Содержание
Проверенная временем технология – газовая сварка
 Виды сварки
Виды сварки
Газовую сварку с полной ответственностью можно назвать царицей сварочных полей.
Все в ней хорошо: она проста в исполнении, оборудование для газовой сварки совсем недорогое, экономна в потреблении электрической энергии, список достоинств можно продолжать.
Слабые места и нюансы технологии
Если начали с плюсов, будет честным остановиться и на минусах. Недостаток в скорости нагревания металла – она низкая.
Кроме того, рабочий участок при таком методе «распластан» – уж очень большая зона нагревания металла, из-за чего теряется много тепловой энергии. Имеет место и такое неприятное явление как коробление.
Таким образом производительность рабочего процесса не очень высокая, а с увеличением толщины кромок свариваемых заготовок снижается еще больше.
Поэтому, если толщина вашего металлического листа больше шести миллиметров, начинайте думать о применении газовой сварки где-нибудь в другом месте. А толстый край лучше варить, к примеру, дуговым способом.

Инжекторная и безинжекторная горелка.
Газовая сварка – не самый дорогой способ сварки, это общеизвестно. Но газ для сварки – ацетилен и кислород, которые любят использовать в качестве сварочной газовой смеси, стоят все-таки дороже, чем электричество.
А если добавить довольно высокие риски взрывов и серьезную пожар опасность, которые мгновенно возникнут при неправильном обращении с горючими жидкостями, газами, кислородными баллонами и элементарным карбидом кальция, энтузиазм немного снижается.
Технология газовой сварки отлично подходит для широкого спектра сварочных работ: от соединения деталей из алюминия и стали до работы по бронзе и чугуну.
Сразу отметим, что газовой сварке по силам практически все металлы, включая такие капризные как медь, свинец или чугун: они варятся легче именно газовой технологией, чем какими-либо другими.
Технические стороны процесса газовой сварки
Особенности газовой сварки – демократичность ее швов, которые можно делать во всех положениях в пространстве – от нижнего до потолочного.
Труднее всего приходится с потолочными швами, так как в этом случае расплавленный металл нужно поддерживать и быстро распределять по всей длине шва с помощью повышенного давления газовой смеси от пламени.
Самые популярные швы при этом способе – стыковые. Не дружит газовая сварка со швами внахлестку и тавровыми. Дело в том, что для обоих видов швов нужен чрезвычайно сильный нагрев металла. Кроме того, в этом методе высок риск выраженного коробления.
Если края заготовок тонкие и отбортованные, их варят без использования присадочной проволоки с формированием непрерывных или прерывистых швов, которые также могут быть одно- и многослойными.
Понятно, что перед сваркой необходимо очистить края и поверхности металлических заготовок самым тщательным способом.
Один из важнейших технических компонентов ГС – манипуляции с газовой горелкой. Техника газовой сварки подразумевает, чтобы пламя держали на расстоянии около 5 мм от конца ядра, не касаясь металлической поверхности.
Присадочная проволока погружается в сварочную ванну. Интенсивность нагрева рабочей зоны можно менять. Делается это с помощью изменения угла наклона медного мундштука горелки к поверхности заготовки. Зависимость здесь прямая и понятная: чем больше угол наклона, тем выше нагрев металла от пламени.
Мундштук горелки следует двигать вдоль шва. Одновременно необходимо следить за состояние сварочной ванны: металл в ней должен быть защищен давлением газов от нежелательного воздействия окружающего воздуха. Делать это необходимо для защиты металла от оксидной пленки.
Самые востребованные способы
Способы газовой сварки могут описываться и перечисляться в нескольких толстых томах.
Возьмем самые распространенные из них:
Левая сварка
Левый способ газовой сварки – самый распространенный среди мастеров любой квалификации. Используется для соединения металлов с тонким краем и невысоким уровнем температуры плавления. Левая и правая сварка – две стороны одной медали, запомнить это легко.
Правая сварка
Правый способ сварки годится для работы с металлами с толщиной больше 3-х мм и высокой теплопроводностью. Нужно заметить, что сварочный шов при правой сварке получается более качественным благодаря лучшей защите металла пламенем.
Использование тепла пламени при правом способе экономичнее, а скорость процесса выше почти на 20%. В эту же копилку плюсов можно добавить экономию расходов газов около 10%.
Присадочную проволоку нужно брать с диаметром, меньшим ровно в два раза толщины металлической заготовки. Проволока не может быть толще 8-ми мм.
Сварка с использованием сквозного валика
Эта технология газовой сварки предполагает постепенное, шаг за шагом, перемещение пламени с плавлением верхней кромки отверстия в заготовке и накладыванием слоя расплавленного металла на нижний край этого же отверстия.
Предварительно листы металла фиксируют вертикально, оставляя зазор между ними в половину толщины самой заготовки. Шов формируется в форме валика, который и соединяет детали. Он отличается плотностью, без каких-либо пор или шлаковых остатков.
Сварка с помощью ванночек
Здесь название говорит само за себя. Принцип метода заключается в образовании новых и новых ванночек по ходу шва. Как только образовывается одна из них, в нее вводится конец присадочной проволоки, там плавится, а затем перемещается в восстановительный участок огня горелки.
Тем временем мундштук сопла перемещается дальше по шву – на следующий участок. Каждая новая ванночка перекрывает предыдущую примерно на одну треть диаметра проволоки.
Этим способом соединяют тонкие листы, когда нужно выполнить стыковые или угловые типы швов. Это любимый вид сварки для труб из стальных низколегированных или малоуглеродистых сплавов.
Многослойная газовая сварка
Применяется при очень ответственных видах работ, так как характеризуется довольно низкой производительностью, да и сварочные газы здесь требуются в большом объеме – метод не из дешевых. В нем происходит отжиг нижних слоев при наплавке верхних – последующих.
В результате идет отличная проковка каждого слоя перед формированием следующего шва. Такой способ значительно повышает качество металла шва.
Процесс идет в коротких участках. Особое внимание уделять очистке поверхности нижележащего слоя перед наложением следующего.
Сварка окислительным пламенем и раскислением
Эта технология создана для соединения деталей из малоуглеродистых стальных сплавов. Пламя здесь имеет резко окислительный характер, вследствие чего в сварочной ванне образуются окислы железа. Если есть окисление, необходимо и так называемое раскисление.
Его добиваются с помощью специальной присадочной проволоки с высокими долями марганца и кремния. Отличный способ с производительностью выше на 10%, чем остальные методы.
Нюансы с разными швами и разными металлами
Горизонтальные швы формируются с использованием правого способа газовой сварки. Бывают ситуации, когда процесс ведут справа налево с мундштуком внизу ванны, а проволокой сверху. Так шов образуется быстрее и легче, а расплавленный металл в ванне не стекает вниз.
Вертикальные швы наоборот, производятся левым способом с направлением снизу-вверх. Если металл толстый, применяют шов с двойным валиком.
Потолочные швы – одни из самых сложных для исполнения. Здесь нужно сначала нагреть кромки заготовки, затем до момента их оплавления в ванну помещают проволоку, которая быстро оплавляется.
Жидкий металл в ванне удерживается от стекания вниз давлением газов из горелки. Сварку делают правым способом. Лучше всего использовать технологию многослойных швов с несколькими проходами.
Низкоуглеродистую сталь можно варить практически с любыми газами. Важно выбирать правильную присадочную проволоку: она должны быть выполнена также из стали с низким содержанием углерода.
Легированные стали бывают с очень разными составами. Поэтому единого метода газовой сварки для них нет и не может быть. Если сплав жаропрочный нержавеющий, детали из него варятся с помощью проволоки с содержанием никеля и хрома.
Встречаются отдельные марки, которые можно варить только с применением молибдена в составе присадочной проволоки.
Медь и ее сплавы всегда требуют сильного пламени. Во время расплавления она чрезвычайно текучая, поэтому зазор нужно делать минимальным. Помимо проволоки из меди, в работе применяются флюсовые смеси для раскисления металла шва.
Латунь – весьма непростой металл для работы из-за его состава. Здесь высокий риск образования пор в сварочном шве из-за летучести цинка. Этот риск можно значительно снизить, подавая в смеситель горелки больше кислорода и применяя латунную проволоку в качестве присадки.
Бронза – еще один капризный сплав. Во время сварки важно не выжечь из состава его важные элементы: олово, кремний и алюминий. Поэтому пламя должно быть восстановительное, а присадка – бронзовая с добавкой кремния, который поможет в дальнейшем раскислению шва.
Достоинства и недостатки сварки с газовой горелкой
Газовая сварка металлов имеет солидный список преимуществ:
- Метод не предполагает покупки и использования сложного и дорогого оборудования. Для него не нужны, к примеру, инвертор или полуавтомат.
- Расходные материалы, применяемые при газовой сварке, широко предлагаются на рынке, можно найти любой состав или модель без трудностей.
- Не требуются специальные защитные средства, даже при газовой сварке труб.
- Главные параметры сварки хорошо регулируются: пламя любой требуемой мощности, уровень температуры нагрева металла.
Есть и недостатки, куда без них:
- Слишком медленный разогрев металла, особенно в сравнении с электрической дугой.
- Слишком обширная зона нагрева вокруг газовой горелки, вследствие чего теряется много энергии без толку.
- Тепло от горелки рассеянного типа, его трудно концентрировать.
- Метод все-таки дороже электродугового: цена газов выше стоимости электричества.
- С увеличением толщина кромок заготовок снижается скорость рабочего процесса из-за высокого рассеивания тепла.
- Практически невозможно автоматизировать процесс.
Пара слов о расходных материалах
Какой газ используют при сварке – вопрос не маловажный, в котором нужно разбираться, чтобы сделать верный выбор. Типы используемых газов разные, выбор зависит от нескольких факторов.
Кислород
Кислород, к примеру, отличается полным отсутствием цвета и запаха. Роль у него особая, он выполняет функцию катализатора процессов плавления металлов во время сварки. Хранение и транспортировка кислорода производятся в баллонах с постоянным давлением. Это дело непростое, но вполне выполнимое.
Главное – знать и выполнять правила безопасности в обращении с кислородными баллонами и самим газом. Например, присутствие технического масла может привести к возгоранию: следовательно, нужно категорически исключить малейший контакт с таким маслом.
Пламя газовой горелки.
В помещениях, где хранятся баллоны, ни в коем случае не должно быть ни источником тепла, ни прямого солнечного света.
Как получают сварочный кислород: это делается достаточно просто – из атмосферного воздуха с помощью специализированного оборудования.
Кислород подразделяется по чистоте на три типа:
- высший сорт с концентрацией газа в 99,5%;
- первый сорт с 99,2%;
- второй – с 98,5%.
Ацетилен
Это второй по популярности газ, применяемый в ГС как для сварки, так и для резки. Он также без цвета и запаха. При повышенном давлении или нагревании ацетилен может взорваться. Производится он из карбида кальция и воды.
Ацетилен – не самый дешевый газ, но его преимущество делает его очень востребованным среди сварщиков. Все дело в температуре горения – она у ацетилена замечательно высокая, особенно в сравнении с такими более дешевыми газами как метан, пропан или пары керосина.
Флюс и присадочная проволока
Это главные участники процесса формирования сварочного шва. Присадочная проволока должна быть абсолютно очищенной от малейших признаков грязи или коррозии. Иногда вместо проволоки можно применять полоску из такого же металла, что и заготовки для сваривания.
Флюсы необходимы для защиты сварочной ванны от вредного воздействия внешних факторов. Чаще всего в качестве составных элементов флюсовых смесей берутся бура и борная кислота, которые могут наноситься прямо на свариваемые заготовки или на присадочную проволоку.
Единственный металл, который может обойтись без флюсовой смеси, это углеродистая сталь. Ну а особая нужда в присутствии флюса возникает при сварке меди, алюминия и их сплавов.
Необходимое оборудование для газовой сварки
Водяной затвор
Это простая и эффективная защита трубы, генератора ацетилена и других элементов от огня в виде обратной тяги из газовой горелки. Вода в этом затворе должна быть на уровне, за которым нужно следить. Обычно он находится между горелкой и ацетиленовой трубой.
Газовые баллоны
Эти баллоны разного цвета в зависимости от вида газа. Ко всем баллонам применяется строгое правило: никогда не красить верхнюю часть, чтобы не случилось контакта краски и газа. Еще один технический нюанс: на ацетиленовые баллоны нельзя ставить медные вентили из-за высокого риска взрыва от взаимодействия ацетилена и меди.
Шланги разного назначения
Шланги нужно много для чего: подачи газов и горячих жидкостей. Кроме того, они должны работать под давлением, так что это совсем не садовые шланги для полива огородика, а серьезные приспособления с особыми техническими характеристиками.
Шланги бывают трех категорий:
- с красной полосой для давления до 6-ти атмосфер;
- с желтой полосой для горючих веществ;
- с синей полосой для давления вплоть до 20-ти атмосфер.
Газовые горелки
Газы и пары от горючих жидкостей смешиваются в смесителе горелки. Они выпускаются в огромном разнообразии, делясь на инжекторные и горелки без него, разной мощности и так далее.
Редуктор
Необходимая вещь там, где имеет место высокое давление газа.
Редукторы снижают давление газа, выходящего из баллона. Они бывают двух типов: прямого и обратного действия. Продвинутые модели с серебрением выпускаются для работы с сжиженным газом: они не позволяют такому газу замерзнуть на выходе из баллона.
Газовый пост
Это специальный рабочий стол для сварки. Лучший вариант поста – столешница с возможностью ее поворачивать и фиксировать. Хороший пост оборудован вытяжной вентиляцией и хорошей системой складирования и хранения инструментов сварщика.
Газовая сварка: гибридный вариант с полуавтоматом
В этой методике добавляется использование электрической дуги и защитного газа – чаще всего аргона. При таком раскладе технологию вполне можно назвать гибридной.
Швы при газовой сварке.
Вот какие этапы действий выполняются:
- подключение аппарата к сети;
- фиксация присадочной проволоки через отверстие в горелке;
- регулировка давления газа с помощью редуктора;
- определение и выставление скорости подачи присадочной проволоки;
- регулирование остальных параметров – силы сварочного тока и напряжения;
- фиксация горелки под углом к поверхности заготовок перед зажиганием горелки;
- начало сварки.
Следует отметить, что технические характеристики всех расходных материалов, равно как и элементов оборудования, четко и ясно прописаны в ГОСТах. Иными словами, процесс газовой сварки отлично регламентирован.
Подпадают под ГОСТы, к примеру, следующие параметры:
- характеристики ацетиленового генератора;
- типы шлангов;
- давление газа, регулируемой редуктором;
- тип газовых горелок;
- виды присадочной проволоки;
- стандарты по газовым баллонам и т.д.
Технология газовой сварки металлов: материалы, техника
Такому способу соединения металлических деталей, как газовая сварка, уже более сотни лет. На протяжении этого времени данная технология продолжает успешно совершенствоваться, хотя другие методы сварки, в которых используется электрическая дуга, развиваются более активно и вытесняют сварку, в которой используется газовая горелка.

Плюсы и минусы газовой сварки
Такой метод соединения металлов, как газовая сварка, предполагает плавление соединяемых материалов, в результате чего формируется гомогенная структура. Горение газа, за счет которого и осуществляется нагрев и расплав металла, обеспечивается за счет введения в газовую смесь чистого кислорода. Такой метод соединения металлов отличается целым рядом преимуществ.
- Этот способ сварки не требует использования сложного оборудования (сварочного инвертора или полуавтоматического аппарата).
- Все расходные материалы для осуществления такой сварки несложно приобрести.
- Газовая сварка (соответственно, и газовая сварка труб) может выполняться даже без мощного источника энергии и порой без специальных защитных средств.
- Процесс такой сварки хорошо поддается регулированию: можно устанавливать требуемую мощность пламени горелки, контролировать степень нагрева металла.
У данного метода есть и недостатки.
- Металл нагревается очень медленно, в отличие от использования электрической дуги.
- Зона тепла, которая формируется газовой горелкой, является очень широкой.
- Очень сложно концентрировать тепло, создаваемое газовой горелкой, оно является более рассеянным, по сравнению с электродуговым способом.
- Газовую сварку можно отнести к достаточно дорогостоящим методам соединения металлов, если сравнивать ее с электродуговой сваркой. Стоимость затраченного кислорода и ацетилена значительно перекрывает цену электричества, затрачиваемого для сварки однотипных деталей.
- При сварке толстых металлических деталей значительно снижается скорость выполнения соединения. Обусловлено это тем, что концентрация тепла при использовании газовой горелки очень низкая.
- Газовая сварка плохо поддается автоматизации. Механизировать можно лишь процесс газовой сварки тонкостенных труб или резервуаров, который выполняется с использованием многопламенной горелкой.

Газовая сварка трубы из нижнего положения
Материалы для выполнения сварки с использованием газа
Технология газовой сварки предполагает использование различных типов газов, выбор которых зависит от целого ряда факторов.
Одним из газов, используемых для сварки, является кислород. Характеризуется этот газ отсутствием цвета и запаха, он выступает в качестве катализатора, активизируя процессы плавления соединяемого или разрезаемого материала.
Для того чтобы хранить и транспортировать кислород, используются специальные баллоны, в которых он содержится под постоянным давлением. При контакте с техническим маслом кислород может воспламениться, поэтому следует исключить саму возможность такого контакта. Баллоны, в которых содержится кислород, необходимо хранить в помещениях, защищенных от источников тепла и солнечного света.
Получают сварочный кислород путем его выделения из обычного воздуха, для чего используются специальные устройства. В зависимости от степени своей чистоты кислород бывает трех типов: высший (99,5%), первый (99,2%) и второй (98,5%) сорт.
Для различных манипуляций с металлами (сварки и резки) также применяется бесцветный газ ацетилен C2H2. При определенных условиях (давлении, превышающем 1,5 кг/см2 и температуре свыше 400 градусов) данный газ может самопроизвольно взорваться. Получают ацетилен при взаимодействии карбида кальция и воды.
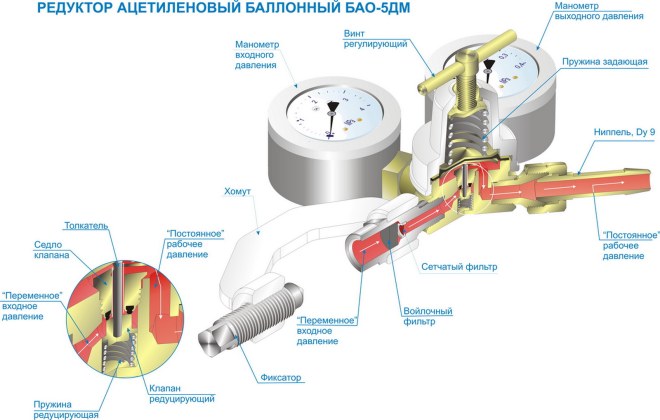
Устройство ацетиленового редуктора
Преимущество использования ацетилена при сварке металлов заключается в том, что температура его горения позволяет без проблем осуществлять этот процесс. Между тем использование более дешевых газов (водород, метан, пропан, керосиновые пары) не дает возможности получить такую высокую температуру горения.
Проволока и флюс для выполнения сварки
Для осуществления сварки металлов, кроме газа, необходимы также проволока и флюс. Именно за счет этих материалов создается сварочный шов, формируются все его характеристики. Проволока, которая используется для сварки, должна быть чистой, без признаков коррозии и краски на ее поверхности. В отдельных случаях в качестве такой проволоки можно использовать полоску того же металла, который подвергается свариванию. Для того чтобы обеспечить защиту сварочной ванны от внешних факторов, необходимо использовать специальный флюс. В качестве такого флюса часто используются борная кислота и бура, которые наносятся непосредственно на поверхность свариваемого металла или на используемую для сварки проволоку. Без флюса может выполняться газовая сварка углеродистой стали, а при соединении деталей из алюминия, меди, магния и их сплавов такая защита необходима.
Оборудование для газовой сварки
Технология газовой сварки предполагает использование определенного оборудования.

Оборудование необходимое для сварки
Водяной затвор необходим для обеспечения защиты всех элементов оборудования (генератор ацетилена, трубы) от обратной тяги огня из горелки. Такой затвор, вода в котором должна находиться на определенном уровне, размещается между газовой горелкой и генератором ацетилена.
Баллон, в котором содержится газ
Такие баллоны окрашиваются разной краской в зависимости от того, какой газ в них планируется хранить. Между тем верхняя часть баллона не красится, чтобы исключить контакт газа с компонентами краски. Следует также иметь в виду, что на баллоны, в которых хранится ацетилен, нельзя устанавливать вентили из меди, так как это может привести к взрыву газа.
Он используется для снижения давления газа, выходящего из баллона. Редукторы могут быть прямого или обратного действия, а для сжиженного газа используются модели с оребрением, которые исключают его вымерзание при выходе.
Газовую сварку невозможно выполнять без использования специальных шлангов, по которым может подаваться как газ, так и горючие жидкости. Такие шланги делятся на три категории, маркируемые 1) красной полосой (работают при давлении до 6 атмосфер), 2) желтой полосой (для подачи горючих жидкостей), 3) синей полосой (работают при давлении до 20 атм).
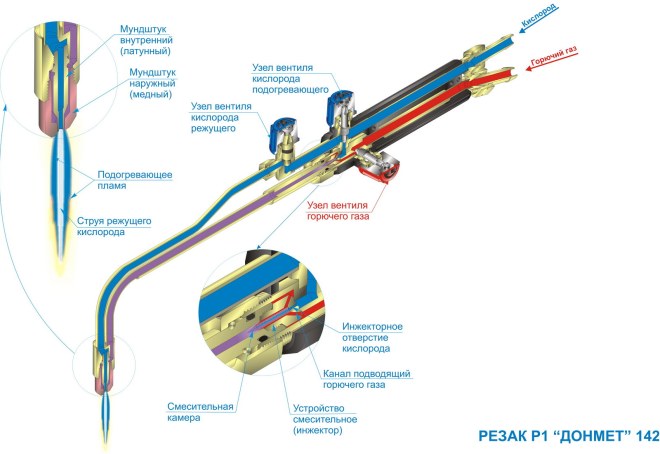
Устройство газосварочного резака
Смешивание газов и их горение обеспечивается за счет использования горелки, которая может быть инжекторного и безинжекторного типа. Классифицируются горелки и по своей мощности, которая характеризует количество газа, пропускаемого в единицу времени. Так, бывают горелки большой, средней, малой и микромалой мощности.
Газовую сварку осуществляют на специально обустроенном месте, которое называется постом. По сути, таким местом является стол, который может быть с поворотной или фиксированной столешницей. Этот стол, оснащенный вытяжной вентиляцией и всем необходимым для хранения вспомогательного инструмента, значительно облегчает труд сварщика.
Особенности выполнения газовой сварки
Регулировка параметров пламени осуществляется при помощи редуктора, который позволяет менять состав газовой смеси. При помощи редуктора можно получать пламя трех основных типов: восстановительное (используемое для сварки практически всех металлов), окислительное и с повышенным количеством горючего газа. При сварке металлов в расплавленной ванне протекают одновременно два процесса – окисление и восстановление. При этом при сварке алюминия и магния окислительные процессы протекают активнее.
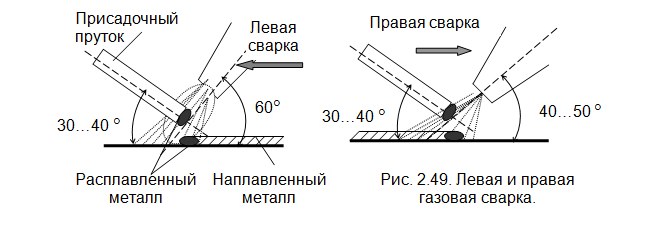
Схема газовой сварки
Чтобы улучшить качество шва и зоны, которая к нему прилегает, выполняют дополнительный нагрев или так называемую термическую ковку металла.
Технологии сварки различных металлов имеют свои нюансы.
- Газовую сварку деталей из низкоуглеродистой стали выполняют с помощью любого газа. В качестве присадочного материала при сварке таких сталей используется проволока из стали, содержащей небольшое количество углерода.
- Методы сварки легированных сталей выбираются в зависимости от их состава. Так, нержавеющие жаропрочные стали варятся с использованием проволоки, содержащей хром и никель, а отдельные марки требуют применения присадочного материала, дополнительно содержащего молибден.
- Чугун варится науглероживающим пламенем, которое предотвращает пиролиз кремния и образование зерен хрупкого белого чугуна.
- Для сварки меди необходимо использовать пламя большей мощности. Кроме того, по причине повышенной текучести меди детали из нее сваривают с минимальным зазором. В качестве присадочного материала используется проволока из меди, а также флюс, который способствует раскислению металла шва.
- При сварке латуни есть риск улетучивания цинка из ее состава, что может привести к повышенной пористости металла шва. Чтобы избежать этого, в пламя горелки подают больше кислорода, а в качестве присадки используют латунную проволоку.
- Сварка бронзы осуществляется восстановительным пламенем, которое не выжигает из этого сплава олово, алюминий и кремний. В качестве присадки применяется проволока из бронзы похожего состава, в которой дополнительно содержится кремний, способствующий раскислению металла шва.
Как выполняется газовая сварка в полуавтоматическом режиме
Для полуавтоматической технологии газовой сварки необходимо использование электрической дуги и защитного газа, что делает этот метод соединения металлов гибридным.
Данная технология, если ее разобрать подробнее, выглядит следующим образом:
- включение устройства;
- продевание проволоки через отверстие, расположенное в горелке;
- выставление при помощи редуктора требуемого давления газа;
- установка требуемой скорости подачи проволоки;
- выставление всех остальных параметров сварки (напряжения и силы тока);
- расположение горелки под требуемым углом перед началом сварки.
На каждый из параметров сварки, выполняемой полуавтоматическим способом, есть параметры, которые оговариваются соответствующими ГОСТами:
Источник https://tutsvarka.ru/vidy/gazovaya
Источник http://met-all.org/obrabotka/svarka/tehnologiya-gazovoj-svarki-metallov-materialy-tehnika.html
Источник




