Содержание
Чем отличается воротниковый фланец от плоского

Как приварить фланец к трубе? Этим вопросом задаётся большинство людей, которые сталкиваются с монтажом фланцевых соединений. Правила установки включают в себя ряд особенностей, которые необходимо предусмотреть заранее. Грамотный монтаж фланцевых соединений должен содержать в себе четкое понимание того, какого вида у вас фланец. Он бывает 7 видов:
- Воротниковый
- Раструбный
- Резьбовой
- Накидной
- Сквозной
- Плоский
- Глухой
Наиболее распространёнными считаются следующие 2 вида фланцев:
- Плоский фланец — как правило, приваривается насквозь к торцевой части трубы. Главным отличием плоского фланца является его внутренний диаметр, который немного больше наружного диаметра трубы (точные размеры смотрите в ГОСТ 12820-80).
- Воротниковый фланец — приваривается со стороны т.н. «воротника» («юбки») встык к трубе, а его внутренний диаметр должен равняться внутреннему диаметру трубы (ГОСТ 12821).
Фланцевые соединения относятся к разъемным соединениям и применяются при установке таких устройств:
- затворы Баттерфляй;
- краны шаровые;
- сильфонные компенсаторы;
- задвижки;
- вибровставки для насосов;
- конденсатоотводчики;
- клапаны;
- фильтры;
- вентили и др.
В дальнейшем при эксплуатации системы такой тип соединения позволяет осуществить ремонт или быструю замену устройств на трубопроводе.
Рассмотрим правила монтажа фланцевых соединений
- При монтаже фланцевых соединений устраняют все перекосы, удаляют лишние зазоры.
- Прихватывают фланцы точечной сваркой.
- Отверстия для шпилек или болтов размещают напротив друг друга.
- Если трубопровод используется при высокой температуре, то резьбу на шпильках или болтах необходимо прографитить, чтобы не допустить их «схватывания» с гайками при эксплуатировании.
- Подбираем необходимые прокладки правильной формы и размеров по ГОСТу.
- При установке фланцев гайки должны быть с одной стороны, а болты с другой.
- Гайки затягиваются поочередно по диагонали (крест-накрест), чтобы обеспечить параллельность поверхностей уплотнения.
- В трубопроводах с агрессивными субстратами на фланцевые узлы устанавливают защитные кожухи.
Технологические способы при сварке достаточно схожи, единственное, они могут различаться в зависимости от крепления патрубка.
Также не стоит забывать, что сложность работы зависит от изначально намеченного чертежа, а также чтобы крепление соответствовало правилам монтажа фланцевых соединений.
Имейте в виду, что зачастую после работы над фланцевым соединением оставляют небольшой зазор. В случае, когда в люфте нет необходимости, применяется метод сварки, именуемой «сварка в лодочку». Также используют метод сварки под названием «угловая сварка». Этот метод находит применение при сварке в местах люфта в 4-5 мм.
Приварка фланца к трубе происходит с каждой из сторон. Вначале снаружи, после, для более плотного шва — изнутри. Такой метод сварки чаще всего используют для плоских фланцевых деталей.
Также используется метод по сварке одной стороны — внешней. Но он применим в основном для воротникового фланца, когда необходимо приварить фланец встык.
Стальные фланцы под приварку. Монтаж фланцев стальных приварных
Соединения труб выполняются неразъемными и разъемными.
Неразъемное соединение труб или отдельных частей трубы (прямой участок и стандартные колена) — это соединение, в котором не имеется фланцев, муфт, ниппелей и пр.
Неразъемные соединения осуществляются при помощи сварки и пайки и применяются ограниченно, по специальному согласованию.
Внедрение новых высокопроизводительных методов автоматической и полуавтоматической сварки значительно расширяет возможности применения автоматической сварки приварных фланцев и пр.
, а также дает экономию времени и средств при изготовлении и монтаже деталей трубопроводов.
Фланцы как стандартные разъёмные соединения трубопроводов
Разъёмное соединение выполняется при помощи фланцев, штуцеров, фитингов, дюритовых муфт и пр.
Фланцы в основном применяются для труб диаметром больше 30—32 мм. Фланцы ставятся круглые и овальные. Овальные применяются только в переговорных системах, на сточных и воздушных трубах; в остальных случаях производится круглые фланцы. Круглые фланцы бывают жесткими (фланцы стальные приварные встык и фланцы плоские) и свободносидящими (свободные фланцы ГОСТ 12822-80).
Жесткие фланцы наглухо привариваются к трубе; фланцы свободные с трубой жестко не соединены и могут по ней перемещаться.
Жесткие фланцы применяются для соединения стальных труб и в тех случаях, когда применение свободносидящих (свободных) фланцев не приводит к упрощению монтажных работ.
Фланцы изготовляются из стали, латуни и бронзы; они являются стандартными деталями трубопроводов, поэтому изготовление их специализировано.
Ручная дуговая приварка фланцев
Широко применяемый в настоящее время метод ручной электродуговой приварки стальных фланцев весьма трудоёмок и не обеспечивает нужного качества сварного шва.
В силу этого приходится применять развальцовку, также не обеспечивающую требуемой прочности соединения.
Контактная приварка фланцев
В случае применения фасонных фланцев, т. е. фланцев с буртом, можно рекомендовать автоматический контактный метод приварки фланца к трубе.
Контактную приварку легко освоить — метод этот не нов, а сварочное оборудование выпускается отечественными заводами. Эффективность применения контактной приварки по сравнению с дуговой ручной видна из таблицы 1.
Таблица 1. Приварка фланцев. Сравнительные данные об эффективности различных способов приварки фланцев.
| Операция | Время приварки фланца, мин. | |||||
| к трубе Ду 15 мм | к трубе Ду 100 мм | к трубе Ду 400 мм | ||||
| ручная электродуговая сварка | контактная стыковая сварка | контактная стыковая сварка | контактная стыковая сварка | контактная стыковая сварка | контактная стыковая сварка | |
| Сборка для ручной приварки фланца | 3 | — | 6,0 | — | 12 | — |
| Сварка дуговая ручная | 3 | — | 8,5 | — | 24 | — |
| Сборка в контактной машине | — | 1,0 | — | 2,5 | — | 4 |
| Сварка в контактной машине | — | 0,5 | — | 1,0 | — | 2 |
| Общее время сварки | 6 | 1,5 | 14,5 | 3,5 | 36 | 6 |
Метод контактной приварки универсален, так как позволяет производить приварку фланцев к трубам, имеющим различную толщину стенок и различные сечения.
В табл. 2 приведены данные о применяемой аппаратуре и площадях сечений приварных деталей трубопроводов.
Таблица 2. Аппаратура для приварки фланцев и площадь сечения свариваемых деталей
| Марка аппарата стыковой сварки | Площадь сечения свариваемых деталей, мм2 | |
| минимальная | максимальная | |
| АСА-30 | 113 | 490 |
| АСА-60 | 176 | 1880 |
| АСА-70 | 190 | 2100 |
| АСА-100 | 207 | 2500 |
Указанные в табл. 2 машины необходимо снабжать специальными зажимными устройствами, обеспечивающими надёжность сжатия и центровки свариваемых деталей, а также подвода тока к ним (например, приспособления со съемными губками для захвата фланцев различного диаметра).
Режим приварки может быть рекомендован тот же, что и для сварки труб встык. Внутренний грат при приварке фланцев удаляют оправкой с двумя сменными резцами, установленными на цилиндрической выточке стержня. Удаление производят при горячем шве. Наружный грат удаляют ручником при горячем шве с последующей зачисткой.
Последовательность процесса приварки фланцев рекомендуется следующая:свариваемые изделия укладывают в губках машины; подвижную губку отводят в исходное положение; стыкуемые торцы сводят вместе и закрепляют в губках.
Затем установленные изделия подогревают до температуры 800—900°C. При этой температуре происходит оплавление торцов (детали непрерывно сближают, до перехода от оплавления к осадке). С этого момента, увеличивая скорость передвижения механизма подачи, производят осадку.
Когда сварной шов достигнет необходимой величины осадки, срабатывает автоматический выключатель, ток выключается и процесс приварки на этом заканчивается.
Газовая приварка стальных фланцев обеспечивает достаточную прочность и плотность соединений, но весьма неэкономична (значительная трудоёмкость работ при высокой квалификации газорезчиков; большой расход ацетилена и кислорода).
Автоматическая приварка фланцев качественными электродами, равно как и приварка фланцев автоматом под слоем флюса, не могут быть рекомендованы ввиду:
- высокой трудоемкости работ, особенно при сварке труб со сложной кривизной;
- возможности прожога шва при работе с трубами, имеющими толщину стенок менее 5 мм.
Наиболее приемлемым способом приварки фланцев следует считать контактный. Преимуществами его перед другими способами являются:
- высокая производительность;
- автоматизация процесса;
- высокое качество шва;
- отсутствие дополнительных расходных материалов (электродов, газов и т. д.);
- возможность использования отечественного оборудования.
Полуавтоматическая приварка фланцев под слоем флюса
Уже довольно давно нашел применение прогрессивный способ приварки стальных фланцев к трубам и переборочным стаканам — способ приварки полуавтоматом под слоем флюса.
Основным конструктивным узлом полуавтомата (рис. 1) является каретка с электродом, вращающаяся вокруг неподвижной трубы. Вращение каретки осуществляется вручную. Электрод подается по гибкому шлангу (так же, как в шланговом полуавтомате ПШ-5). На рис. 2 показан переборочный стакан, сваренный полуавтоматом.
Режим сварки следующий: сварочный ток 240—320 А, напряжение дуги 20—25 В, скорость подачи 100 м/час, угол наклона электрода к вертикали 30°.
Флюс применяется АН-348-Ш или АН-348 мелкой грануляции. Ток целесообразно применять постоянный; проволока марки IA по ГОСТ 2246—43 диаметром 2 или 4 мм. Полуавтомат допускает одновременно наложение двух сварочных швов.
Развальцовка и отбуртовка труб
Развальцовку конца трубы, входящего во фланец, делают для того, чтобы повысить уплотнение и обеспечить непроницаемость фланцевого соединения. Общий вид развальцованной трубы с фланцем показан на рис. 3.
При изготовлении фланца в нем делают желобок-выточку, куда при развальцовке входит металл трубы. Вальцуемый участок трубы должен плотно лечь в выточку фланца.
Операцию развальцовки производят на специальных станках или приспособлениях. Одна из конструкций станка для развальцовки труб показана на рис. 4. Конец трубы 1 зажимают в тисках 2 при помощи винта 3.
Поворотом маховичка 4 производят нужную установку вальцующего механизма 5. Трубу подводят (и отводят) к вальцующему механизму при помощи штурвала 6.
Вращение патрона 7 с укрепленными на нем вальцующими приспособлениями осуществляется при помощи электродвигателя 8.
На рис. 5 изображен процесс развальцовки.
Отбуртовку, применяемую для соединений значительного количества красномедных труб, а также для некоторых типов фланцевых соединений стальных труб производят в соответствии с назначением трубопровода и характером соединения.
Отбуртовку выполняют для обеспечения плотного прилегания кромки трубы к фаскам фланцев или колец по всему их периметру.
Отбуртованная кромка трубы должна перекрывать фаску фланца или приварного кольца по всей окружности. Трещины, надрезы, рванины на поверхности отбуртовки не допускаются.
Отбуртовку производят вручную или при помощи специальных приспособлений. Второй способ предпочтительнее, как более экономичный и производительный. Развальцовка и отбуртовка контролируются отделом технического контроля.
Проточка фланцев и подрезка под головки болтов и гайки
После приварки производят проточку фланцев, чтобы устранить коробление, получающееся при сварке. Толщина снимаемого слоя на рабочих поверхностях фланцев не должна быть больше 1 мм. Одновременно с этим производят подрезку выступающих кромок трубы, образовавшихся после отбуртовки или развальцовки.
Если на поверхности фланцев до проточки имелись уплотнительные канавки, то после проточки их необходимо восстановить.
Проточку фланцев можно производить либо на горизонтально-расточном станке, либо с помощью специальных приспособлений.
Чтобы обеспечить плотное прилегание гайки или головки болта к тыльной стороне фланца при монтаже труб, необходимо фланец подрезать.
Подрезка мест прилегания гаек (вместо болтов могут применяться шпильки для фланцевых соединений) или головок болтов не должна иметь глубину более 1 мм; при этом плоскость торцовки должна быть параллельна присоединительной плоскости фланца. Подрезку обычно производят подрезным резцом на расточном станке с помощью оправки или специального приспособления.
При применении свободных фланцев проточке подвергаются торцовые поверхности приварных колец. Проточка фланцев контролируется отделом технического контроля.
Заключение
При монтаже фланцев используются методы сварки различного уровня автоматизации. Монтаж фланцев, выполненный последовательно, гарантирует герметичность соединения.
Как высчитать размер шва?
Во-первых, запомните, что размер шва зависит от самой трубы. Приварка фланцев к стальным трубопроводам в таком случае будет регулироваться шириной внутреннего шва.
Во-вторых, как правило, он приравнивается к толщине стенки, высотой, колеблющейся в диапазоне от 0,5 до 1 см. Шов внешнего сечения, по правилам сварки должен превосходить шов внутреннего в толщине.
Теперь, когда мы определились с типом вашего фланца, можно приступать к работе. Здесь опять же возникает вопрос.
Способы приварки фланцев
От правильности соединения элементов трубопровода зависит герметичность системы. Приварку диска осуществляют по двум методикам:
- Приварка встык подразумевает образование шва по всей окружности проката в одном месте.
- Приварка надетого диска по двум стенкам: наружной и внутренней.
Работа с фланцами требует опыта, такую сварку новичкам не доверяют. Любой перекос плоскостей под приварку приводит к разгерметизации стыкового узла, увеличивает риск прорыва магистрального трубопровода высокого давления.
Как приварить плоский фланец к трубе?
Работа над плоскими фланцами проходит исключительно на прямых поверхностях труб. В местах соединения плоских фланцев используют угловые швы.
Категорически не рекомендуется приваривать их к отводам. Главными отличиями в технологических способах сварки фланцев плоского и воротникового характера являются абсолютно непохожие виды шовных соединений. Как мы уже говорили ранее, это стыковое или угловое соединение. Также стоит отметить, что в отличие от выбранного способа сварки меняется вид самой конструкции.
Для чего предназначен фланец?
В основном фланцы предназначаются для формирования быстросъемных фланцевых соединений на трубах. В отличии от сварки такая конструкция обеспечивает возможность быстрого соединения или съема отдельных частей трубопровода, например, для проверки состоянии трубы на отдельных участках, установки кранов, датчиков, для возможности слива воды или для присоединения оборудования (тот же теплообменник). Фланцы навариваются на окончания труб и соединяют между собой болтами, шпильками в комплекте с ответным фланцем. Между ними обязательно ставятся прокладки из резины или других материалов.

Фланцы используются в разных отраслях промышленности и коммунального хозяйства для герметичного подключения определенного участка трубопровода к различным технологическим аппаратам и устройствам с целью подвода и отвода сред, а также для стыковки между собой отдельных участков трубы.

Классификация. Типы фланцев
Фланцы в разных странах изготавливаются по стандартам, соответствующим конкретным нормам, принятым в этих странах. Это может быть ГОСТ (для Украины ДСТУ ISO 7005-2:2005 (ІSO 7005-2:1988, ІDT). Металеві фланці.)), DIN или ТУ. По форме выделяются круглые, квадратные. Можно выявить два существенных группы фланцев:
- для арматуры
- для сосудов и аппаратов.
Выделяются следующие наиболее часто применяемые виды фланцев:
Приварной фланец воротниковый, накидной, раструбный, свободно вращающийся, резьбовой, глухой фланец. Пройдемся кратко по каждому из них.

Воротниковый фланец
Имеют характерную приварную горловину в виде конического концентратора, плавно переходящего к трубной стенке. Она обеспечивает распределение давления подаваемых веществ через конусную ступицу. Используется для трубопроводов с высоким давлением или высокими/низкими температурами. Воротниковый фланец необходимо приваривать V-образным или сплошным швом.
Фланцевый патрубок Чаще всего применяется для второстепенных задач как подложка фланца для недорогой отбортовки.
Раструбный фланец
Предназначены для малогабаритных труб с большим давлением. Их срок службы в два больше чем у проваренных накидных фланцев. К недостаткам относится возможность разрывов, подверженность коррозии.
Сварка раструбных фланцев производится только с внешней стороны угловым швом встык, при этом необходимо чтобы остался небольшой люфт примерно в 1,6 мм чтобы компенсировать эффект теплового расширения (на картинке обозначено «Х»).
Накидной фланец
Требуют ровных краев трубы при соединении. Их срок службы в два-три раза меньше чем у воротниковых фланцев. из-за Сварка накидных фланцев производится с внешней и внутренней стороны угловыми сварными швами. Чтобы не повредить во время сварки поверхность фланца необходимо чтобы был зазор в 3 мм между концом трубы и внутренней кромкой фланца.
Вращающийся фланец
Свободно вращается на трубе, не привариваются. Вращающийся фланец при необходимости можно легко снять и заменить. Могут крепиться противоположными болтовыми соединениями.
Глухой фланец
Являет собой диск плоской формы с отверстиями для шпилек, болтов. Предназначены для перекрытия концевых отверстий труб, трубопроводов. В сочетании с другими фланцами, соединение такого типа является разборным. Не сваривается.
Резьбовой фланец
Приваривается редко, используется для трубопроводной арматуры, а также труб небольшого диаметра с толщиной стенки, достаточной для нарезки резьбы. В редких случаях может быть сделан уплотняющий сварной шов.
Как приварить воротниковый фланец к трубе?
Сварка воротникового фланца отличается, первым делом, своим видом. Такая сварка включает в себя материалы из горловины, которая приваривается в виде концентратора, при чём концентратор имеет форму конуса. Благодаря такой форме, давление внутри такой систему будет распределяться гораздо равномернее.
Воротниковая конструкция чаще всего применяется в коммуникациях с высоким давлением и температурой. Работа осуществляется с помощью сплошной сварки или швом V-образной формы.
Классификация изделий
Общее строение детали представляет собой кольцои пластину с отверстиями по краю. Чтобы обеспечить герметичность между элементами, устанавливают еще и прокладку изрезины в соответствии с назначением трубопровода – кислотостойкой, термостойкой. Соединяют кольцо и пластину с помощью крепежа – болтов с гайками или шпилек.

По ГОСТ выделяют несколько разных видов фланцев. По чертежам отличия их хорошо заметны.

Виды сваривания фланцев
Соответственно, и приварка деталей к трубопроводу производится несколько по-разному.
- Воротниковый – характерным признаком является приварная горловина в виде конического концентратора. Такая форма позволяет более равномерно распределять давление. Воротниковая модель предназначена для коммуникаций с высоким давлением и высокой температурой носителя. Приваривается сплошным или V-швом.
- Раструбной – используется на трубах с малым диаметром, работающих под большим давлением. Минус изделия – некоторая нестойкость к коррозии. Приварка раструбной детали производится с внешней стороны угловым швом. Нужно сохранять люфт в 1,6 м, чтобы нейтрализовать эффект теплового расширения.
- Сквозной – или свободно вращающийся. Приварка сквозной трубы к фланцу по ГОСТ не производится, так как сквозной вариант применяется специально для того, чтобы деталь можно было заменить по мере необходимости. На фото – сквозное фланцевое соединение.
- Глухой – плоский диск с отверстиями. Это приспособление необходимо для заглушки концов трубопровода. Элемент неразборной, однако он только закрепляется, а не сваривается.
- Плоский – кольцо и пластина одинакового размера. Приварка плоского фланца к трубе заключается в креплении кольца, в то время как пластина остается свободного вращающейся. Он выдерживает давление до 2,5 МПа.
- Накидной – для его использования кромки труб должны быть идеально ровными, так что он не настолько универсален, как воротниковые модели. Накидной приваривается угловыми швами с внешней и с внутренней стороны.
- Резьбовый – используется на трубопроводах небольшого диаметра, где возможно сделать резьбу. Сварка при его установке используется крайне редко.

Наружняя приварка фланца
Расценки на изделия заметно отличаются. Однако стоимость переделяетсяскорее размерами пластин, а не их конструкцией, и весом, конечно же. Согласно ГОСТ изготавливаются они из углеродистой, легированной или нержавеющей стали, а такжековкого чугуна. Расценки на металл и определяют стоимость приспособлений.
Фланцы стальные воротниковые: устройство, монтаж
Фланцами называют стальные диски (кольца) различной конфигурации, они предназначены для быстросъемных соединений на трубопроводах. Их крепят приваркой к трубным отрезкам. Они необходимы для установки запорной арматуры, приборов учета, при монтаже новых отводов. Их надевают на край трубы. Самый эффективный способ крепления фланца к трубе – приварка. Кольца должны закрепляться без перекосов, строго по сечению трубы.
Приварка фланцев производится несколькими способами, в каждой технологии есть свои нюансы, которые нужно учитывать для получения качественного герметичного шва, не препятствующего потоку транспортируемой жидкости.

Как приварить плоский фланец к трубе?
Работа над плоскими фланцами проходит исключительно на прямых поверхностях труб. В местах соединения плоских фланцев используют угловые швы.
Категорически не рекомендуется приваривать их к отводам. Главными отличиями в технологических способах сварки фланцев плоского и воротникового характера являются абсолютно непохожие виды шовных соединений. Как мы уже говорили ранее, это стыковое или угловое соединение. Также стоит отметить, что в отличие от выбранного способа сварки меняется вид самой конструкции.
Типы фланцев
Прежде, чем говорить о сварке фланцев, важно изучить их конструкционные особенности. Размеры, форма регламентируются ГОСТом или техническими условиями. Они различаются по геометрии, размерам, делают их из высокоуглеродистых или легированных нержавеющих сталей или сортов чугуна, поддающегося ковке.
По функциональности выделяют две группы фланцев:
- арматурные;
- предназначенные для сосудов и аппаратов.
Конструкционно фланцы делятся на несколько видов:
- Воротниковый — применяется на системах высокого давления. Горловина по конусу сужается, она выполнена в форме конического центратора, распределяющего давление потока. По американской классификации он называется «Lap Joint» (привариваемый внахлест). Крепится сплошным валиком или швом в форме буквы «V».
- Раструбный — применяется на технологических магистралях небольшого сечения, рассчитан на высокое давление транспортируемой среды, маркируется «Socket-welding» (с впадиной для шва). Его приварка производится только с внешней стороны, необходимо оставлять люфт до 1,6 мм на случай расширения трубы при нагреве горячим носителем. Угловой шов делается встык.
- Накидной или сквозной — крепится на расстоянии 3 мм от края трубы, международное обозначение «Slip-on» (со сквозным отверстием). Фиксируется с обеих сторон угловым швом – приварка к наружной и внутренней стенке.
- Глухой — выполняет функцию заглушки, образует разборное соединение с трубой, может иметь надпись «Blind flanges». Приваркой не крепится, держится на болтовом соединении.
- Плоский — состоит из кольца и пластины, рассчитан на невысокое давление до 2,5 МПа, приваркой к внешнему краю трубы крепится только кольцо, пластина остается подвижной.
- Резьбовой — используются на врезаемой арматуре, где есть нарезка или накатка резьбы, маркируется «Threaded flanges». Насаживается на конец трубы механически, редко дополнительно фиксируются приваркой.
Общие сведения
Существует несколько видов фланцевого соединения, каждое из которых делается строго в соответствии ГОСТа:
- Плоские фланцы –ГОСТ 12820-81
- Воротниковые – ГОСТ 12821-81
- Свободные фланцы на приварном кольце –ГОСТ 12822-80
- Фланцы для сосудов и аппаратов ГОСТ 28759,2-90
- Кольцевая заглушка ГОСТ 12836-80
Чтобы соединение деталей было герметичным применяют уплотнители:
При помощи фланцев соединяются не только трубы между собой, но и производится монтаж труб к другим конструкциям. Например, к емкости, на патрубок которой установлен фланец или чтобы произвести стыковку изделий из разного материала.
Соединительные детали изготавливают из:
- Ковкого чугуна. Фланцы отливаются. Допустимое давление 4МПа. Допустимая температура жидкости от -300 до +4000
- Стали. Литые соединительные детали с допустимым давлением 20МПа и рабочей температурой от -2500 до +6000 . Применяются для монтажа изделий из разного материала.
- Стали. Приварные фланцы. Предназначены, для труб с небольшим давлением 2,5 МПа.
- Чугун серый. Литые фланцы используются, для труб с максимальным рабочим давлением 16МПа. Допускается транспортировка жидкости температурой от -150 до +3000.

Внимание! Стальные фланцы отливаются из легированной, углеродистой и нержавеющей стали.
Также выпускаются полипропиленовые фланцы, для монтажа пластикового трубопровода с незначительным давлением:
- Проходные – соединительные фланцы для труб
- Глухие – предназначены для установки в тупиковых ветках трубопровода.
Для того, чтобы соединить две детали потребуется два одинаковых фланцы, которые плотно прикреплены к срезу трубы.
Присоединяются фланцы двумя способами:
- Сажаются на резьбу. Такой вид установки соединительного элемента применим только для безнапорной магистрали.
- Крепятся путем приваривания.
Фланцы предназначенные для одной стыковки называют ответными. Когда элементы установлены, производится их соединение и закрепление при помощи болтов или шпилек. Шпильки закреплять проще и быстрее, так как резьба с двух сторон и затягивать гайки можно сразу с обоих концов.
Способы приварки фланцев
От правильности соединения элементов трубопровода зависит герметичность системы. Приварку диска осуществляют по двум методикам:
- Приварка встык подразумевает образование шва по всей окружности проката в одном месте.
- Приварка надетого диска по двум стенкам: наружной и внутренней.
Работа с фланцами требует опыта, такую сварку новичкам не доверяют. Любой перекос плоскостей под приварку приводит к разгерметизации стыкового узла, увеличивает риск прорыва магистрального трубопровода высокого давления.
Конструктивные особенности
Крутоизогнутых отводов
Основные характеристики крутоизогнутых отводов приведены в ГОСТ 17235-2001, ГОСТ 17235-83 и других документах, в том числе различных ведомственных ТУ.
Крутоизогнутые бесшовные отводы изготавливаются путем протяжки отрезка трубы через специальную форму. Такой метод позволяет получить отвод высокого качества. Отводы такого типа производятся как из углеродистой (типа сталь 20), так и из нержавеющей стали (типа 10Х18Н10Т). При этом отводы могут иметь радиус изгиба от одного Ду до полутора Ду (Ду — условный диаметр трубы), с углами 30º, 45º, 60º и 90º. Диаметр такого отвода может быть от 18 до 426 мм и он должен выдерживать давление до 16 МПа.

Крутоизогнутые отводы
Штампосварных отводов
Штампосварные отводы изготавливаются из штампованных стальных листов с помощью сварки. Такой метод позволяет создавать отвод с толстой стенкой и диаметром до 1420 мм. Эти отводы используются в магистральных трубопроводах нефтегазовой промышленности. Материалом для таких отводов является конструкционная, нержавеющая или легированная стали. Нормативным документом в данном случае являются ведомственные ТУ (например, ТУ 102-988-95).

Штампосварные отводы
Секционных отводов
Сварные секционные отводы состоят из отдельных секторов труб, которые свариваются между собой. Такая конструкция более дешевая, но она является менее надежной. Обычно отводы данного типа используются в трубопроводах, работающих при низком (до 2,5 МПа) давлении и температуре не выше +425 градусов. Допустимый диаметр лежит в пределах от 108 до 1620 мм. Отводы такого типа выполняются из углеродистой или низколегированной стали и применяются в тепловых электростанциях.

Секционные отводы
Гнутых отводов
Гнутые отводы обычно используются в случае невозможности применения крутоизогнутых отводов. Отличие первых от вторых состоит в том, что вторые имеют гораздо больший радиус изгиба и прямолинейный участок. Гнутые отводы могут иметь радиус изгиба от 2 до 20 Ду, а угол изгиба 2º — 90º. Такие отводы делаются по ГОСТ 24950-81 и ТУ и могут применяться в трубопроводах с давлением до 100 МПа и температуре от -50 до +510 ºС.
Гнутые отводы могут гнуться в холодном или горячем состоянии на специальных трубогибочных станках. Наличие прямого участка в таких отводах увеличивает их вес, что является недостатком.

Гнутые отводы
Приварка фланца к трубе
До сварочных работ проводится подготовка кромок. Места швов зачищают до блеска. При самостоятельной сборке узлов учета или врезке запорной арматуры важно учитывать толщину уплотняющей прокладки, диск устанавливают с учетом толщины резины. Головки болтов на фланцах располагаются только с одной стороны. Концы выступают минимум на 3 витка резьбы. Зеркало диска всегда располагается выше шва и кромки, край проката не должен выходить за плоскость диска. Приваривать фланец к трубе ровно помогают прихватки соединения, когда диск обездвижен, можно приступать к швам.
При давлении до 10 МПа производится приварка без скоса, при высоком, до 25 МПа – со скосами.
Для приварки фланцев к стальным трубопроводам применяют вращатели. Они придают узлу мобильность, улучшают доступ к рабочей зоне, облегчают процесс сварки. В процессе сварки электрод остается неподвижным, узел постепенно проворачивается вокруг оси. На вращателе производят финишную зачистку швов, грунтовку и покраску фланцевого узла.
Важные моменты сборки фланцевого соединения:
- необходимо крепить диск перпендикулярно к трубопроводу, для проверки используется контрольный треугольник и щуп, допустимое отклонение 2% от наружного диаметра;
- оси болтовых отверстий на двух дисках должны совпадать, соосность проверяется уровнем и отвесом. Допустимые отклонения: а) 1 мм для отверстий диаметром от 18 до 25 мм; б) 2 мм для диаметров до 41 мм.

Техника «лодочка» применяется для соединений без люфта, кромки провариваются на большую глубину. Если зазор в пределах 1,5 мм, приварка производится поперечными колебательными движениями, электрод держат под углом 30° к поверхности трубы. Люфт 4–5 мм оформляется угловым швом большими стежками (катетами). При большом зазоре допускается две проходки.
Ширину и высоту валика определяют по размеру проката. На внешней стороне трубы делают толстый наплавочный валик, на внутренней – минимальный, чтобы он не изменял сечение потока.
Стальные фланцы под приварку. Монтаж фланцев стальных приварных
Соединения труб выполняются неразъемными и разъемными.
Неразъемное соединение труб или отдельных частей трубы (прямой участок и стандартные колена) — это соединение, в котором не имеется фланцев, муфт, ниппелей и пр.
Неразъемные соединения осуществляются при помощи сварки и пайки и применяются ограниченно, по специальному согласованию.
Внедрение новых высокопроизводительных методов автоматической и полуавтоматической сварки значительно расширяет возможности применения автоматической сварки приварных фланцев и пр.
, а также дает экономию времени и средств при изготовлении и монтаже деталей трубопроводов.
Фланцы как стандартные разъёмные соединения трубопроводов
Разъёмное соединение выполняется при помощи фланцев, штуцеров, фитингов, дюритовых муфт и пр.
Фланцы в основном применяются для труб диаметром больше 30—32 мм. Фланцы ставятся круглые и овальные. Овальные применяются только в переговорных системах, на сточных и воздушных трубах; в остальных случаях производится круглые фланцы. Круглые фланцы бывают жесткими (фланцы стальные приварные встык и фланцы плоские) и свободносидящими (свободные фланцы ГОСТ 12822-80).
Жесткие фланцы наглухо привариваются к трубе; фланцы свободные с трубой жестко не соединены и могут по ней перемещаться.
Жесткие фланцы применяются для соединения стальных труб и в тех случаях, когда применение свободносидящих (свободных) фланцев не приводит к упрощению монтажных работ.
Фланцы изготовляются из стали, латуни и бронзы; они являются стандартными деталями трубопроводов, поэтому изготовление их специализировано.
Ручная дуговая приварка фланцев
Широко применяемый в настоящее время метод ручной электродуговой приварки стальных фланцев весьма трудоёмок и не обеспечивает нужного качества сварного шва.
В силу этого приходится применять развальцовку, также не обеспечивающую требуемой прочности соединения.
Контактная приварка фланцев
В случае применения фасонных фланцев, т. е. фланцев с буртом, можно рекомендовать автоматический контактный метод приварки фланца к трубе.
Контактную приварку легко освоить — метод этот не нов, а сварочное оборудование выпускается отечественными заводами. Эффективность применения контактной приварки по сравнению с дуговой ручной видна из таблицы 1.
Таблица 1. Приварка фланцев. Сравнительные данные об эффективности различных способов приварки фланцев.
| Операция | Время приварки фланца, мин. | |||||
| к трубе Ду 15 мм | к трубе Ду 100 мм | к трубе Ду 400 мм | ||||
| ручная электродуговая сварка | контактная стыковая сварка | контактная стыковая сварка | контактная стыковая сварка | контактная стыковая сварка | контактная стыковая сварка | |
| Сборка для ручной приварки фланца | 3 | — | 6,0 | — | 12 | — |
| Сварка дуговая ручная | 3 | — | 8,5 | — | 24 | — |
| Сборка в контактной машине | — | 1,0 | — | 2,5 | — | 4 |
| Сварка в контактной машине | — | 0,5 | — | 1,0 | — | 2 |
| Общее время сварки | 6 | 1,5 | 14,5 | 3,5 | 36 | 6 |
Метод контактной приварки универсален, так как позволяет производить приварку фланцев к трубам, имеющим различную толщину стенок и различные сечения.
В табл. 2 приведены данные о применяемой аппаратуре и площадях сечений приварных деталей трубопроводов.
Таблица 2. Аппаратура для приварки фланцев и площадь сечения свариваемых деталей
| Марка аппарата стыковой сварки | Площадь сечения свариваемых деталей, мм2 | |
| минимальная | максимальная | |
| АСА-30 | 113 | 490 |
| АСА-60 | 176 | 1880 |
| АСА-70 | 190 | 2100 |
| АСА-100 | 207 | 2500 |
Указанные в табл. 2 машины необходимо снабжать специальными зажимными устройствами, обеспечивающими надёжность сжатия и центровки свариваемых деталей, а также подвода тока к ним (например, приспособления со съемными губками для захвата фланцев различного диаметра).
Режим приварки может быть рекомендован тот же, что и для сварки труб встык. Внутренний грат при приварке фланцев удаляют оправкой с двумя сменными резцами, установленными на цилиндрической выточке стержня. Удаление производят при горячем шве. Наружный грат удаляют ручником при горячем шве с последующей зачисткой.
Последовательность процесса приварки фланцев рекомендуется следующая:свариваемые изделия укладывают в губках машины; подвижную губку отводят в исходное положение; стыкуемые торцы сводят вместе и закрепляют в губках.
Затем установленные изделия подогревают до температуры 800—900°C. При этой температуре происходит оплавление торцов (детали непрерывно сближают, до перехода от оплавления к осадке). С этого момента, увеличивая скорость передвижения механизма подачи, производят осадку.
Когда сварной шов достигнет необходимой величины осадки, срабатывает автоматический выключатель, ток выключается и процесс приварки на этом заканчивается.
Газовая приварка стальных фланцев обеспечивает достаточную прочность и плотность соединений, но весьма неэкономична (значительная трудоёмкость работ при высокой квалификации газорезчиков; большой расход ацетилена и кислорода).
Автоматическая приварка фланцев качественными электродами, равно как и приварка фланцев автоматом под слоем флюса, не могут быть рекомендованы ввиду:
- высокой трудоемкости работ, особенно при сварке труб со сложной кривизной;
- возможности прожога шва при работе с трубами, имеющими толщину стенок менее 5 мм.
Наиболее приемлемым способом приварки фланцев следует считать контактный. Преимуществами его перед другими способами являются:
- высокая производительность;
- автоматизация процесса;
- высокое качество шва;
- отсутствие дополнительных расходных материалов (электродов, газов и т. д.);
- возможность использования отечественного оборудования.
Полуавтоматическая приварка фланцев под слоем флюса
Уже довольно давно нашел применение прогрессивный способ приварки стальных фланцев к трубам и переборочным стаканам — способ приварки полуавтоматом под слоем флюса.
Основным конструктивным узлом полуавтомата (рис. 1) является каретка с электродом, вращающаяся вокруг неподвижной трубы. Вращение каретки осуществляется вручную. Электрод подается по гибкому шлангу (так же, как в шланговом полуавтомате ПШ-5). На рис. 2 показан переборочный стакан, сваренный полуавтоматом.
Режим сварки следующий: сварочный ток 240—320 А, напряжение дуги 20—25 В, скорость подачи 100 м/час, угол наклона электрода к вертикали 30°.
Флюс применяется АН-348-Ш или АН-348 мелкой грануляции. Ток целесообразно применять постоянный; проволока марки IA по ГОСТ 2246—43 диаметром 2 или 4 мм. Полуавтомат допускает одновременно наложение двух сварочных швов.
Развальцовка и отбуртовка труб
Развальцовку конца трубы, входящего во фланец, делают для того, чтобы повысить уплотнение и обеспечить непроницаемость фланцевого соединения. Общий вид развальцованной трубы с фланцем показан на рис. 3.
При изготовлении фланца в нем делают желобок-выточку, куда при развальцовке входит металл трубы. Вальцуемый участок трубы должен плотно лечь в выточку фланца.
Операцию развальцовки производят на специальных станках или приспособлениях. Одна из конструкций станка для развальцовки труб показана на рис. 4. Конец трубы 1 зажимают в тисках 2 при помощи винта 3.
Поворотом маховичка 4 производят нужную установку вальцующего механизма 5. Трубу подводят (и отводят) к вальцующему механизму при помощи штурвала 6.
Вращение патрона 7 с укрепленными на нем вальцующими приспособлениями осуществляется при помощи электродвигателя 8.
На рис. 5 изображен процесс развальцовки.
Отбуртовку, применяемую для соединений значительного количества красномедных труб, а также для некоторых типов фланцевых соединений стальных труб производят в соответствии с назначением трубопровода и характером соединения.
Отбуртовку выполняют для обеспечения плотного прилегания кромки трубы к фаскам фланцев или колец по всему их периметру.
Отбуртованная кромка трубы должна перекрывать фаску фланца или приварного кольца по всей окружности. Трещины, надрезы, рванины на поверхности отбуртовки не допускаются.
Отбуртовку производят вручную или при помощи специальных приспособлений. Второй способ предпочтительнее, как более экономичный и производительный. Развальцовка и отбуртовка контролируются отделом технического контроля.
Проточка фланцев и подрезка под головки болтов и гайки
После приварки производят проточку фланцев, чтобы устранить коробление, получающееся при сварке. Толщина снимаемого слоя на рабочих поверхностях фланцев не должна быть больше 1 мм. Одновременно с этим производят подрезку выступающих кромок трубы, образовавшихся после отбуртовки или развальцовки.
Если на поверхности фланцев до проточки имелись уплотнительные канавки, то после проточки их необходимо восстановить.
Проточку фланцев можно производить либо на горизонтально-расточном станке, либо с помощью специальных приспособлений.
Чтобы обеспечить плотное прилегание гайки или головки болта к тыльной стороне фланца при монтаже труб, необходимо фланец подрезать.
Подрезка мест прилегания гаек (вместо болтов могут применяться шпильки для фланцевых соединений) или головок болтов не должна иметь глубину более 1 мм; при этом плоскость торцовки должна быть параллельна присоединительной плоскости фланца. Подрезку обычно производят подрезным резцом на расточном станке с помощью оправки или специального приспособления.
При применении свободных фланцев проточке подвергаются торцовые поверхности приварных колец. Проточка фланцев контролируется отделом технического контроля.
Заключение
При монтаже фланцев используются методы сварки различного уровня автоматизации. Монтаж фланцев, выполненный последовательно, гарантирует герметичность соединения.
Контроль качества сварных швов
Для проверки герметичности крепления фланца используют ультразвуковой метод. Шов проверяют:
- на трещины;
- присутствие шлаковых включений, наплывов, надрезов;
- недопустимы прожоги, кратеры, пористость.
Дефектоскопия проводится также металлографией. На ответственных соединениях качество сварки фланцев к трубе проверяют радиографическим методом неразрушающего контроля.
Зная тонкости закрепления фланцев, в случае необходимости можно самостоятельно провести приварку диска к участку водопроводной системы.
Приварка фланцев к стальным трубопроводам диаметром: 100 мм
ЛОКАЛЬНАЯ РЕСУРСНАЯ ВЕДОМОСТЬ ГЭСН 22-03-014-03
| Наименование | Единица измерения |
| Приварка фланцев к стальным трубопроводам диаметром: 100 мм | 1 фланец |
| Состав работ | |
| 01. Насадка фланцев на концы труб. 02. Приварка фланцев. |
Расценка учитывает ПЗ работы на 2000 год
(Московские цены), рассчитаны по ГЭСН образца
2009 года
. К стоимости нужно применять индексацию перевода в текущие цены.
Вы можете перейти на страницу расценки, которая рассчитана на основе нормативов редакции 2014 года с дополнениями 1 Для определения состава и расхода материалов, машин и трудозатрат применялись ГЭСН-2001
| № | Наименование | Ед. Изм. | Трудозатраты |
| 1 | Затраты труда рабочих-строителей Разряд 5 | чел.-ч | 0,7 |
| 2 | Затраты труда машинистов (справочно, входит в стоимость ЭМ) | чел.-ч | 0,39 |
| Итого по трудозатратам рабочих | чел.-ч | 0,7 | |
| Оплата труда рабочих = 0,7 x 11,08 | Руб. | 7,76 | |
| Оплата труда машинистов = 5,26 (для начисления накладных и прибыли) | Руб. | 5,26 |
ЭКСПЛУАТАЦИЯ МАШИН И МЕХАНИЗМОВ
| № | Шифр | Наименование | Ед. Изм. | Расход | Ст-сть ед. Руб. | Всего Руб. |
| 1 | 150202 | Агрегаты сварочные двухпостовые для ручной сварки на тракторе 79 кВт (108 л.с.) | маш.-ч | 0,39 | 133,97 | 52,25 |
| Итого | Руб. | 52,25 |
| № | Шифр | Наименование | Ед. Изм. | Расход | Ст-сть ед. Руб. | Всего Руб. |
| 1 | 101-1513 | Электроды диаметром 4 мм Э42 | т | 0,00029 | 10315 | 2,99 |
| 2 | 507-9508 | Фланцы стальные плоские | шт. | 1 | 0,00 | |
| Итого | Руб. | 2,99 |
ИТОГО ПО РЕСУРСАМ: 55,24 Руб.
ВСЕГО ПО РАСЦЕНКЕ: 63,00 Руб.
Посмотрите стоимость этого норматива в текущих ценах открыть страницу
Сравните значение расценки со значением ФЕР 22-03-014-03
Для составления сметы, расценка требует индексации перехода в текущие цены. Расценка составлена по нормативам ГЭСН-2001 редакции 2009 года
в ценах
2000 года
. Для определения промежуточных и итоговых значений расценки использовалась программа
DefSmeta
Оборудование для сварки труб и приварки отводов, фланцев/трубные вращатели (КНР)
Установки для вращения труб(до 1 200 мм)
Трубные вращатели используются для зажима и вращения труб присборке и автоматической сварке при изготовлении трубных деталей и узлов вцеховых и монтажных условиях. Отдельные модели трубных вращателейпозволяют наклонять свариваемые изделия для обеспечения наиболееоптимального положения для сварки.
Специализированные трубные вращатели обладают следующими преимуществами:
- позволяют зажимать трубы в широком диапазоне диаметров;
- отдельный привод вращения обеспечивает плавную регулировку скорости вращения трубы;
- быстро и точно центруют две трубы и зажимают их без каких-либодополнительных зажимных патронов, башмаков и т. д. (роль наружногоцентратора выполняют сами зажимные ролики);
- обеспечивают высокую точность стыковки труб одного диаметра;
- используются для стыковки и вращения труб с отводами, фланцами, частями тройников или другими трубными деталями;
Трубные вращатели могут оснащаться программируемыми системами колебания горелки (осциляторами),а такжекомплектоваться сварочными системами как китайскогопроизводства, так и ведущих мировых производителей: ESAB, Miller,Lincoln Electric.
| Характеристики | Модель | ||
| GGLJ-600 | GGLJ-1000 | PPAW-05 | |
| Диаметр труб, мм | 60-600 | 160-1000 | 80-610 |
| Грузоподъемность, кг | 2000 | 3000 | 5000 |
| Скорость вращения, мм/мин | 120-1200 | 120-1200 | 120-1200 |
| Угол наклона, градус | ±45 | ±45 | — |
| Скорость подъема прижимного ролика, мм/мин | — | — | 300 |
| Масса, кг | 1000 | 1400 | 1200 |
| Сварочный комплекс, включающий трубный вращатель и миниколонну с осциллятором |
Ниже представлены более сложные установки и стендыдля сварки отводов, труб, приварки фланцев, отводов, горловин, патрубков
| Автоматический комплекс для двухсторонней приварки фланцев четырьмя горелками одновременно | |
| Стенд для приварки отводов | Стенд для сварки толстостенных труб |
| Роботизированный комплекс для приварки патрубков | Сварочный комплекс, включающий миниколонну с осциллятором, сварочный позиционер с зажимным патроном |
| Стенд для приварки фланцев | Трубный вращатель с головкой для сварки под флюсом |
Купить оборудование для сварки труб и приварки отводов, фланцев-трубное вращатели (КНР) в Екатеринбурге не составит никакого труда
Готовы предложить вам оборудование для сварки труб и приварки отводов, фланцев-трубное вращатели (КНР) в онлайн магазине с доставкой в Екатеринбург и в любой другой регион РФ. Оборудование для сварки труб и приварки отводов, фланцев-трубное вращатели (КНР) пользуются заслуженной популярностью среди тех, кто работает на рынке уже давно, т.к. обладают прекрасными характеристиками в плане цены и качества и при этом выгодно отличаются продолжительным сроком службы и простотой эксплуатации. Также, помимо сварочных вращателей , в каталоге продукции вы найдете еще не менее 94 товарных позиций других популярных торговых марок. Если вы испытываете трудности с выбором интересующего оборудования конкретно под ваши нужды, специалисты Нова Механика придут вам на помощь. Звоните, сбрасывайте заявку, и мы обязательно поможем с с лучшим решением конкретно для вас. Доставка заказов возможна по всей России. Отгрузка в Екатеринбург стандартно выполняется в будни, от одного до двух раз в неделю.
Почему сварочные вращатели лучше покупать именно у Нова Механика
Мы являемся не просто интернет-магазином, где единственным вариантом сотрудничества является непосредственная продажа оборудования. Наша компания использует собственный штат технических специалистов и инженеров сервисной службы. Все сотрудники постоянно повышают свою квалификацию, чтобы всегда соответствовать современным стандартам качества. В добавок к выше сказанному, у нас всегда найдутся необхоимые запчасти, которые могут потребоваться в процессе технического обслуживания или работ по ремонту, что, по понятным причинам, также является неоспоримым плюсом. Ключевой нашей и вашей, как нам кажется, целью, является не только прямая покупка/продажа оборудования, но, в большей степени, и его качественная работа в будущем.
Указанные цены не являются публичной офертой. Просим актуальность наличия и стоимость товара уточнять у менеджера компании.
Классификация изделий
Общее строение детали представляет собой кольцои пластину с отверстиями по краю. Чтобы обеспечить герметичность между элементами, устанавливают еще и прокладку изрезины в соответствии с назначением трубопровода – кислотостойкой, термостойкой. Соединяют кольцо и пластину с помощью крепежа – болтов с гайками или шпилек.
По ГОСТ выделяют несколько разных видов фланцев. По чертежам отличия их хорошо заметны.
Соответственно, и приварка деталей к трубопроводу производится несколько по-разному.
- Воротниковый – характерным признаком является приварная горловина в виде конического концентратора. Такая форма позволяет более равномерно распределять давление. Воротниковая модель предназначена для коммуникаций с высоким давлением и высокой температурой носителя. Приваривается сплошным или V-швом.
- Раструбной – используется на трубах с малым диаметром, работающих под большим давлением. Минус изделия – некоторая нестойкость к коррозии. Приварка раструбной детали производится с внешней стороны угловым швом. Нужно сохранять люфт в 1,6 м, чтобы нейтрализовать эффект теплового расширения.
- Сквозной – или свободно вращающийся. Приварка сквозной трубы к фланцу по ГОСТ не производится, так как сквозной вариант применяется специально для того, чтобы деталь можно было заменить по мере необходимости. На фото – сквозное фланцевое соединение.
- Глухой – плоский диск с отверстиями. Это приспособление необходимо для заглушки концов трубопровода. Элемент неразборной, однако он только закрепляется, а не сваривается.
- Плоский – кольцо и пластина одинакового размера. Приварка плоского фланца к трубе заключается в креплении кольца, в то время как пластина остается свободного вращающейся. Он выдерживает давление до 2,5 МПа.
- Накидной – для его использования кромки труб должны быть идеально ровными, так что он не настолько универсален, как воротниковые модели. Накидной приваривается угловыми швами с внешней и с внутренней стороны.
- Резьбовый – используется на трубопроводах небольшого диаметра, где возможно сделать резьбу. Сварка при его установке используется крайне редко.
Как приварить воротниковый фланец к трубе?
Сварка воротникового фланца отличается, первым делом, своим видом. Такая сварка включает в себя материалы из горловины, которая приваривается в виде концентратора, при чём концентратор имеет форму конуса. Благодаря такой форме, давление внутри такой систему будет распределяться гораздо равномернее.
Воротниковая конструкция чаще всего применяется в коммуникациях с высоким давлением и температурой. Работа осуществляется с помощью сплошной сварки или швом V-образной формы.
Приварка фланца к трубе по ГОСТ
Технология сварки в принципе одинакова, за исключением крепления патрубков. Однако необходимо учитывать и сложность конструкции – рекомендуется уточнять чертежи, и соответствие требованиям по креплению.
В большинстве случаев необходимо сохранение зазора в стыке. Если люфт не нужен, допускается техника сварки в лодочку. Если люфт должен быть большим – более 4–5 мм, изделие приваривают угловыми швами. Все это, естественно, влияет на расценки.

Размеры шва зависят от трубопровода. Ширина внутреннего шва обычно равна толщине стенки, высота – от 0,5 до 1 см, что определяется сечением трубопровода. Внешний шов требует большего наплавления металла, поэтому он несколько несимметричен.

Приварка производится с 2 сторон: сначала с наружной, а затем, для уплотнения шва – с внутренней. Такой метод более всего подходит для плоских фланцевых деталей. Сварка с одной стороны осуществляется, если изделие приваривается встык, как в случае с воротниковым фланцем.
Приспособление для приварки фланцев к трубам подходит не всякое. Обычно рекомендуется аппарат Лисицына и Бондаренко. При сварке электрод здесь остается неподвижным, а проворачивается трубопровод.
На видео процесс сварки рассматривается более подробно.
Как высчитать размер шва?
Во-первых, запомните, что размер шва зависит от самой трубы. Приварка фланцев к стальным трубопроводам в таком случае будет регулироваться шириной внутреннего шва.
Во-вторых, как правило, он приравнивается к толщине стенки, высотой, колеблющейся в диапазоне от 0,5 до 1 см. Шов внешнего сечения, по правилам сварки должен превосходить шов внутреннего в толщине.
Теперь, когда мы определились с типом вашего фланца, можно приступать к работе. Здесь опять же возникает вопрос.
Для чего предназначен фланец?
В основном фланцы предназначаются для формирования быстросъемных фланцевых соединений на трубах. В отличии от сварки такая конструкция обеспечивает возможность быстрого соединения или съема отдельных частей трубопровода, например, для проверки состоянии трубы на отдельных участках, установки кранов, датчиков, для возможности слива воды или для присоединения оборудования (тот же теплообменник). Фланцы навариваются на окончания труб и соединяют между собой болтами, шпильками в комплекте с ответным фланцем. Между ними обязательно ставятся прокладки из резины или других материалов.

Фланцы используются в разных отраслях промышленности и коммунального хозяйства для герметичного подключения определенного участка трубопровода к различным технологическим аппаратам и устройствам с целью подвода и отвода сред, а также для стыковки между собой отдельных участков трубы.

Классификация. Типы фланцев
Фланцы в разных странах изготавливаются по стандартам, соответствующим конкретным нормам, принятым в этих странах. Это может быть ГОСТ (для Украины ДСТУ ISO 7005-2:2005 (ІSO 7005-2:1988, ІDT). Металеві фланці.)), DIN или ТУ. По форме выделяются круглые, квадратные. Можно выявить два существенных группы фланцев:
- для арматуры
- для сосудов и аппаратов.
Выделяются следующие наиболее часто применяемые виды фланцев:
Приварной фланец воротниковый, накидной, раструбный, свободно вращающийся, резьбовой, глухой фланец. Пройдемся кратко по каждому из них.

Воротниковый фланец
Имеют характерную приварную горловину в виде конического концентратора, плавно переходящего к трубной стенке. Она обеспечивает распределение давления подаваемых веществ через конусную ступицу. Используется для трубопроводов с высоким давлением или высокими/низкими температурами. Воротниковый фланец необходимо приваривать V-образным или сплошным швом.
Фланцевый патрубок Чаще всего применяется для второстепенных задач как подложка фланца для недорогой отбортовки.
Раструбный фланец
Предназначены для малогабаритных труб с большим давлением. Их срок службы в два больше чем у проваренных накидных фланцев. К недостаткам относится возможность разрывов, подверженность коррозии.
Сварка раструбных фланцев производится только с внешней стороны угловым швом встык, при этом необходимо чтобы остался небольшой люфт примерно в 1,6 мм чтобы компенсировать эффект теплового расширения (на картинке обозначено «Х»).
Накидной фланец
Требуют ровных краев трубы при соединении. Их срок службы в два-три раза меньше чем у воротниковых фланцев. из-за Сварка накидных фланцев производится с внешней и внутренней стороны угловыми сварными швами. Чтобы не повредить во время сварки поверхность фланца необходимо чтобы был зазор в 3 мм между концом трубы и внутренней кромкой фланца.
Вращающийся фланец
Свободно вращается на трубе, не привариваются. Вращающийся фланец при необходимости можно легко снять и заменить. Могут крепиться противоположными болтовыми соединениями.
Сварка фланцев
В современном мире сварка фланцев весьма распространенное явление. Фланец – это деталь круглой или квадратной формы с отверстиями для крепления отдельных частей трубо -, газо-, нефтепроводов, строительных конструкций большой длины.
Для чего предназначен фланец?
В основном фланцы предназначаются для формирования быстросъемных фланцевых соединений на трубах.
В отличии от сварки такая конструкция обеспечивает возможность быстрого соединения или съема отдельных частей трубопровода, например, для проверки состоянии трубы на отдельных участках, установки кранов, датчиков, для возможности слива воды или для присоединения оборудования (тот же теплообменник). Фланцы навариваются на окончания труб и соединяют между собой болтами, шпильками в комплекте с ответным фланцем. Между ними обязательно ставятся прокладки из резины или других материалов.
Фланцы используются в разных отраслях промышленности и коммунального хозяйства для герметичного подключения определенного участка трубопровода к различным технологическим аппаратам и устройствам с целью подвода и отвода сред, а также для стыковки между собой отдельных участков трубы.
Классификация. Типы фланцев
Фланцы в разных странах изготавливаются по стандартам, соответствующим конкретным нормам, принятым в этих странах. Это может быть ГОСТ (для Украины ДСТУ ISO 7005-2:2005 (ІSO 7005-2:1988, ІDT). Металеві фланці.)), DIN или ТУ. По форме выделяются круглые, квадратные. Можно выявить два существенных группы фланцев:
- для арматуры
- для сосудов и аппаратов.
Выделяются следующие наиболее часто применяемые виды фланцев:
Приварной фланец воротниковый, накидной, раструбный, свободно вращающийся, резьбовой, глухой фланец. Пройдемся кратко по каждому из них.
Воротниковый фланец
Имеют характерную приварную горловину в виде конического концентратора, плавно переходящего к трубной стенке. Она обеспечивает распределение давления подаваемых веществ через конусную ступицу. Используется для трубопроводов с высоким давлением или высокими/низкими температурами. Воротниковый фланец необходимо приваривать V-образным или сплошным швом.
Фланцевый патрубок Чаще всего применяется для второстепенных задач как подложка фланца для недорогой отбортовки.
Раструбный фланец
Предназначены для малогабаритных труб с большим давлением. Их срок службы в два больше чем у проваренных накидных фланцев. К недостаткам относится возможность разрывов, подверженность коррозии.
Сварка раструбных фланцев производится только с внешней стороны угловым швом встык, при этом необходимо чтобы остался небольшой люфт примерно в 1,6 мм чтобы компенсировать эффект теплового расширения (на картинке обозначено «Х»).
Накидной фланец
Требуют ровных краев трубы при соединении. Их срок службы в два-три раза меньше чем у воротниковых фланцев. из-за Сварка накидных фланцев производится с внешней и внутренней стороны угловыми сварными швами. Чтобы не повредить во время сварки поверхность фланца необходимо чтобы был зазор в 3 мм между концом трубы и внутренней кромкой фланца.
Вращающийся фланец
Свободно вращается на трубе, не привариваются. Вращающийся фланец при необходимости можно легко снять и заменить. Могут крепиться противоположными болтовыми соединениями.
Глухой фланец
Являет собой диск плоской формы с отверстиями для шпилек, болтов. Предназначены для перекрытия концевых отверстий труб, трубопроводов. В сочетании с другими фланцами, соединение такого типа является разборным. Не сваривается.
Приваривается редко, используется для трубопроводной арматуры, а также труб небольшого диаметра с толщиной стенки, достаточной для нарезки резьбы. В редких случаях может быть сделан уплотняющий сварной шов.
Сварка фланцев — техника
Величина зазора в стыке или как часто его называют люфт часто определяет технику сварки. В общей сложности 7/10 всех стыков «внутренний диаметр фланца-труба» требуют наличия небольшого люфта.
В случае когда зазор не требуется, используется техника в лодочку, так как она минимально подвержена затеканиям расплавленного металла и при этом кромки глубоко провариваются. Если люфт превышает 1.
5 мм, для хорошей свариваемости применяется техника поперечных колебательных движений электрода под углом 30° к плоскости оси трубы.
Для зазора в 4-5мм, сварка ведется угловыми швами с большими катетами равными стандартной величине плюс высота зазора.
Ширина и высота шва зависят от размера трубы в поперечнике. Обратимся к примерам. Для внешнего шва необходимо большее количество наплавленного металла со стороны фланца.
Таким образом шов немного не симметричен и его катет на трубе будет меньше. Ширина внутреннего шва в идеале должна соответствовать толщине трубы, но не более 0,7 см.
Высота — от 0,5 до 1 см в зависимости от сечения трубы в поперечнике.
Сварка фланцев должна проводиться с двух сторон. Чтобы получить крепкое соединение необходимо сначала проварить с наружной, а после для уплотнения с внутренней стороны. Таким образом внутренний и наружный сварные швы очень прочно соединят две части сварного узла. Такая практика применима для плоских стальных фланцев.
При этом в тех местах, где зазоры более 2,5 мм, для присадки используется электрод или сварочная проволока о 1.6-2.5 мм. Сварка фланцев с двух сторон начинается сначала с внутренней стороны. После сравниваются неровности прихватки с внешней стороны, проводится зачистка и сварка в направлении слева- направо.
Два прохода нужны только в том случае, если получается большой зазор.
Накладка сварного шва только с одной стороны применима для стальных фланцев, привариваемых встык, когда вплотную соединяются «воротник» фланца и торец трубы.
Сварка патрубков
Предварительно патрубок и фланец прихватывают с соблюдением всех углов. После сварной узел устанавливается на вращатель. Обрызгивается спреем против сварочных брызг и начинаем сварку.
Стандартно, согласно ГОСТу 16037-80 для труб с давлением от 10 до 25 кгс/см2 необходимо на фланце делать скосы .
Для приварки фланцев, патрубков рекомендуется использовать вращатели. Они дают возможность легко вращать, наклонять в нужное положение и приподнимать обрабатываемую деталь или кусок трубы. Таком образом можно без лишних усилий сваривать, шлифовать или даже красить объект
Необходимые меры предосторожности
Сварка фланцев требует внимания и соблюдения мер, способных уберечь сварщика от наиболее распространенных ошибок. Предварительно перед сваркой нужно зачистить и подготовить кромки. Соединяя воедино фланцевые соединения следите за тем, чтобы они были строго перпендикулярны к оси трубы. Допустимые отклонения могут быть до 1 % от наружного диаметра фланца, но не превышать 2 мм.
Чтобы проверить ровно ли приварен фланец (перпендикулярность, соосность) можно воспользоваться обычным или специально предназначенным угольником для фланцев.
При самостоятельной сборке узлов требуется учитывать длину болтов, толщину прокладки. Необходимо чтобы все головки болтов располагались с одной стороны, не были утоплены, а их окончания выступали на уровень трех шагов резьбы. Сварной шов и край трубы не должны быть выше уровня зеркала фланца.
Конец трубы, включая шов приварки фланца к трубе, не должен выступать за зеркало фланца. Отклонения линейных размеров собранных узлов не должны превышать ±3 мм при длине до 1 м и ±1 мм на каждый последующий метр.
Контроль качества сварных швов
Для проверки качества сварного шва чаще всего используют старый добрый внешний осмотр с замерами размеров при надобности. Убедитесь в том, что видимые дефекты отсутствуют:
- трещины,
- непровары,
- кратеры более 0,5 мм,
- прожоги,
- поры,
- шлаковые включения,
- значительные отклонения высоты или ширины шва,
- подрезы и наплывы в переходной зоне от основного металла к наплавленному.
Неразрушающие методы контроля: ультразвуковой, радиографический метод. Последний обязателен для контроля допускных стыков. Иногда металлографические исследования.
РД 39-0147014-535-87 Инструкция по сварке при монтаже и ремонте трубопроводов и ответственных металлоконструкций в организациях и на предприятиях Миннефтепрома
Руководящий документ разработан Всесоюзным научно-исследовательским институтом разработки и эксплуатации нефтепромысловых труб.
Главный инженер института В.Ф. Оловянишников.
Составители: В.А. Кот, З.Н. Уварова, Г.Н. Пашкова, С.А. Светлова.
Согласован с зам. начальника Главнефтемашремонта А.А. Шваревым.
Утвержден начальником Главного технического управления Миннефтепрома Г.И. Григоращенко 20 января 1987 г.
РУКОВОДЯЩИЙ ДОКУМЕНТ
ИНСТРУКЦИЯ ПО СВАРКЕ ПРИ МОНТАЖЕ И РЕМОНТЕ ТРУБОПРОВОДОВ И ОТВЕТСТВЕННЫХ МЕТАЛЛОКОНСТРУКЦИЙ В ОРГАНИЗАЦИЯХ И НА ПРЕДПРИЯТИЯХ МИННЕФТЕПРОМА
РД 39-0147014-535-87
Вводится впервые
Срок введения установлен с 02.02.1987 г.
Срок действия до 02.02.1990 г.
Настоящий документ разработан в соответствии с указанием Главного технического управления Миннефтепрома.
В нем рассмотрены основные вопросы сварочного производства на предприятиях и в организациях Миннефтепрома, выполняющих монтажные и ремонтные работы при строительстве трубопроводов и ответственных металлоконструкций.
Руководящий документ содержит требования стандартов, СНиПов, правил техники безопасности, касающиеся сборки, сварки, термообработки и контроля качества сварных соединений трубопроводов и ответственных металлоконструкций, а также включает технологические процессы электродуговой и контактно-стыковой сварки.
Подробно освещены вопросы подготовки основных и вспомогательных сварочных материалов.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. В соответствии с настоящей инструкцией производят сварочные работы при строительстве промысловых и технологических трубопроводов, трубопроводов горючих, токсичных и сжиженных газов, а также монтаже ответственных металлоконструкций (классификация трубопроводов принята в соответствии с ВСН 51-3-85/Мингазпром — ВСН 2.38-85/Миннефтепром [ I ])
1.2. Для строительства трубопроводов применяют трубы, изготовленные по ГОСТ 8731-74 и ГОСТ 8733-74 (бесшовные), ГОСТ 20295-85 (электросварные диаметром до 800 мм) [ 2- 4], а также импортные трубы, изготовленные в соответствии со специальными техническими условиями.
Для строительства трубопроводов используются трубы из малоуглеродистых сталей по ГОСТ 360-71 [ 5], качественных сталей Ст. 10, 20 по ГОСТ 1050-74 [ 6], а также низколегированных сталей марок 09Г2С, 10Г2, 17ГС по ГОСТ 19282-73 [ 7] (прил. 1, 2).
1.3. Структура и организация сварочного производства, требования к квалификации сварщиков, термистов и других специалистов подробно рассмотрены в РД 39-0147014-536-87 [ 8].
2. ТРЕБОВАНИЯ НА СВАРОЧНЫЕ МАТЕРИАЛЫ
Электроды
2.1. Для ручной сварки трубопроводов и ответственных металлоконструкций из углеродистых, низколегированных, легированных конструкционных и легированных теплоустойчивых сталей применяют электроды покрытые металлические по ГОСТ 9467-75 и ГОСТ 9466-75 [ 9, 10], для сварки высоколегированных сталей с особыми свойствами — по ГОСТ 10052-75 [ 11] и ГОСТ 9466-75 отечественного производства (табл. 1).
Для сварки разнородных сталей применяют соответствующие электроды (табл. 2).
Допускается применение импортных электродов соответствующих типов.
2.2. Каждая партия электродов должна иметь сертификат, в котором должны быть указаны наименование завода-изготовителя, дата изготовления, условное обозначение присадочных материалов и результаты испытаний данной партии.
При отсутствии сертификата на сварочные материалы их применение при производстве огневых работ на технологических трубопроводах запрещается.
2.3. Технологические свойства электродов каждой партии необходимо проверять перед их применением независимо от наличия сертификата. Эту проверку должен выполнять квалифицированный сварщик. Легированные электроды, предназначенные для сварки трубопроводов и конструкций из легированных сталей, необходимо проверять на соответствие марочному составу путем стилоскопирования наплавленного металла. Эта проверка должна предшествовать всем остальным испытаниям электродов.
Типы электродов для сварки стальных конструкций по ГОСТ 9467-75 и соответствующие марки электродов и сварочных материалов
Механические свойства при нормальной температуре металла шва или наплавленного металла
Технологические марки электродов
Сварочные материалы для сварки
Временное сопротивление разрыву, МПа (кгс/мм 2 )
Ударная вязкость, кДж/м 2 (кгс × м/см 2 )
проволока для сварки в углекислом газе
Меловые, ОЦ-1, АН-1, К-3
АНО-1, АНО-5А, АНО-6М, АНО-17, ОЗС-6о, ОММ5, ОМ-6
АНО-3, АНО-4, АНО-4ж; АНО-13, АНО-14, АНО-18, АНО-20, МР-3, РБУ-4, РБУ-5, ОЗС-3, ОЗС-4, ОЗС-6, ЗРС-1
АН-348-А, АН-348-АМ, ОСЦ-45
К-51, К-52, ВСП-2, ВСЦ-3, АНО-19
УП-1/45, УП-2/45, ОЗС-2, АНО-7
ПП-2ДСК, ПП-АНЗ (7), (11), (12)
АН348-А, АН348-АМ, ОСЦ-4,5, АН-47
УОНИИ-13/45, СМ -11, Э138 /45Н, АНО-8, ОЗС-7
Св-08ГА, Св-10Г2, Св-08МХ
УОНИИ-13/55, ДСК-50, АНО-7, АНО-9, АНО-10, АНО-11, АНО-15, АНО-16, УП-1/55, УП-2/55
Св-10, ХГ2СМА, Св-08Н2, СМН, Св-08ХГС,
АН-47. АН-22, АН-17М
УОНИИ-13/65, У340/65, ВОФ-65
48Н-1, АНП-2, К-70, ЛКЗ-70
УОНИИ-13/85, ЦЛ-18, ЦЛ-18МО
Выбор электродов для сварки разнородных сталей
Электроды, используемые при сварке разнородных сталей, марок
17ГС, 17Г1С, 15ГС, 16ГС
** Предварительный подогрев и термообработка.
2.4. На каждом монтажном участке сварочные электроды следует хранить в отапливаемых помещениях при температуре воздуха не ниже 10 °С и относительной влажности не более 50 %.
Хранить материалы следует так, чтобы предотвратить их загрязнение, увлажнение, коррозию и механические повреждения.
Срок хранения электродов с основным покрытием в герметичной упаковке (металлических банках, пластмассовых пеналах) 1 год, в упаковке другого типа — 6 мес.
Срок хранения электродов с целлюлозным покрытием независимо от типа упаковки — не более 6 мес. Электроды необходимо хранить в упаковке завода-изготовителя на стеллажах. Высота укладки упаковок не более пяти рядов.
2.5. Электроды следует доставлять на трассу в герметичной неповрежденной упаковке, лучше в металлических пеналах.
2.6. На монтажной площадке не допускается хранение электродов в раскрытых пачках более 4 ч. Без предварительной сушки или прокалки электроды можно применять сразу после вскрытия герметичной упаковки только при положительной температуре окружающего воздуха.
Если упаковка была повреждена или сварку выполняют при отрицательной температуре (независимо от условий хранения, транспортировки и состояния упаковки), электроды перед сваркой изделий должны быть прокалены в течение 1 ч при следующей температуре:
электродов прокалки, °С
Электроды с целлюлозным покрытием
(ВСЦ-4, Фокс Цель, ВСЦ-4А, Кобе 6010) 80. 100
Электроды о основным покрытием:
— УОНИ-13/55, Гарант, Фокс ЕВ50, ВСФС-50,
ВСО-50СК, ЛБ-52У 250. 300
— Гарант К 300. 350
— ВСФ-65, Шварц ЗК, ВСФ-85,
ЛБ-62Д, Гарант КС 350. 400
Электроды с рутиловым и рутилово-основным покрытием:
— АНО-4, МР-3 180..200
2.7. Прокалку электродов в монтажных условиях производят в печах типа СШО при температуре, установленной п. 2.6. Превышение ее приведет к нарушению покрытия, а прокалка при более низкой температуре не обеспечит удаления из покрытия кристаллизационной влаги.
2.8. Прокаленные электроды необходимо хранить на рабочих местах в закрытых металлических ящиках, а при температуре ниже +5 °С — в герметичных пеналах с подогревом (термопеналах). Электроды с основным покрытием можно использовать в течение не более двух, а с целлюлозным покрытием — в течение пяти суток после прокалки.
По истечении указанного срока электроды следует прокалить вновь. Электроды можно прокаливать не более двух раз, не считая прокалки при изготовлении.
2.9. Технологические свойства электродов должны соответствовать требованиям ГОСТ 9466-75. Основные из них следующие:
— дуга легко зажигается и стабильно горит;
— покрытие плавится равномерно, без чрезмерного разбрызгивания, отпадания кусков и образования козырька, который препятствует нормальному плавлению электрода во всех пространственных положениях;
— образующийся при сварке шлак обеспечивает правильное формирование шва и легко удаляется после охлаждения;
— в металле шва и в наплавленном металле нет трещин, а количество включений не превышает допустимого.
2.10. При неудовлетворительных технологических свойствах электроды следует повторно прокалить в печи. Если после повторной прокалки технологические свойства электродов не отвечают приведенным выше требованиям, то данную партию электродов для сварки трубопроводов и ответственных металлоконструкций применять нельзя.
2.11. Для ручной и автоматической сварки в среде аргона в качестве неплавящегося электрода следует применять прутки лантанированного вольфрама (ТУ 48-19-27-72) [ 12] или иттрированного вольфрама марки СВИ-1 диаметром 2. 4 мм.
Сварочная проволока
2.12. Для ручной и автоматической аргонодуговой сварки неплавящимся электродом, газовой (ацетилено-кислородной), автоматической и полуавтоматической сварки в углекислом газе, автоматической сварки под флюсом необходимо применять низкоуглеродистую, ле гированную и высоколегированную сварочную проволоку (табл. 3), отвечающую требованиям ГОСТ 2246-70 [ 13]. Для сварки разнородных сталей использовать соответствующие сварочные материалы (табл. 4).
2.13. Каждая партия проволоки должна иметь сертификат с указанием завода-изготовителя, ее марки, диаметра, номера плавки и химического состава.
К каждому мотку (бухте) проволоки должна быть прикреплена бирка с указанием завода-изготовителя, номера ее плавки, марки и диаметра проволоки по ГОСТ 2246-70.
2.14. При отсутствии сертификата или бирки, а также в случае сомнений в качестве проволоки необходимо проверить ее химический состав на соответствие требованиям ГОСТ 2246-70. При неудовлетворительных результатах химического анализа производят повторный анализ на удвоенном числе проб. При неудовлетворительных результатах повторного анализа проволоку бракуют.
2.15. Поверхность проволоки должна быть чистой, без окалины, ржавчины, масла и грязи.
При необходимости сварочную проволоку просушивают при температуре 150. 200 °С в течение 1,5. 2 ч с последующей механической очисткой ее поверхности от ржавчины или технической смазки.
2.16. Каждая бухта (моток, катушка) легированной проволоки перед сваркой (независимо от способа сварки) должна быть проверена путем стилоскопирования для определения содержания основных легирующих элементов в соответствии с ГОСТ 2246-70.
Стилоскопированию подвергают концы каждой бухты (мотка, катушки). При неудовлетворительных результатах стилоскопирования данная бухта не может быть использована для сварки до установления точного химического состава проволоки количественным химическим анализом.
Порошковая проволока
2.17. При сварке в углекислом газе применяют проволоки рутилового и рутил-флюоритного типа (табл. 5).
Сварку труб из низкоуглеродистых сталей производят с помощью проволок рутил-органического и карбонатного типов. При сварке низколегированных сталей, а также кольцевых стыков с принудительным формированием применяют проволоки карбонатно-флюоритного типа.
Марка проволоки ( ГОСТ 2246-70 ) для сварки
ручной и автоматической аргонодуговой
полуавтоматической, автоматической в углекислом газе
автоматической и полуавтоматической под флюсом
Ст. 10, 15, 20, ВСт.2кп
17ГС, 16ГН, 09Г2С,
15Г2С, 14ХГС, 20ГСЛ
Примечание. Для ручной и автоматической аргонодуговой сварки стыков труб из сталей 08Х18Н10Т и ОХ18Н12Т применять проволоку Св-04Х19Н9, Св-06Х19Н9Т.
Рекомендуемые материалы для сварки разнородных сталей в среде защитных газов и под флюсом
Марки свариваемых сталей
Марка проволоки для сварки
Материалы для сварки под флюсом
в среде углекислого газа
10Г2, 17ГС, 17Г2СФ, 15ГС, 16Г
15МХ, 12гЛХ, 12Х1МФ
Св-06Х19Н10М3Т, Св-06Х19Н10М3Б, Св-06Х20Н11М3ТБ
Самозащитные проволоки отечественного производства
Диаметр проволоки, мм
Механические свойства металла шва
ан при 20 °С, Дж/см 2
Флюсы для автоматической сварки
2.18. Для автоматической сварки трубопроводов под флюсом следует применять плавленые флюсы по ГОСТ 9087-81 [ 14].
При сварке резервуаров используют плавленые (АН-348А, АН-22, АН-26, АН-43, АН-60) и керамические (КВС-19, КВС-19М, АНК-30) флюсы (табл. 6).
2.19. Флюс необходимо хранить в сухом отапливаемом помещении при относительной влажности не более 50 % и температуре не ниже 15 °С.
2.20. Перед употреблением флюсы независимо от условий выполнения сварочных работ необходимо прокалить в печах типа СНО: АН-348А и АН-47 — в течение 1-1,5 ч при температуре не ниже 250. 300 °С; АН-22 — в течение 2 ч при температуре не ниже 450 ° С. При прокалке толщина слоя флюса должна быть не более 60 мм.
2.21. Прокаленный флюс, хранящийся на складе, можно использо вать в течение 15 дней, а флюс, хранящийся в герметичной таре или сушильном шкафу, — в течение любого срока. Если флюс оставлен на несколько часов на открытом воздухе, например, в бункере сварочной головки, то перед работой его необходимо ссыпать и вновь прокалить. Прокаливать флюс можно многократно.
2.22. На складе флюсы хранят в заводской упаковке — в бумажных мешках, аккуратно уложенных в штабель, или при повреждении упаковки в специальных закрытых емкостях (контейнерах, бункерах, ларях).
Флюсы, применяемые в трубопроводном строительстве, по ГОСТ 9087-81
Марка проволоки по ГОСТ 2246-70
Марки сталей свариваемых конструкций (ГОСТ)
Ст.3; Ст.3сп; ВСт.3сп; ВСт.3кП; ВСт.3Гпс (ГОСТ 380-71) 10, 20, 30, 35, 45 (ГОСТ 1050-74)
16ГС; 17ГС; 09Г2С; 17Г1С ( ГОСТ 19282-73 )
15Г ( ГОСТ 4543-71 ) [ 15 ]
12Х18Н9Т ( ГОСТ 5632-72 ) [ 16 ]
15Г2САФ ( ГОСТ 19282-73 )
10Г2С1 ( ГОСТ 19282-73 )
Ст. 1, Ст. 2, Ст. 3 (ГОСТ 380-71)
Св-08ХМ; Св-08МХ; Св-10Г2
15Г2СФ ( ГОСТ 19282-73 )
Горючие и защитные газы
2.23. В качестве защитных газов для ручной и автоматической аргонодуговой сварки неплавящимся электродом применяют аргон по ГОСТ 10157-79 [ 17].
2.24. Для газовой ацетилено-кислородной сварки необходимо использовать газообразный кислород высшего и первого сорта, соответствующий требованиям ГОСТ 5583-78 [ 18].
В качестве горючего газа следует применять растворенный технический ацетилен по ГОСТ 5457-75 [ 19], поставляемый потребителю в баллонах или получаемый на месте из карбида кальция, отвечающего требованиям ГОСТ 1460-81 [ 20].
2.25. При полуавтоматической сварке в качестве защитного газа применяют углекислый газ первого и второго сорта или пищевую углекислоту ( ГОСТ 8050-85) [ 21]. Использование технического углекислого газа не разрешается.
2.26. Газы доставляют на трассу в баллонах или в специальных изотермических емкостях (танках), устанавливаемых на грузовом автомобиле или на прицепе.
2.27. Перед использованием проверяют качество газа в каждом баллоне, для чего наплавляют на пластину или трубу валик длиной 100. 150 мм и по внешнему виду поверхности наплавки определяют надежность газовой защиты.
При наличии пор в металле шва газ, находящийся в данном баллоне, бракуют.
2.28. В качестве горючих газов используют ацетилен, пропан, природный газ, смеси различных газообразных или жидких углеводородов и водорода.
2.29. Горючие газы транспортируют и хранят в баллонах под давлением 1,34. 1,6 МПа, либо в стационарных или передвижных емкостях с испарителем.
2.30. Сжатый газообразный кислород хранят и транспортируют в отдельных баллонах ( ГОСТ 949-73) [ 22] под давлением 10. 15 МПа.
Выбор и подготовка сварочных материалов для работы при отрицательных температурах
2.31. При выборе сварочных материалов для сварки при отрицательных температурах (табл. 7,  необходимо исходить из того, что наплавленный металл должен быть стойким к хрупкому разрушению, более вязким и пластичным по сравнению с основным металлом.
необходимо исходить из того, что наплавленный металл должен быть стойким к хрупкому разрушению, более вязким и пластичным по сравнению с основным металлом.
Электроды, применяемые для сварки трубопроводов и резервуаров при отрицательных температурах
Диаметр электрода, мм
Временное сопротивление свариваемых сталей s в ; МПа (слой шва)
Конструкции. Минимальная температура эксплуатации, ° С
550 [первый (корневой)]
Подземные трубопроводы. — 40
550 . 600 (первый)
До 600 (первый и второй)
До 500 (первый и последний)
До 480 (первый и последующие)
Наземные, надземные трубопроводы, резервуары. — 40
Подземные и надземные трубопроводы. — 60
До 500 (первый и последующие)
Подземные, наземные, надземные трубопроводы, резервуары. — 60
До 550 (первый и последующие)
550 . 600 (заполняющие и облицовочные)
Подземные, наземные трубопроводы. — 60
До 700 (заполняющие и облицовочные)
Сварочные материалы для автоматической сварки трубопроводов и резервуаров
Временное сопротивление свариваемых сталей s в , МПа (слой шва)
Конструкции. Минимальная температура эксплуатации, °С
До 550 (заполняющие и облицовочный)
Подземные трубопроводы и подземные резервуары. — 40
До 600 (заполняющие и облицовочные)
Подземные, наземные и надземные трубопроводы, резервуары. — 60
До 550 (заполняющие и облицовочные)
Подземные трубопроводы. — 60
* Флюсы АН-60, АН-65 используются преимущественно при форсированных режимах сварки.
2.32. Особенно тщательно в зимних условиях следует соблюдать правила хранения сварочных материалов и их подготовки к сварке.
Независимо от условий хранения сварочные материалы непосредственно перед сверкой необходимо прокалить в течение 60 мин (электроды) или 60. 90 мин (флюсы) при температурах, приведенных ниже:
Марка Температура прокалки, °С
УОНИ-13/45 300. 350
УОНИ-13/55 300. 350
Просушенные и прокаленные флюсы и электроды подают к месту сварки в количестве, необходимом для работы в одну смену, если нет других ограничений в технической документами.
3. ПОДГОТОВКА К СВАРКЕ
Проверка материалов. Сборка трубопроводов
3.1. Все поступающие на оборку трубы и детали должны быть проверены мастером (или другим ответственным лицом) на наличие клейм, маркировки, а также сертификатов завода-изготовителя, подтверждающих соответствие материалов их назначению.
При отсутствии клейм, маркировки или сертификатов трубы и детали к сборке не допускаются.
3.2. Необходимо также проверить:
— соответствие данных, указанных в сертификате или паспорте, техническим условиям, ГОСТам на поставку, заводской документации, чертежу (при наличии его), выполнение предприятием-изготовителем контрольных испытаний, предусмотренных стандартами и ТУ;
— соблюдение правил транспортировки;
— наличие и соответствие маркировки материала сертификату или паспорту, чертежу, техническим условиям;
— наличие клейма технического контроля;
— соответствие фактических геометрических размеров и качества материалов требованиям чертежей, ГОСТов, нормалей, ТУ и данным сертификатов или паспортов, заводской маркировке;
— качество поверхности материалов и деталей: на поверхности не должно быть трещин, раковин, вмятин, забоин, надрывов, задиров;
— правильность подготовки кромок и качество их поверхности.
3.3. Как исключение, допускается удостоверять качество и марки материала для металлических конструкций из углеродистой и низколегированной стали классов С38/23 — С60/45 лабораторными испытаниями в соответствии с требованиями, установленными стандартами.
Отступления от чертежей на металлические конструкции не допускаются, в случае необходимости они должны быть согласованы с разработчиками этих чертежей.
3.4. При приемке трубопроводной арматуры должно быть проверено:
— наличие документов, удостоверяющих проведение испытания арматуры;
— соответствие маркировки и отличительной окраски арматуры указаниям в паспорте;
— комплектность арматуры (наличие ответных фланцев и других деталей, поставляемых с ней).
3.5. Арматура трубопроводов I категории независимо от наличия паспортов предприятий-изготовителей и срока хранения перед передачей в монтаж подвергается гидравлическому испытанию на прочность и плотность согласно СНиП 3.05.05-84 [ 24].
3.6. Арматура трубопроводов II категории и ниже, имеющая паспорта предприятий-изготовителей, при приемке ее в монтаж до истечения гарантийного срока ревизии испытанию перед монтажом не подлежит.
Арматура, имеющая паспорта, но с истекшим гарантийным сроком, передается в монтаж после проведения испытания в соответствии с требованиями СНиП 3.05.05-84.
3.7. Арматура, не имеющая паспорта предприятия-изготовителя и маркировки, может быть принята и использована только для трубопроводов IV , V категории при наличии документов, подтверждающие проведение ее ревизии и испытания.
3.8. Входной контроль осуществляют специально выделенные работники отдела технического контроля (ОТК) предприятия-потребителя. Результаты контроля регистрируют в паспорте-журнале.
3.9. Проверенный материал должен быть рассортирован, заклеймен, сложен по профилям, размерам, маркам, плавкам.
3.10. При хранении необходимо предотвращать механические повреждения материала, обеспечить доступ для его осмотра.
3.11. Все материалы перед сваркой должны быть очищены от масла, ржавчины, окалины и пр. загрязнений, расконсервированы в соответствии с ГОСТ 9.014-78 [ 23].
Перед очисткой материалы должны быть просушены: они должны быть выдержаны в сухом помещении или обдуты нагретым воздухом.
Внутренняя поверхность труб может быть очищена от загрязнений путем продувки сжатого воздуха, промывки водой или протаскивания металлического пыжа.
3.12. Кромки труб и прилегающие к ним поверхности (внутренняя и наружная) должны быть зачищены до металлического блеска на ширине не менее 10 мм.
3.13. Сборка конструкций под сварку может производиться только из деталей и элементов, соответствующих требованиям чертежей или другой технической документации по геометрическим размерам, с помощью специальных приспособлений (прил. 3).
3.14. При подготовке стыковых соединений труб для сварки необходимо проверить их соответствие чертежам, требованиям нормативно-технической документации и обратить внимание на перпендикулярность плоскости реза к оси трубы; отклонение плоскости реза от перпендикуляра (размер l на рис. 1) не должно превышать следующих значений:
диаметр трубы, штуцера
или патрубка, мм До 65 66. 125 126. 225 226. 500 Более 500
плоскости реза, мм 0,5 1 1,5 2 2,5
3.15. Обработку концов труб для сварки (отрезку труб и снятие фасок) необходимо производить механическим способом (резцом, фрезой или абразивным кругом) с помощью специальных трубонарезных станков.
Шероховатость поверхности кромок труб, подготовленных для сварки, должна составлять 180.
Конструкция стыковых соединений труб
Собранный стык в поперечном сечении
Наружный диаметр трубы, мм
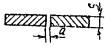
Ручная аргонодуговая, газовая
Автоматическая под флюсом 1 *
Ручная аргонодуговая, газовая
Автоматическая под флюсом
Ручная электродуговая комбинированная 3 *
При любом диаметре
Полуавтоматическая в углекислом газе
Автоматическая под флюсом
Ручная аргонодуговая, газовая
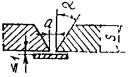
Ручная аргонодуговая, газовая
Автоматическая под флюсом
Полуавтоматическая в углекислом газе
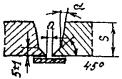
Автоматическая под флюсом
Автоматическая под флюсом
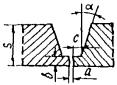
1 * При автоматической сварке под флюсом корневая часть шва предварительно подваривается внутри трубы (Тр-1 и Тр-1б, Тр-2а) ручной электродуговой, аргонодуговой или полуавтоматической сваркой в углекислом газе. Если невозможна такая подварка, накладывают корневой шов с наружной стороны.
2 * Для Тр-1, Тр-1а, Тр-2, Тр-2а, Тр-6б указал зазор a при выполнении корневого слоя аргонодуговой сваркой с присадочной проволокой Если корневой слой выполняют аргонодуговой сваркой без присадочной проволоки, то зазор a должен быть при ручной сварке не более 0,5, при автоматической — не более 1 мм.
3 * Корень — ручная или автоматическая аргонодуговая, остальное — ручная электродуговая или полуавтоматическая сварка в углекислом газе.
4 * Корень — ручная аргонодуговая, остальное — ручная электродуговая и полуавтоматическая сварка в углекислом газе.
5 * Корень — автоматическая аргонодуговая, остальное — ручная электродуговая или полуавтоматическая сварка в углекислом газе.
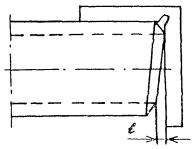
Рис. 1. Проверка перпендикулярности обрезки торцов
3.16. При соосной стыковке труб с разными наружными диаметрами размер h (рис. 2 ) должен составлять для труб из углеродистой и низколегированной стали 30 % толщины более тонкой трубы, но не более 5 мм; для труб из аустенитных, мартенситно-ферритных сталей при номинальной толщине стенки 10 мм и менее — 15 % толщины более тонкой трубы.
Если смещение (несовпадение) стыкуемых труб по наружной поверхности из-за разности наружных диаметров превышает указанное, конец трубы с большим наружным диаметром должен быть дополнительно обработан согласно одному из эскизов (см. рис. 2).
Рис. 2. Обработка концов труб при стыковке элементов, имеющих разные наружные диаметры ( a = 15 ± 1 ° )
3.17. Дефектные торцы запорной (распределительной) арматуры ремонту не подлежат; арматура, имеющая дефекты патрубков, должна быть заменена на новую. Ремонт патрубков, арматуры допускается только в том случае, если это предусмотрено в сопроводительном документе завода-поставщика.
3.18. Основные рекомендуемые конструкции стыковых сварных соединений даны в табл. 9. Приведенные в ней конструктивные размеры подготовки кромок и сборки стыков могут быть несколько измен ены, если при этом обеспечивается надлежащее качество сварных соединений, их соответствие ГОСТ 16037-80, ГОСТ 5264-80 , ГОСТ 8713-79 , ГОСТ 14771-76 [ 25- 28].
3.19. Сборка стыков труб под сварку должна производиться с использованием приспособлений для центрирования, обеспечивающих соосность стыкуемых труб (прил. 3), или специальных приспособлений — центраторов. Для труб диаметром 529 мм и выше разрешается применять при сборке только внутренние центраторы; трубы диаметром менее 529 мм можно собирать при помощи наружных центраторов.
3.20. При сборке труб с одинаковой толщиной стенки допускаемое смещение кромок может составлять до 20 % толщины стенки трубы, но не более 3 мм при дуговой и не более 2 мм при стыковой сварке оплавлением.
3.21. Непосредственное соединение на трассе разнотолщинных труб одного и того же диаметра или труб с деталями (тройниками, отводами, переходами, днищами) допускается при следующих условиях:
— если разность толщин стенок стыкуемых труб или труб с деталями не превышает 2,5 мм (при толщине стенок деталей 12 мм и менее);
— если разность толщин стенок стыкуемых труб или труб с деталями не превышает 3 мм (при толщине стенок 12 мм и более).
3.22. Соединение труб или труб с деталями с большей разностью толщин стенок осуществляется путем вварки между стыкуемыми трубами или между трубами и деталями переходников или вставок промежуточной толщины, длина которых должна быть не менее 250 мм.
При разнотолщинности до 1,5 толщины стенки допускается непосредственная сборка и сварка труб при специальной разделке кромок более толстой стенки трубы или детали. Конструктивные размеры разделки кромок и сварных швов должны соответствовать указанным на рис. 3.
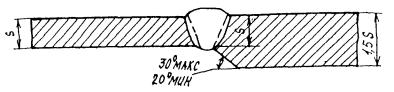
Рис. 3. Конструктивные размеры разделки кромок и сварных швов разнотолщинных труб
3.23. Смещение кромок при сварке разностопных труб, измеряемое по наружной поверхности, не должно превышать допусков, установленных требованиями п. 3.16 настоящей инструкции.
3.24. Непосредственное соединение труб с запорной и распределительной арматурой разрешается при условии, что толщина свариваемой кромки патрубка арматуры не превышает 1,5 толщины стенки стыкуемой с ней трубы, а кромки патрубка арматуры подготовлены в заводских условиях согласно рис. 4.
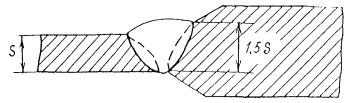
3.25. Во всех случаях, когда специальная разделка кромок патрубка арматуры выполнена не в заводских условиях, а также когда толщина свариваемой кромки патрубка арматуры превышает 1,5 толщины стенки стыкуемой с ней трубы, соединение следует производить путем вварки между стыкуемой трубой и арматурой специального переходника или переходного кольца.
3.26. Изготовление сварных соединительных деталей трубопровода (отводов, тройников, переходов и др.) в полевых условиях запрещается.
3.27. При сборке труб и других элементов, имеющих продольные швы, последние должны быть смещены один относительно другого.
Смещение должно быть не менее трехкратной толщины стенки свариваемых труб (элементов), но не более 100 мм; на трубы и элементы с наружным диаметром менее 100 мм это требование не распространяется.
3.28. Сборку замыкающего стыка при холодном натяге (независимо от способа сварки стыка) следует производить после окончания сварки, термообработки и контроля качества остальных стыков на данной нитке трубопровода; в процессе сварки и термообработки замы кающего стыка необходимо укрепить трубопровод в таком положении, чтобы этот стык не испытывал на себе усилий от холодного натяга (рис. 5).
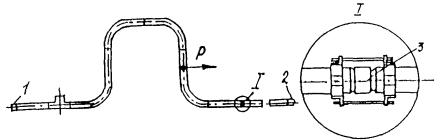
Рис. 5. Схема сборки и сварки замыкающего стыка при холодном нагреве
Р — трос; 1, 2 — неподвижные опоры; 3 — временные вставки
При сборке стыка I устанавливают временную вставку 3 в виде кольца из трубы; длина вставки равна значению холодного натяга. После сварки и термообработки всех других стыков на этой нитке трубопровод освобождают от связей на неподвижной опоре 1, из стыка I удаляют временную вставку, с помощью троса левый участок трубопровода подтягивают на значение холодного натяга и закрепляют в таком положении; производят сборку, прихватку, сварку и термообработку стыка I , трубопровод устанавливают на опоре 1 в проектное положение.
3.29. При ремонте стыков труб, обрезке поврежденных кромок, вырезке катушек и дефектных стыков из трубопровода и в других случаях разделку кромок труб выполняют непосредственно в полевых условиях.
Чаще всего для этой цели применяют ручную или механизированную газокислородную резку.
Современное оборудование для резки труб в полевых условиях, а также простейшие приспособления, применяемые при ручной резке, позволяют получать фаски простого профиля с удовлетворительными точностью и качеством поверхности реза.
После газокислородной резки рекомендуется зачистка поверхности реза при помощи ручных шлифовальных машинок абразивными кругами.
Более качественным и точным методом подготовки труб в полевых условиях является обработка резанием при помощи специализированных установок для механической обработки кромок.
3.30. Вырезку дефектной катушки производят с помощью специальных машинок для резки во взрывобезопасном исполнении, таких, как "Спутник-3", "Файн-600", или взрывом удлиненных кумулятивных зарядов (УКЗ). Линию реза намечают мелом по специальному шаблону или приспособлением для разметки катушек. Вырезку катушки с использованием энергии взрыва производят согласно инструкции по эксплуатации трубореза ТрККН.
Сборка металлоконструкций
3.31. Сборка и сварка элементов металлоконструкций может быть последовательной, полной, параллельно-последовательной и осуществляться следующими способами:
— по предварительной разметке;
— по контрольным отверстиям в собираемых элементах;
— на поточных линиях.
3.32. Сборочные работы выполняют на стендах, сборочных плитах, стационарных и передвижных стеллажах, обеспечивающих правильное положение деталей.
3.33. Сборку следует выполнять с применением инвентарных сборочных приспособлений и средств малой механизации — струбцин, домкратов, стяжных и распорных приспособлений и пр. (прил. 4).
Стыковая сборка листов
3.34. Собирают листы встык на горизонтальных стеллажах, обеспечивающих положение листов в одной горизонтальной плоскости.
3.35. Соединяемые листы с v -образной подготовкой кромок устанавливают на подкладки с целью предупреждения прогиба листов из-за поперечной усадки швов.
3.36. Укрупненные заготовки собирают только из выправленных листов. Допускается смещение кромок собираемых деталей до 10 % толщины металла, но не более 2 мм.
3.37. Укрупнение заготовок элементов конструкций, которые в последующем будут подвергнуты термической резке, выполняют из ме талла толщиной 10 мм и более. Если же термическая резка не производится, то укрупняют заготовки из металла толщиной 4. 10 мм.
При обработке полуфабрикатов для укрупнения заготовок необходимо сделать на каждый стык припуск на усадку от сварки: 1 мм при толщине листа до 16 мм и 2 мм — при больших толщинах.
Стыковая сборка углового, швеллерного и двутаврового проката
3.38. Конструкции из профильного металлопроката собирают встык.
3.39. Угловую сталь стыкуют двумя способами:
1) листовыми накладками;
2) короткими уголками без прокладки или с прокладкой.
Первым способом соединяют одиночные уголки. Стык может пере крываться накладками полностью, и в этом случае усилия с уголков передаются на накладки через фланговые швы. Можно также сначала сварить уголки между собой, а затем стык перекрыть накладками (комбинированный стык), но такое соединение хуже работает под нагрузкой.
Второй способ применяют при стыковке парных уголков. Ширина полок стыкуемых уголков должна быть такой, чтобы при установке их на место получался уступ, достаточный по размеру для наложения полномерного углового шва.
3.40. Швеллеры и двутавровые балки стыкуют наиболее часто с применением листовых накладок. При этом допускается зазор в стыке между торцами швеллеров и балок до 50 мм.
3.41. При соединении уголков, швеллеров и балок необходимо соблюдать следующие правила. Соединяемые детали укладывают в одну линию, не допуская перелома в стыке как в горизонтальной, так и в вертикальной плоскости.
Накладки на стенке швеллеров и балок располагают симметрично относительно продольной оси сечения и подтягивают плотно с помощью струбцин к соединяемым деталям.
Кромки накладок, перекрывающих полки стыкуемых уголков, швеллеров и балок, должны быть параллельны кромкам стыкуемых деталей. На полки уголков, швеллеров и балок в комбинированном стыке накладки устанавливают после того, как будет проверена зачистка шва и его качество.
Сборка стропильных ферм и связей
3.42. Типовые фермы необходимо собирать с помощью механизированной инвентарной оснастки, а фермы, изготовляемые по индивидуальным проектам, по копиру или в кондукторе на сборочной плите.
Процесс сборки ферм включает следующие операции: ознакомление с чертежом, выбор варианта сборки, подготовка рабочего места, приспособлений и инструмента, приемка и раскладка полуфабриката, сборка копира или кондуктора, сборка половинки (плоскости) фермы на копире, кантовка половинки и оформление второй плоскости фермы, сдача собранной фермы ОТК.
3.43. Решетчатые пространственные конструкции (мачты, балки, опоры ЛЭП, легкие колонны и др.) следует собирать в объемных кондукторах с зажимными и фиксирующими приспособлениями.
3.44. Сборку конструкций и деталей необходимо вести так, чтобы не допустить изменения их формы, если это не предусмотрено технологическим процессом.
3.45. Формы кромок и размеры зазоров при сборке сварных соединений, а также выводных планок должны соответствовать значениям, приведенными ГОСТ 5264-80, ГОСТ 8713-79, ГОСТ 14771-76 [ 26- 28] на швы сварных соединений, а в конструкциях из стали класса С60/45 — в чертежах КМ.
Все местные уступы и сосредоточенные неровности, имеющиеся на сборочных деталях, препятствующие плотному их соединению, надлежит до сборки устранять плавной зачисткой с помощью абразивного круга.
3.46. При общей сборке конструкций должна быть произведена подгонка всех соединений, включая рассверливание монтажных отверстий, и установлены фиксирующие устройства.
На всех элементах должны быть нанесены контрольные риски.
4. ПРИХВАТКА СТЫКОВ
4.1. Собранные стыки труб и других элементов необходимо прихватывать в нескольких местах, чтобы обеспечить их правильное взаимное расположение во время сварки.
Постановка прихваток на месте пересечения швов не допускается.
4.2. Прихваточные швы рекомендуется накладывать тем же способом сварки, которым будет выполняться корневой шов. Прихватку дол жен производить сварщик, который имеет удостоверение на право производства сварки стыков труб соответствующей категории, по возможности тот, который будет сваривать данный стык.
При автоматической сварке под слоем флюса собранные стыки необходимо прихватывать ручной электродуговой сваркой углеродистыми электродами диаметром не более 3 мм или полуавтоматической сваркой в углекислом газе.
4.3. Прихватки необходимо выполнять с полным проваром, на том же режиме сварки, что и при наложении основного шва.
4.4. К качеству прихваток предъявляются такие же требования, как и к основному сварному шву. Прихватки, имеющие недопустимые дефекты, обнаруженные при внешнем осмотре, следует удалять механическим способом.
4.5. Прихваточные швы должны быть равномерно расположены по периметру стыка. Не рекомендуется накладывать прихватки на потолочный участок стыка, так как в этом случае труднее обеспечить их полную переварку при наложении основного шва.
На стыках, собираемых без подкладных колец, число прихваток и их протяженность зависят от диаметра труб и в общем случае должны соответствовать следующим значениям:
Диаметр труб, мм До 100 От 100 Свыше 426
Число прихваток Через каждые
по периметру 1. 2 3. 4 300. 400 мм
Длина одной прихватки,
мм 10. 20 20. 40 30. 50
Высота прихватки определяется толщиной стенки трубы S и способом сварки. Она должна составлять 0,6. 0,7 S , но не менее 3 мм при толщине стенки до 10 мм, 5. 8 мм при толщине стенки более 10 мм (ручная электродуговая сварка или полуавтоматическая сварка в углекислом газе), 2. 3 и 3. 4 мм при толщинах стенок до 10 и более 10 мм соответственно (ручная аргонодуговая или газовая сварка).
4.6. Прихватки зачищают металлическими щетками от окалины, проверяют внешним осмотром их качество (определяют, нет ли трещин и пор).
При обнаружении недопустимых дефектов прихватки удаляют, стык подготавливают и вновь накладывают прихватки, повторяют зачистку и контроль.
4.7. Сборку стыков на внутренних центраторах, за исключением сборки труб под двустороннюю автоматическую сварку под флюсом, целесообразно выполнять без прихваток.
Сборку на наружных центраторах следует выполнять с прихватками. Число прихваток по периметру стыков зависит от диаметра трубы:
Диаметр трубы, мм До 400 400. 1000
Число прихваток 2 3
Длина прихваток, мм 30. 50 60. 100
4.8. При сварке в условиях низких (ниже -20 °С) температур длина прихваток должна составлять не менее 100. 200 мм.
4.9. Прихватки деталей металлоконструкций необходимо располагать в местах наложения сварных швов.
4.10. Размеры сечения прихваток металлоконструкций должны быть минимальными с тем, чтобы они расплавлялись при наложении швов.
Длина прихваток в конструкциях, выполненных из сталей классов до С52/40 включительно, должна быть не менее 50 мм, расстояние между прихватками — не более 500 мм, а в конструкциях из стали класса С60/45 — 100 и 400 мм при длине катета шва прихватки не более половины длины катета шва сварного соединения.
4.11. Прихватку труб при температуре воздуха ниже 0 °С необходимо производить с подогревом стыков до температуры, указанной в табл. 10 (раздел 5).
5. ПРЕДВАРИТЕЛЬНЫЙ И СОПУТСТВУЮЩИЙ ПОДОГРЕВ СТЫКОВ ПРИ ПРИХВАТКЕ И СВАРКЕ
5.1. Предварительный и сопутствующий подогрев производят в соответствии с рекомендациями, содержащимися в табл. 10.
Рекомендации по предварительному подогреву стыков из углеродистых и низколегированных сталей*
Толщина стенки, мм
Углеродный эквивалент Сэкв, %
* В знаменателе — для сварки электродами с целлюлозным покрытием, в числителе — для остальных способов сварки.
Примечание. Условные обозначения, принятые в таблице, следующие: А — подогрев не требуется; БТ — подогрев до 100 °С при температуре окружающего воздуха ниже Т (например, Б-15 значит, что подогрев требуется при температуре -15 °С); В, Г, Д — подогрев до 100, 150 и 200 °С соответственно независимо от температуры окружающего воздуха; Т — температура окружающего воздуха, ° С; Сэкв — углеродный эквивалент, % (Сэкв = С — ). C , Mn , Mo , Cr , Cu , N 1 — с одержание соответствующих элементов в % по массе по техническим условиям или сертификату).
Температуру подогрева и число подогревов в процессе сварки необходимо выбирать с учетом понижения температуры вследствие теплоотвода в конкретном стыке с таким расчетом, чтобы металл свариваемых элементов в месте стыка в течение всего времени сварки был нагрет до требуемой температуры.
5.2. Предварительный и сопутствующий подогрев стыков из высоколегированных сталей производят, как указано в разделе 17.
5.3. Не следует выполнять сварку при температуре металла в месте стыка выше 450 °С из-за чрезмерной текучести сварочной ванны.
5.4. Подогревать стык можно индукторами (током промышленной или повышенной частоты), радиационными нагревателями сопротивления, кольцевыми газовыми горелками.
5.5. Стык должен быть подогрет по всему периметру, при этом для труб из низколегированной стали при толщине стенки более 30 мм ширина зоны подогрева до нужной температуры должна быть не менее 150 мм (по 70. 75 мм с каждой стороны стыка), при толщине стойки до 30 мм — не менее 100 мм.
5.6. Предварительный подогрев перед приваркой бобышек и штуцеров к трубопроводу при диаметре труб менее 219 мм необходимо произвести по всему периметру трубы, при больших диаметрах — только в месте приварки деталей.
5.7. Стыки труб при толщине стенки 20 мм и менее разрешается нагревать газовыми сварочными горелками.
Стыки труб с толщиной стенки более 20 мм можно нагревать сва рочными горелками лишь в исключительных случаях, если нет возможности установить индуктор, радиационный нагреватель или кольцевую горелку; при этом необходимо надеть на трубу асбестовые муфели (манжеты) и установить такое число горелок, которое обеспечило бы равномерный нагрев стыка по всему периметру.
5.8. Температуру подогрева следует контролировать с помощью термоэлектрических преобразователей (ТП), термокарандашей и термокрасок.
5.9. Для контроля температуры предварительного и сопутствующего подогрева стыков трубопроводов из низколегированных сталей диаметром свыше 600 мм при толщине стенки более 25 мм необходимо установить два ТП в противоположных точках по периметру стыка.
6. СВАРКА СТЫКОВ. ОБЩИЕ ПОЛОЖЕНИЯ
6.1. Сварку стыков следует начинать сразу после прихватки. Непосредственно перед сваркой необходимо проверить состояние поверхности стыка и в случае необходимости зачистить его.
6.2. Сварку стыка труб (деталей) из легированных сталей следует выполнять без перерыва. Не допускается прекращение сварки стыка до заполнения хотя бы половины высоты разделки по всей окружности.
При вынужденных перерывах в работе (авария, отключение тока) необходимо обеспечить медленное и равномерное охлаждение стыка любыми доступными способами (например, обкладкой стыка листовым асбестом), а при возобновлении сварки стык должен быть подогрет (если это требуется) до температуры, указанной в табл. 10.
Не допускаются никакие силовые воздействия на стык до окончания его сварки и термообработки.
Примечание. Сварное соединение трубопроводов из низколегированных сталей, выполненное с перерывом, должно быть обязательно проконтролировано с помощью ультразвуковой дефектоскопии.
6.3. Во всех случаях многослойную сварку необходимо производить с таким расчетом, чтобы стыки швов ("замки") в соседних слоях не совпадали, а были смещены один относительно другого и каждый последующий слой перекрывал предыдущий (рис. 6).
Рис. 6. Схема наложения "замков" шва
Значения смещения и перекрытия а должны быть следующими:
— при аргонодуговой сварке (ручной и автоматической), газовой и ручной электродуговой сварке электродами диаметром 2,5. 3 мм — не менее 10 мм;
— при ручной электродуговой сварке электродами диаметром 1. 5 мм и полуавтоматической сварке в среде углекислого газа — не менее 15 мм;
— при автоматической сварке под флюсом — не менее 50 мм.
6.4. При ручной электродуговой сварке дуга должна быть по возможности короткой, особенно при использовании электродов с фтористокальциевым покрытием. В последнем случае дуга должна быть предельно короткой (сварка производится методом опирания).
В процессе сварки необходимо как можно реже обрывать дугу, чтобы не оставлять незаплавленных кратеров.
Перед гашением дуги сварщик должен заполнить кратер путем постепенного отвода электрода и вывода дуги назад на 15. 20 мм на только что наложенный шов.
Последующее зажигание дуги производится на металле шва на расстоянии 12. 15 мм от кратера.
6.5. При ручной электродуговой сварке по избежание зашлаковки металла шва около кромок труб следует накладывать возможно более плоский (без выпуклости) валик.
Для этого нужно несколько задерживать электрод у кромки трубы или отводить его немного назад.
6.6. В процессе сварки следует обращать особое внимание на обеспечение полного провара корня шва и заделки кратера. После наплавки каждого валика необходимо полностью удалить шлак, дав ему остыть (потемнеть).
При наличии на поверхности шва трещин, сильной пористости и т.п. дефектное место следует удалить механическим способом до бездефектного металла и заварить шов вновь.
6.7. Высота усиления сварных швов должна быть следующей:
Толщина стенки трубы, мм Высота усиления, мм
Ширина усиления должна быть такой, чтобы наружные кромки фасок перекрывались на 2. 3 мм с обеих сторон.
В стыковых швах, выполненных автоматической сваркой под флюсом, при толщине стенки труб до 8 мм допускается отсутствие усиления (шов наложен заподлицо с трубой).
6.8. Каждый стык должен иметь клеймо сварщика или бригады сварщиков, выполнявших сварку.
На стыки труб из стали с нормативным временным сопротивлением разрыву до 539 МПа (55 кгс/мм 2 ) клейма должны наноситься механическим способом или наплавкой на расстоянии 100. 150 мм от стыка в верхней полуокружности трубы.
Стыки труб из стали с нормативным временным сопротивлением разрыву 539 МПа (55 кгс/мм 2 ) и выше маркирует несмываемой краской снаружи трубы.
7. РУЧНАЯ ЭЛЕКТРОДУГОВАЯ СВАРКА ТРУБ ИЗ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
7.1. Конструкция сварного соединения должна соответствовать типу Тр-2, Тр-3 или Тр-7 (табл. 9).
7.2. Производят прихватку стыков, их предварительный и сопутствующий подогрев, как указано в разделах 4, 5.
7.3. В зависимости от марки свариваемой стали подбирают электроды, как рекомендовано в разделе 2.
В зависимости от диаметра электрода и типа покрытия выбирают режим сварки (табл. 11).
Для каждой марки электрода режим необходимо уточнить по паспортным данным. Электроды диаметром 5 мм можно применять при сварке верхнего участка вертикальных неповоротных стыков (в нижнем положении), начиная с выхода на вертикальный участок.
Потолочный участок шва следует выполнять электродами диаметром не более 4 мм.
7.4. При сварке вертикальных стыков трубопроводов из углеродистых и низколегированных сталей высота каждого слоя (валика) не должна превышать 5. 6 мм для электродов с руднокислым и рутиловым покрытиями и 4. 5 мм для электродов с фтористокальциевым покрытием. Ширина одного слоя должна быть не более 30. 35 мм.
7.5. При сварке вертикального стыка с разделкой типа Тр-3а (табл. 9) первые три-четыре слоя шва следует выполнять электродами диаметром 2,5. 3 мм, последующие слои — электродами диаметром 4 мм с соблюдением следующих требований:
— толщина слоя шва должна составлять 4. 7 мм, а ширина должна быть равна ширине разделки в данном сечении. Электрод следует перемещать с колебаниями 1. 3 мм, несколько задерживая его у кромок, чтобы обеспечить плавный переход от кромок к поверхности шва;
— кромки разделки на уровне шлака после сварки каждого слоя не должны быть подплавлены и не должны иметь подрезов;
— удалять шлак из разделки следует узким зубилом, нанося удары по шлаку, направленные по касательной периметра шва.
Ориентировочные режимы сварки и технологическое назначение электродов
Диаметр электрода, мл
Сварочный ток, А
Скорость сварки, м/ч
Электроды о основным покрытием (коэффициент наплавки 9 г/А × ч)
Заполняющий верхней полуокружности
Облицовочный верхней полуокружности
Заполняющий и облицовочный верхней полуокружности
Электроды с целлюлозным покрытием (коэффициент наплавки 10,5 г/А × ч)
Электроды с рутиловым и рутилово-основным покрытием (коэффициент наплавки 8 г/А × ч)
Заполняющий верхней полуокружности
Облицовочный верхней полуокружности
7.6. При сварке горизонтальных стыков трубопроводов из углеродистых и низколегированных сталей высота валика должна быть 3. 5 мм, ширина (наибольший размер в поперечном сечении) не более 10 мм.
7.7. Стыки труб из низколегированных сталей при толщине стенки более 12 мм необходимо сваривать неповоротными во избежание появления трещин в первых слоях шва при повороте труб.
7.8. Неповоротные (вертикальные и горизонтальные) стыки труб диаметром 219 мм и более с целью поддержания необходимого температурного режима в процессе сварки и уменьшения деформации должны сваривать в зависимости от диаметра труб два, три или четыре сварщика, работающие одновременно.
Примечание. Стыки труб из углеродистой стали при толщине стенки до 25 мм может сваривать один сварщик (независимо от диаметра труб).
7.9. Вертикальные неповоротные стыки сваривают в направлении снизу вверх. Сварку слоя в потолочной части стыка следует начинать, отступив на 10. 30 мм от нижней точки.
Наложение слоев при сварке труб диаметром до 219 мм производят в порядке, указанном на рис. 7, а.
Первые три слоя стыков труб диаметром более 219 мм (для равномерного распределения напряжений по стыку и уменьшения деформации) следует выполнять обратноступенчатым способом (рис. 7, б), при этом длина каждого участка шва не должна превышать 200. 250 мм.
Длина участков последующих слоев может составлять половину окружности стыка.
7.10. Горизонтальные (неповоротные) стыки труб сваривает один сварщик в соответствии с рис. 8 , а (трубы диаметром до 219 мм) и рис. 8 , б (обратноступенчатый способ, трубы диаметром более 219 мм).
Стыки труб диаметром 219. 300 мм сваривают участками длиной, равной одной четвертой окружности стыка, большего диаметра — участками длиной 200. 250 мм.
7.11. Поворотные стыки следует сваривать следующим образом.
Стыки труб с толщиной стенки до 12 мм можно сваривать, повора чивая трубу на 360° (круговое вращение), 180 и 90°. Поворотные стыки сваривает, как правило, один сварщик.
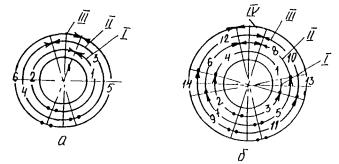
Рис. 7. Порядок наложения слоев при сварке вертикального неповоротного стыка труб диаметрами до 219 мм (а) и более 219 мм (б):
1-14 последовательность наложения слоев
I — IV — слои шва
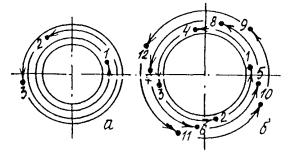
Рис. 8. Порядок наложения слоев (валиков) при сварке горизонтального стыка труб одним сварщиком
Если сварку стыка с поворотом на 360° выполняют на рольгангах с механическим вращением труб (со скоростью, равной скорости сварки), то удобнее накладывать шов не в зените, а на участке, смещенном от вертикали на 30. 35° в сторону, обратную направлению вращения труб (рис. 9, а).
При отсутствии механического вращения трубы поворачивают несколько раз, причем единовременный угол поворота a в зависимости от диаметра труб должен составлять 60. 110° с тем, чтобы наложение шва происходило в нижнем и вертикальном положении (рис. 9, б, в).
Сварку труб диаметром более 219 мм выполняют обратноступенчатым способом за два полных поворота. Сначала на участке АБ (см. рис. 9, б) накладывают один-два слоя, а затем заполняют последовательно оставшуюся часть разделки за второй поворот трубы.
Рис. 9. Порядок выполнения сварки стыка труб с поворотом на 360 ° :
I — направление вращения труб; II — направление сварки
7.12. Сварку стыков с поворотом на 180 ° производят в два приема.
Сначала на участках ГА и ВА (рис. 10, а) накладывают один-два слоя, затем трубу поворачивают на 180° и заваривают участки ВБ и ГБ полностью [заполняют все сечение шва (рис. 10, б)]. После этого трубы опять поворачивают на 180° и накладывают остальные слои на участках ГА и ВА (рис. 10, в).
7.13. Сварку стыков с поворотом на 90° производят также в два приема. Сначала накладывают один-два слоя на участке АВБ (рис. 11 , а), затем трубы поворачивают на 90° и заваривают полностью участок АГБ (рис. 11 , б).
После второго поворота в первоначальное положение заваривают остальное сечение шва на участке АВБ (рис. 11, в).
Рис. 10. Порядок выполнения сварки стыка труб с поворотом на 180 °
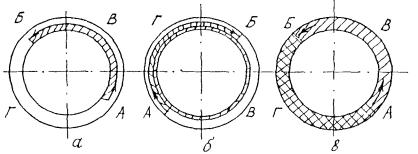
Рис. 11. Порядок выполнения сварки стыка труб с поворотом на 90 °
7.14. Число накладываемых слоев зависит от разделки кромок и толщины стенки трубы. Для разделки кромок типа Тр-2, Тр-6б (см. табл. 9) число слоев следующее:
трубы, мм До 10 10. 15 15. 20 20. 25
Число слоев шва при
сварке электродами с
целлюлозным покрытием 3 4 5 6
При сварке труб с толщиной стенки более 25 мм число слоев увеличивают на один на каждые 2. 2,5 мм толщины.
При изменении разделки кромок соответственно изменится объем наплавленного металла в стыке и требуемое число слоев.
7.15. Наиболее ответственным является корневой слой шва. Он должен надежно проплавлять кромки свариваемых труб и образовывать на внутренней поверхности шва обратный валик с усилением 1. 3 мм.
Ослабление корня шва не допускается.
7.16. Наружная поверхность корневого слоя должна быть гладкой, мелкочешуйчатой, иметь плавное сопряжение с боковыми поверхностями разделки и вогнутую форму. С наружной поверхности шва необходимо удалять шлак (шлифовальной машинкой или пневмомолотком).
7.17. Если при сварке корня шва образовались прожоги (окна), то после зачистки их необходимо заплавить при выполнении следующего слоя шва.
7.18. Заполняющие слои шва должны обеспечить надежное сплавление отдельных слоев шва между собой и проплавление кромок свариваемых труб. После наложения каждого слоя шва обязательно выполняют очистку поверхности шва от шлака.
7.19. Облицовочный слой должен иметь плавные очертания и сопряжения с поверхностью трубы, без подрезов и других видимых дефектов.
Усиление шва должно быть не менее 1 и не более 3 мм.
Ширина шва должна быть такой, чтобы перекрывать ширину разделки на 2. 3 мм в обе стороны.
7.20. В конце смены сварной стык должен быть по возможности заварен полностью, а при толщине стенки труб 5. 6 мм это условие является обязательным.
В отдельных случаях разрешается оставлять стыки не до конца заваренными после окончания рабочего дня, если число слоев шва составляет не меньше, чем приведено ниже:
Электроды Толщина стенки трубы, мм
С целлюлозным покрытием 3 4
С основным покрытием 2 3
Примечание. Число слоев приведено без учета подварочного слоя.
8. ПРИВАРКА ФЛАНЦЕВ, АРМАТУРЫ И ДРУГИХ ДЕТАЛЕЙ К ТРУБАМ
8.1. Арматуру (вентили, задвижки), фланцы, донышки, заглушки и другие фасонные детали, присоединяемые к трубам стыковым сварным соединением, приваривают с соблюдением тех же режимов и технологии, что и при сварке стыков трубопровода соответствующего диаметра и марки стали.
8.2. В полевых условиях стыки труб из низколегированных теплоустойчивых сталей при толщине стенки более 12 мм следует сваривать неповоротными швами во избежание появления трещин в первых слоях шва во время поворота.
На заводе стыки труб независимо от толщины стенки можно сваривать поворотными, если сварка производится на вращающихся рольгангах.
8.3. Плоские (дисковые) фланцы приваривают к трубе двумя угловыми швами — наружным и внутренним (рис. 12).
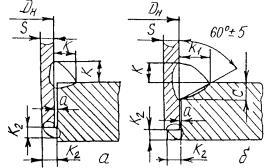
Рис. 12. Приварка плоских фланцев к трубе:
а — на условное давление менее 1,6 МПа (16 кгс/см 2 );
б — на условное давление £ 2,5 МПа (25 кгс/см 2 )
Сначала накладывают наружный шов, затем внутренний. Если в чертежах или в другой технической документации не указаны размеры швов для приварки фланцев, то они должны соответствовать приведенным в табл. 12.
Размеры швов приварки фланцев
Наружный диаметр и толщина стенки трубы, мм
Зазор между трубой и фланцем а, мм, не более
Глубина фаски на фланце l ± 1, мм
Размеры катетов шва, мм
Внутренний шов, являющийся лишь уплотняющим, должен иметь катет К2, равный толщине стенки трубы, но не более 7 мм независимо от диаметра трубы.
8.4. К трубам из углеродистых и низколегированных сталей упоры, накладки, подвески и другие детали креплений из таких же сталей следует приваривать сплошным угловым швом с катетом, указанным в рабочих чертежах, с использованием электродов в соответствии с рекомендациями, приведенными в разделе 2. Диаметр электродов должен быть не более 3 мм.
Если детали креплений и трубы, к которым их приваривают, изготовлены из стали разных марок одного структурного класса, то электроды нужно выбирать по стали с меньшим содержанием легирующих элементов.
Трубы или детали, изготовленные из низколегированной стали с толщиной стенки более 10 мм необходимо приваривать с предварительным подогревом (табл. 10), при меньшей толщине стенки предварительный подогрев не производят.
8.5. Штуцера и бобышки из углеродистой стали и стали 15ГС, 16ГС приваривают электродами УОНИ-13/55 диаметром не более 3 мм без предварительного подогрева.
Бобышки и штуцера из низколегированных сталей при толщине стенки более 10 мм необходимо приваривать теми же электродами, которыми сваривают стыки труб стали данного класса, с предварительным подогревом.
При приварке бобышек и штуцеров к трубопроводу диаметром менее 219 мм предварительный подогрев необходимо провести по всему периметру трубы, при диаметре трубопровода 219 мм и более — только в месте приварки деталей.
9. АРГОНОДУГОВАЯ СВАРКА ТРУБ ИЗ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
Ручная аргонодуговая сварка труб малых диаметров
9.1. Неповоротные стыки труб диаметром менее 100 мм при толщине стенки не более 10 мм из стали марок Ст. 3, 4, 10, 20, 15, 10Г2С1, 14ХГС, 16ГС, 17ГС, 16ГН, 15Г2С сваривают двумя способами:
— корневой слой сваривают ручной аргонодуговой сваркой неплавящимся электродом, последующие слои — ручной электродуговой сваркой другими электродами (комбинированный способ);
— сварной шов полностью выполняют ручной аргонодуговой сваркой неплавящимся электродом.
9.2. Стыки труб с толщиной стенки 4 мм и более предпочтительнее сваривать комбинированным способом, при меньшей толщине более экономично сваривать стык полностью ручной аргонодуговой сваркой.
9.3. При ручной аргонодуговой сварке неплавящимся электродом необходимо использовать источники постоянного тока с падающей внешней характеристикой (ВД-101, ВД-301, ВД-302, ВСС-300, ВСВУ-315, ПСО-300 и другие многопостовые генераторы и выпрямители), позволяющие получить минимальный сварочный ток (70. 80 А), балластные реостаты РБ-200 или РБ-300 для регулирования сварочного тока без снижения напряжения холостого хода генератора и другие специальные установки (УДГ-301 и др.).
9.4. Аргон из баллона должен поступать в горелку через редукторы АР-10, АР-40, АР-150 с дозирующими устройствами расхода газа или через кислородный редуктор РК-53БМ (если отсутствует редуктор с дозирующим устройством) с ротаметром РС-3 или РС-5.
9.5. При ручной сварке неплавящимся электродом в среде аргона рекомендуется применять малогабаритные горелки, обеспечивающие доступ к месту сварки (табл. 13 ), а также оборудовать специальный пост (рис. 13 ).
Горелки электрододержателей для ручной аргонодуговой сварки вольфрамовым электродом
Марка горелки 1*
Максимальный сварочный ток, А
Диаметр электрода, мм
Максимальный сварочный ток, А
Диаметр электрода, мм
1* При использовании горелок для ручной аргонодуговой сварки вольфрамовым электродом длина кабеля-шланга должна составлять 2. 3 тыс. м.
2** Охлаждение естественное.
3** Охлаждение водяное.
9.6. Концы труб должны быть обработаны и собраны в соответствии с табл. 9 (разделки Тр-1, Тр-1а или Тр-2).
9.7. Прихватку собранных стыков производят в соответствии с разделом 4.
9.8. Подогрев стыков производят в соответствии с разделом 5.
9.9. При комбинированном способе сварки наложение корневого слоя выполняют сразу после прихватки в течение одной смены.
9.10. Сварку ведут постоянным током (70. 100 А) прямой по лярности с применением вольфрамового электрода диаметром 2. 3 мм. Дуга должна быть по возможности короткой.
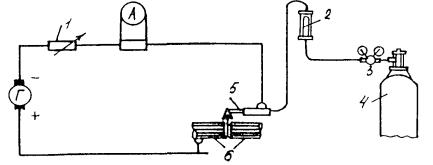
Рис. 13. Схема поста ручной сварки неплавящимся электродом в среде аргона:
1 — балластный реостат; 2 — ротаметр; 3 — редуктор; 4 — баллон с аргоном; 5 — сварочная горелка; 6 — свариваемые трубы
А — амперметр с шунтом; Г — сварочный генератор постоянного тока
Значения силы тока сварки уточняют при выполнении пробных стыков.
9.11. При сварке используют присадочную проволоку диаметром 1,6. 2,0 мм, марку которой выбирают в соответствии с маркой стали (см. раздел 2).
Присадочную проволоку необходимо подавать в сварочную ванну навстречу движению горелки. Корневой слой сваривают почти без колебательных движений поперек шва как проволоки, так и электрода.
При наложении следующих слоев горелке сообщаются колебательные поперечные движения. Конец проволоки должен всегда находиться под защитой аргона.
9.12. Высота слоя (валика), выполненного ручной аргонодуговой сваркой, должна составлять 2. 2,5 мм.
Порядок наложения слоев (валиков) такой же, как при ручной электродуговой сварке стыков труб.
9.13. В процессе наложения корневого слоя нужно следить за полным проплавлением свариваемых кромок труб и отсутствием непровара. Степень проплавления можно определить по форме ванны расплавленного металла.
Хорошему проплавлению соответствует ванна, вытянутая в сторону направления сварки, недостаточному — круглая или овальная.
9.14. При комбинированном способе сварки заполнение основной части разделки шва (после наложения корневого слоя ручной аргонодуговой сваркой) производится электродуговой сваркой в соответствии с требованиями раздела 7.
9.15. Высота усиления сварных швов должна иметь следующие значения:
Толщина стенки трубы, мм Высота усиления, мм
Ручная аргонодуговая сварка корневого слоя шва стыков толстостенных трубопроводов
9.16. При наложении корневого слоя стыков труб из стали Ст. 10, 20, 15ГС, 2, 3, 15, 10Г2С1, 17ГС, 15Г2С с толщиной стенки более 10 мм необходимо иметь оборудование и пост для ручной сварки в среде аргона, в соответствии с пп. 9.3- 9.5. Горелка должна обеспечивать надежную защиту при сварке в глубокую разделку.
9.17. Концы труб должны быть обработаны и собраны в соответствии с табл. 9 (разделка Тр-6б).
9.18. Прихватку собранных стыков, а также их подогрев осуществляют в соответствии с разделами 4, 5.
9.19. Аргонодуговую сварку корневого слоя постоянным током прямой полярности (сила тока 110. 130 А) с помощью вольфрамового электрода диаметром 2,5. 3 мм осуществляют сразу после прихватки стыка.
Дуга должна быть по возможности короткой.
9.20. Присадочная проволока должна располагаться под определенным углом по отношению к горелке (рис. 14).
Присадочную проволоку необходимо перемещать перед горелкой, которую передвигают вдоль шва, одновременно сообщая ей поперечные колебания амплитудой 3. 4 мм.
Проволоку следует вводить в ванну равномерно, конец проволоки должен постоянно находиться в сварочной ванне, чтобы исключить окисление шва.
Рис. 14. Взаимное расположение горелки и присадочной проволоки при ручной аргонодуговой сварке корневого слоя шва:
1 — присадочная проволока; 2 — горелка; 3 — направление сварки
9.21. Высота корневого слоя при толщине стенки более 10 мм должна составлять не менее 3 мм. Шов должен иметь плавные переходы к поверхности и кромкам труб.
Автоматическая аргонодуговая электросварка неплавящимся электродом корневого слоя стыков трубопроводов
9.22. Корневой слой неповоротных вертикальных и горизонтальных стыков труб диаметрами 133. 560 мм с толщиной стенки 10 мм, изготовленных из сталей марок Ст. 20, 15ГС, 12Х1МФ, накладывают с помощью автоматической сварки неплавящимся вольфрамовым электродом в среде аргона.
9.23. Сварку производят автоматами с подачей присадочной проволоки (ТА-2М, АК-2, АТ-159-3М, АСТМ-6, АСТН-100) или без нее (АТА-3М, АК-1).
9.24. На месте сварки должен быть оборудован пост автоматической сварки, снабженный источниками питания дуги (преобразователями постоянного тока ПСО-300-2, ПД-501, ПД-305, ПСО-500 или другими преобразователями с крутопадающей внешней характеристикой), балластным реостатом и баллоном с аргоном (на баллоне устанавливается редуктор, позволяющий измерять расход аргона), а также пост ручной сварки неплавящимся электродом в среде аргона для наложения прихваток.
9.25. Подключение, настройку и эксплуатацию оборудования необходимо осуществлять в соответствии с инструкциями по его эксплуатации.
Перед началом работы сварщик должен проверять исправность механической и электрической частей автомата.
9.26. Концы труб должны быть обработаны и собраны в соответствии с табл. 9 (разделки Тр-6б, Тр-7а и Тр-7б).
9.27. Прихватку собранных стыков, а также их подогрев осуществляют в соответствии с разделами 4, 5.
Зазор между трубами, указанный в табл. 9 для разделок Тр-6б и Тр-7а, соответствует зазору при сварке корневого слоя с присадочной проволокой. Если же сварку этих стыков выполняют без присадки, то трубы необходимо собирать с зазором не более 1 мм.
9.28. Сборку и сварку стыков необходимо выполнять с помощью центровочных приспособлений (см. разделы 3, 6).
9.29. Режимы сварки подбирают в зависимости от марки свариваемой стали, толщины стенки материала и конструкции стыка (табл. 14). Режимы корректируются во время сварки пробных стыков (изменяют силу тока, оставляя другие параметры постоянными).
9.30. Стыки труб из Ст.20 всегда следует сваривать с присадочной проволокой Св-08ГС (разделки типов Тр-6б и Тр-7а — автоматом с механизмом подачи проволоки, разделку Тр-7б — автоматом без такого механизма), трубы из других сталей можно сваривать с присадкой и без нее.
9.31. При сварке автоматами ТА-2М, АК-2, АК-3 используют проволоку диаметром 1,6 мм, автоматами АТ-159-3М, АСТМ-6, АСТН-1000 — диаметром 1,2; 1,6 и 2 мм.
9.32. Скорость подачи сварочной проволоки можно регулировать в пределах 1. 3,4 м/ч в зависимости от значения зазора между трубами. Если стык собран с неравномерным по периметру зазором, то сварку с присадочной проволокой производят только на тех участках, где зазор превышает 1 мм. При подходе сварочной головки к участку с зазором менее 1 мм сварщик должен выключить подачу проволоки и продолжать сварку на том же режиме.
9.33. Для предотвращения образования трещин в кратере шва, заканчивая сварку, необходимо постепенно гасить дугу и обеспечить хорошую газовую защиту сварочной ванны.
9.34. Высота (толщина) корневого слоя выполненного автомати ческой аргонодуговой сваркой, должна составлять не менее 3 мм, переходы шва к поверхности труб и кромкам должны быть плавными.
Ориентировочные режимы автоматической сварки неплавящимся электродом в среде аргона стыков труб со ступенчатой разделкой кромок
Диаметр и толщина стенки трубы, мм
1. Другие параметры сварки имеют постоянные значения (скорость сварки 3. 3,5 м/ч; напряжение дуги 10. 12 В; длина дуги 1. 2 мм; диаметр вольфрамового электрода 2,5. 3 мм; расход аргона 6. 8 л/мин).
2. В случае двухскосной разделки кромок сила тока должна быть увеличена на 10. 15 А по сравнению с приведенными в таблице значениями. Остальные параметры сварки остаются неизменными.
9.35. После окончания сварки корневого слоя необходимо приступить к заполнению разделки остальной части шва ручной электродуговой или полуавтоматической сваркой в среде углекислого газа. Заполнение разделки после сварки корневого слоя необходимо осуществить в течение одной смены.
10. ПОЛУАВТОМАТИЧЕСКАЯ СВАРКА В УГЛЕКИСЛОМ ГАЗЕ ТРУБОПРОВОДОВ ИЗ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
10.1. Полуавтоматическую сварку в углекислом газе стыков труб из углеродистых и низколегированных сталей диаметром 100 мм и более при толщине стенки 4 мм и более можно выполнять на подкладных кольцах (разделки Тр-3г и Тр-6 по табл. 9) и без них (разделки Тр-2 и Тр-6а). Без подкладных колец сваривает трубопроводы, предназначенные для сред с рабочим давлением не более 4 МПа (40 кгс/см 2 ), в остальных случаях сварку производят на подкладных кольцах. Корень шва трубопроводов с толщиной стенки 17 мм и более выполняют аргонодуговой сваркой неплавящимся электродом.
Полуавтоматическая сварка в углекислом газе применяется также при изготовлении сегментных отводов и тройников и при вварке штуцеров в трубопроводы низкого давления.
10.2. В качестве источников питания дуги применяют однопостовые сварочные преобразователи (ПСГ-500, ПСУ-500 и др.) и выпрямители (ВС-300, ВС-500, ВСЖ-303 и др.) с жесткой или пологопадающей внешней характеристикой.
Сварку выполняют с помощью переносных шланговых полуавтоматов (А-547У, А-825М, А-929С, ПДПГ-500, А-1197, ПШ-113, А-1230М и др.).
10.3. Установка (пост) для полуавтоматической сварки в углекислом газе в общем случае должна включать в себя подающий механизм, шкаф управления, осушитель газа, держатель со шлангом, катушку для электродной проволоки, баллон с углекислым газом (или подводку газа при централизованном питании), подогреватель газа, источник сварочного тока, редуктор У-30 или УР-2, ДЗД-1-50М.
10.4. Сборку, прихватку стыков и их подогрев выполняют в соответствии с разделами 3, 4, 5.
10.5. Сварку производят присадочной проволокой диаметром 1,2 мм, соответствующей свариваемой марке стали (раздел 2).
Допускается для сварки вертикальных швов в нижнем положении и горизонтальных швов использование проволоки диаметром 1,6 мм.
10.6. Сварку производят без поворота труб, с поворотом их на 90 или 180°, с вращением (поворотом на 360°).
Без поворота сваривают вертикальные и горизонтальные стыки, с поворотом (вращением) — только вертикальные.
Неповоротные вертикальные стыки труб сваривают в последовательности, приведенной в п. 7.9.
10.7. Корневой слой стыков с подкладным кольцом должен выполнять сварщик, который в дальнейшем будет сваривать этот стык.
Корневой слой вертикальных стыков труб диаметром до 630 мм без подкладного кольца накладывает по схеме (рис. 15, а).
При сварке труб диаметром более 630 мм без подкладных колец рекомендуется корневой слой накладывать изнутри трубы ручной электродуговой, аргонодуговой или полуавтоматической сваркой.
Обратная сторона корневого слоя (со стороны раскрытия шва) перед наложением последующего слоя должна быть зачищена абразивным кругом или металлической щеткой.
10.8. Сварку неповоротного вертикального стыка необходимо выполнять при положении горелки (электрода) "углом вперед" (рис. 15. б).
10.9. Горизонтальные неповоротные стыки труб сваривают в последовательности, установленной п. 7.10.
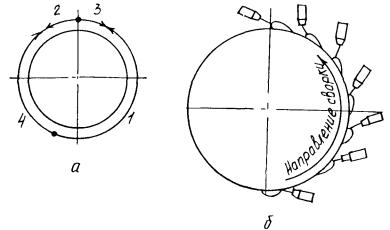
Рис 15. Полуавтоматическая сварка в углекислом газе вертикального неповоротного стыка:
а — последовательность наложения корневого слоя шва труб диаметром до 630 мм; б — положение горелки
10.10. Поворотные стыки сваривают в последовательности, установленной пп. 7.11- 7.13.
При сварке стыков с поворотом труб на 360° вращение их со скоростью, равной скорости сварки, обеспечивается вращателем (манипулятором).
Сварщик не перемещает держатель вдоль шва, а ведет сварку на одном участке, смещенном от вертикали на 30…35° в сторону, обратную направлению вращения труб.
При отсутствии механического вращателя трубы необходимо поворачивать за один раз на 60. 110° (в зависимости от их диаметра) с таким расчетом, чтобы наложение шва происходило преимущественно в вертикальном и нижнем положениях.
10.11. Слои и валики (высота каждого из них должна составлять 5. 6 мм) располагают в определенном порядке (рис. 16).
10.12. Сварку неповоротных стыков осуществляют на режимах, приведенных в табл. 15 [для полуавтомата А-929С (А-1011)].
Корневой слой горизонтального неповоротного стыка сваривают на режиме 3, а переварку прихваток и замков швов производят на режиме 4 (табл. 15).
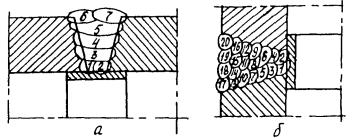
Рис. 16. Примерное расположение слоев и валиков по сечению шва вертикального (а) и горизонтального (б) с разделкой Тр-3г (угол скоса 15 ° )
Для вертикальных неповоротных стыков в зависимости от положений свариваемого участка (рис. 17) и конструкции стыка режим выбирают по табл. 16, а в тех случаях, когда трубы диаметром до 219 мм сваривают полуавтоматами А-547У, А-825М и др., сварку производят на режиме, аналогичном режиму 1.
Неповоротные вертикальные стыки диаметром более 219 мм сваривают два сварщика, при этом один полуавтомат настраивают на режим 1, а второй на режим 2, и сварщики обменивается держателями в зависимости от того, какой участок стыка они сваривают.
10.13. Сварку поворотных стыков с использованием полуавтомата А-929С производят на режимах, приведенных в табл. 15 и 16.
Ориентировочные режимы сварки горизонтальных и вертикальных неповоротных стыков с помощью полуавтомата А-929С (А-1011)
Напряжение дуги, В
Диаметр сварочной проволоки 1,2 мм
Диаметр сварочной проволоки 1,2 мм
Диаметр сварочной проволоки 1,6 мм
Примечание. Расход углекислого газа должен составлять 900. 1200 л/ч.
При сварке поворотных стыков полуавтоматами А-547У и А-825М и другими ориентировочные режимы следующие:
Параметры режима Корень шва Остальное сечение
Напряжение дуги, В 19. 20 20. 22
Сила тока, А 100. 130 130. 160
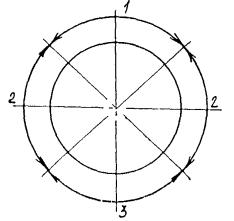
Рис. 17. Схема положения свариваемых участков:
1 — нижнее; 2 — вертикальное; 3 — потолочное
Выбор режима сварки в зависимости от конструкции вертикального неповоротного стыка
Номер режима сварки по табл. 16 при положении шва*
Без подкладного кольца (разделки Тр-2 и Тр-6а)**
На подкладном кольце (разделка Тр-3б)
То же (разделка Тр-6)
* При потолочном положении шва сварку производят на режиме 1.
** Типы разделок — в соответствии с табл. 9.
11. АВТОМАТИЧЕСКАЯ СВАРКА В УГЛЕКИСЛОМ ГАЗЕ ТРУБОПРОВОДОВ ИЗ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
11.1. Автоматическая сварка используется для таких же конструкций стыковых соединений, как и полуавтоматическая (по ГОСТ 16037-80, ГОСТ 14771-76), и может производиться как снаружи, так и изнутри трубы.
11.2. Автоматическая сварка снаружи трубы выполняется с помощью автоматов ТСГ-4, ТСГ-5, АСП-60, А-1311, СГУ-301, установок УТ1, УТ1А, АСУ-59, комплексно-механизированных участков УД263, УД266 (прил. 5, 6) с использованием тех же источников питания, что и при полуавтоматической сварке.
Кроме того, сварку снаружи трубы можно выполнять полуавтоматами А-547У (прил. 7).
Режимы сварки выбирают в зависимости от конструкции стыка (табл. 17- 20).
11.3. Сборку и прихватку стыков выполняют в соответствии с разделами 2 и 3.
11.4. Электродную проволоку выбирают в зависимости от марки основного металла (табл. 3).
11.5. При сварке с поворотом труб диаметрами 89. 273 мм на установках УТ1 и УТ1А используют сварочную головку СГ-301, которую смещают от вертикали на 30. 35° в сторону, обратную направлению вращения секции (рис. 18).
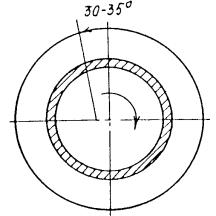
Рис. 18. Схема установки сварочной головки
11.6. Автоматами ТСГ-4 выполняют сварку стыков при вращении трубы (автомат остается неподвижным). Сварка ведется постоянным током обратной полярности, плавящимся расщепленным электродом (двумя электродными проволоками).
Режимы поворотной сварки в среде углекислого газа установками УТ1, УТ2 (диаметр электродной проволоки 1,2 мм)
Толщина стенки трубы, мм
Зазор при сборке, мм
Сварочный ток, А
Напряжение на дуге, В
Скорость сварки, м/ч
Вылет электрода, мм
Первый слой шва
Последующие слои шва
Примечание. Сварку головкой СГ-301 выполняют с наклоном электрода "углом вперед" на 60. 75°.
Режимы сварки труб в углекислом газе автоматом ТСГ-4
Размеры труб, мм
Сварочный ток, А
Скорость сварки, м/ч
Расход газа, л/мин
Угол разделки, град.
Примечание. Проволока Св-08ГС диаметром 1 мм.
Режим сварки в углекислом газе стыков труб из малоуглеродистых и низколегированных сталей в нижнем положении
Толщина металла, мм
Зазор между кромками труб, мм
Сила сварочного тока, А
Скорость сварки, м/ч
Вылет электрода, мм
Расход газа, л/мин
Сварка первого слоя шва
Сварка последующих слоев
Примечание. Диаметр электрода 1,2 мм.
Режим сварки в углекислом газе стыков труб из малоуглеродистых и низколегированных сталей в вертикальном, горизонтальном и потолочном положениях
Толщина металла, мм
Зазор между кромками труб, мм
Сила сварочного тока, А
Скорость сварки, м/ч
Вылет электрода, мм
Расход газа, л/мин
Примечание. Диаметр проволоки 1,2 мм, напряжение дуги 21 В.
Дугу смещают на расстояние 25. 60 мм от зенита свариваемой трубы в направлении, противоположном направлению ее вращения (рис. 19).
11.7. Трубы собирают под сварку и сваривают на трубосварочном стенде, состоящем из сборочного стеллажа, продольной рамы с роликоопорами и вращателя.
Перед сваркой кромки труб зачищают и собирают на прихватках в звенья на сборочном стеллаже. Прихватки выполняют ручной сваркой электродами типа Э42А диаметром 3 мм.
11.8. Собранные звенья укладывают для сварки на роликоопоры и центрируют с вращателем. Перед сваркой поверхность прихваток очищают от шлака.
11.9. Сварку автоматом ТСГ-4 ведут при непрерывном вращении труб за один или несколько оборотов в зависимости от толщины стенки труб.
Рис. 19. Схема сварки труб в поворотном положении:
g — угол смещения сварочной головки; b — 1/2 угла между электродами
11.10. Автоматом ТСГ-5 производят сварку труб диаметром 76. 325 мм с толщиной стенки 4. 12 мм одной колеблющейся проволокой марки Св-08ГС диаметром 1 мм. Этим автоматом можно сваривать стыки труб с повышенными зазорами и смещением кромок из-за разностенности труб и других дефектов. Сварку производят постоянным током обратной полярности (сила тока 180. 240 А, напряжение 24. 26 В). Скорость сварки 25. 35 м/ч, расход углекислого газа 15 л/мин.
11.11. Автоматическую сварку в углекислом газе корневого шва поворотных стыков на весу внутри трубы выполняют с помощью самоходного автомата типа ИК-6: на специальной тележке находится сварщик, который производит сварку внутреннего и наружного слоев электродной проволокой диаметром 1,2 мм, колеблющейся поперек стыка (рекомендуемые режимы сварки приведены ниже):
Диаметр электрода, мм 1,2
Сила сварочного тока, А 290. 340
Напряжение, В 32. 35
Скорость сварки, м/ч 50. 55
Амплитуда колебаний электрода, мм 4. 6
Частота колебаний, мин -1 180. 240
Вылет электрода, мм 15
Смещение от надира по направлению вращения, мм 150. 250
Этот режим обеспечивает получение качественного шва с полным проваром притупления, валиком снаружи шириной 2. 4 мм, усилением на внутренней поверхности трубы высотой 1,5. 2 мм и шириной 8. 12 мм.
11.12. Для поворотной сварки труб малого диаметра (168. 325 мм) применяют установку УТ, в комплект которой входят автомат СГУ-301 и источник сварочного тока СДАУ-1 (прил. 8).
12. АВТОМАТИЧЕСКАЯ СВАРКА ПОД ФЛЮСОМ ПОВОРОТНЫХ СТЫКОВ ТРУБ
12.1. Автоматическая сварка под флюсом поворотных (кольцевых) стыков труб диаметром более 200 мм при толщине стенки более 3 мм из углеродистых и низколегированных сталей производится установкой, которая укомплектована роликовым стендом с механизмом вращения свариваемого изделия, сварочной головкой и источником питания.
При сварке секторных отводов вместо роликового стенда в качестве вращающего устройства применяют манипулятор (чаще всего Т-25М), оборудованный специальным приспособлением для крепления отвода.
В качестве сварочной головки могут быть использованы подвесная головка консольного типа (например, АБСК), сварочный трактор (ТС-17М, 26, АДС-1000, 500, АДФ-1002 и др.) или шланговый полуавтомат ПШ-54.
В случае применения сварочного трактора его устанавливают неподвижно на стык или он движется навстречу вращению свариваемых труб с такой же скоростью, с какой вращаются трубы.
Для использования шлангового полуавтомата изготовляется специальное приспособление, закрепляющее держатель в шланге и позволяющее изменять его положение относительно стыка.
12.2. Автоматическую сварку под флюсом можно производить как на переменном, так и на постоянном токе обратной полярности.
12.3. Сборку и автоматическую сварку под флюсом необходимо выполнять по технологическому процессу, разработанному применительно к конкретным свариваемым изделиям, сборочно-сварочной оснастке и сварочному оборудованию с учетом требований, изложенных в этом разделе.
12.4. Конструкцию стыка выбирают по табл. 9 (разделки Тр-1, Тр-1б, Тр-2а, Тр-3а), а марку присадочной проволоки по табл. 3. Для углеродистых и низколегированных сталей независимо от марки стали следует использовать флюс АН-348А.
Производят прихватку в соответствии с разделом 4.
12.5. Независимо от конструкции стыков (с подкладным кольцом или без него) один или два корневых слоя следует выполнять ручной электродуговой или полуавтоматической сваркой в углекислом газе. Толщина этого слоя (слоев) должна составлять в стыках с подкладным кольцом не менее 4 мм, без подкладного кольца — не менее 6 мм.
Присадочный материал и технология сварки корневых слоев должны отвечать требованиям, изложенным в разделах 2, 7, 10.
12.6. Мундштук сварочной головки следует устанавливать таким образом, чтобы электрод был смещен от верхней точки (зенита) в сторону, обратную направлению вращения труб (рис. 20). Смещение a зависит от диаметра свариваемых труб Дн:
Дн, мм 200. 400 400. 800 > 800 мм
a , мм 15. 20 30. 50 60. 70
12.7. Толщина слоя флюса в месте сварки должна составлять 40. 50 мм. Для удержания флюса на цилиндрической поверхности трубы следует применять флюсовые коробки, открытые сверху и снизу и плотно прилегающие боковыми стенками к поверхности трубы.
Рис. 20. Установка электрода при автоматической сварке под флюсом поворотных стыков труб
12.8. Стыки труб толщиной до 5. 6 мм можно выполнять автоматической сваркой под флюсом за один проход (в один слой), при большей толщине шов накладывается за два прохода и более.
12.9. При многопроходной сварке каждый слой шва перед наложением последующего следует тщательно очистить от шлака металлической щеткой или зубилом.
Начало каждого слоя на длине 40. 50 мм нужно очистить от шлака с тем, чтобы "замок" шва накладывался на чистый металл. Расстояние между соседними слоями ("замками") должно составлять не менее 50 мм.
12.10. Ориентировочно режимы сварки приведены в табл. 21.
Ориентировочные режимы автоматической сварки под флюсом поворотных стыков труб (по предварительной подварке)
Толщина стенки трубы, мм
Диаметр электродной проволоки, мм
Напряжение дуги, В
Скорость сварки, м/ч
1* Сварка выполняется в один слой.
2* В числителе приведены параметры режима сварки для первого слоя, в знаменателе — для остальных слоев.
13. СВАРКА СТЫКОВ ТРУБ ИЗ РАЗНОРОДНЫХ СТАЛЕЙ
13.1. Сварные соединения из разнородных сталей по сочетанию материалов делятся на две группы:
— сварные соединения сталей одного структурного класса с различным содержанием легирующих элементов;
— сварные соединения сталей разных структурных классов.
13.2. Способы выполнения сварных соединений труб из разнородных сталей следующие:
— непосредственное соединение труб друг с другом;
— соединение посредством переходных наплавок (облицовок кромок);
— соединение с помощью переходников, предварительно изготовленных на заводе.
13.3. Технология подготовки, сборки, сварки стыков, способы их термической обработки, порядок контроля, выбора присадочных материалов, флюса и защитных газов должны отвечать требованиям технологических инструкций или указаний проекта, а также требованиям, изложенным в настоящей инструкции.
В данном разделе содержатся некоторые рекомендации по выбору присадочного материала и особенности технологии сварки разнородных сталей.
13.4. Для трубопроводов из разнородных сталей используются следующие виды сварки:
— ручная покрытыми электродами (применяют как для наплавки, так и для выполнения основного шва);
— ручная, полуавтоматическая, автоматическая в среде защитных газов;
— полуавтоматическая и автоматическая под флюсом.
13.5. Разделку стыков выполняют в соответствии с табл. 9, а прихватку — в соответствии с разделом 4.
13.6. Электроды, сварочную проволоку, флюсы выбирают в соответствии с разделом 2 (табл. 2, 4).
13.7. Сварку перлитных (Ст. 10, 20, 16ГС, 15ГФ, Ст.4 5, 38ХМ и др.) сталей с аустенитными (12Х18Н9, 08Х18Н10Т) с целью исключения образования хрупких прослоек в шве выполняют аустенитными присадочными материалами.
13.8. При сварке между собой мартенситно-ферритной и перлитной сталей для предупреждения закалки околошовной зоны и с целью получения соединения с оптимальной структурой рекомендуется предварительная наплавка кромок труб из мартенситно-ферритной стали, причем необходимо обеспечить минимальное расплавление основного металла. Поверхность под наплавку готовят так же, как и под сварку.
13.9. Особое внимание при выполнении наплавки следует обратить на плавность переходов между основным металлом и наплавленным, при необходимости произвести зачистку, шлифовку, удалить концентраторы напряжений в виде подрезов, грубых рисок и т.д.
13.10. Каждый валик должен перекрывать предыдущий на 20. 40 % его ширины.
13.11. Перед сваркой аустенитными электродами стыков труб из разнородных сталей с толщиной стенки более 14 мм кромки труб низко- и среднелегированных сталей должны быть облицованы трехслойной наплавкой аустенитными присадочными материалами, а затем зачищены.
13.12. Целесообразно при монтаже в полевых условиях для соединений труб из разнородных сталей вваривать изготовленные на заводе переходники. Длина их должна составлять не менее полутора — двух наружных диаметров соединяемых труб.
13.13. При сварке труб перлитного класса разного легирования температуру подогрева выбирают по детали с большим содержанием легирующих элементов.
Если только одна из свариваемых деталей требует подогрева, вторую деталь допускается не подогревать.
13.14. После сварки аустенитными электродами труб из закаливающихся сталей (12ХМ, 15ХМ и др.) или разнородных сталей, одна из которых закаливающаяся, термообработка сварных соединений не допускается.
14. СВАРКА ТРУБОПРОВОДОВ ДЛЯ ТРАНСПОРТИРОВАНИЯ ПРОДУКТОВ, СОДЕРЖАЩИХ СЕРОВОДОРОД И УГЛЕКИСЛЫЙ ГАЗ
14.1. Для сварки труб из Ст.20 ( ГОСТ 8732-78) [ 29], Ст. 20ЮЧ (ТУ 14-3-1074-82) [ 30] или аналогичных импортных труб, предназначенных для транспортирования сред, содержащих сероводород и углекислый газ, используется ручная электродуговая и автоматическая электродуговая сварка под флюсом.
14.2. Сварку выполняют на подкладном кольце или без него. Разделка кромок должна соответствовать табл. 9 (типы Тр-2, Тр-3).
Прихватку выполняют в соответствии с разделом 4.
14.3. Технология ручной электродуговой сварки аналогична приведенной в разделе 7.
14.4. Ручной дуговой сваркой необходимо накладывать швы труб диаметром 57. 630 мм, корневой, заполняющий и облицовочный слои шва, корневой слой швов, выполняемых автоматической дуговой сваркой под флюсом, подварочный слой неповоротных стыков, осуществлять ремонт сварных швов и соединения труб с запорной (распределительной) арматурой и деталями трубопроводов, вварку свечей и т.д.
14.5. Первый корневой слой стыков трубопроводов диаметром 219 и более миллиметров необходимо выполнять электродами с основным покрытием диаметром 2,5. 3,25 мм. Допускается использовать для этой цели электроды с целлюлозным покрытием марок Фокс Цель и ВСЦ-4 диаметрами 3. 4 мм.
Сварку электродами ВСЦ-4 ведут методом опирания без колебательных движений. Вертикальные стыки сваривают в направлении сверху вниз.
Электроды других марок допускается использовать для наложения корневого слоя только в том случае, если их диаметр не превышает 3 мм.
Сварку последующих слоев неповоротных стыков следует производить снизу вверх электродами диаметром 4 мм, участки шва, свариваемые в нижнем положении, можно выполнять, начиная с третьего слоя, электродами диаметром 5 мм.
14.6. Сварку стыков труб с толщиной стенки до 8 мм необходимо выполнять не менее чем в два слоя, при толщине стенки труб до 12 мм — в три слоя и при толщине более 12 мм — в четыре слоя и более.
14.7. Каждый слой перед наложением последующего, а также прихватки необходимо тщательно очищать от шлака до металлического блеска (шлифовальной машиной, щеткой, зубилом и т.п.)
14.8 . Заполняющие и облицовочные слои поворотных стыков накладываются автоматической дуговой сваркой под слоем флюса. Допускается ручная электродуговая сварка (используются электроды с покрытием основного типа УОНИ-13/55, Гарант, Фокс ЕВ50 диаметром 3. 4 мм). Сварку производят током обратной полярности, параметры режима приведены в табл. 22.
14.9. При сварке стыков труб с толщиной стенки до 16,5 мм число слоев шва, выполняемого автоматической сваркой под слоем флюса, должно составлять не менее двух, при большей толщине стенки трубы — не менее трех.
14.10. Запрещается прекращать сварку до заполнения 2/3 разделки кромок, а при сварке захлесточных швов и приварке арматуры — до заполнения всей разделки.
Запрещается зажигать дугу вне шва на трубе и опускать неостывшие стыки на мокрый грунт или на снег.
Ориентировочные режимы автоматической сварки под слоем флюса
Диаметр трубы, мм
Толщина стенки трубы, мм
Диаметр электродной проволоки, мм
Сварочный ток, А
Напряжение на дуге, В
Скорость сварки, м/ч
Смещение с зенита, мм
Угол наклона*, град.
* Угол наклона, к направлению сварки.
15. СВАРОЧНЫЕ РАБОТЫ ПРИ РЕМОНТЕ НЕФТЕГАЗОПРОВОДОВ
15.1. Сварочно-монтажные работы выполняются при плановых и аварийных заменах арматуры, дефектных участков труб и сварных швов на действующих нефтегазопроводах. Сварку разрешается выполнять при температурах воздуха, приведенных в табл. 23.
15.2. При температурах окружающего воздуха ниже приведенных в табл. 23 сварку следует производить в отапливаемом помещении или с использованием временных отапливаемых укрытий.
Допускаемые температуры воздуха при сварке
Толщина стали, мм
Допускаемая температура воздуха, °С
Углеродистая с содержанием углерода до 0,2 % (Ст. 3, 10, 20)
Углеродистая с содержанием углерода более 0,2 % (10Г2, 17ГС)
Аустенитная (12Х18Н9Т, 12Х18Н9, 08Х18Н10Т)
При любой толщине стенки 3*
1* Тип электрода перлитный.
2* Тип электрода аустенитный или перлитный (температура подогрева в соответствии с табл. 10).
3* Тип электрода аустенитный.
15.3. До начала сварочно-монтажных работ необходимо определить толщину стенки и марку материала, из которого изготовлен поврежденный участок трубопровода.
15.4. Края труб обрезают со скосом кромок, суммарный угол которого не должен превышать 60. 70 ° .
15.5. Края свариваемых участков зачищают шлифовальными машинками, напильниками или металлическими щетками на ширине не менее 10 мм до металлического блеска.
15.6. Сборочные зазоры стыков устанавливаются в зависимости от толщины стенок труб и применяемых электродов (табл. 24). Зазор должен быть одинаковым по всему периметру стыка.
Зазор между кромками при сборке труб, мм
Диаметр электрода, мм
Зазор при толщине стенки трубы, мм
15.7. Изготовление сварных соединительных деталей трубопроводов (отводов, тройников, переходов и др.) в полевых условиях запрещается.
15.8. Для сварки рекомендуется применять передвижные одно- и многопостовые сварочные агрегаты АДД-303У1, АДД-305У1, АДБ-309, АДБ-318У1, АДД-502У2.
15.9. Передача тока от сварочного агрегата к месту сварки осуществляется по гибким проводам с резиновой изоляцией ДДГН и ПРГД.
15.10. Неповоротные стыки сваривают ручной электродуговой сваркой (постоянный ток обратной полярности).
15.11. Концы труб при сварке рекомендуется закрывать для предотвращения тяги воздуха.
15.12. При аварийно-восстановительных работах необходимо использовать качественные электроды органического и фтористокальциевого типов по ГОСТ 9466-75, ГОСТ 9467-75 (табл. 25).
Отечественные электроды, используемые при аварийно-восстановительных работах, по ГОСТ 9467-75
Предел прочности, МПа
Температура эксплуатации, °С, не менее
* Все электроды пригодны для сварки в любом пространственном положении (постоянный ток обратной полярности, источник питания с падающей внешней характеристикой).
** При условии сварки в нижнем или полувертикальном положении.
15.13. Можно применять и зарубежные электроды, аналогичные отечественным:
Отечественный электрод Зарубежный аналог
УОНИ-13/55 "Гарант", Фокс ЕВ-50
ВСФС-50 "Гарант", Фокс ЕВ-50
УОНИ-13/45 Е44, 83
ВСЦ-4 Фокс Цель, Флитвелд-5П
15.14. Каждая партия электродов должна иметь сертификат, в котором должны быть указаны наименование завода-изготовителя, дата изготовления, условное обозначение присадочного материала, в нем должны быть приведены результаты испытаний данной партии. При отсутствии сертификата применение сварочных материалов при производстве огневых работ на нефтегазопроводах запрещается.
15.15. В зависимости от типа (марки) и диаметра электрода, а также от пространственного положения при сварке выбирает силу тока (табл. 26).
Сила тока, А, в зависимости от типа (марки) электродов и пространственного положения сварки
полупотолочное и потолочное
Э50А (УОНИ-13/55) и их аналоги
Сварка не ведется
342, Э50 (ВСЦ-4, ВСЦ-4 А) и их аналоги
Примечание. Электродами типа Э50А сварка производится в направлении снизу вверх, а электродами типа Э42, Э50 — сверху вниз.
15.16. При необходимости производят прихватку и подогрев кромок свариваемых деталей в соответствии с разделами 4, 5.
15.17. Запрещается оставлять стыки на прихватках или после выполнения одного слоя шва.
15.18. На всех сварных швах, выполненных при ремонте, должно стоять личное клеймо сварщика.
16. СВАРКА МЕТАЛЛОКОНСТРУКЦИЙ ИЗ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
16.1. В соответствии с настоящим разделом производят сборку и сварку металлоконструкций из углеродистых и низколегированных сталей, перечисленных ниже [ 6(12) — категории сталей]:
Класс прочности стали Марка стали
С 38/23 ВСт.3кн2; ВСт.3пс6;
С 44/29 09Г2-6 (12); 09Г2С-6 (12)
толщиной 21. 60 мм
С 46/33 14Г2-6 (12); 10Г2С1-6 (12);
09Г2С-6 (12) толщиной 5. 20 мм
С 52/40 15Г2АФДпс-6 (12);
С 60/45 16Г2АФ-6 (12)
16.2. Стальные конструкции монтируют с учетом требований, изложенных в инструкциях и руководствах, проекте производства работ и технологических картах.
16.3. Качество и марки сталей, используемых при монтаже конструкций, должны удостоверяться сертификатами или паспортами заводов-поставщиков и соответствовать стандартам и техническим условиям.
16.4. Подготовку кромок, сборку и прихватку стыков производят согласно разделам 3, 4.
16.5. При сварке листов с Х-образной подготовкой кромок с целью устранить коробление от поперечной усадки листы сваривают с одной стороны в 2-3 прохода, кантуют на 180°, подрубают в стыке непровар в вершине угла, захватывая основной металл на 2. 3 мм, и заваривают стык за 4-5 проходов заподлицо с плоскостью листа.
16.6. При монтаже стальных конструкций используют ручную, полуавтоматическую в среде углекислого газа, автоматическую под слоем флюса и т.д. электродуговую сварку.
16.7. Типы и марки электродов, применяемых для сварки сталей различных классов, выбирают в зависимости от группы стали, температуры, при которой производится сварка, и температуры эксплуатации конструкций (табл. 1, 27).
Минимально допустимая температура стали при ручной и полуавтоматической сварке без предварительного подогрева, °С
Толщина проката, мм
Из углеродистой стали:
— листовые объемные и сплошно-стенчатые
Из низколегированной стали класса до С52/40:
— листовые объемные и сплошно-стенчатые
Ручная дуговая сварка
16.8. Ручную дуговую сварку применяют для наложения коротких швов в различных пространственных положениях. При этом используют одно- и многопостовые источники питания дуги переменного и постоянного тока: сварочные трансформаторы ТС-300, -500, ТСК-500, ТД-300, -500 и др., сварочные выпрямители ВД-301, ВКС-500, ВКСМ-1000, ВДМ-1601, -3001 или сварочные преобразователи ПСО-300, -500, ПСМ-1000.
В полевых условиях применяют сварочные агрегаты с приводом от двигателя внутреннего сгорания АСБ-300-7, АСД-3000М1, АДД-303, -502 и др.
16.9. Выбор режима сварки определяется маркой используемого электрода, а также конструкцией стыка (табл. 28).
Рекомендуемые режимы ручной дуговой сварки
Диаметр э лектрода, мм
Сварочный ток, А, при различных положениях шва
16.10. Электроды перед употреблением необходимо прокаливать согласно указаниям паспорта.
16.11. Свариваемые кромки и околошовную зону (не менее чем по 20 мм с обеих сторон) зачищают от окалины, ржавчины и других загрязнений.
16.12. При сварке с разделкой кромок вначале выполняют основной шов, а затем, после зачистки корня, — подварочный шов.
16.13. Сварку многослойных швов выполняет мелкими валиками (диаметр электрода 4. 5 мм), при этом каждый предыдущий слой отжигают последующим. На последний слой наплавляют отжигающий валик, ширина которого на 4. 6 мм меньше ширины основного шва.
Отжигающий валик целесообразно наплавлять при температуре основного шва 150. 200 °С.
Швы не должны иметь резких переходов от основного металла к наплавленному, а также наплывов, подрезов, больших усилений и незаваренных кратеров.
Полуавтоматическая сварка в углекислом газе
16.14. Полуавтоматическую сварку в углекислом газе выполняют постоянным током обратной полярности (табл. 29, 30).
16.15. При сварке используют сварочные полуавтоматы А-537, А-765, А-1035М, А-1197, ПДГ-507 в комплекте с источниками питания дуги постоянного тока типа ПСГ-500, ВС-500 и т.п., имеющими жесткую внешнюю характеристику.
Параметры тока при полуавтоматической сварке в углекислом газе
Диаметр сварочной проволоки, мм
Плотность тока, А/мм 2
16.16. Технология полуавтоматической сварки стыковых и угловых швов аналогична технологии ручной дуговой сварки, но отличается от последней тем, что вылет электрода должен быть постоянным, а горелку необходимо равномерно перемещать в процессе сварки.
Режимы сварки определяются в зависимости от конструкции стыка (табл. 31).
Коэффициенты наплавки при полуавтоматической сварке в углекислом газе
Диаметр сварочной проволоки, мм
* Порошковая проволока ПП-АН8.
16.17. Однослойные швы и корневые слои многослойных швов сваривают, придавая электроду (горелке) возвратно-поступательное движение.
Средние слои сваривают, перемещая электрод по вытянутой спирали, а верхние слои — придавая ему колебания "змейкой" (рис. 21).
Режимы полуавтоматической сварки в углекислом газе стыковых и угловых швов в нижнем положении
Эскиз сварного соединения и выполненного шва
Толщина проката или катет шва, мм
Число слоев шва 1
Диаметр проволоки, мм
Сварочный ток, А
Напряжение дуги, В
Скорость подачи проволоки, м/ч
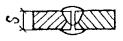


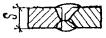


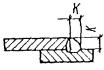
1. При сварке проволокой диаметром 1,4 мм вылет электрода должен составлять 10…15 мм.
2. Расход углекислого газа при сварке проволокой диаметром 1,4. 2 мм составляет 1000…1200 л/ч.
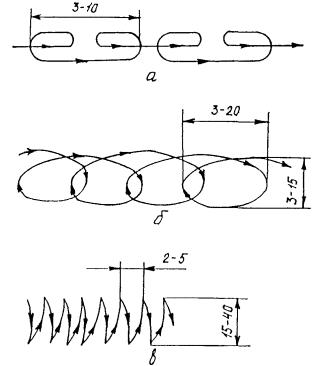
Рис. 21. Траектория движения электрода при полуавтоматической сварке в углекислом газе многослойных швов:
а — возвратно-поступательного; б — по вытянутой спирали; в — "змейкой"
16.18. При сварке угловых швов электрод наклоняют под углом 25. 45° к вертикали, а дугу незначительно (примерно на 1 мм) смещают от вертикальной стенки (рис. 22).
16.19. При сварке угловых швов, когда толщина металла не превышает 6 мм, или при сварке в лодочку дугу направляют точно в угол.
Максимальный катет углового однопроходного шва при сварке проволокой диаметром 1,4. 2 мм не превышает 8 мм. Швы с катетом более 8 мм сваривают за несколько проходов.
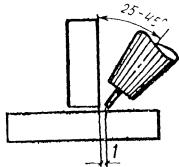
Рис. 22. Положение электрода при сварке углового шва
16.20. Низколегированные стали лучше сваривать в углекислом газе тонкой проволокой 1,2. 1,6 мм без предварительного подогрева.
Автоматическая сварка под флюсом
16.21. Автоматическую сварку под флюсом стыковых и угловых швов выполняют в нижнем положении. Размеры швов и элементов кромок должны соответствовать ГОСТ 8713-79, режимы сварки — табл. 32.
16.22. При автоматической сварке под флюсом применяют одно- и двухдуговые сварочные автоматы типа ТС-17МУ, ТС-17Р, ТС-35, АДС-1000-2, ДТС-38, А-639 в комплекте с источниками питания дуги переменного (ТСД-1000, -2000, ТДФ-1001, -1601) или постоянного (ВКСМ-1000, ВДМ-3001, ВМГ-5000, ВСМ-1000) тока.
16.23. Стыковые соединения без разделки кромок и с разделкой их рекомендуется сваривать на флюсомагнитных стендах или на флюсовых подушках.
16.24. Угловые швы в элементах двутаврового сечения (подкрановые балки, ветви колонн, стойки и т.п.) сваривают в основном в нижнем положении в лодочку.
16.25. Элементы для сварки поясных швов устанавливают на специальные стеллажи или в кантователи — цепные и двухстоечные.
16.26. Изделия цилиндрической формы сваривают на роликовых стендах типа Т-30 или подобных им. Если специальные флюсовые подушки для кольцевых швов отсутствуют, сварку производят по шву, заранее подваренному ручной или полуавтоматической сваркой.
16.27. Соединения внахлестку при толщине металла до 6 мм сваривают вертикально расположенным электродом, оплавляя при этом верхнюю кромку. При большой толщине металла электрод следует установить под углом 30. 45°.
Рекомендуемые режимы однодуговой автоматической сварки под флюсом стыковых и угловых швов по ГОСТ 8713-79
Подготовка кромок и выполненный шов
Толщина проката или катет шва, мм
Диаметр сварочной проволоки, мм
Напряжение дуги, В
Сварочный ток, А
Скорость проволоки, м/ч
Скорость сварки, м/ч



1. Режимы указаны для сварки постоянным током обратной полярности.
2. Для стыковых соединений режимы даны при сварке на флюсовой подушке.
17. СВАРКА ТРУБОПРОВОДОВ И МЕТАЛЛОКОНСТРУКЦИЙ ИЗ УГЛЕРОДИСТЫХ И ЛЕГИРОВАННЫХ СТАЛЕЙ ПРИ НИЗКИХ ТЕМПЕРАТУРАХ
17.1. Низкими температурами при сварке считаются температуры окружающего воздуха ниже 0 ° С, допускаемые техническими условиями на изделие.
17.2. Сварку при отрицательных температурах следует выполнять в соответствии с требованиями проектной и нормативно-технической документации на изделие и данной инструкции.
17.3. Сварочно-монтажные работы разрешается производить при температуре окружающего воздуха не ниже -40 ° С при условии отсутствия дополнительных ограничений.
17.4. Технологии подготовки, сборки и сварки конструкций в основном аналогичны приведенным в соответствующих разделах, однако имеются некоторые особенности при выборе оборудования, присадочных материалов, их подготовке к сварке, а также выполнении технологического процесса. Эти особенности рассмотрены в настоящем разделе.
17.5. Оборудование выбирают и размещают с учетом его климатического исполнения по ГОСТ 15150-69, ГОСТ 15543-70 [ 31, 32].
17.6. Место выполнения сварочных работ должно быть защищено от атмосферных осадков, сквозняков и ветра.
Во всех случаях необходимо оборудовать тепляки, применять теплую одежду или одежду с электрическим подогревом, непосредственно у рабочего места оборудовать устройство для обогрева рук.
Температуру окружающего воздуха контролируют через каждые два часа, результаты контроля фиксируют в журнале.
17.7. Негативное влияние отрицательных температур на качество сварных соединений снижают, выполняя следующие мероприятия:
— предварительный подогрев свариваемого металла (см. раздел 5);
— наложение теплоизолирующего пояса на шов и прилегающие участки;
— сокращение времени перерывов между наложением первого и последующих слоев;
— повышение погонной энергии при сварке.
17.8. При выполнении прихватки и сварки при температуре воздуха ниже 0 ° С подогрев производят в соответствии с разделом 5, а высоколегированных сталей — в соответствии с табл. 33.
Подогрев стыков из высоколегированных сталей при отрицательных температурах окружающего воздуха
Толщина стенки, мм
Температура воздуха, при которой разрешается сварка, °С
Температура подогрева стыка, °С
Н t подогревается
17.9. Сварочные работы при температуре наружного воздуха ниже указанной в табл. 10, 33 можно производить только в отапливаемых помещениях или в специальных обогреваемых кабинах, внутри которых температура не ниже 0 °С.
17.10. Сварку и монтаж (подъем, транспортировку, установку) трубопроводов, изготовленных из кипящих или полуспокойных сталей, можно выполнять при температуре не ниже -20 °С.
17.11. Чтобы не увеличилась зона разупрочнения при сварке термоупрочненных труб, кромки перед сваркой следует нагревать до температуры не более 250 °С.
17.12. Ручную электродуговую сварку и прихватку выполняют электродами с хорошими технологическими свойствами, не склонными к образованию пор (электродами с покрытием основного типа), ведут сварку при повышенной (за счет увеличения на 10. 20 % по сравнению с применяемой при сварке в условиях положительной температуры) энергии дуги, не допускают перерывов до окончания заполнения разделки шва.
В случаях вынужденных перерывов (из-за отсутствия подачи электроэнергии, выхода из строя аппаратуры) необходимо обеспечить медленное и равномерное охлаждение металла и возобновить сварку после подогрева стыка до соответствующей температуры, термическую обработку стыка выполнять сразу после сварки, не давая металлу остыть, после термообработки обеспечить медленное охлаждение стыка до температуры окружающего воздуха.
17.13. При сварке постоянным током обратной полярности характерно увеличение объема ванны на 15. 20 %, поэтому сварку при отрицательной температуре плавящимся электродом следует вести на обратной полярности.
17.14. Более предпочтительна при сварке в условиях низких температур автоматическая и полуавтоматическая сварка.
17.15. Ручную и полуавтоматическую дуговую сварку металлических конструкций из стали класса до С52/40 включительно при температурах стали ниже приведенных в табл. 34, следует производить с предварительным подогревом в зоне сварки до 120. 160 ° С (по 100 мм в обе стороны от стыка).
Минимальная допустимая температура стали при сварке, °С
Толщина стенки, мм
Из углеродистой стали:
— листовые, объемные и сплошностенчатые
Из низколегированной стали:
— листовые, объемные и сплошностенчатые
Сварку листовых объемных конструкций из стали толщиной более 20 мм производят способами, обеспечивающими уменьшение скорости охлаждения: каскадом, горкой, двусторонней сваркой, секциями.
17.16. Сварку конструкций из стали класса С60/45 ( s в = 600 МПа, s т = 450 МПа) следует производить при температуре не ниже -15 ° С при толщине стали до 16 мм и не ниже 0 °С при толщине от 16 до 25 мм.
При более низких температурах сварку стали указанных толщин следует производить с предварительным подогревом до температуры 120. 160 °С.
При толщине стали более 25 мм предварительный подогрев должен производиться во всех случаях, независимо от температуры окружающей среды.
17.17. Без подогрева разрешается производить автоматическую сварку конструкций:
— из углеродистой стали толщиной до 30 мм, если температура стали не ниже -30 °С, а при больших толщинах — не ниже -20 °С;
— из низколегированной стали толщиной до 30 мм, если температура стали не ниже -20 °С, а при больших толщинах — не ниже -10 °С.
17.18. При сварке без подогрева необходима просушка кромок под сварку за счет нагрева до 20. 50 °С.
17.19. При температуре стали ниже -5 °С сварку следует производить от начала до окончания шва без перерыва, за исключением перерывов, необходимых для смены электрода или электродной проволоки и зачистки шва в месте возобновления сварки.
Прекращать сварку до выполнения шва проектного размера и оставлять незаваренными отдельные участки шва не допускается. В случае вынужденного прекращения сварки процесс следует возобновлять после подогрева стали в соответствии с установленным режимом.
17.20. Заварку дефектных швов следует производить после подогрева в зоне заварки до 180. 200 °С.
17.21. После окончания сварки стыков труб из низколегированных сталей должно быть обеспечено медленное охлаждение путем обкладывания стыка теплоизоляционным материалом или другим способом до полного остывания сварного шва.
17.22. Для обеспечения меньшей скорости охлаждения поверхности нагретой конструкции и сварного соединения следует применять теплоизолирующие пояса из асбеста и стекловолокна. Последние обладают таким преимуществом, как минимальная чувствительность к увлажнению.
18. КОНТАКТНО-СТЫКОВАЯ СВАРКА ОПЛАВЛЕНИЕМ ТРУБОПРОВОДОВ
18.1. К сварке допускаются трубы, отвечающие требованиям СНиП 2.05.06-85 и настоящего РД.
18.2. При стыковой сварке оплавлением следует дополнительно зачищать торец трубы и пояс под контактные башмаки сварочной машины на длине 200 мм.
18.3. Отдельные трубы сваривают в секции длиной до 36 м на полустационарных, полностью механизированных линиях.
Секции или отдельные трубы сваривают в непрерывную нитку трубопровода передвижными комплексами машин и механизмов. Как на стационарных, так и на передвижных установках управление процессом сварки должно быть полностью автоматизировано.
18.4. Для контактной стыковой сварки трубопроводов используют установки для сварки труб в секции в условиях полустационарной трубосварочной базы ТКУС и установки для сварки труб или секций в непрерывную нитку ТКУП (прил. 9).
18.5. Основным элементом сварочных установок ТКУС и ТКУП является сварочная головка, которая обеспечивает центрирование труб, их зажим по всему периметру, равномерный токоподвод, перемещение труб в процессе оплавления и осадки, создает осевое давление в процессе осадки.
18.6. Передвижная полуконтактная установка ТКУП-321 комплектуется сварочной машиной К-584М (прил. 10).
18.7. Режимы сварки определяются типом сварочной головки (табл. 35).
18.8. Перед началом сварки труб производят наладку и проверку сварочной установки на холостом ходу и в рабочем режиме.
18.9. Технология стыковой сварки оплавлением включает следующие основные операции:
— подготовку труб к сварке;
— зачистку поверхности труб под контактные башмаки сварочной машины;
— центрирование труб в сварочной машине;
— сварку труб, выполняемую автоматически по заданной программе;
— удаление внутреннего и наружного грата.
18.10. При сварке труб на полустационарных установках в секции длиной до 36 м необходимо выполнить следующие операции:
— расположить трубы на приемном стеллаже;
— механическим путем, не повреждая тела трубы, снять усиление продольного шва трубы, выполненного электродуговой сваркой, на участке 370 мм от торца трубы. Высота оставшейся части усиления продольного шва после снятия должна быть не менее 0,5 мм;
— зачистить до металлического блеска поверхности труб под контактные башмаки зачистными машинами на специальной линии: пояск и шириной 150 мм должны отстоять от торцов труб на 50 мм; дополнительно металлической щеткой зачищают фаски труб от ржавчины и грязи;
— подать на рольганг и транспортировать по нему зачищенные трубы к сварочной машине, руководствуясь при этом инструкцией по эксплуатации установки;
— произвести центрирование труб сварочной машиной. Допускается смещение кромок на величину до 20 % толщины стенки трубы, но не более 2 мм; зазор между торцами сцентрированных труб желательно иметь равномерным по периметру и минимальным, значение его в любой точке периметра не должно превышать 7 мм;
— нажать кнопку "Пуск-сварка", после чего начинается автоматическая сварка труб. Стыковая электроконтактная сварка производится методом непрерывного оплавления с программным изменением основных параметров в процессе сварки. Скорость, заданная программой в процессе оплавления, корректируется с помощью регулятора. В конечный период оплавления значение скорости не регулируется, а задается жестко;
— после сварки первого стыка при движении двухтрубки по рольгангу удалить внутренний грат внутренним гратоснимателем в соответствии с инструкцией по его эксплуатации;
— подать на рольганг третью трубу, которую вместе с двухтрубкой переместить к сварочной машине, центрируя в ней и осуществляя сварку второго стыка;
— удалить внутренний грат после сварки второго стыка при движении секции по рольгангу и подать плеть на линию удаления наружного грата;
— удалить наружный грат гратоснимателем. Гратосниматель устанавливают на стык таким образом, чтобы плоскость стыка проходила через середину режущего инструмента, и в этом положении фиксируют его на трубе. После снятия внутреннего и наружного грата стыки должны иметь усиление высотой не более 3 мм. При снятии внутреннего и наружного грата не допускается уменьшение толщины стенки трубы. Смещение кромок после сварки должно составлять не более 25 % толщины стенки (3 мм).
Допускаются местные смещения на 20 % периметра стыка, значения которых не превышают 30 % толщины стенки (4 мм):
— сваренную трехтрубную секцию перемещают по рольгангу, а затем с помощью сбрасывателя с рольганга на склад для хранения готовых секций.
Ориентировочные режимы контактно-стыковой сварки трубопроводов
Максимальное свариваемое сечение, мм 2
Время сварки одного стыка, с
Напряжение питающей сети, В
Номинальная мощность трансформатора, кВА
Максимальное усилие осадки, МН
Максимальное усилие зажатия трубы, МН
Скорость оплавления, мм/с
Скорость осадки, мм/с
Давление масла в гидросистеме осадки, МПа
Габаритные размеры головки, мм:
18.11. При сварке труб в непрерывную нитку передвижными установками (ТКУП-321) необходимо выполнить следующие операции:
— разложить трубы или секции вдоль трассы;
— положить конец трубы вспомогательным трубоукладчиком на ролики подвесного рольганга так, чтобы ось ее находилась на одной линии с осью машины К-584М, переместить трубу так, чтобы второй конец трубы находился в зоне рабочего органа зачисткой машины, зажать прижимом плети;
— снять усиление продольного шва трубы, выполненного электродуговой сваркой, с помощью ручной шлифовальной машины (не повреждая тела трубы) на участке 370 мм от торца трубы. Оставшаяся часть усиления должна иметь высоту не более 0,5 мм;
— зачистить поверхности секций (труб) под токоподводящие башмаки с помощью зачистных устройств в соответствии с инструкцией по их эксплуатации; зачищенные до металлического блеска пояски шириной 150 мм должны отстоять от торцов труб на 50 мм. Дополнительно металлической щеткой зачистить фаски труб от ржавчины и грязи;
— установку расположить у края нитки трубопровода, приподнять этот край в зоне сварки и зафиксировать нитку прижимным роликом;
— одиночную трубу из зоны зачистки подать в зону сварки. Машину К-584 выставить на стык;
— расположенный внутри трубы внутренний гратосниматель установить на стык;
— осуществить центрирование между собой сваренной нитки трубопровода и привариваемой трубы. Допускается смещение кромок до 20 % толщины стенки трубы, но не более 2 мм. Зазор между торцами сцентрированных труб желательно иметь равномерным по периметру и минимальным. При сцентрированных осях труб величина зазора между ними в любом месте периметра не должна превышать 7 мм;
— после центрирования машину К-584М опустить на стык, зажать концы труб, после чего отвести от стыка внутренний гратосниматель на длину тросика и начать сварку;
— с пульта управления машины К-584М управлять процессом сварки стыка, снятием наружного и внутреннего грата (можно и вручную остановить работу привода внутреннего гратоснимателя). После удаления грата (внутреннего и наружного) стыки трубопровода должны иметь усиление не более 3 мм. При снятии грата не допускается уменьшение толщины стенки трубы. Допускаются смещение кромок после сварки не более 25 % толщины стенки (3 мм) и местные смещения на 20 % периметра стыка, не превышающие 30 % толщины стенки (4 мм);
— после снятия внутреннего грата подается звуковой сигнал, трубоукладчик с установкой перемещается ко второму концу трубы и цикл повторяется.
19. ТЕРМИЧЕСКАЯ ОБРАБОТКА СВАРНЫХ СОЕДИНЕНИЙ
19.1. Термообработку сварных соединений трубопроводов производят с целью снизить остаточные сварочные напряжения, а также улучшить свойства металла шва и околошовной зоны (повысить пластичность и получить стабильную структуру, обеспечивающую необходимые механические свойства).
19.2. Режим термообработки должен соответствовать свариваемой стали (табл. 36).
19.3. Термическая обработка состоит из нескольких операций, последовательность выполнения которых приведена ниже:
— установка термометров, нагревательных устройств и теплоизоляции;
— включение термометров в измерительную цепь потенциометра;
— соединение нагревательного устройства с источником питания;
— нагрев, выдержка, охлаждение сварного соединения;
— демонтаж теплоизоляции, нагревательного устройства и термометров.
19.4. Нагрев, выдержку, охлаждение сварного соединения в процессе термической обработки необходимо производить по режиму, установленному проектной документацией, действующей нормативно-технической документацией, данной инструкцией.
19.5. При наличии двух и более однотипных сварных соединений (вертикальных или горизонтальных) рекомендуется групповая термическая обработка.
При этом следует контролировать температуру каждого сварного соединения.
При групповой термической обработке от одного источника питания необходимо выполнить следующие требования:
— одновременно нагреваемые стыки должны принадлежать трубам одного размера (диаметра и толщины стенки), одной марки стали и иметь одинаковую исходную температуру;
— мощность источника питания должна быть достаточной для покрытия потерь мощности во всех одновременно работающих индукторах и в подводящих кабелях;
— нагрев всех стыков должен производиться индукторами одного типа, имеющими одинаковое число витков, шаг навивки и площадь сечения витка;
— стыки должны иметь одинаковую теплоизоляцию.
Режимы термообработки стыковых сварных соединений (электродуговая сварка)
Толщина элементов, мм
Режим термообработки 1*
Температура, °С (±15 °С)
Длительность выдержки 2* , мин, не более
Ст. 10, 15, 20, 15Л, 20Л и их сочетания между собой
Ст. 15ГС, 16ГС, 25Л, 20ГСЛ и их сочетания между собой или сочетания этих сталей с углеродистыми, указанными в предыдущем пункте
12МХ, 15ХМ, 20ХМЛ и их сочетания между собой
12Х1МФ, 20ХМФЛ и их сочетания между собой
Сочетания Ст. 10, 20, 20Л, 25Л, 15ГС, 16ГС, 20ГСЛ + 12МХ, 15ХМ, 12Х1МФ
1* До 300 ° С охлаждение с печью или под слоем асбеста, далее — на спокойном воздухе.
2* Может быть выше указанных значений не более чем на 10 %. При вынужденных перерывах в процессе термообработки за длительность выдержки следует принимать суммарное время.
19.6. До термической обработки узлы со сварными соединениями запрещается подвергать нагрузкам. Перед началом термической обработки трубопроводов необходимо обеспечить свободное перемещение трубопровода в продольном направлении относительно оси трубопровода.
При термической обработке вертикальных сварных соединений во избежание прогиба трубопровода следует установить временные опоры или подвески по обе стороны от сварного шва на расстоянии не более 1 м от оси шва.
19.7. Перерывы в процессе термической обработки не допускаются. При вынужденных перерывах (отключение электроэнергии, выход из строя нагревателя и т.п.) необходимо обеспечить медленное охлаждение сварных соединений до 300 °С.
При повторном нагреве время нахождения сварного соединения при температуре выдержки суммируется с временем выдержки при первоначальном нагреве (в сумме оно должно быть равно заданному нормативно-технической документацией).
19.8. Количество термометров для контроля температуры и схемы их установки определяются конструкцией соединения (табл. 37).
19.9. Крепление горячего спая термоэлектрического термометра на поверхности рекомендуется производить одним из способов, указанных на рис. 23, а установку согласно рис. 24.
При термической обработке сварных соединений изделий сложной конфигурации количество термометров для контроля температуры и схемы их установки определяются необходимостью контроля на всех участках сварного соединения (рис. 25).
19.10. Термическую обработку сварных швов производят с помощью гибких и комбинированных электронагревателей, а также гибких индукторов, ацетилено-кислородных и многопламенных горелок.
19.11. При нагреве ГЭН и КЭН часть термометра, находящегося под нагревателем, необходимо теплоизолировать с помощью асбеста или кремнеземной ткани (рис. 26).
19.12. Демонтаж теплоизоляции, нагревательных устройств и термометров производятся после охлаждения сварного соединения до температуры 300 °С.
19.13. Термообработка с помощью горелок должна производиться строго нейтральным пламенем.
Количество термометров для контроля температуры и схемы их установки
Диаметр трубопровода, мм
Схема установки термометров
Схема установки термометров
Сварные соединения элементов с одинаковой толщиной стенки





Сварные соединения элементов с различными толщинами стенок


Примечание. При нагреве кольцевой многопламенной горелкой сварных соединений трубопроводов любых диаметров количество устанавливаемых термометров должно быть не менее двух.
Рис. 23. Крепление горячего спая термометра:
а — бобышкой с прорезью; б — Л-образной бобышкой; в — гайкой с болтом; г — аргонодуговой сваркой; д — бобышкой, наплавленной на сварной шов
19.14. Термическую обработку сварных соединений из разнородных сталей производят на соответствующих режимах (табл. 38, 39).
19.15. Выбор вида и режима термической обработки сварных соединений из разнородных сталей необходимо производить с учетом их принадлежности к одной из двух групп:
1) соединения сталей одного структурного класса, но разной степени легирования;
2) соединение сталей разных структурных классов.
К первой группе могут быть отнесены, например, сварные соединения сталей перлитного класса в сочетаниях сталь 20 — 12Х1МФ, 15ГС — 15Х1МФ, 20 — 15Х1М1ФЛ и др.
Необходимость в проведении термической обработки определяется по стали с более высокой степенью легирования с учетом номинальной толщины стенки.
Режимы термической обработки выбирают так: температуру как среднюю между температурами отпуска, рекомендуемыми для каждой стали, а время выдержки как для стали с более высокой степенью легирования. Аналогично обрабатывают и стали других структурных классов.
Ко второй группе можно отнести соединения сталей следующих классов: аустенитного и перлитного, мартенситно-ферритного и перлитного, аустенитного и мартенситно-ферритного.
Соединения сталей аустенитного и перлитного классов, например сочетания сталь Ст. 20 — 12Х18Н10Т, 12Х1МФ — 12Х18Н9Т, термически не обрабатываются.
Высокому отпуску подвергаются только концы труб из сталей перлитного класса с наплавкой из аустенитной стали.
Рис. 24. Установка термометров при нагреве ГЭН (а), КЭН-3 или индуктором (б), ацетилено-кислородной горелкой (в), многопламенной горелкой (г):
1 — сварное соединение; 2 — пояс ГЭН; 3 — термометр; 4 — теплоизоляция горячего спая; 5 — КЭН-3 или индуктор; 6 — экран; 7 — воронка; 8 — многопламенная горелка
Рис. 25. Схемы установки термометров для контроля температуры сварных соединений узлов сложной конструкции:
а — крутопадающий отвод; б — сварной тройник; г — труба; д — воротниковый фланец
1 — термометр; 2 — сварной шов; 3 — временные прихватки; 4 — заглушка
Режимы термической обработки сварных соединений металлических конструкций
Свариваемые стали и их сочетания
Толщина элементов, мм 1*
Температура обработки, °С (допускаемое отклонение ± 15 °С)
Время термообработки, мин 2*
Ст. 10, 15, 20, 15Л, 20Л и их сочетания между собой
15ГС, 16ГС, 25Л и 20ГСЛ и их сочетания между собой или сочетания этих сталей с углеродистыми, указанными в предыдущем пункте
12МХ, 15ХМ, 20ХМЛ и их сочетания между собой
12Х1МФ, 20ХМФЛ и их сочетания между собой
12Х1МФ, 15Х1М1Ф, 20ХМФЛ, 15Х1М1ФЛ и их сочетания между собой
Сочетания Ст.10, 20, 20Л, 15ГС, 16ГС, 20ГСЛ с 12МХ, 15ХМ, 12Х1МФ
Сочетания 12МХ, 15ХМ, 20ХМЛ с 12Х1МФ, 15Х1М1Ф, 20ХМФЛ и 15Х1М1ФЛ 1Х11В2МФ
Сочетание 1Х11В2МФ (ЭИ756) с 12Х1МФ и 15Х1М1Ф
1* За толщину стенки принимается ее номинальное значение (свариваются детали одинаковой толщины) или наибольшее из фактических значений (соединяются детали разной толщины).
2* При вынужденных перерывах в процессе термообработки за время выдержки следует принимать суммарное время нахождения стыка при температуре термообработки.
3* До 300 °С охлаждение с печью или под теплоизолирующим слоем, далее — на спокойном воздухе.
4* Охлаждение после сварки до 150. 200 ° С, выдержка при этой температуре в течение 1 ч и последующий нагрев под термообработку.
5* После термообработки охлаждение стыка до 300 °С со скоростью не более 150 °С/ч.
Режимы термической обработки сварных соединений трубопроводов
Марка стали или сочетание марок
Режимы термической обработки
Температура нагрева, °С
Скорость нагрева, ° С/ч
Время выдержки, ч
20, 15ГС, 16ГС, 14ХГС
начиная с 300 °С
начиная с 300 °С
начиная с 300 °С
начиная с 300 °С
£ 75 до 600 °С, далее 150
12Х18Н10Т, 08Х18Н10Т 10Х17Н13М2Т 10Х17Н13МЗТ 08Х17Н15МЗТ
£ 75 до 600 °С, далее 150
1* До температуры 300 ° С охлаждение под теплоизолирующим слоем, далее — на воздухе.
2* Охлаждение на воздухе.
3* Охлаждение на воздухе или в воде.
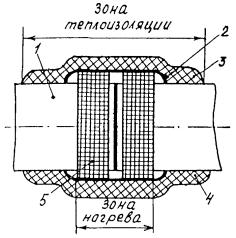
Рис. 26. Теплоизоляция при нагреве ГЭН и КЭН-3:
1 — сварные соединения; 2 — асбест; 3, 4 — маты марки МВТ; 5 — ГЭН или КЭН-3
Для соединений сталей мартенситно-ферритного и перлитного классов, например сочетаний 1Х12В2МФ — 12Х1МФ, режим термической обработки определяется по высокохромистой стали. Вместе с тем во избежание опасности развития диффузионных процессов температуру отпуска в отдельных случаях несколько снижают.
19.16. В качестве отчетной документации о термической обработке должны быть представлены:
— диаграмма автоматической регистрации режима термической обработки (при контроле температуры автоматическими самопишущими потенциометрами);
— исполнительная схема трубопроводов, оформляемая вместе с группой сварки (прил. 11);
— журнал выполнения термической обработки сварных соединений*;
* Приведен в РД 39-0147014-536-87 "Положение по организации сварочного производства на предприятиях и в организациях Миннефтепрома".
— заключение о твердости сварных соединений после термической обработки (прил. 12), составляемое на основе журнала контроля твердости сварных соединений (прил. 13).
19.17. На записанной в координатах температура — время диаграмме режима термической обработки необходимо указать:
— номер линии трубопровода;
— номер сварного соединения по исполнительной схеме;
— марку или сочетание марок стали сварного соединения;
— диаметр и толщину стенки трубопровода;
— дату термической обработки;
— скорость протяжки диаграммной ленты потенциометра.
Диаграмма должна быть подписана термистом-оператором, ответственным за проведение термической обработки и руководителем работ по термической обработке. Последний должен сделать отметку "Принято".
Диаграмме необходимо присвоить порядковый номер, соответствующий номеру сварного соединения в журнале термической обработки сварных соединений.
19.18. При групповой термической обработке отчетная техническая документация должна оформляться отдельно на каждое сварное соединение.
19.19. Объемы и нормы контроля качества термообработки определяются требованиями проектной и нормативно-технической документации.
19.20. При контроле необходимо проверить:
— выполнение требований к термической обработке сварных соединений по оформленной технической документации;
— твердость металла во всех зонах сварного соединения с помощью переносных приборов статического или динамического действия типов ТПСЛ-3М, ТПП-10, ТКП-1, МЗИ-Т7, ВПИ-2, ТОП-1, КПИ, Польди.
Результаты проверки должны фиксироваться в журнале контроля твердости сварных соединений после термической обработки и заключении о твердости сварных соединений после термической обработки.
Если значение твердости сварного соединения после термической обработки выше установленного технической документацией, то производится повторная термическая обработка, если значение твердости сварного соединения после термической обработки ниже установленного технической документацией, то сварное соединение бракуется.
19.21. Допустимое количество повторных термических обработок должно быть указано в технической документации.
19.22. После проведения термической обработки необходимо проверить сварные соединения на отсутствие трещин методами, предусмотренными технической документацией.
20. КОНТРОЛЬ КАЧЕСТВА СВАРОЧНЫХ РАБОТ
Трубопроводы
20.1. С целью повышения эффективности сварочного производства и качества сварочных работ при монтаже трубопроводов, изготовлении и монтаже металлоконструкций должен быть организован эффективный контроль качества сборочно-сварочных работ, включающий предупредительный и пооперационный контроль, а также контроль качества готовых сварных соединений.
20.2. При предупредительном контроле проверяют:
— техническое состояние и выполнение правил эксплуатации сварочного оборудования, сборочно-сварочной оснастки и приспособлений, аппаратуры и контрольно-измерительных приборов;
— проектную и исполнительную техническую документацию на соответствие требованиям технических условий, ГОСТов;
— квалификацию сварщиков, газорезчиков, термистов и дефектоскопистов, а также инженерно-технических работников, осуществляющих оперативное руководство производством сборочно-сварочных работ;
— качество сварочно-наплавочных материалов, а также качество материалов для дефектоскопии, выполнение требований на их хранение, подготовку к использованию и использование в соответствии с назначением.
20.3. При пооперационном контроле проверяют следующие показатели:
— соответствие марки материала свариваемых труб и металлоконструкций нормативной документации;
— соответствие сварочных материалов применяемой технологии;
— качество подготовки труб и деталей заготовок под сварку;
— качество сборки перед сваркой;
— режимы предварительного подогрева;
— соблюдение технологии сварки (режима сварки, порядка наложения швов, формы и качества наложения отдельных слоев шва, зачистки шлака между слоями, наличие пор, подрезов, трещин и других внешних дефектов);
— посредством замера твердости металла определяют качество термической обработки сварных соединений.
20.4. Качество готовых сварных соединений проверяют при систематическом операционном контроле, механических испытаниях образцов, вырезанных из пробных стыков; при выполнении проверки сплошности стыков и выявлении внутренних дефектов одним из неразрушаю щих методов контроля, а также при последующих гидравлических или пневматических испытаниях. Методы контроля качества сварных соединений установлены ГОСТ 3242-79 [ 33]. Проверка качества сварных швов трубопроводов V категории ограничивается осуществлением операционного контроля.
20.5. Контроль сварных соединений стальных трубопроводов радиографическим или ультразвуковым методами проводят после устранения дефектов, выявленных внешним осмотром и измерениями, а также магнитопорошковым методом. Сварные швы не должны иметь трещин, прожогов, кратеров, грубой чешуйчатости, подрезов глубиной более 0,5 мм. В сварных швах трубопроводов с Ру 10. 100 МПа подрезы не допускаются.
20.6. Объем контроля сварных соединений стальных трубопроводов неразрушающими методами в процентах от общего числа стыков, сваренных каждым сварщиком (но не менее одного стыка), должен составлять для трубопроводов:
Ру = 10. 100 МПа (100. 1000 кгс/см 2 ) 100
II категории 10
III категории 2
Неразрушающий контроль следует с учетом конкретных условий выполнять преимущественно ультразвуковым электрорентгенографическим и рентгенографическим методами с использованием в качестве детектора фотобумаги. Контролю должен подвергаться весь периметр стыка.
В трубопроводах I — IV категорий контролю подлежат стыки, качество которых вызвало сомнения при внешнем осмотре. Контроль корня шва сварных соединений трубопроводов с Ру 10. 100 МПа из сталей всех групп при толщине стенки 16 мм и более следует производить радиографическим методом, а окончательный контроль готовых сварных соединений из сталей групп С, ХГ, ХМ — преимущественно ультразвуковой дефектоскопией.
Готовые сварные соединения трубопроводов с Ру 10. 100 МПа перед проведением радиографического или ультразвукового контроля следует проверять магнитопорошковым или цветным методом. При этом контролю подлежат поверхность шва и прилегающая к нему зона шириной 20 мм от краев шва.
20.7. Оценку качества сварных соединений стальных трубопрово дов по результатам радиографического контроля следует производить по балльной системе согласно прил. 14 .
Сварные соединения трубопроводов должны быть забракованы, если их суммарный балл равен или больше приведенного ниже значения:
Категория трубопровода Балл качества
Ру 10. 100 МПа (100. 1000 кгс/см 2 ) 2
Сварные соединения, оцененные указанным или большим баллом, подлежат исправлению, после чего дополнительному контролю подвергается удвоенное от первоначального объема контроля количество стыков, выполненных сварщиком, допустившим брак.
Сварные соединения трубопроводов III и IV категорий, оцененные соответственно суммарным баллом 4 и 5, исправлению не подлежат, но дополнительному контролю подвергается удвоенное количество стыков, выполненных этим сварщиком.
Если при дополнительном контроле хотя бы один стык будет забракован (а для трубопроводов III и IV категорий оценен соответственно баллом 4 и 5), контролю подвергается 100 % стыков, выполненных данным сварщиком. Если при этом будет забракован хотя бы один стык, сварщик отстраняется от сварочных работ на трубопроводах.
20.8. Чувствительность радиографического контроля должна соответствовать (по ГОСТ 7512-82) [ 34] для трубопроводов с Ру 10. 100 МПа (100. 1000 кгс/см 2 ), I и II категорий — классу 2, а для трубопроводов III и IV категорий — классу 3.
20.9. По результатам ультразвукового контроля сварные соединения трубопроводов Ру 10. 100 МПа (100. 1000 кгс/см 2 ) считаются качественными, если отсутствуют:
а) протяженные плоскостные и объемные дефекты;
б) объемные непротяженные дефекты с амплитудой отраженного сигнала, соответствующей эквивалентной площади 2 мм 2 и более, — при толщине стенки трубы до 20 мм включительно и 3 мм 2 и более — при толщине стенки свыше 20 мм;
в) объемные непротяженные дефекты с амплитудой отраженного сигнала, соответствующей эквивалентной площади до 2 мм 2 , — при толщине стенки трубы до 20 мм включительно и до 3 мм 2 — при толщине стенки свыше 20 мм в количестве более трех на каждые 100 мм шва.
Сварные соединения стальных трубопроводов I — IV категорий должны удовлетворять требованиям, установленным отраслевыми стандартами. При получении неудовлетворительных результатов контроля ультразвуковым методом хотя бы одного стыка производится контроль удвоенного количества стыков, выполненных данным сварщиком. При неудовлетворительных результатах повторного контроля производится контроль 100 % стыков, выполненных сварщиком, допустившим брак. Сварщик, допустивший брак, может быть допущен вновь к сварке трубопроводов только после сдачи испытаний по программам, утвержденным министерством (ведомством) СССР.
20.10. Испытаниям на твердость металла шва должны подвергаться сварные соединения стальных трубопроводов с Ру 10. 100 МПа (100. 1000 кгс/см 2 ), а также трубопроводов на давление до 10 МПа (100 кгс/см 2 ) из сталей ХМ и ХФ.
По результатам измерения твердости сварные швы считается качественными при выполнении следующих условий:
а) снижения твердости наплавленного металла не более чем на 25 НВ по сравнению с нижним значением твердости основного металла;
б) превышения твердости наплавленного металла не более чем на 20 НВ по сравнению с верхним значением твердости основного металла;
в) превышения разности в твердости основного металла и металла в зоне термического влияния не более чем на 50 НВ.
При разности в твердости, превышающей допустимую, стыки следует вновь подвергать термической обработке, и, если разность в твердости превышает допустимую после повторной термической обработки, следует произвести стилоскопирование металла шва и основного металла всех однотипных стыков, сваренных данным сварщиком за период времени после последней контрольной проверки.
При несоответствии химического состава наплавленного металла заданному стыки бракуются.
Металлические конструкции
20.11. Для проверки качества швов сварных соединений стальных конструкций используются визуальный дефектоскопический контроль, механические и гидравлические испытания и т.д. (табл. 40).
Методы контроля сварных соединений стальных конструкций
Систематическая проверка выполнения заданного технологического процесса сборки и сварки
Все типы конструкций
Наружный осмотр 100 % швов с проверкой размеров
Выборочный контроль швов ультразвуковой дефектоскопией или просвечиванием проникающими излучениями*
Все типы конструкций, за исключением предусмотренных дополнительными правилами СНиП III-18-75 или проектом
Испытание всех швов на плотность одним из следующих методов: опрыскиванием керосином, мыльной эмульсией (при повышенном давлении или вакууме)
Листовые конструкции при толщине металла до 16 мм включительно, швы которых должны быть герметичными
Испытание на плотность и прочность воздушным, гидравлическим или газовым давлением
Резервуары, трубопроводы и сосуды. Испытательная среда и величина давления принимаются в соответствии с указаниями дополнительных правил СНиП III-18-75 или проекта
Контроль физическими методами без разрушения контролируемых соединений
Типы конструкций, методы и нормы контроля предусматриваются дополнительными правилами СНиП III-18-75 или проектом
Механические испытания контрольных образцов
Металлографическое исследование макрошлифов на торцах швов контрольных образцов или на торцах стыковых швов сварных соединений
* Для выборочного контроля разрешается применять другие методы контроля согласно ГОСТ 3242-79, табл. 2.
20.12. По внешнему виду швы сварных соединений металлических конструкций должны удовлетворять следующим требованиям:
а) иметь гладкую или равномерно чешуйчатую поверхность (без наплывов, прожогов, сужений и перерывов) и не иметь резкого перехода к основному металлу;
б) наплавленный металл должен быть плотным по всей длине шва, не иметь трещин и дефектов, выходящих за пределы, указанные в п. 20.17 настоящего раздела;
в) подрезы основного металла допускаются глубиной не более 0,5 мм при толщине стали от 4 до 10 мм и не более 1 мм при толщине стали свыше 10 мм, за исключением случаев, приведенных в дополнительных правилах СНиП III-18-75;
г) все кратеры должны быть заварены.
20.13. для конструкций, возводимых или эксплуатируемых в районах с расчетной температурой от -40 до -65 ° С при сварке допускаются: подрезы основного металла вдоль усиления сварного шва и местные подрезы (по 25 % длины шва) поперек усиления в соответствии с подпунктом 20.12 в, подрезы поперек усиления глубиной не более 0,5 мм при толщине стали до 20 мм и 1 мм — при толщине стали более 20 мм.
20.14. Выборочный контроль ультразвуковой дефектоскопией или просвечиванием проникающим излучением швов сварных соединений согласно табл. 40 производится, как правило, в местах пересечения швов и в местах с признаками дефектов. Если в результате выборочного контроля будет установлено неудовлетворительное качество шва, контроль продолжают до выявления фактических границ дефектного участка, после чего весь шов на этом участке удаляют, вновь заваривают и проверяют повторно.
20.15. Проверку герметичности швов сварных соединений керосином следует производить обильным опрыскиванием стыковых швов и введением керосина под нахлестку. Обработка швов керосином должна производиться не менее двух раз с перерывом 10 мин. На противоположной стороне соединения, покрытой водной суспензией мела или каолина, в течение 4 ч при положительной и 8 ч при отрицательной температуре окружающего воздуха не должно появляться пятен.
20.16. При проверке плотности швов сварных соединений повышенным давлением воздуха или вакуумом на поверхности шва, покрытой мыльной эмульсией, не должны появляться пузыри.
20.17. Допускаются следующие дефекты швов сварных соединений, которые обнаруживаются физическими методами контроля (за исключением случаев, оговоренных в дополнительных правилах):
а) непровары по сечению швов в соединениях, доступных сварке с двух сторон, глубиной до 5 % толщины металла, но не больше 2 мм, при длине непроваров не более 50 мм, расстоянии между ними не менее 250 мм и общей длине участков непровара не более 200 мм на 1 м шва;
б) непровары в корне шва в соединениях без подкладок, доступных сварке только с одной стороны, глубиной до 15 % толщины металла, но не свыше 3 мм;
в) отдельные шлаковые включения или поры либо скопления их (по группе А и В ГОСТ 7512-82) размером по диаметру не более 10 % толщины свариваемого металла, но не свыше 3 мм;
г) шлаковые включения или поры, расположенные цепочкой вдоль шва (по группе Б ГОСТ 7512-82), при суммарной их длине, не превышающей 200 мм на 1 м шва;
д) скопления газовых пор и шлаковых включений (по группе В ГОСТ 7512-82) в отдельных участках шва в количестве не более пяти на 1 см 2 площади шва при диаметре одного дефекта не более 1,5 мм;
е) суммарная величина непровара, шлаковых включений и пор, расположенных отдельно или цепочкой (по группе А и Б ГОСТ 7512-82), не превышающая в рассматриваемом сечении при двусторонней сварке 10 % толщины свариваемого металла, но не более 2 мм, и при односторонней сварке без подкладок — 15 %, но не более 3 мм. В конструкциях из стали класса С60/45 не допускаются дефекты швов, указанные в подпунктах "а" и "б".
Примечание. Шлаковые включения или поры, образующие сплошную линию вдоль шва, не допускаются.
20.18. Для конструкций, возводимых или эксплуатируемых в районах с расчетной температурой -40. -65 °С, не допускаются несплавления по кромкам, непровары в стыковых швах, а также непровары на участках угловых и тавровых соединений, где проектом предусмотрено сквозное проплавление. В стыковых и угловых швах сварных соединений конструкций, воспринимающих динамические нагрузки, а также в статически нагруженных растянутых элементах допускаются единичные поры или шлаковые включения диаметром не более 1 мм для стали толщиной до 25 мм и не более 4 % толщины для стали толщиной более 25 мм, в количестве не более четырех дефектов на участке шва длиной 400 мм. Расстояние между дефектами должно быть не менее 50 мм. В стыковых и угловых швах статически нагруженных сжатых элементов допускаются единичные поры и шлаковые включения диаметром не более 2 мм в количестве не более шести дефектов на участке шва длиной 400 мм или не более одной группы этих же дефектов на этой же длине. Расстояние между дефектами должно быть не менее 10 мм.
Примечание. Характер работы элементов принимается по чертежам КМ (конструкции металлические) и КМД (конструкции металлические, деталировка).
20.20. Трещины всех видов и размеров в швах сварных соединений не допускаются.
21. ИСПРАВЛЕНИЕ ДЕФЕКТОВ СВАРКИ
Трубопроводы
21.1. Исправлению подлежат дефектные участки сварного соединения, выявленные при внешнем осмотре и измерениях, контроле ультразвуковым, магнитопорошковым или цветным методом.
21.2. Исправлению путем местной выборки и последующей подварки (без переварки всего сварного соединения) подлежат дефектные участки сварного шва, если размеры выборок не превышают значений, указанных в табл. 41.
21.3. Исправление сварных швов допускается производить при наличии в них любых недопустимых дефектов, кроме трещин длиной более 50 мм, если суммарная длина дефектных участков не превышает 1/6 периметра стыка. В противном случае стык вырезают.
Размеры выборок после удаления дефекта
Глубина в % от номинальной толщины стенки труб или расчетного сечения шва
Суммарная протяженность в % от номинального наружного периметра сварного соединения
Трубопроводы на рабочее давление Ру = 10. 100 МПа (100. 1000 кгс/см 2 )
Источник https://turbo-tex.ru/montazh-i-remont/kak-privarit-flanec-k-trube.html
Источник https://xn--80adrgcrdacd8f4c.xn--p1ai/oborudovanie-i-stanki/svarka-flanca-s-truboj.html
Источник https://gosthelp.ru/text/RD39014701453587Instrukci.html