Содержание
Автоматическая линия

Автоматическая линия это система машин, комплекс основного и вспомогательного оборудования, автоматически выполняющих в определенные технологические последовательности и с заданным ритмом весь процесс изготовления или переработки продукта производства либо его части.
Функции автоматической линии
В функции обслуживающего персонала автоматических линий входят: наблюдение (контроль) за работой агрегатов или участков линии, ремонт и наладка. Линии, которые для выполнения части производств, процесса требуют непосредственного участия человека (например, пуск и останов отдельных агрегатов, закрепление или перемещение продукта переработки), называется полуавтоматическими.
Распространение автоматических линий
Наибольшее распространение автоматические линии получили в машиностроительных, пищевых, химических, электротехнических, радиотехнических отраслях промышленности.
Виды автоматических линий
Различают автоматические линии: специальные — для обработки строго определенных изделий, специализированные — для обработки однотипной продукции в определенном диапазоне параметров и гибкие, представляющие собой системы, состоящие из нескольких гибких производственных модулей, объединённых автоматизированной системой управления для большой номенклатуры однотипной продукции.
Широкое применение в машиностроении находят роторные и роторно-конвейерные линии. Автоматическая линия обеспечивает стабильность качества изготовляемой продукции, высокий коэффициент использования оборудования, уменьшает потребность в рабочей силе, улучшает другие экономические показатели.
Особенности электрооборудование автоматических линий

Автоматической линией называется группа станков, связанных транспортерами в единую систему и выполняющих последовательно весь процесс обработки деталей. Применение таких линий позволяет значительно повысить производительность труда, качество выпускаемой продукции, а также заметно снизить ее себестоимость. В состав автоматических линий в зависимости от их назначения входят технологические агрегаты, транспортные средства, кантователи, накопители, фиксирующие и зажимные устройства, устройства загрузки и разгрузки деталей, системы контроля и сигнализации.
Технологическое оборудование автоматических линий
В качестве технологического оборудования широко применяют универсальные металлорежущие станки общего применения, специализированные станки, а также силовые электромеханические и гидрофицированные агрегатные головки. Число входящих в линию станков может достигать 80—90. При этом значительно усложняется управление ими.
В автоматических линиях обязательно четкое взаимодействие всех механизмов в требуемой последовательности. Определенные условия, при которых возможна работа как механизмов, так и всей автоматической линии, создаются блокировочными устройствами. Блокировочные устройства контролируют положение механизмов станков.
Работа всех механизмов и агрегатов зависит от системы управления, которая задает последовательность технологических циклов и режимов обработки. Как правило, в электрооборудовании автоматических линий применяют те же электродвигатели, электрические аппараты и приборы, что и в металлорежущих станках: асинхронные двигатели с короткозамкнутым ротором, двигатели постоянного тока, магнитные пускатели, электромагниты и реле, путевые выключатели, кнопочные станции и т. д.
Электрические схемы автоматических линий
Электрические схемы оборудования автоматических линий выполняют по тем же правилам, с такими же условными обозначениями, что и схемы электрооборудования металлорежущих станков. Из-за сложности этих схем для механизмов и аппаратов автоматических линий установлены единые позиционные обозначения. Прочитав в схеме позиционное обозначение механизма, можно легко определить его назначение и место установки. С этой целью позиционные обозначения аппаратов, установленных на станках линии, имеют номер станка. Если станок оснащен двумя головками — правой и левой, то аппараты, установленные на левой головке, обозначаются нечетными позициями, а на правой — четными.
Система управления линией включает в себя как централизованную систему, так и системы управления отдельными механизмами. С помощью централизованной системы управления выбираются режимы работы линии, последовательность технологического цикла, контролируется выполнение команд, наличие смазки, давление жидкости и другие операции.
Системы управления отдельными механизмами осуществляют заданный цикл и требуемые технологические режимы обработки на станках.
В зависимости от входящих в автоматическую линию станков и транспортных средств различают автоматические линии с жесткими и гибкими транспортными связями. Линии, в которых работа транспортеров строго зависит от работы станков, т. е. существует четкое взаимодействие всех входящих в состав линии механизмов в определенной последовательности, являются линиями с жесткими транспортными связями. В отличие от них в линиях с гибкими транспортными связями детали передаются от одного станка на другой транспортером, работа которого не зависит от цикла работы станка.
По способу электрического управления работой автоматических линий различают управление в функции пути, времени, нагрузки и скорости. Наиболее рациональным и широко распространенным способом управления является управление в функции пути. При таком управлении команда на последующее действие подается только тогда, когда завершится предыдущее, т. е. движение каждого механизма определяется положением смежных механизмов. При управлении в функции пути на станках автоматических линий применяют различные путевые выключатели и переключатели.
Управление в функции времени, нагрузки и скорости чаще применяют для вспомогательных операций: зачистки без подачи инструмента, зажима и разжима деталей, торможения механизмов и др.
С помощью программируемых командоаппаратов, устанавливаемых в системах управления автоматическими линиями, можно выделять командные позиции, обеспечивать жесткую последовательность движений всех механизмов, выдавать команды и контролировать их выполнение. Однако такие командоаппараты могут вносить в работу автоматической линии дополнительные собственные неполадки, снижая тем самым ее надежность и безотказность. Поэтому в автоматических линиях с жесткими связями применяют системы управления как с командоаппаратами, так и без них. Обычно командоаппараты используют при простых циклах работы.
Иногда в автоматических линиях с жесткими транспортными связями управление проводится не централизованно от единого командного органа, а с выделением автономного управления входящих в линию станков. В этом случае каждый станок может полностью выполнять определенную технологическую операцию в независимом наладочном режиме. При автономном управлении возможно вмешательство оператора в работу отдельных агрегатов, что позволяет значительно снизить простои оборудования, так как неисправный или переналаживаемый станок может быть отключен без остановки всей линии. Для отключения какого-либо агрегата служат в схеме управления специальные кнопки, переключатели и блокировочные устройства. К числу линий с автономным управлением относятся автоматические линии, предназначенные для обработки тел вращения (поршней, шестерен, валов и др.).
Действие всех механизмов линии обусловлено командами, поступающими от станков к транспортным средствам и обратно. От станков поступают команды о переключении станков на автоматический режим, о нахождении механизмов в исходных положениях, об окончании работы станков и др. Команды, получаемые станками от транспортеров, свидетельствуют о режиме их работы, об окончании цикла перемещения и т. д. Все команды выполняются с помощью реле, контакты которых включаются в электрические цепи механизмов автоматической линии. В необходимых случаях отдельные станки с помощью переключателей могут быть отключены и будут управляться кнопками, расположенными на пульте управления станка. Тем самым они не будут воздействовать на работу других механизмов и станков автоматической линии.
Отличительной особенностью автоматических линий с гибкими транспортными связями является независимая работа станков и транспортных устройств, которая может выполняться при наличии межоперационного задела деталей. Работа станков в таких линиях независима и разновременна. Обычно на каждой рабочей позиции имеются управляемые устройства зажима и разжима деталей, транспортер и накопитель. В качестве транспортных средств в линиях с гибкими связями применяют наклонные лотки, вибрационные, цепные и другие транспортеры, выполняющие кроме транспортирования функцию промежуточных накопителей. Электрические схемы автоматических линий с гибкими связями содержат большое количество блокировок, связывающих их работу с работой станков, вспомогательных и транспортных устройств. Для этого в схему станка вводят контакты аппаратов, установленных на других агрегатах. В свою очередь, каждый станок имеет реле, выдающие команды на другое оборудование (транспортеры, накопители и т. д.).
Контрольные операции
Технологический процесс обработки деталей на автоматических линиях невозможен без значительного числа контрольных операций. К ним относится контроль: размеров и допустимых отклонений, наличия или отсутствия деталей, состояния режущего инструмента, положения механизмов линии, возможных неисправностей и т. д. В зависимости от выполняемых функций электрический контроль делится на оперативный, технологический и схемный.
К оперативному контролю относится контроль: исходных положений механизмов, начала и конца цикла обработки, постоянно включенных электродвигателей, фиксации и расфиксации деталей на позициях, наличия давления в гидро- и пневмосистемах.
Технологический контроль включает в себя контроль размеров обрабатываемых деталей, поломки или износа инструмента. Выходные цепи устройств технологического контроля выдают команды на останов или переключение отдельных агрегатов или всей линии.
Схемный контроль позволяет выявлять возможные неисправности и повреждения электрических цепей. К нему относится контроль наличия напряжения, повреждения изоляции, неправильности срабатывания контактных и других электрических аппаратов.
Оперативный, технологический и схемный контроль проводится различными приборами и устройствами.
При оперативном контроле наличие деталей на исходных позициях автоматической линии определяется контактными и бесконтактными преобразователями. С помощью различных фотореле возможно контролировать не только наличие и отсутствие деталей, но и производить их подсчет. Путевыми выключателями и переключателями контролируют исходное положение и работу механизмов, фиксируют крайние положения подвижных узлов, необходимые для управления в функции пути.
Выполнение заданного цикла обработки осуществляется с помощью реле, которое ставится на самопитание и тем самым запоминает, что механизм находится в крайнем положении, т. е. проведен полный цикл обработки. При этом выдается команда на разрешение следующего цикла. Реле контроля цикла включается, в свою очередь, при срабатывании командных аппаратов, выдающих управляющий сигнал после окончания последней операции цикла. В качестве командных аппаратов для контроля положения механизмов также применяют конечные выключатели. Реле давления и максимального тока служат для контроля работы ключей зажима и разжима деталей.
К технологическому контролю относится активный контроль размеров деталей. Применение средств активного контроля позволяет без увеличения количества оборудования и производственной площади увеличить производительность труда и повысить точность обработки деталей на линиях. Средства активного контроля разделяются на две группы: визуальные и автоматические.
При использовании визуальных средств оператор по показаниям сигнальных ламп и шкал отсчетных приборов выполняет необходимые операции по управлению линией: изменяет режимы, прекращает обработку и т. д.
Автоматические средства при достижении определенных размеров сами выдают в цепи управления соответствующие команды.
Большой объем технологических операций, совершаемых в автоматических линиях, определяет значительное число режущих инструментов. Поломка режущего инструмента может привести к браку всей партии обрабатываемых деталей. Оператор не в состоянии следить за всеми инструментами, поэтому в автоматических линиях эту работу выполняют электрические устройства контроля состояния режущего инструмента. Эти устройства дают возможность проверять целостность и местонахождение поломки.
Все контролирующие устройства выдают необходимую информацию в систему управления и одновременно подключают различные устройства сигнализации. Поэтому контроль и сигнализация представляют собой единую систему, следящую за состоянием узлов и агрегатов автоматической линии.
Выбор сигнализации зависит от особенностей линии, от числа механизмов, входящих в нее, и сложности взаимосвязи между этими механизмами. По назначению электрическую сигнализацию подразделяют на аварийную, оповещаемую и поисковую.
Аварийная сигнализация служит для контроля аварийных состояний, при возникновении которых автоматически выключаются соответствующие элементы схемы. При этом обычно включается сигнальная, чаще всего с мигающим светом лампа.
Для контроля исходного положения и работы механизмов служит оповещающая световая сигнализация, совмещенная с мнемонической схемой, представляющей собой упрощенный контур автоматической линии, отражающий только входящие в ее состав механизмы и место их установки с помощью отдельных мнемонических символов. При неисправности какого-либо механизма зажигается аварийная лампа на этой схеме.
В сложных автоматических линиях, где имеется возможность продолжения цикла при любом промежуточном состоянии ее механизмов, применяется световая сигнализация, совмещенная с развернутой циклограммой линии — диаграммой, отражающей все перемещения транспортных и силовых механизмов автоматической линии. В этом случае циклограмма работы механизмов располагается на панели центрального пульта управления. Сигнальные лампы загораются только в том случае, если выполнены все движения и поданы все необходимые команды. Это дает возможность оператору определять место повреждения.
На пульте управления располагаются также сигнальные лампы смены инструмента, смазки, наличия давления в гидросистемах и аварийного состояния.
Электрооборудование автоматических линий
Электрооборудование автоматических линий содержит огромное количество электрических аппаратов, в том числе и релейно-контактных. При выходе их из строя значительное время тратится не на их замену, а на поиск в них неисправности. Для облегчения поиска возможных неисправностей и сокращения времени простоя применяют поисковую сигнализацию. При наличии неисправности искателем повреждений замыкаются контакты, подсоединенные к соответствующим контактам электрических аппаратов, и в месте обнаружения источника неисправности сигнальная лампа включится на полное напряжение.
В автоматических линиях длина электрических проводов достигает нескольких километров. Нарушение их изоляции приводит к замыканиям, нарушающим нормальную работу, а в некоторых случаях к аварийному состоянию линии. Качество и нарушение изоляции контролируются лишь при профилактическом осмотре оборудования. Эта проверка трудоемка и ведется нерегулярно, поэтому опасность замыканий остается.
Для облегчения поиска места замыкания на «землю» электрическая схема управления делится на секции, подключаемые к сети через собственные автоматические выключатели, которые служат для защиты цепей управления от перегрузок и коротких замыканий.
Для предотвращения выхода из строя электрооборудования и снижения времени простоев применяют устройства защиты. Они не должны срабатывать при всплесках тока в переходных режимах (включение, выключение, торможение и т.д.). Ложные срабатывания приводят к неоправданному простою механизмов.
Аппаратами защиты силовых цепей автоматических линий служат автоматы и тепловые реле. Последние находят более широкое применение вследствие своей простоты и дешевизны. Однако они нуждаются в дополнительной защите от коротких замыканий. Для защиты от токов коротких замыканий используют плавкие предохранители и автоматические выключатели (автоматы). Автоматические выключатели имеют целый ряд преимуществ, связанных с малым временем повторного включения и возможностью защиты как от токов короткого замыкания, так и от перегрузок, в результате чего отпадает необходимость в использовании тепловых реле. Иногда цепи нескольких двигателей защищают с помощью одного аппарата.
Для предотвращения самоходов при исчезновении и повторном появлении напряжения питания в электрических схемах управления применяют нулевую защиту. Для этого в исходном положении механизмов устанавливают реле нулевой защиты, которое при исчезновении напряжения отключается и включается лишь при нахождении механизмов в исходных положениях. Эти реле своими контактами подготавливают цепи к автоматической работе. При срабатывании аппаратов нулевой защиты электропривод сразу же отключается от сети. Остановка главного привода станка во время резания может привести к браку и поломке самого станка. Причем стоимость вышедших из строя изделий и инструмента может значительно превышать стоимость электродвигателя привода. Система защиты строится так, что при срабатывании аппаратов защиты от перегрузки двигателя подается световой сигнал, а двигатель должен продолжать работать до окончания обработки детали и отвода подвижного узла в исходное положение.
Просмотреть как работают автоматические линии вы можете ниже:
Как развивалась автоматизация производств и какие виды механизации существуют
Когда спрос на продукцию растёт и становится стабильным, нужно увеличивать и объёмы производства. Сейчас это практически невозможно без внедрения новых технологий и оборудования.
Станки, роботы и системы автоматизированного проектирования — всё это уже не излишества, а необходимость, которая помогает предпринимателям лидировать в своей отрасли. В истории много примеров роста предприятий, благодаря вовремя и эффективно проведённой автоматизации производства.
Как автоматизация влияет на продажи, в каких сферах она нужнее всего и почему без неё не обходится даже малый бизнес, расскажем в статье.
История развития автоматизации производства
Всё начиналось с механики. Прообразы автоматов, которые применяют сегодня, были механическими и использовались с древних времён. С развитием промышленности механизация производства стала повсеместной.
Начало механизации
Механизировались функции, которые раньше выполняли люди. А человеку оставалось только контролировать машины. Так в XIX в. на новый уровень вышли прядильная, ткацкая, дерево- и металлообрабатывающая отрасли производства.
Началом автоматизации можно считать применение перфокарт. Перфокарты — это картонные листы, на которых зашифрована информация с помощью наличия или отсутствия отверстий. Они использовались в механических устройствах для поиска и классификации информации и для работы примитивных устройств. Таких, как ткацкий станок. Именно ткацкие станки в начале XIX в. стали работать автоматически, благодаря первым перфокартам. На перфокарте был зашифрован узор, который станок выбивал на ткани автоматически.
Также этот период истории отмечен изобретениями русского механика И.Ползунова и английского изобретателя Дж.Уатта. Ученые изобрели автоматический регулятор питания парового котла и регулятор скорости паровой машины.
Благодаря этому паровая машина стала повсеместно использоваться, как основной источник механической энергии. Она давала питание станкам, машинам и механизмам.
Эволюция автоматизации
Схема эволюции автоматизации
Прогресс не стоял на месте, и автоматизация со временем переходила на новые уровни.
Этому во многом способствовало быстрое развитие железных дорог в 60-х годах XIX века. Отрасль нуждалась в автоматизации, прежде всего, чтобы обеспечить безопасность движения поездов. Для этого нужны были автоматические приборы контроля.
Такие приборы стали распространяться довольно быстро, и уже к началу XX века стали использоваться на многих направлениях железного транспорта.
От механического к электрическому
Использование электричества для привода оборудования на производстве стало возможным, когда появились механические источники электроэнергии и их регуляторы. Это были электромашинные генераторы постоянного и переменного тока — динамомашины и альтернаторы, а также электродвигатели.
Электроприводы начали вращать трансмиссии и вытеснили с этого места паровые машины. Со временем, практически все станки были оснащены индивидуальным электродвигателем. Благодаря этому технологии механической обработки совершенствовались, а экономический эффект от такого метода повышался.
К 30-м годам XX века управление станками тоже было механизировано. Стали развиваться автоматические линии, станки-автоматы и многопозиционные агрегатные станки. Считается, что именно тогда было положено начало современной автоматизации производства.
Потрясающие результаты автоматизации производства
Первым в мире конвейерную сборку механизмов ввёл Петродворцовый часовой завод. В 70-х годах XX века на заводе была запущена автоматическая конвейерная линия сборки часов, которая была оснащена роботами.
Автоматизированный участок сборки часов состоял из 42 линий, оснащенных 156 манипуляторами. Каждая автоматизированная линия компоновалась из агрегатных узлов различного назначения. Ввиду большой насыщенностью каждой сборочной линии манипуляторами — до 10 штук — работа их строго согласовывалась по времени.
Результаты внедрения авто линии сборки часов были поразительными. Повысилось качество выпускаемых часов, труд новой категории рабочих наладчиков стал более содержательным и интересным, а поэтому и более привлекательным. Во много раз возросла сменная производительность. В 80-х годах завод выпускал до 5 млн. часов в год. Около 40% продукции экспортировалось более чем в 30 стран. Выпуск наручных часов принес заводу мировую известность.
Влияние автоматизации на экономический рост
Благодаря автоматизации стало возможным массовое производство. Всё меньше ручного труда требуется для изготовления самой разной продукции. И само производство становится дешевле.
Автоматизация распространилась во многих отраслях: транспорт, промышленность, торговля, техника связи, сфера обслуживания. Это стало возможным, благодаря высокой экономической эффективности, технологической целесообразности и эксплуатационной необходимости.
Автоматизация позволяет улучшить качество, обеспечить однородность выпускаемой продукции, повысить надёжность эксплуатации сооружений и установок.
Несмотря на все эти плюсы, у многих людей остаются опасения, что автоматизация лишит большую часть населения рабочих мест. Однако исследования учёных Дж. Шерка и Л. Берк говорят об обратном. Анализ статистики показал, что автоматизация влияет только на то, в каких условиях работают люди и какую работу они выполняют. Влияния же на потребность экономики в труде не обнаружено.
Благодаря автоматизации снижается количество работы, требующееся, чтобы произвести определенные товары и оказать услуги. Но, как уже было упомянуто, при этом снижаются издержки производства. Благодаря этому предприятия могут снизить цены, а потребители позволяют себе больше. Таким образом растёт как потребительский спрос, так и спрос на работников.
Отличной иллюстрацией этого перераспределения труда служит пример из истории США. В начале XX в. около 33% американцев работали на фермах и тратили почти 50% заработанных денег на еду. Уже к середине XX в., благодаря развитию технологий, число рабочих на фермах сократилось до 10%, а сейчас — всего 2% американцев заняты фермерским трудом. Все эти люди стали работать в городах и позволять себе гораздо больше, чем просто покупать пропитание. Автоматизация сельского хозяйства позволила повысить уровень жизни и сократить цены на еду.
Принципы автоматизации
Однако, автоматизация — это сложный процесс. Чтобы выполнять требуемые работы автоматически эффективно, нужно придерживаться принципов автоматизации.
Эти принципы едины на всех уровнях предприятия. Отличаются принципы автоматизации производства масштабом подхода к решению задач: как технологических, так и управленческих.
Что за принципы, расскажем дальше.
Принцип согласованности и гибкости
Есть единая компьютеризированная система. Все действия в её рамках согласуются друг с другом и с похожими позициями в смежных областях. Здесь важна общность операций.
Если этот принцип не выполняется, неизбежны сбои в работе системы и отдельных её частей.
Выгода от применения гибких автоматизированных технологий
Гибкость системы производства позволяет оптимизировать и заменять любые элементы.
Это сокращает затраты: чтобы перестроить систему под новые задачи, вам не нужно будет менять все механизмы, достаточно заменить один элемент.
Создание и структура
Чтобы создать гибкую автоматизированную технологию, нужно построить комплексное взаимодействие элементов системы. Манипуляторы, микропроцессоры, роботы — все эти механизмы должны работать слаженно.
При этом, нужно учитывать и взаимодействие этих элементов с транспортными, складскими и другими подразделениями предприятия.
Принцип завершенности
Идеальная автоматизация производственной системы подразумевает создание завершенного циклического процесса. При этом продукция не должна промежуточно передаваться в другие подразделения.
Чтобы обеспечить этот принцип, нужны такие меры:
- многофункциональное оборудование, которое позволит обработать несколько видов сырья единовременно;
- технологичность изготавливаемой продукции, достигаемая сокращением ресурсов;
- унификация методов производства;
- минимум дополнительной наладки после запуска оборудования в работу.
Принцип комплексной интеграции
Принцип комплексной интеграции подразумевает успешное и быстрое внедрение технологий в общую среду предприятия.
Автоматизация производства считается завершённой и эффективной, когда производственные процессы успешно взаимодействуют между собой и с окружающей средой.
Принцип независимого выполнения
Суть автоматизации производства — в минимизации участия человека в процессах производственного цикла. Принцип независимого выполнения представляет собой меры, обеспечивающие такую возможность.
Что такое комплексная автоматизация
Процессы автоматизации предприятия классифицируются по разным принципам. Наиболее эффективный из них — разделение систем по степени их внедрения в общий цикл производства:
Частичная автоматизация
при которой автоматизируется одно действие, и за счёт этого совершенствуется процесс производства.
Для такой автоматизации не нужен сложный комплекс управления. Также здесь нет необходимости в полной интеграции смежных систем.
Полная автоматизация
при таком типе автоматизации система работает независимо и практически самостоятельно. Участие человека здесь понадобится только для контроля системы: проверки показаний, устранения неполадок.
Это самый затратный тип автоматизации и используется, в основном на крупных предприятиях.
Комплексная автоматизация
Одним из самых популярных типов автоматизации считается комплексная. Она позволяет автоматизировать комплекс операций по управлению производством. При этом наблюдением, изменением установок и другими управляющими функциями всё ещё занимается механика.
Такая автоматизация может оптимизировать крупное производственное подразделение стабильного предприятия.
Цели автоматизации производства
В зависимости от типа предприятия, цели автоматизации будут различаться. В целом, большинство предприятий стремится внедрить автоматизированные процессы, чтобы превзойти конкурентов и повысить производительность.
Ещё автоматизация производства помогает достичь таких целей:
- Сократить издержки.
Эта цель достигается сокращением численности персонала. Сейчас стоимость человеческого труда с каждым годом растёт, а цена автоматизированных систем, в частности, роботов — снижается.
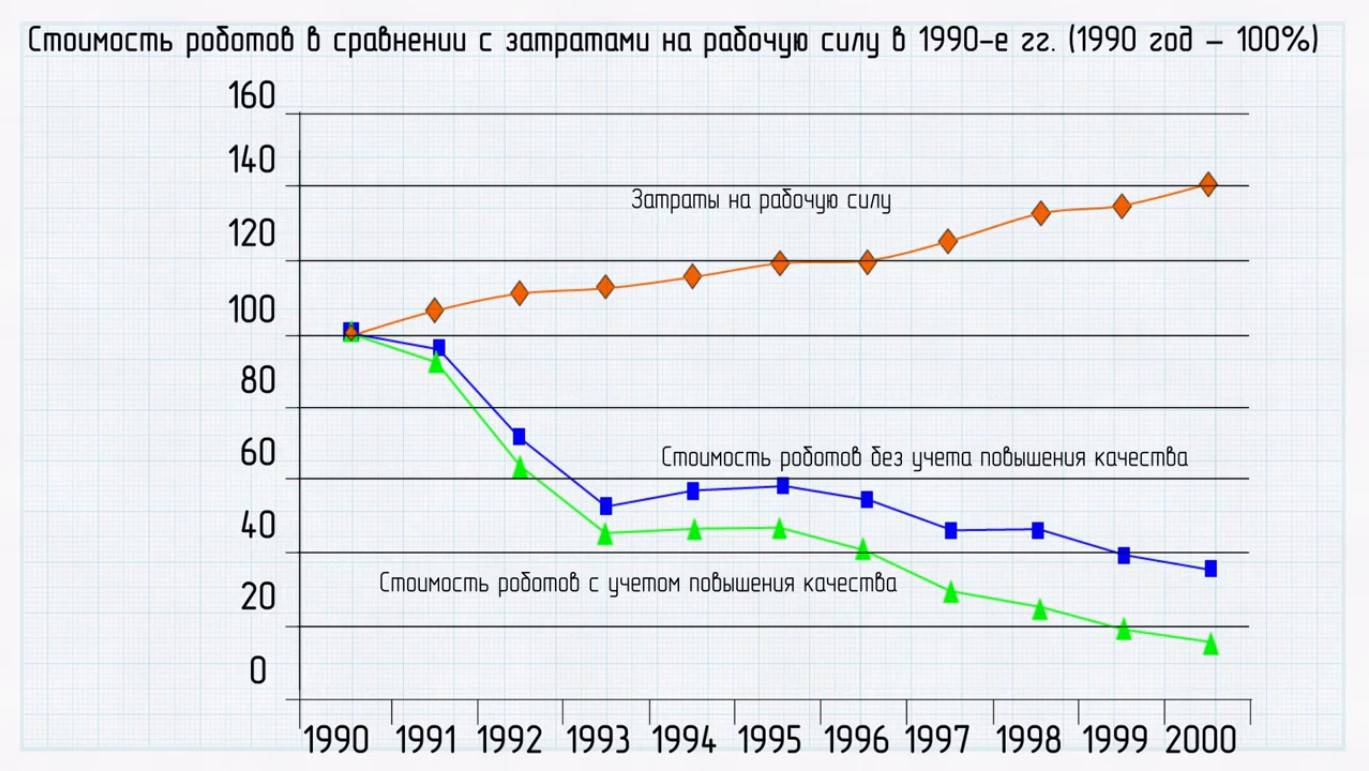
Поэтому для предприятия выгоднее вложиться в роботов, чем нанимать больше работников. При этом, автоматизированные системы позволяют увеличить производительность труда. Если сравнивать выполнение определённых операций — например, перемещение деталей — человеком и роботом, то последний выигрывает по скорости и качеству.
Это значит, что количество выпускаемой продукции увеличивается, а процент брака снижается, за счёт устранения человеческого фактора.
- Увеличить доходы.
Внедрение новых автоматических станков на предприятии позволяет расширить продуктовую линейку, увеличить объёмы производства.
Это, в свою очередь, влияет на количество выпускаемых товаров и позволяет продавать больше и получать больший доход.
- Не вредить экологии.
Автоматизация позволяет создать экологически чистое производство и снизить вредные выбросы в атмосферу.
- Повысить безопасность технологических процессов.
Производство в условиях опасной рабочей среды — работа с химикатами, радиацией и другими опасными веществами — накладывает ограничение на использование человеческой рабочей силы.
Автоматизация позволяет минимизировать участие человека в процессах, связанных с опасностью для жизни и здоровья.
Где применяют автоматизацию
Автоматизация производства — это способ улучшить систему труда внутри предприятия. Многочисленные примеры доказывают, что её внедрение улучшает условия работы, обеспечивает местами новые кадры. Такие преимущества особенно важны для предприятий, предусматривающих сложные процессы производства:
- машиностроение;
- горная промышленность;
- металлургическая промышленность;
- сельское хозяйство;
- медицина;
- исследования космоса;
- изучение подводного пространства.
Автоматизация позволяет устранить ручной труд, заменив его машинами, и защитить жизнь и здоровье человека. Поэтому она широко применяется на таких предприятиях, где существует опасность для человека:
- химическая промышленность;
- производство табака;
- атомные электростанции;
- изготовление алюминия и других вредных металлов.
Также автоматизация способна повысить эффективность предприятий сферы обслуживания: рестораны, супермаркеты, кафе, магазины. Здесь она представлена системами считывания штрихкодов, мгновенной оплаты, самообслуживания.
Предприятия малого бизнеса не могут обойтись без систем автоматизации, позволяющих вести базы данных и составлять ежедневную и квартальную отчётность.
Существует множество типов автоматизации, которые можно применять в различных отраслях и сферах и решать таким образом сложные задачи.
Типы автоматизации производства
Машины с числовым управлением (NC)
Точная и эффективная обработка материалов стала возможной, когда появились станки с ЧПУ — числовым программным управлением. Такие станки программируются на определенные операции и могут по-разному обрабатывать материалы.
Станки работают по принципу считывания цифрового кода из программ автоматизированного проектирования. Заготовка из необходимого материала — дерево, пластмасса, металл — прижимается к рабочей поверхности, а установленные режущие инструменты создают из неё изделие, в соответствие с проектом из программы.
Такие станки позволяют заменить ручную обработку. Они работают гораздо быстрее человека и создают более качественные изделия, так как могут обрабатывать кромки точно и гладко.
Благодаря машинам с ЧПУ снижается процент брака, увеличивается качество, и соответственно растёт производительность предприятия.
Роботы
Роботизация — один из наиболее популярных методов комплексной автоматизации. Он применим как для крупных, так и для небольших производств.
Преимущества промышленных роботов:
- быстро окупаются;
- сокращают издержки производства:
- минимизируют человеческий фактор и процент брака;
- гарантируют качество выполняемых операций;
- повышают скорость производства;
- легко программируются и перенастраиваются на нужные действия.
Какие функции могут выполнять роботы на производстве:
- погрузить или разгрузить продукцию.
Робот программируется на определённые операции: он подбирает материалы в определённом месте, а затем переносит их на конвейер или станок.

Масштаб, форма и вес материалов может быть разным, в зависимости от того, каким захватывающим инструментом оснащён робот.
Это самая простая операция, которую может выполнять робот. Многим роботам доступны более сложные функции.
- разместить детали в определённом порядке.
При этом, робот самостоятельно рассчитывает порядок размещения деталей. Участие человека здесь требуется только на начальном этапе: программирование порядка действий.
- обработать детали.

Здесь роботы могут выполнять функции специалистов в разных сферах: сварка, сборка, окраска.
Такие роботы активно используются в автомобильном производстве, причем они могут выполнять полный цикл работ: от сварки деталей в нужном порядке до окраски готового автомобиля.
Помимо автомобильной промышленности промышленные роботы применимы во многих других сферах. Вот только часть из них:
- металлообработка;
- производство пластиковых изделий;
- пищевая промышленность;
- изготовление оптического оборудования;
- медицина;
- фармацевтика;
- косметическое производство и др.
Автоматизированные линии
Массовое производство изделий, которым нужна многоэтапная обработка сейчас не обойдётся без автоматизированных производственных линий.
Что такое автоматизированные линии
Это географически распределенные рабочие станции, соединенные механизированной транспортной системой. Всё это позволяет доставлять детали в определенной последовательности с одной рабочей станции на другую.
Участие оператора в работе автоматизированных линий не требуется. Задача наладчика — загрузка заготовок в начале линии и съём их в конце — может выполняться промышленным роботом. Тогда специалисту останется только контроль работы оборудования.
Виды автоматизированных линий
Существует несколько видов автоматизированных линий. В зависимости от сферы производства, можно выбрать наиболее подходящую. Здесь важно понимать, какие функции и как она будет выполнять:
- как транспортировать детали: сквозным, боковым или комбинированным методом;
- какой нужен тип связи: жёсткая или гибкая;
- важна ли возможность переналадки;
- какой используется тип оборудования на производстве.
Автоматизированные линии позволяют минимизировать число работников, станков, уменьшить производственную площадь. При этом повышается качество обработки деталей и возрастает стабильность производства.
Информационные технологии (IT)
Производство не обходится без интеллектуального труда. Чтобы автоматизировать информационную деятельность, используются информационные технологии. Для этого требуется компьютерное оснащение и специальные программы и программное обеспечение. С их помощью можно создавать, получать и обрабатывать, хранить и распространять информацию.
Это значит, что можно наладить работу производства, склада, бухгалтерии и других подразделений, без больших финансовых и интеллектуальных затрат.
Главная цель такой автоматизации — разработать и внедрить единую информационную среду. Благодаря ей обеспечивается оптимизация учёта и управления предприятием. Информационная среда будет охватывать всю деятельность предприятия.
Информационные технологии позволяют:
- вести учет товарооборота;
- работать с поставщиками, персоналом;
- формировать отчётности;
Внедрение автоматизации с помощью IT-технологий снижает затраты и повышает скорость работы. Это, по сути, «виртуальный мозг» предприятия.
Применение систем автоматизированного проектирования
Автоматизированное проектирование — это возможность разрабатывать и применять наиболее подходящие системы для каждого этапа производства.
Простыми словами, применение систем автоматизированного проектирования (САП) — это использование программного обеспечения CAD/CAM/CAE для создания проектов деталей и программирования станков на их изготовление.
Благодаря использованию такого ПО решается множество задач:
— сокращается время на разработку деталей;
— конструируются сложные изделия.
— Создание алгоритмов для станков позволяет сократить цикл производства
— ПО позволяет прогнозировать качества и характеристики изделий
Применение САП — это возможность ускорить работу, повысить качество продукции и снизить её себестоимость.
Гибкие производственные системы (FMS)
Когда производственная среда постоянно меняется, появляется потребность в системе, которая легко адаптируется к непредвиденным обстоятельствам. То есть, в гибкой системе, которая может скорректировать порядок рабочих операций, поменять дизайн изделия или упростить сборку деталей, в зависимости от обстоятельств.
Оборудование с гибкой производственной системой не прекратит работу, если возникнет поломка, а адаптируется к неполадкам.
Такая автоматизация позволяет:
- снизить стоимость произведенной единицы;
- повысить производительность труда;
- уменьшить складские запасы деталей;
- адаптироваться к операциям CAD/CAM;
- сократить время выполнения операций;
- повысить надежность системы;
- избежать простоев.
Несмотря на все преимущества гибких систем, их нельзя назвать экономичными. Стоимость техники, установки и работы персонала, который будет управлять техникой, высоки. Но, как и во всех видах автоматизации, правильные изначальные расчеты, помогут компенсировать расходы улучшением производительности производства.
Системы компьютерного интегрирования (CIM)
Чтобы обеспечить высшую степень автоматизации производства, нужно интегрировать все сегменты, которые есть на предприятии. Тогда человеческое участие в деятельности производства практически не понадобится.
Для этого используется информационная среда, в которой программные модули обмениваются информацией между собой и с центром системы. Появляется общая база данных. Специалисты могут наблюдать за любыми сегментами производственного комплекса и при необходимости управлять ими удаленно.
Компьютерное интегрирование помогает:
- проектировать и планирование производство;
- управлять работой цехов, в которых изготавливается продукция;
- управлять транспортом, складами;
- обеспечивать качество изделий;
- контролировать работу системы сбыта;
- управлять финансированием.
Компьютерное интегрирование позволяет охватить все задачи, связанные с созданием изделия. При это ускоряется процесс производства, а ошибки и сбои минимизируются, потому что в процессе почти не участвуют люди.
Как выбрать оборудование
Выбор оборудования для автоматизации производства — важный этап, который помогает решить множество задач и изначально определить:
- структурно-компоновочные решения;
- возможности в плане организации и технологии;
- сколько будет стоить эксплуатация.
Для начала нужно определиться, какие задачи вы хотите решить, и какой для этого требуется масштаб: будете ли вы внедрять полную, частичную или комплексную автоматизацию.
После чего ваш выбор будет зависеть от типа автоматизации: робототехника, автоматические линии, IT-технологии или что-то другое.
Конечно, выбор оборудования также будет разным, в зависимости от типа производственного предприятия. Если говорить о литейном производстве, то здесь выбор оборудования зависит от организационно-технологических условий изготовления деталей и их характеристик.
- конструктивно-технологическое подобие;
- максимальная степень завершённости маршрута обработки;
- подобие инструментов и оснастки;
- чётко выраженные признаки ориентации, которые однородны по форме и расположению поверхностей.
Подобрав таким образом группу деталей, можно выбрать и тип оборудования. Однако, правильный подбор оборудования невозможен без специалиста с многолетним опытом.
Как выбрать подрядчика
Если вы решили, что автоматизация — ваш выбор, предлагаем обратиться за консультацией в компанию Kosmek.
Мы разработаем индивидуальный проект автоматизации и ответим на все возникшие вопросы.
После консультации вы узнаете:
- во сколько раз увеличится производительность вашего производства;
- насколько сократится время простоя;
- как снизится себестоимость изготавливаемой продукции;
- как увеличится качество продукции.
У нас большой опыт по внедрению автоматических систем: мы работали с японскими, немецкими и российскими производственными предприятиями и реализовали более 50 индивидуальных проектов.
Источник https://www.polislov.ru/avtomaticheskaya-liniya/
Источник https://elenergi.ru/osobennosti-elektrooborudovanie-avtomaticheskix-linij.html
Источник https://kosmek.ru/blog/avtomatizatsiya-proizvodstva-2.html
