Содержание
Образец заполнения технологической карты сварки
Техпроцесс состоит из множества этапов, каждый из которых должен быть просчитан с точностью до миллиметра. Все эти данные сложно запомнить или кратко записать, поэтому была придумана карта технологического процесса сварки. Она позволяет улучшить качество работ: сварщик получит полую информацию о типе сварки, специалисты проведут тщательный контроль сварного соединения, будет выбран оптимальный комплект оборудования и комплектующих. Соответственно снизится количество брака и завод понесет меньшие убытки. И все это возможно, если у вас есть технологическая карта на сварку.

В этой статье мы расскажем, что это такое, как составляется техкарта для сварочных работ, приведем пример, благодаря которому вы научитесь быстро и легко читать технологические карты, а впоследствии и составлять их.
Определение
Что такое технологическая карта на сварочные работы (она же ттк на сварку, технологическая карта сварки или просто техкарта)? Говоря простыми словами, это просто документ-инструкция, выдаваемая сварщику для правильного выполнения работ. Также техкартой может пользоваться специалист по контролю качества. В техкарте прописывается всё: от типа сварки до геометрических расчетов.
Проще говоря, техкарта — это «сборник» всех технологических особенностей, которые нужно учесть при сварке. Правильно разработанная техкарта позволяет улучшить качество сварного соединения и, в целом, сделать работу сварщика или прочих специалистов продуктивнее и лучше.
Технологическая карта была придумана и внедрена не так уж давно, а именно в конце 80-х годов прошлого века. Это связано с большим технологическим прорывом в сфере сварки, когда появились новые современные технологии и стали доступны редкие металлы.
Данные в техкарте
Итак, в технологической карте в обязательном порядке указываются общие сведения о металле, который нужно сварить, данные о разделке металла и их очистке, данные о размерах сварных швов. Также указывается прогрев металла, если он необходим, последовательность формирования сварных швов.
Еще указывается, какое оборудование будет использоваться и какие комплектующие необходимы для выполнения сварки. Некоторые мастера уверены, что оборудование и комплектующие можно подбирать, основываясь на своем опыте или тематических журналах, но это неверно. Позже мы расскажем, как подбирается комплект оборудования.
Дополнительно нужно указать, какой тип сварки будет использовать в работе, а также какие параметры нужно установить (значение сварочного тока, напряжения, полярности, скорость сварки и так далее). Также указывается, какая будет форма у сварного соединения и какие будут использоваться методы проверки качества сварных швов.
Особенности
На крупных производствах (например, если это сборочно-сварочный цех) разработкой техкарты занимаются отдельные специалисты, а на мелких заводах эту работу часто поручают сварщикам. Тем не менее, любая разработка техкарты должна начинаться с тщательного анализа металла, который нужно сварить. Именно от металла зависит выбор типа сварки, комплектующих и прочие параметры. Если вы с самого начала правильно проанализируете металл, то затем у вас не возникнет никаких ошибок. Режим сварки подбирается по нормативным документам, а не по опыту варщика. Это тоже важно понимать.
Каждая технологическая карта по сварке металлоконструкций должна иметь свой индивидуальный номер (шифр), с помощью которого ее можно будет найти в архиве. Также этот номер будет указываться при разработке полной техдокументации и в характеристиках проекта на сварку. Также на техкарте должна стоять подпись специалиста, который эту кару составлял.
Пример технологической карты
Ниже вы можете видеть образец заполнения технологической карты. Сейчас мы подробнее разберем все, что тут написано, а вы запомните (или лучше запишите) то, что прочтете.


Образец взят с сайта zibon.ru
Итак, первая графа «Способ сварки». Здесь, как не трудно догадаться, нужно написать, такой тип сварки был выбран для выполнения работ (ручная дуговая, контактная, полуавтоматом в среде газа и т.д.). В нашем случае мы указали «ручная дуговая сварка покрытыми электродами». Далее указаны цифры «(111)», это код сварки. Его можно указывать в техкарте, чтобы не писать подробно словами.
Мы приведем несколько наиболее распространенных кодов:
- 141 — ручная аргонодуговая сварка неплавящимся электродом
- 131 — механизированная аргонодуговая сварка плавящимся электродом
- 135 — механизированная сварка плавящимся электродом в среде активного газа
Далее графа «Основной материал (марка)». Здесь пишем марку металла, который нам нужно сварить. Обычно марка указывается в проекте детали, оттуда ее можно переписать в техкарту. Дополнительно укажите группу металлов. Ниже таблица с основными группами.




Затем идет графа «Наименование (шифр) НТД». Здесь вы должны указать, какие нормативные документы были использованы при разработке данной технологической карты. Остальные графы заполняются подобным образом, думаем, все логически понятно.
В нашем случае заполняется типовая технологическая карта на сварку газовых трубопроводов. Но если вам нужна техкарта на другие работы (например, на сварку стальных труб), то она будет заполняться таким же образом, просто поменяется заголовок.
Вместо заключения
Операционная технологическая карта сборки и ручной дуговой сварки (или любого другого типа сварки) — обязательный элемент любых профессиональных сварочных работ. Без нее вы наверняка сделаете шов неправильно, поскольку не будете знать всех нюансов. А специалисты по контролю качества не смогут предъявить к работе необходимые требования.
Кстати, существуют и технологические карты не на весь сварочный процесс, а на его отдельные этапы. Например, есть технологическая карта ультразвукового контроля сварных соединений (также технологическая карта узк). Это необходимо, если работа сложная и состоит из огромного количества информации, которую нужно указать в техкарте. Если бы в таком случае техкарта была одна на всю сварку, то она состояла бы из десятков страниц, что неудобно.
Технологическая карта и протокол сварки полиэтиленовых труб
Протокол сварки полиэтиленовых труб является результатом правильно разработанной технологической карты согласно требованиям нормативных документом системы аттестации сварочного производства НАКС.
Содержание
В современном мире полимерные материалы все больше вытесняют металл, поскольку они обладают превосходной химической стойкостью, низким удельным весом, стойкостью к абразивному износу, высокой прочностью на растяжение и низким водопоглощением. Сейчас уже не в диковинку, что полимерные трубы и фитинги используют в трубопроводах холодного и горячего водоснабжения, газоснабжении, водоотведении (канализация). Эти системы являются жизненно важными, поэтому к качеству материалов и сварных соединений предъявляются высокие требования. Поломка любого трубопровода может вызвать техногенную катастрофу влекущую за собой экологическую катастрофу и даже гибель людей.
С целью обеспечения безупречного качества в НАКС была разработана процедура аттестации технологии сварки, сварщиков и оборудования, в рамках которой является обязательным разработка технологических карт, которые позволяют обеспечить повторяемость процесса, а протокол служит подтверждением соблюдения всех режимов и условий.
Форма технологической карты на сварку полиэтиленовых труб
Сварку полимерных труб и муфт производят следующими способами:
- нагретым инструментом (НИ);
- закладными нагревателями (ЗН);
- нагретым газом (НГ);
- экструзионная сварка (Э).
Ниже представлены образцы технологических карт сварки нагретым инструментом и закладными нагревателями. А здесь и здесь можно их скачать.
Карта технологического процесса сварки полимерных труб встык нагретым инструментом
| Наименование изделия | сварное соединение |
| Способ сварки | НИ |
| НД | СП 42-101-96; СП42-105-99 |
| Вид соединения | стыковое |
| Сварочное оборудование | |
| Ф.И.О. сварщика | |
| Характеристика деталей: | |
| завод-изготовитель | |
| марка материала | полиэтилен ПЭ80 |
| дата выпуска | |
| номер сертификата | |
| диаметр трубы | 110мм |
| толщина стенки, (SDR) | 10мм, (11,0) |
| Клеймо сварщика | |
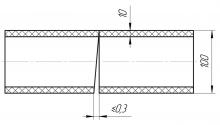
| Эскиз сварного соединения | |
| Конструкция сборки | Конструктивные элементы сварного соединения |
|---|---|
 |
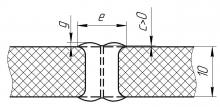 |
g — высота грата;
е — ширина грата;
с — превышение впадины между валиками грата и поверхностью детали
Технологические параметры сварки труб встык нагревательным инструментом и их значения (в соответствии с СП 42-101)
5. Время при прогреве tпр, сек., в зависимости от типа свариваемых труб и температуры окружающего воздуха
8. Время при охлаждении tохл, мин, не менее, в зависимости от температуры окружающего воздуха
Дополнительные технологические требования по сварке:
- на длину не менее 50 мм от торцов протереть поверхности концов свариваемых деталей сперва увлажненной, а затем сухой ветошью;
- разместить и зафиксировать трубы в зажимах центратора установки для сварки;
- отцентрировать детали по наружной поверхности таким образом, чтобы максимальная величина смещения наружных кромок не превышала 10% номинальной толщины стенки свариваемых труб;
- отторцевать свариваемые поверхности деталей непосредственно в сварочной установке;
- повторно проверить центровку и отсутствие зазоров в стыке (допускается зазор не более 0,3 мм). Измерение зазора производят лепестковым щупом (ГОСТ 882-75) с погрешностью 0,05 мм;
- выполнить измерение усилия при холостом ходе подвижного зажима центратора установки с зафиксированной в нем трубой и скорректировать величину усилия давления при оплавлении, прогреве и осадки;
- установить требуемые параметры режима и выполнить процесс сварки;
- после сварки произвести охлаждение стыка под давлением осадки в течение времени охлаждение (tохл.);
- на наружной поверхности маркером написать клеймо сварщика;
- вынуть деталь из установки и провести визуальный и измерительный контроль.
Требования к контролю качества
| Метод контроля | Наименование (шифр) НД | Объем контроля (%, кол-во образцов) |
|---|---|---|
| 1. Визуальный и измерительный | СП 42-101; СП 42-105 | 100 % |
| 2. Ультразвуковой | Инструкция* | 100 % |
| 3. Испытание на статическое растяжение | ГОСТ 11262; СП 42-105 | ≥ 5 образцов |
* Инструкция по ультразвуковому контролю сварных стыковых соединений полиэтиленовых труб, утвержденная ОАО «Росгазификапия», 1999 г.
| Разработал: | (подпись, дата) | Фамилия И.О. |
Карта технологического процесса сварки полимерных труб с применением деталей с закладными нагревателями
| Наименование изделия | сварное соединение | ||||
| Способ сварки | ЗН | ||||
| НД | СП 42-101-96; СП 42-105-99 |
||||
| Вид соединения | стыковое | ||||
| Сварочное оборудование | ЗНШ | ||||
| Ф.И.О. сварщика | |||||
| Характеристика деталей: | |||||
| завод-изготовитель | |||||
| марка материала | |||||
| дата выпуска | |||||
| номер сертификата (ГОСТ/ТУ) | |||||
| диаметр трубы | 50 мм | ||||
| толщина стенки, (SDR) | 4,5 мм (11,1) | ||||
| Клеймо сварщика | |||||
| Технологические параметры сварки* | |||||
| Температура окружающего воздуха, °С | Наружный диаметр трубы, мм | Толщина стенки, мм | SDR | Время охлаждения после сварки, мин | |
|---|---|---|---|---|---|
| 20 | 50 | 4,5 | 11,1 | 7 | |
*При сварке на аппаратах с ручным вводом параметров режима сварки указывают их действительные значения.
Дополнительные технологические требования по сварке:
- произвести обрезку труб под прямым углом к их осям;
- пометить на торцах участок сварки длинной не менее 0,5 длины фитинга от края;
- произвести зачистку механическим способом поверхности деталей в зоне сварки от оксидного пленки на глубину 0,1—0,2 мм;
- провести снятие фаски на внутренней и наружной поверхностях торца трубы;
- при помощи приспособления придать трубе в зоне сварки круглую форму;
- обезжирить зону сварки;
- маркером на поверхность трубы нанести отметки на расстоянии 0,5 длины фитинга от торца трубы;
- закрепить детали в позиционере или на выравнивающих опорах;
- вставить подготовленные торцы труб в фитинг, после чего подключить его к сварочному аппарату;
- в сварочный аппарат, при помощи карандаша, записать параметры сварки, которые указаны на штрихкоде этикетки фитинга;
- включить сварочный аппарат и осуществить сварку;
- провести визуальный и измерительный контроль сварного соединения.
Требования к контролю качества
Протокол сварки полиэтиленовых труб или муфт
После того, как проведена процедура аттестации и технологическая карта на сварку полиэтиленовых труб или муфт утверждена в НАКС — можно приступать к промышленной сварке изделий. Для того, чтобы отслеживать точность соблюдения параметров и режимов сварки предусмотрена обязательная регистрация этих данных в виде протокола.

Протокол сварки полиэтиленовых труб включает в себя информацию:
- название модели или номер сварочного аппарата;
- дата сварки;
- Ф.И.О. сварщика и/или клеймо;
- наименование проекта или объекта;
- материал;
- типоразмер трубы или муфты;
- SDR (стандартное размерное отношение трубы т.е. отношение номинального наружного диаметра к номинальной толщине стенки);
- температура воздуха окружающей среды;
- давление сопротивления;
- режимы сварки: температура, давления, время и т.д.;
- другая дополнительная информация: погодные условия, меры защиты, № шва, ошибки и т.д.
Каждый производитель сварочных аппаратов делает свое уникальное внешнее оформление протокола и добавлять как можно больше дополнительной информации, которая позволит с точностью проанализировать причину образования дефектов.
Образец заполнения технологической карты на сварочные работы

Выполнение сварочных работ включает большое количество этапов. Необходимо каждый из них продумать до мельчайших деталей. Удержать большое количество параметров и предустановок в голове сложно, поэтому была изобретена технологическая карта. Здесь отображаются все шаги и действия специалиста, что способствует улучшению качества результата. Из нее сварщик черпает всю необходимую информацию о требованиях по сварочным работам, что позволяет ему выбрать оптимальный вид расходных материалов и сварочного оборудования. Благодаря такому подходу намного снизилось количество брака на производстве и улучшился контроль над качеством сварного шва.
Что такое технологическая карта сварки

Стоит в деталях рассмотреть вопрос о том, что представляет собой технологическая карта сварочных работ. Простыми словами, она является своеобразной пошаговой инструкцией, где прописана вся история выполнения работ. Помимо сварщика техкартой пользуются и специалисты, контролирующие рабочие процессы и качество конструкций. В документе прописывается буквально все: от вида работы до точных размеров уже готовой конструкции.

Если исключить все специфические термины, то можно определить, что технологическая карта является сборником технических моментов, которые определяют конечный результат. Поэтому разработка данного документа является важным этапом на пути к готовому изделию, поскольку напрямую влияет на его качество. Помимо этого, он позволяет повысить продуктивность работы сварщика, эффективнее использовать рабочее время.
Типовая операционная технологическая карта в производственный процесс была внедрена в конце 80-х годов прошлого столетия. Это было вызвано развитием технологии сварки: появилось новое оборудование, стали доступными для работы многие металлы и процесс стал более сложным в исполнении.
Данные для техкарты
Документ в обязательном порядке содержит данные о металлах, которые требуется соединять; информацию о разделке заготовок и очистке поверхности, размеры сварного соединения. Если требуется прогрев металла, то об этом тоже есть информация. Описана и последовательность формирования сварных швов. Подобные инструктивные материалы просто необходимы при выполнении сложных работ, например, при сварке трубопроводов.
Когда для выполнения работы можно использовать разное оборудование, то указывается конкретный вид сварочных аппаратов и расходных материалов. Дополнительно вносится информация о том, какие параметры нужно выставить на сварочном оборудовании: сила тока, напряжение, полярность. Задается скорость формирования шва и прочие важные данные. Здесь же определяется форма сварного шва и предполагаемые методы контроля качества.

Особенности

На больших производственных объединениях составлением технологической карты занимаются инженеры. На небольших предприятиях эту работу сварщики делают сами. Независимо от личности составителя работа начинается с внимательного анализа материала, который требуется сварить. Именно материал определяет выбор типа сварочного оборудования, расходных материалов и рабочих параметров. Если металл был изначально проанализирован правильно, то в дальнейшем не возникнет неожиданностей в работе, а конечный результат будет качественным.
Каждой технологической карте присваивается оригинальный шифр. Он нужен, чтобы идентифицировать карту среди прочих архивных материалов. Этот номер фиксируется в технической документации на готовую конструкцию. Карта подписывается специалистом, который ее составил.
Пример технологической карты сварки
Ниже представлена фотокопия технологической карты. Она может служить как образец заполнения:


Первая графа в документе регламентирует способ сварки. В ней обозначается выбранный для конкретного вида работ тип сварки: полуавтомат, контактная, ручная дуговая сварка и т.п.; использование защитной среды. После этого обозначается код сварки, в нашем примере – 111.
Наиболее распространенные коды сварки и их значения:
- 141 – сварочные работы выполняются ручной аргонодуговой сваркой неплавящимся электродом;
- 131 – применяются плавящиеся электроды и аргонодуговая сварка механизированная;
- 135 – работы выполняются в среде активного газа с использованием механизированной сварки и плавящихся электродов.
После этого расположена графа, информирующая о марке основного материала. Здесь вносятся данные о марке металла, который будет обрабатываться. Как правило, эти данные есть в проекте готового изделия. Оттуда можно их взять и перенести в технологическую карту. Дополнительно указывается группа металлов. Данные приведены в таблице ниже:



В графе «Наименование (шифр) НТД» указывается перечень нормативных документов, которые послужили в качестве первоисточника для заполнения технологической карты. Не составит трудностей внесение информации и в остальные графы. Их наименования дают исчерпывающую информацию о характере вносимых данных.
Выводы

Операционная технологическая карта является обязательным атрибутом сварочных работ, выполняемых на производстве. Сложно рассчитывать, что без нее специалист положит правильный сварочный шов. Становится невозможным и контроль качества, поскольку нет явных требований к сварочному процессу. Соответственно, и сопоставлять нечего.
Необходимо обратить внимание на то, что сварочные карты существуют и на отдельные технологические операции. К примеру, существует документ на ультразвуковой контроль сварных соединений. К таким приемам составители прибегают в тех случаях, когда работа очень сложная и сопровождается большим количеством данных.
К примеру, технологическая карта на сварку стальных труб может быть одна, а техкарта на сварку металлоконструкций сложной конфигурации состоит из нескольких отдельных документов. Собирать всю информацию в одну технологическую карту нецелесообразно, поскольку это только усложнит исполнение. Десятки таблице и большой объем информации неудобно изучать и руководствоваться ими в работе.
Источник https://svarkaed.ru/svarka/poleznaya-informatsiya/obrazets-zapolneniya-tehnologicheskoj-karty-svarki.html
Источник https://weldering.com/tehnologicheskaya-karta-protokol-svarki-polietilenovyh-trub
Источник https://vtmstol.ru/blog/obrazec-zapolnenija-tehnologicheskoj-karty-na-svarochnye-raboty




