Содержание
НАКС расшифровка видов сварки и опасных технических устройств: в общих чертах

«ТехАльянс» предлагает организацию обучения и прохождение аттестации НАКС на выгодных условиях для работников и работодателя. Услуга обеспечивает проверенный профессионализм кадров.
- Перейти на сайт НАКС
- Аттестация НАКС
- Реестр аттестованных специалистов
Что собой представляет?
Каждый сварщик должен знать, как расшифровать аббревиатуру НАКС. Это Национальное Агентство Контроля Сварки, занимающееся системой аттестации сварочного производства. В первую очередь это относится к предприятиям, деятельность которых контролируется Ростехнадзором. Помимо НАКС аттестации сварщиков, комитет проверяет технологии соединения и применяемые материалы.
НАКС – расшифровка аббревиатуры понятна. Помимо вышеперечисленных функций, в ее зону ответственности входят:
- Разрабатывать и утверждать методические указания, в соответствие с последними достижениями науки.
- Оказывать консультационную поддержку, касательно оптимальных способов выполнения работ.
- Контролирует деятельность аттестационных центров и оказывает им информационную и материально-техническую поддержку.
- При проведении проверки организаций и отдельных специалистов, утверждает состав аттестационной комиссии.
- Учет действующих реестров, включающих в себя информацию о лицах, проходивших аттестацию по различным видам деятельности, а также итоговые результаты.
Что такое НАКС, зачем нужна аттестация и как это сказывается на качестве работ?
В конце 80-х годов XX-го века стали расширяться границы взаимодействия России с остальными странами в плане машиностроительной отрасли, одним из ключевых направлений которой являются сварочные работы. Однако в то время область сертификации специалистов в России были в зачаточном состоянии.
В силу сложившихся обстоятельств в 1992 году появилась организация, отвечающая за контроль — Национальный аттестационный комитет по сварочному производству или сокращенно НАКС.
На сегодняшний день это самая распространенная аттестация в отрасли. Вакансии сварщика НАКС всегда широко представлены на рынке труда.
Независимые аттестационные центры есть практически в каждом регионе страны, где, пройдя обучение, специалист может получить свидетельство НАКС, а затем и найти себя по фамилии в реестре сварщиков НАКС, тем самым подтвердив работодателю свою квалификацию.
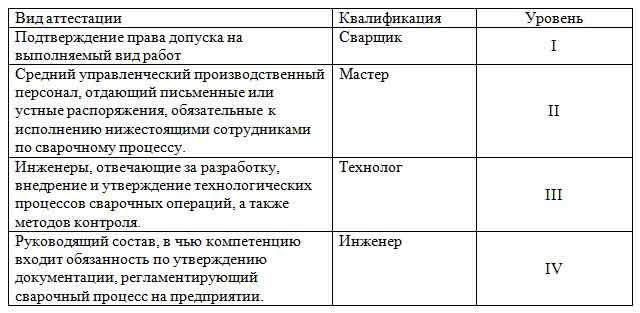
Существует несколько уровней аттестации НАКС:
- I уровень – сварщик;
- II уровень – мастер сварочного производства;
- III уровень – технолог по сварке;
- IV уровень – инженер сварочного производства;
Так же существует аттестация организаций и оборудования по НАКС.
Обучение НАКС состоит из курса лекций, экзамена по теории и практике. При этом аттестационная комиссия состоит из представителя РОСТЕХНАДЗОРА, а остальные члены комиссии должны иметь уровень НАКС не ниже второго. После успешной сдачи экзаменов данные специалиста заносятся в базу данных реестра НАКС, а сам специалист получает удостоверение и протокол, где по пунктам отражено, к каким работам он допускается.
Таким образом, сертификация специалиста по НАКС является гарантией качества работ.
Стоимость рассчитывается индивидуально
Зачем нужна аттестация
Сварщик, прошедший аттестацию НАКС — это высококвалифицированный специалист, допущенный к проведению работ в условиях повышенной опасности: 
- газопровод; нефтепровод;
- закрытое пространство накопительных емкостей;
- судовой трюм;
- доменная или мартеновская печь — это далеко не весь перечень объектов.
Опасность возникает из-за наличия горючих веществ, могущих привести к пожару или взрыву.
Аттестация проводится для того, чтобы специалист вспомнил свои теоретические знания, подтвердил практический навык, узнал новое в области сварочного дела.
Кто может и должен проходить аттестацию
Аттестовываться должны работники опасного объекта (подконтролен Ростехнадзору), на котором предполагается проводить или проходят монтажные операции. Специалистам, в соответствии с нормами, присвоены определенные уровни НАКС:
Вид аттестации напрямую зависит от отрасли промышленности.
Экспертная комиссия не может отменить или аннулировать квалификационный разряд специалиста-сварщика.
НАКС* ПТО — Подъемно-транспортное оборудование:
1. Грузоподъемные краны.
2. Краны –трубоукладчики.
3. Краны- манипуляторы.
7. Устройства грузозахватные.
8. Подъемники (вышки).
10. Дороги канатные, их агрегаты, механизмы и детали.
11. Цепи для подъемно-транспортного оборудования.
12. Строительные подъемники.
13. Конвейеры пассажирские.
НАКС КО — Котельное оборудование:
1. Паровые котлы с давлением пара более 0,07 МПа и водогрейные котлы с температурой воды выше 115°С.
2. Трубопроводы пара и горячей воды с рабочим давлением пара более 0,07 МПа и температурой воды свыше 115°С.
3. Сосуды, работающие под давлением свыше 0,07МПа.
4. Арматура и предохранительные устройства
5. Металлические конструкции для котельного оборудования.
Что нужно для получения квалификационного удостоверения?
В интернете можно найти множество объявлений, авторы которых предлагают всем желающим получить удостоверение НАКС в течение 1-2 дней. Их размещением занимаются мошенники, а купленный таким образом документ будет недействительным. При попытке устроится на работу, обман раскроется, поскольку удостоверения будет отсутствовать в реестре НАКС.
Перед обращением в ближайший региональный центр необходимо подготовить следующие документы:
- Письменное заявление;
- Свидетельство об образовании;
- Документ, подтверждающий квалификацию кандидата;
- Выписку из трудовой книжки;
- Фотографию 3х4 – 2 шт.;
- Удостоверение по охране труда и технике безопасности;
- Медицинскую справку.
Помните, что сварщик с удостоверением НАКС является профессионалом, что подтверждает профильный комитет. При прочих равных условиях, работодатель отдаст предпочтение сертифицированному сотруднику. Кроме того, специалистам всегда доверяют самую ответственную работу, что отражается на уровне заработной платы.
НАКС ГО — Газовое оборудование:
1. Трубопроводы систем внутреннего газоснабжения.
2. Наружные газопроводы низкого, среднего и высокого давления стальные и из неметаллических материалов.
3. Газовое оборудование котлов, технологических линий и агрегатов.
4. Газогорелочные устройства.
5. Емкостные и проточные водонагреватели.
6. Аппараты и печи.
7. Арматура из металлических материалов и предохранительные устройства.
Порядок проведения

Порядок проведения аттестации устанавливается в соответствии с действующими нормативными документами НАКС, которая координирует деятельность региональных центров.
Этапы проведения аттестации сварщиков:
- Специалист предоставляет в ближайший региональный центр пакет документов, включающий с себя заявление, справку с места работы или выписку с трудовой книжки, документы, подтверждающие квалификацию, а также медицинскую справку установленного образца.
- Время рассмотрения заявления составляет 3 суток. О решении комиссии кандидат уведомляется посредством письменного уведомления. Согласно действующему законодательству, в случае отказа центр обязан указать его причину.
- Проверка начинается с практического экзамена. Кандидат получает задания, сложность которого соответствует заявленной категории. Соединение должно быть выполнено с учетом всех требований соответствующих государственных стандартов.
- Следующий этап – теоретический экзамен. Как и при проверке практических навыков, сложность и количество вопросов зависит от заявленного уровня. Например, для получения сертификата первого уровня, необходимо ответить на 15 вопросов, а для аттестации технологов количество заданий в билете вырастает до 20.
В случае негативного результата, кандидат имеет право повторить попытку в течение 3 месяцев. Повторная аттестация проводится в том же центре.
Срок проверки знаний сварщика, как правило, не превышает 2 недель. Стоимость зависит от конкретного регионального центра и географического расположения. Она варьируется в пределах 28000-33000 рублей.
НАКС НГДО (расшифровка — нефтегазодобывающее оборудование):
1.Промысловые и магистральные нефтепродуктопроводы, трубопроводы нефтеперекачивающих станций (НПС), обеспечивающие транспорт нефти и нефтепродуктов при сооружении, реконструкции и капитальном ремонте.
2.Промысловые и магистральные нефтепродуктопроводы, трубопроводы нефтеперекачивающих станций (НПС), обеспечивающие транспорт нефти и нефтепродуктов при текущем ремонте в процессе эксплуатации.
3.Промысловые и магистральные газопроводы и конденсатопроводы; трубопроводы для транспортировки товарной продукции, импульсного, топливного и пускового газа в пределах: установок комплексной подготовки газа (УКПГ), компрессорных станций (КС), дожимных компрессорных станций (ДКС), станций подземного хранения газа (СПХГ), газораспределительных станций (ГРС), узлов замера расхода газа (УЗРГ) и пунктов редуцирования газа (ПРГ).
4.Трубопроводы в пределах УКПГ, КС; НПС; СПХГ; ДКС; ГРС; УЗРГ; ПРГ и др., за исключением трубопроводов, обеспечивающих транспорт газа, нефти и нефтепродуктов.
5.Резервуары для хранения нефти и нефтепродуктов, газгольдеры газовых хранилищ при сооружении и ремонте.
6.Морские трубопроводы, объекты на шельфе (трубопроводы на платформах, а также сварные основания морских платформ) при сооружении, реконструкции и ремонте.
7.Уникальные объекты нефтяной и газовой промышленности при сооружении и ремонте (рабочие параметры объектов, не предусмотрены действующей нормативной документацией)
8.Запорная арматура при изготовлении и ремонте в заводских условиях.
9.Детали трубопроводов при изготовлении и ремонте в заводских условиях.
10.Насосы, компрессоры и др. оборудование при изготовлении и ремонте в заводских условиях.
11.Нефтегазопроводные трубы при изготовлении и ремонте в заводских условиях.
12.Оборудование нефтегазопромысловое, буровое и нефтеперерабатывающее.
13.Трубопроводы автоматизированных газонаполнительных компрессорных станций (АГНКС).
Заключение
НАКС – это организация, играющая важную роль в сфере проверки профессиональных навыков работников, занятых в области сварки на промышленных объектах. Наличие удостоверения НАКС подтверждает квалификацию сварщика, что будет преимуществом при поиске работы.
Сварщик 6-го разряда Батуринский Александр Сергеевич. Опыт – 17 лет: «Свой первый сертификат получил еще в 2005 году – тогда еще я был сварщиком пятого разряда. Аттестацию проходил, как частное лицо. Как показывает практика, это дороже, чем повышать квалификацию от работодателя, зато гораздо проще в плане сдачи экзаменов. По состоянию на 2018 год, в региональных центрах на практических экзаменах до сих пор активно пользуются трансформаторами с балластниками, что создает некоторые неудобства для начинающих сварщиков, привыкшим к инверторам».
ГДО — Горнодобывающее оборудование:
1. Технические устройства для горнодобывающих и горно-обогатительных производств и подземных объектов.
НАКС МО — Металлургическое оборудование:
1. Доменное, коксовое, сталеплавильное оборудование.
2. Технологическое оборудование и трубопроводы для черной и цветной металлургии.
3. Технические устройства для производства черных и цветных металлов и сплавов на их основе.
4. Машины для литья стали и цветных металлов.
5. Агрегаты трубопрокатные.
6. Станы обжимные, заготовочные, сортопрокатные и листопрокатные.
Цели НАКС
Проверка затрагивает достаточно широкий круг вопросов:
- Технология сварочного процесса. Цель — подтверждение технических и технологических возможностей предприятия выполнять заявленные работы. Аттестация является обязательной процедурой для фирмы, осуществляющую деятельность на территории Заказчика. После успешного прохождения проверки выдается свидетельство, подтверждающее способность компании к использованию заявленной технологии сварочных работ. Документ действителен в течение 4 лет.
- Оборудование и материалы. Цель — проверка соответствия технического состояния оборудования, свойств и технических характеристик сварочных материалов данным, указанным в сопроводительной документации. При положительном решении аттестационной комиссии, выдается свидетельство НАКС:
- действующее в течение 3-х лет для серийно производимых материалов;
- 1 год — на опытную партию.
Такие проверки необходимы, так как в группы технических устройств НАКС входит различное оборудование, требующее определенных методов работы. Понадобится:
- соответствующая подготовки специалистов;
- техническая исправность сварочного аппарата;
- соблюдение технологических процессов;
- выполнение предписаний по технике безопасности.
С другой стороны, группа НАКС завоевала авторитет среди производственников. Поэтому предприятия и специалисты, успешно прошедшие аттестацию в саморегулируемой организации, вправе рассчитывать на приоритет при получении заказа на выполнение сварочных работ.
Поиск записей с помощью фильтра:
НАКС ОТОГ — Оборудование для транспортировки опасных грузов:
1. Контейнеры специализированные и тара, используемые для транспортировки опасных грузов и строительных материалов.
3. Экипажная часть.
Виды сварочных материалов
Эп — Электроды плавящиеся для дуговой сварки.
Эн — Электроды неплавящиеся для дуговой сварки.
Пс — Проволока сварочная сплошного сечения.
Пп — Проволока порошковая и ленты порошковые.
Гз — Газы защитные.
Гг — Газы горючие.
Ф — Флюсы сварочные.
*Расшифровка НАКС — Национальное Агентство Контроля Сварки
НАКС СК (расшифровка — строительные конструкции):
1. Металлические строительные конструкции.
2. Арматура, арматурные и закладные изделия железобетонных конструкций.
3. Металлические трубопроводы.
4. Конструкции и трубопроводы из полимерных материалов.
НАКС КСМ — Конструкции стальных мостов:
1. Металлические конструкции пролётных строений, опор и пилонов стальных мостов при изготовлении в заводских условиях.
2. Металлические конструкции пролётных строений, опор и пилонов стальных мостов при сборке, сварке и ремонте в монтажных условиях.
Способы сварки (наплавки)
РД — Ручная дуговая сварка покрытыми электродами.
РДВ — Ванная дуговая сварка покрытыми электродами.
РАД — Ручная аргонодуговая сварка неплавящимся электродом.
МАДП — Механизированная аргонодуговая сварка плавящимся электродом.
МП — Механизированная сварка плавящимся электродом в среде активных газов и смесях.
ААД — Автоматическая аргонодуговая сварка непл авящимся электродом.
АПГ — Автоматическая сварка плавящимся электродом в среде активных газов и смесях.
ААДП — Автоматическая аргонодуговая сварка плавящимся электродом .
АФ — Автоматическая сварка под флюсом.
МФ — Механизированная сварка под флюсом.
МФВ — Ванная механизированная сварка под флюсом.
МПС — Механизированная сварка самозащитой порошковой проволокой.
МПГ — Механизированная сварка порошковой проволокой в среде активных газов. МПСВ — Ванная механизированная сварка самозащитой порошковой проволокой. МСОД — Механизированная сварка открытой дугой легированной проволокой.
Стальные трубы водоснабжения: разновидности, классификация, нюансы монтажа

Несмотря на то, что обычная легированная сталь со временем активно подвергается коррозии, трубы стальные для холодного и горячего водоснабжения, используются чаще, чем любые другие. Причиной тому их высокая прочность, что особенно важно для прокладки магистральных трубопроводов.
Просто, для обеспечения более длительной эксплуатации, а так же сокращения сроков прокладки трасс, сегодня используют трубы с защитными покрытиями. О них мы обязательно расскажем, но начнём всё же с общей классификации и сортамента. А ещё, предложим к просмотру видео в этой статье на тему: «Водоснабжение: монтаж трубопроводов из стальных труб».
Разбираемся в разновидностях стальных труб
Основным классификационным признаком стальных труб, является их способ изготовления.
Класс труб Общая информация Литые Этот вид труб изготавливается посредством труболитейных станков. Такое производство является специализированным, да и сами трубы используются только в определённых сферах промышленности. Бесшовные По названию становится понятно, что у такой трубы нет шва. Её можно изготовить либо путём проката или прессования слитка, либо из цельной трубной заготовки. Это достаточно дорогие трубы, и применяются чаще в нефтегазовой и химической промышленности, в гидравлических системах – то есть там, где утечка жидкости недопустима, а так же где трубопроводы испытывают высокие нагрузки.
 Трубы бесшовные
Трубы бесшовные  Трубы водогазопроводные
Трубы водогазопроводные  Сварные трубы общего назначения с одним прямым швом
Сварные трубы общего назначения с одним прямым швом Трубы прямошовные для водопроводных систем
Трубопроводы водоснабжения стальные, представляют собой обширный сортамент, начиная от 10 мм, и заканчивая 1420 мм — всего более сотни диаметров. А учитывая, что у каждого размера есть ещё десяток вариаций толщины стенок, список получается довольно внушительный. Именно поэтому всё, что касается размеров труб, вынесено в отдельный документ.
Технические требования формулируются примерно так.
Трубы должны соответствовать четырём основным показателям, по которым их делят на группы:
Группа Требуемые показатели А Основное значение для изделий этой группы имеют механические свойства. Б Для группы «Б» наиболее важен химический состав. В Здесь объединяются показатели двух первых групп. Г Для труб этой группы нормируется только гидравлическое давление. Механические и химические показатели особого значения не имеют. Обратите внимание! Трубопроводы стальные для наружного водоснабжения, изготавливают только из стали определённых марок с требуемыми механически свойствами, и подвергают термической обработке. Они могут иметь как один продольный шов, так и два. Два шва обычно бывает у труб, диаметр которых превышает 820 мм.
На них так же может быть и поперечный шов – чаще всего один, но по согласованию с потребителем, допускается увеличение их количества. Только в этом случае, продольные швы будут не параллельными, а смещёнными на 10 и более сантиметров.
 Трубы с двумя продольными швами
Трубы с двумя продольными швами  Трубы с одним продольным швом и фаской на торцах
Трубы с одним продольным швом и фаской на торцах  Инструмент для резки труб и снятия фаски
Инструмент для резки труб и снятия фаски В магистральных трубопроводах, соединение стальных труб водоснабжения обычно выполняется посредством сварки. Поэтому, для удобства монтажа, на трубах должна быть фаска, снятая под углом, и оставлено небольшое притупление.
Торцы подготавливаются ещё на производстве. Но если в процессе сборки водопровода трубы приходится резать, то фаску нарезают на месте, с помощью торцовочного приспособления, один из вариантов которого представлен на фото выше. Таким образом, монтировать стальные трубопроводы своими руками можно только в том случае, когда в распоряжении имеется специальный инструмент и навыки обращения с ним.
В процессе производства, на трубы обязательно наносится маркировка, в которой указаны:
- дата изготовления (обычно просто год);
- диаметр и толщина стальных труб для водоснабжения;
- номер партии;
- номер трубы;
- обозначение стандарта, по которому она изготовлена;
- клеймо, подтверждающее прохождение изделием технического контроля.
Если изделия прошли термическую обработку, к маркировке ещё добавляется литера «Т». Партии обязательно сопровождают сертификаты на стальные трубы водоснабжения.
Трубы с заводскими защитными покрытиями
По протяжённости трубопроводов, наша страна занимает если не первое, то довольно близкое к пьедесталу почёта место. Это не менее 2 000 000 км инженерных магистралей, и ещё один миллион – сети в системах жилищно-коммунального хозяйства. И это, не считая разводок внутри зданий! Из них три четверти от общего количества, приходится на стальные трубы.
Учитывая, что фактический срок службы трубопроводов обычно превышает нормативные сроки, количество аварий на магистралях только растёт. Особо страдают теплотрассы, ведь в этом случае трубы подвергаются не только воздействию высоких температур, но и контактируют с примесями, содержащимися в теплоносителе.

Трубопроводы стальные для горячего водоснабжения изнашиваются сильнее
Да и холодная вода, забираемая из природного источника, за счёт содержания минеральных солей, тоже нередко обладает коррозионными свойствами. В результате постоянного взаимодействия стали с водой, внутренний просвет труб буквально зарастает окалиной и известковыми отложениями, а их пропускная способность сильно снижается.
Виной тому отсутствие на трубах внутреннего защитного покрытия, и нормальной наружной изоляции. Поэтому сегодня, для строительства водопроводных магистралей применяют трубы с заводской антикоррозийной защитой. Правда, их изготавливают совсем по другому стандарту.
Покрытия труб, регламентируемые ГОСТ 53384*2009
Что же за ассортимент изолированных труб предлагают сегодня производители?
У защитных покрытий, как и у самих труб, тоже есть своя классификация. Основным её признаком, является материал, из которого это покрытие изготовлено.
Если их сгруппировать, то получится такой список:
- Покрытия на основе полимеров и соединений термореактивного типа;
- Неорганические покрытия на основе стекловидных (силикатных) компонентов;
- Неорганические покрытия на основе металлов, неметаллов и их сплавов.
Однако тут есть масса вариантов, потому что конструкция этих покрытий – слойность, различные варианты адгезионных прослоек, бывают самыми разнообразными. В результате мы имеем внушительный перечень.
В таблице приведены основные варианты:

Стальные трубы с двухсторонним полиэтиленовым покрытием
- Наружные двух- и трёхслойные покрытия, состоящие из реактопласта (адгезив), клея и слоя полиэтилена или полипропилена.
- Наружное и/или внутренне футеровочное покрытие, выполняемое полиэтиленовой трубой.
- Порошковое полиэтиленовое покрытие.
- Покрытие жидким полиуретаном.
- Порошковое или жидкое покрытие эпоксидной смолой.
- Лакокрасочное покрытие.
- Нанесение парафино-воскового слоя.
Температура транспортируемой воды, в зависимости от слойности и вида покрытия, составляет от +60 до +110 градусов Цельсия.
Внимание! Фактически, трубы этой группы получаются композитными. Обладая прочностью стали, они приобретают коррозионную устойчивость полимеров.

Трубы со стеклоэмалевым покрытием
- Эмалевое стекло без грунта.
- Эмалевое стекло в два слоя с грунтом.
- Органосиликатное покрытие.
- Полимерцементное покрытие.
- Песчано-цементное покрытие.

- Наружное и/или внутреннее нанесение расплавленного цинка.
- Газовое напыление цинка.
- Нанесение расплавленного алюминия.
- Напыление цинка с последующим окрашиванием.
- Металлизация алюминием.
- Напыление алюминия с последующей пропиткой или окрашиванием.
Производители всё время предлагают новые разработки, в результате чего появились комбинированные покрытия. Например: слой грунта, слой битумной мастики, и слой термоусадочной ленты. Такое покрытие, кстати, можно выполнить и прямо на месте сборки трубопровода.
Оно очень удобно для изоляции стыков между трубами, а так же соединительной и другой арматуры, которая является в любой системе самым слабым звеном.
 Вариант комбинированного покрытия: утеплитель, закрытый алюминиевой лентой
Вариант комбинированного покрытия: утеплитель, закрытый алюминиевой лентой  Намотка термоусаживаемой ленты на трубу
Намотка термоусаживаемой ленты на трубу  Трубы с изоляцией и греющим кабелем
Трубы с изоляцией и греющим кабелем  Изоляция фасонных частей трубопроводов
Изоляция фасонных частей трубопроводов Для прокладки сетей холодного водоснабжения, сегодня можно приобрести не только трубы с готовой изоляцией, но и с предусмотренным в ней кабель-каналом, или уже проложенным в ней греющим кабелем. Этот вариант мы и видим на картинке сверху. Такая защита может быть предусмотрена для труб от диаметра 32 мм, и до максимального размера 1420 мм. Она позволяет поддерживать оптимальный режим эксплуатации трубопроводов в зимнее время.
Монтаж трубопроводов: полезная информация
Километровые магистрали, конечно, никто не собирает по одной трубе, так как это занимало бы слишком много времени. Да и организовать в походных условиях и резку, и сварку, и изоляцию, не так-то просто. Поэтому, специализированные предприятия, которые производят монтаж труб стальных для водоснабжения, собирают у себя на базах укрупнённые секции – или, как их ещё называют, трубные плети.
Готовые секции длинномерным автотранспортом перевозят на объект, благодаря чему прямые участки магистрали монтируются в ускоренном темпе.

Трубовоз-плетевоз доставляет готовые секции на объект
Как собирается трубная плеть
Для сборки секций из отдельных труб, используются специальные установки. Уложенные на них трубы сушат, очищают от грязи, производят сварку торцов. Если заводская изоляция отсутствует, наружную поверхность секции грунтуют и выполняют защитное покрытие термоусадочной лентой, о которой мы упоминали чуть выше.
Каждая из этих операций производится в своей зоне, так как в цеху есть отдельные линии по сварке и нанесению изоляции. При выполнении этих работ, трубы или готовые секции вращаются вокруг собственной оси.
Разновидности применяемых установок зависят от объёма выполняемых работ, размеров труб, технологии их сборки и изоляции. Фасонные части для крупных трубопроводов, так же собираются в цеху – на специальных сборочных столах.
 Стол для сборки и сварки фасонных деталей трубопроводов
Стол для сборки и сварки фасонных деталей трубопроводов  Центратор для стыкования торцов труб
Центратор для стыкования торцов труб  Сборка участков трубопроводов сложной конфигурации тоже производится в цеху
Сборка участков трубопроводов сложной конфигурации тоже производится в цеху - Рассмотрим для примера монтаж секции на установке III типа – на них собирают трубы диаметром от 219 мм и выше. Их укладывают подъёмным механизмом на стеллаж, откуда перемещают на линию центровки. Там собирают секции трёх вариантов длины: 18м, 24м, 36м. Все они кратны 6, так как это стандартная длина одной трубы.
- По завершении сборки, на всех стыках секции формируют корень шва. Делают это либо полуавтоматической сваркой, либо путём установки изнутри специальной прокладки. Затем, «полуфабрикат» секции, через промежуточный стеллаж, подаётся к линии автоматической сварки, выполняемой под флюсом.
На следующем этапе, готовая плеть подаётся на линию изоляции, где её просушивают, покрывают праймером, и наносят защитное покрытие. Остаётся только погрузить плети на длинномерный транспорт, который так и называют «плетевоз», и доставить к месту монтажа.
Нюансы строительства трубопровода
Вообще, для соединения стальных труб могут использоваться не только сварные, но и резьбовые, и фланцевые соединения. Тут главное, чтобы была обеспечена прочность и герметичность водопроводных трасс. Однако монтажникам нет нужды самостоятельно выбирать способ соединения, так как он всегда указан в проекте.
Их дело — перед началом работ изучить техническое задание на монтаж, спецификации и рабочие чертежи, а так же ознакомиться со схемами прокладки трубопроводов, узлами их крепления к опорным конструкциям, вариантами обвязки оборудования и арматуры.
 Детализация параметров трубопровода
Детализация параметров трубопровода  Варианты укладки трубы в грунт
Варианты укладки трубы в грунт  Закладка трубной секции в траншею
Закладка трубной секции в траншею После теоретического изучения документации, бригадой монтажников должны быть произведены такие работы:
- Проверка установки опорных конструкций на соответствие проекту;
- Проверка наличия технологических отверстий в конструкциях, через которые будут проходить трубопроводы;
- Установка деталей крепления для секций;
- Приёмка по акту от строителей траншей, лотков, эстакад и узлов установки и заделки закладных конструкций;
- Фиксация в журнале производства работ любых отклонений от проекта;
- Организация площадок для промежуточного складирования секций и узлов;
- Приёмка и складирование трубных секций и других деталей укрупнения трубопровода;
- Проверка комплектности поставки согласно спецификациям, и визуальный осмотр материалов;
- Подготовка монтажных устройств и инструмента, сварочных постов, подмостей, и т.д.;
- Там, где монтаж труб будет производиться в здании, нужно убедиться, что все необходимые общестроительные работы в них завершены.
Если в местах пролегания строящегося трубопровода есть какие-либо действующие коммуникации, они должны быть вскрыты, ограждены и освещены ещё до рытья траншей. В случае, когда расстояние между ними и новым трубопроводом оказывается недопустимым, их перекладывают.

Укладка и центровка труб в траншее
Только после этого приступают к разбивке трасс в соответствии с проектом, размечают оси трубопроводов, места расположения опор, арматуры и креплений. Вначале разбивается главная трасса, а потом уже её ответвления, после чего составляют акт, к которому прикладывают ведомость привязки осей.
Дело остаётся за малым: трубопроводы водоснабжения стальные собираются из укрупнённых секций, предварительно уложенных на подготовленное дно траншеи, или опоры. При этом соединения выполняются тем способом, который оговорен в проекте. Ну а те, кто интересуется подробностями этих способов, могут прочитать статью по монтажу наружных трубопроводов на нашем сайте.
Источник https://electrod-svel.ru/tehnika-svarki/naks-rasshifrovka-vidov-svarki-i-opasnyh-tehnicheskih-ustroystv.html
Источник https://moikolodets.ru/stalnye-truby-dlya-vodosnabzheniya-734
Источник




