Содержание
СНиП на сварочные работы: нормы времени и требования, контроль качества

Задача нормативных значений — регулировать качество выполняемых работ, скорость выполнения, время выполнения определенных работ, нормы выработки, расход электроэнергии, который потребуется для выполнения сварочной работы, необходимое количество комплектующих изделий, время, необходимое на выполнение сварки.

Регламентированным помимо этого является контроль сварных соединений и методы его проведения. Выполнению требований документа СНиП подлежит выпуск чертежей и документации, в частности, технических условий. Особое внимание уделяется обеспечению безопасности при осуществлении работ по сварке.
СНиП состоит из четырех независимых друг от друга частей, в которых содержатся нормы сварочных работ.
Нормы времени на сварку рассчитывают, исходя из понятия — норма времени на сварку 1 м шва. Квалифицированный сварщик обязан обладать умением самому производить расчет времени, в течение которого он сможет выполнить конкретные операционные действия. От правильного расчета будет зависеть производительность и продуктивность выполняемой работы.
Сварщик при расчете должен учитывать нормы времени на сварочные работы, указанные в СНиПе. Они складываются из времени, затрачиваемого конкретно на сварочный процесс, а также из времени на осуществление подготовительных работ и проведения различных производственных операций.
Существует три вида производственных операций, входящих в понятие нормы:
- Основная.
- Вспомогательная.
- Дополнительная.
В понятие основной производственной операции входят обеспечение расходными материалами для сварки, необходимая обработка основных свариваемых металлов и проведение подготовительных операций. Основная производственная сварка — производимый сварочный процесс.
Вспомогательная операция включает в себя: доставку на место сварки подлежащих сварке деталей и выбранного оборудования, дальнейший контроль получившегося соединения и перемещение его согласно технологическому процессу, например, в цех для сборки.
Дополнительное время учитывается для обслуживания процесса, выставления необходимых параметров на оборудовании, высушивании электродов, проверку работоспособности используемых приборов, замену электродов, нанесение флюса. В это понятие может быть включено время, которое понадобится для сдачи на хранение при необходимости.
В расчет необходимо включить время на уход за своим рабочим местом, переодевание в защитный костюм, отдых и обеденный перерыв.
При расчете учитывается квалификация исполнителя, которая влияет на быстроту выполнения процесса сварки и применяется специальный коэффициент. Для расчета имеется несколько способов, самым распространенным из которых является вычисление с помощью рабочих единиц. Каждую единицу приравнивают к одному, подвергаемому сварке изделию.
Нормирование сварочных работ, касающееся их выработки, определяет работу, выполненное за обозначенное время. Единицей измерения является количество изделий или значение величины сварного шва в метрах, которые подверглись сварочному процессу за один час или за смену. Норма выработки может быть составляющей нормы времени или вычисляться отдельно.
СНИП по сварке предписывает вести учет затрат на электроэнергию, необходимой для осуществления работ. Они зависят от применяемого оборудования и его мощности, указанной в паспорте не него. Кроме того, необходимо достаточное освещение места для работы. Единицей измерения служат киловатт-часы.
При сварочных работах происходит расходование не только времени и электроэнергии, но и комплектующих принадлежностей и инструментов. СНиП на сварочные работы предусматривает и эти обстоятельства. К комплектующим изделиям, без которых не может быть произведена сварка, относятся электроды, флюс, газ.
В расходы такого типа входит износ аппаратуры и отдельных специфичных элементов — роликовых направляющих, контактных губок и подобных изделий. Износ оборудования зависит от многочисленных факторов. К примеру, от материала изготовления комплектующих изделий, а также от выбранного и установленного на оборудовании режима работы.
СНиП на сварку для удобства проведения расчетных действий содержит вспомогательный материал для более быстрых и удобных подсчетов. К ним относятся различные таблицы. Примером служит следующая таблица нормирования сварочных работ:

Приведенная в качестве примера таблица относится к условиям, когда сварка осуществляется только с одной стороны и при этом отсутствует скос кромок. При этом играет роль положение шва в пространстве и разряд, присвоенный этому типу работ. Большое значение имеет толщина деталей, подлежащих сварке, что учитывают нормы времени на сварку металлоконструкций.
Расчет времени сварки можно осуществлять, применяя следующую формулу:

- t0 — искомое время;
- L — длина шва;
- F — площадь сечения шва;
- I — величина тока;
- Кн — коэффициент, характеризующий наплавку.
В указанной формуле величина 7,85 — плотность металла. В каждом конкретном случае следует подставлять свое значение. Для подсчета времени, затрачиваемого на сварную работу за одну рабочую смену, следует результат подсчета по формуле умножить на количество часов.
Если осуществляется газовая сварка, то удобно применять следующую формулу:

- S — толщина металла, подлежащего сварке;
- К — коэффициент, зависящий от металла. Он будет различным для разных видов.
Формула, используемая для расчета времени сварки с помощью кислорода:

- L — длина сварочных швов;
- V — скорость сварки.
Единые нормы времени на сварочные работы указаны в нормативном документе СНиП. Единицей измерения может служить время сварки 1 метра шва. Также при расчетах применяется такая единица измерения, как норма сварки в метрах в день.
Чтобы все расчетные нормативы сварочных работ были выполнены, необходимым служит правильная организация места, являющееся для сварщика рабочим.

Его устраивают согласно рекомендациям научной организации труда НОТ. Сидеть за металлическим верстаком должно быть удобно. Сверху должен иметься защитный козырек. Помещение необходимо оборудовать вытяжной вентиляцией. Должны быть розетки для подключения сварочного оборудования. Необходимо наличие средств безопасности.
Составляющие нормирования сварочных работ.
Нормы сварочных работ при электродуговом сваривании включают в себя такие составляющие, как время, количество работы, выработку и пр.
Время, затраченное на производство конкретной единицы, становится нормой времени при проведении электрического дугового сваривания. Один килограмм наплавленного в ходе процедуры сварки металла, один метр сварочного узла, а также одна деталь, изготовленная в ходе сваривания, — и будут количеством работы.
Измеряют стандарты времени в минутах на метр. Под стандартом выработки понимается весь спектр работ, выполненный за определенное время. Эту выработку измеряют длиной сварочного шва (в метрах), который был выполнен за рабочий час или смену.
Потребление электроэнергии — тоже очень важная единица, как с технической, так и с экономической стороны. Единицы измерения расхода электроэнергии — киловатт в час на килограмм расплавленного в ходе процедуры сваривания металла.
Норма времени сварочных работ как основа трудового процесса
Сварочные генераторы – инструмент, незаменимый для выполнения качественной ручной сварки штучными электродами. Сварочный генератор устроен таким образом, чтобы в процессе работы сила сварочного тока сохранялась практически неизменной, то есть, не зависела от длины сварочной дуги, которая может изменяться довольно медленно, в зависимости от скорости движения руки сварщика. Только это условие позволит дуге находиться постоянно в состоянии горения.
Сварочные работы требуют хорошо оборудованного рабочего места. Деревянная столешница для таких работ явно не подойдет. В этой статье мы расскажем вам о том, как можно при небольших затратах времени и средств собрать стальной сварочный стол своими руками.
В этой статье речь пойдет об охране труда и безопасности во время сварочного процесса. Детально остановимся на травмоопасных ситуациях, которые можно избежать, соблюдая правила техники безопасности. А также расскажем о правилах охраны труда сварщиков.
Контроль качества сварочных работ

С нормами закончили, теперь поговорим о том, что должен делать сварщик после того, как выполнит сварку. Прежде всего, он должен произвести контроль качества сварочных работ. На крупных производствах этим занимаются отдельные люди, но на большинстве заводов эта обязанность поручается сварщику. Тема контроля качества довольно обширна, поэтому остановимся на ней поподробнее.
Контроль сварочных работ можно разделить на три этапа:
- Проверка квалификации сварщика
- Контроль качества свариваемых деталей
- Визуальный и механический контроль качества сварных соединений
Давайте подробнее разберем каждый этап.
Контроль качества свариваемых деталей
Перед работой нужно проверить качество деталей, которые необходимо сварить. Детали должны иметь соответствующие документы, быть изготовлены из сертифицированного металла. Перед сваркой детали нужно тщательно осмотреть и выяснить, есть ли дефекты. В целом, качество деталей так же регламентируется нормами. Их вы можете отдельно изучить, почитав СНиПы и ГОСТы.
Визуальный и механический контроль качества сварных соединений
Это завершающий этап, который проводится после сварки. Для начала нужно очистить шов от шлака и частичек разбрызгавшегося металла. Затем нужно осмотреть шов. В идеале шов должен иметь мелкочешуйчатую структуру, а переход от шва к металлу должен быть плавным. Высота шва не должна превышать 3 миллиметра, в идеале — 1 миллиметр.
Если не соблюдать правила сварки, то практически сразу же образуются дефекты, так что визуальный осмотр помогает выявить 50% проблем еще до того, как деталь будет подвергнута более серьезным испытаниям. В ходе визуального контроля можно обнаружить трещины, излишнюю пористость соединения, излишнюю зашлакованность, не проваренный шов.
После визуального осмотра нужно подвергнуть шов механическим испытаниям. С их помощью выясняется предел прочности соединения. Если были найдены недостатки, то проводится дополнительный контроль, чтобы подтвердить наличие дефектов. Если после повторной проверки отрицательный результат подтвердится, то сварщика отстранят от работы и направят на курсы повышения квалификации.
С помощью механических испытаний можно выявить дополнительные дефекты, не видимые при визуальном осмотре. Это может быть непровар корня шва, боковой непровар, прожог или внутренние трещины. Если сварочные шов длинный, то допускается вырезка дефектного участка.
Как заполняются графы
В документе на титульном листе ясно и четко даны конкретные названия граф, ошибиться здесь трудно. Так, в грамотно оформленном документе могут присутствовать:
- Название компании, которая выполняет поставленную задачу.
- На каком объекте выполняются сварные работы, его адрес и название.
- ФИО и должность сотрудника, который выполняет работы и заносит данные об их выполнении в журнал (в этом пункте предусмотрено место для подписи).
- Название компании, которая разрабатывала проектную документацию на выполнение работ. В этом пункте может стоять прочерк, если проектная деятельность не велась, а сотрудник действовал по готовым схемам и чертежам.
- Шифр проекта.
- Кто изготавливал соединяемые конструкции.
- ФИО представителя заказчика выполняемых сварочных работ с должностью и подписью сотрудника технического надзора.
- Датировка: начало и окончание ведения журнала.

Важный момент! Даже если на стройплощадке работают сразу две бригады сварщиков от разных организаций, они ведут отдельные журналы сварочных работ. И наоборот. Одна организация при переходе на другой объект обязана завести новый журнал.
После титульного листа материально ответственному лицу следует заполнить таблицу с данными о инженерно- техническом персонале, который занимался выполнением сварочных работ. В основном это инженеры и главные инженеры. Именно эти сотрудники сочли нужным соединять металлические элементы в конкретном месте и именно таким образом.
Список может состоять из одной или нескольких строк, это зависит от количества занятых в процессе проектировки и разработки технического задания сотрудников. В любом случае надо записывать данные о работниках максимально полно, с указанием ФИО, образования, категории, специализации и должности.
Два отдельных столбца посвящены дате начала и окончания работы на описываемом объекте. Если будет происходить судебное разбирательство, то по этим данным можно будет установить виновных в происшествии лиц.
Обязательно должна присутствовать в этой таблице информация, есть ли у инженера, ответственного за корректное выполнение сварочных работы, отметка об аттестации по этому виду строительной деятельности.
В случае ее отсутствия руководитель не имеет права допускать этого специалиста к контролю за выполнением сварочных работ.

После таблицы с данными об инженерах следуют данные о собственно сварщиках, которые несут ответственность за качество проделанной работы и заверяют это своими подписями в последней графе. Помимо нее, в состав второй таблицы о персонале включена информация о:
- ФИО.
- Квалификационном разряде сотрудника.
- Номере личного клейма (оно ставится на каждом выполненном ответственно сварном соединении).
- Удостоверении сварщика (срок его действия, номер, в каком пространственном положении он имеет право сваривать швы).
- Качестве сварки предоставленных пробных образцов (удовлетворительно либо неудовлетворительно).

Клеймо сварщика представляет собой заготовку, состоящую из двух строк чисел высотой в 5 мм и 3 мм в рамке или без оной. Оно помогает определить, кто из сотрудников сваривал то или иное соединение. Особенно это касается сосудов, находящихся под давлением и других металлических соединений, от которых напрямую могут зависеть жизни людей.
Где еще описаны рекомендации по заполнению
Документ подробно описывается и приводится в СНиП 3.03.01-87. Именно в этом акте прописана документация, которая заполняется для контроля строительных работ. Иногда журнал антикоррозийной защиты совмещают с журналом сварочных работ, так как антикоррозийная защита может производиться теми же лицами сразу же после сварки.
Требования к сварным швам
Также сварщику желательно знать требования к сварным швам металлоконструкций. Это поспособствует правильному контролю качества и адекватной оценке своей работы.
Сварка металлоконструкций или сварка трубопроводов подразумевает безусловную прочность и надежность сварных швов. Этого можно достичь только в случае полного соблюдения требований к механическим свойствам соединений. Опираясь на ГОСТы и правила мы выявили следующие основные свойства шва, которые нужно соблюдать, чтобы соединение получить качественным:
- Показатель относительного удлинения металла шва не должен быть меньше 15-16%.
- Ударная вязкость должна быть на высоком уровне. Чтобы узнать этот параметр, нужно провести тест: проверить реакцию шва при среднесуточной температуре, при этом тест нужно проводить в течении недели при самой низкой температуре в вашем регионе. Минимальное значение ударной вязкости — 29 Дж/кв.см.
- Временное сопротивление шва на разрыв должно быть аналогичным, как у металла, используемого при сварке. Не допускается меньшее значение сопротивления.
- Твердость металла должна составлять 350 HV для сварных элементов конструкций, относящихся к 1 группе, и 400 HV для сварных элементов всех прочих конструкций. Эти правила регламентирует СНиП II-23.
При сварке металлоконструкций крайне важно обращать внимание на качество самого шва. Ранее мы рассказывали о том, как проходит контроль качества сварочных соединений, теперь расскажем про классификацию швов исходя из их качества. Итак, швы бывают трех категорий:
- Первая категория. Наилучшее качество. К этой категории могут относиться любые типы швов, к которым предъявляются особые требования долговечности и надежности. Швы первой категории должны выдерживать колоссальные нагрузки и обеспечивать надежное соединение сложных конструкций из металла, в том числе промышленных. Швами первой категории сваривают металлические каркасы зданий и обшивку кораблей. Также к первой категории относятся швы, рассчитанные на долгую эксплуатацию в суровых климатических условиях. Например, на крайнем Севере.
- Вторая категория. Среднее качество. Это наиболее распространенная категория, к ней относятся любые типы швов, стойких к разрыву. В целом, к этой категории можно отнести большинство соединений. Яркий пример — швы, которыми сваривают кузова автомобилей. Такие швы способны выдержать относительно большие нагрузки, но не рассчитаны на эксплуатацию в жестких условиях.
- Третья категория. Ниже среднего. Швы такой категории не обязательно являются самыми плохими по качеству, но их однозначно нельзя накладывать на ответственные конструкции. Зато можно сварить вспомогательные металлические конструкции, сэкономив при этом время и силы.
Требования к сварным конструкциям и швам могут быть самыми разнообразными, и помимо указанных выше существует еще ряд особенностей, которые стоит знать перед тем, как приступить к работе. В рамках этой статьи мы не сможем описать все особенности, поскольку сварочный процесс имеет множество нюансов.
Рекомендуем самостоятельно ознакомиться со СНиПами на интересующую вас тему. Там вы сможете найти всю необходимую информацию о расположения сварочного соединения, его рекомендуемой длине и толщине для каждого типа конструкции и металла. Воспринимайте нормы не как свод правил, а как удобную шпаргалку в работе.
Сколько стыков должен варить сварщик в день
Оценка результативности производственной деятельности сварщика, расчет оплаты его труда проводится с учетом норм времени на сварочные работы.
Временной показатель зависит от нескольких факторов: квалификации исполнителя, группы свариваемого материала, вида шовного соединения, рабочих условий, оборудования.
Оценивая норму временные затраты, следует учитывать все виды деятельности сварщика. Можно условно разделить работу на несколько этапов:
- к основным процедурам следует отнести заготовку, предварительную обработку, сборку, непосредственно сварку и заключительную отделку, необходимую для получения полноценной продукции;
- вспомогательные операции состоят из контроля состояния полученного изделия и доставка его на предназначенное место;
- на обслуживание сварки, организацию условий для правильного хранения материалов и устройств требуется дополнительное время.
Нормы времени на проведение основного комплекса сварочных работ учитывают временные затраты на подготовку всех необходимых материалов, деталей; приведение оборудования и вспомогательных средств в рабочее состояние.
Важный фактор для расчета норм времени – промежуток, в течение которого инициирована рабочая зона. Примером может служить время горения дуги.
Основные виды сварочных работ сопровождаются обязательной вспомогательной деятельностью. Нужно сменить электрод, осмотреть внимательно шов, при необходимости подготовить кромку.
Все основные и вспомогательные процедуры составляют оперативное время сварки. Откладывать их без ущерба для результата невозможно.
Количественный расчет нормы временных затрат определяет скорость сварки, которая должна обеспечивать получение качественного шва. В преобладающей мере она зависит от двух значений: толщины изделия и сварочного шва. Работать нужно так, чтобы жидкий расплав не переполнял рабочую ванну, не образовывал наплывов, плавно переходил к основной части деталей.
Превышение или уменьшение скорости приводит к резкому ухудшению качества работы, изменяя время сварки. При оптимальной скорости шов получается достаточно глубоким, но не очень широким.
Это гарантирует соответствие нормам качества. Для ручной дуговой сварки лучший результат обычно дают сварочные работы, проводимые со скоростью 30-40 м/час.
Значения нормы могут меняться в зависимости от специфики материала. При полуавтоматической сварке показатели скорости зачастую бывают выше. Это понятно и объяснимо спецификой используемого оборудования.
Сварщику в соответствии с квалификационными возможностями приходится работать с разнохарактерными материалами. Это существенно сказывается на норме времени сварочных работ.
Принято выделять несколько основных групп, отличающихся содержанием химических компонентов и назначением. Например, к группе М01 относят конструкционные стальные сплавы с углеродистым и низколегированным составом. Предел текучести этих материалов не превышает 360 МП.
По мере увеличения значения цифры в маркировке улучшаются характеристики сплавов. Так в класс М07 внесены арматурные стали, предназначенные для изготовления железобетонных конструкций. При расчете норм времени на проведение сварочных работ качество материалов имеет принципиальное значение.
При проведении подсчета пользуются рядом нормативных показателей, учитывающих специфику сварки, квалификацию исполнителя, особенности химического состава и формы деталей. В упрощенном виде формула представляет собой дробь.
Числитель содержит длину шовного соединения, знаменатель – нормированную скорость для данной производственной ситуации. Полученное значение нужно умножить на коэффициент 0,35, получив, таким образом, норму времени для визуальной оценки качества шва.
Для учета продолжительности зачистки шва нужно его длину умножить на коэффициент 0,6. Суммарный показатель отображает общее количество времени на основную часть сварочных работ.
На проведение подготовки требуется 5% времени от полученного значения. Рассчитываем этот показатель и прибавляем к предыдущему числу. После чего следует учесть необходимость отдыха работника, которая должна быть не меньше 10% от затраченного на сварку времени.
Суммарный показатель – это и есть норма временных затрат на проведение конкретной сварочной работы с рассматриваемым объектом.
Следует принимать во внимание, что на нормативный показатель скорости проведения сварочных работ существенно влияет размер площади сечения детали, сила тока, количественные характеристики электродов и расплава в рабочей зоне.
Расчет норм времени на сварочные работы может быть проведен только опытными специалистами в области нормирования труда, имеющие знания в данной отрасли.
Сварщик – профессия престижная. Получают они лучше многих, потому что высококлассный сварщик ценится на вес золота. Но уметь варить обычными способами – дело нехитрое.
Как показывает практика, несколько попыток, и даже самый обычный человек может как-то приварить одну металлическую заготовку к другой.
Вот почему этой профессии учатся, вот почему существует такое понятие, как разряды сварщиков.
Перед тем как перейти к разбору разрядов сварщиков, необходимо разобраться с категориями.
Оптимальная скорость
Количественный расчет нормы временных затрат определяет скорость сварки, которая должна обеспечивать получение качественного шва. В преобладающей мере она зависит от двух значений: толщины изделия и сварочного шва. Работать нужно так, чтобы жидкий расплав не переполнял рабочую ванну, не образовывал наплывов, плавно переходил к основной части деталей.

Превышение или уменьшение скорости приводит к резкому ухудшению качества работы, изменяя время сварки. При оптимальной скорости шов получается достаточно глубоким, но не очень широким.
Это гарантирует соответствие нормам качества. Для ручной дуговой сварки лучший результат обычно дают сварочные работы, проводимые со скоростью 30-40 м/час.
Значения нормы могут меняться в зависимости от специфики материала. При полуавтоматической сварке показатели скорости зачастую бывают выше. Это понятно и объяснимо спецификой используемого оборудования.
Вместо заключения
Теперь вы знаете основные единые нормы времени на выполнение работ и требования, которые необходимо учесть при сварке. Конечно, это далеко не все выдержки из документов, вы можете найти в интернете СНиП по сварке, используемые в строительстве и при сварке, и самостоятельно ознакомиться с ними.
Мы лишь собрали наиболее значимые, на наш взгляд, правила, соблюдая которые вы сможете значительно улучшить производительно труда и качество сварочных работ.
Обязательно научитесь рассчитывать расход времени и материалов, это существенно облегчит вашу работу и позволит трезво анализировать свои навыки. Также не поленитесь и заучите хотя бы основные требования к швам и металлу, который собираетесь варить.
Если вы начинающий сварщик и только приступили к работе, то рекомендуем выписать основные положения и периодически перечитывать их, а затем применять на практике, чтобы закрепить результат. Делитесь этой статьей в социальных сетях и оставляйте комментарии. Желаем удачи!
Нормы сварки труб аргоном
Под сваркой принято понимать такой тип соединения деталей, при котором образуются межатомные связи. Достичь такого эффекта можно частичным нагревом свариваемых поверхностей или их пластическим деформированием. Источником энергии может выступать электрическая дуга или газовое пламя. Известны технологии, при которых преобразовывается энергия трения, ультразвука, лазерного излучения.

Общие вопросы
Аргонодуговой сваркой называют сварку с образованием электрической дуги в среде аргона. Одним из электродов является поверхность детали. Второй электрод может быть плавящимся или неплавящимся. Неплавящийся электрода, как правило, изготавливается из вольфрама. В нормативных документах аргонодуговая сварка может обозначаться следующими аббревиатурами:
- РАД – ручная аргонодуговая сварка. В данном случае используется неплавящийся электрод.
- ААД – аргонодуговая сварка, ведущаяся неплавящимися электродами, но в автоматическом режиме.
- ААДП – автоматическая сварка плавящимися электродами.

В международной классификации данный вид сварки определен, как TIG — Tungsten Inert Gas или GTAW — Gas Tungsten Arc Welding, что в переводе означает «сварка в среде инертного газа». Зачастую этим газом оказывается аргон.
Инертный газ для создания защитной среды выбран по причине отсутствия химического взаимодействия с металлом и с другими газами. Так как аргон тяжелее воздуха, то он вытесняет атмосферный кислород и водород из зоны формирования шва, что исключает появление пор и трещин в металле, а также препятствует образованию слоя оксидной пленки.
Технология сварки сводится к тому, что между электродом из вольфрама и поверхностью образуется дуга. Через специальное сопло горелки в зону сварки попадает газ. В отличие от сварки плавящимся электродом здесь присадка исключена из электрической цепи, а подается в зону ванны отдельно в виде прутка. Ручная сварка отличается от автоматической тем, что в первом случае сварщик сам держит горелку и вносит присадку, а во втором – процесс автоматизирован. Технология отличается и по способу образования дуги.
По ряду причин дуга не может быть образована обычным касанием электрода, поэтому в установке предусмотрена параллельная работа осциллятора. Необходимо понимать, что сварка может вестись как постоянным, так и переменным током. По способу подключения электрода разделяют прямую и обратную полярность. Перед проведением подготовительных работ необходимо подобрать нужные параметры для каждого конкретного метала.

Выше были рассмотрены основные вопросы, так как многие параметры подлежат стандартизации. ГОСТ на аргонодуговую сварку не ограничивается одним только документом. Определены нормативы для горелок, обработки и размеров швов, работы с алюминием, для присадочной проволоки, для оборудования и электродов. Но, прежде чем представить перечень этих документов, разберемся в вопросе стандартизации.
Технические условия и стандарты
Некоторые виды работ, товаров и услуг в плане качества контролируются государством. Причиной такого контроля стало межотраслевое значение. Государственные стандарты (ГОСТ) содержат перечень требований к каждой продукции, к каждому результату деятельности, подлежащему стандартизации. Это документ, основывающийся на международных стандартах и учитывающий передовой опыт, а также все достижения науки и техники. Стандартизация была введена еще во времена существования СССР. Стандарты не могут быть статичными, поэтому с течением времени они изменяются.
ГОСТы в России обязательны лишь для оборонной продукции, однако в строительстве они имеют огромное практическое значение, ведь основными показателями конструкция являются безопасность и надежность. Некоторые путают государственный стандарт с техническими условиями. На самом деле ТУ регламентируют производство тех товаров, которые не подлежат стандартизации по ГОСТ. Можно сказать, что ТУ – есть результат разработки предпринимателей, которые являются производителями. Хоть ТУ не является гостом, но они не противоречат государственному документу, а наоборот, дополняют его.

В некоторых источниках по запросу можно встретить всего один документ. Однако он далеко не полностью отражает все стандарты, касающиеся аргонодуговой сварки, ее подготовки и проведения. Перечень всех нормативных документов содержит ГОСТы, принятые в разное время. На сегодняшний день насчитывается 9 документов.
- ГОСТ 5.917-71 определяет требования к ручным горелкам РГА-150 и РГА-400.
- ГОСТ 14806-80 содержит информацию о параметрах аргонодуговой сварки сплавов, содержащих алюминий.
- ГОСТ 14771-76 по своей структуре похож на предыдущий документ. Только здесь речь идет о дуговой сварке в защитном газе, как об обобщенном процессе.
- ГОСТ 7871-75 определяет параметры алюминиевой сварочной проволоки для сварки TIG.
- ГОСТ 2246-70 – документ, в котором прописаны требования к стальной проволоке.
- ГОСТ 23949-80 – стандарт, применяемый к вольфрамовым электродам для аргонодуговой сварки.
- ГОСТ 18130-79 и ГОСТ 13821-77 регламентируют работу оборудования, включая полуавтоматы и выпрямители.
- ГОСТ 10157-79 определяет стандарт для самого инертного газа (аргона).

5.917-71
Данный документ вышел в свет 13 мая 1971 года согласно постановлению Госкомитета стандартов СССР. Приведенные норы распространяются только на горелки типа РГА-150 и РГА-400. Они используются в аргонодуговой сварке вольфрамовым электродом алюминия, его сплавов и нержавеющей стали. Продукция, соответствующая ГОСТ, получала знак качества.
Технология ручной аргонодуговой сварки труб
Технологические варианты
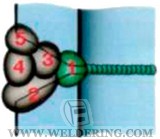
- сварной шов полностью выполняется ручной аргонодуговой сваркой неплавящимся электродом (рекомендуется при толщине стенки до 3 мм);
- сварной шов выполняется комбинированным способом: корневой шов — ручной аргонодуговой сваркой неплавящимся электродом, а последующие слои — ручной дуговой сваркой покрытым электродом (целесообразен при толщине стенки трубы 4 мм и более).
Ориентировочное расположение слоев и валиков (1 —  в стыках, сваренных по различным технологическим вариантам
в стыках, сваренных по различным технологическим вариантам
| Вариант | Толщина стенки* свариваемых труб, мм | ||
| До 4 | Свыше 4 до 7 | Свыше 7 до 10 | |
| Комбинированная | Вертикальный стык | ||
 |
 |
 |
|
| Аргонодуговая |  |
 |
 |
| Комбинированная |  |
 |
 |
| Аргонодуговая |  |
 |
 |
* При толщине стенки до 2 мм сечение стыка следует сваривать в один слой
Ручная аргонодуговая сварка неплавящимся W-электродом применяется для неповоротных стыков труб из низкоуглеродистых, низколегированных и легированных (коррозионностойких) сталей. Диаметр свариваемых труб — менее 100 мм, толщина стенки — до 10 мм.
Выбор параметров режима
Сварочный ток выбирают: при однопроходной сварке — в зависимости от толщины стенки трубы, а при многопроходной — исходя из высоты валика, которая должна составлять 2 — 2,5 мм. Сварочный ток назначают из расчета 30 — 35 А на 1 мм диаметра электрода.
Напряжение на дуге должно быть минимальным, что соответствует сварке короткой дугой.
Скорость сварки регулируют так. чтобы гарантировались проплавление кромок и формирование требуемых размеров шва.
Расход защитного газа зависит от марки свариваемой стали и токового режима (от 8 до 14 л/мин).
Присадочная проволока диаметром 1,6-2 мм выбирается но марке свариваемой стали (см. статью Сварочные материалы).
Ориентировочные режимы
Минимальные режимы по току в зависимости от марки W-электрода
Постоянный ток (А) полярности
Сварку начинают сразу же после установки прихваток, которые при выполнении первого слоя нужно переплавить. В труднодоступных местах первый корневой шов можно выполнять без присадочной проволоки, если зазор и смешение кромок не превышают 0,5 мм, а притупление кромок не более 1 мм. Исключение составляют стыки труб из сталей 10 и 20, которые всегда нужно сваривать с присадкой.
Очередность наложения слоев при сварке одним сварщиком неповоротного стыка

Зажигать и гасить дугу следует на кромке трубы или на уже наложенном шве на расстоянии 20-25 мм от конца шва. Подачу аргона прекращают спустя 5-8 с после обрыва дуги.
Сварку трубопроводов из высоколегированных, особенно коррозионностойких, сталей выполняют с защитой корня шва либо подачей аргона внутрь трубы, либо применяя флюс-пасту ФП8-2.
При сварке высоколегированных сталей нужно соблюдать ряд условий:
- минимальные токовые режимы;
- короткая сварочная дуга;
- максимальная скорость сварки без перерывов и повторного нагрева одного и того же участка металла;
- избегать поперечных колебаний горелки;
- присадочную проволоку следует подавать равномерно, чтобы не создавать брызг расплавленного металла, которые, попав на основной металл, могут вызвать впоследствии очаги коррозии
На толстостенных (более 10 мм) трубопроводах диаметром более 100 мм из низкоуглеродистых и низколегированных сталей корневой шов сваривают аргонодуговым способом без остающихся подкладных колец.
Сварку следует вести обратноступенчатым способом участками длиной не более 200 мм. Высота корневого шва должна быть не менее 3 мм. При этом необходимо обеспечить плавные переходы к поверхности трубы.
Направление и очередность укладки корневого слоя

Аргонодуговую сварку используют также, когда приваривают подкладное кольцо в трубах из углеродистых и низколегированных ст алей. Кольцо плотно, но без натяга, устанавливают в трубу, оставляя зазор между кольцом и внутренней поверхностью трубы не более 1 мм. Кольцо прихватывают снаружи угловым швом длиной 15-20 мм с катетом 2.5-3 мм к трубам диаметром до 200 мм в двух местах, а большего диаметра в трех-четырех местах.
Прихватку, независимо от марки стали трубы и подкладного кольца, выполняют с присадочной проволокой Св-08Г2С диаметром 1,6-2 мм. Подкладное кольцо приваривают однослойным угловым швом с катетом 3-4 мм с тем же присадком.
Прихватку и приварку подкладного кольца делают без предварительного подогрева независимо от марки стали и толщины стенки трубы. Исключение составляют трубы из стали 15Х1М1Ф с толщиной стенки более 10 мм — конец такой трубы подогревают до 250 — 300 °С.
СНиП на сварочные работы
Содержание:
В систему нормативных документов входят СНиП. Задача этого документа — определить нормы и правила при строительстве. Эти требования регламентируют проектирование и строительство во всех областях народного хозяйства страны. Работы, заключающиеся в сварке, входят в состав строительных, поэтому обязаны подчиняться требованиям нормативного документа — СНиП на сварочные работы.
В СНиПе указаны не только правила, но и ограничения. Несоблюдение требований СНиПа может привести к выплате штрафа. Структура СНиП периодически подлежит пересмотру и внесению в документ изменений.

Нормативы осуществления работ по сварке
Задача нормативных значений — регулировать качество выполняемых работ, скорость выполнения, время выполнения определенных работ, нормы выработки, расход электроэнергии, который потребуется для выполнения сварочной работы, необходимое количество комплектующих изделий, время, необходимое на выполнение сварки.

Регламентированным помимо этого является контроль сварных соединений и методы его проведения. Выполнению требований документа СНиП подлежит выпуск чертежей и документации, в частности, технических условий. Особое внимание уделяется обеспечению безопасности при осуществлении работ по сварке.
СНиП состоит из четырех независимых друг от друга частей, в которых содержатся нормы сварочных работ.
Нормы, касающиеся времени
Нормы времени на сварку рассчитывают, исходя из понятия — норма времени на сварку 1 м шва. Квалифицированный сварщик обязан обладать умением самому производить расчет времени, в течение которого он сможет выполнить конкретные операционные действия. От правильного расчета будет зависеть производительность и продуктивность выполняемой работы.
Сварщик при расчете должен учитывать нормы времени на сварочные работы, указанные в СНиПе. Они складываются из времени, затрачиваемого конкретно на сварочный процесс, а также из времени на осуществление подготовительных работ и проведения различных производственных операций.
Существует три вида производственных операций, входящих в понятие нормы:
В понятие основной производственной операции входят обеспечение расходными материалами для сварки, необходимая обработка основных свариваемых металлов и проведение подготовительных операций. Основная производственная сварка — производимый сварочный процесс.
Вспомогательная операция включает в себя: доставку на место сварки подлежащих сварке деталей и выбранного оборудования, дальнейший контроль получившегося соединения и перемещение его согласно технологическому процессу, например, в цех для сборки.
Дополнительное время учитывается для обслуживания процесса, выставления необходимых параметров на оборудовании, высушивании электродов, проверку работоспособности используемых приборов, замену электродов, нанесение флюса. В это понятие может быть включено время, которое понадобится для сдачи на хранение при необходимости.
В расчет необходимо включить время на уход за своим рабочим местом, переодевание в защитный костюм, отдых и обеденный перерыв.
При расчете учитывается квалификация исполнителя, которая влияет на быстроту выполнения процесса сварки и применяется специальный коэффициент. Для расчета имеется несколько способов, самым распространенным из которых является вычисление с помощью рабочих единиц. Каждую единицу приравнивают к одному, подвергаемому сварке изделию.
Норма выработки
Нормирование сварочных работ, касающееся их выработки, определяет работу, выполненное за обозначенное время. Единицей измерения является количество изделий или значение величины сварного шва в метрах, которые подверглись сварочному процессу за один час или за смену. Норма выработки может быть составляющей нормы времени или вычисляться отдельно.
Норма расхода электроэнергии
СНИП по сварке предписывает вести учет затрат на электроэнергию, необходимой для осуществления работ. Они зависят от применяемого оборудования и его мощности, указанной в паспорте не него. Кроме того, необходимо достаточное освещение места для работы. Единицей измерения служат киловатт-часы.
Норматив на комплектующие
При сварочных работах происходит расходование не только времени и электроэнергии, но и комплектующих принадлежностей и инструментов. СНиП на сварочные работы предусматривает и эти обстоятельства. К комплектующим изделиям, без которых не может быть произведена сварка, относятся электроды, флюс, газ.
В расходы такого типа входит износ аппаратуры и отдельных специфичных элементов — роликовых направляющих, контактных губок и подобных изделий. Износ оборудования зависит от многочисленных факторов. К примеру, от материала изготовления комплектующих изделий, а также от выбранного и установленного на оборудовании режима работы.
Расчет времени
СНиП на сварку для удобства проведения расчетных действий содержит вспомогательный материал для более быстрых и удобных подсчетов. К ним относятся различные таблицы. Примером служит следующая таблица нормирования сварочных работ:

Приведенная в качестве примера таблица относится к условиям, когда сварка осуществляется только с одной стороны и при этом отсутствует скос кромок. При этом играет роль положение шва в пространстве и разряд, присвоенный этому типу работ. Большое значение имеет толщина деталей, подлежащих сварке, что учитывают нормы времени на сварку металлоконструкций.
Расчет времени сварки можно осуществлять, применяя следующую формулу:

- t0 — искомое время;
- L — длина шва;
- F — площадь сечения шва;
- I — величина тока;
- Кн — коэффициент, характеризующий наплавку.
В указанной формуле величина 7,85 — плотность металла. В каждом конкретном случае следует подставлять свое значение. Для подсчета времени, затрачиваемого на сварную работу за одну рабочую смену, следует результат подсчета по формуле умножить на количество часов.
Если осуществляется газовая сварка, то удобно применять следующую формулу:

- S — толщина металла, подлежащего сварке;
- К — коэффициент, зависящий от металла. Он будет различным для разных видов.
Формула, используемая для расчета времени сварки с помощью кислорода:

- L — длина сварочных швов;
- V — скорость сварки.
Единые нормы времени на сварочные работы указаны в нормативном документе СНиП. Единицей измерения может служить время сварки 1 метра шва. Также при расчетах применяется такая единица измерения, как норма сварки в метрах в день.
Организация рабочего места для успешного выполнения нормативов
Чтобы все расчетные нормативы сварочных работ были выполнены, необходимым служит правильная организация места, являющееся для сварщика рабочим.

Его устраивают согласно рекомендациям научной организации труда НОТ. Сидеть за металлическим верстаком должно быть удобно. Сверху должен иметься защитный козырек. Помещение необходимо оборудовать вытяжной вентиляцией. Должны быть розетки для подключения сварочного оборудования. Необходимо наличие средств безопасности.
Правила безопасности по СНИПу
Безопасность труда сварочных работ в строительстве в СНиПе указаны в части 1, где содержатся общие требования. В перечне, содержащем область применения, указаны также изготовление конструкций и изделий. В документе указано, что перед тем, как сварка может начаться, руководитель работ обязан проверить соблюдение требований, указанных в нормативном документе.
Требования к сварке металлоконструкций в части безопасности указаны в нормативном документе СНиП III-18-75. В нем перечисляются следующие требования:
- стальные конструкции должны свариваться механизированным способом высокой производительности;
- при сварке необходимо руководствоваться требованиями утвержденного технологического процесса;
- при сварке необходим стабильный режим;
- у руководителя должно быть в наличии удостоверение, в котором должно быть указано, что он обладает правом производства работ, связанных со сваркой;
- ручная, полуавтоматическая и автоматическая сварка должна проводиться исполнителями, имеющими подходящий разряд;
- перед сборкой необходимо произвести очищение металлической поверхности в области проведения операций и окружающей области;
- при выполнении многослойной сварки необходимо проводить очищение каждого предыдущего слоя перед нанесением последующего;
- очищать следует от грязи, ржавчины, наплавов, шлака и металлических брызг;
- следует удалять влагу от конденсатов;
- во время выполнения полуавтоматической и автоматической сварки при перерыве в работе перед возобновлением процесса необходимо зачистить конец сварного шва;
- место, на котором осуществляется сварка, не должно подвергаться действию сквозняков, ветра, атмосферных осадков;
- при минусовой температуре около рабочего места сварщика должны находиться обогревающие устройства, в частности, для обогрева рук.
Сварка металлоконструкций по СНиПу обеспечит получение сварного соединения необходимого качества и надежности.
Что говорит СНиП о сварке металлоконструкций
На сварочные работы металлоконструкций СНиП предъявляет особые требования. Их соблюдение является гарантией получения сварного шва должного качества. Основное требование заключается в прочности и надежности.

Сварные соединения металлоконструкций согласно СНиП 3.03.01-87 обязаны выполняться, соответствуя указаниям:
- В случае, когда отсутствуют сертификаты на материалы или когда истек гарантийный срок их хранения, необходимо выполнение определения механических свойств стыковых соединений. Испытание проходят опытные образцы. Их испытывают на статическое растяжение и изгибы.
- Вспомогательные материалы хранят в заводской таре, рассортировав их по партиям, маркам, диаметрам. Складское помещение должно быть сухим и отапливаемым.
- Перед употреблением электроды с покрытием, флюсы и порошковые проволоки необходимо подвергнуть процессу прокаливания. При этом надо соблюдать режимы, указанные в технической документации на них. Прокаленные материалы хранят на складах, имеющих соответствующую температуру и влажность, или в сушильных шкафах.
- На определенном расстоянии от того места, где расположен сварной шов, сварщик должен проставить свое клеймо, являющееся личным. Если работа выполняется несколькими исполнителями, то их оттиски также должны иметься. Допустима иная идентификация — составление схем, на которых сварщики ставят свои подписи.
Требования к сварным конструкциям, материалом которых является сталь:
- К сварке можно приступать после того, как будет проверена сборка согласно чертежам на нее. При проведении проверки должны учитываться допуски.
- Допуски при сварке металлоконструкций обязаны соответствовать значениям, указанным в соответствующих нормативных документах.
- Необходимо зачищать кромки сварного шва от загрязнений, пятен краски и жировых, ржавчины.
- Режим исполнения сварки должен быть стабильным. Допускаются отклонения в размере ± 5 %.
- Количество прокаленных материалов, находящихся на рабочем месте, ограничено. Оно не должно быть выше потребности в них в размере половины рабочего дня. В том случае, когда конструкции из стали имеют высокую текучесть, то электроды, вынутые из сушильной печи или сразу по завершению процесса прокаливания, следует их использовать в течение пары ближайших часов.
- При сварке в условиях низкой температуры следует производить местный подогрев зоны действий.
- Предварительно подогреваются места, в которых к конструкции приваривают приспособления для монтажа.
- Если свариваются листовые элементы, имеющие толщину сверх 20 мм, то в случае дуговой сварки применяют варианты, которые обеспечивают понижение скорости сварки методом охлаждения. К ним относятся секционные каскады — обратноступенчатые, а также имеющие двойной слой.
- При выполнении соединений дуговой сваркой, осуществляемых проплавлением в полном объеме, следует перед началом процесса очистить корень шва.
- При перерыве в работе дуговой сваркой ее можно возобновлять после того, как будет проведена очистка кратера и концевого участка от шлака.
- Если чертежами предусмотрен вогнутый профиль, то обеспечивать это можно подбором соответствующих сварных режимов. Также может применяться зачистка с применением абразива.
- При автоматизированной сварке начало и конец сварных соединений надо выводить за пределы элементов на планки. По окончании сварочного процесса планки надо удалить с помощью кислородной резки. Применение планок предусматривается чертежами. При использовании дуговой сварки запрещено выведение кратера за пределы шва.
- При многослойной сварке валик можно начать выполнять после зачистки предыдущего. Обязательным является удаление участков с трещинами.
- После того, как сварка будет закончена, следует снять сборочные болты и приспособления, предназначенные для монтажа.
- Качество деталей, предназначенных для крепления, и прихваток не должно быть хуже основного свариваемого металла.
Помимо СНиПа при сварке металлических стальных изделий необходимо учитывать требования такого нормативного документа как СП сварка металлоконструкций.
Требования СНиП к сварным соединениям, представляющим собой железобетонные конструкции:
- Габариты стержней, а также величина их предельных отклонений, должны соответствовать требованиям ГОСТ 14098.
- Если сварка выполняется механизированным способом, то следует использовать постоянный ток до 500 А.
- При выполнении процесса с помощью дуговой сварки целесообразным является применение трансформаторов.
- До начала сварочного процесса следует зачистить арматурные стержни в интервале, который превышает сварной шов на 10-15 мм.
- При сваривании стержней для арматуры в случае превышения величины зазора, указанной в технической документации, допустимо использование вставок, изготовленных из материала такого же класса и диаметра, что и стержни.
- Длина стержней, изготовленных из бетона, должна быть не меньше 150 мм. В случае использования вставок допустимая длина стержней — не менее 100 мм.
- Свариваемые части железобетонной конструкции должны быть жестко зафиксированы. Удерживание их с помощью крана запрещено.
- После того, как процесс сварки будет закончен, следует произвести очищение от следов металлических брызг и шлака.
- При отрицательной температуре не разрешено использование прихваток в соединениях крестообразным способом арматурных стержней.
- На поверхности арматурных стержней недопустимы следы ожогов от дуговой сварки.
- При ручной сварке в случае минусовых температур следует увеличить значение тока, а также осуществлять предварительный подогрев.
Сварные соединения выполняют в зависимости от их пространственного положения и дальнейших условий эксплуатации.
Проверка качества полученных соединений
Контроль качества сварных соединений СНиП регламентирует достаточно подробно. Контроль может осуществлять сам сварщик или специально выделенные для этого работники. Возможен еще один вариант — обращаться за помощью в специальные лаборатории, деятельность которых состоит в осуществлении таких операций.
Перед тем, начнутся сварочные работы, следует произвести проверку соответствия квалификации сварщиков, которым они поручены, сложности выполнения. Сварщик должен предъявить наряд-допуск на выполнение конкретной сварочной работы. Если назначение сварочного соединения имеет повышенную значимость, то можно провести предварительное тестирование на образце из того же материала и таких же размеров.
Перед началом также необходимо произвести контроль деталей, подлежащих соединению с помощью сварочного процесса. Они должны быть изготовлены из материала, на который имеются документы о сертификации. Перед началом сварки надо произвести тщательный смотр для выявления дефектов на деталях, подлежащих свариванию. Каким должно быть качество деталей также указывается в нормативных документах, в том числе СНиП.
Производственный контроль сварочных работ включает в себя следующие этапы:
- Входной контроль. Он применяется к технологической документации, конструкции подлежащих сварке соединений, применяемого оборудования, а также вспомогательных приспособлений и инструментов.
- Операционный контроль. Ему подлежат сварочные процессы, технологические операции. Необходимо проверить правильность их выполнения. Также в операционный контроль входит проверка использования оборудования и соблюдение правил безопасности.
- Приемочный контроль. Исследованию подлежит качество выполненных сварных швов и соединений.
При выполнении входного и операционного видов контроля необходимо руководствоваться указаниями, изложенными в нормативном документе СНиП 3.01-85. Для каждого вида контроля применяется техническое нормирование сварочных работ.
Контроль качества сварочных работ начинается с визуального осмотра. Он позволяет выявить все наружные дефекты, видимые невооруженным глазом. СНиП допускает применение при визуальном контроле лупу большого увеличения. Отбраковывание соединений, дефекты которых, находящиеся снаружи, не подлежат исправлению или оно будет экономически нецелесообразным, позволяет экономить время и средства.
Согласно требованию СНиП визуальному контролю подвергают необходимо подвергать все сварные швы без исключения. Для измерения дефекта используются шаблоны и штангенциркуль. Перед началом визуального осмотра необходимо подготовить поверхность методом ее очистки.
Вторым популярным методом является капиллярный. Достоинством этого способа является его универсальность. СНиП допускает его использование для выявления таких дефектов, как трещины разных размеров и поры, а также прожоги и непровары. Для этого метода используют особую проникающую жидкость, дополнительного оборудования не требуется. Допускается сочетание капиллярного метода с другими. В качестве проникающей жидкости могут быть использованы особые растворы или фильтрующие суспензии.

Капиллярный метод делится на несколько разновидностей в зависимости от способа получения информации. Перед тем, как можно будет начать проведение контроля капиллярным методом, необходима тщательная очистка проверяемой области. Для нее используют различные растворители. Сам контроль производится методом нанесения на поверхность сварного соединения специальных индикаторов.
Исследование на непроницаемость осуществляется контролем герметичности. Правильно выполненное соединение не должно пропускать ни жидкие, ни газообразные вещества. При наличии сквозных дефектов это требование не выполняется. Требования к сварным швам металлоконструкций ограничивают размер такого дефекта согласно допускам, указанным в документации.
Распространенным методом контроля сварных конструкций является магнитная дефектоскопия. Метод может быть использован только для контроля ферромагнитных деталей. Магнитная дефектоскопия помогает обнаружить мелкие трещинки внутри сварного шва, а также включения инородного характера.

Информационным методом является ультразвуковой контроль сварных соединений металлоконструкций. Он подходит для проверки деталей, выполненных из различных видов металлов. Метод основан на том, что при попадании на дефектную область происходит искажение ультразвуковой волны. Для проведения испытания методом ультразвукового контроля требуется специальное оборудование.

Ультразвуковым методом можно выявить наличие множество различных дефектов, начиная от пор и трещин, и заканчивая изменением геометрических размеров. К информативным, но не безопасным методам относится радиационный контроль. Он осуществляется просветкой сварного соединения рентгеновскими и гамма-лучами. Оборудование, необходимое для осуществления такого метода — рентгеновский аппарат, в котором находится излучатель, генерирующий рентгеновские лучи.
СНиП регламентирует, что выбор рентгеновского аппарата находится в зависимости от толщины сварных деталей. Также предъявляются особые требования к используемой в рентгеновском аппарате пленке. Радиографический контроль кроме рентгеновского аппарата предполагает использование дефектометра, представляющего собой металлическую пластинку с канавками.
Все механические и металлографические способы контроля относятся к разрушающим видам.
Сборка и сварка трубопроводов
Трубопроводы относятся к категории особо важных объектов. При некачественном соединении их частей методом сварки возможно возникновение серьезной аварии. Поэтому сварке трубопроводов СНиП уделяет особое внимание. При этом учитываются требования ГОСТа 16037.
СНиП по сварке трубопроводов дает, в частности, следующие рекомендации:
- К сварке этих изделий допускаются сварщики, имеющие соответствующий этому виду деятельности разряд.
- Перед сваркой трубопроводы должны быть очищены от разного рода загрязнений.
- Сварку металлических труб можно производить при температуре не менее минус 50°С.
- Не допускается сварка трубопроводов при неблагоприятных погодных условиях.
Поскольку сварка осуществляется на высоте, большое внимание уделяется мерам безопасности. Для правильной сварки трубопроводов применяются и другие основные требования СНиП по сварке металлоконструкций.
Особые требования СНиП предъявляет для сварки оцинкованных труб.
Технические условия
Нормирование сборочно-сварочных работ может грамотно осуществляться только при наличии технической документации на конкретное изделие. Одним из важнейших документов являются технические условия на изготовление сварной конструкции. В этом документе находится описание всех этапов сварочного процесса, требования к ним и методика выполнения. Технические условия выполняются на основании действующих нормативных документов на этот вид деятельности, в частности, обязаны составляться на основе требований и рекомендаций СНиПа.
Технические условия составляются на основе имеющихся чертежей. В них должны быть указаны особые условия выполнения сварочного процесса, например, повышенные механические нагрузки.
Интересное видео
Источник https://prosvarku.info/poleznoe/snip-na-svarochnye-raboty-normy-vremeni-i-trebovaniya-kontrol-kachestva
Источник https://sozidau.ru/normy-svarki-trub-argonom/
Источник




