Содержание
Учебное пособие по сварке труб отопления
Сегодня для построения систем отопления используются разные методы – пайка полипропиленовых труб, фитиновое соединение металлопластиковых труб, резьбовое соединение труб из металла. Но, несмотря на использование новых технологий, металл по-прежнему остается востребованным, поэтому и применяется сварка труб отопления электросваркой. Для профессиональных сварщиков нет особой разницы, с каким материалом работать, а вот для тех, кто только решается попробовать себя в роли сварщика стоит внимательно изучить все тонкости работы в этой профессии.
Сварка труб отопления: технология соединения металлических труб

Нормальная работа системы отопления дома возможна при полной герметичности всех соединений. Достигнуть необходимого результата при постройке системы с использованием стальных труб способна сварка труб отопления. Используемые технологии сваривания металлов основаны на расплавлении небольшого участка труб и наложения поверх этого участка дополнительного слоя металла – сварного шва.
На сегодняшний момент широко используется две технологии сварки – сварка труб отопления электросваркой и соединение при помощи газосварки. Первая использует для работы электрический ток, во втором случае делается нагрев и расплавление металла при помощи пламени газовой горелки.
Сварка металлических труб отопления при помощи электросварки
Сварка металлических труб отопления при помощи электросварки осуществляется с помощью сварочного аппарата, подключаемого к электрической сети. В основе большинства таких устройств лежит принцип плавления металлического стержня электрода в среде защитных газов под действием электрического тока большой силы. Этот метод менее опасный, чем газосварка поскольку в работе не используется летучий огнеопасный газ и открытое пламя. С другой стороны, сварка отопления электросварочным методом требует наличия определенного опыта работы и знания основ сварочного дела.
При кажущейся простоте технологии сварка труб отопления дело очень кропотливое, без достаточного опыта сделать нормальный шов очень трудно. Дело в том, что электрод касается металла только при розжиге дуги, в дальнейшем он отрывается от металла и держится на определенном расстоянии, так, чтобы металл электрода плавился в сварочной ванне – области жидкого металла. Кроме того, сварщик не проводит по месту соединения строго прямой шов, движение кончика электрода напоминает что-то похожее на урок каллиграфии, когда ученики в специальных тетрадях прописях пишут специальные упражнения – завитки, зигзаги, сложные и простые линии, напоминающие волны.

Использование такой техники и заключается секрет, как правильно варить трубы отопления ручной электросваркой.
Разновидности сварных швов и соединений труб
В теории сварки и резки металла при помощи электродуговой сварки используется несколько видов сварных соединений, различающихся между собой в зависимости от положения электрода.
Для начинающего сварщика достаточно знать три основных типов соединений деталей:
- Прямое
- Угловое;
- Внахлест.
Прямое соединение подразумевает расположение деталей друг против друга с минимальным зазором между ними. Кстати, как отмечают профессионалы, мастерство заключается не в том, чтобы соединить трубы с большим зазором, а как раз, чтобы соединить поверхности таким образом, чтобы между ними был минимальный зазор.
Угловая сварка подразумевает соединение деталей находящихся под углом друг к другу. Такое соединение встречается в месте врезки трубы меньшего диаметра в трубу большего. Здесь соединяемые поверхности находятся под углом друг к другу.
Сварка внахлест делается, когда детали накладываются друг на друга. Сварка металлических труб отопления делается с применением различных пространственных положений шва – горизонтального, вертикального, потолочного или нижнего.
Горизонтальное расположение имеет свиду нахождение свариваемого объекта в горизонтальной плоскости, при этом электрод двигается подобно острию карандаша на листе бумаги, который лежит на столе. Здесь все предельно просто.
С вертикальным швом намного сложнее – здесь электрод ведется не только вверх или вниз, но еще и вправо, и влево.
Самым сложным считается потолочный шов – здесь работа осуществляется с нижнего положения, сварщик находится под соединяемыми деталями. Правда, для таких типов работ существует и специальный инструмент – электрод, у которого при работе кончик напоминает кратер вулкана. Обмазка при сгорании образует чашу, в которой находится расплавленный металл, более того, он не выплескивается и не выпадает во время работы. Что касается приемов работы то стоит помнить, что в процессе соединения всех элементов сварка труб отопления проводится без их жесткой фиксации относительно основных конструкций дома, только в самом конце большие отрезки соединяются в единое целое, вот тогда и приходится варить в самых неудобных положениях. Поэтому предварительно трубы рекомендуется сваривать большими отрезками, чтобы сократить количество потолочных швов до минимума. Кроме того, можно аккуратно согнуть электрод, чтобы получить возможность дотянуться до самой дальней и неудобной точки.
Какими электродами лучше варить трубы отопления: металлы, оборудование, инструкции

Для начинающего электросварщика имеющего небольшой опыт работы важно на начальном этапе сделать два основных шага – правильно выбрать сварочный аппарат и также правильно подобрать к нему электроды. Почему важны именно эти моменты? Дело в том, что сварочные электрические аппараты имеют свои особенности. Для новичков лучше использовать инверторный сварочник постоянного тока. Это небольшой компактный прибор, устройство которого основано на полевых транзисторах, он выдает постоянный ток, который легко можно регулировать. Даже самый простой инвертор позволит новичку научиться держать дугу и правильно регулировать ток. Для более опытных мастеров можно попробовать поработать на аппарате переменного тока. Он мощнее, у него больше запас по мощности, а для сварки труб отопления это большой плюс. Но у него есть и минус – с ним сложно работать, для новичка трудно поймать дугу, нужен опыт, чтобы правильно выставить сопротивление резистора, да и по размерам это устройство намного больше бытового инвертора.
Что касается выбора электродов, то здесь стоит учитывать качества каждой марки, поскольку и диаметр стержня и марка оболочки сильно влияют на качество шва. Для работы используются:
- Марка С – электроды с целлюлозным покрытием. Основное назначение соединение ответственных швов на материале с большой толщиной металла;
- Марка RA – электроды рутилово-кислотные основной вид электродов для работы с металлическими трубами. Особенность этой марки заключается в быстром покрытии шва слоем шлака, который придется удалять.
- Марка RR – электроды для тонких и аккуратных работ. Марка позволяет получить почти ювелирный шов с небольшим слоем шлака, который легко снимается щеткой.
- Марка RC – рутилово-целлюлозные электроды универсального назначения. Они предназначены для сварки в любых положениях.
- Марка В – основные электроды универсального назначения для горизонтальных и вертикальных швов.

Кроме знания марки оболочки важно учитывать и толщину металла сердечника, и толщину металла свариваемых деталей.
Подготовка труб к электросварке

Также как и от оборудования и расходных материалов многое зависит от правильной подготовки самих труб для сварки. Для получения надежного и красивого шва необходимо выполнить ряд операций, облегчающих проведение дальнейших работ:
- Зачистка поверхности края трубы. 15-20 мм от среза трубы поверхность должна быть зачищена от ржавчины, лакокрасочного покрытия, масляных пятен;
- Необходимо доработать срез – он должен быть максимально ровным, так легче будет сочленить части трубы.
- При использовании толстостенных труб на соединяемых концах рекомендуется сделать фаску не меньше чем на половину толщины металла.
Сварка труб отопления проводится в несколько слоев, это зависит от толщины металла. Профессионалы рекомендуют:
- При толщине стенки до 6 мм наложить 2 слоя;
- При толщине больше 6 и до 12 мм рекомендуется снять фаску и сделать 3 слоя;
- При толщине стенки трубы больше 12 мм делается 4 сварных шва.
Профессионалы советуют при многослойном наложении швов первый шов накладывать методом ступенчатой наплавки – пройдя вперед 8-10 мм сделать обратный ход на 5-6 мм, после чего сделать снова участок длиной 8-10 мм.
При работе с большим диаметром труб делается сначала прихватка – в нескольких местах делается небольшой шов длиной 2-3 см, после чего делается сплошное сваривание стыка.
Важно помнить, что если будет сделана ошибка и обнаружится брак, то часть работы придется переделать. После прохождения полной длины окружности сварным швом делается отступ на 3-4 см и начинается наплавка второго слоя. Отступ необходим для того, чтобы исключить брак шва, в точке начала наплавки сразу нескольких слоев.
Описание процедуры сварки труб

Наглядно пояснить, как варить трубы отопления электросваркой рекомендуется на примере монтажа отрезка системы отопления состоящей из двух прямых и двух угловых элементов. Для ясности ситуации рекомендуется представить, что оба элемента в двух смежных комнатах, между которыми имеется отверстие для прокладки трубы.
Перед началом работ осуществляется подгонка всех элементов. При помощи болгарки выравниваются края отрезков. При помощи наждачного круга делается снятие фаски на ½ толщины металла трубы.
Для удобства работы сначала делается соединение угловых элементов с прямыми отрезками:
- Торцы элементов очищаются от ржавчины, пыли, масляных пятен.
- На ровной поверхности выкладывается отрезок и к нему стыкуется угловой элемент.
- В одной точке делается прихватка электродом на 4-5 мм. И мелом отмечается на наружной поверхности начало формирования шва.
- После того как прихватка остынет при помощи молотка несколькими ударами угловой элемент ставится на место. Дело в том, что наживляя детали, металл может повести, и элементы просто сдвинутся относительно друг друга. После остывания шва можно подкорректировать положение, максимально прижав элементы, друг к другу.
- После коррекции с противоположной стороны снова делается точечный шов. И снова проверяется положение деталей.
- После того как все элементы будут правильно расположены относительно друг друга, делается первый основной шов.
- После прохождения всей окружности дается время остыть шву, буквально через 2-3 минуты после окончания сваривания при помощи молотка делается отделение шлака и окалины от металла. Особенно тщательно осматриваются углубления и небольшие кратеры, именно в этих местах шлак может образовать отверстие в сварном шве.
- Если подозрительных мест не обнаружено от риски поставленной мелом отступается 2-4 см и начинается наплавка второго слоя. Движения в этом случае нужно делать зигзагообразные, чтобы наплавка закрывала справа и слева первый, основной шов.
- После того как будет сделано соединение обеих отрезков труб и угловых элементов делается установка их на место и соединение в одну конструкцию.
- При помощи подставок делается выравнивание отрезков. Подобно тому как наживлялись отрезки с уголками, делается наживка в 2- точках и этого шва.
- После того как будет проверена правильность установки делается наложение первого слоя напайки. При работе можно немного расширить отверстие в стене, чтобы уголковые элементы не мешали, а вся конструкция могла сделать полный оборот вокруг оси.
- Работа осуществляется небольшими отрезками с короткими перерывами для поворота конструкции.
- После наложения первого слоя делается очистка и проверка качества поверхности. Аналогично предыдущим соединениям делается напайка второго слоя сварного шва.
Несмотря на простоту операций в реальности многое зависит от опыта подобных работ. Профессионалы советуют в таких случаях не браться сразу за работу самому, а попросить опытного сварщика показать несколько приемов работы и внимательно понаблюдать за действиями наставника, такой урок может многому научить.
Как варить трубы электросваркой
Как варить трубы электросваркой правильно – пошаговое руководство

Подбор электродов
Разновидности сварных швов и соединений труб
Предварительные работы с деталями
Процесс сварки
Тонкости электросварки
Собираем соединения
Работа с поворотными и неповоротными стыками
Проверка надежности соединений
Правила техники безопасности при работе со сварочным аппаратом
В процессе ведения домашнего хозяйства нередки случаи, когда требуется соорудить какую-либо конструкцию из обычных труб или профиля. Зачастую для этих целей применяются легкие и удобные в монтаже пластиковые трубы, а также стальные изделия с резьбовыми креплениями. Однако в данной статье мы рассмотрим, как правильно сварить трубу для отопления или других необходимых систем в вашем доме, ведь упомянутые выше варианты не всегда приемлемы и целесообразны.
Подбор электродов
Первое, что вам понадобится для выполнения сварочных работ с трубами отопления или другими сооружениями, это электроды. От качества этого расходного материала будет зависеть не только надежность полученных сварных швов и герметичность системы, но и процесс выполнения работ.
Под электродом понимают тонкий стальной стержень со специальным покрытием, которое позволяет обеспечить устойчивую дугу в процессе электросварки труб, и задействовано в формировании сварного шва, а также предотвращает окисление металла.
По типу сердцевины бывают такие электроды:
- С неплавящейся серединкой. Материалом для такой продукции служит графит, электротехнический уголь или вольфрам.
- С плавящейся серединкой. В данном случае в качестве сердечника служит проволока, толщина которой зависит от типа сварочных работ.
Что касается внешней оболочки, то множество электродов, которые встречаются на рынке, стоит разделить на несколько групп.
Итак, покрытие может быть:
- Целлюлозное (марка С). Эти изделия применяются главным образом для выполнения сварочных работ с трубами крупных сечений. Например, для монтажа магистралей для транспортировки газа или воды.
- Рутилово-кислотное (RA). Такие электроды оптимальны для сварки металлических труб отопления или водопровода. В данном случае сварочный шов покрывается небольшим слоем шлака, который легко удаляется постукиванием.
- Рутиловое (RR). Данный тип электродов дает возможность получить очень аккуратные сварочные швы, а образующийся в процессе работы шлак очень просто удаляется. Преимущественно такие электроды используются в местах угловых соединений или при наваривании второго или третьего слоя.
- Рутилово-целлюлозное (RC). Подобными электродами можно выполнять сварочные работы абсолютно в любой плоскости. В частности, они очень активно применяются для создания длинного вертикального шва.
- Основное (B)
Технология сварки труб электросваркой

Существует несколько способов сварки трубопроводов (стальных). Но появление инверторов отодвинуло все способы, и теперь сварка труб в быту проводится именно этим аппаратом.
Во-первых, это простота сварочного процесса, во-вторых, доступность и высокая безопасность.
Тем более, технология сварки труб не очень сложная, главное правильно провести подготовку и выбрать необходимые расходные материалы.
Подготовка труб к сварке
Сварочный процесс начинается именно с подготовки. В первую очередь нужно выбрать электроды, которыми трубы и будут свариваться. Здесь два критерия выбора: материал, из которого делается металлический стержень, и обмазка – материал, покрывающий стержень.
Для сварки металлических труб используются плавящиеся электроды и неплавищиеся. В первых стержень плавится, во вторых нет. Во втором случае используется дополнительный материал – присадка, которая и заполняет собой сварочный шов. Практика показывает, что сварка труб плавящимися электродами сегодня в бытовых условиях используется чаще. Просто потому что этот способ проще.
Теперь, что касается обмазки электродов. Здесь несколько позиций, где используются различные материалы для образования защитной поверхности.
- Рутиловые.
- Кислотные.
- Рутилово-кислотные.
- Целлюлозные.
- Рутилово-целлюлозные.
- Основные.
У каждой позиции свои плюсы и минусы, поэтому при выборе необходимо учитывать условия сварки трубопроводов. Но есть среди них универсальный вариант – это электроды с основным покрытием. К данной категории относятся такие марки электродов, как УОНИ, ОЗС, ВИ, ЭА, НИАТ, ОЗШ и другие менее известные. Начинающим сварщикам рекомендуется проводить сварку труб электродами УОНИ.
Перед тем как сварить две трубы, необходимо понять, что существует несколько видов сварных соединений.
- Встык, когда две трубы располагаются напротив друг друга.
- Внахлест, так обычно соединяются две трубы разного диаметра, или одинакового диаметра, только одна из труб развальцовывается, то есть, ее диаметр механическим способом увеличивается.
- Тавровое соединение, когда два трубопровода стыкуются в перпендикулярных плоскостях.
- Угловое соединение, когда стык производится под углом меньше 90°.
Кстати, вариант под номером один кажется очень простым. Но в нем таится сложность самого процесса. Во-первых, варить такой шов лучше в нижнем положении, это когда электрод в стык соединения подается сверху. Во-вторых, проварить металл надо во всю толщину стенки.
И еще несколько полезных советов.
- Для сварки трубопроводов встык и тавр лучше всего использовать электроды диаметром 2-3 мм.
- Режим сварки, то есть, величина устанавливаемого тока должна быть в пределах 80-100 ампер. При сварке внахлест силу тока нужно поднять до 120 А.
- Заполняемость сварочного шва должна быть такой, чтобы над плоскостью трубы металл поднимался на 2-3 мм.
- Сварка профильных труб (квадратных) производится точечно. То есть, сначала сваривается небольшой участок на одной стороне, затем на противоположной, после на соседней и далее на противоположной соседней. После чего производится полная сварка стыков. Цель – чтобы труба не покоробилась в процессе ее нагрева.
Перед тем как варить трубы электросваркой, их необходимо подготовить. В основном это касается кромок. Вот последовательность, как это надо делать.
- Проверяются геометрические размеры на соответствие проводимому монтажу трубопроводов. Могут стыковаться трубы с разной толщиною стенки, что может привести к не провару толстой трубы или к прожогу тонкой.
- В разрезе трубопровод должен быть круглым, а не овальным или другой формы. Это просто обеспечит качество сваренного стыка и упростит сам процесс.
- Стенки труб должны быть без дефектов: трещин, заломов, расширений и так далее.
- Срез кромки должен быть прямым (90°).
- Кромки защищаются до металлического блеска (используется щетка, наждачка). Длина зачищаемого участка – не меньше 1 см от кромки.
- Удаляются масляные и жировые пятна, краска, обязательно торцы обезжириваются при помощи любого растворителя.
И хотя электроды УОНИ не являются капризными, то есть, с их помощью можно заварить даже ржавые детали, на качество шва влияют любые дефекты металла. Поэтому стоит уделить немного времени для подготовки кромок трубопровода.
Сварка стальных труб
Сварка труб круглого сечения производится беспрерывным швом. То есть, если процесс начался с одной точки, то он должен закончиться на ней же, не отрывая электрода от свариваемой поверхности.
При сварке труб большого диаметра (свыше 110 мм) одним электродом заполнить шов невозможно. Поэтому необходимо применять многослойную сварку, где количество слоев определяется толщиною стенок труб.
- Если толщина стенки 6 мм, то достаточно и двух слоев металла.
- 6-12 мм – сварка производится в три слоя.
- Больше 12 мм – больше четырех слоев.
Сборка трубопровода
Перед тем как сваривать трубы, чтобы упростить поставленную задачу, необходимо собрать сварочный стык.
То есть, устанавливаете трубы согласно конструкции сборки, зажимаете их, чтобы они не двигались и не смещались. После чего делается прихватка.
Это когда делается точечная сварка в одном месте, если трубопровод собирается из изделий большого диаметра, то прихватку можно делать в нескольких местах.
В принципе, все готово, можно варить трубопровод. Казалось бы, на этом разговор о сварке можно было бы и завершить. Но для начинающих сварщиков он только начинается, потому что сварочный процесс, связанный со сборкой трубопроводов, это большое количество нюансов. Вот только некоторые из них, которые необходимо взять на вооружение.
- Варить трубы толщиною более 4 мм можно коренным швом, это когда металл заполняет пространство между кромками во всю глубину, и валковым, когда сверху шва образуется валик высотою 3 мм.
- При соединении труб диаметром 30-80 мм вертикальным швом технология чуть отличается от нижнего расположения шва. Сначала заполняется объем 75%, затем остальное пространство.
- При многослойной технологии сварки горизонтальный шов варится двумя слоями так, чтобы последующий наносился в противоположном направлении, чем предыдущий.
- Точка соединения слоя нижнего не должна совпадать с такой же точкой слоя верхнего. Замковая точка – это конец (начало) шва.
- Обычно при сварке труб последние надо все время поворачивать. Делают это вручную, поэтому необходимо знать, что оптимальный сектор поворота 60-110°. Просто в этом диапазоне шов располагается в удобном для сварщика месте. Его длина самая максимальная, и это позволяет контролировать беспрерывность шовного соединения.
- Самое сложно, как считают многие сварщики, это поворачивать трубопровод сразу на 180° и при этом соблюсти качество сварного шва. Поэтому при таком повороте рекомендуется технологию сварки изменять. То есть, сначала проваривается шов на глубину до 2/3 одним или двумя слоями. Затем трубопровод поворачивается на 180°, где шов заполняется полностью в несколько слоев. Далее опять идет поворот на 180°, где шов до конца заполняется металлом электрода. Кстати, такие стыки называются поворотными.
- Но есть и неповоротные стыки, это когда труба к трубе приваривается в неподвижной конструкции. Если трубопровод расположен горизонтально, то варить стык между его частями надо, разделив его на две части. Сварка начинается с нижней точки (потолочной) и перемещается к верхней. Точно также сваривается и вторая половина стыка.
И последний этап в технологии сварки труб – это контроль качества шва. Его необходимо обстучать молотком, чтобы сбить шлак. Затем визуально проверить на наличие трещин, выемок, сколов, прожогов и не проваров. Если трубопровод предназначен для жидкостей или газов, то после сборки в него запускают воду или газ, чтобы проверить на предмет протечек.
Процесс сварки на самом деле мероприятие ответственное. И только опыт сварщика может с первого раза гарантировать качество конечного результата. Но опыт – дело наживное. Предлагаем посмотреть видео – как правильно варить стальные трубы.
Поделись с друзьями
Как сварить трубу электросваркой: полезные советы

Несмотря на то, что сегодня нередко прибегают к использованию неметаллических труб, старый добрый металл все еще рано списывать со счетов. Однако для многих новичков при попытке произвести монтаж металлического трубопровода будет актуальным вопрос, как сварить трубу электросваркой правильно и эффективно.
Нельзя сказать, чтобы метод электросварки был доступен всем и каждому без исключения. Все-таки для того, чтобы стать квалифицированным сварщиком, потребуется пройти определенное обучение.
Так что данный ниже материал будет предполагать, что пользователь уже имеет определенные навыки обращения со сварочным аппаратом – в данном случае, с электрическим.
Впрочем, способ сварки в данном случае самый что ни на есть обычный – при помощи электродов. Они расплавляются под действием электрического тока, заполняя собой швы. После остывания образуется прочный металлический сварной шов, который может прослужить очень долго – в случае, если все было проделано верно.
Как правильно подобрать электроды для сварки труб
Сварочный электрод — металлический или неметаллический стержень из электропроводного материала, предназначенный для подвода тока к свариваемому изделию.
Сначала не повредит некоторая информация о свойствах самих электродов. В конструктивном плане электрод собой представляет тонкий стержень, выполненный из металла. На него наносится специальное покрытие для сварки.
В принципе, электроды бывают разного диаметра – чем больше нанесенного материала на стержень – тем он толще.
Причем, электродное покрытие не только участвует в сварном соединении, но еще и защищает электрод от кислорода, обеспечивает равномерное горение дуги.
Иногда бывает так, что во время работы всплывает шлак и создает пленку, мешающую металлу поглощать воздух. Это будет оказывать негативное влияние на качество сварного шва, ведь кислород и азот, которые содержатся в воздухе, делают шов в металле хрупким.
Опытному сварщику очень хорошо знакома такая проблема. В этом случае после того, как шлак остынет, его можно будет удалить, просто нанося молотком или электродом короткие, но точные удары.
Шлак внутри шва оставлять ни в коем случае нельзя! Иначе в нем образуется свищ, который приведет к разгерметизации соединения. Главная задача – получение ровного и плотного шва. Опытный сварщик выполняет его в виде подков или восьмерок.
Шлак при этом с каждым новым проходом будет вытесняться. Когда же шлак будет извлечен полностью, шов будет не просто прочным, но еще и красивым.
Что же касается того, какого диаметра выбрать электрод для сварки, то здесь все будет зависеть от толщины стыка. Если трубы имеются небольших размеров, то можно приобрести электроды с диаметром в 3 мм. Такие можно будет применять для труб с толщиной стенки от 2 до 5 миллиметров. Если же трубы более толстостенные – до 10 мм, то и электрод нужно будет приобретать более толстый.
Правильно выбранные электроды даже при работе на недорогих сварочных аппаратах позволят вам сварить любой металл на высоком профессиональном уровне.
Для того, чтобы осуществить многослойный шов, для начала рекомендуется использовать электрод на 4 мм – чтобы можно было создать большую глубину сварного шва.
Для того, чтобы осуществить определенные виды соединений, применяется как раз электродуговая сварка. Вот лишь некоторые примеры таких сварных соединений:
- Прямое соединение – когда трубы просто располагаются друг против друга;
- Сварка угловая;
- Сварка внахлест.
Можно при этом брать на вооружение швы самого разного типа – горизонтальные и вертикальные, потолочные и нижние. Самым привычным для многих мастеров является обустройство нижнего шва. При этом сварка электродом осуществляется сверху. А вот к наиболее тяжелым относится так называемый потолочный шов.
Его наносить крайне неудобно из-за того, что расплавленный металл стекает вниз. К тому же, мешает и неудобное расположение трубы в этом случае. Так что нередко прибегают к помощи специального зеркала. Работать с таким швом сможет далеко не каждый сварщик.
Если нет возможности достать до потолочного шва прямым электродом, его можно изогнуть по необходимой форме. Лучше всего варить потолочный шов – если трубу во время работы можно вращать вокруг своей оси. Но это далеко не всегда возможно.
Так что, если есть сомнения в своем профессионализме, то лучше будет для начала потренироваться на сварке какого-нибудь чернового материала, либо позвать на помощь более квалифицированного сварщика.
Сварной шов – это закристаллизовавшийся металл, который в процессе сварки находился в расплавленном состоянии.
Необходимость в проведении подготовительных работ
Перед тем, как приступить к любой сварке, нужно тщательно проверить все имеющееся в наличии оборудование. Ни в коем случае недопустима работа с неисправным оборудованием! Минимальный набор сварщика состоит из непосредственно самого сварочного аппарата, набора электродов, а также молоточка для отбивания шлака и из щетки.
Также не стоит забывать и об индивидуальной защите. Как правило, для этого годится любая плотная одежда, но можно приобрести и спецодежду в магазине. Не забываем и про маску сварщика со светофильтром, а также про плотные перчатки. Профессионалы предпочитают перчатки, сшитые из замши.
Если предполагается большое количество искр, то ноги от раскаленного металла также не будет лишним защитить специальной обувью.
Потребуется также специальный сварочный выпрямитель или инвертор – эти устройства предназначаются для преобразования переменного тока в постоянный. Ведь именно на постоянном токе и работает сварочный электродуговой аппарат.
Костюм сварщика — спецодежда, предназначенная для защиты работающих от искр, брызг расплавленного металла, окалины, излучений сварочной дуги.
Некоторые особенности, характерные для сварки трубопроводов
Проведение сварочных мероприятий в случае с трубопроводом имеет свои особенности. Их необходимо учитывать, если хочется получить высококачественный результат.
При помощи электродуговой сварки можно осуществить как вертикальный шов – на боковой части трубы, так и горизонтальный – охватывающий ее по окружности.
Как уже отмечалось, чаще всего используется так называемый нижний шов, так как он относится к наиболее простым в исполнении.
Трубы, выполненные из стали, нужно сваривать встык и обязательно проваривать все кромки по высоте стенок труб. Для уменьшения наплыва внутрь трубы необходимо выбрать оптимальный угол наклона электрода относительно горизонтали. Как правило, это 45 градусов. Стандартная высота шва для стального трубопровода – от 2 до 3 мм, его ширина составляет обычно от 6 до 8 миллиметров.
Если производится сварка методом внахлест, то в высоту шов также может составлять около 3 мм, а в ширину – 8 мм.
Сваренные стыки трубопроводов подлежат контролю. Объём и способы контроля определяются эксплуатационными требованиями и указываются в проектной документации или технологических картах.
Необходимо перед тем, как приступать к варке любой металлической трубы, предварительно ее очистить. Если ее торцы подверглись деформации, то их необходимо выправить или обрезать до ровного состояния. Кромка зачищается минимум на 1 см от края до состояния блеска.
Во время непосредственно варки стыки обрабатывать следует непрерывно, вплоть до полного сваривания. Если приходится иметь дело с поворотными стыками труб, которые имеют толщину до 6 мм, то сварку нужно производить минимум в два слоя. Если же толщина стенок трубы до 19 мм, то рекомендуется накладывать четыре слоя.
Главной особенностью сваривания трубных конструкций является то, что шов накладывается на стык, лишь после того, как он полностью очищен от шлака, можно приступать к наложению следующего слоя сварки. Любой сварщик подтвердит, что самый первый шов является наиболее важным. С его помощью сглаживаются все неровности и кромки.
Именно первый слой необходимо тщательно осмотреть на предмет наличия трещин в нем. В том случае, если трещины присутствуют, то этот шов ликвидируют – и накладывают повторно. Каждый последующий слой выполняется во время медленного поворота трубы.
Начало и конец каждого слоя необходимо совместить относительно слоя предыдущего примерно на 15 – 30 миллиметров. Последний же слой исполняется с постепенным переходом на металл, из которого изготовлена труба.
Можно улучшить качество варки, если каждый последующий слой вести в обратную сторону от предыдущего. При этом желательно их замыкающие точки расположить в разбежку.
Электросварка — это процесс получения неразрывных соединений с использованием электрической энергии.
Консультируют специалисты
Вадим Бодров, электросварщик: Со временем у каждого сварщика вырабатывается свой собственный «почерк». Он состоит из чередования поступательного направления шва, продольного и поперечного.
Хотя в теории каждый из этих способов ведения шва предназначается для своего случая, на практике нередко сварщики пользуются сразу всеми тремя.
Рано или поздно даже новичок научится «чувствовать» материал и на интуитивном уровне будет понимать, в каком случае использовать тот или иной вид шва.
Николай Александрович Козырев, электросварщик: Даже если поставленная задача кажется крайне простой, а предполагаемый шов – донельзя элементарным, в случае с трубами расслабляться не стоит. Достаточно лишь немного увести шов в сторону – и это может стать причиной для нарушения герметизации стыка в процессе эксплуатации. Так что работа с трубопроводом потребует максимальной концентрации.
Подводя итоги
Самостоятельно освоить сварку по металлу – занятие хлопотное. Тем более, если речь идет о сварке труб. Но все-таки это сделать возможно. Хорошо, если поблизости окажется более опытный товарищ, который вовремя укажет на допущенные ошибки и даст совет.
Для начала нужно выполнять самые простые сварочные упражнения, постоянно усложняя себе задачу. Если в первое время что-то не будет получаться так, как хочется, — это нормально.
Если не отступать и не сдаваться, то в конце концов даже самый сложный случай можно будет успешно разрешить.
Как правильно варить трубы электросваркой: технология процесса, секреты и уроки сварки для начинающих

В ситуации, когда необходимо соединить металлические детали, чаще всего прибегают к методу создания сварного шва, поскольку он способен обеспечить достаточно высокую надежность. Этот способ получил широкое распространение не только в промышленности, но и в обычной повседневной жизни.
Подавляющее большинство домашних мастеров периодически используют сварку. Везет тем из них, кто обладает навыками сварки. Если же их нет, то в этом случае ничего не остается другого, как обращаться к специалистам.
Но при желании каждому под силу научиться варить. И первое, чему следует уделить внимание в самом начале — ознакомиться основами электросварки для начинающих.
Речь идет об уроках, рассказывающих об особенностях создания различных швов. Приступать к выполнению более сложных работ следует лишь после того, как владелец получит достаточный опыт.
Далее мы остановимся подробнее на нюансах сварочных работ и определенных хитростях этого процесса.
С чего начать подготовительный этап?
Первое, что нужно сделать тем, кто хочет научиться варить — приобрести необходимое оборудование. Полный комплект, который потребуется для выполнения подобной работы, будет включать:
- аппарат для сварки;
- набор электродов;
- молоток для отбивания шлака;
- щетка.
При выборе электрода необходимо обращать внимание на его диаметр, который будет определяться толщиной свариваемого металлического листа. Также следует позаботиться и о защите. Для сварки нам понадобятся:
- сварочная маска со специальным светофильтром;
- плотная одежда с длинным рукавом;
- перчатки, желательно из замши.
В числе обязательных для выполнения сварочных работ инструментов должны числиться сварочный выпрямитель, трансформатор или инвертор. Именно с помощью этих аппаратов и будет решена задача по преобразованию переменного тока в постоянный, что позволит выполнять сварку.
Технология сварочного процесса
Приступая к электросварке, следует помнить о том, что эта работа проводится в условиях высоких температур. Обеспечивает выполнение подобных работ электрическая дуга, которая должна поддерживаться между электродом и свариваемым изделием.
Именно во время ее контакта с заготовкой и происходит расплавление металла основы и сварочного электрода. В этот момент возникает явление, которое среди специалистов получило название сварочной ванны. В ней основной и металл электрода смешивается в однородную массу.
Ванна может иметь различные размеры, что определяется используемым режимом сварки, пространственным положением, скоростью перемещения дуги, формами и размерами кромки и пр.Обычно она достигает в ширину порядка 8–15 мм, в длину 10–30 мм, а в глубину — около 6 мм.
На каждом электроде имеется специальное покрытие, именуемое обмазкой. В момент ее расплавления возникает специальная газовая зона в области дуги и над ванной. Благодаря ей воздух покидает зону сварки и исключается взаимодействие расплавленного металла с кислородом. Также она содержит пары основного и электродного металла.
Уже на самом шве появляется сплав, не позволяющий контактировать расплаву с воздухом, что ухудшило бы качество сварки.
По мере удаления электрической дуги происходит кристаллизация металлов, в результате возникает шов, благодаря которому прочно соединяются свариваемые детали.
На самом шве находится защитный слой шлака, который по окончании сварочных работ обязательно нужно убрать.
Азы электродуговой сварки
Чтобы получить как можно лучшие результаты при создании сварочного шва, начинающим сварщикам в первую очередь нужно ознакомиться с уроками, где уделяется внимание правильному выполнению этой работы на первых этапах.
Желательно и получать практику выполнения сварочных работ под руководством опытного специалиста, который не только укажет на ошибки, но и подскажет, как их не допускать в будущем.
Прежде чем начинать сваривать детали, нужно убедиться, что она достаточно надежно зафиксирована.
Не менее важно позаботиться о соблюдении правил пожарной безопасности: для этого нелишне будет расположить неподалеку ведро с водой. Этим же обусловлен запрет на выполнение сварки на деревянном основании.
Также следует уделить внимание и небольшим остаткам использованных электродов, которые не следует оставлять на рабочем месте по завершении работы.
Без этого невозможно научиться правильно варить металл.
Обязательно нужно удостовериться, что «зажим заземления» надежно зафиксирован. Следует убедиться, что кабель был изолирован и точно введен в специальный держатель. Перед работой для сварочного инвертора следует выбрать расчетный показатель мощности тока, при определении которого следует исходить из диаметра электрода.
После этого можно зажигать дугу. Это делается следующим образом: нужно разместить электрод под углом около 60 градусов относительно изделия. Далее нужно не спеша провести им по поверхности. В этот момент возникают искры, теперь же электродом нужно коснуться металла, а затем поднять его, но не выше 5 мм.
При точном соблюдении всех рекомендаций должна зажечься дуга. Пока сварка не будет закончена, нужно держать электрод на расстоянии 5 мм. Следует иметь в виду, что во время сварки металла стержень электрода начнет постепенно выгорать.
Поэтому через равные промежутки времени нужно сокращать расстояние между ним и металлом. Приближать электрод к обрабатываемому изделию следует не спеша. Может возникнуть такая ситуация, что он прилипнет. В этом случае нужно несильно повернуть его в сторону. Если все попытки не позволяют зажечь дугу, то можно попробовать увеличить силу тока.
Когда дуга загорится, а ее пламя станет стабильным, можно уже начинать заниматься наплавлением валика. Электрод с зажженной другой нужно не спеша и плавно двигать по горизонтали, совершая несильные колебательные движения.
Это приведет к тому, что жидкий металл начнет самостоятельно перемещаться непосредственно к центру дуги.
При соблюдении всех рекомендаций можно выполнить надежный шов, сформированный в виде небольших волн, которые были созданы при помощи наплавленного металла.
Может возникнуть такая ситуация, что во время сварки изделий электрод будет полностью израсходован, но при этом его не хватило для создания всего шва. В этом случае нужно сделать перерыв в работе.
Отключив аппарат, нужно вставить новый электрод, убрать с поверхности шва шлак, а затем продолжить сварку. От созданного в конце шва углубления, часто именуемого кратером, нужно сделать отступ около 12 мм и зажечь дугу.
Приближать электрод следует с тем расчетом, чтобы при контакте возник сплав из металла старого и вновь установленного электрода. Далее сварку выполняют в обычном режиме.
Особенности сваривания трубопровода инвертором
Метод дуговой электросварки подходит для создания вертикального шва при условии, что он находится с торца трубы. В случае создания горизонтального шва последний должен находиться на ее окружности. Если приходится выполнять потолочный и нижний швы, то они должны находиться сверху и снизу. Среди всех названных именно последний создает меньше проблем в выполнении.
Если приходится иметь дело со стальными трубами, то чаще всего используется метод сварки встык, предусматривающий проваривание каждой кромки по высоте стенок.
Для минимизации наплывов внутри трубы электрод следует располагать под углом не более 45 градусов относительно горизонтали. Подобный шов должен достигать в высоту 2–3 мм, а в ширину 6–8 мм.
Если изделия соединяются внахлёст, то в этом случае шов будет иметь высоту 3 мм, а ширину 6–8 мм.
Подготовка
До того как приступить к электосварке металлических изделий, нужно выполнить подготовительные мероприятия:
- Со свариваемой алиментов необходимо удалить верхний слой.
- При наличии у торцов трубы неровностей их нужно срезать или же выправить.
- Далее начинаем обрабатывать кромки. Здесь необходимо не менее 10 миллиметров поверхности, прилегающей к кромкам трубы снаружи и внутри стильно зачислить до появления металлического блеска.
Основные этапы
Далее уже можно начинать непосредственно сварку трубы. Обработка каждого стыка должна выполняться непрерывно, пока они не будут полностью приварены. Создавать поворотные и неповоротные стыки труб со стенками не более 6 мм следует как минимум в два слоя.
Если стенки имеют ширину 6–12 мм, то должно быть создано три слоя, более 19 мм — 4 слоя.
При сварке труб необходимо учитывать один важный нюанс: с очередного шва, создаваемого на стыке, необходимо удалять шлак, лишь после этого можно переходить к созданию нового.
Особое внимание следует уделить созданию первого шва, поскольку от него многое зависит. Выполнять его нужно таким образом, чтобы он расплавил каждую кромку и участки притупления. Очень важно обследовать его крайне внимательно, поскольку на нём могут быть трещины.
В случае их обнаружения их нужно выплавить или же вырубить, после чего участок снова заваривается. При создании остальных слоев необходимо не спеша поворачивать трубу.
При этом нужно помнить, что начало и конец каждого слоя должны быть располагаться со смещением по отношению к прошлому слою на расстоянии 15–30 мм.
Создавать финишный слой нужно с тем расчетом, чтобы он обеспечил плавный переход на основной металл и при этом имел ровную поверхность. Добиться наивысшего качества заваривания труб при помощи сварки можно, если очередной слой будет выполняться в обратном направлении по отношению к предыдущему, при этом их замыкающие точки должны находиться вразброс друг от друга.
Заключение
Сварочные работы отличаются достаточной сложностью, поэтому начинающим сварщикам предстоит немало потратить времени и сил, чтобы создать качественные и прочные сварные соединения. Но прежде им следует получить представление об основных моментах из уроков, без которых невозможно выполнять качественно и правильно варить металл.
Важно не только подготовить все необходимые инструменты и материалы, но и с особой тщательностью подойти к изучению технологии сварочного процесса. Это очень важно потому, что любая ошибка может впоследствии сказаться на качестве сварного шва, и если этому не уделить внимание на начальном этапе, то в дальнейшем все усилия будут напрасны, в результате придется все переделывать.
Как варить трубы электросваркой

Наиболее распространенным методом соединения труб как на магистралях, так и на разных второстепенных ответвлениях труб с низким либо большим давлением в промышленных, производственных и бытовых условиях есть сварное соединение.
Это связано с тем, что оно способно обеспечить прочность и высокую герметизацию соединения, сравнимую с прочностью стенок цельного участка трубы.
Таковой тип соединения есть неразборным и исходя из этого употребляется на ответвлениях, врезках, поворотах, стыках труб в местах, где не нужно постоянное обслуживание техперсоналом. В данной статье мы поболтаем о том, как варить трубы электросваркой.
Преимущества и недочёты электросварки
Возможно выделить следующие преимущества сварных соединений:
- Возможность получения соединений громадных размеров.
- Отсутствие трансформаций внешних и внутренних размеров за счет соединительного шва.
- Применение для сварки материала, подобного материалу трубы, за счет чего сохраняются все свойства трубопровода.
- простота и Дешевизна способа.
Недочёты сварных соединений по большей части вызваны низкой квалификацией сварщика благодаря его неопытности, требований технологии и несоблюдения правил, каковые стали причиной неполному свариванию, образованию трещин, остаточных напряжений и смещений в области сварного шва в следствии недогрева либо перегрева.
Другим недочётом возможно назвать сложности при корректировании дуги для обеспечения однообразных условий формирования шовного соединения, поскольку электрод в дуге неизменно плавится и неравномерно перемещается на протяжении поверхности трубы.
Помимо этого, выяснить уровень качества соединения без применения особых устройств, и оценить структуру поменянного металла возможно лишь по внешним показателям.
Базы процесса
Процесс электродуговой сварки содержится в том, дабы между свариваемым электродом и металлическим материалом появилась электрическая дуга, под действием которой разогреваются электрод и определённый участок труб, в следствии чего они плавятся и два состава перемешиваются. Величина оплавления зависит во многом от диаметра электрода, материала трубы, режима сварки, скорости передвижения дуги по поверхности.
Электрод имеет особое покрытие, которое на протяжении плавления формирует в дуге особенные условия, мешающие сотрудничеству металла с воздухом и образованию защитной пленки.
Одновременно с этим материал трубы и расплавленный материал электрода при нахождении в дуге содействуют созданию сварного шва при удалении дуги и остыванию.
На поверхности сварного соединения образуется шлак, который потом требуется удалить.
Какой инструмент пригодится для сварочных работ
Для электросварки в первую очередь пригодится сварочный аппарат. На сегодня имеется два типа таких устройств:
- Аппараты, изготовленные на базе понижающего трансформатора, в котором регулирование тока сварки происходит методом трансформации магнитного зазора, положения реостата либо другими регуляторами. Он уже морально устарел и фактически не употребляется, поскольку он имеет большой вес, и его транспортировка возможно затруднительной.
- Инверторы, работающие на высоких частотах. В них применен меньший трансформатор, за счет чего аппарат стал более легким и транспортабельным. Регулировать режим сварки в нем возможно с высокой точностью. Но в эксплуатации они менее надежны и требуют от сварщика соответствующей квалификации.
Не считая сварочного аппарата пригодится следующий вспомогательный инвентарь:
- В обязательном порядке необходимо иметь маску со особым светофильтром, дабы возможно было видеть место сварки, а глаза и лицо были защищены от попадания искр и расплавленного металла. Помимо этого, пригодится спецодежда, которая всецело защищает части тела и толстые перчатки, изготовленные из замши, дабы зажим с электродом надежно держался в руке.
- Щетка по металлу для зачистки места перед сваркой и для удаления окалины.
- Электроды, подходящие по чертям для конкретных условий.
- Молоток для сбивания окалины.
Как подобрать электрод?
Перед тем как варить трубы электросваркой, нужно выбрать подходящий электрод, поскольку от его выбора сильно зависит уровень качества шва, а соответственно, и продолжительность эксплуатации трубопровода.
Он представляет собой железный стержень, покрытый особым слоем для сварки. Электроды отличаются количеством обмазки и толщиной стержня. Для труб используют стержни с толщиной от 2 до 5 мм.
Покрытие наряду с этим может составлять от 3 до 20% от общей массы.
Но чем больше обмазки, тем больше образуется шлака, который представляет собой неметаллическое соединение, существенно теряющее свои прочностные свойства по окончании остывания, исходя из этого нужно обнаружить некоторый компромисс при выборе.
В зависимости от толщины трубы электроды выбирают следующим образом:
- При толщине стенок свариваемых труб менее 5 мм выбирается электрод с толщиной 3 мм.
- При толщине более 5 мм подбирают электрод 4 либо 5 мм в зависимости от требуемой степени проварки и толщины шва.
- При многослойном способе формирования сварного шва в большинстве случаев применяют 4 мм электроды.
Исходя из этого необходимо знать, как верно выбрать электрод, при котором обеспечивается достаточный проходящий ток. Ориентиром может служить сухой треск дуги без дополнительных шумов.
Подготовка к процессу
Перед началом сварки необходимо убедиться в отсутствии рядом горючих и материалов и взрывоопасных веществ. В случае если таковые имеются, то лучше их оградить каким-либо негорючим материалом и поставить рядом емкость с водой на всякий случай. поверхности и Кромки труб вблизи сварного шва нужно зачистить. Затем нужно надежно закрепить заземление, и проверить целостность кабеля.
На трансформаторе сварочного аппарата устанавливается нужный ток в соответствии с толщиной свариваемых труб. После этого направляться зажечь дугу методом медленного перемещения электрода на расстоянии 5 мм от поверхности трубы приблизительно под углом 600, в следствии чего должны показаться искры.
Затем электрод нужно перенести к месту сварки, удерживая его на таком же расстоянии от трубы.
В большинстве случаев для поворотных стыков ток на сварочном аппарате при толщине электрода 3 мм и трубы до 5 мм обязан составлять в районе от 100 до 250 А, а неповоротных – 80-120 А.
Описание процедуры сварки труб
После достижения постоянного горения дуги возможно приступать конкретно к сварке. На протяжении сваривания перемещают дугу следующим образом:
- поступательно на протяжении сварного шва, благодаря чему дуга будет стабильной;
- продольно для узкого шва с высотой, зависящей от скорости перемещения электрода на протяжении поверхности;
- поперечно, дабы обеспечить требуемую толщину шва, двигая стержень колебательными перемещениями.
Трубы с малым толщиной и диаметром стены свариваются постоянным швом, тогда как трубы с толстыми стенками – прерывистым. Сварка стыков должны производиться до полного сваривания стыка без перерывов. При сварке стыков с толщиной стенок до 6 мм делают два сварных слоя, при толщине до 7 мм – в три слоя, а при более толстых стенках — в четыре.
Первые слои в большинстве случаев навариваются ступенчато, начиная от кромок труб с расплавлением, а последующие равномерно сплошным слоем.
Ступенчатый вариант используется при толщине труб более 8 мм: базовый слой накладывается методом разделения поверхности труб на определенные территории с маленькой площадью и сваривания через одну площадку, а позже довариваются пропущенные.
По окончании проварки первого слоя его осматривают на наличие трещин, поскольку от этого зависит уровень качества всего шва. В случае если таковые имеется, то их выплавляют и сваривают заново.
Последующие слои свариваются методом проворачивания трубы либо равномерного перемещения электрода на протяжении поверхности шва, причем начальную точку сварки смещают довольно конечной примерно на 20?30 мм по отношению к прошлому слою и меняют направление перемещения электрода на противоположное.
Последний шов выполняется с плавным переходом и ровной поверхностью к размеру диаметра труб. В случае если свариваются трубы с квадратным сечением, то их концы нужно жестко закрепить, дабы металл не повело, и труба не деформировалась. По окончании окончания сварных работ поверхности очищаются от шлака.
Сварка труб электросваркой процесс несложной, но важный, требующий соблюдения и внимательности последовательности делаемых действий.
Как методом холодной сварки отремонтировать трубы с горячей водой
Можно ли применять холодную сварку для ремонта труб отопления

Вы, слышали о таком методе сваривания материалов, как «холодная сварка»?
Тогда вам будет интересно прочесть информацию об этой технике и узнать, насколько данный прием эффективен.
Благодаря историческим раскопкам, стало известно, что аналогичной технологией пользовались в старину при создании произведений искусств античного периода.
В Национальном музе Ирландии, в качестве экспонатов, выставлены золотые шкатулки, сделанные в эпоху ранней бронзы.
Мастера в своей работе использовали технику холодной сварки.
В средине сороковых годов прошлого столетия метод стали применять в странах с развитой промышленностью.
В Советском Союзе холодная сварка начала использоваться в 50-х годах 20-го века.
На данный момент такой прием нашел широкое применение для сваривания таких металлов:
Как сварка может быть холодной? Неужели, процесс возможен без нагревания, специальных растворов или электрического тока?
Оказывается, может. И в этом нет никакой магии. Метод основывается на пластической деформации, разрушающей ломкую пленку окислов, которая является основным препятствием для сопряжения металлов.
Всем нам приходилось, хотя бы, раз в жизни пережить проблему, связанную с ремонтом труб системы отопления, расширительного бачка и других составляющих магистрали.
Лет десять-пятнадцать назад, любой контур обогрева с расширительным бачком из алюминия (технология сварки) и радиаторы подвергались ремонту только методом горячей сварки.
Современный рынок сегодня предлагает, практически, мгновенный и при этом очень эффективный способ ликвидации протечек во всех устройствах отопительной системы.
При этом нет необходимости пользоваться свариванием при высоких температурах. Совершенно новая технология пришла на смену общеизвестным приемам.
— можно с помощью холодной сварки. Таким способом соединяют не только металлические, но и полимерные изделия.
Если говорить более понятным языком, то холодная сварка, по своей сути, — это эпоксидный клей, по своему составу похожий на шпаклевку.
Очень часто в его структуру производители включают упрочняющую добавку в виде стального порошка.
Вещество имеет хорошую сопротивляемость агрессивному воздействию внешней среды, и оно, в полном объеме, сохраняет все свои характеристики при температуре до +260 градусов.
Состав холодной сварки
- Все имеющиеся позитивные качества эпоксидной смолы передаются холодной сварке.Эпоксидная смола.Этот материал отличается хорошей пластичностью.Он заполняет собой все расщелины и другие огрехи обрабатываемой поверхности.У эпоксидки есть еще один характерный признак, и заключается он в особенности застывать при смешивании ее с различными загустителями.
- Наполнитель.В роли добавляемого вещества, предназначенного улучшать технические свойства основного ингредиента, как правило, выступают различные модификаторы, пластификаторы, сера и металл.С помощью наполнителя смесь намного быстрее застывает и отвердевает.А также холодная сварка приобретает целый ряд положительных свойств, а именно:
- стойкость к влажной среде,
- способность хорошо переносить большое количество циклов резких колебаний температуры без разрушения.
В холодной сварке, предназначенной для радиаторов отопления, в качестве наполнителя в обязательном порядке должна быть металлическая крошка.
Для пластмассовых труб в состав связующего компонента вводят серу.Холодная сварка представляет собой двухкомпонентную смесь.
В одно целое все элементы соединяют за несколько минут до использования.
Разновидности клеящих составов
Многие обыватели сомневаются в эффективности данного метода ремонта радиаторов отопления.
Но, как можно увидеть из практики, это не соответствует действительности.
Износоустойчивость полученного шва или соединения зависит от того, насколько правильно будет выбран связующий элемент.
Систематизация по физическому содержанию:
- текучие смеси
- пластическая масса.
Если вы решите покупать жидкий продукт, обратите внимание на упаковку, в ней должно быть 2 тюбика. Один – с эластичным веществом, другой – с отвердителем.
Их смешивают, непосредственно, перед тем, как устранить течь в пластиковой трубе на стыке.
Учтите! Смесь нужно расходовать на протяжении 20 минут, иначе она загустеет и станет непригодной.
Пластилинообразная сварка для системы отопления выпускается в виде двухслойного бруска, внутри которого находится пластичная субстанция, а отвердитель – на поверхности бруса.
Перед употреблением пластилин следует хорошо размять. Если вам не понадобиться весь материал, его можно разрезать, но только поперек.
Специалисты настоятельно советуют использовать холодную сварку для восстановления только тех материалов, для которых она предназначена.
На упаковке состава производитель всегда указывает температуру, которую может выдержать смесь (в большинстве случаев – это 260 градусов Цельсия).
При соблюдении этих параметров, шов долго будет оставаться прочным.
На рынке имеется холодная сварка, способная противостоять намного большей температуре (до 1300 градусов Цельсия).
Этот клей используют для поверхностей, подвергающиеся очень сильному нагреванию.
Положительные моменты использования.
- Удобство в использовании. Составом может пользоваться человек, который ранее не имел никакого опыта в слесарном деле;
- Качество полученного шва не зависит от быстроты ваших действий.
- Нет необходимости в применении специальных инструментов и оборудования (про муфты для соединения ПНД труб прочитайте здесь).
- Энергозатраты сведены к минимуму.
- Материал обладает противопожарными свойствами.
- Возможность производить ремонт резервуаров, в которых находятся взрывчатые вещества.
- В районе сварного шва нет поверхностного напряжения материала.
- Низкая стоимость материала.
Отрицательные стороны.
- При помощи холодной сварки можно соединять только металлы, имеющие высокую пластичность.
- В процессе работы, материал подвержен деформации.
- Посредством данного метода стыкуют детали определенных форм и размеров.
- Для того, чтобы работы были выполнены эффективно, нужно задействовать большую площадь металла.
- Холодная сварка является временным решением проблемы.
Способы использования
Перед тем, как приступить к работе, нужно приготовить все, что вам может понадобиться:
- сварочный материал,
- ацетон,
- лист наждачной бумаги,
- при необходимости – зажимы,
Пошаговая инструкция сварки пластиковых труб отопления:
- первое, что нужно сделать – это, тщательно подготовить ремонтируемую поверхность материала.Срезы труб, сначала, необходимо обработать наждачной бумагой, а затем обезжирить.Имеющиеся на изделии неровности повысят уровень адгезии с клеящим веществом.Остатки жира, при вступлении в химическую реакцию с составными частями холодной сварки, ухудшат ее характеристики;
- далее – определяем точное допустимое отклонение перпендикулярности граней.Если в вашей системе отопления присутствуют трубы, сечением 20 – 40 мм, допуск не должен превышать двух миллиметров;
- для того, чтобы точно определить размер обрабатываемой поверхности, на концах пустотелого изделия нужно отмерить половину длины муфты;
- по этим отметкам с трубы снимаем тонкий слой материала (максимум 0,2 мм) и удаляем все заусеницы;
- готовим клеящий состав: смешиваем все ингредиенты до получения однородной массы.При использовании пластилинообразной мастики, необходимо руки смочить в чистой воде.Если этого не сделать, паста прилипнет к коже.С жидкими составами нужно работать очень быстро;
- Готовую смесь наносим на ремонтируемую поверхность.Для улучшения эффекта склеивания, стоит воспользоваться специальным зажимом.В прилагаемой к изделию инструкции указано, с какой силой допускается воздействие на шов.
Трубопровод, который подвергался ремонту методом холодной сварки, вводится в эксплуатацию не менее, чем через 8 часов после проведения сварочных работ.
Починка чугунного радиатора
В этом случае, необходимо, в первую очередь, подготовить поверхность изделия – она должна быть чистой, сухой и обезжиренной.
Процедуру можно сделать ватным тампоном, смоченным в спирте. Затем берем небольшой кусочек состава в виде пластилина и разминаем его пальцами.
У вас должен получиться шарик, размером – 20 – 25 мм.
К поврежденному месту прижимаем горошину и придавливаем ее с помощью отвертки или плотной ветоши.
В таком положении шарик необходимо удерживать 3 -5 минут.
Смесь отвердеет полностью через 35 – 40 минут благодаря процессу полимеризации.
Готовой к работе батарея будет только через 24 часа.
При температуре ниже +5 градусов, пользоваться холодной сваркой не рекомендуется. Проводить манипуляции со смесями нужно в перчатках и защитных очках.
Если в вашем жилище однотрубная система отопления, то перед тем, как приступать к ремонту поврежденного участка, нужно перекрыть подачу воды
При ликвидации свища на пустотелом предмете, лучше всего использовать жидкий состав, которым пропитываются куски ткани, и обматываются поврежденные участки.
С помощью такого метода вы сможете надежно законопатить протечку и дождаться окончания отопительного сезона.
Только с помощью специализированного продукта с характеристиками, позволяющими работать смеси под воздействием жидкости высокой температуры, у вас получится качественное соединение.
Посредством таких составов можно заделать свищ в стояке с горячей водой.
Запомните! Холодная сварка – это временная мера устранения течи в радиаторах отопления.
Таким способом устраняют повреждения маленьких размеров.
При первой же возможности протечку нужно заделать полуавтоматической сваркой или инвертором.
При работе с клеящими составами на первом месте должны стоять вопросы, связанные с личной безопасностью.
Стоит знать! Невозможно реанимировать холодной сваркой сложные узловые соединения.
К месту ремонта необходимо обеспечить свободный доступ.
Не забывайте, что данный состав может быть применен только в качестве склеивающего элемента. Он не выдержит даже малейшего воздействия «на отрыв».
Поэтому пользоваться таким приемом можно исключительно по назначению и при этом необходимо правильно рассчитать условия применения смеси.
Холодная сварка для радиаторов отопления должна быть высокого качества. В противном случае, шов может не выдержать и, тогда цена ремонта будет слишком высока.
Как используют «холодную сварку» для труб большого диаметра, посмотрите в видеосюжете.
Ремонт пластиковых труб водоснабжения своими руками — Трубы и сантехника

Чтобы выполнить герметизацию места, где подтекает труба на стыке, домашнему умельцу нужно владеть всего лишь минимальными навыками проведения строительных работ. Самое главное при этом – выбрать оптимальный метод ремонта и в кратчайшие сроки ликвидировать протечку.
Трубная продукция из пластика считается одним из лучших материалов для обустройства водопроводных систем в частном домовладении или на дачном участке. На прокладку такого трубопровода, имеющего малый вес, уходит минимум времени.
Основной недостаток подобных систем в том, что при некачественно выполненном монтаже появляется течь на стыке полипропиленовых труб, а кроме этого, они начинают плохо противостоять механическим повреждениям.
Признаки наличия протечки
Если трубы стали влажными, в месте расположения фитингов появились схожие с росой капельки влаги, или в системе резко упало давление, обладателю недвижимости следует обратить внимание на состояние водопроводной конструкции и принять соответствующие меры.
Когда течет пластиковая труба на стыке, а меры своевременно не приняты, то даже маленькая струйка воды может наделать много бед. Она может попасть на бытовые приборы, на электропроводку или испортить новый ремонт в нижерасположенной квартире.
Устранение течи в месте стыка труб
Для проведения ремонта отопительной или водопроводной пластиковой конструкции требуется минимальное количество инструментов. Любой владелец недвижимости может изучить информацию, как устранить течь пластиковой трубы на стыке и без труда выполнить работу. Главное, это подобрать оптимальный вариант устранения неисправности и ликвидировать ее в кратчайшее время.
В первую очередь, что следует сделать при проведении ремонта водопровода – это прекратить подачу воды во всю систему или на отдельный участок, где имеется протечка. Перекрывать поток следует перед тем местом, где появилась течь. Если система многоконтурная, отключают подачу жидкости в ремонтируемый контур и закрывают на локальном участке водопроводной конструкции отводной клапан.
Затем только приступают к восстановительным мероприятиям. Далее подбирают оптимальный в данной ситуации метод, как устранить течь на стыке полипропиленовых труб. Основные критерии при этом – ликвидация аварии за минимальное время и устранение максимально качественно образовавшегося отверстия или трещины.
Причины появления протечек
Часто встречающейся проблемой пластиковых трубопроводов является отсутствие герметичности в местах, где производилось соединение участков. Имеется несколько объяснений, почему текут пластиковые трубы на стыке. Во многом это зависит от способа их прокладки, вида фитингов, квалификации мастера.
Основными причинами возникновения протечек являются:
- Неправильно выбранный температурный режим для проведения пайки водопровода из пластика. Данное нарушение способствует разрушению целостности соединения в месте перехода трубы в фитинг и обратно. В итоге образуется течь. В процессе ремонта необходимо вырезать узел полностью и смонтировать заново соединение из новых деталей. Применение герметика в данном случае бессмысленно.
- Ослабление зажимной гайки. Справиться с протечкой будет несложно (нужно ее подтянуть), но только при условии целостности внутренней прокладки и самого фитинга. Замазать гайку герметиком не удастся — если она лопнула, ее следует поменять на новое изделие.
- Некачественно запрессованный обжимной фитинг. Он может продаваться в комплекте с трубой. Если начинает протекать такой стык, то потребуется запрессовка нового фитинга соединительного типа. Производители данных деталей не рекомендуют обжимать клещами повторно одно и то же усадочное кольцо.
- Не подготовленная как следует труба. Стык участков трубопровода, произведенный методом использования надвижных фитингов, будет течь, когда срез на изделии не был ровным.
- Стык пластиковых труб протекает, если он выполнен с использованием неверно подобранного клеящего соединения или не выдержан временной интервал после завершения монтажа – клей не высох, а значит и поверхность не успела полимеризоваться до состояния полной герметичности.
Варианты ремонта дырок в пластиковом трубопроводе
Самым оптимальным решением, как устранить течь в пластиковой трубе, считается замена пострадавшего участка магистрали на новые изделия, надежно спаянные с главной системой посредством фитингов.
При проведении ремонта не всегда имеется возможность задействовать технологию высокотемпературных соединений и поэтому приходится задействовать другие методы:
- Применение зажимного хомута. Временной мерой, решающей проблему, как устранить течь в полипропиленовой трубе, является использование хомутов. Деталь с винтовыми зажимами дополняют слоем пластичного водоустойчивого материала, благодаря чему удается почти полностью ликвидировать протечку. Этот способ не мешает жидкости передвигаться по системе, поэтому не требуется отключение подачи воды. Но у него имеется и недостаток – через время узлы крепления хомута слабеют и соединение теряет герметичность.
- Технология «холодной сварки». Прежде, как заделать течь в пластиковой трубе, следует приготовить к проведению работ требуемое количество компонента: его разминают в руках или смешивают в определенной пропорции. Потом состав наносят на поврежденный участок, заделывают трещину на трубопроводе и выжидают нужное время, пока смесь полностью не застынет.
- Применение клеевого бандажа. Быстро справиться с течью своими руками поможет использование пары зажимных хомутов вместе с материалом, который пропитан клеем. Это может быть двухкомпонентный состав плюс резина для полипропиленовой трубной продукции или бинт плюс цемент для канализационных труб. Преимущество данного способа заключается в отсутствии необходимости перекрывать водный поток. Но для систем, функционирующих под высоким давлением, использовать такой бандаж не разрешается.
- Накладка герметизирующей ленты. Способ позволяет произвести быстрый ремонт, если отсутствует возможность замазать герметиком небольшую течь. Клеевую ленту в несколько слоев наматывают на поврежденное место.
- Использование специального герметика. Ликвидировать течь, если лопнула пластиковая труба, можно будет быстро. Но такое решение является временным.
Вне зависимости от способа, каким решена проблема возобновления герметичности участка водопроводной конструкции или стыка труб, потребуется проведение подготовительных мероприятий. Место протечки обезжиривают, хорошо зачищают. При необходимости обрабатывают обустраиваемый стык между трубой и фитингом.
В продаже имеется три разновидности герметика:
- нейтральный тип – подходит для различных видов производимой трубной продукции, его наносят при помощи монтажного пистолета;
- кислотный вид – его не задействуют на трубопроводах, по которым перемещают кислоты и на непрочных трубах;
- силиконовый тип – относится к универсальным составам, применяемым для герметизации раструбных соединений на стыке труб для канализации.
В тех случаях, когда водопроводная или теплоснабжающая система частично проложена способом скрытого монтажа, прежде, чем приступить к ремонту пластикового трубопровода, следует точно выяснить, в каком месте произошло повреждение магистрали. Для этого, к сожалению, придется либо демонтировать декоративную отделку, либо вскрыть покрытие стен.
Как устранить течь в пластиковой трубе: как заделать, если протекает стык, подтекает на стыке полипропиленовых труб, так как лопнули
Как устранить течь в пластиковой трубе: как заделать, если протекает стык, подтекает на стыке полипропиленовых труб, так как лопнулиЗаделать текущую трубу: подробные инструкции

Следствием длительной эксплуатации труб, механического повреждения или сдвига может быть протечка водопроводных труб. Протекающая труба приводит к затоплению жилого помещения, поэтому устранять неисправность необходимо как можно быстрее. Можно ли заделать текущую трубу, не прибегая к помощи сантехника? Какие средства рекомендуется использовать в домашних условиях? Читайте далее.
Протечка водопроводной трубы
Течь на трубе может образоваться:
- в месте соединения труб фитингами;
- в теле трубы.
Как устранить течь фитинга
Ликвидация протечки соединительного фитинга производится по следующей схеме:
- в первую очередь необходимо произвести подтяжку резьбового соединения. Для этого:
- потребуется гаечный и разводной ключ;
- труба фиксируется при помощи разводного ключа;
- гаечным ключом производится подтяжка фиксирующей гайки;
Подтяжка резьбового соединения на фитинге
- если подтяжка резьбы не помогает, то с большой долей вероятности проблема кроется в изношенности резьбы или герметизирующего материала. Устранить проблему можно при помощи замены изолирующего материала. Для этого:
- необходимо отключить водоснабжение жилого помещения. Отключение производится краном, находящимся в квартире (если протечка образовалась на трубе, являющейся частью разводки жилого помещения) или краном общедомового стояка (кран расположен в подвале);
- резьба откручивается полностью или до половины в зависимости от сложности ситуации;
- удаляется старый герметизирующий слой;
- производится накрутка нового изолирующего материала;
Наложение льняной нити на резьбу
- фитинг устанавливается на прежнее место;
- если перечисленные меры не позволяют заделать протечку трубе, то потребуется замена фитинга. Замена соединительного элемента производится следующим образом:
- удаляется старый фитинг. Если соединение резьбовое, то достаточно открутить резьбу. Если используется несъемный фитинг (сварной или компрессионный), то необходимо отрезать соединительный элемент;
- устанавливается новый элемент водопроводной системы. Резьбовой фитинг накручивается на старое место. Для установки сварного или компрессионного фитинга потребуется специальное оборудование (сварочный аппарат или устройство для пресса).
- установить хомут;
- наложить бандаж;
- применить холодную сварку.
- металлического корпуса;
- резинового уплотнителя, расположенного внутри корпуса;
- фиксирующих болтов.
- место протечки очищается от пыли и ржавчины;
- труба оборачивается хомутом;
- производится фиксация устройства.
- кусок резины. Оптимально подойдет отрез от велосипедной камеры или медицинского жгута, используемого для остановки кровотечения. Резиновым отрезом необходимо обвернуть треснувший участок трубы;
- небольшие стягивающие хомуты, проволока или иные фиксирующие ремни для крепления резины на трубе.
- участок трубы, на котором образовалась протечка, очищается от грязи при помощи растворителя;
- стеклоткань или медицинский бинт пропитываются специальным клеем;
- ожидается полное высыхание примененного состава.
- перед нанесением смеси поврежденный участок трубопровода очищается от грязи. Если состав необходимо нанести на металлическую трубу, то трещина дополнительно очищается от краски и ржавчины;
- на поврежденное место наносится специальный состав. Если используется жидкая холодная сварка в виде клея, то наносить ее желательно с помощью кисти. Если применяется пластилиноообразный состав, то перед нанесением необходимо тщательно его размять до получения однородной смеси;
- вещество для холодной сварки равномерно распределяется по всему участку треснувшего трубопровода, захватывая на 3 – 4 см больше, чем сама трещина;
- состав оставляется до полного высыхания, на которое в среднем требуется 2,5 – 3 часа.
- заделывание трещин в металлических конструкциях;
- временное усиление ненадежных участков трубопроводов;
- герметизация трещин батарей отопления;
- временное уплотнение мест разрывов корпусов автомобильных двигателей.
- учитывать объем поврежденного участка и его пригодность для ремонта;
- температурный режим склеиваемых деталей;
- отсутствие каких-либо деформаций и напряжений в склеиваемой конструкции.
- перед нанесением на поверхность ее необходимо очистить от краски, ржавчины и обезжирить;
- очистка проводится не только в месте прорыва, но и по окружности трубы, поскольку для усиления места ремонта может потребоваться еще и дополнительное усиление в виде бандажа;
- участок, подлежащий ремонту необходимо отключить от системы отопления, и подождать когда температура трубы достигнет комнатной температуры;
- ни в коем случае не следует нагревать дополнительно участок склеивания.
- по типу производителя:
- отечественные компании;
- зарубежные производители;
- консистенции:
- жидкие составы;
- твердые пластичные композиции;
- по типу применения:
- универсальные;
- для склеивания металла;
- для соединения бетона;
- для керамических изделий и фарфора;
- для цветных металлов;
- для пластика и полимерных материалов;
- быстроотвердевающие для нормальных условий;
- рассчитанные для применения в воде.
- Cold Weld Magnum Steel;
- Poxipol Liquid Metal Fe 1;
- Abro Steel;
- «Титан»;
- «Момент СуперЭпокси»;
- «Быстрая сталь».
- перекрыть участок отопления с поврежденной трубой;
- слить воду (желательно) из данного участка;
- очистить трубу по окружности на 4-5 см выше и ниже места протечки до металла;
- удалить ржавчину и обезжирить;
- отрезать от массы холодной сварки необходимый для заделывания свища кусок мастики;
- размыть руками массу до состояния мягкого пластилина, когда визуально невозможно отличить компоненты;
- нанести мастику на место порыва, и равномерно на всю трубу сформировав веретенообразное утолщение в месте ремонта;
- дать просохнуть в течение 3-3,5 часов, до образования твердой жесткой массы;
- в случае необходимости отшлифовать и нанести слой защитной краски;
- Напор воды постоянно остужает сварочную ванну, не давая полноценно сцепиться наплавленному металлу с основным.
- Процесс осложняется постоянно образовывающимся паром от соприкосновения жидкости с прогретым железом. Это мешает видеть место соединения. Маска сварщика часто запотевает снаружи.
- Если стык потолочный, то проблема усугубляется тем, что вода стекает на рабочего. Пропитываются рукавицы и куртка. Поскольку у сварщика в руках находится электрододержатель, и сам стоит на массе (или держится за трубу второй рукой), это может провоцировать небольшие удары током (безопасное, но неприятное для ощущения напряжение до 48V). Варить при этом очень неудобно.
- Наложить несколько капель металла на верхнюю сторону края отверстия.
- Ударить один-два раза молотком сразу после прекращения горения дуги. Это позволяет глубже проникать наплавленному металлу в структуру основного, предотвращая появление новых пор. Дополнительно, приплюснутые валики перекрывают большую площадь свища.
- Наложить еще насколько капель металла, продвигаясь вниз.
- Снова постучать молотком.
- Если боковые края свища имеют тонкие стенки, их нужно усилить таким же образом.
- После полного прекращения просачивания пара наружу, необходимо нарастить стенку трубы. Это выполняется наоборот, снизу вверх, на малом токе, чтобы не прожечь тонкий металл. Прерывистой дугой накладываются «полумесяцы» до полного прохода к верхней точки проблемного места.
- Пройденный шов желательно простучать для проковки и уплотнения.
- На выбранный участок трубы подгоняется патрубок с резьбой и шаровым краном.
- Не нарушая целостности трубопровода выполняется обварка наложенного элемента.
- После этого кран ставится в открытое положение и через него сверлится отверстие в основной трубе.
- Дальше действовать нужно быстро. Через новообразованный выход вода устремляется наружу. Сверло быстро удаляется и кран перекрывается.
- К ответной резьбе крана подсоединяется сгон с обмоткой и замыкается новая ветвь.
- Кран открывается и запускается подача жидкости.
- ожоги от воздействия горячего теплоносителя;
- порча мебели, отделки стен и полового покрытия;
- затопление соседей (в случае многоэтажного дома).
- Механическое повреждение трубы. Ни одна труба, даже металлическая, не говоря уже о полипропиленовой или пластиковой, не выдержит серьезного физического воздействия. Именно по этой причине трубопроводы стараются прокладывать в тех местах, где нет интенсивного к ним доступа.
- установка хомута;
- закручивание в отверстие на трубе самореза;
- цементирование щели;
- аварийный клей;
- использование бинта и поваренной соли.
- На место утечки накладывают резиновое уплотнение.
- На него устанавливают хомут и затягивают его при помощи крепежа, входящего в комплект.
- Цемент разводят с водой в небольшой емкости и хорошо перемешивают.
- Бинт нужно нарезать на куски примерно по 25-30 см.
- Куски бинта пропитывают цементной смесью и последовательно наматывают на трубу.
- Сверху всю эту «конструкцию» необходимо густо замазать раствором.
- С поверхности трубы удаляют ржавчину и краску.
- Затем место ремонта обрабатывают наждачной бумагой, чтобы придать ему шероховатость.
Установка компрессионного соединительного элемента
Как устранить течь тела трубы
Как заделать течь в трубе при условии наличия трещины, образовавшейся на теле? Для ликвидации неисправности можно воспользоваться одним из следующих способов:
Установка хомута
Самым простым способом устранения течи на теле трубы является установка ремонтного хомута. Специальное устройство состоит из:
Специальное устройство для устранения течи трубы
Установить хомут своими руками можно следующим способом:
Ликвидация течи при помощи хомута
Наложение бандажа
Чем заделать протекающую трубу, если нет хомута? Для ликвидации течи можно использовать резиновый, клеевой или цементный бандаж.
Резиновый бандаж представляет собой:
Бандаж для трубы из подручных материалов
Клеевой бандаж устанавливается по следующей схеме:
Специальный состав для устранения течи
- труба оборачивается подготовленным материалом в несколько слоев;
Установка клеевого бандажа на место протечки
Как замазать текущую трубу эпоксидной смолой смотрите на видео.
Цементный бандаж является аналогом клеевого. Бинт или стеклоткань пропитываются цементным раствором, приготовленным в соотношении 1:10.
Холодная сварка труб
Относительно новым способом устранения течи является применение состава так называемой холодной сварки. Чем замазать трубу, чтобы не текла? Для различных видов труб (металлических, пластиковых, металлопластиковых и так далее) применяются разные составы холодной сварки.
Состав для пластиковых труб различных видов
Подробная инструкция по использованию смеси приведена на флаконе с действующим веществом. Приведем общий алгоритм:
Зачистка трубы перед нанесением холодной сварки
Обмазывание поврежденного участка веществом для холодной сварки
Все приведенные в статье способы устранения протечки на теле трубы, кроме использования холодной сварки, являются лишь временной мерой. Чтобы полностью избавиться от возникшей проблемы, необходимо полностью заменить поврежденный участок трубопровода. Для выполнения этой операции желательно привлекать квалифицированных специалистов.
Холодная сварка для труб

Для современных технологий сегодня практически нет ничего невозможного, то что вчера еще казалось слишком тяжелым для понимания и уж точно для практического применения сегодня, оказывается можно купить на ближайшей раскладке. А ведь, по сути, когда-то и самая обычная холодная сварка была прорывом в технологиях соединения металлов.
Во многом холодная сварка, как вариант мгновенного соединения деталей отлично подходит для экстренных ситуаций, когда действовать нужно быстро не теряя ни минуты.
Принцип такого эпоксидного состава довольно прост – масса композитного материала перемешивается и наносится на место соединения металла, в процессе химической реакции образуется твердая плотная корка, отлично герметизирующая место соединения.
Но это только в общих словах, в действительности холодная сварка как высокотехнологичный многокомпонентный состав (чаще всего состоит из двух компонентов, редко когда масса представлена только одним химическим составом) полимерных материалов, реакция в котором происходит только после тщательного перемешивания смеси.
Первая половина практически всех составов представлена основой композиции, в большинстве случаев это эпоксидные смолы, они одновременно выступают в роли состава для полимерных наполнителей и позволяют мастике достичь однородной массы при перемешивании.
Вторая половина чаще всего это сера, химический элемент, позволяющий зафиксировать эпоксидную смолу и при этом, играет роль отвердителя. Химическая реакция происходит посредством перемешивания всех компонентов и в незначительном повышении температуры смеси.
Металлические вкрапления, вступают в реакцию с серой и эпоксидной смолой и как результат, образуется пластичная клейкая масса, которую легко наносить на место склеивания.
Постепенное высыхание массы происходит под действием комнатной температуры в течение 3-3,5 часов, окончательное затвердение и техническая готовность наступает через 4-5 часов.
Удобство применения подобных составов проявляется и в возможности беспрепятственно заделывать небольшие повреждения в труднодоступных местах, где применение даже обычных газосварочных аппаратов или электрических инверторов невозможно.
Что может склеить холодная сварка
Исходя из возможностей мастики, можно найти довольно большое поле для практического применения составов в повседневной жизни:
Вместе с тем сам состав, несмотря на наличие такого далеко не полного послужного списка еще весьма далек от совершенства.
Образуя при застывании твердую плотно прилегающую к месту разрыва массу, которая по твердости сможет сравниться с твердостью склеиваемого металла холодная сварка, как и все эпоксидные смолы очень чувствительна к деформациям разного рода – она боится кручения, изгиба, удара, в общем, идеальными условиями выступают только жесткие конструкции статичные состояния. Именно поэтому при проведении ремонтных работ с применением таких составов крайне важно и необходимо:
Особенности применения состава
В зимнее время, когда наступает необходимость срочно заделать трещину в трубе или батареи отопления нужно придерживаться основных принципиальных правил работы с данной мастикой:
Если проанализировать рынок всех видов холодной сварки, то станет ясно, что самыми доступными выступают низкотемпературные составы, которые имеют максимальную рабочую температуру в 50-100 градусов, и ничем особым кроме как надежным соединением повреждений при нормальной температуре не выделяются. Более дорогие составы, к примеру, которые могут выдерживать максимальную температуру свыше 200, а то и 1000 градусов обладают отличной пластичностью и способны расширяться, так же как и сами склеиваемые детали. Такие составы, отлично подходят для устранения протечек систем индивидуального и централизованного отопления. Внимание! При экстренном ремонте повреждения трубы или батареи можно использовать для временного закрытия течи и самые дешевые смеси, ведь для временного закрытия протечки на 2-3 дня будет достаточно и них.
Какие составы холодной сварки бывают
Рассчитывая пополнить тревожный набор для экстренных случаев важно правильно подобрать наиболее эффективный и качественный состав. Сегодня классификацию клеящих мастик можно проводить по нескольким характеристикам:
Оценивая стоимость составов различных производителей, сегодня наиболее приемлемым с точки зрения демократичности цены, выступают продукты отечественных производителей, это доступные двухкомпонентные составы, имеющие различные направления применения.
Зарубежные аналоги существенно отличаются по стоимости от отечественных, они стоят на порядок дороже, но при этом нужно отдать должное и качество соединяемых деталей существенно выше.
Среди наиболее популярных на рынке торговых марок и средств сегодня выступают следующие составы:
Кроме выше перечисленных марок, неплохие результаты показывают и отечественные Полимет и Алмаз, наиболее активно продвигаемые на рынок торговые марки.
Как использовать холодную сварку для ремонта протечки трубы
Для устранения протечки трубы с помощью холодной сварки рекомендуется следовать следующему алгоритму:
Нанеся первый слой мастики в 1-2 мм на место повреждения, сверху начать обматывать место ремонта не трубе тканью, дополнительно нанося между слоями мастику. Однако, следует четко понимать, что применение такого состава это только временная мера, и требует для обеспечения безопасности применения нормального квалифицированного ремонта за заменой аварийного участка.
Технология сварки водопроводных труб под давлением

Сварка стальных труб — ответственное дело, после выполнения которого ожидается, что они будут работать под давлением длительное время, и обеспечивать бесперебойную подачу жидкости для водоснабжения или отопления.
Поэтому все швы должны выполняться качественно, с соблюдением правильных режимов сварки для конкретной ситуации.
Как производится сварка водопроводных труб чтобы минимизировать ремонтные работы? Что делать если необходимо заварить трубу в которой уже есть вода?
Грамотное выполнение работы
Технология сварки трубопроводов, произведенная в соответствии с основными положениями, обеспечивает долгосрочную работу всей системы. Для этого важно соблюсти уклоны для естественного движения теплоносителя. Так, не придется переделывать работу дважды.
Стоит и сохранить достаточное расстояние от стен и между трубами, чтобы сварщику было удобно качественно обварить стыки. Для более надежной проплавки оставляется зазор между сторонами в 1-2 мм, куда затекает расплавленный металл.
Сварка магистральных трубопроводов выполняется в несколько проходов, чтобы гарантировать герметичность. По этому же принципу монтируется и газопровод. Сварщик выполняет корневой шов электросваркой. Важно достичь образования обратного валика, который свидетельствует о хорошем проплавлении сторон. Последующие слои наносятся автоматами с присадочной проволокой и слоем флюса.
Для более качественного монтажа магистрального трубопровода используется сварка лазером в цехах, а на месте выполняются только последние стыки.
Ручная сварка на трубах начинается с самой нижней части окружности (в горизонтальном положении трубопровода) и ведется вверх. Наплавленный металл накладывается «полочками» и поднимает шов по окружности до наивысшей точки.
Это делается с двух сторон. Заканчивать шов необходимо на цельном металле. Так предупреждаются поры и свищи.
Когда может понадобиться сварка трубы с водой
К сожалению, даже при соблюдении всех вышеописанных правил, могут потребоваться сварочные работы на уже запущенном в эксплуатацию трубопроводе. Чаще всего это связано с ошибками, допущенными предыдущими сварщиками.
Возможно, плохое зрение не позволило специалисту качественно заварить стык, и участок дал течь. Если через данный трубопровод подается вода на большой район, который и так уже долгое время был отключен, то повторное отключение может вызвать множество жалоб.
Поэтому возникает необходимость выполнять сварку под давлением.
Заваривать трубу с жидкостью может потребоваться и в случае экстренной врезки, когда времени на слив системы нет, и все, что можно сделать — это отключить насосы, чтобы снизить давления в системе.
Или площадь всех коммуникаций с водой настолько велика, что ждать ее опустошения придется слишком долго, или это слишком затратно (спустить 20 000 литров воды ради одного шва).
Сварные соединения трубопроводов могут осложняться наличием жидкости в зоне выполнения работ из-за специального уклона, который предусмотрен для естественного самотека. В этом случае, даже спустив систему, вода будет продолжать стекать и мешать сварочным работам.
Многие сварщики бояться сварки труб с водой, потому что это сложная задача, чреватая долгими мучениями и не гарантирующая успешный исход. Наложение расплавленных частичек присадочного металла на пору или свищ может привести к «обрастанию» проблемного места целой горкой швов, из под которых во все стороны будет просачиваться жидкость. Вместо одной течи получается множество ручейков.
Почему так сложно заварить трубопровод под давлением? Для этого есть несколько причин:
Как заварить трубу с водой
Трубопровод под давлением, как можно увидеть на видео, успешно сваривается электросваркой. Для этого выбираются определенные режимы и параметры, о которых написано ниже. Но существуют и небольшие хитрости, а также технологии, помогающие выполнить правильно этот процесс. В зависимости от вида требуемой работы применяются разные подходы.
Борьба со свищами
Из-за несоблюдения режимов сварки или коррозионной среды в трубопроводе может образоваться свищ. Это небольшое отверстие круглой формы с которого течет вода. Труба может быть механически повреждена из-за удара, вследствие чего образовалась трещина.
Чтобы успешно заварить проблемное место электросваркой необходимо стать напротив проблемного участка. Так будет лучше видно все границы отверстия. Для предотвращения стека воды по электроду (в случае вертикального или горизонтального шва) нужно держать его перпендикулярно свариваемой поверхности. Сварочный процесс ведется сверху вниз. Целью является сужения свища до полного перекрытия.
Для этого нужно:
Цельный стык
В случае соединения двух сторон трубы, по одной из которых все еще течет вода, можно использовать специальный подход. Особенно это применимо к трубопроводу, пролегающему близко к полу или земле.
Для успешного выполнения работы в верхней части трубы, находящейся в горизонтальном положении, вырезается «окно». Это прямоугольное или овальное отверстие в одной из сторон соединения.
Поможет это в том случае, когда давление отключено и основной объем жидкости сброшен, но вода продолжает подтекать.
В трубу закладывается тряпка, впитывающая влагу и освобождающая низ для беспрепятственной сухой сварки.
Шов накладывается изнутри через вырезанное окно. Важно заварить низ и поднять края шва на стенки. Для большей надежность стоит выполнить несколько проходов.
Затем тряпка удаляется (это крайне важно сделать сразу, иначе вся работа будет напрасной, если ее забыть и в спешке заварить стык), и вода течет по уже сваренному дну, не мешая процессу. Боковые швы накладываются с наружной части. Последним закрывается окно.
Это делается с применением заранее подготовленной «заплатки», соответствующей по размерам. Поскольку шов состоит из нескольких сегментов, то все окончания требуется перекрывать, а последний кратер выводить на цельный участок трубы и заваривать с наплавкой.
Если необходима врезка
Сварка трубопроводов высокого давления может выполняться в случае потребности в дополнительном канале отвода жидкости. Например, добавлена еще одна емкость, куда требуется поставка воды, или сооружена еще одна ветвь отопления в пристройке, и необходима подача теплоносителя. Если нужна врезка, а остановить систему невозможно, то используется приварка сгона или шарового крана.
Это происходит по следующей схеме:
Эту операцию можно проводить на любом давлении. Важно приварить патрубок с краном на небольшом токе, чтобы не прожечь основную трубу. Диаметр сверла должен быть достаточным для передачи объема и требуемого давления, чтобы новая ветвь работала полноценно.
Маленькие хитрости
Чтобы успешно заваривать свищи и трещины с водой необходимо знать несколько секретов, которыми пользуются опытные сварщики. Поскольку вода постоянно мешает процессу формирования сварочной ванны, важно уменьшить ее воздействие. Это достигается несколькими способами.
Во-первых, можно забить болт в образовавшийся свищ. Для этого подбирается соответствующий диаметр стержня.
В итоге, вместо дырки из которой течет вода, образовывается закупоренное отверстие с удобной для обварки шляпкой. Конечно, жидкость изолируется не полностью, но ее влияние уменьшается.
Нужно постепенно соединить стенки основного металла со шляпкой болта. Метод применим во всех пространственных положениях.
Во-вторых, свищ можно заделать приварив на его место гайку крупного диаметра. Последняя накладывается на проблемное место и обваривается. Жидкость при этом не мешает, потому что продолжает свободно вытекать через отверстие в гайке.
После окончания сварочных работ в гайку вкручивается болт с плотно намотанной паклей. Это герметизирует место.
У метода один недостаток — внешний вид отремонтированного участка не очень презентабельный (с торчащим болтом), но это позволяет быстро заделать течь и укрепить истончившееся место.
Третья хитрость заключается в увеличении присадочного материала. Поскольку за один раз величина наложенной «горошины» расплавленного металла может перекрыть определенный участок свища, важно подать как можно больше присадки в сварочную ванну.
Это регулируется диаметром электрода. Но можно использовать и второй электрод, предварительно отбив на нем обмазку. Первым электродом разогревается место, а когда появился жидкий металл, в него добавляется второй стержень.
Это повышает количество наплавки и содействует быстрому закрытию отверстия с водой.
Режимы
Для выполнения сварочных работ на трубопроводе, в котором присутствует жидкость, важно установить силу тока выше обычной для данного положения. Это позволит устойчивее удерживать дугу. Электрод не будет прилипать из-за быстрого охлаждения водой.
Присадочные материалы важно хорошо прокалить. Из распространенных моделей подойдет УОНИ 13/55. Они отлично проявляют себя в подобных условиях. Место желательно прогреть горелкой, чтобы испарить подтекающую воду. Это благоприятнее скажется и на проникновении присадочного металла.
Вид напряжения тоже играет свою роль. Здесь все зависит от личных предпочтений сварщика. Переменный ток хорошо удерживает дугу. Им можно варить под большим слоем воды. Но качество самого шва хуже. Постоянное напряжение менее устойчиво при работе во влажной среде, за то степень проникновения расплавленного материала выше.
Грамотный монтаж трубопровода позволяет сразу получить качественную систему. Но если был допущен брак или материал прохудился, и требуется ремонт без слива жидкости, то приведенные советы в статье помогут справиться с проблемой.
Поделись с друзьями
Все возможные способы устранения аварии на трубе, находящейся под давлением
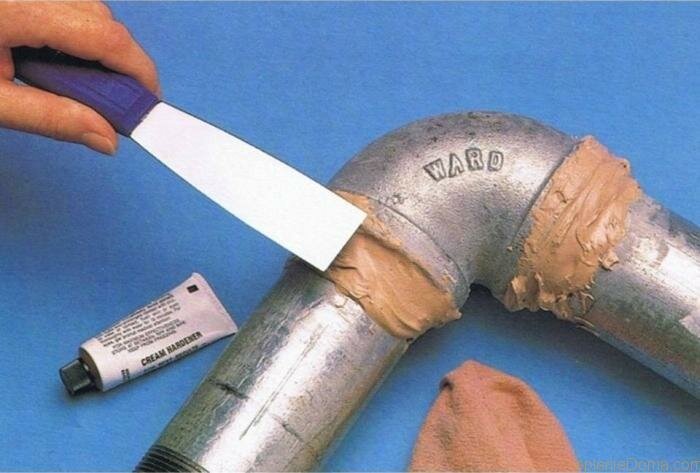
Из всех возможных поломок, возникающих в доме или квартире, авария на трубопроводе является одной из самых неприятных.
Более того, если в случае возникновения течи на трубах холодной или горячей воды их можно просто перекрыть и спокойно заняться ремонтом, то свищ в отопительной системе требует немедленного устранения.
В противном случае могут возникнуть весьма неприятные последствия:
И все это сопровождается суетой, растерянностью и массой других отрицательных эмоций. Поэтому к аварийной ситуации лучше подготовиться заранее.
Все варианты предусмотреть невозможно, но кое-какие приспособления и материалы в доме все-таки лучше иметь.
Причины возникновения протечек на трубопроводах
Для того чтобы эффективно справиться с неприятной ситуацией, нужно понимать причину возникновения протечки.
Таких причин несколько:
Металлопластик и полипропилен, подверженные температурным деформациям, могут разгерметизироваться по причине неверно подобранных параметров элементов системы, а также при неверном их подключении и монтаже.
При возникновении течи в любом месте магистрали в первую очередь нужно определиться с тем, на какой период времени должна быть устранена авария. Если Вы хотите просто дождаться приезда аварийной бригады, то можно просто ограничиться удалением подтекающей воды.
Если же нужно каким-то образом дождаться окончания отопительного сезона, то меры придется принимать более серьезные.
Не стоит себя обманывать: качественный ремонт отопительных труб возможен только при пустой системе отопления.
Способы устранения течи труб под давлением
Таких способов не так много. Ведь когда в трубе циркулирует вода, самые надежные способы устранения аварии просто недоступны: нет возможности заменить дефектный участок или воспользоваться сваркой.
К наиболее популярным способам относятся следующие:
Ремонт трубы путем установки хомута
Это самый надежный и простой способ устранения аварии как на водопроводных, так и на отопительных трубах.
У каждого уважающего себя домашнего мастера в запасе должно быть несколько хомутов. Их продают на строительных рынках и в специализированных отделах сантехники. Лучше иметь хомуты разных размеров в соответствии с диаметрами труб, имеющихся в доме.
Технология устранения свища проста:
Для его изготовления подойдет любая резина, имеющаяся в доме – жгут, полоска, вырезанная из велосипедной камеры. Этой резиной плотно обматывают место протечки и закрепляют ее самодельным хомутом или проволокой.
Главное, чтобы ширина резиновой заплатки на несколько сантиметров перекрывала свищ, а ее длина была достаточной, чтобы охватить трубу по всей окружности.
Использование самореза
Этот вариант можно использовать только для небольших дефектов. Их размер не должен превышать 4 мм. Для заделки отверстия лучше использовать оцинкованный саморез и пресс-шайбу к нему. Его просто заворачивают в отверстие и фиксируют, перекрывая воду. После такого ремонта труба может простоять 2-3 года, но лучше при первой же возможности заменить участок лопнувшей трубы.
Кроме того, саморез, торчащий внутри трубы, рано или поздно станет причиной ее засорения.
Цементирование дефекта
Такой способ устранения аварии можно использовать только при условии небольшого давления в трубе.
Для выполнения ремонта понадобятся обычный бинт и цемент:
Если вода течет активно, этот вариант лучше не пробовать.
Аварийный клей
Это современное средство, представляющее собой двухкомпонентную смесь, состоящую из металлической пыли и эпоксидной смолы. В комплект входит отвердитель, который необходим для быстрой полимеризации смеси.
Ремонт производится следующим образом:
Работы производятся в перчатках, так как смесь может раздражать кожу рук.
Бинт и поваренная соль
Это старинный способ устранения небольшой течи, возникшей в труднодоступном или неудобном для наложения хомута месте. Он не слишком надежен, но как временная мера вполне годится. Нередко данный вариант используется для ремонта дефектов, возникших в соединительных узлах – уголках, муфтах, тройниках.
Способ прост: место протечки обматывают бинтом, пересыпая его слои солью. Растворяясь, она коксует место протечки.
Таким образом, для ремонта труб, находящихся под давлением, необходимо иметь дома хотя бы ремонтные хомуты. Это самый быстрый и достаточно надежный способ устранения аварии.
Источник https://pechiexpert.ru/uchebnoe-posobie-po-svarke-trub-otopleniya/
Источник https://profpipe.ru/ustrojstvo/kak-varit-truby-elektrosvarkoj.html
Источник https://profpipe.ru/drugoe/kak-metodom-holodnoj-svarki-otremontirovat-truby-s-goryachej-vodoj.html




