Содержание
Методика сварки труб при помощи давления — разновидности и особенности

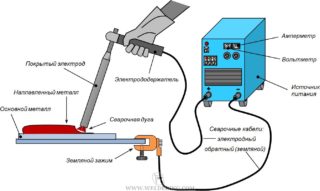
Сварка труб давлением проходит так: в соприкасающихся частях свариваемых частей происходит сжатие, из-за которого получается сварочное соединение. Трубы для газа и воды испытывают постоянное напряжение, поэтому варить их надо тщательно.
Чтобы выполнять такую кропотливую работу, сварщик должен иметь достаточный опыт. Диаметры изделий маленькие, стенки – толстые, поэтому работа выполняется в жестких условиях.
Шов должен быть устойчив к коррозии, выполнен грамотно и аккуратно.
Какая бывает сварка давлением
Выделяют несколько видов: ультразвуковая, холодная, контактная, диффузионная, термокомпрессионная, сварка взрывом и трением. Чтобы получить качественный шов, нужно, чтобы кристаллические решетки металлов образовали новые межатомные связи.
Детали нужно свести очень близко для их соединения – только так атомы будут взаимодействовать. Связь атомов образуется, когда электронные оболочки атомов соединяются.
Сварка давлением – это разновидность контактной, поэтому похожа на нее.
Внимание! Сначала соединяются поверхности свариваемых элементов с помощью деформации металлов, а затем появляются связи между металлом и атомами.
На поверхности свариваемых частей находится оксидная пленка. Под воздействием температуры она нарушается и деформируется, а затем убирается из шва.
В чем отличие термокомпрессионной сварки

Иногда перед свариванием давлением детали нужно нагреть.
Внимание! Температура, до которой нужно нагреть, должна быть ниже температуры, когда металл становится жидким.
Как добиться качественной контактной сварки

В данном случае процесс деформации проходит очень быстро, а значит соединение получается быстро.
На качество результата влияет ряд факторов:
- качество подготовки свариваемых поверхностей;
- пластичность;
- правильное размещение свариваемых частей;
- предотвращение оксидов.
Наглядный пример – сваривание давлением стальных труб. Сначала готовят края деталей: их зачищают и обезжиривают. Срез края должен проходить перпендикулярно оси изделия. Части загружают в аппарат, где они сортируются по положению одна к одной.
Одна труба зажимается в тиски полностью неподвижно. Вторая вставляется в подвижный сегмент. На расстоянии около 5 см от края деталей прикрепляются контакты.
Что такое стыковая сварка

Это еще один популярный вид сварочной работы давлением. Соприкасающиеся поверхности деталей соединяются швом по всей длине. Чтобы работа прошла без проблем, части фиксируются в узлах сварочного аппарата.
В аппарате есть особый механизм, который помогает добиться этого вида соединений.
Где используется точечная сварка давлением
Здесь детали соединяются в определенных намеченных точках. Это удобный вариант, потому что можно сразу скрепить несколько точек. Из-за этого процесс ускоряется.
Перед началом работы нужно закрепить изделие между медными электродами. Чтобы точечно сварить детали давлением, нужно следовать четырехкомпонентному алгоритму.
- Сначала трубы фиксируются между электродами.
- Запускается сварочный ток. Свариваемые участки разогреваются до температуры плавления.
- Ток отключают, сжатие усиливают. Это увеличивает качество сварки.
- На последнем этапе ослабляют электроды и убирают усилие.
Плюс шовной сварки и сфера применения

Во время нее заготовку сжимают между двумя крутящимися роликами. Этот вид используется для соединения листовых изделий. Есть ограничение по толщине – не более 3 мм.
Главный плюс шовного соединения давлением – надежный шов, который получается при грамотной работе.
Какие металлы нуждаются в холодной сварке

С ее помощью свариваются металлы и их соединения с высокой пластичностью, например, серебро, медь, алюминий и другие.
Нюансы процесса сварки под давлением

Для стали с маркировкой 20 при ручной сварке давленем нужно использовать электроды Э42А с диаметром не более 3 мм с фтористым кальцием или рутилом. Перед работой стыки деталей разогреваются до 300°С. Тонкие изделия можно разогревать до 200°С.
Если нужно варить водопровод из оцинкованной стали, используют самозащитную проволоку с диаметром от 0,8 до 1,2 мм. Обычную сталь сваривают внахлест.
Количество сварочных слоев определяется исходя из толщины стенок, минимальное их количество – 4, но не более 10.
Воронка и удлиненный мундштук применяются при полуавтоматической сварке под флюсом. Здесь так же нужно учитывать толщину труб для оптимального наложения слоев.
После сварочного соединения снимают термическое напряжение. Для этого швы подвергают термической обработке по бокам от места соединения на расстоянии 10 см.
Как проходит сварочная работа
Соединение труб давлением – процесс сложный. Сварщик не может развернуть изделие так, как ему удобно. Особенно сложно варить возле стен. Чтобы облегчить процесс и качественно сварить, можно использовать зеркало.
Сначала варят внутри трубы, а затем снаружи. Для этого в трубе делают отверстие. Начинают варить с середины. В таком случае чаще всего используют потолочный шов: электрод прижимают плотно к металлу и ставят перпендикулярно к свариваемой поверхности.
Затем применяют вертикальный шов. Чтобы металл не плавился, электрод ставят под углом. Для вертикально стоящей трубы используют точечную сварку, а после – горизонтальную.
Тщательно прорабатываются места развязки. Работать нужно действовать аккуратно, чтобы не сделать дыру в металле.
Закончив варить, нужно удалить шлаки, и продолжать работать с другой стороны. Главное – не попасть на только что законченный шов. Всё повторяется так же, как и на первом этапе.
При работе со сварочным аппаратом нельзя забывать о технике безопасности.
Сварка труб давлением – технологически сложный процесс. Но при следовании инструкции по выполнению любого типа соединительных работ в итоге получается крепкий аккуратный шов.
Как заварить трубу с водой электросваркой
Устранение причин аварий инженерных коммуникаций иногда требует быстрых решений, чтобы избежать серьезных угроз для строительных конструкций и безвозвратной потери материальных ценностей. Главное — не подвергать риску жизнь и здоровье людей. В ряде случаев отключить подачу воды не представляется возможным. Необходим экстренный ремонт трубопровода под рабочим давлением сети.
Виды сварки труб с водой

Доля трубопроводов с резьбовым соединением незначительна. В большинстве случаев стыки металлических элементов трассы выполнены сваркой. Порой случаются непредвиденные аварии, связанные с ошибками при монтаже, критической внешней нагрузкой на трубы. Возникают протечки, трещины.
Если участок, требующий ремонта, изготовлен из пластиковой трубы, устранить аварию можно либо хомутом, либо после полного отключения подачи воды. Температура, необходимая для сварки полимерных элементов, будет разрушительна для трассы, в которой находится вода под давлением. Полипропилен становится пластичным при 95-130° C, а сварку выполняют при более высоких значениях. Электромуфта имеет рабочий диапазон температур от 250 до 300° C.
Металлические трубы ремонтировать можно. Квалифицированный сварщик обладает необходимым опытом, чтобы правильно заварить трубу с водой под рабочим давлением. Устранить течь можно следующими способами:

- Электродуговая сварка — оптимальный надежный способ устранения аварии.
- Газосварка — необходим генератор и баллон с кислородом. Прогреть металл в трубе с водой очень сложно, поэтому в ряде случаев от этого способа приходится отказываться;
- Холодная сварка — принцип заделки течи основан на затвердевании мягких активных веществ под действием небольших температур, воздуха, либо по прошествии необходимого времени. Холодная сварка подойдет для труб с горячей и холодной водой.
Электросварка — наиболее приемлемый вариант для качественного ремонта трубы с водой. Современные аппараты пользуются популярностью у домашних мастеров. При строительстве магистральных трубопроводов широко используется полуавтомат, для самостоятельной работы лучше приобрести компактный ручной электродуговой прибор. Сварочный инвертор доступен по цене, выполнить элементарные операции по хозяйству может любой желающий.
В экстренных случаях можно в качестве аварийной меры изготовить самодельный хомут, воспользоваться набором для холодной сварки. После этого в ближайшее время следует провести капитальный ремонт.
Особенности сварки водопроводной трубы
Для прочного надежного соединения необходимо оставлять зазор 1-2 мм, тогда расплавленный металл образует шов с обратным наплывом, края трубы равномерно на молекулярном уровне соединяются между собой. Зазор размером менее 1 мм с таким качеством соединить сложнее. Трубопровод сначала собирают, затем подключают воду. Отдельные элементы системы проверяют специальным оборудованием на надежность опрессовки под повышенным давлением.
Сварку магистральных трубопроводов делают электродуговыми аппаратами. Способ гарантированно выдерживает необходимый срок эксплуатации, если выполнены технологические условия. Диаметры труб менее 50 мм в разводке домов часто делаются газовым оборудованием. В условиях ограниченного пространства и недостатка квалификации исполнителей, обладающих навыками электросварщика, этот способ оказывается предпочтительнее.
При ремонте газовая сварка также применяется чаще. Однако при невозможности отключения подачи воды способ не используется. Температура свариваемого участка не успевает доходить до нужных значений. Вода охлаждает металл, надежного соединения не получится. Единственный вариант, когда пользуются этим методом не отключая магистральную подачу — если выше места протечки имеется внутренняя запорная арматура, позволяющая на этом участке сбросить давление. Если конструкция системы позволит образоваться воздушной пробке, есть шансы качественно сварить место свища.
Принципиальная разница газового и электродугового оборудования заключается в том, что во втором случае нет необходимости прогревать металл. Нужную температуру он набирает за доли секунды.
Опасность представляет горячий пар, выброс которого может привести к ожогам. Не рекомендуется заваривать трубу с горячей водой электросваркой. В случае прорыва последствия могут быть критическими. Работы выполняются в маске, перчатках, спецодежде. Повышенная влажность опасна рисками поражения электрическим током. Выполняя работу необходимо соблюдать технику безопасности при подключении к сети, размещении кабелей.
Ремонт протечек холодной сваркой
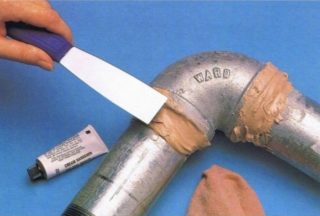
На рынке и в специализированных магазинах продаются ремонтные наборы для домашнего и профессионального применения. По химическому составу эти препараты отличаются друг от друга, но характерная особенность заключается в способности застывать без использования дополнительного оборудования. Пластическая масса перед употреблением разминается, соединяется с отвердителем, затем наносится на свищ в трубе. Все работы проводятся в резиновых перчатках. В мягком состоянии вещества холодной сварки могут быть вредны для кожи.
При ремонте протечек в системе с водой возникает серьезная проблема. Эластичность массы не дает возможности выдерживать ее указанное время на нужном участке. Струйка воды пробивает мягкий состав до того, как он отвердевает. В этом случае возможен вариант дополнительного укрепления в виде временного бандажа, хомута. После подготовки необходимой массы препарата его зажимают между трубой и армирующим элементом на время затвердения. Использовать можно заводской, самодельный хомут и прокладку, фиксирующую холодную сварку. Холодная сварка для бытовых водопроводных металлических труб, находящихся под давлением требует предельной аккуратности и точности.
Рекомендации производителей продуктов гарантируют устранение трещин и зазоров на трубах при отключенной подаче воды, поэтому при работе на участке с рабочим давлением необходима особая аккуратность, внимание и точность. В инструкции указано время отвердения. Выдерживать его необходимо неукоснительно. Полимеризация происходит от 10 мин до часа.
Не рекомендуется подключать воду в зависимости от типа холодной сварки по прошествии 8-24 часов. Используя временный, хомут нельзя его убирать после полимеризации. Необходимо выдержать полное время, рекомендуемое производителем.
Особенности ручной дуговой сварки труб с водой

Удовлетворительно выполнить работу можно только четко понимая поставленную задачу. Прежде всего, необходимо произвести осмотр поврежденного участка. Опасности протечек подвержены больше сварные трубы, нежели цельнотянутые аналоги. На месте стыка образуется свищ в виде трещины. Для определения характера повреждения рекомендуется шкуркой пройти этот участок. Становится видно место свища, его размеры, форма.
Особая сложность в работе возникает, когда ремонт нужно производить в труднодоступном месте. Требуются навыки, знания специальных технологий сварки. Опытные мастера используют для облегчения работы зеркало и электрод, загнутый под небольшим углом. Специалист хорошо различает расплавленный металл и образующийся шлак. Неопытный исполнитель может не заметить нюансов, и качество шва будет недостаточным для длительной эксплуатации. Такой ремонт продержится год-два, затем труба даст течь. Доверять работу лучше специалисту.
Сварка труб считается сложной операцией. Квалификации мастера, работавшего только с конструкционным строительным прокатом может быть недостаточно. При давлении воды операция осложняется. Настоятельно рекомендуется проводить это мероприятие как временную меру.
ГОСТ не предусматривает сварочные работы под давлением. Операция предполагает экстренное устранение аварии. При первой возможности отключения подачи воды нужно провести капитальный ремонт, замену поврежденного участка.
1 Область применения
Настоящий стандарт распространяется на изготовление, монтаж и ремонт сосудов, аппаратов толщиной до 220 мм и технологических трубопроводов толщиной до 30 мм из углеродистых и низколегированных сталей для химической, нефтехимической, нефтеперерабатывающей, газовой и других смежных отраслей промышленности, работающих при температурах от минус 70 до 475°С, подведомственных Ростехнадзору.
Стандарт определяет требования к технологии сварки изделий из углеродистых и низколегированных сталей с временным сопротивлением разрыву от 350 МПа (36 кгс/мм 2 ) до 590 МПа (60 кгс/мм 2 ).
Настоящий СТО регламентирует применение основных и сварочных материалов, заготовительные операции, подготовку кромок под сварку, сборку, способы (ручная дуговая, аргонодуговая неплавящимся электродом, полуавтоматическая в защитных газах, автоматическая под флюсом и электрошлаковая), режимы и технологию сварки, термическую обработку, контроль качества и исправление дефектов сварных соединений, требования к ремонту и реконструкции корпусного оборудования и трубопроводов при их сверхнормативной эксплуатации.
Организация, выполняющая сварку изделий из углеродистых и низколегированных сталей, должна иметь разрешение на право применения технологии сварки в порядке, установленном РД 03-615.
Настоящий стандарт предназначен для технологов, конструкторов, мастеров производства, ОТК и рабочих, занимающихся изготовлением аппаратов и трубопроводов из углеродистых и низколегированных сталей.
Зарегистрировано № 261 от 2008-11-10
Заместитель генерального директора
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты, правила и другие нормативные документы:
ГОСТ Р 12.4.238-2007 ССБТ. Щитки защитные лицевые для электросварщиков. Технические условия
ГОСТ Р 52222-2004 Флюсы сварочные плавленые для автоматической сварки. Технические условия
ГОСТ Р 52630-2006 Сосуды и аппараты стальные сварные. Общие технические условия
ГОСТ Р 52785-2007 Отвертки слесарно-монтажные. Рабочая часть слесарно-монтажных отверток для винтов и шурупов с крестообразным шлицем
ГОСТ 12.2.003-91 ССБТ. Оборудование производственное. Общие требования безопасности
ГОСТ 12.2.007.8-75 ССБТ. Устройства электросварочные и для плазменной обработки. Требования безопасности
ГОСТ 1465-80 Напильники. Технические условия
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 2310-77 Молотки слесарные стальные. Технические условия
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 2838-80 Ключи гаечные. Общие технические условия
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 5547-93 Плоскогубцы комбинированные. Технические условия
ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств
ГОСТ 7211-86 Зубила слесарные. Технические условия
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия
ГОСТ 8713-79 Сварка под флюсом. Сварные соединения. Основные типы, конструктивные элементы и размеры
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические требования
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия
ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы, размеры
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы, размеры
ГОСТ 13861-89 Редукторы для газопламенной обработки. Общие технические условия
ГОСТ 14651-78 Электродержатели для ручной дуговой сварки. Технические условия
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 15164-78 Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 16037-80 Сварные соединения сварных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСТ 22761-77 Металлы и сплавы. Метод измерения твердости по Бринеллю переносными твердомерами статического действия
ГОСТ 22762-77 Металлы и сплавы. Метод измерения твердости на пределе текучести вдавливанием шара
ГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия
ГОСТ 26389-84 Сварные соединения. Методы испытаний на сопротивляемость образованию холодных трещин при сварке плавлением
ОСТ 24.948.02-91 Флюс марки ФЦ-21
ОСТ 26-5-99 Контроль неразрушающий. Цветной метод контроля сварных соединений, наплавленного и основного металла
ОСТ 26-291-94 Сосуды и аппараты стальные сварные. Общие технические условия
ОСТ 26.260.3-2001 Сварка в химическом машиностроении. Основные положения
СТО 00220256-005-2005 Швы стыковых, угловых и тавровых сварных соединений сосудов и аппаратов, работающих под давлением. Методика ультразвукового контроля
СТО 00220368-010-2007 Швы сварных соединений сосудов и аппаратов, работающих под давлением. Радиографический метод контроля
СТП 26.260.486-2005 Каталог аналогов импортных и отечественных основных и сварочных материалов, применяемых при изготовлении сосудов, аппаратов и трубопроводов, подведомственных Ростехнадзору
РД 24.200.04-90 Швы сварных соединений. Металлографический метод контроля основного металла и сварных соединений химнефтеаппаратуры
РД 24.942.02-90 Электрошлаковая сварка химнефтеаппаратуры из низколегированных и теплоустойчивых сталей
РД 26.260.225-2001 Корпуса цилиндрических сосудов и аппаратов. Технология, методы обеспечения качества
РД 38.13.004-86 Эксплуатация и ремонт технологических трубопроводов под давлением до 10,0 МПа (100 кгс/см 2 )
РД 03-606-03 Инструкция по визуальному и измерительному контролю
РД 03-615-03 Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов
РД 26-4-87 Правила. Оборудование для безбаллонного обеспечения предприятий двуокисью углерода. Выбор и применение
РД 26-17-049-85 Организация хранения, подготовки и контроля сварочных материалов
РТМ 26-44-82 Термическая обработка нефтехимической аппаратуры и ее элементов
ПБ 03-273-99 Правила аттестации сварщиков и специалистов сварочного производства
ПБ 03-576-03 Правила устройства и безопасной эксплуатации сосудов, работающих под давлением
ПБ 03-584-03 Правила проектирования, изготовления и приемки сосудов и аппаратов стальных сварных
ПБ 03-585-03 Правила устройства и безопасной эксплуатации технологических трубопроводов
ОТУ 3-01 Сосуды и аппараты. Общие технические условия на ремонт корпусов
ТУ 14-1-2219-77 Проволока стальная сварочная марок: Св-10НЮ и Св-10Х2М
ТУ 14-1-3648-83 Проволока сварочная марки Св-08Г2СНТЮР
ТУ ИЭС 291-86 Флюс АН-9У
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины, определения и сокращения
3.1 Применяемые в настоящем стандарте стандартизованные термины: «автоматическая сварка», «аргонодуговая сварка», «валик», «корень шва», «кратер шва», «наплавка», «проход при сварке», «подварочный шов», «сварка в защитном газе», «ручная дуговая сварка», «сварка дуговая неплавящимся электродом», «сварное соединение», «слой сварного шва», «стыковое соединение», «тавровое соединение», «угловое соединение» приведены в ГОСТ 2601 .
3.2 В настоящем стандарте приведены следующие сокращения:
ВВО — водо-воздушное охлаждение
ВО — водяное охлаждение
КТО — конструкторско-технологический отдел
НД — нормативный документ
ОГС — отдел главного сварщика
ОГТ — отдел главного технолога
ОСТ — отраслевой стандарт
ОТК — отдел технического контроля
ОТУ — общие технические условия
ОШЗ — околошовная зона
СКР — сероводородное коррозионное растрескивание
СТО — стандарт организации
СТП — стандарт предприятия
РД — руководящий документ
РДС — ручная дуговая сварка
РТЦ — регулируемый термический цикл
УЗД — ультразвуковая дефектоскопия
ЦД — цветная дефектоскопия
ЭШС — электрошлаковая сварка
4 Общие положения
4.2 Все сборочные и сварочные работы производят в закрытых отапливаемых помещениях на специальных изолированных участках, обеспечивающих соблюдение чистоты сварочных работ, отсутствие сквозняков и температуру окружающего воздуха не ниже 0 °С. Другие требования к условиям выполнения сварочных работ приведены в п. 6.8.4 ГОСТ Р 52630 .
При выполнении сварочных работ на открытых площадках должны быть приняты меры защиты места сварки от воздействия атмосферных осадков и ветра.
4.3 При проведении сварочных работ, кроме выполнения общих требований техники безопасности и производственной санитарии, необходимо обращать внимание на эффективность вентиляции, особенно при выполнении сварки в закрытых сосудах.
4.4 Сварка должна производиться согласно технологическим процессам, разработанным на основании чертежей и настоящего СТО.
4.5 При производстве работ по заготовительным операциям, подготовке кромок, сборке, сварке, термической обработке, исправлению дефектов и контролю сварных швов соблюдать требования действующих правил и инструкций по технике безопасности и охране труда.
4.6 Оперативное управление процессом производства осуществляют:
— руководители ОГС, ОГТ, КТО (в части соблюдения требований данного стандарта при разработке технологической документации);
— начальники цехов и участков, отвечающие за изготовление сосудов, аппаратов и трубопроводов;
— начальник ОТК (в части контроля качества).
5 Требования к выполнению сварных соединений
5.1 При разработке технологического процесса сварки углеродистых и низколегированных сталей необходимо учитывать:
— технологические особенности сварки сталей, специальные требования (подогрев, термообработка и т.п.), которые принимаются для сварных соединений из углеродистых сталей толщиной свыше 36 мм и низколегированных сталей, включая стали повышенной прочности, толщиной свыше 30 мм;
— возможность образования дефектов, особенно холодных трещин при сварке сталей повышенной прочности и горячих трещин при заварке корня шва сварных соединений больших толщин;
— обеспечение механических свойств сварных соединений, особенно ударной вязкости металла шва сварных соединений, эксплуатируемых при низких температурах, а также из сталей повышенной прочности.
5.2 При сварке низколегированных сталей повышенной прочности допускается применять предварительную подварку корня шва электродами типа Э42А или Э50А с последующим заполнением разделки сварочными материалами по химическому составу и прочности соответствующие основному металлу.
Корневая часть шва должна составлять не более 30% номинальной толщины свариваемых деталей (расчетной высоты углового шва), но не более 20 мм.
5.3 Дуговую сварку низколегированных сталей, эксплуатируемых при низких температурах (ниже минус 20°С), в средах вызывающих сероводородное коррозионное растрескивание и из сталей повышенной прочности, рекомендуется производить с ограничением погонной энергии — 40 кДж/см. Технологические приемы сварки должны быть направлены на снижение уровня сварочных напряжений в сварных соединениях.
5.4 Учитывая существенную зависимость работоспособности сварных соединений от наличия в них дефектов» необходимо принять меры по обеспечению качества сварки в строгом соответствии с требованиями НТД.
5.5 Сварку деталей и узлов разрешается производить только после приемки качества сборки ОТК.
6 Требования к основным материалам
6.1 Для изготовления аппаратов и трубопроводов могут применяться стали, выплавленные в мартеновских или электрических печах.
6.2 По химическому составу и механическим свойствам материалы должны удовлетворять требованиям государственных стандартов, технических условий и действующей нормативно-технической документации ( ГОСТ Р 52630 , ОСТ 26-291 , ПБ 03-576 , ПБ 03-584 , ПБ 03-585 ).
6.3 Качество и основные характеристики материалов должны быть подтверждены сертификатами поставщиков.
6.4 Назначение и условия применения марок сталей, рассматриваемых в настоящем СТО, оговариваются требованиями раздела 5 ГОСТ Р 52630 , раздела 2 ОСТ 26-291 , раздела III ПБ 03-584 , раздела III ПБ 03-576 , разделов II и III ПБ 03-585 .
6.5 На заводе-изготовителе сосудов и аппаратов материалы до запуска в производство должны быть приняты ОТК.
При приемке проверяются:
— соответствие стали условиям заказа, стандарту или техническим условиям и данным сертификата;
— соответствие маркировки проката данным сертификата;
— качество поверхности проката и его соответствие требованиям стандартов или технических условий.
6.6 При отсутствии сопроводительных сертификатов на материалы или данных об отдельных видах испытаний должны быть проведены испытания на предприятии-изготовителе аппаратов в соответствии с требованиями стандартов или технических условий на эти материалы и требованиями настоящего стандарта.
6.7 Низколегированные стали повышенной прочности 15Г2СФ, 09Г2ФБ, 10Г2ФБ, 09Г2БТ, 16Г2АФ, 16ГНМА могут поставляться как в нормализованном, так и в термоупрочненном состоянии.
Термоупрочненные стали, применяемые для аппаратов, эксплуатируемых при температуре свыше 200°С и давлении более 5 МПа, должны проходить полистное испытание на заводе-изготовителе.
7 Сварочные материалы
7.1 Для сварки деталей и узлов из углеродистых и низколегированных сталей применяются сварочные материалы, приведенные в таблицах 7.1-7.4. Допускается применение других однотипных сварочных материалов.
Примечание — В случае получения неудовлетворительных результатов испытаний ударной вязкости металла шва на образцах KCV (при температурах ниже минус 20°С) рекомендуется ограничивать погонную энергию сварки до 18-20 кДж/см.
Таблица 7.1 — Электроды для сварки углеродистых и низколегированных сталей
Марка свариваемой стали
Тип электрода по ГОСТ 9467
Минимальная температура эксплуатации сварных соединений, °С
Не ниже минус 15
Не ниже минус 30
16ГС; 17ГС; 17Г1С;
Не ниже минус 40
Е32; трубы толщиной менее 12 мм из сталей марок 10 и 20
АНО-ТМ; АНО-ТМ/Н; ТМУ-21У; ЦУ-5
Не ниже минус 60*)
Не ниже минус 70 при условии плакировки шва с использованием электродов ВП-4, ВП-6, АНО-25
Не ниже минус 70
Не ниже минус 40
ОЗС-24; УОНИ-13/5 5У
1 *) — после нормализации сварные соединения допускаются к эксплуатации при температурах до минус 70 °С.
2 Плакировка сварных швов с использованием электродов ВП-4, ВП-6, АНО-25 допускается для соединений толщиной до 40 мм. Плакировка выполняется не менее чем в два слоя с каждой стороны.
3 Максимальная температура применения электродов определяется по допустимой температуре эксплуатации свариваемой стали, см. раздел 5 ГОСТ Р 52630 .
4 **) — для сварки термоупрочненных сталей.
5 Для сварки соединений сталей 20ЮЧ; 20КА, эксплуатируемых в средах вызывающих СКР, применяются электроды УОНИ-13/55; АНО-ТМ; АНО-ТМ/Н.
Таблица 7.2 — Сварочные материалы для автоматической сварки под флюсом углеродистых и низколегированных сталей
Марка свариваемой Стали
Марка проволоки по ГОСТ 2246
Минимальная температура эксплуатации сварных соединений, °С
Не ниже минус 20
Не ниже минус 30
Не ниже минус 40
для сосудов, работающих без давления
Не ниже минус 40
16ГС; 17ГС; 17Г1С;
Не ниже минус 40*)
Не ниже минус 60*) при условии ограничения погонной энергии 20 кДж/см или плакировки шва с использованием проволок Св-10НЮ, Св-10НМА
Не ниже минус 70 при условии плакировки шва с использованием проволок Св-10НЮ, Св-10НМА
Не ниже минус 70
Не ниже минус 40
1 *) — после нормализации сварные соединения допускаются к эксплуатации при температурах до минус 70°С без ограничения погонной энергии сварки и плакировки шва с использованием проволок Св-10НЮ, Св-10НМА.
2 Плакировка сварных швов с использованием проволок Св-10НЮ, Св-10НМА допускается для соединений толщиной до 40 мм. Плакировка выполняется не менее чем в два слоя с каждой стороны.
3 Для сварки соединений сталей 20ЮЧ; 20КА допускается применять проволоку Св-10НЮ в сочетании с флюсом АН-348А при условии ограничения погонной энергии до 34 кДж/см.
4 Максимальная температура применения сварочных материалов определяется по допустимой температуре эксплуатации свариваемой стали, см. раздел 5 ГОСТ Р 52630
Таблица 7.3 — Сварочные материалы для сварки в защитных газах углеродистых и низколегированных сталей
Марка свариваемой стали
Марка проволоки по ГОСТ 2246
Защитный газ и обозначение стандарта
Минимальная температура эксплуатации сварных соединений, °С
Не ниже минус 30
15К; 16К; 18К; 20К;
22К; 25Л; трубы толщиной менее 12 мм из сталей 10 и 20
Не ниже минус 40
смесь А r +20 % СО2
16ГС; 17ГС; 17Г1С;
09Г2С; 10Г2; 10Г2С1;
Не ниже минус 40*)
09Г2С; 10Г2; 10Г2С1;
Не ниже минус 60*) при условии ограничения погонной энергии 18 кДж/см или плакировки шва с использованием проволоки марки Св-08Г2СНТЮР или смеси газов Аг+10-50%СО2.
09Г2С; 10Г2; 10Г2С1;
Св-08Г2СНТЮР по ТУ 14-1-3648-83
09Г2С; 10Г2; 10Г2С1;
Не ниже минус 70
От минус 40 до 350
1 *) — после нормализации сварные соединения допускаются к эксплуатации до минус 70 °С без ограничения погонной энергии и плакировки шва.
2 Плакировка сварных швов с использованием проволоки Св-08Г2СНТЮР или смеси газов допускается для соединений толщиной до 40 мм. Плакировка выполняется не менее чем в два слоя с каждой стороны.
3 Сварка в СО2 проволокой Св-08Г2С, диаметром 0,8-1,2 мм допускается для соединений, эксплуатируемых до минус 60 °С.
4 Для сварки соединений сталей 20ЮЧ; 20КА, эксплуатируемых в средах вызывающих СКР, сварка в СО2 и смесях газов допускается только для приварки внутренних и наружных устройств, а аргонодуговая неплавящимся электродом — для подварки корня шва при выполнении односторонних сварных соединений.
5 Максимальная температура применения сварочных материалов определяется по допустимой температуре эксплуатации свариваемой стали, см. раздел 5 ГОСТ Р 52630
Таблица 7.4 — Сварочные материалы для электрошлаковой сварки углеродистых и низколегированных сталей
Марка свариваемой стали
Марка проволоки по ГОСТ 2246
Минимальная температура эксплуатации сварных соединений, °С
Ст2сп; Ст3кп; Ст3сп;
Не ниже минус 30 после нормализации и высокого отпуска
15К; 16К; 18К; 20К;
16К; 18К; 20К; 22К
Св-10НЮ по ТУ 14-1-2219
ФЦ-21 по ОСТ 24.948.02
Не ниже минус 30 для кольцевых стыков металла толщиной 50-70 мм, выполненных комбинированной сваркой с РТЦ (ВО), после высокого отпуска
Ст2сп; Ст3кп; Ст3сп;
15К; 16К; 18К; 20К;
Не ниже минус 40 для сред, вызывающих сероводородное коррозионное растрескивание, после нормализации и высокого отпуска; не ниже минус 40
Св-10НЮ по ТУ 14-1-2219
для кольцевых стыков металла толщиной 50-70 мм, выполненных комбинированной сваркой с РТЦ (ВО), для сред, вызывающих сероводородное коррозионное растрескивание, после высокого отпуска
Не ниже минус 40 после нормализации и высокого отпуска
ФЦ-21 по ОСТ 24.948.02
Не ниже минус 30 для кольцевых стыков металла толщиной 50-70 мм, выполненных комбинированной сваркой с РТЦ (ВВО) после высокого отпуска
Не ниже минус 70 после нормализации и высокого отпуска
Не ниже минус 60 для кольцевых стыков металла толщиной 45-60 мм, выполненных комбинированной сваркой с РТЦ (ВО) после высокого отпуска; не ниже минус 55 для кольцевых стыков металла толщиной 60-70 мм, выполненных комбинированной сваркой с РТЦ (ВО) после высокого отпуска;
Не ниже минус 40 после нормализации и высокого отпуска; не ниже минус 60 после закалки и отпуска
Примечание — Максимальная температура применения сварочных материалов определяется по допустимой температуре эксплуатации свариваемой стали, см. раздел 5 ГОСТ Р 52630
7.2 Импортные сварочные материалы применяются в соответствии с требованиями СТП 26.260.486.
7.3 Перед запуском в производство, поступающие на завод сварочные материалы должны быть проверены ОТК завода на наличие сертификата, а также на наличие бирок и их соответствие сертификатам.
7.4 В случае несоответствия данных сертификата данным бирки или ярлыков, производится контроль качества сварочных материалов в соответствии с требованиями ГОСТ или технических условий. Если данные сертификатов и бирок (ярлыков) соответствуют друг другу, испытания сварочных материалов при входном контроле на предприятии-изготовителе сосудов не требуются.
7.5 При приемке электродов проверяются:
— наличие сертификата на поставленную партию электродов;
— наличие ярлыка на упаковке и соответствие его данных сертификатам;
— соответствие качества электродов требованиям ГОСТ 9466 ;
— сварочные технологические свойства электродов путем проведения технологических испытаний тавровых соединений по ГОСТ 9466 .
7.6 При приемке сварочной проволоки проверяются:
— наличие сертификата на поставленную проволоку;
— наличие бирок на мотках и соответствие их данных сертификатам;
— состояние поверхности проволоки; Сварочно-технологические свойства.
7.7 При приемке флюса проверяются:
— наличие сертификата на поставленный флюс;
— наличие ярлыков и соответствие их данных сертификатам;
7.8 При приемке защитного газа проверяются:
— наличие сертификата на поставленный защитный газ;
— наличие ярлыков на баллонах и соответствие их данных сертификатам;
— чистота защитного газа по сертификатам.
7.9 Перед использованием сварочной проволоки с ее поверхности должны быть удалены следы коррозии, масел, окалина и другие загрязнения. При повышенной влажности электроды и флюс подлежат прокалке по режимам, приведенным в таблицах 7.5 и 7.6, с повторным контролем влажности.
7.10 Использование электродов по истечению срока годности, приведенного в таблице 7.5, не допускается. Применение этих электродов разрешается после контроля влажности покрытия и, при необходимости, повторной прокалки. Прокалка электродов с покрытием основного вида может производиться не более двух раз, для остальных электродов — не более пяти раз, не считая прокалку при их изготовлении.
7.11 Ориентировочный расход сварочной проволоки при сварке в углекислом газе составляет от 1,1 до 1,15 кг на 1 кг наплавленного металла. Ориентировочный расход защитного газа составляет от 0,5 до 0,7 м 3 на 2 кг наплавленного металла. Наименьшее количество газа расходуется при сварке тавровых и угловых (с внутренней стороны) соединений, среднее — стыковых, и наибольшее — угловых с наружной стороны.
7.12 Прокалку флюса рекомендуется производить слоем толщиной не более 80 мм в специальных противнях из жаропрочных или окалиностойких сталей, при этом допускается неоднократная его прокалка.
7.13 Подготовленные к сварке сварочные материалы следует хранить в сушильных шкафах при температуре 60 — 100°С или в сухих отапливаемых помещениях при температуре не ниже плюс 18°С в условиях, предохраняющих их от загрязнения, ржавления, увлажнения и механических повреждений. Относительная влажность воздуха — не более 50%. Организация хранения, подготовки и контроля сварочных материалов должна соответствовать требованиям РД 26-17-049.
Таблица 7.5 — Рекомендуемые режимы прокалки и сроки годности электродов
Температура печи при загрузке электродов, °С, не более
Скорость подъема температуры, °С/ч
Температура прокалки, °С
Время выдержки, ч
Охлаждение с печью
Срок годности при соблюдении требований п. 7.13, сутки
при закрытых дверцах до температуры, °С
при открытых дверцах до температуры, °С
7 .14 В качестве неплавящегося электрода при аргонодуговой сварке применять вольфрамовые прутки лантанированные по ГОСТ 23949 диаметром 2-4 мм.
Для улучшения условий возбуждения дуги при аргонодуговой сварке и повышения ее стабильности рекомендуется затачивать конец вольфрамового электрода на конус под углом 14° +2° . При разрушении или загрязнении конца электрода следует произвести восстановление заточки.
7.15 При аргонодуговой сварке в качестве защитной среды применяется аргон высшего сорта или 1-го сорта по ГОСТ 10157. Технические требования к сварочной двуокиси углерода определяются ГОСТ 8050.
Примечание: Применять для сварки двуокись углерода техническую запрещается.
Таблица 7.6 — Рекомендуемые режимы прокалки и сроки годности флюсов
Температура печи при загрузке электродов, °С, не более
Скорость подъема температуры, °С/ч
Температура прокалки, °С
Время выдержки, ч
Охлаждение с печью
Срок годности при соблюдении требований п. 7.13, сутки
при закрытых дверцах до температуры, °С
при открытых дверцах до температуры, °С
Примечание — Флюсы после прокалки должны храниться только в герметичной таре.
8 Сварочное оборудование
8.2 Для автоматической сварки применяются сварочные аппараты типа АДФ-1250, АДФ-800, АДФ-1000, ТС-17С и другие, серийно выпускаемые промышленностью.
8.3 Для полуавтоматической сварки применяются сварочные аппараты типа ПДГ-351, ПДГ-401, ПДГ-525, ПДГО-510 и другие, серийно выпускаемые промышленностью. Рекомендуется применять аппараты инверторного типа SINERMIG-401 и другие.
8.4 В качестве источника питания для РДС и аргонодуговой сварки неплавящимся электродом применяются сварочные выпрямители типа РД 306 С1, ВД-309, ВД-413, а также многопостовые типа ВДМ-2х313, ВДМ-6301, ВДМ-6303С, ВДМ-1202С, ВДМ-1201, ВДМ-1601 и другие. Для ручной аргонодуговой сварки неплавящимся электродом рекомендуется использовать сварочную горелку с водяным охлаждением ГР-4 (160А) или ГР-6 (315А). Рекомендуется применять аппараты инверторного типа Радуга-180, Радуга-250 и FALTIG-400 и другие.
8.5 Для полуавтоматической сварки в защитных газах применяются сварочные выпрямители типа ВС-ЗООБ, ВДГ-303, ВДГ-410, ВС-600С и другие.
8.6 Для РДС и полуавтоматической в защитных газах рекомендуется применять универсальные сварочные выпрямители типаВДУ-506, ВДУ-511, ВДУ-601 и другие.
8.7 Для автоматической сварки и наплавки под флюсом и в защитных газах рекомендуется применять универсальные сварочные выпрямители типа ВДУ-630, ВДУ-800, ВДУ-1250, ВДУ-1202, ВДУ-1601 и другие.
8.8 Для РДС, ручной аргонодуговой сварки и полуавтоматической сварки в защитных газах рекомендуется использовать мультисистему «KEMPPI» PS 3500.
8.9 Для ЭШС применяются сварочные аппараты: А-535, А-1170-2, А-385, А-532, А-1116, А-820к.
8.10 Колебание напряжения питающей сети, к которой подключено сварочное оборудование, допускается не более ±5% от номинального значения.
8.11 Электрододержатели для ручной дуговой сварки должны удовлетворять требованиям ГОСТ 14651.
8.12 Сварщики при выполнении ручной дуговой сварки должны быть снабжены маской по ГОСТ Р 12.4.238 и комплектом вспомогательных инструментов, в который входят:
— специальный молоток с заостренным концом (ГОСТ 2310) или специальным зубилом для отбивания шлака и вырубки мелких дефектов (ГОСТ 7211);
— щетки стальные (широкая и узкая) для очистки свариваемых кромок и поверхностей шва;
— набор шаблонов для промера размеров швов;
— персональное клеймо для клеймения швов.
8.13 Сварщики для выполнения автоматической сварки под флюсом и ЭШС должны быть снабжены комплектом вспомогательных инструментов, в который входят:
— персональное клеймо для клеймения швов.
8.14 Сварщики для выполнения сварки в защитных газах должны снабжены маской по ГОСТ Р 12.4.238 и комплектом вспомогательных инструментов, в который входят:
— персональное клеймо для клеймения швов.
8.15 Шланги подачи газа следует не реже одного раза в квартал промывать горячей водой в течение 10 минут с каждого конца с последующей продувкой сухим очищенным воздухом в течение 10-15 минут.
8.16 Питание сварочных постов углекислым газом при их численности более десяти рекомендуется производить централизованно от заводской или цеховой магистрали в соответствии с РД 26-4.
8.17 При отсутствии на заводе централизованного снабжения углекислым газом каждый сварочный пост должен иметь баллон с углекислым газом и углекислотный редуктор типа У-30 с показывающим расходомером.
При использовании газовых смесей каждый пост дополнительно комплектуется баллонами с необходимыми газами и редукторами: типа АР-40 с показывающим расходомером для регулирования подачи аргона и кислородным типа ДКП-2 или БКО по ГОСТ 13861 для подачи кислорода.
8.18 При защите дуги двухкомпонентной смесью газов используются смесители типа УКП-1-71. Для одновременного питания смесью более 10 сварочных постов (до 50) рекомендуется рамповый смеситель типа УКР-1-72.
Анализ состава газовых смесей производится газоанализаторами типа ГХП или ГХЛ.
Для уменьшения деформаций свариваемых деталей рекомендуется применять кондукторы и другие специальные технологические приспособления.
9 Квалификация сварщиков и специалистов
9.1 К выполнению сварочных работ и прихватке допускаются сварщики, прошедшие практические испытания по программе завода-изготовителя.
9.2 К выполнению сварочных работ при изготовлении, ремонте и монтаже оборудования, подведомственного Ростехнадзору, допускаются только сварщики 1 уровня, аттестованные в соответствии с требованиями ПБ 03-273.
9.3 К руководству сварочными работами допускаются специалисты сварочного производства II, III, V уровня, изучившие требования настоящего стандарта.
9.4 Прихватку и сварку должны выполнять сварщики имеющие квалификацию не ниже 4-го разряда.
Не аттестованные сварщики могут производить сварку деталей и узлов внутренних устройств, за исключением приварки этих деталей к корпусам.
10 Подготовка деталей под сварку
10.1 Рекомендуемые типы сварных соединений и конструктивные элементы подготовки кромок приведены в разделе 12. Допускается применение других типов сварных соединений, при условии корректировки режимов и технологии сварки, приведенных в СТО, и согласовании с ОАО «ВНИИПТхимнефтеаппаратуры».
10.2 Подготовка деталей под сварку выполняется в соответствии с требованиями п. 6.8.5 ГОСТ Р 52630, п. 3.9.6 ОСТ 26-291, настоящего СТО, стандартов предприятий, согласованных с ОАО «ВНИИПТхимнефтеаппаратуры», или чертежей для нестандартных сварных соединений.
10.3 Разделка кромок под сварку производится механическим или термическим способом с обеспечением шероховатости не более Ra 25 ГОСТ 2789. При обеспечении заданных форм и размеров кромок после термической резки с последующей механической зачисткой для углеродистых и низколегированных сталей припуск на механическую обработку не является обязательным.
10.4 Способы подготовки кромок свариваемых деталей должны обеспечивать отсутствие на кромках механических повреждений и зон термического влияния, снижающих регламентированные свойства сварных соединений.
10.5 Свариваемые кромки и поверхность металла по внешней и внутренней поверхностям на ширине не менее 20 мм, а при ЭШС — на ширину не менее 50 мм, и по торцу должны быть зачищены механическим способом до металлического блеска и обезжирены ацетоном, уайт-спиритом или другим растворителем с применением протирочных материалов.
10.6 Контроль подготовленных под сварку кромок производить визуальным осмотром и измерениями, а также другими методами неразрушающего контроля при наличии специальных требований.
10.7 Перед вырезкой отверстий замерить фактический наружный диаметр устанавливаемого патрубка (штуцера). Диаметр вырезаемого отверстия в зависимости от его величины должен быть больше диаметра привариваемого патрубка на величину 8, приведенную в таблице 10.1.
10.8 Глубина зачистки кромок вырезанного отверстия до удаления следов огневой резки.
Таблица 10.1 — Разность диаметров вырезаемых отверстий и устанавливаемых патрубков
Диаметр отверстия, мм
где: Дотв — диаметр вырезаемого отверстия, мм;
Дпатр — наружный диаметр устанавливаемого патрубка
10.9 При толщине листового проката более 36 мм зону, прилегающую к кромкам, дополнительно контролировать ультразвуковым методом на ширину не менее 50 мм для выявления трещин, расслоений и т.д.
Перед установкой и приваркой штуцеров «впритык» следует выполнить контроль качества основного металла методом УЗД в объеме 100% на ширину не менее 100 мм от кромки стыка для выявления внутренних дефектов (трещин, расслоений и т.д.).
11 Сборка под сварку
11.1 Общие требования
11.1.1 При выполнении сборки должны соблюдаться следующие требования:
— прихватки должны выполняться теми же электродами или сварочной проволокой, которые применяются для сварки данной стали;
— при сборке под автоматическую сварку прихватки рекомендуется располагать со стороны, противоположной первому проходу, если по условиям сборки прихватки необходимо со стороны наложения первого слоя, то сварку следует производить с расчетом переплавления прихватки;
— наложение прихваток на пересечении сварных швов не допускается;
— не допускается наличие на прихватках пор, подрезов, наплывов. Дефектные участки должны удаляться;
— перед сваркой прихватки и кромки свариваемых элементов должны быть тщательно зачищены от брызг, шлака и загрязнений;
— при выполнении продольных сварных швов обязательно следует применять технологические пластины для вывода на них начального и конечного участков шва длиной 40-50 мм. Рекомендуемый размер пластин 100×100 мм.
11.1.2 При сборке деталей и сборочных единиц должны быть предусмотрены приспособления (струбцины, прижимы, упоры, домкрата и прочие), обеспечивающие их качественное изготовление.
11.1.3 Сборка деталей под сварку должна обеспечивать правильное фиксированное расположение деталей, а также свободный доступ к выполнению сварочных работ в последовательности, предусмотренной технологическим процессом.
11.1.4 Швы приварки временных технологических деталей следует располагать от кромки стыка на расстоянии не менее 70 мм для кольцевых и продольных стыков обечаек диаметром не менее 1000 мм, для остальных стыков — на расстоянии не менее 30 мм.
11.1.5 Величина зазоров в стыке должна соответствовать требованиям ГОСТ 8713, ГОСТ 5264, ГОСТ 14771, ГОСТ 16037 или чертежа. Допускаемые отклонения размеров конструктивных элементов приведены в таблицах раздела 12 и таблице 11.1.
Примечание — Размеры, не указанные в СТО, должны соответствовать требованиям стандартов.
Таблица 11.1 — Зазоры при сборке патрубков с корпусом или днищем
Диаметр отверстия, мм
Зазор в стыке, мм
11.1.6 Допуски на овальность обечаек, совместный увод кромок (угловатость) в продольных и кольцевых швах, смещение кромок в стыковых соединениях должны соответствовать требованиям раздела 6 ГОСТ Р 52630, раздела 3 ОСТ 26.291.
Вопрос о расширении указанных допусков смещения кромок может ставиться лишь при гарантированном обеспечении прочности сосуда.
11.1.7 В сварных стыках между элементами разной толщины необходимо предусматривать плавный переход от одного элемента к другому с помощью постепенного утонения более толстого листа.
11.1.8 Сборка конструкций под сварку должна производиться по технологическому процессу, который может разрабатываться и выпускаться в виде самостоятельного документа или совместно с технологическим процессом на сварку. В технологическом процессе на сборку должен быть указан порядок сборки, способ крепления деталей, методы контроля сборки и другие необходимые технологические операции.
11.1.9 Перед прихваткой необходимо проверить правильность установленного зазора между кромками, смещение кромок и наличие плавного перехода при разной толщине свариваемых листов в соответствии с требованиями НД, чертежа или технологического процесса на сборку.
11.1.11 При сборке штуцеров с корпусом или днищем рекомендуется установить технологические планки, количество которых определяет технологический процесс сборки изготавливаемого изделия.
11.1.12 Количество прихваток, технологических планок, их размер, а также тип сварного соединения при сборке кольцевых стыков под автоматическую сварку, в зависимости от толщины металла и диаметра обечайки (патрубка) указывают в технологическом процессе сборки на изготавливаемое изделие. Количество прихваток и скрепляющих планок должно быть подтверждено расчетом на прочность.
11.1.13 Удаление временных технологических планок следует производить по их металлу пневмозубилом, кислородной, плазменной или воздушно-дуговой резкой. При этом необходимо оставлять технологический припуск 3-5 мм. Технологический припуск удаляют шлифмашинкой, а места удаления контролируют внешним осмотром.
При изготовлении сосудов из углеродистых и низколегированных сталей толщиной 120 мм и более, а также сосудов, работающих в средах, вызывающих коррозионное растрескивание металла, места удаления временных технологических креплений контролируются цветной дефектоскопией.
Вырывы основного металла в при удалении временных креплений не допускаются.
11.2 Сборка продольных стыков обечаек и патрубков под автоматическую сварку под флюсом
11.2.1 Сборку продольного стыка обечайки или патрубка под автоматическую сварку под флюсом производить согласно рисунку 11.1 совместно с образцом-свидетелем, если последний предусмотрен техническими требованиями.
11.2.3 Размеры вводных и выводных планок приведены на рисунке 11.1; толщина вводных и выводных планок должна соответствовать толщине свариваемых деталей. На каждой планке снять фаску под сварку газовым резаком с последующей зачисткой шлифмашинкой согласно рисунку 11.1.
11.2.4 Выводные планки должны быть установлены в одной плоскости со свариваемыми деталями и плотно прилегать к их краям. Допуски на точность установки выводных планок такие же, как и при сборке элементов под сварку.
Количество и размеры скрепляющих планок приводят в технологическом процессе на сборку деталей под сварку.
11.2.5 Размеры пластин для образца-свидетеля в зависимости от толщины металла приведены в таблице 11.2. Требования к установке сварного образца такие же, как к сборке стыка.
11.2.6 После удаления вводных и выводных планок следует восстановить разделку кромок на строганных обечайках путем зачистки шлифмашинкой, при необходимости подварить.
Таблица 11.2 — Размеры пластин для образцов-свидетелей
Толщина металла, S , мм
Размеры пластин, мм
Свыше 90 до 150
Свыше 150 до 200
11.3 Сборка продольных стыков заготовок днищ под автоматическую сварку под флюсом
11.3.1 Сборку продольного стыка заготовки днища под автоматическую сварку под флюсом производить согласно рисунку 11.1 совместно с образцом-свидетелем, если последний предусмотрен техническими требованиями.
Установку скрепляющих планок на заготовках днищ диаметром менее 2000 мм толщиной менее 40 мм допускается не производить.
11.3.2 Величина прогиба свариваемых кромок заготовок днищ на ширине 150 — 180 мм от края кромки не должна превышать 2 мм на длине (1000±5) мм, но не более 3 мм на всей длине.
11.3.3 Размеры вводных и выводных планок приведены на рисунке 11.1, размеры и количество скрепляющих планок указывают в технологическом процессе сборки (заготовки), толщина вводных и выводных планок должна соответствовать толщине свариваемой детали. На каждой вводной и выводной планке снять фаску под сварку газовым резаком с последующей зачисткой шлифмашинкой.
11.3.4 Размеры пластин для образца-свидетеля в зависимости от толщины приведены в таблице 11.2
11.4 Сборка кольцевых стыков под комбинированную и автоматическую сварку под флюсом со скосом кромок
11.4.1 Перед сваркой кольцевого стыка прихватки, брызги металла, должны быть зачищены шлифмашинкой; при сборке кольцевого стыка под комбинированную сварку усиления продольных швов должны быть зачищены заподлицо с основным металлом на ширину хода ползунов шлифмашинкой.

Для строганных по периметру обечаек на привариваемых к обечайке планках (образце-свидетеле) снять фаску газовым резаком
Рисунок 11.1 — Сборка продольных стыков под автоматическую сварку под флюсом
11.4.2 Сборку под сварку кольцевого стыка производят при помощи скрепляющих технологических планок и прихваток. Количество прихваток, скрепляющих планок, их размер, а также тип сварного соединения при их приварке в зависимости от толщины металла и диаметра обечайки (патрубка) указывают в технологическом процессе сборки на изготавливаемое изделие. Размеры и расположение прихваток должны соответствовать требованиям п. 11.1.10 настоящего стандарта; количество скрепляющих планок для выполнения сборочных и транспортировочных работ рассчитывают в соответствии с методикой, приведенной в РД 26.260.225, Приложение Г, для каждого конкретного случая.
11.5 Сборка продольных стыков обечаек под электрошлаковую сварку
11.5.1 При сборке под ЭШС кромки продольных стыков обечаек диаметром менее 2000 мм должны иметь после вальцовки прямые участки шириной не менее (1,5-2)S на сторону с обеспечением плавного перехода от прямого к изогнутому участку согласно рисунку 11.2.
11.5.2 В верхней части продольного стыка при длине его более (2000±2) мм зазор в стыке должен быть увеличен на 2-3 мм на каждый метр длины стыка.
11.5.3 Сборку под сварку продольного стыка обечайки выполнять согласно рисунку 11.3 совместно с образцом-свидетелем, если последний предусмотрен техническими требованиями.

Рисунок 11.2 — Подготовка кромок обечайки под ЭШС
Размеры кармана, скрепляющих и выводных планок приведены на рисунке 11.3. Толщина кармана и выводных планок должна соответствовать толщине свариваемой детали, толщина скрепляющей планки — 16-20 мм.
На кармане, выводной планке и образце-свидетеле снять фаску с двух сторон (при толщине свариваемого металла не более 80 мм (5±1)×(45±2)°, при толщине свариваемого металла свыше 80 мм — (10±1)×(45±2)° газовым резаком с последующей зачисткой шлифмашинкой согласно рисунку 11.3.
Размеры пластин для образца-свидетеля в зависимости от толщины металла приведены в таблице 11.2.
11.5.4 Сварные швы приварки временных технологических деталей и образца-свидетеля должны быть зачищены заподлицо с основным металлом в местах хода ползунов.

Рисунок 11.3 — Сборка продольного стыка обечайки с образцом-свидетелем под ЭШС
11.6 Сборка продольных стыков заготовок днищ под электрошлаковую сварку
11.6.1 На сборку должны поступать заготовки днищ, вырезанные вместе с образцом-свидетелем при условии, что он предусмотрен техническими требованиями на изготовление сосуда. В случае подачи на сборку заготовки днища без образца-свидетеля, последний должен быть установлен и приварен.
11.6.2 Сборку продольного стыка заготовки днища выполнять согласно рисункам 11.4 и 11.5.
11.6.3 Величина прогиба свариваемых кромок заготовок днищ на ширине (100±5) мм от кромки не должна превышать 2 мм на длине (1000±5) мм, но не более 3 мм на всей длине заготовки.
11.6.4 В верхней части продольного стыка, в случае, когда его длина превышает (2000±5) мм, зазор в стыке должен быть увеличен на 2 — 3 мм на каждый метр длины стыка (рисунок 11.4).

Рисунок 11.4 — Сборка продольного стыка заготовки днища без образца-свидетеля под ЭШС
11.6.5 Размеры кармана и выводных планок приведены на рисунке 11.3, других временных технологических деталей — на рисунке 11.5. Толщина кармана и выездной планки должна соответствовать толщине свариваемой детали, толщина скобы — не менее 50 мм.
Первую скобу устанавливают на расстоянии (150 ±5) мм от верхней кромки стыка, последующие — через каждые (1500 ±5) мм длины стыка.
11.6.6 Размеры пластин для образца-свидетеля в зависимости от толщины металла приведены в таблице 11.2. В случае, когда заготовка днища вырезана совместно с образцом-свидетелем, следует выполнить газовой резкой надрез у основания образца-свидетеля на глубину 100 мм согласно рисунку 11.5.
11.6.7 Сварные швы приварки временных технологических деталей и образца-свидетеля должны быть зачищены заподлицо с основным металлом в местах хода ползунов.
11.7 Сборка продольных стыков под ручную дуговую сварку и сварку в защитных газах
11.7.1 Сборку продольных стыков обечаек, патрубков и плоских заготовок под ручную дуговую сварку в защитных газах производить согласно рисунку 11.1 совместно с образцом-свидетелем, если последний предусмотрен техническими требованиями.

Рисунок 11.5- Сборка продольного стыка заготовки днища с образцом-свидетелем под ЭШС
12 Технологические указания по сварке
12.1 Общие требования
12.1.1 При выборе вида сварки следует предусматривать применение её механизированных способов как наиболее экономичных и эффективных. Целесообразность применения автоматической сварки следует определять в каждом конкретном случае в зависимости от серийности изделий, наличия оснастки и других условий.
12.1.2 Криволинейные швы или швы малой протяженности, выполнение которых автоматической сваркой невозможно или нерационально, рекомендуется производить полуавтоматической сваркой в защитных газах или РДС.
12.1.3 В экономически оправданных случаях, для уменьшения цикла изготовления изделий, рекомендуется для сварки продольных швов изделий толщиной свыше 24 мм и для кольцевых швов толщиной свыше 40 мм применять ЭШС.
Примечание. Допускается комбинированное сочетание различных способов сварки в сварном соединении с учетом требований к сварочным материалам по условиям их применения, см. таблицы 7.1-7.4.
12.1.4 Заготовки, детали и сборочные единицы, подлежащие сварке, должны быть приняты ОТК, и иметь заверенную клеймом ОТК маркировку, позволяющую установить марку материала, номер плавки, я при необходимости, и номер листа.
12.1.5 При сварке углеродистых и низколегированных сталей необходимо соблюдать следующие требования:
— режимы сварки проверяют на пробных пластинах той же толщины и той же марки стали, что и свариваемые детали;
— при многопроходной сварке не допускается совмещение кратеров в одном сечении (участке). Корневой валик рекомендуется выполнять выпуклым;
— при многопроходной автоматической сварке под флюсом и РДС наложение каждого последующего прохода производится после тщательной зачистки предыдущего от шлака и окалины. При сварке в защитных газах (в СО2, А r +СО2) зачистка производится после заварки 3-4 слоя. Возобновлять сварку после перерыва необходимо с перекрытием кратера предыдущего валика, а зажигание дуги производить на расстоянии 10-15 мм от кратера ранее выполненного шва;
— при двухсторонней полуавтоматической и ручной сварке первый проход рекомендуется выполнять со стороны, противоположной прихваткам. В случае удаления корня шва прихватки тоже удаляют. Если по условиям сборки прихватки необходимо ставить со стороны наложения первого слоя, то сварку рекомендуется производить только по качественно выполненным прихваткам;
— по окончании сварки металл шва и прилегающие к нему участки должны быть зачищены от шлака и брызг;
— при получении прожогов вытекший металл следует удалить любым способом: механическим или воздушно-дуговой строжкой;
— зажигание сварочной дуги при ручной и полуавтоматической сварке вне разделки не допускается. Выводить кратер на основной металл запрещается.
12.1.6 Сварка должна производиться согласно специальному технологическому процессу, разработанному в соответствии с требованиями чертежа, действующих НД и настоящего СТО.
12.1.7 Сварку больших толщин, а также приварку арматуры, выборку корня шва, исправление дефектов при глубине их залегания более 8 мм следует производить с предварительным подогревом в соответствии с таблицей 12.1.
Таблица 12.1 — Температура подогрева при сварке углеродистых и низколегированных сталей
Марка стали
Толщина металла в месте сварки, мм
Температура подогрева, °С
Время перерыва между сваркой и термообработкой
ВСт3кп, ВСт3сп, ВСт3пс,
ВСт3Гпс, 18Гпс, 10, 15,
20, 15К, 16К, 18К,20К,
16ГС, 17ГС, 17Г1С, 32,
Д32, Д40, 09Г2С, 10Г2,
20ЮЧ, 20КА, 15Г2СФ;
Контроль температуры подогрева, если нет специальных требований, осуществлять не реже 1 раза в 30 минут на расстоянии 20-30 мм от кромки стыка (сварного шва). Контроль температуры подогрева производится в присутствии представителя ОТК, а результаты его заносятся в технологический паспорт изделия.
Примечание — В случае приварки арматуры учитывают номинальную толщину стенки днища, корпуса или их элементов.
12.1.8 В процессе сварки изделий технолог цеха, мастер, работники ОТК должны осуществлять периодический контроль за соблюдением технологического процесса.
12.1.9 В случае необходимости применения сварочных проволок диаметрами, отличными от приведенных в таблицах 12.4, 12.6-12.11, при пересчете скорости подачи проволоки для новых режимов сварки рекомендуется использовать следующую зависимость:
Vппд — скорость подачи проволоки рекомендуемого диаметра, м/ч;
Vппд1 — скорость подачи проволоки, диаметр которой намечен к применению, м/ч;
d — диаметр проволоки, рекомендуемый таблицами режимов, мм;
d1 — диаметр проволоки, намеченный к применению, мм;
F d — площадь сечения проволоки d, мм 2 ;
Fd1 — площадь сечения проволоки d1, мм 2 .
Для сохранения заданных глубин провара и сечения шва новую скорость подачи проволоки, рассчитанную по приведенной формуле, в зависимости от уменьшения или увеличения диаметра проволоки необходимо соответственно уменьшить или увеличить на 10-15% с целью компенсации влияния плотности тока.
12.1.10 Вылет электродной проволоки при дуговой сварке рекомендуется устанавливать в зависимости от ее диаметра по таблице 12.2.
12.1.11 Во избежание больших сварочных, напряжений в первую очередь рекомендуется выполнять стыковые швы в свободном для деформации состоянии, затем остальные стыковые швы и в последнюю очередь — угловые.
Таблица 12.2 — Зависимость вылета электродной проволоки от её диаметра
Диаметр проволоки, мм
Вылет проволоки, мм
12.2 Ручная дуговая сварка
12.2.1 Выбор формы подготовки кромок производится в зависимости от толщины свариваемого металла в соответствии с требованиями ГОСТ 5264 , ГОСТ 16037 , ГОСТ 11534 , действующих НД и настоящего стандарта.
12.2.2 Сварные швы со скосом одной кромки (типа С8, С15 и др.) рекомендуется применять при сварке горизонтальных швов на вертикальной плоскости.
12.2.3 Род тока, полярность и режимы сварки приводятся на упаковке электродов.
12.2.4 При сварке в вертикальном и потолочном положениях величину сварочного тока рекомендуется снижать на 10-20 и 15-30%, соответственно, по сравнению со значениями тока для нижнего положения.
12.2.5 При двухсторонней сварке с разделкой кромок аппаратов, подведомственных Ростехнадзору, с толщиной стенки более 4 мм, выполнение шва с обратной стороны для обеспечения провара производится после удаления корня шва.
12.2.6 При односторонней сварке деталей и узлов, работающих под давлением, корень шва должен быть выполнен аргонодуговой сваркой неплавящимся электродом. Применение ручной дуговой сварки допускается в технически обоснованных случаях.
12.2.7 При односторонней сварке трубопроводов допускается применение РДС для заварки корня шва с использованием предназначенных для этой цели специальных электродов: АНО-ТМ; АНО-ТМ/Н и других.
12.2.8 Однопроходная сварка швов длиной до 300 мм выполняется от начала до конца на проход; швов длиной свыше 300 мм — от середины к краям или обратноступенчатым способом. Длина каждой ступени (участка) при сварке обратноступенчатым способом должна быть 100-300 мм.
12.2.9 При многослойной сварке продольных и кольцевых стыков применяются следующие способы выполнения швов: блоками; каскадом; горкой.
12.2.10 При многослойной сварке диаметр электрода выбирается в зависимости от толщины свариваемого металла и номера прохода. Для первого прохода рекомендуется применение электродов диаметром не более 3 мм, для последующих — 4-5 мм.
12.2.11 Многослойные швы могут иметь равное количество слоев и проходов или отдельные слои могут быть выполнены в два и более проходов. Рекомендуемое среднее поперечное сечение валика 30-35 мм 2 .
12.2.12 Швы угловых и тавровых соединений выполняют в один проход, если катет шва не более 8 мм, и в два или более прохода, если катет шва превышает 8 мм.
12.2.13 При ручной дуговой сварке угловых, тавровых или нахлесточных соединений поверхностные швы рекомендуется выполнять без колебаний электрода. Ширина валика для электрода диаметром 4 мм должна быть не более 7-9 мм, каждый последующий валик должен перекрывать предыдущий на 30-40% его ширины.
12.3 Автоматическая сварка под флюсом
12.3.1. Конструктивные элементы подготовленных кромок и выполненного сварного шва должны соответствовать требованиям ГОСТ 8713 , ГОСТ 11533 настоящего стандарта или чертежа. Рекомендуемые режимы автоматической сварки под флюсом, в зависимости от толщины и разделки кромок под сварку, приведены в таблице 12.3.
Контроль режимов сварки осуществляют мастер цеха и представитель БТК, снимая показания приборов, размещенных на автоматических установках.
Автоматическая сварка под флюсом выполняется на постоянном токе обратной полярности или переменном токе.
12.3.2 Автоматическую сварку под флюсом сварных соединений без скоса кромок рекомендуется применять при толщине стенки до 20 мм, а при толщине стенки от 20 мм и выше рекомендуется применять швы с V-образной или Х-образной разделкой кромок.
Таблица 12.3 — Рекомендуемые режимы автоматической сварки под флюсом
Конструктивные элементы, мм
Толщина металла S , мм
Диаметр проволоки, мм
Сварочный ток, А
Напряжение Дуги, В
Скорость подачи проволоки, м/ч
Скорость сварки, м/ч
Род и полярность тока


Постоянный, обратной полярности


















Автоматическую сварку рекомендуется выполнять после предварительной заварки корня шва РДС, полуавтоматической или аргонодуговой сваркой. Перед заваркой шва с обратной стороны корень шва, выполненный РДС или полуавтоматической сваркой, необходимо удалить РВД или шлифмашинкой.
Другие размеры конструктивных элементов, подготовленных кромок и выполненного шва приведены в ГОСТ 8713
12.3.3 Для сварных соединений с толщиной стенки свыше 40-80 мм рекомендуется применять автоматическую сварку под флюсом в узкую разделку. Конструктивные элементы подготовки кромок и режимы сварки приведены в таблице 12.3.
12.3.4 В случае выполнения шва с предварительной подваркой или наложением подварочного шва ручной сваркой выбор электродов необходимо производить с учетом кислотности флюса: кислое покрытие в сочетании с кислым флюсом, основное покрытие — с основным.
12.3.5 По условиям конструкции отдельных элементов, в случае приварки фланцев, решеток и днищ к корпусам сосудов, рекомендуется применение тавровых и угловых видов соединений с криволинейной разделкой кромок.
12.3.6 Автоматическая сварка угловых и тавровых соединений может производиться двумя способами: наклонным электродом и «в лодочку». Сварка наклонным электродом производится, когда невозможна установка конструкции для сварки «в лодочку».
12.3.7 При автоматической сварке наклонным электродом диаметр проволоки рекомендуется применять в зависимости от величины катета шва в соответствии с таблицей 12.4.
При сварке кольцевых швов сварочная дуга должна быть смещена относительно вертикальной плоскости симметрии обечайки на величину, зависящую от диаметра аппарата, см. таблицу 12.5. Смещения дуги должно обеспечивать выполнение сварки на спуск.
12.3.8 Для обеспечения заданных геометрических размеров сварных швов поверхностные швы рекомендуется выполнять на пониженных режимах.
12.4 Электрошлаковая сварка
12.4.1 Конструктивные элементы подготовленных кромок и выполненного сварного шва должны соответствовать требованиям ГОСТ 15164, настоящего стандарта или чертежа. Рекомендуемые режимы ЭШС приведены в таблицах 12.6 — 12.8. Контроль режимов сварки осуществляют мастер цеха и представитель БТК, снимая показания приборов, размещенных на автоматических установках.
12.4.2 Электрошлаковая сварка выполняется на переменном или постоянном токе обратной полярности (+ на электроде).
12.4.3 Сварку изделий, для получения точных размеров и формы сварного изделия, следует вести на твердом недеформируемом основании.
ЭШС кольцевых швов выполняется на специальных роликовых стендах, обеспечивающих плавную регулировку скорости вращения сосудов в пределах 0-10 м/ч.
12.4.4 ЭШС выполняется сварочной проволокой диаметром 3 — 5 мм в вертикальном положении шва. Допускается сварка наклонных швов под углом не более 45° к вертикали.
Таблица 12.4 — Выбор диаметра сварочной проволоки при автоматической сварке наклонным электродом
Величина катета шва, мм
Диаметр проволоки, мм
От 3 до 5 включительно
Св. 5 до 12 включительно
Таблица 12.5 — Величина смещения электрода относительно зенита (надира), в зависимости от диаметра аппарата
Диаметр обечайки, мм
Величина смещения, мм
Таблица 12.6 — Рекомендуемые режимы электрошлаковой сварки продольных стыков обечаек и днищ
Конструктивные элементы, мм
Толщина металла S , мм
Величина зазора, b мм
Диаметр проволоки, мм
Сварочный ток, А
Напряжение дуги, B
Скорость сварки, м/ч
Скорость подачи проволоки, м/ч
Глубина шлаковой ванны, мм
Сухой вылет электрода, мм
Скорость колебаний электрода, м/ч
Время выдержки у ползуна с
Недоход электрода к ползунам, мм


Таблица 12.7 — Скорости электрошлаковой сварки одной проволокой
Толщина свариваемого металла, мм
Скорость подачи проволоки, м/ч
Скорость сварки, м/ч
Таблица 12.8 — Скорости электрошлаковой сварки двумя проволоками
Толщина свариваемого металла, мм
Скорость подачи проволоки, м/ч
Скорость сварки, м/ч
12.4.5 Электрошлаковая сварка должна производиться без перерыва. Преждевременная остановка процесса сварки может привести к несплавлению отдельных участков шва.
Если при остановке процесса выполненный шов меньше 1/3 длины стыка, то он удаляется воздушно-дуговой резкой, а процесс сварки начинается вновь.
Если выполненный участок шва более 1/3 длины стыка, то производится удаление части шва с усадочной раковиной (рисунок 12.1), после чего сварка продолжается.

Рисунок 12.1 — Схема удаляемого участка шва
12.4.6 В процессе сварки кольцевых стыков обечаек временные скрепляющие планки удаляются газовой резкой в тот момент, когда они находятся в горизонтальном положении, см. рисунок 12.1.
12.4.7 Подготовка начала шва к замыканию при ЭШС производится после того, как начало шва пройдет не более 0,5 оборота изделия (см. рисунок 12.1).
12.4.8 Заварка кратера в конце сварного шва производится путем кратковременного выключения и включения подачи сварочной проволоки.
12.4.9 Вырезка начального участка кольцевого шва для заварки «замка» производится кислородной, плазменной или воздушно-дуговой резкой после выполнения сварки 20 — 40 % от общей длины свариваемого стыка.
12.4.10 После окончания сварки следует произвести удаление шлака в усадочной раковине. Полное удаление дефектного места «замка» производится воздушно-дуговой строжкой или газовой выплавкой с последующей зачисткой металлической щеткой или наждачным камнем до чистого металла. Место удаления дефекта заваривается одним из способов дуговой сварки.
12.4.11 ЭШС продольных стыков толщиной до 70 мм может выполняться одной сварочной проволокой с возвратно-поступательным перемещением; 70 — 120 мм — двумя сварочными проволоками; 120-350 мм — тремя сварочными проволоками.
12.4.12 При ЭШС продольных стыков обечаек и днищ двумя проволоками расстояние между проволоками должно составлять не менее 35 мм.
12.4.13 ЭШС продольных стыков обечаек диаметром менее 800 мм производить на сплошной подкладке, устанавливаемой с внутренней стороны обечайки.
12.4.14 В случае, если диаметр свариваемых сосудов менее 1200 мм или более 3000 мм при толщине металла 60 — 110 мм, рекомендуется применение комбинированного метода, предусматривающего предварительную автоматическую сварку под флюсом корневых швов. Рекомендуемые режимы комбинированного способа сварки приведены в таблице 12.9 — 12.10 с корректировкой, применительно к производственным условиям.
12.4.15 При комбинированной сварке (ЭШС в сочетании с автоматической сваркой под флюсом) с РТЦ охлаждающая смесь, (водяная или водо-воздушная) подается через воздушно-гидравлические форсунки.
Охлаждающую среду подают в зону максимального нагрева со стороны корневого шва на площадь не менее 100×40 мм.
Форсунки в количестве двух штук крепят в приспособлении, обеспечивающем подачу охлаждающей среды в зону максимального нагрева. Верхний край факела охлаждения совмещают с верхним уровнем металлической ванны.
Расход охлаждающей среды через одну форсунку равен 5,5-6,0 л/мин; расход воздуха через одну форсунку составляет примерно 0,004 м 3 /мин. Расход охлаждающей среды, её температура и давление должны быть постоянными.
12.5 Сварка в защитных газах
12.5.1 Конструктивные элементы подготовленных кромок и выполненного сварного шва должны соответствовать требованиям ГОСТ 14771, ГОСТ 23518, настоящего стандарта или чертежа. Рекомендуемые режимы сварки в зависимости от толщины и разделки кромок под сварку приведены в таблице 12.11.
12.5.2 Полуавтоматическая сварка в защитных газах выполняется на постоянном токе обратной полярности, аргонодуговая сварка неплавящимся электродом — на постоянном токе прямой полярности.
12.5.3 При полуавтоматической сварке в защитных газах выбор диаметра сварочной проволоки, в зависимости от толщины свариваемого металла, рекомендуется производить в соответствии с таблицей 12.12.
Таблица 12.9 — Рекомендуемые режимы комбинированной сварки с РТЦ кольцевых стыков обечаек
Конструктивные элементы, мм
Диаметр проволоки, мм
Сварочный ток, А
Напряжение Дуги, В
Скорость сварки, м/ч
Скорость подачи проволоки, м/ч
Глубина сварочной ванны, мм
Сухой вылет электрода, мм
Скорость колебаний электрода, м/ч
Время выдержки у ползуна с
Недоход электрода к ползунам, мм


Таблица 12.10 — Скорости электрошлаковой сварки шва Г
Толщина свариваемого металла, мм
Скорость подачи проволоки, м/ч
Скорость сварки, м/ч
Таблица 12.11 — Рекомендуемые режимы сварки в защитных газах плавящимся электродом
Конструктивные элементы, мм
Толщина металла S , мм
Диаметр сварочной проволоки, мм
Сварочный ток, А
Напряжение дуги, В
Расход защитного газа, л/мин




















1 В таблице приведены режимы сварки в углекислом газе, при сварке в аргоне или смесях газах на основе аргона напряжение дуги необходимо снизить на 2 — 4 В.
2 Другие размеры конструктивных элементов, подготовленных кромок и выполненного шва, приведены в ГОСТ 14771
Таблица 12.12 — Зависимость диаметра сварочной проволоки от толщины свариваемого металла
Толщина свариваемого металла, мм
Диаметр сварочной проволоки, мм
12.5.4 Рекомендуемый диапазон режимов полуавтоматической сварки в защитных газах в зависимости от диаметра сварочной проволоки и пространственного положения шва приведен в таблице 12.13.
12.5.5 При сварке угловых соединений с наружной стороны, а так же швов, выполняемых в вертикальном и потолочном положениях, расход газа рекомендуется увеличивать на 10%.
12.5.6 Для обеспечения качественной защиты необходимо принять меры по исключению сквозняков в зоне сварки. При сварке на сквозняке расход защитного газа рекомендуется увеличить в 1,5 раза.
12.5.7 При сварке на форсированных режимах ( I св ≥ 400А) для улучшения газовой зашиты сварочной ванны токоподводящий наконечник сварочной горелки должен быть утоплен на 10-15 мм вглубь от нижнего среза сопла. Сварку следует выполнять узкими валиками так, чтобы ширина ванны не превышала внутреннего диаметра сопла горелки.
12.5.8 При сварке в защитных газах положение горелки и ее размещение должны обеспечивать устойчивость процесса, надежность газовой защиты сварочной ванны от воздуха, оптимальную форму шва, возможность наблюдения за процессом сварки.
12.5.9 Сварку в нижнем положении можно производить в направлении слева направо «углом назад» или справа налево «углом вперед».
Таблица 12.13 — Зависимость режимов сварки от диаметра сварочной проволоки
Диаметр сварочной проволоки, мм
Пространственное положение шва
Вылет электрода, мм
вертикальное и горизонтальное
сварочный ток, А
напряжение дуги, В
сварочный ток, А
напряжение дуги, В
сварочный ток, А
напряжение дуги, В
12.5.10 Сварку вертикальных швов при толщине металла до 3 мм, включительно, рекомендуется производить сверху вниз с наклоном горелки от вертикальной стенки под углом 450° +5° , а при толщине металла свыше 3 мм — снизу вверх с наклоном горелки под утлом 35° +5° .
12.5.11 Сварку швов в горизонтальном положении следует производить с наклоном горелки от вертикальной плоскости под углом 70° +5° .
12.5.12 Сварку швов в потолочном положении рекомендуется выполнять при положении электрода «углом назад». Сварку стыковых швов при этом следует производить с наибольшими поперечными колебаниями сварочной горелки.
12.5.13 При сварке однопроходных стыковых швов и первого прохода многопроходных швов горелку вдоль шва рекомендуется перемещать поступательно без поперечных колебаний при зазоре до 0,5 мм и возвратно-поступательно с поперечными колебаниями при зазоре свыше 0,5 мм. Второй и последующие проходы выполняются только с поперечными колебаниями.
Рекомендуемые схемы перемещения конца сварочной проволоки при сварке в защитных газах приведены на рисунке 12.2.

Рисунок 12.2 — Схема перемещения электрода при сварке в защитных газах
б — по вытянутой спирали;
в — с поперечными колебаниями
12.5.14 Количество проходов по ширине шва (в одном слое шва) должно устанавливаться с учетом ширины разделки кромок соединения: при ширине менее 20 мм один слой следует выполнять за один проход, при ширине более 20 мм количество проходов в слое следует увеличивать.
12.5.15 При сварке угловых швов сварочная проволока должна быть отклонена от вертикальной стенки на угол от 30 до 45°. Сварка должна выполняться со смещением конца проволоки от вертикальной стенки на 1-3 мм или перемещением его по вытянутой спирали. На токах ниже 400А угловые швы рекомендуется выполнять «углом вперед».
12.5.16 Сварку швов большой протяженности рекомендуется выполнять обратно-ступенчатым способом с длиной участка от 1 до 1,5 м.
12.5.17 Сварку листов толщиной 30 мм и более рекомендуется производить блоками согласно рисунку 12.3. Сварка всех блоков по длине шва производится одновременно. В пределах длины блока отдельные проходы должны накладываться непрерывно или с небольшими интервалами во времени.

Рисунок 12.3 — Схема сварки блоками
12.5.18 Аргонодуговая сварка применяется, в основном, для выполнения корня односторонних и двусторонних швов с последующей заваркой разделки другими способами сварки и стыковых сварных швов деталей и узлов с толщиной стенки не более 5 мм.
Для сварки корневых швов применяется проволока диаметром 1,6-3 мм марки Св-08Г2С или Св-08ГС независимо от марки свариваемой стали. Сварочный ток 100-140А, напряжение дуги 10-12В, диаметр вольфрамового электрода 2-4 мм.
12.5.19 В процессе сварки должна быть обеспечена качественная защита сварочной ванны для спокойного горения дуги. Поверхность сварного шва должна быть светлой, допускаются цвета побежалости без какого-либо налета.
При выполнении первого (корневого) прохода необходимо обеспечить полное проплавление кромок с образованием обратного валика.
12.5.20 При аргонодуговой сварке горелку следует располагать так, чтобы угол между осью мундштука горелки и плоскостью свариваемого изделия составлял 750° +5° , а горелка имела наклон в сторону, противоположную направлению сварки.
Присадочный пруток следует располагать под углом 90° к оси мундштука горелки, при этом угол между присадочным прутком и поверхностью свариваемого изделия должен составлять 15° +5° .
12.5.21 Для получения сварного шва без наплывов с внутренней стороны сварку труб рекомендуется вести с поддувом аргона или углекислого газа.
13 Термическая обработка
13.1 Необходимость термической обработки при отсутствии специальных требований определяется п. 6.11 ГОСТ Р 52630 , п. 3.12 ОСТ 26-291 .
13.2 Требования к термообработке сварных соединений приведены в ТИ 929.25090.00323 (изменение № 1 к РТМ 26-44) ОАО «ВНИИПТхимнефтеаппаратуры».
13.3 Термическая обработка сосудов, аппаратов и трубопроводов и их элементов должна выполняться после окончания сварки и устранения всех выявленных дефектов.
13.4 Допускается выполнять приварку внутренних и наружных устройств без последующей термической обработки к термообработанным сосудам (трубопроводам) при условии, что величина катета сварного шва не превышает 8 мм, кроме изделий, работающих в средах способных вызывать коррозионное растрескивание.
14 Требования к контролю качества сварных соединений
14.1 Контроль качества сварных соединений осуществляется в соответствии с техническими условиями на изделие, требованиями раздела 8 ГОСТ Р 52630 , ОСТ 26-291 , ПБ 03-576 , ПБ 03-584 , ПБ 03-585 .
14.2 Пооперационный контроль включает:
— контроль качества основного металла, соответствие его свойств данным сертификатов и требованиям стандартов или технических условий;
— контроль качества сварочных материалов и правильности их хранения согласно требованиям раздела 8;
— проверку квалификации сварщиков и специалистов сварочного производства, согласно требованиям раздела 9;
— контроль правильности сборки и качества подготовки кромок;
— контроль технологических режимов и последовательность наложения швов;
— контроль качества сварных соединений.
14.3 При контроле качества подготовки и сборки деталей под сварку проверяются:
— правильность подготовки и чистота поверхности свариваемых кромок, отсутствие на них дефектов;
— чистота поверхности свариваемых кромок и прилегающих к ним участков основного металла;
— зазоры в соединениях в соответствии с требованиями настоящего стандарта;
— смещение кромок в соответствии с требованиями ГОСТ Р 52630 , ОСТ 26-291 и ПБ 03-585 ;
— правильность сборки деталей, качество и расположение прихваток.
14.4 В процессе сварки контролируются:
— очередность наложения швов;
— температура подогрева деталей, подлежащих сварке с подогревом;
— правильность клеймения выполненных швов.
14.5 Контроль качества сварных соединений производится следующими методами:
— визуальным и измерительным ( РД 03-606 );
— металлографическим исследованием (РД 24.200.04);
— ультразвуковой дефектоскопией (СТО 00220256-005);
— радиографическим (СТО 00220368-010) (рентгено- или гаммаграфированием);
— другими методами, предусмотренными в проекте.
Объем и методы контроля устанавливаются требованиями чертежей и технических условий на изделие.
14.6 Визуальному и измерительному контролю подвергаются все сварные соединения по всей протяженности швов и прилегающие к ним зоны основного металла для выявления наружных дефектов, недопустимых по п. 6.10.2 ГОСТ Р 52630 , ОСТ 26-291 и ПБ 03-585 .
14.7 Механические испытания проводятся на образцах, изготовленных из контрольных стыковых сварных соединений, определяющих прочность сосуда (продольные швы обечаек, патрубков, хордовых и меридиональных швах выпуклых днищ) и трубопровода (кольцевые швы).
При изготовлении изделия с применением автоматической сварки на каждое изделие сваривается один образец. При ручной сварке изделий несколькими сварщиками, выполняющими отдельные швы, каждым сварщиком должен быть сварен контрольный образец на каждое изделие.
14.8 Объем и виды механических испытаний определяются п. 8.3 ГОСТ Р 52630 , п. 5.3 ОСТ 26-291 и п. 7.3.26 ПБ 03-585 .
14.9 Показатели механических свойств считаются неудовлетворительными, если не соответствуют требованиям п. 6.10.1 ГОСТ Р 52630 , п. 3.11.1 ОСТ 26-291 и п. 7.3.30 ПБ 03-585 .
14.10 В случае получения неудовлетворительных результатов по какому-либо виду механических испытаний разрешается проведение повторных испытаний на образцах, вырезанных из того же контрольного соединения.
14.11 Повторные испытания проводятся на удвоенном количестве образцов лишь по тому виду механических испытаний, которые дали неудовлетворительные результаты.
В случае получения неудовлетворительных результатов при повторных испытаниях швы считаются непригодными.
14.12 В соответствии с п. 8.10.1 ГОСТ Р 52630 , п. 4.5.47 ПБ 03-576 , п. 6.10.1 ПБ 03-584 и проведенной на заводе производственной аттестацией технологии сварки допускается не проводить, на период указанный в протоколе Разрешения Ростехнадзора, механические испытания контрольных сварных соединений сосудов и аппаратов, изготавливаемых по аттестованным технологиям сварки, при условии получения положительных результатов испытаний в течении 6 месяцев.
В паспорт аппарата вносятся результаты механических испытаний контрольных образцов сварных соединений, выполняемых при входном контроле сварочных материалов или копии сертификатов на аттестованные сварочные материалы.
В случае применения термообработки при сварке сосудов и аппаратов механические испытания контрольных сварных соединений обязательны в объеме действующих нтд .
14.13 Металлографические исследования проводятся на шлифах, вырезанных из контрольных сварных соединений, для выявления макро- и микродефектов.
14.14 Качество сварного соединения по результатам металлографического исследования должно соответствовать требованиям ГОСТ Р 52630 , ОСТ 26-291 , ПБ 03-576 и ПБ 03-584 .
14.15 Если при металлографическом исследовании в контрольном сварном соединении, проверенном УЗД или радиографическим контролем и признанном годным, будут обнаружены недопустимые внутренние дефекты, которые должны быть выявлены данным методом неразрушающего контроля, все производственные сварные соединения, контролируемые данным сварным соединением, подлежат 100% проверке тем же методом дефектоскопии. При этом новая проверка качества всех производственных стыков должна осуществляться другим, более опытным и квалифицированным дефектоскопистом.
14.16 Гидравлическое испытание выполняется в соответствии с требованиями ГОСТ Р 52630 , ОСТ 26-291 , ПБ 03-576 и ПБ 03-585 .
14.17 Пооперационную приемку в процессе изготовления аппаратов и трубопроводов необходимо фиксировать специальными актами в рабочем технологическом паспорте на изготовление каждого конкретного изделия.
14.18 Результаты контрольных сварных соединений основных деталей аппаратов и трубопроводов, подведомственных Ростехнадзору, заносятся в паспорт аппарата.
15 Исправление дефектов сварных швов
15.1 Дефекты сварных швов, выявленные в процессе сварки или после ее завершения, подлежат исправлению путем подварки или удаления дефектного места с последующей заваркой.
15.2 Исправлению подлежат все сварные швы, имеющие следующие недопустимые дефекты:
— несоответствие формы и размеров сварных швов требованиям стандартов, технических условий или чертежей на изделие;
— трещины, прожоги, подрезы, непровары, свищи;
— углубления между валиками швов, превышающие 2 мм;
— объемные дефекты округлой или удлиненной формы (поры, шлаковые включения) с максимальным размером единичного дефекта более 4 мм и суммарной площадью включений более 50 мм 2 на любые 100 мм протяженности шва и др. недопустимые дефекты.
15.3 Участки сварных швов, подлежащих исправлению, отмечаются краской или цветным мелом.
15.4 Удаление дефектных участков швов должно производиться механическим способом: фрезеровкой, вырубкой пневматическим зубилом, обработкой шлифовальным кругом (допускается применение плазменной, кислородно-флюсовой, воздушно-дуговой строжки с последующей зачисткой поверхности резки на глубину не менее 1 мм).
15.5 Качество подготовки под заварку участков, с которых удалены дефекты, до их заварки проверяется работником ОТК и производственным мастером, а после удаления трещин дополнительно контролируется ЦД.
15.6 Исправление дефектных участков шва должно производиться по технологическим процессам с использованием сварочных материалов и способов сварки, рекомендованных настоящим стандартом.
15.7 При наличии дефектов, требующих двусторонней вырубки, допускается исправление дефектного участка проводить последовательно: сначала удаление и заварку с одной стороны, затем с обратной.
15.8 Незаплавленные кратеры сварных швов должны исправляться заваркой по предварительно зачищенному металлу. Сварку необходимо проводить с применением электродов меньшего диаметра.
15.9 Исправление сварных швов с непроварами, прожогами, с газовыми порами, шлаковыми включениями и трещинами проводится путем удаления дефектного участка до здорового металла с последующей заваркой.
В случае, если дефекты распространяются на все сечение шва, дефектный участок удаляется полностью с образованием угла раскрытия (60±5)° под заварку.
15.10 При обнаружении в сварном шве трещин, перед вырубкой дефектного участка по концам трещины рекомендуется произвести засверловки с целью ограничения трещины. Качество удаления трещины подтверждается ЦД.
15.11 Деформацию (коробление) участков конструкций допустимо исправлять "только в холодном состоянии.
15.12 Исправление заниженных размеров сварных швов проводится путем дополнительной наплавки валиков на предварительно зачищенную поверхность ранее выполненного шва.
15.13 Исправление завышенных размеров сварных швов проводится путем местной подшлифовки или местной подрубки пневматическим зубилом с последующей зачисткой наждачным камнем для обеспечения плавных переходов швов к основному металлу.
15.14 Наплывы и натеки сварных швов в местах перехода к основному металлу должны исправляться опиловкой, вышлифовкой или местной подрубкой с последующей зачисткой наждачным камнем для получения плавного перехода от шва к основному металлу.
15.15 Исправление швов с подрезами и углублениями между валиками производится путем наплавки валика в углубление. Перед заваркой участков швов с подрезами и углублениями между валиками производится зачистка металла шва и основного металла, прилегающего к нему.
15.16 Исправление одного и того же дефектного участка сварного соединения допускается не более трех раз. При обнаружении дефектов в шве после повторного исправления вопрос о возможности и способе исправления сварного шва решается ОГС, ОГК совместно с ОТК завода.
15.17 В том случае, когда дефекты обнаружены в деталях, прошедших термическую обработку (если это предусмотрено техническими требованиями), производится повторная термообработка после ремонта дефектных участков шва.
15.18 Исправление дефектов сварных швов термообработанных сосудов (аппаратов) и их элементов без последующей термообработки допускается при условии, что глубина залегания дефекта не превышает 20 мм для низколегированных сталей и 24 мм для углеродистых сталей, а общая протяженность дефектных мест не превышает 5% длины сварного шва.
15.19 Все исправленные участки сварных швов подлежат приемке ОТК, о чем производится запись в журнале учёта. Все данные о повторном просвечивании должны быть занесены в «Журнал контроля сварных швов просвечиванием».
15.20 К качеству исправленного участка шва надлежит предъявлять такие же требования, как и к основному шву. Геометрические размеры исправленных участков должны соответствовать требованиям НД и чертежа.
Приложение А
(справочное)
Специализированные научно-исследовательские организации — авторы настоящего стандарта
Источник https://prosvarku.info/tehnika-svarki/svarka-trub-davleniem
Источник https://strojdvor.ru/vodosnabzhenie/svarka-vodoprovodnyh-trub/
Источник http://www.norm-load.ru/SNiP/Data1/59/59915/




