Содержание
10 токарно-винторезных станков — выбираем лучшее оборудование для хобби, бизнеса и крупного производства
Имея в своём распоряжении токарно-винтовой станок (далее ТВС), можно выполнить ровное или фасонное обтачивание заготовки; просверлить или расточить прямое или конусное отверстие; проточить торцы и нарезать резьбу. Обрабатывать детали с приемлемой точностью можно даже на недорогих моделях.
Полный цикл автора следующего видео заменяет традиционный курс теоретического обучения. Вот один из его роликов:
Обратите внимание – под термином «универсальный», встречающийся в технической документации ТВС, имеется в виду работа с металлами и пластиком. Древесину точить на металлообрабатывающем станке нельзя ни при каких условиях. Для подобных задач есть специализированное оборудование. Механизмам которого не страшна древесная пыль, губительная для используемых в металлопереработке смазочных составов.
Моя статья поможет вам разобраться в отличительных особенностях моделей ТВС, и сделать обоснованный выбор с учётом определённых потребностей и возможностей.
Начну с представления наиболее важных характеристик, на которые следует обратить внимание. Привожу их в таблице:
| Критерий | Варианты | Описание |
|---|---|---|
| Максимальный диаметр обрабатываемой заготовки над станиной, мм | 100 – 500 | Указанный диапазон справедлив для типовых станков. Когда-то ГОСТом были регламентированы производство и сертификация оборудования для обработки заготовок диаметром до 6300 мм, сегодня и это не предел. Данная величина указывает на допустимый диаметр детали, вращающейся на оси шпинделя и задней бабки |
| Наибольшее расстояние между центрами, мм | 300 – 2032 | Характеризует максимальную длину обрабатываемой части заготовки |
| Частота вращения шпинделя, об/мин | 0 – 3000 | Изменяя эту величину в рамках допуска по конкретной заготовке (с учётом структурных характеристик материала, габариты и степень обработки), вы сможете получить требуемый результат при минимальных затратах рабочего времени. С увеличением скорости вращения шпинделя повышается точность обрабатываемой поверхности |
| Диаметр сквозного отверстия шпинделя, мм | 20 – 80 | Сквозное отверстие шпинделя передней бабки позволяет обрабатывать заготовки, длина которых превышает фактическое расстояние между центрами. Определяет предельно допустимый диаметр обтачиваемого длинномера |
| Мощность, кВт | До 1 | Любительское «хоббийное» оборудование. Для незначительных объёмов, предполагаются минимальные нагрузки |
| От 1.5 до 6 | Станки для организаций из сферы малого бизнеса, ремонтных и творческих мастерских | |
| Свыше 7 | Целесообразна установка в экспериментальные и производственные цеха на крупных предприятиях. | |
| Питающая сеть переменного напряжения, В | Однофазная (220-240) | Любительское станки |
| Трёхфазная (380-400) | Профессиональные станки | |
| Вес, тн | ||
| Лёгкие – до 0.5 | Позволяют работать с заготовками диаметром 100 – 200 мм | |
| Средние – до 4 | Ряд наибольших диаметров заготовки находится в диапазоне 250 – 500 мм | |
| Крупные – до 15 | Можно обрабатывать детали 630 – 1250 мм в диаметре | |
| Тяжёлые – до 400 | Справляются с самыми большими вариантами из ряда наибольших диаметров |
Что касается веса станка. Есть зависимость веса агрегата от его «профессиональности». Существует условная закономерность между массой станка и максимальным диаметром обрабатываемой заготовки.
Обратите внимание: факторы, прямо указывающие на предназначение оборудования, сознательно вынесены на последние места таблицы. Ищите ТВС, исходя из фактического уровня поставленных задач – хобби, малый бизнес или промышленное предприятие. Так вы сможете подобрать наиболее функциональную и рентабельную модель станка.
Любительское оборудование
Обработка деталей на ТВС под любительские потребности невозможна, когда в вашем распоряжении 1-2 резца. Творческая работа непредсказуемо затянется, если придётся самостоятельно подыскивать ремни, шестерни или валы. Ремонтопригодность и комплектация – основные моменты, заслуживающие внимания пользователя токарного оборудования начального уровня.
1. Калибр СТМН-550/350 – от 41 000 руб.

Лёгкий и компактный станок начального класса позволяет выполнять весь спектр работ «взрослых» моделей. Сборка и настройка в соответствии с инструкцией гарантируют точность работы. Предварительная подготовка заготовки, съём стружки не более 0.2 мм за один проход, ТО через каждые 50 часов работы положительно сказывается на состоянии оборудования. Вплоть до того, что рабочий ресурс может превысить заявленные производителем 3 года. Личный «краш-тест» с увеличением нагрузки сверх рекомендованной, привел к отключению двигателя. Так электронная система защиты предотвращает чрезмерный износ пластиковых шестерёнок и выгорание обмоток электромотора.
- Резиновые ножки;
- Пластиковые рукоятки;
- Набор шестигранников и раздвижной гаечный ключ;
- 3-х кулачковый патрон с прямыми и обратными кулачками;
- Конус Морзе №2;
- комплект шестерёнок для нарезания резьбы
На следующем видео автор рассказывает о впечатлениях работы на этом станке. Так же поделился о своих небольших доработках, которые сделал за время владения агрегатом:
2. Кратон MML-01 – от 52 169 руб.

Очередная вариация увлекательного конструктора на тему ТВС российско-китайского производства. Станок получил известность за счёт коллекции резцов, набора шестерёнок для настройки автоподачи суппорта и ремонтопригодности. По мере сборки оборудования необходимо удалять с деталей консервирующий состав. Соблюдайте рекомендованную периодичность нанесения смазки и периодически проверяйте положение деталей привода. До первого запуска под нагрузкой имеет смысл разобрать корпус передней бабки и надёжно затянуть винт крепления вилки, меняющей положение шестерёнок первичного вала. Эта простая операция убережёт вас от серьёзных последствий, вызванных попаданием выкрутившейся мелочёвки в жерла работающего механизма. Косяк этого ТВС — пластиковые шестерни, которые ломаются при неаккуратной эксплуатации. Проблема решается заменой на чугунные.
- Набор из 11 резцов;
- Набор ключей;
- 2 сменных шестерёнчатых вала;
- 9 шестерен для гитары станка;
- стандартные и обратные кулачки шпинделя;
- подсветка;
- защитные кожухи;
- маслёнка
Привожу видео — отзыв владельца этого аппарата после месяца эксплуатации. Автор поделился полезными мелкими доработками:
3. Корвет 402 – от 77 529 руб.

Несмотря на некоторое сходство тактико-технических характеристик, воронежский Энкор выделяется на фоне других лёгких ТВС, произведённых в КНР. О чем честно сообщается пользователю на первой странице инструкции. Среди прочих отличий я отмечу удлинённую базу и качественные комплектующие. Благодаря чему рекомендованная глубина съёма стружки составляет 0.2 мм, максимальная 0.3 мм. Ни у одного станка, из числа ближайших аналогов, нет такой возможности. Увеличенные габариты рабочей зоны и настоящие 0.75 кВт однофазного двигателя, в полной мере покрывают потребности домашнего мастера. Большой вес снижает вибрацию и увеличивает устойчивость настольного станка.
- Набор ключей и отвёрток;
- обратные кулачки;
- маслёнка;
- комплект из 7 шестерней для работы с резьбами
Вот обзор этого станка. Приводятся ТТХ агрегата, продемонстрирован его функционал:
Оборудование для малого бизнеса
Выбор ТВС для производственного или ремонтного бизнес-проекта всегда ведётся с учётом неизбежной модернизации под однотипные задачи. Проблем с прецизионностью обработки у оборудования этой категории нет. Износостойкость тоже на уровне. Но одни производители делают ставку на универсальный потенциал, другие на габариты рабочей зоны станка. Выделяйте свои основные задачи и ищите станок для их осуществления. Тогда приобретение нового ТВС не скажется на рентабельности бизнеса.
4. Proma SKF-800 – от 272 365 руб.

Комбинация фрезерного и винторезного устройств в рамках одного токарного станка – оказалась одним из лучших решений чешской Proma SKF-800. Поворотный сверлильный блок и внушительный диаметр отверстия в шпинделе позволяют работать с достаточно крупными деталями. 2 одинаковых трёхфазных двигателя гарантируют достаточный крутящий момент на каждом устройстве. Достойный вариант для тех, кто планирует заниматься профессиональной деятельностью в условиях небольшой мастерской. Единственный недочёт конструкции – отсутствие плотного контакта защитных панелей с рамой. Из-за чего, стружка и смазывающие материалы могут вызвать быстрый износ приводных механизмов. Производитель рекомендует дважды в день полностью очищать и смазывать открытые узлы. Я советую проверять натяжение ремней во время каждого технологического перерыва.
- Набор отвёрток и ключей;
- 10 шестерёнок для смены скорости подачи;
- 2 конуса Морзе (№3, 4)
Видео от производителя Proma, в видео приведены ТТХ и раскрыт функционал станка:
5. MetalMaster X32100 – от 284 970 руб.

Индикатор резьбы, устройство цифровой индикации, система продольной и поперечной автоподачи; подводка смазывающе-охлаждающей жидкости – станок от MetalMaster упрощает процесс обработки металлов без потери качества. Часто профессионалы сравнивают функциональность этого станка с советским оборудованием схожего профиля. Я считаю подобные аналогии некорректными – кроме определённого набора функций их ничего не связывает.
- Х32100 снимает 3 мм стружки за один проход
- Дискретность хода каретки в любом направлении – 0.001 мм
- MetalMaster предоставляет возможность снизить затраты на оборудование на 12%, за счёт отказа от устройства цифровой индикации (12% стоимости).
При таком соотношении потенциала, компактных габаритов, эргономичного управления и 1 года официальной гарантии, у этого станка нет конкурентов в ценовом сегменте до 300 000.
- Набор ключей;
- маслёнка;
- обратные кулачки;
- дополнительный 4-х кулачковый патрон;
- 2 люнета;
- 2 неподвижных центра (№3);
- переходник с №3 на №5
На видео показан станок в работе — продемонстрирован процесс нарезки резьбы на этом агрегате. В принципе все делается легко, и спецподготовка вовсе не нужна для работы на этом станке:
6. Jet GHB-1330A – от 350 000 руб.

Сфера использования этого ТВС — мелкосерийное производство и штучные изделия. Вес, длина станины и незначительный базовый набор принадлежностей, указывают на профессиональную ориентацию оборудования. То есть когда необходимая оснастка приобретается по мере необходимости, под выполнение конкретных задач. Имея опыт работы на этом станке, могу сказать, что к удобному управлению и фактической мощности, определённо не хватает длины станины или ширины сквозного отверстия шпинделя. В заказ на метровые элементы пространственной конструкции из 50-тимиллиметровой трубы, на стадии обсуждения пришлось вносить изменения. Если специфика работы не связана с обслуживанием строительных объектов, то этот станок станет оправданной инвестицией в развитие вашего бизнеса.
- Планшайба;
- Трехкулачковый патрон с универсальными кулачками;
- Указатель резьбы;
- Сменные шестерни;
- Подвижный и неподвижный люнеты;
- Поддон;
- Регулируемая подставка
Подробный видеообзор модели. Автор приводит ТТХ станка, его функционал, демонстрирует его в работе:
Промышленное оборудование
Из числа типовых ТВС промышленной группы можно подобрать вариант и в цех, и в экспериментальную мастерскую. Дискретность хода и допустимая погрешность регламентированы стандартами. Работа узлов и механизмов идеальна при установленном порядке обслуживания. Сложность выбора заключается в доскональном сопоставлении возможностей типового станка и предполагаемых особенностей эксплуатации. Допускается незначительная доработка. При наличии явных несоответствий модернизация должна выполняться производителем. Оптимально – ТВС на заказ.
7. Stalex GH-1430B – от 540 611 руб.

Масляная ванна редуктора, из которой смазываются подшипники передней бабки, и жёсткость конструкции максимально приближают изделие отечественной разработки к высокой планке старших моделей ТВС. Достоинством младшего станка является и заявленная производителем погрешность в 0.005 мм. Учитывая особенности обслуживания и заявленную стоимость, я могу уверенно говорить о том, что оборудование с такой прецизионностью следует отнести к категории промышленного. Которое, несмотря на средние габариты, будет эффективно использоваться только в условиях производственно-экспериментального цеха.
- УЦИ;
- 2 планшайбы (200 и 300мм);
- 2 люнета;
- 2 не вращающихся центра;
- 2 клиновых ремня; доп. шестерни;
- Продольный упор с прецизионной регулировкой; ножной тормоз.
8. Proma SPF-2000PH – от 1 220 000 руб.

Для сверления, развёртывания отверстий, притирки деталей и накатки рифлений в масштабах ремонтных и слесарных мастерских крупных предприятий, требуются точные и мощные станки. Чешский вариант с 2-х метровой рабочей поверхностью станины, 5.5 киловаттным электродвигателем и гидростанцией для подачи смазывающе-охлаждающей жидкости соответствует всем требованиям к промоборудованию. 2 люнета на станине повышают эффективность обработки крупногабаритных заготовок. Обслуживание Proma SPF-2000PH требует от персонала определённой квалификации. Поэтому на предприятиях замену технологических жидкостей и локальный ремонт возлагают на узкопрофильных специалистов. Проведение первых пуско-наладочных работ рекомендую поручить специалистам с завода-изготовителя.
- Патроны с 3 (250 мм) и 4 (320 мм) кулачками;
- Планшайба (410 мм);
- 2 люнета;
- Переходная втулка (КМ 4-5);
- Набор ключей
9. Jet GH-2040 ZH DRO RFS – от 1 165 000 руб.

Индекс «2040» в маркировке ТВС определяет младшую модель старшей линейки типовых токарных станков серии GH ZH DRO RFS, от международной корпорации JET. Отличия каждого из 4-х вариантов в габаритах оборудования и максимальной длине заготовки. Двигатель 12 кВт, параметры каждого из 4-х возможных вариантов резьбы, скорость вращения вала подачи у моделей GH ZH DRO RFS совершенно идентичны. Что позволяет сделать вывод о внушительном потенциале ТВС с кодом 2040.
- Трех (250 мм) и четырех (320 мм) кулачковые патроны;
- Планшайба (400 мм);
- Люнеты;
- Защита патрона с концевым выключателем;
- Вал управления продольной подачей с пятью регулируемыми кулачками.
Подробный обзор модели — рассмотрены вопросы от комплектации до твердости станины; протестирован максимальный срез за оборот:
Мой выбор
Сколь бы подробно ни описывались преимущества токарно-винторезных станков, в отношении оборудования промышленного назначения сложно сделать однозначный вывод. Каждое производство имеет собственные особенности, из-за которых заказываются специальные и дорабатываются типовые станки. С позиции типового оборудования – JET GH-2040 ZH DRO RFS, за счёт существующего потенциала выделяется на фоне незначительного числа достойных конкурентов.
Наиболее многочисленной по диапазону характеристик является группа станков, интересующая малый бизнес. Здесь всегда можно подобрать модели, соответствующие вашим особенностям. Проще всего с MetalMaster X32100 – уже в базовой комплектации вы получаете точный и высокопроизводительный ТВС, отпадает необходимость модернизации станка.
Сложнее определить станок для хобби – сказывается распространение однотипных моделей. На фоне которых выделяется КРАТОН MML-01: комплект резцов, набор шестерёнок и валов, весь необходимый инструмент. Ценовая доступность и ремонтопригодность станка предопределили его популярность. Минимальными доработками можно исправить небольшие конструктивные косяки.
Виды станков Комментировать
В станочном парке промышленности одно из ведущих мест занимает группа токарных станков. Несмотря на преобладание тенденции развития специальных токарных станков и автоматов, отвечающих задачам получения наибольшей производительности при максимальной автоматизации процессов, продолжают совершенствовать и универсальные токарно-винторезные станки.
Токарно-винторезные станки

Токарно-винторезные станки предназначены для выполнения разнообразных работ. На этих станках можно обтачивать наружные цилиндрические, конические и фасонные поверхности, растачивать цилиндрические, конические отверстия, обрабатывать торцовые поверхности, нарезать наружную и внутреннюю резьбы, сверлить, зенкеровать и развертывать отверстия, производить отрезку, подрезку и другие операции.
Основными параметрами токарно-винторезного станка являются наибольший диаметр обрабатываемой заготовки над станиной и наибольшее расстояние между его центрами, которое определяет наибольшую длину обрабатываемой заготовки. Кроме этих основных параметров важными размерами токарно-винторезных станков являются наибольший диаметр обрабатываемой заготовки над суппортом, наибольшая частота вращения шпинделя, наибольший диаметр прутка, проходящего через отверстие шпинделя и размер центра шпинделя.
Токарные станки оснащают копировальными устройствами, что позволяет обрабатывать сложные контуры без специальных фасонных резцов и комбинированного расточного инструмента и значительно упрощает наладку и подналадку станков. Имеются токарно-копировальные станки с двумя-тремя копировальными суппортами, на которых можно обрабатывать наружные, внутренние и торцовые поврехности. Применение в токарных станках числового программного управления дает возможность полностью автоматизировать цикл обработки на них.
NEMA 08 FL20STH30-0604 A Шаговый двигатель

NEMA 11 FL28STH32-0956 A Шаговый двигатель

NEMA 14 FL35ST26-0284 A Шаговый двигатель
NEMA 16 FL39ST20-0506 A Шаговый двигатель

Сверлильные станки

Станки сверлильно-расточной группы
Сверлильные станки предназначены для сверления отверстий, нарезания в них резьбы метчиком, растачивания и притирки отверстий, вырезания дисков из листового материала и т.д. Эти операции выполняются сверлами, зенкерами, развертками и другими подобными инструментами.
Существуют следующие типы универсальных сверлильных станков:
- Одношпиндельные настольно-сверлильные станки для обработки отверстий малого диаметра. Станки широко применяют в приборостроении. Шпиндели этих станков вращаются с большой частотой.
- Вертикально-сверлильные станки (основной и наиболее распространенный тип) применяют преимущественно для обработки отверстий в деталях сравнительно небольшого размера. Для совмещения осей обрабатываемого отверстия и инструмента на этих станках предусмотрено перемещение заготовки относительно инструмента.
- Радиально-сверлильные станки используют для сверления отверстий в деталях больших размеров. На этих станках совмещение осей отверстий и инструмента достигается перемещением шпинделя станка относительно неподвижной детали.
- Многошпиндельные сверлильные станки обеспечивают значительное повышение производительности труда по сравнению с одношпиндельными станками.
- Горизонтально-сверлильные станки для глубокого сверления.
К группе сверлильных станков также можно отнести центровальные станки, которые служат для получения в торцах заготовок центровых отверстий.
Основными размерами сверлильных станков являются наибольший условный диаметр сверления, размер конуса шпинделя, вылет шпинделя, наибольший ход шпинделя, наибольшие расстояния от торца шпинделя до стола и до фундаментной плиты и др.
Расточные станки

На расточных станках можно сверлить, рассверливать, зенкеровать, растачивать и развертывать отверстия, подрезать торцы резцами, фрезеровать поверхности и пазы, нарезать резьбу метчиками и резцами и т.д.
Расточные станки подразделяют на:
- горизонтально-расточные,
- координатно-расточные
- алмазно-расточные (отделочно-расточные).
Алмазно-расточные станки применяют для тонкой (алмазной) обработки, на них можно растачивать отверстия с отклонением поверхности от цилиндричности в пределах 3-5 мкм.
Координатно-расточные станки предназначены для обработки точных отверстий в тех случаях, когда нужно получить точные межцентровые расстояния или расстояния осей отверстий от базовых поверхностей (в пределах 0,005-0,001 мм).
Горизонтально-расточные станки предназначены для обработки деталей больших размеров и массы. На них можно растачивать, сверлить, зенкеровать и развертывать отверстия, нарезать наружную и внутреннюю резьбы, цековать и фрезеровать поверхности.
Шлифовальные и заточные станки
Станки шлифовально-притирочной группы
Шлифовальные станки предназначены для обработки деталей шлифовальными кругами. На них можно обрабатывать наружные и внутренние цилиндрические, конические и фасонные поверхности и плоскости, разрезать заготовки, шлифовать резьбу и зубья зубчатых колес, затачивать режущий инструмент и т.д.
В зависимости от формы шлифуемой поверхности и вида шлифования шлифовальные станки общего назначения подразделяют на круглошлифовальные, бесцентрово-шлифовальные, внутришлифовальные, плоскошлифовальные и специальные.

Главным движением у всех шлифовальных станков является вращение шлифовального круга, окружная скорость которого измеряется в м/с.
Существуют следующие виды подач. Для круглошлифовальных станков движение подачи – вращение детали; возвратно-поступательное движение стола с обрабатываемой деталью и поперечное периодическое пермещение шлифовального круга относительно детали. Для внутришлифовальных станков движение подачи – вращение детали; возвратно-поступательное движение детали или шлифовального круга и периодическое перемещение бабки шлифовального круга.
Планетарные внутришлифовальные станки имеют круговую подачу, периодическую поперечную подачу, а также продольную подачу. Для плосошлифовальных станков с прямоугольным столом, работающих периферией круга, движение подачи – возвратно-поступательное движение стола, периодическое поперечное перемещение шлифовальной бабки за один ход стола и периодическое вертикальное перемещение шлифовального круга на толщину срезаемого слоя.
Плоскошлифовальные станки с круглым столом имеют подачу шлифовального круга или стола и движение круговой подачи стола. Вертикальное перемещение стола или шлифовальной бабки является вертикальной подачей. Для плоскошлифовальных станков с прямоугольным столом, работающих торцом круга, движение подачи – продольное перемещение стола и периодическое вертикальное перемещение круга на толщину срезаемого слоя. Аналогичные плоскошлифовальные станки с круглым столом имеют вращательное движение стола и периодическую подачу круга.
Притирочные станки
Притирка осуществляется притирами, на поверхность которых наносят мелкозернистый абразивный порошок, смешанный со смазочным материалом или пастой. Притиры могут быть чугунные, стальные, бронзовые, свинцовые из твердых пород дерева и т.п.
В качестве абразивного порошка используют наждак, электрокорунд, алмазную пыль, карбид кремния и др., а в качестве пасты – окись хрома, окись алюминия, крокус, венскую известь и др. Во время притирки абразивный порошок смачивают керосином или скипидаром.
Хонинговальные станки
Хонингование выполняют специальным инструментом – хонинговальной головкой (хоном), оснащённой мелкозернистыми абразивными брусками. Головка совершает одновременно вращательное и возвратно-поступательное движения в неподвижном отверстии. Хонингованием можно получить высококачественную поверхность, а также исправлять некоторые дефекты отверстий (конусность, овальность и др.). При хонинговании в качестве смазочно-охлаждающей жидкости применяют эмульсию или керосин.
Станки для суперфиниширования
Суперфиниширование применяют для обработки наружных и внутренних цилиндрических поверхностей. Суперфиниширование производят абразивными брусками, совершающими колебательные возвратно-поступательные движения с большой частотой и малым ходом по поверхности вращающейся заготовки.
Зубообрабатывающие станки
В зависимости о метода образование профиля зуба нарезание цилиндрических зубчатых колес осуществляют либо методом копирования, либо методом обкатки.

Метод копирования. При нарезании методом копирования каждая впадина между зубьями на заготовке обрабатывается инструментом, имеющим форму, полностью соответствующую профилю впадины колеса. Инструментом в этом случае обычно являются фасонные дисковые и пальцевые фрезы. Обработку производят на фрезерных станках с применением делительных головок.
Для получения теоретически точного профиля зуба при обработке каждого зубчатого колеса с определенным числом зубьев и модулем необходимо иметь специальную фрезу. Это требует большого числа фрез, поэтому обычно используют наборы из восьми дисковых фасонных фрез для каждого модуля зубьев, а для более точной обработки – набор из 15 или 26 фрез. Каждая фреза набора предназначена для обработки зубчатых колес с числом зубьев в определенных пределах, но ее размеры рассчитывают по наименьшему числу зубьев этого интервала, поэтому при обработке колес с большим числом зубьев фреза срезает лишний материал. Если расчет вели по среднему числу зубьев данного интервала, то при фрезеровании колес меньшего диаметра их зубья получились бы утолщенными, что привело бы к зацикливанию колес при работе.
Из сказанного следует, что метод нарезания зубчатых колес фасонными дисковыми и пальцевыми фрезами недостаточно точен и, кроме того, малопроизводителен, так как много времени затрачивается на процесс деления. Поэтому этот метод применяют сравнительно редко, чаще в ремонтных цехах, а также для черновых операций.
В настоящее время зубчатые колеса нарезают в основном методом обкатки. Метод обкатки обеспечивает высокую производительность, большую точность нарезаемых колес, а также возможность нарезания колес с различным числом зубьев одного модуля одним и тем же инструментом. При образовании профилей зубьев методом обкатки режущие кромки инструмента, перемещаясь, занимают относительно профилей зубьев колес ряд последовательных положений, взаимно обкатываясь; при этом инструмент и заготовка воспроизводят движение, соответствующее их зацеплению. Из инструментов, используемых для нарезания цилиндрических зубчатых колес методом обкатки, наибольшее распространение получили и червячные фрезы.
Наряду с указанными методами для производства цилиндрических колес применяют также следующие высокопроизводительные методы обработки:
Производственные станки по металлу

Использование токарно-карусельных станков оправдано во время изготовления деталей, у которых большие диаметр и масса, но малая длина. Расположенная в плоскости, горизонт, планшайба (стол с кулачками), упрощает операции по установке, выверке, контролю размеров и снятию.
Общие сведения
Изготавливает станки карусельные модели 1516 станкостроительный завод в Краснодаре имени Седина.
Токарно-карусельный станок 1516 – это станок, использующийся на производствах с небольшим количеством выпускаемых деталей. На нем проводят обработку заготовок резанием из металлов и сплавов.
Исполнение станка – одностоечное. Для расширения площади обработки плоскостей модель оснащена двумя суппортами. Один вертикальный. На нем закреплена револьверная головка на пять позиций. Смена инструмента, отжим и зажим проходят в полуавтоматическом режиме. Второй суппорт — горизонтальный. На нем закреплен резцедержатель на 4 инструмента.
Возможности у станка 1516 позволяют проводить следующие виды обработки на деталях, имеющих цилиндрическую форму:
точение снаружи и изнутри (прямое, коническое);
растачивание снаружи и изнутри (прямое, коническое);
точение торцов любым их суппортов.
Токарно-винторезный станок 1М61

Токарный станок 1М61производился с 1975 до 1992 года в г. Ереван. По техническим характеристикам станок 1М61 ориентирован для обработки деталей d до 320 мм с разнообразными поверхностями. Также на станке нарезают резьбы. Монтировались они на предприятиях сельскохозяйственного и промышленного производства, и использовались в крупносерийном производстве на оборонных заводах.
На токарно-винторезных станках 1М61, кроме нарезания резьбы, можно производить:
протачивание различных поверхностей;
торцевание деталей;
нарезание канавок;
сверление, зенкерование;
отрезание детали и другие работы.
Токарно-винторезный станок 1П611

Станок токарно-винторезный 1П611 — универсальный и используется для изготовления деталей круглой формы с применением центров или в патроне. На деталях получают различные виды резьб (метрические, трубные, круглые). Станок 1П611 при обработке деталей обеспечивает повышенный класс точности. Токарный станок 1П611 серийно изготавливают на Одесском станкозаводе с 1968 года.
Назначение станка 1П611:
— осуществление токарных работ;
— нарезка резьбы;
— отрезка заготовок.
Его используют для обработки заготовок:
— с применением кулачковых и цанговых патронов, центров;
— диапазон оборотов шпинделя и подач, обеспечиваемых суппортом, позволяет проводить обработку деталей с повышенным качеством и нужной шероховатостью поверхности;
— с проведением фрезерных и шлифовальных работ при наличии соответствующих приспособлений и наладок.
Токарный станок ТВ-9

Станки токарной группы получили широкое распространение в машиностроительной и другой производственной промышленности, основное предназначение заключается в обработке тел вращения, некоторые варианты исполнения из-за внесенных изменений могут использоваться и для проведения иных операций, к примеру, нарезания резьбы или растачивание отверстий. ТВ-9 токарный станок предназначается для проведения всех видов токарных работ и нарезания резьбы. Применение современных технологий при производстве токарного станка ТВ-9 определяет высокую точность проводимых работ, при установке соответствующего режимам резания режущего инструмента оператор может выдерживать заданный параметр шероховатости. Модель применима в среднем и мелкосерийном, штучном производстве, имеет ряд отличительных признаков.
Токарно-винторезный станок 250ИТВМ
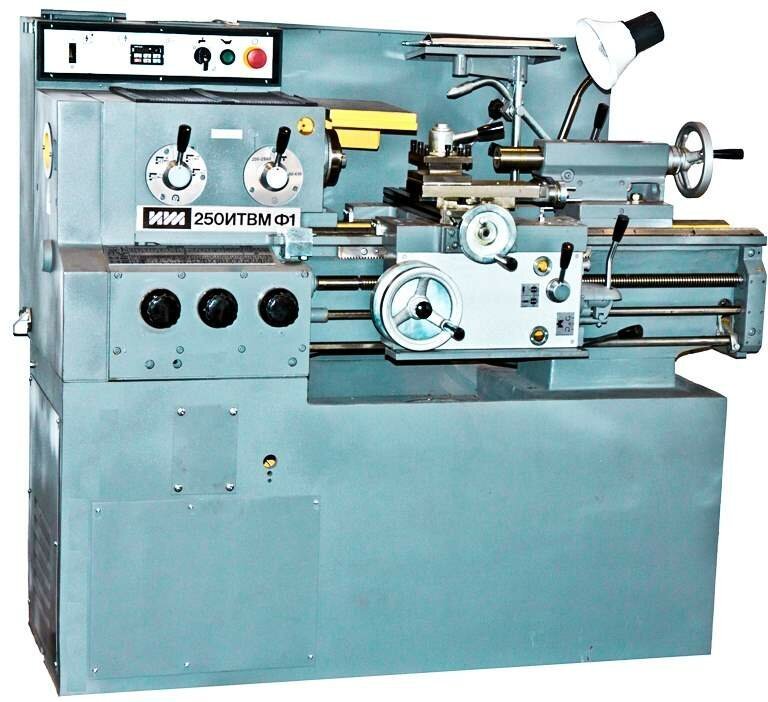
При оснащении цехов по выполнению токарных операций используется токарно-винторезный станок 250ИТВМ, а также широкое применение имеют более современные модификации, изготавливающиеся на этой базе. Разработчиками этого многофункционального устройства являются специалисты машиностроения Ижевска. Станок ИЖ, первоначальная маркировка которого была именно такая, используется для токарных работ в патроне, цанге, также в центрах.
Токарно-винторезный станок 250ИТВМ разрабатывался с целью обработки небольших по размерам заготовок. Технические характеристики станка полностью обуславливают его сферу применения, паспорт этой установки можно обнаружить в небольших мастерских, школьных классах, приборостроительных цехах.
Модель способна гарантировать высокую точность выполняемых операций, если мастер выполняет финишную подгонку либо получистовую процедуру. При осуществлении грубой технологической обработки механизмы токарного станка подвергаются максимальным нагрузкам, что существенно снижает точность.
1Д601 универсальный настольный токарный станок

Для обработки деталей из металла, пластиковых болванок, деревянных заготовок применяется токарный станок по металлу 1д601. Использование этого прибора позволяет работать с небольшими размерами деталей, причем достоинством проведения этих операций считается максимальный комфорт. Рабочую установку можно устанавливать в любом помещении, подойдут даже учебные школьные классы и частные ремонтные мастерские.
Настольный токарный станок 1д601 преимущественно используется для создания единичных заготовок бытового типа. Для массового производства лучше приобретать более громоздкую и промышленную модель. Лимбы устройства регулируют глубину хода главного резца, что улучшает точность.
Даже устаревший токарный станок 1д601, технические характеристики которого остались на первоначальном уровне, не уступает по эффективности обработки заготовок некоторым современным установкам.
Токарно-винторезный станок 1В62Г

Токарно-винторезный станок 1В62Г расположен в группе станкостроительного производства и выпускался в г. Астрахань. На нем можно обрабатывать наружные, внутренние, конические цилиндрические поверхности, а также сверлить, зенкеровать и нарезать резьбу. Резцом резать резьбу на нем можно как метрическую, так питчевую и трубную.
Станки этой группы подразделяются на универсальные и специализированные. Специализированные агрегаты применялись (и применяются) в промышленности, где необходимо крупно — серийное производство. Например, при обтачивании различных деталей для военной промышленности, осей в вагонном хозяйстве. Зажимы заготовок для ускорения делают гидравлическими или воздушными.
Универсальные станки служат для точения различных поверхностей, нарезания канавок, резьбы. На них можно сверлить, зенкеровать, а применяя различные приспособления, даже фрезеровать, долбить, шлифовать. Конечно, это оправдывается лишь в случае, когда нет подходящего оборудования.
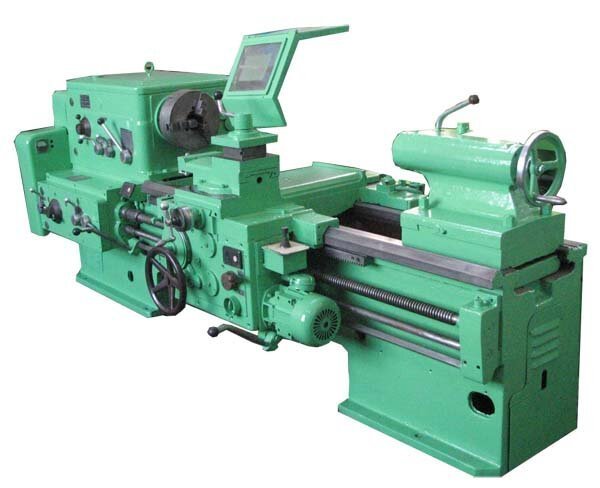
Токарно-винторезный станок 16К20Ф3

Для обработки различных деталей на промышленных предприятиях широко используются токарные станки 16К20ФЗ, которые имеют необходимые технические характеристики. Производство данного типа оборудования было организовано на московском станкостроительном заводе «Красный пролетарий» в 1970-х годах, которое поставлялось во многие регионы страны.
При осуществлении модернизации токарного оборудования 16К20ФЗ комплектуются комплексами с ЧПУ отечественного и импортного производства с заменой электросхемы энергоснабжения. Проводимое переоборудование дает возможность увеличить мощность более чем 2,5 — 3 раза с учетом состояния агрегатов. Целевая модернизация позволяет повысить производительность оснащения, степень автоматизации, сократить время режима изменения заготовок и желательно должна осуществляться одновременно с капитальным ремонтом.
Токарно-винторезный станок ДИП-500 (1М65)
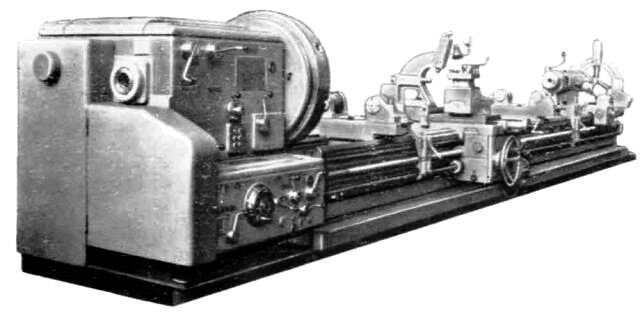
Токарно-винторезный станок ДИП-500 стал выпускаться вместо токарного станка 165-ой линейки. С его помощью стало возможно обрабатывать крупногабаритные заготовки в условиях мелкосерийного и единичного производствах. Благодаря своей высокой надежности и качеству изготовления станок поставлялся на экспорт.
История создания модели
Первым в СССР началу выпуска универсальных токарно-винторезных станков положил завод в Москве «Красный пролетарий» в тридцатых годах двадцатого века. В своих маркировках станков завод имел лозунг станкостроения СССР — ДИП. Расшифровывается эта аббревиатура так – «догнать и перегнать». В дальнейшем ДИП-500 стало выпускать предприятие Рязанского станкостроительного завода в пятидесятых годах двадцатого века, и он получил маркировку 1М65.
Назначение модели
Токарно-винторезный станок ДИП-500 используется для механической обработки металлических и полимерных заготовок (из чугуна, стали, фторопласта и т.п.) типа тел вращения. При помощи этого токарного станка выполняют все виды токарных работ: начиная с подрезки торцов и заканчивая нарезкой различной резьбы.
Описание
Станок ДИП-500 — это оборудование токарной группы, являющийся универсальным, его возможно использовать в различных сферах промышленности для токарных операций для изготовления продукции. С его помощью существует возможность выполнять вышеизложенные работы с нормальной точностью (Н) и высокой производительностью. За все время эксплуатации станок зарекомендовал себя высокой надежностью благодаря качеству изготовления и простотой в обслуживании, а также не требовал к себе высокого внимания, особых условий при эксплуатации.
Современными аналогами ДИП-500 являются такие модели станков как Stalex C6140W, Proma SPF-1000PH/1500PH/2000PH, MetalMaster MLM 460X1500, Jet GH-1840 ZX DRO и ряд других станков.
Токарно-винторезный станок ДИП-300
Первоначальная версия токарно-винторезного станка ДИП-300 была разработана еще в 1932 году. Главным его предназначением в то время была обработка деревянных заготовок, немного позднее обновленную модификацию можно было уже использовать для обработки металлических изделий. Следует отметить, что высокие темпы развития машиностроительной отрасли в послереволюционный период, обусловленные стремительным техническим прогрессом в Европе, привели к изобретению уникального на то время станка, который опередил по всем техническим характеристикам образцы западных аналогов подобного типа. Сокращенное название расшифровывается довольно просто: «Догнать и перегнать». Количественные показатели, используемые в маркировке названия, характеризуют параметры высоты центров. Отличные технические характеристики позволили к 1940 году именно этим моделям ДИП-300 и ДИП-500 получить широкое распространение в большинстве производственных цехов по всей территории страны.
Станки, произведенные на Рязанском станкостроительном заводе, серии ДИП-300, по мере модернизаций получили маркировку 1М63.
Токарный станок ДИП-300 отличается длительным сроком службы. Во время продолжительной эксплуатации оборудование сохраняет изначальную точность при выполнении всех технологических операций. Надежная конструкция шпинделя и каретки токарно-винторезного станка ДИП-300 при наличии жесткой станины обеспечивают высокую точность выполненных работ. На высоких скоростях производится внешнее и внутреннее точение, растачивание, точение конусов, а также нарезание резьбы разных видов: дюймовая, метрическая, модульная и питчевая. Модель позволяет осуществлять многопрофильную токарную работу с изделиями средних и больших размеров в условиях мелкосерийного производства при машиностроительных заводах и цехах.
Учебный токарно-винторезный станок ТВ-16

Учебный токарно-винторезный станок ТВ-16 является малогабаритным оборудованием для обработки деталей из металла. Он разработан для выполнения элементарных токарных операций, таких как точение и растачивание, и работ средней степени сложности, например, нарезание резьбы, сверление отверстий и прочее. Токарный станок по металлу для школы разработан с целью обеспечения промышленного образования молодежи в мастерских различных учебных заведений. Габаритные параметры составляют 115 ×60 × 120 см, вес устройства – 180 кг.
Токарно-винторезный станок 16К20

16К20 – универсальный токарно-винторезный станок нормальной точности, широко распространенный на территории Российской Федерации и СНГ.
Предназначен для выполнения всех основных видов токарных работ, а также выполнения нестандартных операции при использовании дополнительных приспособлений, например, возможно выполнять кузнечную операцию скручивания (торсировку) квадратного проката для изготовления балясин.
Выпускался в бывшем Советском Союзе с 1971 года на предприятии «Красный пролетарий». На протяжении длительного времени 16К20 являлся основным токарно-винторезным станком Советского, а в последствии и Российского машиностроения, сейчас снят с производства, а на достойную замену ему может претендовать белорусский станок ГС526У, технические характеристики которого и вес максимально приближены к своему легендарному прототипу, но значительно усовершенствован: в конструкцию были внесены современные технические и технологические решения, использовались современные материалы при производстве деталей станка, переработаны основные узлы с учетом недостатков предшественника.
Кстати, вес 16К20 меньше, чем вес модели предшественника 1К62.
Данный станок является универсальным и предназначен для механической обработки деталей, которые устанавливаются трех- или четырехкулачковом патроне либо в центрах. Оборудование позволяет выполнять работы, в ручном цикле с оптимальной точностью, с соблюдением безопасности труда.
Школьный токарно-винторезный станок ТВ-4

Токарно-винторезный станок ТВ-4 применяется для обучения учащихся школ, профтехучилищ, техникумов токарному делу. Именно поэтому его иногда в некоторых источниках называют «школьник». На сегодняшний день станки этой модели можно найти в частных домашних мастерских, на мелких ремонтных предприятиях и учебных заведениях.
На станке можно осуществлять классические токарные операции: точения, подрезку торцов, сверления, нарезания резьбы ручным и механическим способами и др.
Станок отличается небольшим весом и является универсальным. Именно поэтому его в основном использовали для обучения в школах, что и стало причиной того, что его называют «школьник».
Токарно-винторезный станок ТВ-4 предназначен для выполнения большого количества операций, основные среди них такие:
рассверливание;
расточка отверстий;
зенкеровка;
расточка наружных поверхностей цилиндрической и конической формы;
нарезка внутренней и наружной, трапецеидальной, упорной и дюймовой резьбы разного шага;
нарезание многозаходной резьбы.
Токарно-винторезный станок 1К62

Давно уже не существует московского завода «Красный пролетарий», но станки, которые он выпускал, благодаря их надёжности по-прежнему работают на постсоветском пространстве. Со временем некоторые детали изнашиваются, а при интенсивном постоянном использовании станок необходимо менять. Найти теперь новый токарный станок 1К62 практически невозможно. Поэтому к основной маркировке (на новых станках) добавляются в конце буквенные обозначения, указывающие на дополнения или изменения в конструкции или характеристиках отдельных узлов агрегата.
Кроме усовершенствованных моделей токарного станка, работающего на протяжении нескольких десятилетий в разных отраслях машиностроения, инструментальных цехах и различных лабораториях по разработке сложных металлических конструкций, на рынке можно найти полные аналоги давно разработанного, но не устаревающего морально токарно-винторезного станка 1К62. Оборудование, произведённое в СССР, безотказно работает по сей день.
Возможности токарно-винторезного станка 1К62 очень велики. На нём можно обрабатывать детали малого диаметра с незначительным весом и просто огромные. При закреплении заготовки в патроне, её вес может доходить до 300 кг. При закреплении детали в центрах, её вес может доходить до 1300 кг.
Источник https://tagaev.com/tokarno-vintoreznye-stanki/
Источник https://stepmotor.ru/vidy-stankov
Источник https://m.fishki.net/2863580-sovetskie-stanki-kotorye-rabotajut-i-po-sej-deny.html




