен для более широкого зазора. Его размер прямо пропорционален глубине проплавления задействованных кромок. Оптимальная разделка — это форма Х, обеспечивающая долговечность сварочного шва и минимизацию риска деформации готового продукта сварки.
- Притупляют кромки посредством плотного сжатия деталей тисками.
- Наступает время сборки. Сварочные элементы фиксируют разными способами: болтами, креплениями, прихватками, чтобы с местом для будущего шва было максимально удобно работать электродом или горелкой.
- После всех подготовительных этапов приступают непосредственно к сварке. Ее осуществляют разными способами, например:
- ручная дуговая — покрытыми электродами или неплавящимся электродом;
- механизированная — самозащитной порошковой проволокой или плавящимся электродом в среде активных газов и смесях;
- автоматическая — под флюсом;
- газовая;
- термитная.
Рекомендуем к прочтению Как заварить глушитель авто самостоятельно
Оснащение и оборудование для перемещений
Средства для установки и перемещения сварочных аппаратов — это разные подъемные и выдвижные площадки с дистанционным управлением, колонны и тележки.
Колонны в большинстве поворотные, благодаря чему возможно манипулировать аппаратом, чтобы переставить изделие. Используются для установки сварочных автоматов 2 типов:
- несамоходных (позволяют выполнить только кольцевые и круговые швы);
- самоходных (предназначены для кольцевых, круговых и прямолинейных швов).
Тележки применяются для кольцевых и продольных. В зависимости от конструкции различают:
- велосипедные;
- глагольные;
- портальные.
Рабочая бригада
Рабочая (производственная) бригада сварщиков — это группа людей, совместно ведущих специализированную трудовую деятельность в условиях предприятия на основе общей ответственности и заинтересованности в результате. Создание рабочих бригад позволяет существенно ускорить темпы производства однородной продукции в крупных масштабах. Решением всех управленческих задач занимается специально созданный совет бригады.
Специалисты сварочного производства должны быть аттестованы в соответствии с ПБ 03-273-99.
Рабочее место сварщика организовано согласно техпроцессу. Предусмотрено коллективное обеспечение спецодеждой и защитными масками, необходимым сборочно-сварочным оборудованием.
Перед допуском к производственным сварным соединениям рабочий выполняет сварку образцов для подтверждения своей квалификации.
Меры безопасности и охраны труда на месте
Требования к выполнению сварки закреплены в ГОСТ 12.3.003 и правилах безопасного проведения газосварочных и электросварочных работ.
Сварщик может быть подвергнут таким опасным факторам, как:
- удар током;
- вдыхание вредных паров;
- ожог;
- ультрафиолетовое и инфракрасное облучение;
- превышение допустимой степени шума и вибрации и др.
- К электросварочным и газосварочным работам могут быть допущены лица старше 18 лет, которые прошли медосмотр, получили инструктаж по технике безопасности, окончили стажировку и выполнили проверочное испытание.
- У сварщика должна быть II квалификационная группа по электробезопасности.
- Рабочие оснащаются необходимыми средствами индивидуальной защиты, к которым относятся:
-
брезентовый костюм сварщика;
- ботинки или сапоги;
- брезентовые рукавицы;
- защитные очки или щиток;
- спецодежда для работы зимой.
- При обнаружении опасности или подозрении на техническую неисправность чего-либо следует незамедлительно доложить об этом руководству.
- Каждый участник процесса должен выполнять только ту работу, которую ему поручили.
- Руки, обувь и одежда должны быть сухими.
- Возгораемые материалы должны находиться от зоны сварки на расстоянии не менее 5 м, а взрывоопасные — не менее 10 м.
- При необходимости проведения работ на высоте следует использовать леса или лестницы со специальными площадками, покрытыми огнестойким настилом, и с ограждениями для защиты.
- Проводятся регулярные осмотры оборудования на предмет возможных механических повреждений и отрицательного воздействия высоких температур.
- Если приходится проводить сварку вне помещения в условиях выпадения осадков, то источники питания размещают в мобильных навесах. Поражение током в производственных условиях случается из-за прикосновения рабочего к токоведущим частям оборудования, находящегося под опасным напряжением:
-
до 12 В — во влажных условиях;
- до 36 В — в сухих.
- После окончания сварки следует тщательно убрать рабочее место и отключить аппаратуру от потребления тока, спрятать баллоны в помещение для хранения.
Контроль качества сварных работ
Инспекция для проверки мероприятий по сварке призвана обнаружить дефекты на всех этапах производства. Контроль осуществляется согласно проектной, нормативной и технологической документации и состоит из:
- входного и операционного контроля;
- оценки реализации проделанных работ, созданных конструкций.
Посредством входного контроля исследуется качество материалов, оборудования, инструментов и приспособлений на соответствие всем необходимым стандартам. Итоги вносятся в журнал технического состояния инвентаря.
С помощью операционной проверки выявляется качество сборки свариваемых элементов и самого соединения, учитываются величина и положение зазоров, стыков, нахлестов, прихваток.
Оценка соответствия готовой конструкции проводится в качестве завершающего этапа при сдаче объекта. Требования к ней предусмотрены документами, в которых прописаны:
- методы и объемы проверочных мероприятий (неразрушающий и разрушающий контроль);
- испытания готового изделия;
- соответствие уровню качества.
Измерения и испытания, проводимые в ходе проверок неразрушающими или разрушающими методами, осуществляются в специализированных лабораториях. Методики, в свою очередь, должны быть аттестованы в соответствии с ГОСТ Р 8.563.
Ознакомительный лист
В конце изучения ТК каждый рабочий подписывает бумагу о подтверждении прохождения служебной инструкции: указывает должность, ставит свое имя, дату и подпись. Документ выступает в качестве свидетельства того, что все задействованные на производстве люди будут ориентироваться в своей работе на установленные правила и порядки, а в случае несоблюдения регламента последуют санкции.
Особенности составления
Техкарта на проведение сборочно-сварочных работ отражает очередность операций и обязательные условия для выполнения. Неоднозначность выбора оборудования и методов его использования объясняется характеристиками первоначальных материалов.

Проект организации работ содержит алгоритмы на подготовительно-заключительные технические мероприятия, особенность которых состоит в невозможности приступить к последующему этапу без проверки и приема выполненного ранее объема.
Каждой карте присваивается оригинальный идентификационный номер, впоследствии закрепляемый за готовой конструкцией.
Образец технологической карты по видам сварки
Для каждого способа сварки существует ряд своеобразных деталей, которые вносятся в документ, чтобы максимально полно отразить нюансы будущей работы.
Рекомендуем к прочтению Как разделывать металлические кромки под сварку

Ручная дуговая сварка с неплавкими и плавящимися электродами
РД с плавящимся электродом (код 141) — это сварка, при которой электрическая дуга является источником энергии. Сварщик может работать с комфортом даже в труднодоступных местах. При использовании неплавящихся (покрытых) расходных материалов (код 111) на выходе получаются более качественные сварные соединения. Достоинство этого метода в том, что появляется возможность сплавки черного металла с заготовками, отличающимися по структуре.
| Название организации и объекта изготовления | ||||||||
| Способ сварки | РД 111 | |||||||
| Шифр НТД, ГОСТ |
ПБ 03-585-03 , РД 38.13.004-86, СНиП 3.05.05-84, 16037-80 |
|||||||
| Основной материал (марка) | (М01) сталь 20 | |||||||
| Типоразмер | Диаметр — 70 мм, толщина — 5 мм | |||||||
| Тип шва | СШ (стыковой шов) | |||||||
| Тип соединения по НТД | Т (труба) | |||||||
| Положение шва | В1 (вертикальный) | |||||||
| Вид соединения | ОС (сварное с одной стороны) | |||||||
| Требование к прихваткам | 3 прихватки протяженностью 10-15 мм | |||||||
| Материалы | Электрод SE 46 ГОСТ 9467-75 | |||||||
| Оборудование | Трехфазный инвертор «ФОРСАЖ-301» | |||||||
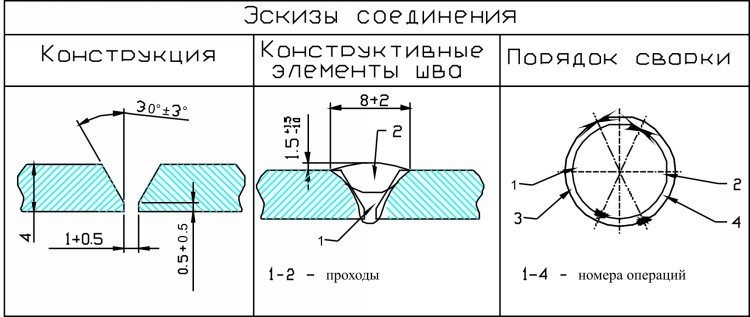
| Эскизы соединения | ||||||||
| Конструкция | Конструктивные элементы подготовленных кромок деталей и шва | Порядок сварки | ||||||
| Технологические параметры | ||||||||
| Номер валика (шва) | I | |||||||
| Диаметр электрода или проволоки | 3 мм | |||||||
| Род и полярность тока | Постоянный, обратная | |||||||
| Сила тока | 80-140 А | |||||||
| Напряжение | — | |||||||
| Время сварки | 8 минут | |||||||
| Расход электродов | 6 штук | |||||||
| Требования к контролю качества | ||||||||
| Метод контроля | Шифр НТД | Объем контроля (%, количество образцов) | ||||||
| Визуальный и измерительный | РД 03-606-03 | 100% (1 образец) | ||||||
| Радиографический | ГОСТ 23055-78 | 100% (1 образец) | ||||||
| Дата и подпись главного инженера | ||||||||
Дуговая сварка в газовой среде
Дуговая сварка в защитном газе — это метод, при котором в точку плавления подается газ, позволяющий снять напряжение в зоне расплава. Мастер должен иметь квалификацию сварщика не ниже 5-го разряда.
Технологическая карта на сварочные работы заполняется с указанием специфических классификационных признаков для кода 311.
| Название организации и объекта изготовления | |
| Способ | Г — газовая сварка |
| НТД по сварке, ГОСТ |
ПБ 12-529-05, СНиП 42-01-2002, СП 42-101-2003, СП 42-102-2004, 16037-80 |
| Основной материал | Группы — I, II, III, марка — Ст2сп |
| Способ создания газовой защиты | Струйный |
| Тип газа | Инертный |
| Тип электрода | Неплавящийся |
| Род тока | Постоянный |
| Типоразмер | Диаметр — 15-100 мм, толщина — 2-3 мм |
| Вид соединения | Стыковое |
| Вид разделки | Без разделки |
| Тип соединения | С2 по ГОСТ 16037-80 |
| Форма подготовки кромок | Со скосом >15° |
| Эскизы конструкционных швов и соединений | |
| Значения проверки качества | |
| Число утверждения и подпись специалиста | |
Автоматика и полуавтоматика с использованием присадок или газа
Степень участия работника в сварочном процессе — это основное отличие автоматического оборудования от полуавтоматического. К функциям человека при работе с автоматикой относятся настройка и слежение за правильностью выполнения задач.
Автоматическое соединение материалов можно выполнять на флюсовых подушках. Более высокий результат дает использование газовых. Они способствуют формированию корня шва, при работе с активными металлами защищают нагретый твердый материал от воздействия воздуха. Состав газов, подаваемых в подушку, может быть похож на применяемый для защиты сварочной зоны. Расход газа зависит от состава и толщины рабочей поверхности, конструкции соединения, скорости сварки. Насколько удачно удалось оттеснить воздух от сварочной зоны, настолько выше уровень качества шва.
| Название организации и объекта изготовления | |
| Способ | Корень шва: ААД — автоматическая аргонодуговая сварка неплавящимся электродом. Заполнение и облицовка: ААДП — автоматическая сварка плавящимся электродом в среде инертных газов и смесях |
| НТД по сварке, ГОСТ |
ПБ 03-585-03, СНиП 3.05.05-84, 16037-80 |
| Основной металл | Индекс группы — углеродистые стали, марка — 20 |
| Типоразмер | Диаметр — 140 мм, толщина — 20 мм (стенки трубы), 23 мм (патрубка), 16,5 мм (в зоне сварки) |
| Вид соединения | Стыковое |
| Вид разделки | Односторонняя, угол разделки — свыше 15° |
| Тип соединения | С10 по ГОСТ 16037-80 |
| Эскизы | |
| Инспекция по контролю качества | |
| Дата составления ТК, подпись ответственного лица | |
Касательно прочих видов сварных работ
Маршрутная карта разрабатывается специалистами для всех видов сварочных работ. При этом указываются дополнительные данные для каждого отдельного типа согласно специфике работы с ним и вносится неизменный перечень, который присутствует в любом документе:
- шапка, где отражаются наименования предприятия и объекта;
- шифр процедуры;
- параметры основного металла;
- вид энергии;
- температурные режимы;
- данные об оборудовании и пр.
Содержание
Единой формы технологической карты сварки, которой обязаны придерживаться все без исключения организации, не существует.
Поэтому, если предприятие столкнулось с потребностью в таком документе, а какие-либо отраслевые нормы вышестоящих организаций в этой части отсутствуют, технологическую карту сварки можно разработать и утвердить самостоятельно.

Поскольку документ такого рода подлежит обязательному утверждению, карта должна содержать шапку, в которой указываются наименования предприятия и объекта, где планируются сварочные работы.
В разделе изложения технологии все однотипные сварочные швы для удобства следует объединить, снабдив их общим описанием, содержащим исчерпывающую технологическую информацию.
Кроме информации чисто технологического характера, карта может содержать некоторые нормативно-технические данные. К ним относятся количественный и качественный состав бригады, выполняющей работу, а также время выполнения операционного задания.
Также в карте могут быть указаны трудозатраты общего объема работ с разбивкой их на отдельные этапы и обозначением контрольных сроков их выполнения.
Кроме трудозатрат на сварку объекта, может быть приведен общий расчет затрачиваемых ресурсов. К ним относится стоимость электрической и тепловой энергии, расходных материалов, затраты на заработную плату.
Отдельный раздел технологической карты может содержать сведения о мерах безопасности при выполнении сварки, мероприятиях по подготовке рабочих мест.
Пример заполнения технокарты для отдельных работ
Условия, порядок выполнения сварки на каждый отдельный вид сварочных конструкций и примеры оформления подробно описаны в рабочем проекте.
Для сборки металлоконструкций в целом
Монтаж металлоконструкций — это трудоемкая операция, требующая большой точности расчетов.
| Карта технологического процесса сборки и сварки металлической конструкции | |
| Название организации | |
| Способ сварки | МП (135) |
| Конструктивные элементы сварного соединения | Труба + труба |
| Шифр карты | ТК-МП-С17-000 |
| НТД по сварке, ГОСТ |
РД 153-34.1-003-01, 16037-80 |
| Основной металл | М01(W01). Диаметр — 57 мм, толщина — 4 мм |
| Марка стали | 10, 20 |
| Сварочные материалы | ГОСТ 2246-70 Св-08Г2С, Св-08Г2С-О |
| Вид покрытия электродов | — |
| Сварочное оборудование | Инверторные источники питания с проволокоподающим механизмом. Режим термообработки — без т/о |
| Форма подготовки кромок | С17 |
| Положение при сварке | В1(PF), Н1(РА) |
| Тип шва | СШ |
| Нормативные параметры процесса сварки | |
| Слой шва | Прихватка и корень шва |
| Марка сварочной проволоки | Св-08Г2С |
| Диаметр сварочной проволоки | 1,2 мм |
| Род тока | Постоянный |
| Полярность | Обратная |
| Предварительный подогрев | Обеспечить равномерный предварительный подогрев свариваемых соединений по толщине стенки и по периметру зоны шириной не менее 150 мм |
| Схема сборки, геометрические параметры шва | |
| Требования к контролю качества | |
| Дата и подпись главного инженера | |
Работы с трубопроводами, в том числе ПНД
Технологическая карта на сварку трубопроводов — типовая ТК ОСТ 36-79-83.
| Форма техпроцесса сварки полимерных труб встык нагретым инструментом | |
| Название организации | |
| Способ сварки | НИ |
| НТД | СП 42-101-96, СП 42-105-99 |
| Вид соединения | Стыковое |
| Марка материала | Полиэтилен ПЭ80 |
| Диаметр трубы | 110 мм |
| Толщина стенки | 10 мм |
| Сварочное оборудование | СР |
| Температура нагревателя | 220°С |
| Удельное давление при оплавлении | 0,15 МПа |
| Время при оплавлении | До 15 секунд |
| Удельное давление при прогреве | 0,02 МПа |
| Время технологической паузы | 4 секунды |
| Время охлаждения | 7 минут |
| Эскиз сварного соединения | |
| Инспектирование качества изделия | |
| Число и подпись составителя ТК | |
Сварка газопровода
Инструкционно-технологическая карта предусматривает использование различных технологий для работы с газовыми трубами: плазменной, газовой, аргоновой, электродуговой. Из-за высоких требований к качеству сварочных соединений монтаж осуществляют только специалисты, имеющие личное клеймо.
Сила тока — 70-90 А
Сила тока — 90-110 А
Для стыковых соединений
Данный вид сварки представляет собой плотное прилегание торцевых поверхностей деталей, находящихся в одной плоскости. Чаще применяют в местах, где действует переменное напряжение.
| Технологическая карта сварки горизонтального стыка труб | |
| Название предприятия | |
| Нормативный документ | РД 153-34.1-003-01 [1] |
| Способ | РД |
| Вид свариваемых деталей | Т |
| Основной материал | Марка — Ст3сп, 10, 16 ГС, группа — I |
| Вид покрытия электродов | Б |
| Толщина свариваемых деталей | 4,5-12 мм |
| Диаметр | 108-1420 мм |
| Тип шва | СШ |
| Тип соединения | С |
| Вид соединения | ОС |
| Положение при сварке | Г |
| Стык варить в 3 слоя: I — корневой, II — заполняющий, III — облицовочный, с полной переплавкой прихваточных швов | |
| Иллюстрация изделия с комментариями по сварке | |
| Контрольные графы | |
| Число составления и подпись инженера | |
Для тавровых соединений
Порядок применения таврового соединения при сварке: 2 детали размещают под углом так, чтобы торец первой прилегал перпендикулярно к боковой поверхности второй.
| Технология ручной дуговой сварки тавровых соединений без разделки кромок металлоконструкций | |
| Название организации, выполняющей заказ | |
| Способ | РД покрытыми электродами |
| Основной материал | Группа — углеродистые и низколегированные конструкционные стали, марка — Ст3, 16Д |
| Вид покрытия электродов | Б |
| Толщина деталей | 10-30 мм |
| Тип шва | УШ |
| Вид соединения | Тавровое |
| Вид разделки | Без разделки |
| Тип соединения | Т1, Т3 по ГОСТ 5264-80 |
| Положение при сварке | Н1 |
| Сварочное оборудование | ВДГ-306 |
| Метод подготовки и очистки | Механический, на ширину 20 мм в каждую сторону от оси шва |
| Требования к прихватке | 2 штуки, длина — 30-40 мм, высота — 6-7 мм |
| Диаметр электрода | 4 мм |
| Род тока | Постоянный |
| Сварочный ток | 120-160 А |
| Напряжение дуги | 22-26 В |
| Сварку выполнять в 1 проход, наиболее короткой дугой не более 4 мм. В процессе обрывать как можно реже | |
| Эскизы с дополнительными комментариями | |
| Требования к контролю | |
| Графа для даты и подписи | |
При работе с листовым материалом
Листовой материал сваривают 2 типами соединений: встык и внахлест.
| ТК приварки листа к балке | |
| Название организации | |
| НТД | СП 70.13330 |
| Способ сварки | РД |
| Основной материал | Марка — Ст3сп5, группа — I |
| Сварочные материалы | УОНИ-13/45 |
| Вид покрытия электродов | Б |
| Толщина деталей | 10/9 мм |
| Тип шва | УШ |
| Тип соединения | Н |
| Вид соединения | ОС |
| Положение при сварке | Н1 |
| Требования к прихватке | 2 штуки, длина — 30-40 мм, высота — 6-7 мм |
| Диаметр электрода | 4 мм |
| Род тока | Постоянный |
| Полярность | Обратная |
| Сварочный ток | 120-160 А |
| Напряжение дуги | 22-26 В |
| Иллюстрации сварочных соединений | |
| Контроль качества | |
| Дата принятия и подпись составителя | |
Назначение
Работа исполнителей с проектной документацией оказывается затруднительной ввиду обилия информации и разрозненности сведений. По этой причине возникает необходимость создания компактного и ёмкого документа, определяющего порядок выполнения той или иной технологической операции в конкретных условиях. Применительно к сварочным процедурам составляется карта технологического процесса сварки.

Выполнение сварочных работ на производстве осуществляют рабочие бригады сварщиков под руководством мастеров.
При выдаче производственного задания на сварку, как правило, чётко документируется объём работ, подробно расписываются условия их выполнения, применяемое оборудование и материалы.
Это помогает рабочему персоналу соблюсти технологию операции сварки, а руководителю среднего звена легко контролировать процесс её выполнения.
Необходимые для этого данные содержит технологическая карта сварки, которая подготавливается технологами предприятия. В этом документе сконцентрирована вся необходимая информация, содержащаяся в рабочем проекте.
Кроме этого, та часть информации, которая присутствует в проекте в виде ссылки на какой-либо ГОСТ, в технологической карте полностью раскрывается и конкретизируется.
То есть, в карте может не указываться номер ГОСТа, требования которого необходимо выполнить, но подробно расписываются сами требования, касающиеся порядка выполнения сварки.
Технологическая карта сварочных работ образец
Сварка – сложный процесс, выполнение которого должно производится в строгой последовательностью определенных действий, которые связаны с подготовкой металла, выполнением сварного соединения и последующим контролем. Сварной шов, если не уделить ему должного внимания, является уязвимым местом в любой сварной конструкции. Причиной этому может послужить недостатки в разработке технологии сварки или вообще ее отсутствие, недостаточный контроль, неудачный выбор сварочного оборудования и материалов. Как результат — большое количество брака и убытки понесенные организацией для его устранения. Предотвратить убытки можно корректно разработав инструкцию на выполнение сварочных работ и проконтролировав ее исполнение.
Так что же такое технологическая карта на сварку? Карта технологического процесса сварки или как ее еще называют технологическая карта сварки — это документ, который является результатом разработки технологии сварки конкретного соединения, в котором прописаны самые важные технологические параметры создания сварного соединения, по сути это инструкция по сварке соединений. Технологическая карта сварки была утверждена и введена в активное действие первого января 1984 года, более 30 лет назад. При разработке технологии сварки металлоконструкций каждое сварное соединение должно быть изготовлено в соответствии с разработанной для нее технологической картой сварки.
Технологическая карта по сварке должна содержать следующие данные:
 1. Сведения о основном металле.
1. Сведения о основном металле.
2. Сведения о качестве и подготовке соединения под сварку: данные о разделке (величина зазора, величина притупления, угол наклона разделки и т.д.), о количестве и расположении прихваток, данные о предварительной очистке кромок, размеры шва.
3. Данные о фиксации свариваемого изделия и о возможном подогреве. А также последовательность выполнения проходов в сварном шве.
4. Сведения об используемом сварочном оборудовании и сварочных материалах. Подбор сварочных материалов и оборудования основывается на различных сведениях, полученных из литературы, в том числе профессиональной сварочной (журналы, статьи), на собственном опыте, а также на отзывах организаций.
5. Сведения о режиме сварки в зависимости от способа сварки могут включать: сварочный ток, напряжение дуги, скорость сварки, полярность при сварке, расход защитного газа, скорость подачи проволоки и др. Нарушение рекомендованных режимов сварки может привести к охрупчиванию металла шва и околошовной зоны.
6. Сведения о форме сварного соединения, способах и объемах контроля качества сварного соединения.
Разработка карты технологического процесса сварки начинается с анализа свариваемого материала и подбора способа сварки. После этого производится анализ условий, при которых будет работать сварная конструкция и определяется, какими нормативными документами нормируется изготовление и работа этой конструкции. Далее по данным нормативной литературы и по расчетным данным определяется режим сварки, рассчитывается необходимое количество проходов, геометрия сварного соединения и другие параметры.
Каждая технологическая карта по сварке получает свой идентификационный номер, который в дальнейшем используется для указания в технической документации и спецификациях проекта. Визирует карту технологического процесса сварки сам разработчик, он же ставит свою подпись внизу формуляра.
При строительстве объекта на производстве должен находиться комплект  технологических карт всех используемых типов сварных соединений. Полный комплект карт технологического процесса сварки хранится в отделе главного сварщика. Сварщик при выходе на смену получает технологические карты для сварных соединений, которые он выполняет в процессе работы. Осмотр и контроль подготовленных кромок и готового сварного соединения выполняется службой технического контроля в соответствии с разделом контроля качества и испытаний сварных соединений. Таким образом, не происходит никакой путаницы между службами, так как всё необходимое указано в технологической карте сварного соединения.
технологических карт всех используемых типов сварных соединений. Полный комплект карт технологического процесса сварки хранится в отделе главного сварщика. Сварщик при выходе на смену получает технологические карты для сварных соединений, которые он выполняет в процессе работы. Осмотр и контроль подготовленных кромок и готового сварного соединения выполняется службой технического контроля в соответствии с разделом контроля качества и испытаний сварных соединений. Таким образом, не происходит никакой путаницы между службами, так как всё необходимое указано в технологической карте сварного соединения.
На каждом предприятии, при организации сварочного производства обязательно составляются карты технологического процесса сварки, иначе сложно выдержать параметры, предъявляемые к качеству выполняемой работы. Некоторые предприятия не могут позволить себе содержание дорогостоящего инженерного состава сварочного производства. Инженерный центр «Mavego» минимизирует Ваши затраты на содержание инженерно-технических работников и на основании договора и технического задания, в кратчайшие сроки разработает комплект технологических карт сварки, а также подберет оборудование и материалы.
Для получения качественного результата проделанной работы при производстве сварочных работ, сварщик должен руководствоваться документом, в котором корректно описаны все этапы выполнения сварки на объекте строительства. Несоблюдение рекомендаций приведенных в технологической карте может привести к разрушению сварного соединения при эксплуатации, что может повлечь за собой необратимые последствия.
Карта технологического процесса ручной дуговой сварки контрольно сварного соединения.
учебно-методический материал

Изготовить КСС согласно полученного задания.
Скачать:
Предварительный просмотр:
Федеральное казенное профессиональное образовательное учреждение № 39
КАРТА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА РУЧНОЙ ДУГОВОЙ СВАРКИ КОНТРОЛЬНОГО СВАРНОГО СОЕДИНЕНИЯ
НА КОНКУРС СВАРЩИКОВ
Получить заготовки для выполнения контрольно-сварного соединения (КСС). Изготовить КСС согласно полученного задания.
Основной материал – Сталь листовая, уголок — группа М01 марка Ст.3сп
Вид (способ) сварки (наплавки) – РД
Заготовки для КСС
Пластины 250х30х3мм 3 шт.
Типы шва – Стыковые Угловые
Способ сборки – на прихватках
Тип соединения по ГОСТ 5264 Стыковые, Тавровые
Требования к прихватке – длина прихватки от 5 до 10 мм, количество 3 шт. (равномерно распределить прихватки по длине стыка)
Присадочные материалы (тип, марка, диаметр) – электроды: АНО-4 Ø 3 мм,
Сварочное оборудование – инверторный источник питания, трансформатор
Содержание операции и требования
Подготовка кромок КСС
1. Получить заготовки для КСС
(со скосом и без скоса кромки.), произвести их осмотр, проверить геометрию кромок и прилегание кромок
Линейка металлическая, шаблон сварщика УШС-3
2. Зачистить кромки, прилегающие к сварному шву на ширине 20 мм с обеих сторон пластин до металлического блеска.
Металлическая щетка, напильник, шлифмашинка с металлической дисковой щеткой
3. Сборку осуществлять на рабочем столе кабины в приспособлении. Положение приспособления при сборке КСС нижнее. Заготовки КСС собрать закрепляя пластины струбцинами. Зазор между кромками от 0 до 3,0 мм должен соответствовать эскизу 1.
Приспособление для сборки и сварки.
Шаблон сварщика УШС-3,
4. Наложить по 3 прихватки на один стык длиной от 5 до 10 мм, количество 3 шт. распределив их равномерно по длине стыка. Электроды – АНО-4, Ø 3,0 мм
5. Зачистить прихватки и свариваемые кромки до металлического блеска
Металлическая щетка, напильник, шлифмашинка: металлическая дисковая щетка, шлифовальный круг
6. Выполнить сварку швов № _______ (чертеж 1) в нижнем положении электродами АНО -4, Ø 3,0 мм
7. Выполнить сварку швов № _______ (чертеж 1) в горизонтальном положении электродами АНО -4, Ø 3,0 мм
8. Выполнить сварку швов № _______ (чертеж 1) в вертикальном положении электродами АНО -4, Ø 3,0 мм
9. Зачистить облицовочный слой шва от шлака и брызг. Устранение дефектов зубилом, шлифовальным кругом, сваркой на облицовочном шве не допускается.
Нормативное время сварки 90 мин.
Во время выполнения сборочно-сварочных работ должны соблюдаться правила охраны труда (использовать исправный инструмент, средства индивидуальной защиты, безопасные приемы труда)
Технологическую карту составил мастер п/о _____________ Савчук С.Н.
По теме: методические разработки, презентации и конспекты
План урока производственного обучения по профессии сварщик.
Учебный элемент: Техника ручной дуговой сварки стыковых соединений в нижнем положении.
Урок должен быть построен таким образом, что бы обучающиеся могли раскрыть себя, показать свои способности и понять, что эти знания им пригодятся в жизни. Кроме этого, я считаю, что нужно использовать.
методическая разработка урока.
Компетентностно-ориентированное задание для комплексного экзамена по модулям ПМ.01 «Подготовительно-сварочные работы и контроль качества сварных швов после сварки» и.
Выполнить сварку контрольно-сварного соединения согласно рисунка а),б),в),г). .
Технологическая карта сварочных работ: что это и из чего она состоит?

Поскольку сварка представляет собой сложный процесс, выполнение производится в соответствии со строгой последовательностью действий. Чтобы сварной шов не стал уязвимым местом, необходимо уделить достаточное внимание технологии сварки.
С этой целью разрабатывается карта технологического процесса сварки – документ, указывающий самые важные параметры сварного соединения и технологию выполнения сварочного процесса.
Что такое технологическая карта?
Технологическая карта – это утвержденный документ, описывающий последовательность проведения сварочных работ. Она является, по сути, инструкцией по технике выполнения сварки.
Карта необходима при прокладке газопроводов и трубопроводов, при выполнении монтажных работ, сборке некоторых деталей транспортных средств и т.д. В ней также содержатся указания касательно методов для проведения контроля выполненных работ.
В зависимости от решаемой задачи, технологическая карта может быть типовой или стандартной. В любом случае она должна выполнятся в соответствии с существующими ГОСТами.
Пример применения данной карты

В качестве примера техпроцесса выполнения сварки можно рассмотреть карту сварки решетчатых конструкций. К таким конструкциям относятся фермы. Для их изготовления используют металл толщиной до 10 мм.
Сварочные швы должны быть хаотично ориентированы в пространстве. Их длина не должна превышать 20-40 см.
Выполняется сварка обычно шланговым полуавтоматом в защитном газе, порошковой или самозащитной проволокой или вручную штучными электродами. Использовать автоматическую сварку нецелесообразно. Она является неэкономичной независимо от типа производства.
При серийном производстве ферм выгодно использование точечной сварки.
Не следует последовательно сваривать швы, расположенные близко друг другу. В таких случаях необходимо предварительно охладить часть металла, на которой будет располагаться второй шов.
Это уменьшит перегрев и область пластических деформаций металла. В результате шов будет качественным и долговечным.
Чтобы минимизировать напряжения в узлах фермы, их необходимо сваривать от середины конструкции к краям. Если технологической картой предусмотрено наличие швов с большим и маленьким сечением, тогда первыми необходимо делать большие швы.
Какие данные должна содержать технологическая карта?
Технологические карты являются важнейшим средством нормализации и типизации производства. Они составляются с учетом использования прогрессивной технологии, комплексной механизации процесса и лучших примеров организации труда.
Единой формы технологической карты нет. Ее можно разработать и утвердить самостоятельно.
Такой проект будет учитывать все необходимые тонкости при выполнении поставленного задания в соответствии с потребностями предприятия. В то же время документ должен отвечать существующим государственным стандартам и нормам.
Данный документ подлежит утверждению в обязательном порядке. В нем должно быть указано название объекта, в котором будет проводиться сварка. Кроме технических данных, документ может включать информацию о составе рабочей группы и сроки выполнения задания.
Иногда отмечаются этапы выполнения поставленных заданий и общие трудозатраты. Могут указываться также затраты на ресурсы: электроэнергию, материалы, заработную плату.
Оформляется данный нормативный документ в виде таблицы с указанием всех перечисленных вопросов. Затем она утверждается руководителем предприятия или главным инженером и техническими службами.

Типовая карта на сварочные работы должна включать в себя:
- данные об используемом материале;
- информацию о сварном соединении, его параметры и расположение;
- данные о фиксации изделия;
- сведения о возможном подогреве конструкции;
- данные о параметрах сварки, включая: ток, напряжение дуги, скорость сварки, полярность, скорость подачи проволоки и т.д.;
- информацию о методах контроля шва;
- сведения об оборудовании и материалах, которые используются.
Разработка карты начинается с анализа выполняемого задания. Затем определяются условия сварки. Согласно с полученными данными выбираются нормативные документы, в соответствии с которыми будет осуществляться сварочный процесс.
В независимости от решаемых задач, будь то сваривание труб, сварка глушителя выхлопной системы автомобиля или других металлических конструкций, использование технологической карты является обязательным.
Данные нормативные документы должны использоваться на каждом предприятии. При строительстве объекта должен быть разработан комплект карт для всех сварных соединений. Хранится такая документация у главного инженера.
В технической документации указывается методика подготовки и контроля соединений. Осмотр выполненной работы осуществляется технической службой в соответствии с нормативными документами.
Это позволяет организовать последовательное функционирование всех служб и исключает любую путаницу. В результате, даже при наличии большого количества сварных швов, все они будут проверены, что гарантирует высокое качество выполняемых работ.
Несмотря на то, что технологические документы должны разрабатываться предприятием индивидуально для каждой задачи, на сегодняшний день они изготавливаются по типовым схемам. На данный момент уже создано большое количество шаблонов и изобретать что-то новое нет необходимости.
Практически все карты для трубопроводов, решеточных- и металлоконструкций и схожи между собой. Их отличает только наполнение.
Пример оформления технокарты
Рассмотрим использование технологической карты на примере работы с металлическими конструкциями. В первом пункте будет обозначена сфера использования техпроцесса. Тут указываются материалы, подлежащие сварке, нормативные расстояния между объектами, углы их наклона и количество необходимых швов.
Во втором пункте отмечены особенности работы с металлоконструкцией.

Тут обычно указываются такие данные:
- действия для подготовки изделий к работе с ними;
- виды соединений;
- пошаговое руководство выполнения сварки;
- техника безопасности при выполнении работы;
- количество рабочих;
- экономическая составляющая.
В данном пункте содержится исчерпывающая информация о выполнении работы. Тут можно не только ознакомиться с последовательностью действий, но и оценить затраты на выполнение поставленного задания.
Далее в строки вносятся данные с характеристиками используемых материалов. Именно эти параметры определяют требования, предъявляемые к работе. Тут могут указываться и некоторые дополнительные данные.
Отдельная строка посвящена нормативам сварки. Тут приводятся рекомендации и нормы техпроцесса. В данной графе детально указаны все действия для выполнения поставленной задачи.
Каждый шаг подробно расписан. Сварщик обязан строго придерживаться отмеченных рекомендаций. Отступление от них может привести к несоответствию выполненных работ заявленным требованиям.
Именно этот раздел является наиболее подробным. От правильного соблюдения всех указанных действий будет зависеть результат работы.
В последних строках указываются методики для контроля работы. Ниже ставится подпись ответственного разработчика карты. В дополнениях может быть указано все необходимое оборудование для выполнения задания.
Еще одним типовым технологическим документом является карта сварки труб. Она включает в себя такие же пункты, в металлических конструкциях. В первую очередь отмечается применимость данной карты к соответствующей области.
- особенности выполнения техпроцесса;
- критерии по оценке и приемке работ;
- техника безопасности;
- виды задач.
Главной составляющей документа является подробное руководство и последовательность выполнения операций. Отмечаются особенности визуальной оценки материалов пред выполнением работы. Отдельным пунктом указываются действия сварщика при обнаружении дефектов, превышающих установленные нормы.
В разделе, посвященном технике безопасности, указаны действия рабочего во время и перед выполнением работы. Описаны требования к рабочей площадке и используемому оборудованию.
Требования к качеству работ содержат перечисления методов проверки сварных швов и допустимые отклонения. При неудовлетворительных результатах контроля указывается порядок и способ исправления дефектов.
Операционно-технологические карты содержат все технические характеристики, необходимые для проведения сварки.
Чтобы в результате выполнения сварочных работ получить качественный результат, сварщик должен руководствоваться технологической картой. От ее правильного и корректного составления зависит надежность конечного изделия.
Отступление от норм и требований к сварке, указанных в нормативных документах, приведет к нарушению сварного соединения. Это может сказаться не только на качестве и надежности, выполненных работ, но и повлечь за собой необратимые последствия.
Для чего нужна технологическая карта сварочных работ
Реализация проектов в различных сферах производства (строительстве, машиностроении или любой другой сфере) сопряжена с необходимостью последовательного выполнения ряда технологических процедур.
Все условия и порядок выполнения каждой такой процедуры должны быть исчерпывающе описаны в рабочем проекте. Рабочий проект часто представляет собой многотомный документ, содержащий большой объем текстовой и графической информации. Поэтому составляют технологическую карту, которая помогает представить информацию более компактно, сжато и доходчиво.
Она, по сути, является заранее разработанной и утвержденной инструкцией по сварке конкретного изделия.
Назначение
Работа исполнителей с проектной документацией оказывается затруднительной ввиду обилия информации и разрозненности сведений. По этой причине возникает необходимость создания компактного и ёмкого документа, определяющего порядок выполнения той или иной технологической операции в конкретных условиях. Применительно к сварочным процедурам составляется карта технологического процесса сварки.
Выполнение сварочных работ на производстве осуществляют рабочие бригады сварщиков под руководством мастеров.
При выдаче производственного задания на сварку, как правило, чётко документируется объём работ, подробно расписываются условия их выполнения, применяемое оборудование и материалы.
Это помогает рабочему персоналу соблюсти технологию операции сварки, а руководителю среднего звена легко контролировать процесс её выполнения.
Необходимые для этого данные содержит технологическая карта сварки, которая подготавливается технологами предприятия. В этом документе сконцентрирована вся необходимая информация, содержащаяся в рабочем проекте.
Кроме этого, та часть информации, которая присутствует в проекте в виде ссылки на какой-либо ГОСТ, в технологической карте полностью раскрывается и конкретизируется.
То есть, в карте может не указываться номер ГОСТа, требования которого необходимо выполнить, но подробно расписываются сами требования, касающиеся порядка выполнения сварки.
Содержание
Единой формы технологической карты сварки, которой обязаны придерживаться все без исключения организации, не существует.
Поэтому, если предприятие столкнулось с потребностью в таком документе, а какие-либо отраслевые нормы вышестоящих организаций в этой части отсутствуют, технологическую карту сварки можно разработать и утвердить самостоятельно.
 Поскольку документ такого рода подлежит обязательному утверждению, карта должна содержать шапку, в которой указываются наименования предприятия и объекта, где планируются сварочные работы.
Поскольку документ такого рода подлежит обязательному утверждению, карта должна содержать шапку, в которой указываются наименования предприятия и объекта, где планируются сварочные работы.
В разделе изложения технологии все однотипные сварочные швы для удобства следует объединить, снабдив их общим описанием, содержащим исчерпывающую технологическую информацию.
Кроме информации чисто технологического характера, карта может содержать некоторые нормативно-технические данные. К ним относятся количественный и качественный состав бригады, выполняющей работу, а также время выполнения операционного задания.
Также в карте могут быть указаны трудозатраты общего объема работ с разбивкой их на отдельные этапы и обозначением контрольных сроков их выполнения.
Кроме трудозатрат на сварку объекта, может быть приведен общий расчет затрачиваемых ресурсов. К ним относится стоимость электрической и тепловой энергии, расходных материалов, затраты на заработную плату.
Отдельный раздел технологической карты может содержать сведения о мерах безопасности при выполнении сварки, мероприятиях по подготовке рабочих мест.
Данные о сварных соединениях
По каждой группе сварных соединений, выполняемых в процессе сборки объекта, должны указываться следующие технологические данные:
 информация о материале, из которого изготовлены соединяемые части объекта, включающая марки сталей, их физические и химические особенности;
информация о материале, из которого изготовлены соединяемые части объекта, включающая марки сталей, их физические и химические особенности;- данные о необходимости предварительной подготовки деталей к сварке. Если должен быть применен скос кромок, необходимо привести точное описание геометрических характеристик, форму скоса и необходимые значения углов;
- описание применяемой технологии электродуговой сварки и конкретных аппаратов, посредством которых должна быть выполнена сварка. Указывается режим выполнения сварного соединения, перечень применяемых расходных материалов. Например, при применении ручной дуговой сварки указывается марка и диаметр применяемых электродов, ток при котором осуществляется сваривание, если предусмотрена аргонодуговая сварка, приводится форма применяемого электрода, род и полярность тока, расход газа.
Технологическую карту составляют по результатам исследовательской работы, в которую входят расчеты, эксперименты, подбор оптимальных материалов и многое другое.
Существует огромное количество шаблонов, позволяющих упростить составление карты. Разработанная технология не должна противоречить всем существующим нормам и правилам.
Образцы технологической карты для сварочных работ
Стоит в деталях рассмотреть вопрос о том, что представляет собой технологическая карта сварочных работ. Простыми словами, она является своеобразной пошаговой инструкцией, где прописана вся история выполнения работ. Помимо сварщика техкартой пользуются и специалисты, контролирующие рабочие процессы и качество конструкций. В документе прописывается буквально все: от вида работы до точных размеров уже готовой конструкции.
Если исключить все специфические термины, то можно определить, что технологическая карта является сборником технических моментов, которые определяют конечный результат. Поэтому разработка данного документа является важным этапом на пути к готовому изделию, поскольку напрямую влияет на его качество. Помимо этого, он позволяет повысить продуктивность работы сварщика, эффективнее использовать рабочее время.
Типовая операционная технологическая карта в производственный процесс была внедрена в конце 80-х годов прошлого столетия. Это было вызвано развитием технологии сварки: появилось новое оборудование, стали доступными для работы многие металлы и процесс стал более сложным в исполнении.






Техкарта на сварку металлоконструкций

Реализация проектов в различных сферах производства (строительстве, машиностроении или любой другой сфере) сопряжена с необходимостью последовательного выполнения ряда технологических процедур.
Все условия и порядок выполнения каждой такой процедуры должны быть исчерпывающе описаны в рабочем проекте. Рабочий проект часто представляет собой многотомный документ, содержащий большой объем текстовой и графической информации. Поэтому составляют технологическую карту, которая помогает представить информацию более компактно, сжато и доходчиво.
Она, по сути, является заранее разработанной и утвержденной инструкцией по сварке конкретного изделия.
- 1 Назначение
- 2
- 3 Данные о сварных соединениях
Образец заполнения технологической карты сварки
Техпроцесс состоит из множества этапов, каждый из которых должен быть просчитан с точностью до миллиметра. Все эти данные сложно запомнить или кратко записать, поэтому была придумана карта технологического процесса сварки.
Она позволяет улучшить качество работ: сварщик получит полую информацию о типе сварки, специалисты проведут тщательный контроль сварного соединения, будет выбран оптимальный комплект оборудования и комплектующих. Соответственно снизится количество брака и завод понесет меньшие убытки.
И все это возможно, если у вас есть технологическая карта на сварку.
В этой статье мы расскажем, что это такое, как составляется техкарта для сварочных работ, приведем пример, благодаря которому вы научитесь быстро и легко читать технологические карты, а впоследствии и составлять их.
Определение
Что такое технологическая карта на сварочные работы (она же ттк на сварку, технологическая карта сварки или просто техкарта)? Говоря простыми словами, это просто документ-инструкция, выдаваемая сварщику для правильного выполнения работ. Также техкартой может пользоваться специалист по контролю качества. В техкарте прописывается всё: от типа сварки до геометрических расчетов.
Проще говоря, техкарта — это «сборник» всех технологических особенностей, которые нужно учесть при сварке. Правильно разработанная техкарта позволяет улучшить качество сварного соединения и, в целом, сделать работу сварщика или прочих специалистов продуктивнее и лучше.
Технологическая карта была придумана и внедрена не так уж давно, а именно в конце 80-х годов прошлого века. Это связано с большим технологическим прорывом в сфере сварки, когда появились новые современные технологии и стали доступны редкие металлы.
Данные в техкарте
Итак, в технологической карте в обязательном порядке указываются общие сведения о металле, который нужно сварить, данные о разделке металла и их очистке, данные о размерах сварных швов. Также указывается прогрев металла, если он необходим, последовательность формирования сварных швов.
Еще указывается, какое оборудование будет использоваться и какие комплектующие необходимы для выполнения сварки. Некоторые мастера уверены, что оборудование и комплектующие можно подбирать, основываясь на своем опыте или тематических журналах, но это неверно. Позже мы расскажем, как подбирается комплект оборудования.
Дополнительно нужно указать, какой тип сварки будет использовать в работе, а также какие параметры нужно установить (значение сварочного тока, напряжения, полярности, скорость сварки и так далее).
Также указывается, какая будет форма у сварного соединения и какие будут использоваться методы проверки качества сварных швов.
Особенности
На крупных производствах (например, если это сборочно-сварочный цех) разработкой техкарты занимаются отдельные специалисты, а на мелких заводах эту работу часто поручают сварщикам.
Тем не менее, любая разработка техкарты должна начинаться с тщательного анализа металла, который нужно сварить. Именно от металла зависит выбор типа сварки, комплектующих и прочие параметры. Если вы с самого начала правильно проанализируете металл, то затем у вас не возникнет никаких ошибок.
Каждая технологическая карта по сварке металлоконструкций должна иметь свой индивидуальный номер (шифр), с помощью которого ее можно будет найти в архиве. Также этот номер будет указываться при разработке полной техдокументации и в характеристиках проекта на сварку. Также на техкарте должна стоять подпись специалиста, который эту кару составлял.
Данные для техкарты
Документ в обязательном порядке содержит данные о металлах, которые требуется соединять; информацию о разделке заготовок и очистке поверхности, размеры сварного соединения. Если требуется прогрев металла, то об этом тоже есть информация. Описана и последовательность формирования сварных швов. Подобные инструктивные материалы просто необходимы при выполнении сложных работ, например, при сварке трубопроводов.
Когда для выполнения работы можно использовать разное оборудование, то указывается конкретный вид сварочных аппаратов и расходных материалов. Дополнительно вносится информация о том, какие параметры нужно выставить на сварочном оборудовании: сила тока, напряжение, полярность. Задается скорость формирования шва и прочие важные данные. Здесь же определяется форма сварного шва и предполагаемые методы контроля качества.
2.1. Подготовительные работы
2. 1 .1 . Подготовьте технические помещен ия, в которых будет прои зводиться монтаж уз лов металлоконструкци й при помощи с варки, в соответствии с ГОСТ 1 2.3.003.75, ГОС Т 1 2.2.007.75 и оборудуйте их про тивопожарным инвентарем.
2. 1.2 . Доставьте необходимые конструкции и д етали на м еста производства работ и разложите их в соответствии с технологической последовательностью выполнения мон тажных работ.
2. 1 .3. Ознакомьтесь с условиями производства работ и, при необходимости, оборудуйте зону выполнения работ в соответствии с «Правилами техники бе зопаснос ти и пожарной бе зо пасн ости» ( СНиП III-4-80, СНиП II -01-0 2-8 5) .
2. 1 .4. Убедитесь в работ оспособности пр иточно- вы тяжной вентиляции.
2. 1 .5. Подготовьте документацию, инструменты и п риспо соб лени я, необходимые при выполнении сварочных работ.
2. 1 .6. Убедитесь в исправности сварочного оборудования.
Особенности
На больших производственных объединениях составлением технологической карты занимаются инженеры. На небольших предприятиях эту работу сварщики делают сами. Независимо от личности составителя работа начинается с внимательного анализа материала, который требуется сварить. Именно материал определяет выбор типа сварочного оборудования, расходных материалов и рабочих параметров. Если металл был изначально проанализирован правильно, то в дальнейшем не возникнет неожиданностей в работе, а конечный результат будет качественным.
Каждой технологической карте присваивается оригинальный шифр. Он нужен, чтобы идентифицировать карту среди прочих архивных материалов. Этот номер фиксируется в технической документации на готовую конструкцию. Карта подписывается специалистом, который ее составил.
Пример технологической карты сварки
Ниже представлена фотокопия технологической карты. Она может служить как образец заполнения:
Первая графа в документе регламентирует способ сварки. В ней обозначается выбранный для конкретного вида работ тип сварки: полуавтомат, контактная, ручная дуговая сварка и т.п.; использование защитной среды. После этого обозначается код сварки, в нашем примере – 111.
Наиболее распространенные коды сварки и их значения:
- 141 – сварочные работы выполняются ручной аргонодуговой сваркой неплавящимся электродом;
- 131 – применяются плавящиеся электроды и аргонодуговая сварка механизированная;
- 135 – работы выполняются в среде активного газа с использованием механизированной сварки и плавящихся электродов.
После этого расположена графа, информирующая о марке основного материала. Здесь вносятся данные о марке металла, который будет обрабатываться. Как правило, эти данные есть в проекте готового изделия. Оттуда можно их взять и перенести в технологическую карту. Дополнительно указывается группа металлов. Данные приведены в таблице ниже:
В графе «Наименование (шифр) НТД» указывается перечень нормативных документов, которые послужили в качестве первоисточника для заполнения технологической карты. Не составит трудностей внесение информации и в остальные графы. Их наименования дают исчерпывающую информацию о характере вносимых данных.
Какие пункты присутствуют
Технологическая карта должна содержать следующие сведения:
- Все, что касается основного материала поверхностей: марку металла, параметры и химические характеристики, группу стали, данные о разделке и очистке кромок. Это самый важный пункт ТК. Основная задача мастера для минимизации риска совершения ошибки — верно определить тип рабочего материала. От этого зависят все остальные пункты инструкции.
- Способ и вид сварки, параметры для установки.
- Используемое сварочное оборудование.
- Температурные режимы.
- Последовательность формирования сварочных швов.
- Нормативную документацию по сварке (НТД).
В ТК могут быть вписаны любые пункты на усмотрение организации или заказчика.
Требования заказчика
Организация или частное лицо, по заказу которых выполняются работы, выдвигают требования о точных сроках сдачи. Они прописываются отдельным пунктом в ТК после утверждения. Заказчик определяет пожелания к оценке соответствия сваренных конструкций после проведения контроля качества.

Порядок проведения работ
Для оптимизации производства предусмотрен стандартный алгоритм действий:
- Проводят проверку оборудования и подготавливают материалы. Детали очищают от посторонних элементов. Особого внимания требует околошовная зона, чтобы мелкие крупицы не оказали негативного влияния на качество всего изделия. При необходимости стачивают кромки шлифовальной машиной или вручную напильником. Разделку заполняют электродным металлом, зазор между кромками варьируется в зависимости от марки, толщины частей, вида сварки и т.д.
- При несущественном зазоре соединение выполняют без присадочного материала — неплавящимся электродом. Вариант сварки плавящимся электродом предусмотрен для более широкого зазора. Его размер прямо пропорционален глубине проплавления задействованных кромок. Оптимальная разделка — это форма Х, обеспечивающая долговечность сварочного шва и минимизацию риска деформации готового продукта сварки.
- Притупляют кромки посредством плотного сжатия деталей тисками.
- Наступает время сборки. Сварочные элементы фиксируют разными способами: болтами, креплениями, прихватками, чтобы с местом для будущего шва было максимально удобно работать электродом или горелкой.
- После всех подготовительных этапов приступают непосредственно к сварке. Ее осуществляют разными способами, например:
- ручная дуговая — покрытыми электродами или неплавящимся электродом;
- механизированная — самозащитной порошковой проволокой или плавящимся электродом в среде активных газов и смесях;
- автоматическая — под флюсом;
- газовая;
- термитная.
Рекомендуем к прочтению Способы сварки ворот в домашних условиях
Оснащение и оборудование для перемещений
Средства для установки и перемещения сварочных аппаратов — это разные подъемные и выдвижные площадки с дистанционным управлением, колонны и тележки.
Колонны в большинстве поворотные, благодаря чему возможно манипулировать аппаратом, чтобы переставить изделие. Используются для установки сварочных автоматов 2 типов:
- несамоходных (позволяют выполнить только кольцевые и круговые швы);
- самоходных (предназначены для кольцевых, круговых и прямолинейных швов).

Тележки применяются для кольцевых и продольных. В зависимости от конструкции различают:
- велосипедные;
- глагольные;
- портальные.
Рабочая бригада
Рабочая (производственная) бригада сварщиков — это группа людей, совместно ведущих специализированную трудовую деятельность в условиях предприятия на основе общей ответственности и заинтересованности в результате. Создание рабочих бригад позволяет существенно ускорить темпы производства однородной продукции в крупных масштабах. Решением всех управленческих задач занимается специально созданный совет бригады.
Специалисты сварочного производства должны быть аттестованы в соответствии с ПБ 03-273-99.
Рабочее место сварщика организовано согласно техпроцессу. Предусмотрено коллективное обеспечение спецодеждой и защитными масками, необходимым сборочно-сварочным оборудованием.
Перед допуском к производственным сварным соединениям рабочий выполняет сварку образцов для подтверждения своей квалификации.
Меры безопасности и охраны труда на месте
Требования к выполнению сварки закреплены в ГОСТ 12.3.003 и правилах безопасного проведения газосварочных и электросварочных работ.
Сварщик может быть подвергнут таким опасным факторам, как:
- удар током;
- вдыхание вредных паров;
- ожог;
- ультрафиолетовое и инфракрасное облучение;
- превышение допустимой степени шума и вибрации и др.

- К электросварочным и газосварочным работам могут быть допущены лица старше 18 лет, которые прошли медосмотр, получили инструктаж по технике безопасности, окончили стажировку и выполнили проверочное испытание.
- У сварщика должна быть II квалификационная группа по электробезопасности.
- Рабочие оснащаются необходимыми средствами индивидуальной защиты, к которым относятся:
-
брезентовый костюм сварщика;
- ботинки или сапоги;
- брезентовые рукавицы;
- защитные очки или щиток;
- спецодежда для работы зимой.
- При обнаружении опасности или подозрении на техническую неисправность чего-либо следует незамедлительно доложить об этом руководству.
- Каждый участник процесса должен выполнять только ту работу, которую ему поручили.
- Руки, обувь и одежда должны быть сухими.
- Возгораемые материалы должны находиться от зоны сварки на расстоянии не менее 5 м, а взрывоопасные — не менее 10 м.
- При необходимости проведения работ на высоте следует использовать леса или лестницы со специальными площадками, покрытыми огнестойким настилом, и с ограждениями для защиты.
- Проводятся регулярные осмотры оборудования на предмет возможных механических повреждений и отрицательного воздействия высоких температур.
- Если приходится проводить сварку вне помещения в условиях выпадения осадков, то источники питания размещают в мобильных навесах. Поражение током в производственных условиях случается из-за прикосновения рабочего к токоведущим частям оборудования, находящегося под опасным напряжением:
-
до 12 В — во влажных условиях;
- до 36 В — в сухих.
- После окончания сварки следует тщательно убрать рабочее место и отключить аппаратуру от потребления тока, спрятать баллоны в помещение для хранения.
Контроль качества сварных работ
Инспекция для проверки мероприятий по сварке призвана обнаружить дефекты на всех этапах производства. Контроль осуществляется согласно проектной, нормативной и технологической документации и состоит из:
- входного и операционного контроля;
- оценки реализации проделанных работ, созданных конструкций.
Посредством входного контроля исследуется качество материалов, оборудования, инструментов и приспособлений на соответствие всем необходимым стандартам. Итоги вносятся в журнал технического состояния инвентаря.

С помощью операционной проверки выявляется качество сборки свариваемых элементов и самого соединения, учитываются величина и положение зазоров, стыков, нахлестов, прихваток.
Оценка соответствия готовой конструкции проводится в качестве завершающего этапа при сдаче объекта. Требования к ней предусмотрены документами, в которых прописаны:
- методы и объемы проверочных мероприятий (неразрушающий и разрушающий контроль);
- испытания готового изделия;
- соответствие уровню качества.
Измерения и испытания, проводимые в ходе проверок неразрушающими или разрушающими методами, осуществляются в специализированных лабораториях. Методики, в свою очередь, должны быть аттестованы в соответствии с ГОСТ Р 8.563.
Ознакомительный лист
В конце изучения ТК каждый рабочий подписывает бумагу о подтверждении прохождения служебной инструкции: указывает должность, ставит свое имя, дату и подпись. Документ выступает в качестве свидетельства того, что все задействованные на производстве люди будут ориентироваться в своей работе на установленные правила и порядки, а в случае несоблюдения регламента последуют санкции.
Выводы
Операционная технологическая карта является обязательным атрибутом сварочных работ, выполняемых на производстве. Сложно рассчитывать, что без нее специалист положит правильный сварочный шов. Становится невозможным и контроль качества, поскольку нет явных требований к сварочному процессу. Соответственно, и сопоставлять нечего.
Необходимо обратить внимание на то, что сварочные карты существуют и на отдельные технологические операции. К примеру, существует документ на ультразвуковой контроль сварных соединений. К таким приемам составители прибегают в тех случаях, когда работа очень сложная и сопровождается большим количеством данных.
К примеру, технологическая карта на сварку стальных труб может быть одна, а техкарта на сварку металлоконструкций сложной конфигурации состоит из нескольких отдельных документов. Собирать всю информацию в одну технологическую карту нецелесообразно, поскольку это только усложнит исполнение. Десятки таблице и большой объем информации неудобно изучать и руководствоваться ими в работе.
Источник https://nicespb.ru/tehnologii/tehnologicheskaya-karta-svarki-truboprovodov-obrazec.html
Источник https://milling-master.ru/svarochnye/tehnologicheskaya-karta-svarochnyh-rabot-obrazets.html
Источник https://kupite-vorota.ru/instrument/tehnologicheskaya-karta-na-svarochnye-raboty-metallokonstrukcij.html



