Содержание
Гибка профильной трубы: делаем трубогибочный станок своими руками
Станок для гибки профильной трубы является очень популярным видом металлообрабатывающего оборудования. Объясняется это тем, что трубные изделия данного типа сегодня активно применяются во многих сферах, в том числе и для решения бытовых нужд. Если резка профильной трубы легко выполняется даже при помощи ручного инструмента, то для изгиба такого изделия необходимо использовать специальный станок для гибки труб.
Гибка профильной трубы на самодельном станке
Вариантов получения такого станка в свое распоряжение может быть всего два: приобретение серийного оборудования, на что необходимо будет выделить значительные финансовые средства, или изготовление устройства для гибки профильных труб своими руками. На сегодняшний день есть множество конструктивных схем, по которым могут быть изготовлены самодельные станки для гибки профильных труб. На наиболее простых из них и, соответственно, наиболее популярных среди домашних мастеров стоит остановиться подробнее.
Устройство трубогибочного станка и инструкция по его сборке
Вне зависимости от того, какие расходные материалы и механизмы есть в вашей домашней мастерской или гараже, станок для гибки профильной трубы своими руками может быть изготовлен по различным конструктивным схемам. Сделав даже простейший самодельный трубогиб, в дальнейшем, если в этом возникнет необходимость, вы сможете усовершенствовать его конструкцию, наделив такое оборудование рядом дополнительных функций.

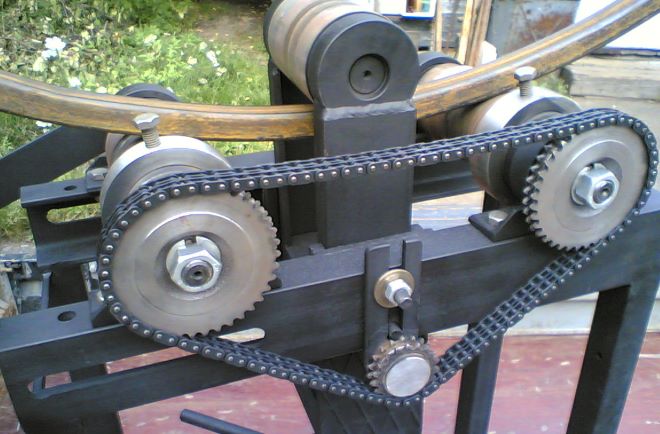
Конструкция станка для гибки труб (в разрезе)
Основными элементами конструкции любого станка, на котором выполняется гнутье труб, являются:
- несущая рама, которая изготавливается из мощного металлического профиля;
- три вала, вращающиеся на отдельных осях (именно посредством таких элементов, которые должны отличаться высокой прочностью, гибочные станки и воздействуют на профильную трубу, деформируя ее на требуемый угол изгиба);
- механизм, при помощи которого рабочие валы приводятся во вращение;
- цепь, соединяющая элементы приводного механизма.
Перед изготовлением самодельного оборудования для гибки желательно подготовить его чертеж или найти готовый в интернете. Более того, там можно обнаружить и видео с подробной инструкцией, объясняющей процесс изготовления устройства для изгиба профильных труб.
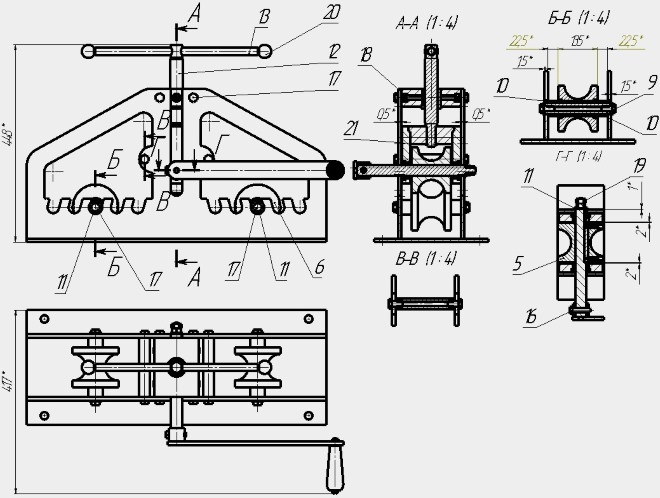
После того как чертеж трубогиба подготовлен, можно приступать к сборке несущей рамы. Если вы планируете применять свой трубогибочный станок для труб большого диаметра, то для сборки его несущей рамы лучше не использовать сварку: она не сможет обеспечить конструкции оборудования требуемую надежность. В таких случаях элементы рамы лучше соединить между собой при помощи болтов. Использование болтовых соединений, кроме того, сделает ваш трубогибочный станок более мобильным, вы в любой момент сможете быстро разобрать его и перевезти в другое место.

Детали трубогиба: подшипники, валы и цепная передача
Валы, которыми оснащается любой гибочный станок для профильной трубы, – это цилиндры с осями вращения, изготовленные из высокопрочной стали. Как уже говорилось выше, на трубогибочный станок устанавливают три рабочих вала, при этом два из них фиксируются немного выше поверхности рабочего стола, а третий – над ними. Радиусы гибки труб зависят от того, на каком расстоянии располагаются между собой рабочие поверхности нижних валов. Таким образом, если, создавая свой трубогибочный станок, вы сразу предусмотрите в его конструкции возможность горизонтального перемещения нижних валов и вертикального – верхнего, вы сможете регулировать параметры выполняемого сгиба, а также обрабатывать трубы различного размера.

Сваренная из толстого металла П-образная каретка с прижимным валом

Для закрепления подшипников используются «полумесяцы» из 4-миллиметрового металла
После того как все рабочие валы трубогибочного станка установлены на раме, необходимо собрать механизм, который будет приводить их во вращение. В качестве такого механизма лучше всего использовать цепную передачу, элементами которой будут три звездочки и сама цепь, соответствующая им по своим параметрам. Две звездочки устанавливаются на оба нижних вала трубогиба для профильной трубы, а третья фиксируется ниже, на одном из элементов несущей рамы. Очень важно предусмотреть возможность изменения положения нижней звездочки, так как это позволит вам выполнять натяжку цепи на трубогибочном станке. Чтобы приводным механизмом станка можно было легко управлять, на одной из звездочек фиксируют ручку, которую следует сделать не только прочной, но и максимально удобной в работе.

Трубогиб собран и готов к испытанию
По завершении сборки станка следует выполнить на нем тестовый изгиб трубы. Если результаты теста вас удовлетворили, можно начинать пользоваться своим оборудованием.
Как изготовить профилегиб еще более простой конструкции
Профилегибочный станок своими руками можно изготовить по еще более простой конструктивной схеме. Если вы остановите свой выбор на приспособлении данного типа, следует иметь в виду, что для того, чтобы согнуть профильную трубу своими руками на подобном устройстве, вам потребуются серьезные физические усилия.
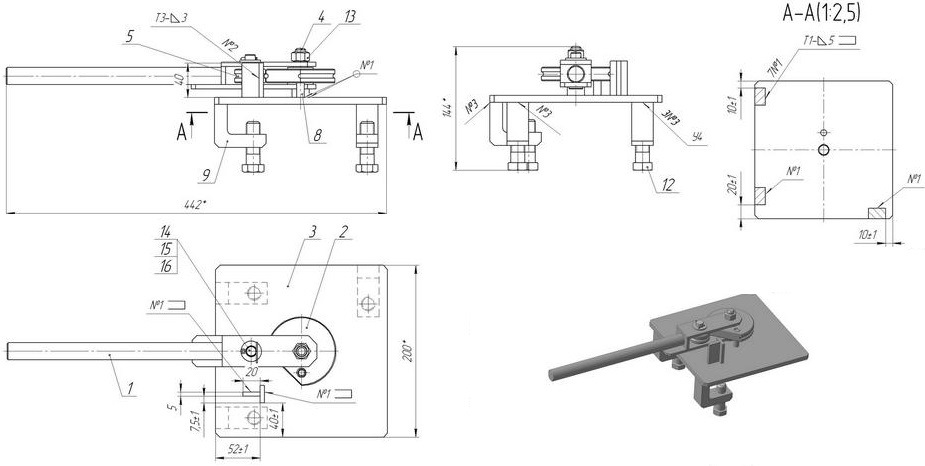
Чертеж небольшого ручного профилегиба, закрепляемого на слесарном верстаке (нажмите для увеличения)
Если оборудование для гибки, оснащенное рабочими валами, используется для проката профильной трубы, в процессе которого выполняется ее загибание, то профилегибы простейшей конструкции, о которых идет речь, работают по другому принципу. На устройствах данного типа осуществляется гибка профильной трубы по радиусу, который предварительно необходимо сформировать из жестко закрепленных элементов. В качестве таких элементов чаще всего используются прочные металлические штыри, закрепленные в бетонном основании. Из таких штырей формируется дуга, по которой и выполняется загибание профтрубы.
Чтобы изготовить устройство, на котором можно будет эффективно выполнить гибку трубы по радиусу, лучше всего самостоятельно залить бетонную площадку и максимально надежно зафиксировать на ней металлические штыри.
- Один конец трубы надежно фиксируется.
- Физически воздействуя на второй, незакрепленный конец трубы, изделие начинают плавно и аккуратно гнуть, огибая его поверхностью штыри, располагающиеся по дуге.
- После того как труба приобрела требуемую конфигурацию, ее второй конец тоже закрепляют и оставляют изделие в таком положении на некоторое время, чтобы металл привык к новому состоянию.
Поскольку работа на таком приспособлении требует приложения значительных физических усилий, то для облегчения задачи (особенно при гибке труб большого диаметра) место будущего сгиба предварительно нагревают газовой горелкой или на костре. Более подробно познакомиться с правилами работы на таком устройстве можно по соответствующему видео.
Конечно, такое приспособление, которое можно соорудить во дворе своего дома, обладает минимальной эффективностью и функциональностью. Например, с его помощью достаточно сложно выполнять гибку нержавеющих труб или осуществлять сложный изгиб. Тем не менее использовать его для простейших гибочных работ вполне можно. Такие работы, например, могут быть связаны с прокладкой трубопровода или изготовлением каркаса для домашней теплицы.
Изготовление рычажного трубогиба
Подборка фотографий и чертежей для самостоятельного изготовления трубогиба рычажного типа, а также видеоролик с комментариями и пояснениями от автора.

Этот рычажный трубогиб не слишком сложен в изготовлении и позволяет работать с довольно толстыми трубами








Серийное оборудование
Если работа с металлическими трубами различного профиля связана с вашей профессиональной деятельностью, то лучшим выбором для вас станут серийные станки для гибки профильной трубы, которые отличаются не только высокой эффективностью, но и расширенным функционалом. Сегодня существует множество самых разных моделей профилегибов, которые отличаются друг от друга как своей производительностью, так и набором функциональных возможностей. Такое разнообразие позволяет подобрать станок для выполнения гибки профильной металлической трубы, ориентируясь на свои потребности и финансовые возможности.

За небольшие деньги можно приобрести малогабаритный ручной станок
- Отдельные модели могут быть оснащены электронной системой управления, что позволяет автоматизировать процесс гибки.
- Использование сменных рабочих насадок значительно расширяет функциональные возможности профилегибов.
- Кроме электронной системы управления, отдельные модели таких станков могут оснащаться дистанционным пультом.
- Серийные профилегибы отличаются компактными габаритами, что делает их очень мобильными.
- Устанавливать такое оборудование можно на любой ровной и твердой поверхности.
- Технические возможности таких станков позволяют выполнять даже очень сложные изгибы на трубах (П-образные, N-образные и др.).

Настольный электромеханический профилегибочный станок ПГМ-4 работает с профилем толщиной до 40 мм
Выбирая серийный станок для гибки профильных труб, следует иметь в виду, что стоимость такого оборудования в зависимости от его технических характеристик и функциональности начинается от нескольких сотен долларов США и может достигать нескольких тысяч.
Поворотные станки для гибки б/у
Подпишитесь на результаты поиска с текущими фильтрами и получайте информацию о новых поступлениях по электронной почте.
| Pазмеры, примерно | 4 050 x 1 720 x 2 200 мм |
| Год выпуска | 2007 |
| Приблизительный вес | 4 300 кг |
| Товар можно забрать | immediately |
| условия поставки | FCA Chemnitz, погрузка на грузовик |

| Pазмеры, примерно | 3 300 x 1 000 x 1 800 мм |
| Год выпуска | неизвестно |
| Приблизительный вес | 1 500 кг |
| Товар можно забрать | By appointment |
| условия поставки | FCA Beinasco, погрузка на грузовик |
| Залог | Требуется кредитная карта |
Не нашли то, что искали?
Подпишитесь на результаты поиска с текущими фильтрами и получайте информацию о новых поступлениях по электронной почте.
Гибка материала
Гибка материала
- один из наиболее популярных видов листогибочного оборудования
- характеризуется наличием балки поворотного типа
- при выборе следует обратить внимание на его основные технические характеристики
Листогибы. Особенности и виды
HERA Листогибы Кроме того, в зависимости от используемого способа гибки станки делятся на прессовые с пуансоном, ротационные с валками и поворотные с гибочной балкой.
Поворотный станок для гибки
Поворотный станок для гибки может быть электромеханическим или гидравлическим. В общем случае он состоит из станины, гибочной и прижимной балок, заднего упора. В первом случае в качестве поворотной балки используется электродвигатель, во втором – гидравлический агрегат. Поворотный станок для гибки отличается прочностью, надежностью, бесперебойной работой, возможностью регулирования хода, компенсации прогиба стола. При выборе пресса с поворотной балкой необходимо обратить внимание на такие параметры, как максимальная толщина и ширина листа, максимальный угол поворота и минимальный внутренний радиус гиба. Кроме того, одним из важных параметров является точность. Производством современных листогибов занимаются компании AMADA ITPS, PROMECAM, HYDRAULIC и др.

Позиции, которое вы недавно просматривали Показать все ранее просмотренные позиции
Ручное оборудование для гибки труб
Трубогибочный станок — это устройство, которое используется для сгибания труб с различной формой сечения. Сечение детали может быть: квадратное, прямоугольное, овоидное, круглое.
Такое оборудование считается универсальным, так как на нём можно гнуть детали из разных материалов: алюминия, меди, латуни, а также нержавеющей и углеродистой стали.
Стоит также отметить, что такие стационарные станки могут работать с широким диапазоном диаметров.

Трубогибочные станки бывают самых разных типов, наиболее сложными являются промышленные устройства с электронным управлением
Для чего нужен трубогибочный станок?
Обычные и профильные трубы используются в различных областях:
- монтаж трубопроводов разной конфигурации;
- выполнение каркасных конструкций в строительной сфере;
- для организации ограждений;
- в автомобильной отрасли;
- в мебельной сфере;
- в качестве декоративных элементов интерьера.
Вышеперечисленные варианты использования труб в большинстве случаев требуют их изгибания. При монтаже трубопроводной конструкции можно использовать фитинги для соединения отдельных участков коммуникации.
Однако узел, полученный в результате стыковки двух труб, считается проблемным участком и риск возникновения течи увеличивается прямо пропорционально количеству таких узлов.
Поэтому гораздо надёжнее изогнуть трубу под нужным углом, без нарушения её целостности. Для гибки труб используют специальное трубогибочное оборудование.
Полезная информация! Трубогибы используются как в частных случаях, так и на производственных предприятиях. Стоит сказать, что эти устройства загибают трубы под углом до 180°.
Приводная система для такого оборудования может быть разной:
- гидравлическая;
- электромеханическая.

Трубогибочное оборудование с гидроприводом можно использовать на производстве и в быту
Трубогибочная машина является востребованным и распространённым оборудованием, которое используется на сегодняшний день во многих сферах человеческой деятельности. В случае необходимости можно собрать такой станок своими руками.
Преимущества современных трубогибочных станков
Раньше для изгибания труб использовалось специальное оборудование, которое отличалось большими размерами и функционировало по принципу индукционного подогрева. Индукционный нагрев подразумевал поднятие температуры детали в месте гиба до нужного показателя (пока металл не становился достаточно пластичным для сгибания).
На сегодняшний день развитие промышленности позволяет выпускать более совершенное оборудование, которое отличается от старых трубогибочных машин и обладает следующими достоинствами:
- более компактные габариты в сравнении со старыми аппаратами. Размер современного трубогибочного станка позволяет обойтись без организации капитального фундамента под монтаж оборудования;
- минимальная высота загрузки детали составляет не больше, чем 140 см от пола. На этот показатель не влияет диаметр изделия;
- уменьшение энергозатрат в сравнении со старыми трубогибами. Новые модели не нуждаются в нагреве труб;
- отсутствие загрязнений, которое наблюдалась в старых, индукционных машинах;
- температура возле современной трубогибочной аппаратуры является очень комфортной;
- кроме этого, в процессе эксплуатации такого оборудования снижается уровень шума, что также является большим преимуществом;
- высокая скорость гибки, которая позволяет справляться с большими объёмами работ. Например, современный трубогибочный станок способен согнуть деталь с показателем сечения 400 мм и толщиной стенки 25 мм за очень короткий промежуток времени (2–3 минуты).

При больших объемах работ нужна высокая скорость гибки, обеспечить ее может только профессиональное оборудование
Эксплуатационные сферы и особенности обслуживания
Наибольшее распространение трубогибочные станки получили в двух отраслях:
- строительная;
- жилищно-коммунальная.
Кроме этого, стоит отметить, что станки для гибки используются менее интенсивно и в других областях:
- автомобилестроение;
- нефтехимическая отрасль.
А также такие станки являются незаменимыми при выполнении пневматических и гидравлических трубопроводных конструкций. Эксплуатационная сфера этого оборудования очень широка, поэтому оно пользуется большой популярностью и востребовано всюду. Рассмотрим, для чего ещё используются изогнутые на трубогибочном оборудовании трубы:
- спортивный инвентарь;
- различные дизайнерские решения внутри жилых помещений;
- при монтаже оград, перил, лестниц и т. д.;
- при производстве стульев и других элементов мебели.

Необходимость в сгибании труб может появиться при изготовлении конструкций самых разных типов и назначения
Важно! Перед тем как начать изгибать трубы на трубогибочном станке, нужно прочитать инструкцию по его использованию, а также изучить все необходимые противопоказания, правила безопасности и т. д.
Оператор трубогибочного станка должен быть обученным всем нюансам гибки и, кроме этого, выполнять профилактическую очистку аппарата (1 раз в месяц), осмотр основных рабочих частей устройства и профилактику. К профилактике трубогибочной машины можно отнести:
- смазка рабочих элементов
- регулировка рабочих элементов;
При профилактике гидравлической модели не стоит забывать про замену масла в насосе. Масло для насоса должно быть высококачественным. При выходе из строя какого-либо функционального элемента гибочного оборудования необходимо провести его замену. Новые запчасти рекомендуется покупать только у проверенных поставщиков.
Разновидности трубогибочных станков
Сегодня все трубогибочные устройства, которые используются на различных предприятиях, можно классифицировать по одному основному показателю — конструктивному исполнению. В зависимости от особенностей конструкции выделяют следующие разновидности трубогибочных машин:
- Ручные. Такие устройства используются на небольших предприятиях и подразумевают приложение физических усилий при гибке труб. Как правило, такие компактные станки являются переносными и применяются в строительной сфере. Стоит отметить, что мобильность таких станков позволяет использовать их непосредственно на строительных площадках.
- Гидравлические. Устройства, функционирующие от гидравлического привода, очень похожи (по конструктивному исполнению) на ручные станки, но могут быть как переносными, так и стационарными. Основное отличие таких машин от ручных моделей — наличие гидроусилителя. Этот элемент позволяет обрабатывать изделия с показателями сечения до 20 мм без использования значительных физических усилий.
- Электрические. Отличаются большими размерами и функционируют от электроэнергии. При изгибе детали такие стационарные станки обеспечивают высокую точность угла. А также стоит отметить, что трубогиб электрический промышленный может гнуть изделия с большими показателями сечения и тонкими стенками.

Приспособления ручного типа используют в быту для работы с трубами небольшого диаметра
Все электрические трубогибочные машины подразделяются на три основных вида, в зависимости от того, насколько они автоматизированы. Рассмотрим эти виды:
- ручные;
- полуавтоматические;
- автоматические с числовой программой управления (ЧПУ).
Станки с компьютеризированной системой управления являются наиболее функциональными из всех. Благодаря системе ЧПУ появляется возможность программирования параметров угла и радиуса изгиба детали. Такие устройства могут работать в полностью автоматическом режиме, где все процессы контролируются компьютерной программой (в том числе поставка детали и регулировка дорна).
Стоит отметить, что трубогибочные станки для обычных и профильных труб отличаются. Ручные трубогибы стоят довольно недорого, однако, они гораздо менее производительны, чем электрические модели.
Способы гибки
Гибка труб на трубогибочной машине может отличаться в зависимости от способа. Рассмотрим 4 варианта гибки труб на трубогибочном оборудовании:
- метод обкатки;
- метод волочения;
- метод вальцовки;
- метод наматывания.

Способ обработки трубы во многом зависит от ее диаметра и толщины стенок
Последний способ используется для труб с небольшими показателями сечения (до 150 мм).
Сам изгиб выполняется довольно просто: деталь наматывается вокруг ролика, таким образом, посредством воздействия на её торцы получается нужная деталь. Раньше такой способ отличался тем, что имел несколько недостатков.
Основным недостатком такого способа являлась деформация трубы в месте изгиба (утончение одной стенки и образование гофрированной поверхности на другой).
Сегодня этот недостаток можно избежать, если проводить гибку на трубогибочном станке, оснащённым специальным конструктивным элементом — дорном. Дорн — это металлический прут, который перед гибкой размещается внутри трубы (он исключает деформацию её стенок).
Обратите внимание! Дорновые трубогибочные станки продаются вместе с комплектом дорнов, которые имеют разные показатели сечения под определённые трубы.
Несмотря на то, что дорновое оборудование является надёжным и исключает деформацию стенок изделий, бездорновые модели так же являются популярными. Из-за ограниченности использования их применяют для гибки труб с большими показателями сечения и тонкими стенками.
Принципы работы
Принцип работы всех существующих моделей трубогибочных станков имеет одно общее свойство — изгибание детали выполняется в холодном состоянии (в отличие от старых, индукционных аппаратов). Гибка в холодном состоянии является более надёжным вариантом, так как увеличивается точность гиба, а также значительно уменьшает возможность возникновения деформации стенок детали.

Независимо от типа станка, любая труба обрабатывается в холодном виде, нагрев применяется в очень редких случаях
Холодная гибка имеет и свои недостатки (для бездорновых моделей). Основным минусом холодной гибки на бездорновом станке, является то, что во время процесса увеличивается нагрузка на деталь, в результате чего деформируется форма сечения трубы.
Особенно это касается труб, выполненных из легированной стали. Такая деформация, как правило, появляется из-за растягивающего напряжения, которое действует на стенки изделия.
Оно не уравновешивается сжимающим напряжением, появляющимся на внутренней стенке детали.
Перемещение дорнового элемента во время гибки обычной трубы, исключает его применение для поперечного сечения профильного изделия.
Трубогиб для профильной трубы оснащается дорном, который отличается от обычных.
Дорновая гибка профиля происходит таким образом: профилированный ролик обкатывается по зафиксированной, неподвижной профильной трубе. В таком случае фиксация детали может быть двух типов:
- гидравлическая;
- механическая.
Стоит также отметить, что такой же процесс выполняется и в случае использования углового трубогибочного оборудования. Такое оборудование отличается большими габаритами и очень функциональны.
Как сделать трубогибочный станок своими руками?
Перед тем как приступить к выполнению ручного трубогибочного станка, необходимо проработать схему его сборки. Трубогибочный станок выполняется поэтапно, а при его сборке нужно быть очень внимательным.
В первую очередь составляется схема для его основания. Каркас станка желательно выполнять из профильных труб, которые имеют прямоугольную форму сечения.
А также не стоит забывать про усиление стенок, так как это необходимо для надёжного использования станка.

Из подручных средств и простых деталей можно собрать самодельный трубогиб, который будет справляться с бытовыми задачами
Рукоять и зажим для трубного профиля — это шпилька, на которую с двух сторон закрепляются следующие элементы:
- с одной стороны фиксируется контргайка с гайкой типа «барашек»;
- с другой стороны устанавливается фиксатор, который имеет вид буквы «Т».
После того как основание будет изготовлено, можно заняться выполнением ручки фиксатора. Для этого понадобятся следующие материалы:
- две металлические пластины;
- перемычки.
Рассмотрим поэтапно процесс изготовления такого станка своими руками (начиная с ручки фиксатора):
- Пластины для ручки необходимо подбирать толщиной примерно 4–5 мм. Это связано с тем, что ручка устанавливается на тело оси каркаса, поэтому стоит внимательно отнестись к выбору металлических пластинок. А также стоит отметить, что необходимо разместить эти пластины на оси с запасом примерно в 5 мм.
Полезная информация! Перемычки необходимы для достижения необходимого уровня прочности и жёсткости. Их можно выполнить из металлических трубок и закрепить на пластинках с помощью сварочного оборудования.
- Шкив рукоятки можно отрегулировать, чтобы упростить процесс сборки трубогибочного станка.
Обратите внимание! Отдельные элементы, а также их расположение желательно проконтролировать посредством измерительных приспособлений.
- На третьем этапе нужно выполнить отверстие. Сама ось не нуждается в закреплении посредством сварки — фиксация выполняется шплинтами.
- После того как ручка на станок трубогиб будет закончена, необходимо установить на неё шкив, который необходим для придания движения приводному ремню.
- Далее, необходимо зафиксировать основание собранного аппарата. Для этого, как правило, применяются тиски.
- Затем на ось остова надевается одна пластинка рукоятки трубогиба.
- Надевается вторая пластина.
- На этом этапе устанавливается основной шкив. В тело гайки (широкой) на остове необходимо ввинтить шпильку крепёжного элемента. Рабочий шкив фиксируется на ось основы посредством затяжных ремней.
Таким образом и производится сборка трубогибочного станка своими руками. Станок трубогиб — полезное устройство, с помощью которого можно выполнить гибку трубы в домашних условиях.
В случае необходимости можно приобрести нестационарное оборудование, которое стоит гораздо меньше.
Но если вам необходим трубогиб не на один раз, то тогда желательно внимательно изучить схему его сборки и изготовить его собственноручно.
Гибка металлических труб: особенности технологии
 17 Август 2020 Гибка металлических труб: особенности технологии
17 Август 2020 Гибка металлических труб: особенности технологии 
Вопросы, рассмотренные в материале:
- Преимущества данного способа металлообработки
- 3 основных типа трубогибочных механизмов
- Классификацию трубогибочного оборудования по принципу действия
- Принцип работы простейших трубогибочных станков
- Горячий метод гибки труб
- 2 способа гибки металлических труб своими руками
- От чего зависит цена гибки металлических труб
Гибка металлических труб во многих случаях представляется более предпочтительной, чем сварка или резьбовое соединение. Объясняется это просто – при данном процессе не нарушается целостность изделия, то есть сохраняется его герметичность.
Сегодня сложно представить сферу человеческой деятельности, в которой бы не применялись проложенные под самыми разными углами трубы: это и машиностроение, и архитектура, и химическая промышленность. Перечислять можно долго.
И далеко не во всех случаях можно использовать фитинги или ту же резьбу – хотя бы из соображения безопасности. Требуется именно гибка труб. А вот как именно это делать и на каком оборудовании – зависит от ситуации. Благо технологий сегодня хватает, и есть из чего выбирать.
Преимущества данного способа металлообработки
Первые трубы были изобретены человеком в древнейшие времена – это были водоводы, сконструированные из бамбука и тростника. Древний Рим перешел уже на изделия из бронзы.
Однако в промышленных масштабах трубы стали делать только в конце XIX века. Были разработаны методы их массового изготовления.
Сейчас же хозяйственная деятельность человека немыслима без производства многих миллионов тонн труб ежегодно.
Помимо резьбового соединения и сварки, в последнее время все чаще используют гибку цельных труб для создания жестких металлоконструкций. Это обусловлено следующими факторами:
- отсутствие ввариваемых патрубков приводит к уменьшению материалоемкости производства;
- снижается трудоемкость изделий по сравнению с аналогами;
- проход трубы имеет лучший показатель по гидроаэродинамике;
- исключаются неблагоприятные воздействия на структуру металла при сварных работах;
- герметичность конструкции значительно выше, чем при резьбовом соединении;
- внешний вид трубы лучше, чем при других соединениях.

Гибка металлических труб происходит с использованием различных методов, на выбор которых оказывают влияние различные факторы:
- материал, из которого планируется изготовить трубу;
- толщина его стенок;
- профиль трубы;
- размер ее сечения (высота и диаметр);
- радиус изгиба;
- точность, с которой надо проводить изгиб трубы;
- предел деформации, который можно допустить при сгибании;
- долговечность и прочность места сгиба трубы, выраженные в качественных показателях.
Тип используемого оборудования выбирается в зависимости от планируемых объемов работ и целей. Его стоимость может значительно колебаться: от сотен рублей до миллиона и даже более.
3 основных типа трубогибочных механизмов
Гибочные приспособления делят на три вида в зависимости от типа используемого привода:
- Ручные – имеют прокатный тип привода. Представляют собой небольшое рычажное ручное приспособление, с помощью которого происходит гибка труб малого диаметра, выполненных из полимера или металла с достаточно тонкими стенками. Преимущество данного вида оборудования заключается в низкой себестоимости выпускаемой продукции, которую можно сделать своими руками.
Недостаток – небольшой диапазон диаметров труб, с которыми можно работать трубогибом. Кроме того, мастер должен прилагать много физических сил для работы. А если заготовка имеет нестандартные размеры, то произвести ее гибку данным оборудованием не получится.
Недостаток один, но существенный – ремонт гидравлического цилиндра невозможен, только его полная замена.
Электрическое гибочное оборудование дает возможность при хорошей производительности получить точно выполненную высококачественную продукцию. Существует множество моделей данных приспособлений. Часть из них способна работать с трубами большого диаметра, сгибая их с точностью по заданным параметрам градуса.
Недостатком гибочного оборудования с электромеханическим приводом является его низкая мобильность, возникающая из-за веса и необходимости использования электросетей для его питания.
Классификация трубогибочного оборудования по принципу действия
В зависимости от принципа действия оборудование бывает:

- Автоматическим – когда станком управляет система ЧПУ, задаваемая оператором. Действует станок в автоматическом режиме, работа поддерживается калибровочными датчиками.
- Гидравлическим – гидроцилиндрическое устройство активирует механизм зажима трубы.
- Арбалетным – оборудование изгибает трубы под углом в 90°. Оно достаточно компактно и используется для полимерных изделий, а также труб из цветного металла.
- Рычажным – устройство ручного использования, изгибает тонкостенные заготовки на угол до 180°.
- Арочным – ручной инструмент, который гнет трубу вокруг сегмента, имеющего шаблонную форму.
- Трехвалковым (роликовым) – также ручной инструмент, использующий связанные друг с другом три ролика. Он лучше прочего оборудования приспособлен для гибки твердых металлов, поскольку снижает риск возникновения в процессе работы трещин, а также появления разного рода деформаций на стенках заготовки.
- Пружинным – сделан из пружинной стали. Применяют его для гибки труб небольшого диаметра без швов. Внутрь заготовки помещают пружину, после чего мастер выполняет изгиб посредством приложения физической силы.
Принцип работы простейших трубогибочных станков
Для точности и аккуратности изготовления изделия необходим специализированный инструмент – трубогиб, который способен гнуть заготовки диаметром 5–1 200 мм на угол не более 180°.
Изгиб труб на больший градус невозможен, поскольку идет работа с холодными трубами, у которых малая пластичность. Трубы могут быть изготовлены из таких материалов, как металлопластик, черные или цветные металлы и пр.
Все они пригодны для изгиба на трубогибном станке.
Используют данное оборудование при производстве мебели, ограды, спортинвентаря, автомобильных деталей, каркасных изделий и пр. В промышленных условиях партии однотипных изделий часто изготавливаются с помощью трубогибов.

Для качественной гибки труб необходимо помнить, что изделие не сложится гармошкой и не деформируется с нарушением геометрии, только если место изгиба будет больше диаметра трубы в три или четыре раза.
Инструмент гнет трубу в соответствии с заданным радиусом. Сначала заготовка крепится на станке, после чего начинается давление на ее стенки. Рассмотрим схему воздействия инструмента.
Оборудование имеет два плеча, так называются рычаги, к которым мастер прикладывает усилие. С заготовкой станок соприкасается роликами, у которых внутри есть подшипник. Они прокатываются по трубе, равномерно оказывая на нее воздействие, что делает невозможным вмятины и заломы на изделии.
Шток (вал) приводится в движение роликами, катящимися на заготовке. Регулировка угла загиба происходит при помощи «пуансонов» (сменных насадок), которые являются своеобразным лекалом. Усилие передается через вал, пуансон давит на стенки трубы, деформируя ее. Заготовка при этом плотно держится роликами и не двигается.
Это устройство самого простого инструмента для гибки труб. Существуют и более сложные модели с гидравлическим или электромеханическим приводом. Они могут гнуть толстостенные трубы, с которыми сложно работать вручную. Впрочем, об этом было сказано ранее.
Горячий метод гибки труб
Данный способ используется в случае невозможности согнуть трубу холодным методом с помощью трубогибочного устройства. Трудоемкость его значительно выше. Кроме того, используется наполнитель для заготовки.
Это может быть заранее просеянный и просушенный речной песок без мелких частиц и органики, пригорающих к стенкам трубы при нагреве. В противном случае возможно образование пара высокого давления при нагреве трубы.
Процесс сгибания происходит при нагревании заготовки примерно до +900 °С. Для получения изделия высокого качества необходимо исключить пережог заготовки. Размер нагреваемого участка зависит от радиуса изгиба и сечения трубы. После окончания гибки песок удаляют из полости, предварительно убрав удерживающие его заглушки. Затем изделие очищают и промывают.

2 способа гибки металлических труб своими руками
При ремонте дома часто необходимо согнуть металлическую трубу. Сделать это можно и без использования специального инструмента. Существует несколько способов подобной гибки. Но есть и несколько ограничений. Это возможно только для труб, имеющих сечение менее 30 мм. Следовательно, перед началом работ необходимо измерить толщину стенок, ширину изделия и высоту профиля.
- Ручной способ гибки металлических труб.
Первый способ заключается в закреплении заготовки на двух опорах таким образом, чтобы под ее центром находилось свободное пространство. Затем по центру начинают бить молотком (кувалдой). Постепенно, по мере нанесения ударов, труба будет деформироваться под требуемым углом.
Второй способ предполагает ручную гибку трубы, неподвижно зафиксированной между стационарными опорами. Ее можно закрепить в тисках или вставить в трубу с большим диаметром, а затем согнуть на необходимый угол руками. Недостатком данного способа является сокращение диаметра трубы в месте сгиба.
Третий способ требует использования цилиндра круглой формы. Это может быть труба или простое бревно нужного диаметра. Предмет (цилиндр) ставится на пол, на него кладется труба и, надавливая на концы, сгибается под нужным углом. Для предотвращения деформации в месте сгиба, в трубу предварительно засыпается песок и блокируется с двух сторон пробками.
При горячей гибке труб необходим нагревательный прибор, к примеру, строительный фен или паяльная лампа. В трубу также необходимо засыпать сухой песок, заблокировав его с концов заготовки для того, чтобы ее стенки не были повреждены при гибке.
Нагрев трубы должен идти под контролем температуры, чтобы избежать перегрева, ухудшающего свойства металла. Не забудьте защитить руки от ожогов плотными перчатками!
После разогрева нужно сразу же согнуть трубу до требуемого угла, не дожидаясь остывания.
От чего зависит цена гибки металлических труб
Стоимость гибки труб постоянно меняется. Однако мы может обозначить влияющие на эту цену факторы, которые делятся на внешние и внутренние.
Внешние условия, влияющие на стоимость гибки трубы:
- цена материала, из которого сделана труба (если его не дает заказчик);
- его доставка;
- стоимость израсходованных коммунальных ресурсов (воды и электрической энергии).
Внутренние:
- стоимость работы конкретного мастера;
- размер дуги изгиба;
- цена правки (при необходимости);
- прочие дополнительные работы.

Стоимость каждого конкретного заказа рассчитывается индивидуально. Цена формируется из сложения стоимостей всех вышеперечисленных факторов, а также из ценовой политики компании и экономической ситуации в стране.
Гибка металлических труб может оказаться непростым делом. Некоторые виды работ невозможно выполнить без наличия специализированного оборудования и привлечения опытных мастеров. Поэтому в случае необходимости выполнения сложных операций надо обращать основное внимание не на ее стоимость, а на два указанных выше момента.
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Статьи по темам: Изделия из металла, Металлообработка, Сварка, Лазерная резка, Металлоконструкции, Плазменная резка, Гибка металла, Шкафы, Свойства металлов, Механическая обработка, Покраска
Экспресс расчет стоимости заказа
Узнайте предварительную стоимость заказа, отправив нам необходимую информацию:
Станок для гибки труб: как быстро и просто придать изделиям нужную форму
Нередко при монтаже новой отопительной, водопроводной системы либо при их ремонте, возникает нужда согнуть трубу под тем или иным углом. Везти ее на завод, чтобы воспользоваться стационарным станком – слишком накладно, да и отнимает много времени.
Ниже описана технология гибки труб из различных материалов, в бытовых условиях.

Арбалетный станок для изгибания труб.
Виды ручных трубогибочных приспособлений
По методу работы переносные трубогибы ля сгибания труб разделяются на такие виды.
Конструкция машинок

На фото изображен сегментный трубогиб.
- Арбалетные аналоги. В них применяется особая форма (шаблон), предназначаемая для изделий, имеющих разное сечение.
- Пружинные приспособления. При их использовании внутрь изделия вводится пружина, которая помогает гнуть без деформаций алюминиевые, пластиковые и металлопластиковые трубы.
- Сегментные устройства. Изгиб в данном случае получается при помощи съемных сегментов, вытягивающих изделие вокруг себя. Станок имеет набор шаблонов, предназначенных для создания разных радиусов.
- Дорн для гибки труб позволяет обрабатывать тонкостенные элементы, и делать малые радиусы.
По виду привода производятся следующие приспособления.

- Мускульные (ручные) машинки используются для обработки труб с небольшим сечением из цветных металлов, стали, пластика.
- Гидравлические приспособления позволяют изгибать изделия диаметром до 70/75 мм.
- Электромеханические аналоги гарантируют точные углы и радиусы гибки труб. Подходят они для продукции всех диаметров.
Обратите внимание!
Для бытовых условий оптимален ручной инструмент.
Он гнет медные, алюминиевые, стальные, металлопластиковые трубы, имеющие диаметр от 10 до 25 мм.
Как согнуть трубу ручным приспособлением

Принцип действия трубогиба Вольнова.
Ниже способ сгибания трубы при помощи сегментного приспособления.
- Выставьте на инструменте необходимый угол поворота.
- Зажмите его в тиски либо возьмите в руки.
- Вставьте в приспособление трубу.
- Начинайте сводить его рукояти до необходимого состояния элемента.
Еще более удобен для гнутья тонких труб в холодном виде станок Вольнова, названный так в честь его изобретателя.
- Вставьте своими руками элемент меж роликами так, чтоб одна его сторона оказалась в хомуте.
- При помощи рукояти скобу проверните вокруг ролика. Он не будет передвигаться, пока нужный сгиб не будет получен.
- Возвратите рукоять в исходное положение.
- Выньте элемент.
- В хомуте зажмите его длинную сторону.
- Выгните короткую сторону изделия.
Гнутье металлопластиковой и алюминиевой трубы
Гнуть алюмопластиковые трубы чаще всего приходится для витков «теплых полов».
При этом следует помнить, что на каждые 1/2 сгибаемых сантиметра должно получаться не более 15°.
Специальные пружины

Пружины для сгибания изделий из металлопластика.
Мягкость металлопластика и алюминия в большинстве случаев являются преимуществом труб. Однако иногда она превращается в минус. Например, когда изделия приходится гнуть по радиусам, примерно равным их сечению. Небольшой радиус загиба часто приводит к излому элемента.
Он приводит к сильному сужению сечения, а значит – проходимости труб. На участке излома наружный и внутренний слои изделия частично разрушаются.
Иногда это влечет за собой повреждение армирующего слоя и разрыв стенки трубы.
Обратите внимание!
От описанных проблем можно избавиться, если будет задействована пружина для гибки металлопластиковых труб .
Это устройство гарантирует равномерность сгибания изделия, без его заломов на всем радиусе поворота.
- Пружины производятся парно: приспособление совмещает в себе внутреннюю и наружную часть. Для каждого диаметра труб выпускается своя пара.
- Инструкция рекомендует выбирать пружины из плоской, а не круглой проволоки. Подобное приспособление будет меньше разрушать внутреннее пространство изделия из мягкого полиэтилена.
- Внутренняя часть приспособления обладает конусовидным концом. Это упрощает ее передвижение к участку сгиба. Другая сторона пружинки имеет петлю.
- За нее цепляется проволока либо шнур, с их помощью приспособление вытаскивается после применения.
- Наружная пружинка на одной стороне имеет расширение, имеющее вид воронки. Она предназначена для облегчения перемещения инструмента к участку сгиба.
Работа с приспособлением

Использование пружины для изгиба элемента.
Трубы из металлопластика обладают малой жесткостью.
Данное качество упрощает их выгибание.
- Осуществив операцию сгибания трубы на нужный угол, можно ее чуть отвести назад. Так вы высвободите внутреннюю пружинку и спокойно вынете ее, не разрушив полимерный внутренний слой изделия.
- Расположение внутренней части приспособления нельзя зрительно проверить. Поэтому следует следить за длиной прикрепленной к ней проволоки. Данный параметр + длина самой пружинки будут равны нужному расстоянию от торца трубы до точки сгиба.
- Выгибать алюмопластик следует не сразу, а при помощи нескольких покачивающих движений. Это обеспечит то, что внутри пластик не сомнется, а распределится по радиусу сгиба равномерно.
Сгибание стальных труб

Изделие надо зажать в тиски.
Согнуть стальной элемент может не только заводское приспособление для гибки труб.
Есть и «народные» способы обработки элементов.
- Закрепите элемент в обычных тисках.
- Разогрейте газовой грелкой участок сгиба.
- Можете начинать формировать нужный угол изделия.

Нагревание трубы горелкой.
Обратите внимание!
Узнать, в достаточной ли степени нагрелась труба, можно по ее цвету.
Если он стал алым, то пришла пора действовать.
Следует предупредить, что для оцинкованной продукции метод нагрева неприменим.
Немного о том, как выгнуть профилированную трубу (квадратной, прямоугольной формы) небольшого сечения.
- Забейте элемент песком.
- Закройте его торцы деревянными колышками.
- Под обе стороны трубы подставьте опоры.
- Начинайте аккуратно постукивать резиновой киянкой по центру элемента, придавая ему необходимую форму.
Гнутье цельных пластиковых труб
Оборудование для гибки труб из пластика также можно заменить простым приспособлением.
- Сделайте из ДВП оправку, чтобы придать элементу необходимую форму.
- Отшлифуйте заготовку наждачной шкуркой.
- На формовочном аппарате сделайте из силикона оболочку для пластиковой детали. Она нужна для фиксации трубы на оправке и предохранения изделия от повреждений.
- Вставьте ПП или ПЭ трубу в оболочку.
- Закрепите ее в оправке.
- Полученную конструкцию установите на формовочном аппарате.
- После нагревания пластмасса станет мягкой и осядет на оправку, получив при этом нужную форму.
- Подождите 10/12 минут.
- Выньте из конструкции изделие и подождите его полного остывания.
Цена подобной точной обработки будет очень невелика.
Вывод
Усвоив полученную информацию, вы научитесь гнуть в бытовых условиях трубы. Они могут быть выполнены из разных материалов и иметь различный диаметр. Видео в этой статье поможет вам разобраться в тонкостях процесса.
Источник http://met-all.org/oborudovanie/prochee/stanok-dlya-gibki-profilnoj-truby-svoimi-rukami-chertezhi.html
Источник https://www.surplex.com/ru/kupit/c/povorotnye-stanki-dlja-gibki-4630.html
Источник https://fgpip.ru/drugoe/ruchnoe-oborudovanie-dlya-gibki-trub.html
