Содержание
Как правильно резать металл болгаркой
УШМ или болгарка – популярный и часто используемый электроинструмент в строительстве и хозяйстве. Болгарка удобна и порой незаменима, однако, несмотря на кажущуюся простоту, работа с инструментом при неумелом подходе, может оказаться опасной. Как уменьшить риски при работе с болгаркой? Сейчас расскажу.

Как работать болгаркой правильно
Конечно, любой инструмент может стать причиной травм и ранений, однако болгарка в этом отношении является несомненным лидером. Этому способствует вращающийся на большой скорости твердый и колкий диск, прикрытый лишь частично защитным кожухом. Кроме того, инструмент при работе не имеет надежной точки опоры.
Основные ошибки
По своему опыту скажу, что основной причиной получения травм – не соблюдение элементарной техники безопасности. Я не являюсь буквоедом и не всегда и не полностью выполняю требования техники безопасности на стройке, однако это не касается работы с болгаркой, перчатки и защитные очки – одеваю обязательно. Кроме того, никогда не снимаю защитный кожух. Кроме того, придерживайтесь следующих простых правил:
1. Большинство неприятностей при работе с болгаркой приходится на поврежденный или бракованный диск. Часто встречается скол на диске – небольшая зазубрина, которая при работе разрушит диск, и он может разлететься на мелкие осколки с огромной скоростью. При этом инструмент резко дернет, что тоже малоприятно.

Разрушенный диск на болгарке
Второй дефект диска – надлом. Визуально он может быть не заметен, но при включении его начнет болтать, болгарка станет заметно вибрировать. Это явный признак надлома диска, и работу следует тут же прекратить и сменить диск. Заводские дефекты крайне редко встречаются, по крайней мере у крупных и надежных производителей. Поэтому на дисках не стоит экономить, покупая дешевые китайские аналоги, или продукцию неизвестных производителей.
Меры предосторожности просты – перед работой тщательно осмотрите диск, после чего включите болгарку и на холостом ходу «послушайте» инструмент, нет ли каких-то новых вибраций, «болтанки» или чего-то не обычного.
2. Использования диска по назначению избавит вас от многих неприятностей. Нельзя резать доски или фанеру диском для метала или бетона, дерево намного мягче чем металл, поэтому трение вызывает дым от клея или смолы, что может повредить здоровью.

Нельзя резать дерево болгаркой!
Более того, болгарка вообще не предназначена для работы с деревом, даже если вы установите зубчатый диск от циркулярки – благо посадочное место болгарки идентичное пиле циркулярной. А дело в том, что зубчатый диск прочнее цепляется в дерево, и удержать инструмент в руках очень сложно, и даже опытные операторы не рискуют резать дерево болгаркой.

Заточка металла болгаркой со специальным диском
Также многие строители часто используют абразивный диск для заточки металла, шлифовки сварочных швов и т.д. Это не плохо, если использовать для этой цели специальные диски для заточки. В противном случае заточка нарушает балансировку диска, истончает его у режущей кромки (вплоть до стекловолокна – основы диска). В дальнейшем, при резке металла, такой диск легко разлетается во все стороны.

Болгарка с диском для камня
Избежать травм в этом случае очень просто – внимательно читайте при покупке диска для чего он предназначен. Информация, как правило, нанесена на сам диск. И не в коем случае не используйте болгарку для работы с деревом, она для этого не подходит!
3. Основные травмоопасные ситуации при работе с болгаркой:
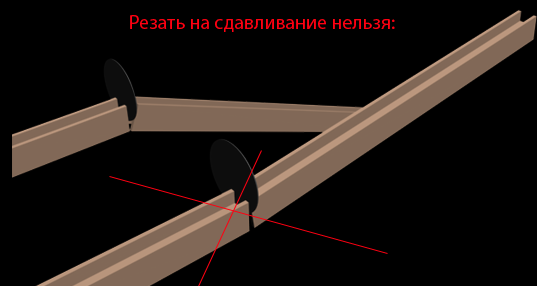
— Зажим диска между краев разрезаемой детали – трубы, профиля, металлического листа и т.д. Пропил при резке под весом детали сходиться, в результате – зажим диска, который повлечет за собой вырывание из рук инструмента и разрушению диска. Для предотвращения такого, следует не допустить схождения пропила, для этого более короткую часть, например, трубы, держим на весу.

— Внезапное препятствие при пропиле листа или арматуры может также вызвать разрушение диска. Такое происходит, например, когда вы режете стальной лист, а под ним случайно оказывается камень, кусок бетона или что-нибудь другое, твердое. Поэтому, перед резкой не поленитесь и посмотрите, не попадется ли на пути реза посторонний предмет.

Под листом может оказаться камень!
— Резать на весу или деталь, находящуюся под нагрузкой невероятно сложно и опасно. Место пропила резко сходится при прохождении примерно 70-85% поверхности, а если резка происходит еще и на весу – дело может окончиться очень плохо. Опытные специалисты делают рез примерно на 50-60%, после чего осторожно и неглубоко проходят инструментом по периметру, а когда первый сквозной пропил сойдется, режут по периметру не прорезанные участки, стараясь не углубляться глубоко.
4. Простые правила подготовки инструмента перед работой, и правильное завершение. Это мелочи, но они важны:
— Диск крепиться к валу болгарки при помощи монтажной гайки, и важно при установке не затягивать гайку ключом, достаточно это сделать руками, застопорив ход вала специальной кнопкой, и закрутив гайку вместе с диском руками. Если затянуть ключом, то при смене диска, гайку будет сложно открутить.
— Запомните простое правило – сначала включаете болгарку, и только потом касаетесь диском места пропила. Важно чтобы при запуске инструмента диск не контактировал ни с чем (разумеется, кроме вала болгарки, на котором он закреплен). Не соблюдение этого правила может спровоцировать резкий рывок инструмента из рук, а это грозит травмами.
— При завершении работы дождитесь пока диск остановиться, держа болгарку в руках, либо остановите диск о дерево – доску, брус и т.д. Также настоятельно не рекомендую при переходе к другому месту реза или паузы оставлять болгарку включённой на холостом ходу. Ходить с включенным инструментом строго запрещается!
Это все, работайте с болгаркой, не бойтесь ее, но делайте это осторожно, с соблюдением правил безопасности.
Как легко и точно резать листовой металл болгаркой

Всех приветствую. Болгарка в наши дни стала одним из самых востребованных инструментов. Мало у кого из любителей что нибудь мастерить своими руками нет хотя бы маленькой болгарки под 115 диск. Сегодня я хочу рассказать вам о способе резки болгаркой листового металла, которым пользуюсь сам уже давно. Этим способом получается довольно легко и точно раскраивать листовой металл.

Способ этот довольно простой и надежный . Раньше я размечал линию будущего отреза мелованной шнуркой, но как бы аккуратно не стараться, рез все равно получался не идеальным — ведь мы люди, а не роботы. Затем я понял, чтобы получалось хорошо и ровно, нужно вести рез по направляющей. Стал использовать для этого профильные трубы или уголок, стало легче и удобней. Но самый лучший вид направляющей (на мой взгляд) это тот же листовой металл, а именно его любая ровная заводская сторона.


Вот так я режу листовой металл. Размечаю с помощью рулетки нужный размер и ставлю направляющую сторону листа на эти метки, зажав струбцинами с нижним листом. И таким образом резать будет довольно легко — не надо лишних напряжений и постоянного контроля диска болгарки, он сам идет по нужной траектории.

Сегодня пришлось довольно много резать — не только поперек листа, но и вдоль, используя ту же технологию.


Затем зачищаем острые заусенцы маленькой болгаркой с 125 шлифовальным диском.

Получается довольно качественный рез, который никогда не получится, если не использовать направляющую для диска болгарки.

На фото видно, что соединив отрез на листе и профильную трубу, нет неровного рваного края, так что рекомендую этот способ, кто еще не знал.
Чуть не забыл — использовал большую болгарку с 230 диском толщиной 2 мм. Также нужно подкладывать под разрезаемый лист деревянный брусок или профтрубу на всю длину чуть в стороне от реза, чтобы диск не зажимало. Не стоит использовать узкие направляющие из листового металла — могут быть кривоваты или немного сыграть ( искривиться ) от давления диска болгарки, лучше не менее 30 см шириной.
Как правильно резать болгаркой, искры от себя или на себя?
В этом выпуске я хотел бы обсудить с вами один вопрос, как правильно работать с болгаркой и чего не рекомендуется делать при работе с данным инструментом.

Многие люди спорят о том, как должен вращаться диск на УШМ, от себя или на себя?
Буквально на днях, увидел как разлетелся отрезной диск на мелкие кусочки и дело бы совсем не в качестве диска, а в грубом нарушение правил резки.
Человек резал листовой материал толщиной примерно 1 мм., вращения диска была от себя.

А ошибка заключалась в том, что резать в таком положение нужно было на себя, то есть тянуть болгарку к себе, а не от себя.

В результате диск попал на острую кромку и его разорвало на мелкие части.

Самое главное, что никто не пострадал, очень повезло. Казалось бы понятное дело, но не каждый об этом знает. Если бы металл был намного толще, то возможно такого бы и не произошло.
Немного о защите и безопасности при работе с УШМ.
Не знаю для чего, некоторые люди снимают защиту с инструмента, я никогда этого не делаю.
Она у меня установлена вот в таком положение:

Даже если случайно соскользнет рука, вы не сможете достать до абразивного круга:

Так вот, я работаю с болгаркой только искрами на себя, вдоль корпуса УШМ, мне так намного удобнее и логичнее.
Как пользоваться болгаркой
Друзья в этом видео я расскажу о правилах пользовании УШМ в народе «болгаркой». Вы узнаете почему именно так она называется. Будут затронуты основные правила безопасности при работе с этим непростым в использовании инструментом. Я расскажу как поставить диск и выполнить рез, а также расскажу при каких обстоятельствах происходит клин при пользовании болгаркой. Уверен что рассказанная информация позволит избежать ошибок при работе с болгаркой и как следствие поможет уберечься от возможных травм.
Технология резки металла болгаркой
Угловая шлифовальная машина (УШМ), или болгарка, как принято ее называть, незаменимый и универсальный инструмент в строительстве, предназначен для резки и обработки твердых материалов. Но это и один из самых опасных видов техники, поэтому резка металла болгаркой и других видов материала требует соблюдения всех правил безопасности.
Выбор болгарки

Для правильной и четкой работы необходимо приобрести инструмент, подходящий по мощности и диаметру режущего абразивного круга и функциональности. Нужно определиться, для каких работ необходим инструмент.
Для домашнего ремонта мастера могут обойтись маломощной болгаркой, а для профессионального строительства понадобится серьезное многофункциональное оборудование.
Виды угловой шлифовальной машины:
- профессиональная;
- бытовая;
- без ручек;
- с одной или несколькими ручками;
- разной мощности: малой, средней, большой.
Маломощные агрегаты подключаются к бытовой розетке мощностью 220 В, мощные – подключаются к промышленной трехфазной сети, с мощностью 380 В. У маломощных болгарок часто заклинивает диск, при резке толстых металлов, это опасно тем что аппарат может вырваться из рук, травмировать, или поломать диск.
Совет начинающим мастерам купить болгарку под диск 125 мм с мощностью 0,8–1 тыс. Вт и количеством оборотов шпинделя 10 тыс. об./мин. Этой мощности вполне хватит, чтобы распилить железо.
Используется для резки металла, камня, стекла, а также при помощи этого аппарата делают обдирку, шлифовку и зачистку. Закрепив стационарно, несложно затачивать резцы, ножи сверла и т. д.

При выборе болгарки необходимо обратить внимание, чтобы она удобно лежала в руке. От этого также зависит качество и безопасность работы. При возможности следует выбрать модель с резиновыми ручками.
Выбор диска
Для каждого вида роботы, предполагается определенный диск, с нужным диаметром и толщиной. Маленький диаметр – 125 мм, а большой или часто применяемый – 250 мм. Толщина разреза и его глубина зависит именно от диаметра диска.
Для резки металла необходимо приобрести отрезной диск с толщиной о 1 до 1,2 мм, для профессиональных до 2,5 мм. Если предполагается по тонкому металлу делать фигурную резьбу, то понадобится диск с маленьким диаметром или отработанный.
Независимо от размеров диска, ставится защитное покрытие — кожух, он используется при резке металла. Во время резки металла предполагают разлет мелких частиц, чтобы избежать повреждений мелкими металлическими обрезками устанавливают щит.
Основные правила безопасности по работе с металлом
Перед началом работы необходимо ознакомиться, как правильно пользоваться болгаркой, а также с особенностями техники безопасности. Даже если у мастера уже не первый раз в руках болгарка. Приниматься за работу следует собранным, будучи максимально внимательным, без лишних эмоций, во избежание травм.
Как правильно резать металл? Основные правила этого процесса:
- Специалисту следует вооружиться защитными очками при работе с УШМ, взять щитки, во избежание попадания в глаза искр, мелких частиц метала.
- Желательно обезопасить все части тела. На руки необходимо надеть защитные рукавицы, не хлопчатобумажные, они легко воспламеняются.
- Для резки металла болгаркой необходимо убрать рядом стоящие предметы, особенно быстровоспламеняющиеся.
- Обязательно обрабатывающаяся деталь должна быть закреплена в станке или тисках. Не следует придерживать ее рукой, не зажимать ногами.
- При установке нового диска, прокрутить его на максимальной скорости, держать болгарку нужно подальше от себя.
- Если диск окажется бракованным, он сможет разлететься на мелкие части и травмировать.
- Защитный кожух УШМ должен быть отрегулированным, надежно зафиксированным. Он установлен, чтоб обезопасить глаза от вылета частиц.
- Мастер обязан помнить, при замене дисков или во время отдыха, аппарат должен быть выключен из сети.
- Не беритесь за смену диска, пока включена болгарка.
- Перемещаться по рабочей зоне нужно только с выключенной болгаркой.
- Если случайно выключился свет, необходимо отключить болгарку во избежание неожиданного включения.
Не стоит ставить вместо диска фрезы, пилы, это делать категорически запрещено. Соблюдать надо правила безопасности и свести до минимума возможность травматизма.
Советы как правильно резать метал
Беря в руки болгарку, необходимо помнить, что это один из опасных по травматизмам инструмент. При поломке диска УШМ способна вырваться из рук и ударить. При разрезке возможен вылет мелких деталей, нужно все предусмотреть.
Как правильно обходиться с агрегатом? Дополнительные меры безопасности:
- После изучения как пользоваться техникой, необходимо приобрести навыки резки. Для начала следует потренироваться на ненужных деталях.
- Пятка диска лучше и эффективнее режет метал.
- При резке метала, необходимо поливать материал водой, для охлаждения. Это относится к любым моделям.
- В более дорогих все автоматизировано, вращения происходят легко, без зажима диска.
- Не включайте технику на полную мощность. Это приводит к быстрому изнашиванию, а также скорой поломки.
- Будьте внимательны к износу отрезного диска. Направление работы требуют внимания и щепетильности.
Рекомендации мастеров
Как правильно проводить резку материала? Существует ряд вспомогательных рекомендаций по эксплуатации болгарки в домашних условиях.
Во избежание перегрева, через каждые пять минут необходимо делать перерывы, чтобы болгарка отдохнула, например, на 20 минут. Это особенно относится к маломощным моделям.
Алюминий мягкий и вязкий металл. Разрезая деталь большой толщины, нужно капать керосин. Это вещество легко воспламеняется, поэтому необходимо соблюдать все правила безопасности, чтобы избежать возгорания.
Для распила жести и фигурной резьбы используются отработанные диски. После работы не выбрасывайте отработанные.
Уголок не разрезается за один прием, режут отдельно каждую полку. Чтобы разрезать, длинную трубу необходима определенная технология резки, нужно начинать резать около свисающего края. Если начать с середины, металл прогнется и заклинит диск.
Не проводите шлифовку материала, при помощи отрезной сферы, ее боковой частью. Для этого есть специальный шлифовальный диск. Не давите на диск, чтобы не сломать его, а также во избежание травм. Отсутствие быстрого вращения означает необходимость замены диска.

Необходимо обратить внимание, кожух предохраняет от раскола круга, поэтому при распиливании метала, если появилась мысль, он мешает, не стоит снимать его. Следует помнить, что все нужно делать предельно осторожно, для себя, а также для рядом стоящих.
Виды металлов и особенности их резки
Чугун, цветные металлы, нержавеющую сталь режут специальными сферами для определенного вида материала. Информацию о диске легко найти на его боковой части.
Надо обратить внимание, что нержавеющую сталь нельзя резать обычным диском. В составе диска имеются вещества, разрушающие защитную пленку этого материала. В будущем на разрезе будет образовываться коррозия.
Режущие диски отличаются друг от друга не только диаметром и толщиной, но и еще составом наполнителя. Сверхпрочный материал добавляется в диски для резки легированной стали. Мягкая связка добавляется для предотвращения перегрева режущего элемента при использовании в резке алюминия и разных видов цветных металлов.

Тонкие профлисты и жесть разрезают стальными дисками с мелким зубом. Толстые соответственно более толстыми дисками.
Для шлифовки используются специальные сферы. При снятом кожухе, но обязательно в защитных очках. Работа выполняется плавно по всей поверхности.
Помните, работа с болгаркой или УШМ требует особого внимания и умения.
Видео по теме: Резка металла болгаркой — как правильно пользоваться, технология
Резка листового металла

Качество обработки металла зависит от многих параметров: используемой технологии, производительности оборудования, навыков мастера, особенностей сырья и т. д. Сегодня в статье мы расскажем о том, что качественная резка листового металла возможна не только в производственных, но и в домашних условиях, а также рассмотрим основные нюансы применения самого популярного оборудования.
Промышленные виды резки листового металла

Обработка металла может осуществляться разными способами. Специфика проведения работ зависит от типа оборудования, которое используется для резки металлических листов.
На крупных промышленных предприятиях чаще всего применяют гидроабразивную или термическую резку.
1. Термическая обработка листового металла.
Термическая резка подразумевает разделение металлических листов струей, нагретой до предельной температуры. Данный вид резки еще называют бесконтактным, поскольку инструмент не вступает во взаимодействие с поверхностью листового материала.
Разновидности термической резки: газокислородная, лазерная, плазменная.
- Газокислородная резка листового металла.

Газокислородная обработка листового металла включает в себя два этапа:
- В начальную точку предполагаемой линии реза подается струя пламени, выходящая из резака. В качестве рабочего газа используется ацетилен.
- После прогрева материала аппарат подает кислородный поток, который легко разрезает размягченный металл. Одновременно с этим удаляются окислы.
Для того чтобы качество резки было высоким, расстояние между соплом резака и металлом должно быть одинаковым на протяжении всего рабочего процесса.
Рекомендуем статьи по металлообработке
Газокислородная резка является самым экономичным способом обработки и отлично подходит для реза низколегированных сталей. При соблюдении всех нюансов технологии и наличии достаточного опыта у мастера кромка листового металла после газокислородной резки не требует дополнительной обработки.
Недостатком применения такого вида резки является возможность обработки металлов только с низкой теплопроводностью.
- Плазменная резка листового металла.

Плазменная резка считается более универсальным способом обработки листовых материалов. Первое оборудование для этого вида разрезания металла появилось во второй половине XX века. Аппаратура была не только громоздкой, но и дорогой, в связи с этим ее приобретение и использование могли себе позволить только крупные промышленные предприятия. Со временем оснастка стала более доступной, и популярность плазменной резки выросла в разы.
Обработка металла в данном случае осуществляется при помощи высокоскоростного плазменного потока, температура которого может достигать +30 000 °C. При этом капли расплавленного металла, образующиеся в результате плавления, мгновенно сдуваются струей сжатого воздуха. По сравнению с предыдущим видом резки, плазменная обработка отличается высокой производительностью, ведь температура газокислородного потока составляет всего +1 800 °C.
Стоит отметить, что популярность плазменной резки объясняется не только высокой производительностью, но и рядом других важных параметров. Так, рабочий процесс не требует регулярной заправки газовых баллонов, присадок для резки ценных металлов или повышенного внимания к мерам пожарной безопасности. Для работы с плазменным оборудованием понадобится только электроэнергия и воздух, что позволяет сделать объективные выводы о простоте, удобстве и экономичности рабочего процесса.

Плазменная резка листового металла может использоваться для обработки:
- алюминия и сплавов на его основе толщиной до 120 мм;
- меди толщиной до 80 мм;
- легированных и углеродистых сталей толщиной до 50 мм;
- чугуна толщиной до 90 мм.
Если толщина металла превышает 120 мм, целесообразнее использовать газокислородную резку.
При подборе оптимального оборудования для обработки металла очень важно учитывать такие его свойства, как толщина и теплопроводность. Здесь нужно запомнить одно простое правило: чем выше теплопроводность разрезаемого материала, тем больше теплоотвод и меньше возможная толщина обрабатываемого листа (например, толщина листа меди должна быть меньше, чем листа из нержавейки).
Еще одним преимуществом плазменной резки является скорость реза. В сравнении с газокислородной резкой плазменный луч позволяет обрабатывать листовой металл быстрее примерно в 6–10 раз (если речь идет о заготовке толщиной не более 60 мм).
Плазменная резка имеет не только достоинства, но и недостатки: высокая стоимость оборудования для резки листового металла, необходимость обучения мастеров, шум в процессе обработки, возможность разрезания листовых металлов ограниченной толщины.
- Лазерная резка листового металла.

Обработка листового металла в данном случае осуществляется при помощи сфокусированного лазерного луча.
Специальное оборудование позволяет прицельно направлять луч в определенную точку разрезаемой детали. Под воздействием тепловой энергии луча поверхность нагревается, закипает и испаряется. Лазерный поток плавно передвигается вдоль линии реза, разделяя металлическое изделие на части.
Лазерное оборудование применяется для резки металлов с низкой теплопроводностью. Данный метод отлично подходит для обработки листов небольшой толщины (от 0,2 мм), цветных металлов (алюминия, меди), нержавеющей стали и резки изделий цилиндрической формы.
Стоит отметить, что подобное оборудование подходит для обработки не только металлов, но и других материалов.
К числу недостатков резки листового металла лазером относят:
- невозможность обработки изделий большой толщины;
- необходимость значительных энергетических затрат;
- возможность использования оборудования только специально обученными работниками.
2. Гидроабразивная резка.

При гидроабразивной резке воздействие на металл осуществляется не термическим, а механическим способом. Резцом в данном случае является смесь воды и абразивного порошка, которая подается под высоким давлением. Подобная резка позволяет обрабатывать листовой металл толщиной до 300 мм. Максимальная температура рабочего процесса не превышает +90 °C, что полностью исключает возможность плавления металла и выделения опасных для здоровья паров.
При помощи гидроабразивной резки можно обработать пакеты из нескольких листов, что очень удобно в условиях промышленного производства. Основным недостатком рассматриваемого вида обработки является высокий риск развития коррозии на месте среза.
Инструменты для ручной резки листового металла

Ручную резку листового металла нельзя назвать высокоэффективной, поэтому чаще всего она применяется только в домашних условиях.
В процессе такой резки листового металла используются следующие инструменты:
- Ножницы. При помощи ручных ножниц можно обрабатывать листы металла, толщина которых не превышает 3 мм. Существует несколько видов подобных приспособлений, подходящих для резки металла:
- Для прямого реза.
- Для криволинейного.
- Пальцевые (прямого и зеркального вида) – используются для получения сложных фигур.
- С одним подвижным лезвием, а вторым фиксированным, закрепленным в верстак.
- Ножовка.
- Лобзик.
- Болгарка. Это углошлифовальная машина, применяемая для резки металла, управление которой осуществляется вручную. Основными достоинствами болгарки являются:
- удобство эксплуатации;
- возможность обработки листов метала разной толщины;
- большой выбор вариантов сменных дисков.

Таким образом, ручная резка металла может выполняться при помощи ножниц, специальной машины – болгарки или трубореза.
Рабочими элементами трубореза являются дисковые резцы-ролики, которые обеспечивают удобство и должную скорость разрезания изделий цилиндрической формы.
Качество и скорость ручной работы в большей степени зависят от опыта и навыков работника.
Приспособления для ручной резки имеют низкую производительность, поэтому используются для обработки металла преимущественно в бытовых условиях.
Механические виды резки листового металла

Механическая резка металла – это контактный способ обработки, при котором поверхность инструмента взаимодействует с материалом. Режущий элемент, как правило, тоже изготавливается из металла, но более высокой твердости.
В группу приспособлений для механической резки листового металла входят ножницы, пила и резцы. Особым видом механической обработки металлических листов является рубка. Ударная резка или рубка при помощи гильотины обычно используется на этапе создания заготовок.
Механическая обработка листового металла также может выполняться с использованием следующего оборудования:
- ленточно-пильных станков (ЛПС);
- гильотин;
- дисковых станков;
- токарных станков с установленными на них резцами;
- агрегатов продольной резки.
1. Резка ленточной пилой.

Ленточную пилу целесообразно использовать для обработки сортового металла. Такое приспособление – главный рабочий элемент на ленточно-пильном станке (ЛПС). Принцип работы пилы схож с принципом действия обычной ножовки. Полотно пилы замкнуто в ленту большого диаметра, одна сторона которого имеет специальные зубья. Непрерывное движение ленты обеспечивается за счет вращающихся шкивов, подключенных к электромотору. Средняя скорость работы ЛПС – 100 мм/мин. Рабочее полотно для таких станков обычно изготавливается из углеродистой стали или биметаллического сплава.
К числу преимуществ использования ЛПС относят: точность, доступность, выгодную стоимость оборудования, возможность выполнять как прямой, так и угловой рез, экономичность (минимальное количество отходов).
Современные станки для резки листового металла оснащаются электроникой и дополнительными элементами, что позволяет включать их в состав технологической линии в случае необходимости.
2. Ударная резка металла на гильотине.

Как мы уже упоминали выше, ударную резку металла еще называют рубкой. Этот метод подходит для обработки различных видов листового материала (черных металлов, нержавеющей, оцинкованной или электротехнической стали).
В процессе ударной резки листового металла используются ножницы или специальные ножи. Металлический лист размещают на рабочей поверхности гильотины, затем закрепляют его при помощи прижимной балки и выполняют рез.
Преимущество ударной резки в том, что разделение металлического листа на части осуществляется одномоментным ударом ножа по всей длине металлической поверхности. В результате такой обработки получается идеально ровный срез без кромок и заусенцев.
Гильотины для ударной резки металла могут быть трех видов:
- электромеханические;
- гидравлические;
- пневматические.
В некоторых производственных цехах до сих пор применяются ручные гильотинные ножницы, где режущий механизм активируется после нажатия на педаль.
Недостатки рубки: шумная работа механизма, возможность обработки металлов ограниченной толщины и различия в ширине отрезанных частей.
3. Резка на дисковом станке.

Дисковые станки компактны, универсальны, просты в обслуживании и эксплуатации.
В качестве режущего элемента в данном случае выступает диск с зубьями, защищенный кожухом. Он закрепляется на поверхности рабочего стола и приводится в действие электродвигателем. Результат обработки металла дисковым станком характеризуется стабильно высоким качеством среза.
4. Агрегат продольной резки – оборудование, предназначенное исключительно для продольного разделения листового металла.
Процесс резки в данном случае полностью автоматизирован. Оператор управляет машиной и контролирует рабочий процесс, находясь за специальным пультом.
Аппарат для продольной резки листового металла позволяет разделить полотно на узкие и длинные элементы (ленты, полосы, штрипсы).
Стоит отметить, что некоторые недостатки свойственны всем видам механической резки:
- обработка материала может осуществляться только по прямой линии или под углом;
- очень сложно вырезать детали нестандартной конфигурации.

Раскрой листового металла обычно является первичной стадией обработки. Спрос на прямосторонние заготовки, получаемые в результате разреза, разумеется, ограничен. Именно поэтому после механической или газокислородной резки детали передаются для дальнейшей обработки. Другое дело – разрезание при помощи лазерного или плазменного оборудования. Эти технологии позволяют получать готовый продукт сложной конфигурации со сквозными отверстиями, высечками и прочими элементами.
3 основных способа резки листового металла

Резка листового металла чаще всего осуществляется одним из трех способов: прямолинейным, криволинейным или смешанным.
Стоит отметить, что каждый из них может быть также единичным или групповым.
- Прямолинейный рез может выполняться на рычажных, листовых с наклонными ножами и многороликовых ножницах, а также методом вырубки в штампах. В результате прямолинейной резки получаются заготовки с прямым контуром в форме квадрата, прямоугольника, ромба или трапеции.
- Криволинейный рез выполняют на роликовых и вибрационных ножницах, фрезерных станках или вырубкой в штампах. Криволинейная резка позволяет получать заготовки с плавным контуром: в форме круга, эллипса и т. д.
- Нетрудно догадаться, что смешанный способ подразумевает производство металлических заготовок путем сочетания прямолинейного и криволинейного реза. Результатом обработки металла по смешанному способу являются заготовки сложной формы (усеченного цилиндра, усеченного конуса и т. д.).
Если работа выполняется смешанным способом, то сначала металл обрабатывают на оборудовании для прямолинейного разрезания, а затем на станках для криволинейного реза.
В процессе изготовления деталей на фрезерных станках скорость обработки вдоль линии реза варьируется от 0,5 м/мин (при ручной подаче) до 2 м/мин (при автоматической). При фрезерной обработке листы металла кладут друг на друга, что позволяет максимально увеличить производительность. Помимо этого, расход материала при групповом раскрое на фрезерных станках получается минимальным.
Еще одним заслуживающим внимания методом является холодная штамповка – изготовление плоских деталей при помощи вырубных штампов. На вырубку одной детали данным способом затрачивается примерно 0,1-0,2 минуты. Недостатки рассматриваемой методики: высокая стоимость штампов и ограниченный размер получаемых деталей.
Основы процесса и техника безопасности при резке листового металла болгаркой

Соблюдение правил техники безопасности – важнейший момент, пренебрежение которым может повлечь за собой получение травм различной степени тяжести.
Приведем несколько правил, которые следует соблюдать в процессе резки листового металла болгаркой.
- Размер диска. Ошибочно полагать, что его величину можно подбирать без учета размеров болгарки. Не стоит устанавливать большой диск без защитного кожуха на маленький инструмент, иначе вы можете подвергнуть свою жизнь опасности. Обороты у небольшой болгарки намного выше, поэтому и режущие элементы для них нужны соответствующие. Установив большой диск, вы даже не успеете провести линию реза, зубчатый круг просто разлетится на части после включения.
- Направление вращения. Некоторых работников не устраивает направление полета искр, которое наблюдается при стандартной работе инструмента. Поэтому они разворачивают кожух, переставляют ручку и приступают к резке. Самоуправство в данном вопросе может привести к тому, что при зацепе за острую кромку режущий диск разлетится на части. Запомните – вращение диска должно производиться «на себя», а не наоборот.
- Индивидуальные средства защиты. Наличие таких приспособлений – обязательное условие работы с болгаркой. Защитные очки, перчатки и респиратор помогут избежать травмирования жизненно важных органов.

1. Обычный рез тонкого листового металла.
Резка металла небольшой толщины обычно не вызывает особых сложностей. Залогом качественного результата в данном случае являются внимательность и аккуратность. Стоит отметить, что именно при обработке тонких металлических листов режущий диск часто «закусывает». Перед началом проведения работ нужно убедиться в том, что на режущей плоскости круга отсутствуют дефекты. Их наличие может привести к расколу зубчатого диска.
Начинать линию реза следует от дальнего края листа (получается, что мастер как бы тянет болгарку на себя). Режущий диск при этом не стоит погружать слишком глубоко в материал (максимум 5-6 мм). Правильное направление движения инструмента и небольшая глубина погружения помогут избежать зацепов диска. И наоборот – чрезмерное погружение режущего элемента приведет к уменьшению площади соприкосновения, зацепам и последующему расколу диска.
2. Резка толстых листов металла болгаркой.
Если толщина листового металла больше 8 мм, то двигать инструмент следует не к себе, а от себя. Однако если выполнять рез просто по начерченной линии, то идеально ровной кромки не получить. Помимо этого, можно чрезмерно перенапрячь руку, ведь придется постоянно контролировать движение болгарки.

Облегчить рабочий процесс поможет установка стального уголка по месту реза, который прижимается к листу струбцинами по двум сторонам. Теперь можно пройти несколько раз вдоль прочерченной линии, немного прикасаясь к уголку так, чтобы получилось небольшое углубление (не больше 1-2 мм). После того как углубление сделано, можно убирать уголок и приступать непосредственно к обработке металла. Так режущий диск не уйдет с намеченной линии, а кромка получится идеально ровной.
3. Еще один вариант резки.
Первые этапы проведения работ полностью совпадают с вышеописанным способом: проводится линия, укладывается и прижимается уголок. Особенность заключается в том, что углубление в данном случае делается немного глубже – примерно 4-5 мм. После удаления уголка остаток металла можно просто доломать, а край обработать при помощи УШМ со шлифовальным диском. Стоит отметить, что такая обработка не гарантирует высококачественного результата, поэтому второй способ используют гораздо чаще.
Болгарка позволяет быстро и качественно обрабатывать листовой металл, но успешное применение данного инструмента возможно только при наличии достаточных навыков и соблюдении всех правил техники безопасности.
Нюансы резки листового металла гильотиной

Гильотины применяются для резки листового металла в домашних условиях или на небольших производствах.
1. Что можно резать гильотиной?
При помощи гильотины можно обрабатывать металл ничуть не хуже, чем на заводском оборудовании. Более того, мастера часто изготавливают гильотинные ножницы в домашних условиях.
Самыми распространенными вариантами гильотин являются модели, имеющие прямое движение ножа и с изменением угла. У первых нож двигается в вертикальном положении и позволяет ровно разрезать листовой металл. Использование моделей второй группы позволяет не только осуществлять резку листового металла, но и обрабатывать пруты арматуры и большие металлические уголки.
Рабочие возможности самодельных гильотин, как правило, ограничены. Это объясняется тем, что, в отличие от промышленных образцов, которые обладают различными типами привода (гидравлическим, пневматическим или электрическим), самодельное приспособление для резки листового металла обычно оснащается только механическим рычагом или педальным механизмом. Глубина реза при использовании самодельных установок зависит от величины усилия, которое прилагает мастер.

При помощи самодельных гильотин можно разрезать:
- листы черной и оцинкованной стали толщиной до 1,5 мм;
- листы нержавеющей стали до 0,6 мм;
- алюминий;
- пластмассу;
- картон.
В процессе изготовления гильотинных ножниц следует обязательно учитывать тот вид металла, который вы планируете обрабатывать.
2. Принцип действия.
Раскрой металла при помощи гильотин может осуществляться как в продольном, так и в поперечном направлении. Возможности установки зависят от типа установленных ножей и их расположения. Выполняя поперечный рез, нож совершает одно движение. Продольная резка сопровождается несколькими движениями, которые будут повторяться совместно с поступательными перемещениями изделия. Продольное разрезание выполняется при рулонной обработке или в случае необходимости раскраивания листов длиной более 2 м.
Гильотина работает по следующему принципу: острый нож под собственным весом с высокой скоростью опускается на металлическую поверхность. Иногда скорости реза или веса ножа недостаточно для разрезания металла определенного вида или необходимой толщины. Поэтому конструкцию станка часто оснащают дополнительным элементом – нижним неподвижным ножом. Такая установка работает как обычная гильотина и ножницы.
Наличие вспомогательного элемента, разумеется, приводит к повышению итоговой стоимости оборудования, но в то же время оно позволяет улучшить качество и увеличить скорость обработки металлических деталей.
3. Разновидности станков.

При выборе станка следует учитывать несколько важных факторов, а именно: разновидность металла, его толщину, а также предполагаемую периодичность применения оборудования. Если в некоторых случаях вполне можно обойтись ручными установками, в других – без электромеханического или даже гидравлического станка желаемых результатов достичь не удастся. Сегодня на рынке представлено множество моделей с различным функционалом и такой же разной стоимостью.
Самую простую конструкцию имеют ручные модели. Эти установки без труда режут тонкий металл, пластик, органическое стекло, толстый картон и резину. Ручной станок не требует подключения к электрической сети, поскольку функционирует при помощи рычажно-пружинного механизма. Преимуществами ручных установок являются простота использования и невысокая стоимость.
Гидравлические установки применяются в основном на крупных и средних производствах. Высокая масса конструктивных элементов обеспечивает высокую точность реза и позволяет обрабатывать металлические изделия разной толщины.
Пневматические установки также гарантируют высокую точность реза. Принцип действия подобного оборудования почти такой же, как у гидравлического, разница лишь в том, что в рассматриваемых установках используется система со сжатым воздухом.
Еще одним эффективным инструментом обработки листового металла являются механические ножницы, которые активно используются в работе некоторых предприятий. Эти установки хороши тем, что потребляют минимальное количество электроэнергии. Работа станка активируется электрическим двигателем.
Электромеханические конструкции также характеризуются минимальным потреблением электроэнергии, но, в отличие от механических станков, имеют более высокую производительность.
От чего зависит цена резки листового металла на заказ
Стоимость проведения работ по резке листового металла определяется совокупностью взаимосвязанных факторов, как то:
- используемая технология;
- мощность оборудования;
- марка, толщина исходного сырья;
- качество готовой продукции;
- объем заказа.
Если в ходе проведения работ будет использоваться большое количество исходного сырья, стоимость заказа может быть снижена за счет сокращения значения цены расчетной единицы (килограмма, погонного метра).
Стоимость изготовления небольших партий обговаривается с заказчиком индивидуально в каждом конкретном случае. Цена раскроя листовых материалов не всегда рассчитывается по формуле «стоимость единицы, умноженная на количество», поскольку любой заказ требует перенастройки рабочего оборудования.
Сегодня производители применяют самые разные технологии для раскроя листового металла, однако основными критериями для заказчика по-прежнему остаются качество работы, срок изготовления, стоимость, а также наличие дополнительных услуг по транспортировке.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Источник https://izobreteniya.net/kak-pravilno-rezat-metall-bolgarkoj/
Источник https://promzn.ru/rezka-metalla/bolgarkoj.html
Источник https://vt-metall.ru/articles/304-rezka-listovogo-metalla

