Содержание
Металлические муфты для соединения водопроводных труб
Любой трубопровод состоит из частей, которые собираются и сращиваются между собой различными способами, в зависимости от основного материала, назначения и возможностей мастера. Соединение труб производится с обеспечением герметичности системы. Туба может соединяться с остальными элементами конструкции с помощью пайки, сварки, фланцами и другими фасонными элементами.
Мы рассмотрим соединение труб муфтой, и наиболее популярные типы материалов, соединяемых этим способом. Однако муфтой можно соединять и керамический трубопровод, а также асбестоцемент и сшитый полиэтилен.
Соединение муфтой металлополимерных труб

При сращивании металлополимерных труб муфтовое соединение применяется очень редко. Это объясняется тем, что металлополимерная труба небольшого диаметра закупается сразу необходимой длины, и необходимость соединения коротких участков между собой отпадает.
При этом часто применяется разновидность муфты, обеспечивающей переход на трубную резьбу. Как правило, в типовых квартирах советских времен, при замене трубопроводов водоснабжения и замене вентилей, необходимы переходники, обеспечивающие соединение металлических деталей и металлопластиковых.
Монтаж муфтового соединения на металлополимерную трубу
- Для создания наиболее долговечного и надёжного способа герметизации соединения, на наружную резьбу трубы по её ходу (по часовой стрелке) наматывается лён, пропитанный натуральной олифой и свинцовым суриком.
Совет. Лён, пропитанный любой краской тоже способен создать хорошую герметизацию соединения.
Обратите внимание! Без пропитки лён прокладывать нельзя, он подвержен гниению и будет поглощать жидкость. Синтетические герметизирующие материалы могут быть выдавлены под большим давлением, и потерять свои свойства при малейшем повороте резьбового соединения против хода.
- Далее переходной элемент с умеренным усилием наворачивается на наружную трубную резьбу.
Совет. Для сохранения эстетичного вида латунного соединительного элемента и предотвращения появления царапин, при установке используйте рожковый или разводной ключ.
- Затем на трубу надевается гайка накидная и разрезное кольцо, снимается фаска с внутренней поверхности трубы.
- На штуцер фитинга надевается труба.
- Затягиваем накидную гайку и при этом вторым ключом удерживаем корпус фитинга.
- Разрезное кольцо должно обжимать трубу на штуцере. При этом зажимаются резиновые уплотнительные кольца.
Внимание! При зажимании следите, чтобы уплотнительные колечки не сдвигались.
Монтаж муфты с фитингами с обеих сторон под металлопластик, выполняется также (без учёта резьбы). Стандартные муфты имеют размеры 16, 20, 26 и 32 мм, и подбираются в соответствии с размерами труб.
Соединение муфтой полипропиленовых труб
Муфты, изготовленные для полипропилена, представляют собой фитинги с утолщенной стенкой и с большим диаметром, чем сам трубопровод. В такое муфтовое соединение трубы вставляется с некоторым усилием.
Монтаж муфтового соединения на полипропиленовых трубах

Для создания герметичных стыков полипропиленовых труб с использованием муфты, применяется низкотемпературная пайка.
Весь процесс выглядит так:
- С внутренней поверхности муфты снимается фаска, а на самой трубе – с внешней стороны;
- На паяльнике устанавливается насадка с необходимым диаметром и выставляется температура 260-280°С;
- В случае, если трубы имеют алюминиевое армирование, то проводится зачистка. У труб с внутренним слоем алюминия – торцевателем, а с наружным слоем – шейвером;
- Муфта надевается на узкую часть насадки, а сама труба вставляется в широкую часть;
- Выдерживается время (как правило несколько секунд), необходимое для оплавления соединяемых поверхностей;
- Труба вставляется в муфту и фиксируется около 10-15 секунд.
Важно! Трубу вставляйте в муфту без проворотов. Это исключает искривление поверхности в месте соединения и возможную в результате течь.
Соединение муфтой пластиковых канализационных труб

В данном случае муфтовые соединения используются, равно как и выглядят одинаково для всех видов пластиковых труб канализации, как из полипропилена, полиэтилена, так и из поливинилхлорида. И представляют собой короткие трубы с двумя раструбами и двумя резиновыми уплотнителями для каждой. На фото представлены варианты подобных фасонных элементов.
К особенностям сборки пластиковых труб можно отнести то, что необходимо снимать с каждой трубы внешнюю фаску и зачищать внутреннюю поверхность от образовавшихся заусенцев. А также применение силиконового герметика для создания герметичного соединения трубы и муфты.
Муфты в чугунных системах канализации
Для чугунной канализации используется два вида соединения муфтой:
- С применением резинового уплотнителя (по принципу пластиковой канализации);
- С использованием муфты для состыковки труб под чеканку (применяется больше 100 лет). Данная деталь представляет собой два разнонаправленных раструба.
Монтаж муфты с зачеканкой стыков чугунной канализации

Такое соединение подразумевает опыт работы, и соблюдение некоторых правил:
- Чтобы уплотнить стык вам будет необходим доступ по всей окружности трубы и муфты. И в случае, если трубопровод проходит в непосредственной близости от стены, то придётся выдолбить участок стенки рядом с местом стыка его частей.
- Для уплотнения стыка используется пропитанное маслом органическое волокно – кабалка.
Совет. Без потери качества, стыки можно чеканить графитовым стержнем.
- Чтобы уплотнение не провалилось внутрь, трубу необходимо вставлять в муфту до упора.
- В несколько оборотов чеканится кабалка, при этом каждый оборот нужно уплотнить по всей окружности.
- Чеканку можно производить и без специального инструмента. Для этого подойдет широкая отвёртка или стальная трубка с расплющенным концом.
- По окончании уплотнения стык замазывается цементным раствором.
Обратите внимание! Стыка замазанные только цементным раствором через некоторое время дают течь. Поэтому, не пренебрегайте зачеканивание стыка уплотняющим материалом.
Муфты для труб из стали
Чтобы создать муфтовое соединение стальных труб, используются компрессионные и резьбовые муфты.
Резьбовые стальные муфты

Данная муфта представляет собой цилиндр с толстой стенкой, изготовленный из чёрной или нержавеющей стали, и имеет обычную одностороннюю резьбу внутри. На фото представлены данные детали.
Трубы, имеющие короткие резьбы на концах, вкручиваются с обеих сторон в муфту. При этом используется уплотнитель, создающий качественную герметизацию стыка.
Преимуществом монтажа стальных соединений можно назвать высокую прочность материала. Это позволяет прилагать большие усилия для состыковки деталей без негативных последствий.
К недостаткам можно отнести изменения в стыках холодного водопровода. В процессе эксплуатации, образуются накипи и детали соединения буквально прикипают к друг другу. От этого дальнейшая разборка конструкции весьма усложняется.
В виду данного недостатка для стальных труб резьбовые фитинги, как правило, изготавливаются из чугуна или латуни. Данные детали представлены на фото.
Резьбовое соединение со сгоном

Данное соединение применяется в случае, когда трубы невозможно провернуть по своей оси при монтаже-демонтаже конструкции. Технология заключается в следующем:
- Контргайка и муфта накручиваются на длинную резьбу сгона;
- Короткая резьба сгона вворачивается в следующую не вращающуюся деталь (вентиль, корпус фильтра либо ещё одну муфту);
- Производится герметизация соединения;
- С длинной стороны сгона наружная резьба трубы подматывается;
- Далее на неё, по длинной резьбе сгона, сгоняется муфта;
- Затем вслед за муфтой сгоняется контргайка и производится герметизация данного соединения.
Компрессионные муфты для труб из стали
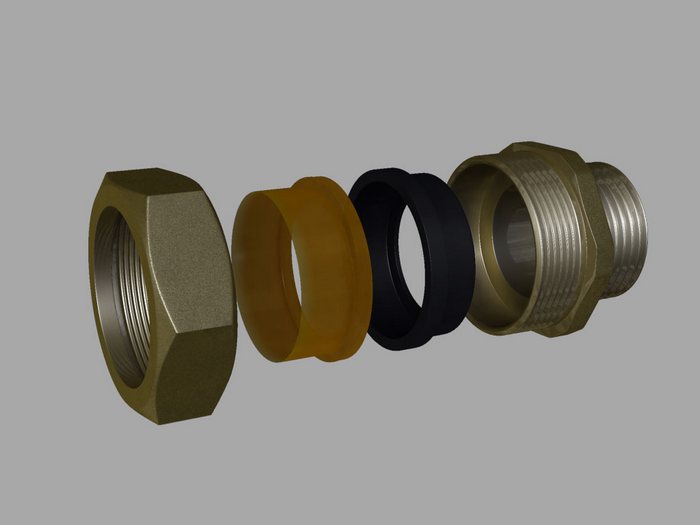
Эти соединительные детали подразумевают использование накидной гайки и резинового уплотнительного кольца. Монтируются данные муфты практически так же, как для металлополимерных труб.
К особенностям данных соединений можно отнести:
- Такое соединение остаётся легкоразъемным;
- Наличие резьбы не требуется;
- Внешняя поверхность трубы обрабатывается (удаляются неровности, краска, коррозия);
- Данный вид состыковки, ввиду своей слабой механической надёжности, требует дополнительной фиксации (при большом давлении место стыка может быть разрушено);
Компрессионный вид соединения хорош для временного ремонта системы трубопровода. Например, при разрушении резьбы под шланг сливного бачка унитаза, или в случае, когда нет возможности произвести сварку.
При временном соединении, более надёжной считается комбинированная муфта, у которой фитинг с одной стороны компрессионный, а с другой имеется резьба.
Полиэтиленовые трубы и их соединение при помощи муфт

Различают два способа сварки полиэтиленовых труб – стыковая сварка и сварка при помощи электросварных муфт.О сварке встык мы писали в другой статье. Муфтовая же или электрофузионная сварка труб ПНД осуществляется при помощи специальных фитингов с закладным электронагревателем.

Это могут быть – муфты, отводы, тройники, седелки, заглушки.Диапазон диаметров труб, которые можно соединить при помощи элетросварных фитингов – от 20 до 1200 мм.При монтаже труб диаметром до 110 мм соединение труб при помощи элетрофузионной сварки экономически выгоднее стыковой сварки, так как стоимость муфтового оборудования в несколько раз ниже стоимости стыкового сварочного оборудования.Трудно обойтись без муфтовой сварки при монтаже труб большого диаметра, как при строительстве нового трубопровода, так и при ремонте аварийного участка, т. к. в большинстве случаев это связано с работой в довольно стесненных условиях, например, внутри водопроводного колодца, где громоздкое стыковое оборудование не может быть использовано.
Этапы муфтовой сварки полиэтиленовых труб
ПодготовкаКонцы свариваемых труб должны быть чистыми и визуально ровными в торцах.
Если торцы неровные, то их необходимо обработать специальным обрезным инструментом. Далее белым маркером на обеих трубах отмечается глубина половины муфты, после чего специальным скребком или любым строительным ножом счищается верхний оксидный слой трубы (трубы ПНД под воздействием кислорода окисляются и этот слой снижает качество сварки). Зачищенные участки труб обрабатываются специальными обезжиривающими салфетками.

Далее, не прикасаясь к зачищенным участкам трубы руками, на трубу надвигается фитинг до отметки маркером. СваркаСварочный аппаратподключается к сети. В зависимости от модели аппарата и его комплектации данные сварки (температура и время нагрева, а также время остывания) вводятся в систему при помощи сканера, считывающего карандаша или вручную.
После того, как данные отсканированы, муфтовые аппарат готов к запуску процесса сварки, остается только нажать кнопку старт и оборудование само подаст напряжение на фитинг в течение необходимого времени. ОстываниеПосле того, как аппарат для муфтовой сварки подаст сигнал об окончании нагрева, необходимо дать остыть фитингу в течение положенного времени. Трогать или перемещать свариваемые трубы в это время не рекомендуется.
После того, как фитинг остыл, можно переходить к следующему участку. Таким образом, как мы видим, сварка полиэтиленовых труб, с одной стороны, требует внимательного выполнения определенных правил, с другой, ничего сложного в этом процессе нет и если у Вас в руках современное оборудование, то совершить ошибку практически невозможно. Муфтовая сварка труб ПНД

Полиэтилен завоевал всемирное признание в качестве материала для труб. В прошлые годы трубопроводы из полиэтилена строили в основном компании, занимающиеся газоснабжением. Однако в наши дни основной рост потребления трубного полиэтилена связан с его применением в системах водоснабжения, где типовые диаметры труб достаточно велики. Неуклонно растет спрос на трубы больших диаметров, а вместе с ним растут и требования к соответствующим технологиям монтажа. Недавно разработанная технология муфтовой сварки
пластиковых труббольшого диаметра с использованием комплектов прижимных пластин предназначена для устранения всех возможных негативных последствий, связанных с достаточно большими допусками диаметра, овальностью труб, а также условиями проведения монтажных работ.Характеристики полиэтиленовых труб большого диаметра
Формально трубы большого диаметраобладают теми же базовыми характеристиками (табл.
1), что и трубы меньшего диаметра, но, тем не менее, они требуют несколько другой технологии обращения с ними. Небольшой и удобный для монтажа вес полиэтиленовой трубы диаметром, скажем, 110 мм становится большим и неудобным, когда речь идет о стандартной длине трубы диаметром 630 мм. Для перемещения полиэтиленовой трубы большого диаметра уже не обойтись без крана или других грузоподъемных приспособлений.
Трубы изготавливаются с использованием процесса непрерывной экструзии и нарезаются на отрезки необходимой длины во время производства. При разрезании трубы внутренние напряжения приводят к возникновению так называемой бочкообразности – уменьшению диаметра на конце трубы, причем с увеличением диаметра трубы величина бочкообразности растет и должна приниматься во внимание. Кроме того, при нарезке труб растет важность перпендикулярности плоскости разреза оси трубы. Каждый градус углового отклонения приводит к разнице в общей длине труб. Если на трубе диаметром 110 мм эта разница составляет 2 мм на каждый градус отклонения, то на трубе диаметром 630 мм – уже 11 мм. Один угловой градус – очень небольшое отклонение, и такой точности сложно достичь на месте. Кроме того, существует вероятность того, что линия разреза трубы будет волнистой, а не прямой, если используется пила с коротким лезвием.
Наружный диаметрполиэтиленовой трубы большого размера определяется с использованием кольцевой измерительной ленты. Этот метод автоматически дает средний диаметр трубы, но не учитывает ее овальность (рис.1).

Таблица 1: Сравнение характеристик труб диаметром 110 мм и 630 мм
Европейские стандарты указывают, что минимальный наружный диаметр для полиэтиленовых трубдолжен равняться их номинальному размеру.
Для трубы диаметром 630 мм допускается отклонение максимального диаметра от номинального до 3,8 мм. При этом для трубы диаметром 110 мм максимально допустимое превышение размера должно составлять всего лишь 0,7 мм.С увеличением номинальных размеров разрешенные стандартами допуски по овальности увеличиваются. Рассматривая максимально допустимую овальность для труб большого диаметра 3,5% сразу после производства, необходимо принимать во внимание, что это означает для труб диаметром 630 мм абсолютное отклонение от их номинального диаметра в пределах ± 11 мм, и, таким образом, совокупную разницу 22,1 мм.

Во многих случаях овальность часто усиливается во время хранения. Причин этому несколько: – неправильное складирование труб в виде пирамиды, либо простым нагромождением друг на друга; – увеличение кольцевого напряжения с увеличением толщины стенок; – воздействие собственного веса труб при длительном хранении. Чрезмерная овальность является источником большинства проблем при монтаже полиэтиленовых труб больших диаметров.Зоны подвижной посадки между трубами большого диаметра и электросварными муфтамиВсе технологические операции, используемые во время производства корпусов муфт большого диаметра, производятся на токарном станке.Таким образом, можно предположить, что форма электросварных муфтявляется практически точно круглой.
В готовой продукции может проявляться только очень ограниченная овальность. С другой стороны, трубы большого диаметра, как правило, имеют довольно большую овальность.Таким образом, существуют зоны (рис. 2), где овальная труба имеет больший наружный диаметр, чем внутренний диаметр муфты, что делает невозможной надевание муфты на трубу, и зоны, в которых имеется большой зазор между трубой и муфтой.
Эту проблему необходимо решить при разработке муфтовых соединений для полиэтиленовых труб большого диаметра. Требования к новым соединениям для трубНовая система соединения труб должна дополнять стыковую сварку. Основной областью ее применения будут небольшие трубопроводы, а также соединения в наиболее ответственных точках трубопровода.
Примерами таких точек являются запорные вентили, места вставки заранее изготовленного участка трубы, соединения с емкостями, а также участки, где монтаж проводится в стесненных условиях, другими словами, там, где стыковая сваркаявляется практически невозможной.К такой технологии должны предъявляться следующие требования: – простота использования и правильность применения при сборке всех соединений труб; – возможность применения в стесненных условиях (не более 40 см вокруг трубы); – все оборудование и аксессуары должны быть с ручным управлением; – использование стандартного оборудования для сварки существующего ассортимента электросварных фитингов ELGEF Plus®; – возможность использования с другими методами сварки полиэтиленовых труб большого диаметра; – обеспечение высокого качества соединений в сложных условиях на площадке; – возможность использования для монтажа труб в диапазоне от SDR 11 до SDR 33, марок ПЭ 80 и ПЭ 100, при температурах от -10 до +45 oC; – тестирование и критерии приемки должны соответствовать международным правилам.Решение проблемы – новая технология установкиВ результате интенсивной научно-исследовательской работы появился запатентованный процесс монтажа полиэтиленовых труб большого диаметра при помощи комплекта прижимных пластин. Процесс состоит из двух основных операций: 1. Восстановление первоначальной формы полиэтиленовой трубы при помощи комплекта прижимных пластин (рис.
3) 2. Установка муфт при помощи комплекта прижимных пластин (рис. 4).
В основе новой технологии лежит использование комплекта прижимных пластин, выполняющего две функции: во-первых, облегченное восстановление первоначальной формы полиэтиленовой трубы большого диаметра, и, во-вторых, активное усиление муфт большого диаметра во время процесса сварки. Комплект прижимных пластин – схема и компонентыКомплект прижимных пластин состоит из собственно прижимной пластины и корсета из хомутов. Прижимная пластина состоит из двух пневматических плоских подушек, изготовленных из вулканизированного композитного материала.

Эти подушки наполняются сжатым воздухом до максимального давления в 10 бар. Большая зона контакта пластин в сочетании с имеющимся давлением создает огромное усилие – примерно 15 000 Н или 1,5 тонны на бар давления! Усилие крепления по отношению к прижимным пластинам дополняется при помощи корсета из хомутов.Этот корсет из хомутов помогает прижимным пластинам передавать давление на поверхность трубы, с которой они соприкасаются, для восстановления ее первоначальной формы, либо активно передавать давление на поверхность муфты во время процесса монтажа. Корсет из хомутов состоит из трех специальных взаимосвязанных хомутов с храповым механизмом повышенной надежности.
Прочие пневматические компоненты – это шланги высокого давления и манометр для регулирования давления воздуха, нагнетаемого в прижимные пластины. Другие хомуты используются для сохранения расстояния между прижимными пластинами и для обеспечения симметричного расстояния между трубами или муфтами во время монтажа. Полный комплект прижимных пластин хранится в прочном переносном ящике (рис.
5). Электросварные муфты ELGEF® Plus диаметром 560 и 630 ммВ основе специальных характеристик новых муфт ELGEF® Plus (рис. 6) лежит принцип активного усиления, дополняющего поддержание давления сварки и обеспечивающего плотное прилегание муфты к трубе.

Этот принцип очень успешно использовался многие годы для электросварных муфт ELGEF® диаметром 355 и 500 мм, которые снабжались наружным усиливающим кольцом. Для более крупных диаметров 560 и 630 мм этот тип активного усиления не применялся, а использовались многоразовые наружные прижимные пластины. Используя именно этот принцип активного усиления, стало возможным достичь чрезвычайно высоких уровней качества соединения электросварных муфт ELGEF® номинального размера 560 и 630 мм с отличными результатами заполнения зазоров.
Уже упомянутые возможные отклонения торца трубы от перпендикуляра и овальность конца трубы могут привести к тому, что в процессе сварки расплав стечет к центру муфты, не образуя достаточного давления соединения. Новые муфты имеют увеличенную длину холодных зон, что с высоким уровнем уверенности исключает такую возможность. Дополнительной характеристикой этих муфт является то, что все электрические зажимы и индикаторы плавки имеют потайную головку, а муфты имеют рельефные угловые канавки с каждой стороны.
Положение и глубина индикаторов сварки были выбраны таким образом, чтобы даже полностью активированный штырь индикатора все равно оставался ниже наружной поверхности муфты после завершения цикла сварки. Круглые канавки на фитинге играют роль визуальных маркеров выравнивания для правильного размещения комплекта прижимных пластин. Восстановление первоначальной формы трубы с использованием комплекта прижимных пластинТрубы большого диаметра обычно отличаются значительной овальностью, которую нельзя исправить без использования специального инструмента.

В прошлом для этого использовались тяжелые, громоздкие и достаточно дорогие гидравлические тиски. Начальная стадия новой процедуры для установки муфт большого диаметра заключается в восстановлении первоначальной формы полиэтиленовой трубы при помощи комплекта прижимных пластин. Сначала определяется овальность трубы на ее торце путем измерения наибольшего и наименьшего диаметров (рис.
7). Это легко сделать при помощи линейки. Оба диаметра должны быть промаркированы на торце трубы, а также должны быть зафиксированы их значения.
Две прижимные пластины размещаются на расстоянии 30 см от торца трубы так, чтобы плоскость наибольшего диаметра проходила через их центр, и жестко фиксируются при помощи корсета из хомутов. Используя для контроля манометр, необходимо заполнять прижимные пластины сжатым воздухом до пор, пока оба диаметра не станут одинаковыми. Этот процесс восстановления первоначальной формы исправляет пригонку между трубой и фитингом.

После завершения этой операции вращающийся инструмент для зачистки (рис.8) легко снимает окислившийся наружный слой трубы.Многолетний опыт Georg Fischer показал, что ручная зачистка труб большого диаметра (периметр которых составляет 2 м и более), особенно для ширины 20 см, никогда не может обеспечить требуемой равномерности удаления материала. Поэтому рекомендуется использование вращающегося инструмента для зачистки. Хотя ручные скребки полезны для обработки углов на концах труб, они никогда не могут дать повторяющийся результат на больших поверхностях!Когда труба зачищена и обезжирена, глубина вставки промаркирована, и труба полностью вставлена в муфту, прижимные пластины можно удалить.Установка муфты с использованием комплекта прижимных пластинКонструкция активного усиления электросварных муфт ELGEF® Plus обеспечивает оптимальное заполнение зазоров между внутренней поверхностью фитинга и наружной поверхностью трубы расплавом в процессе сварки.
При необходимости наружный диаметр трубы можно уменьшить, повторяя операцию зачистки до тех пор, пока муфта не будет легко надеваться на конец трубы.Когда муфта правильно расположена между соединяемыми трубами, все три прижимные пластины соединяются вместе и оборачиваются вокруг фитинга. Соединительные стяжки необходимо отрегулировать таким образом, чтобы прижимные пластины находились на равном расстоянии друг от друга. Обвязка из прижимных пластин выравнивается по кольцевому выступу с той стороны фитинга, которая будет свариваться первой (рис.9).
Пластины наполняются сжатым воздухом до тех пор, пока давление не достигнет заданного уровня, после чего можно начинать процесс сварки. После завершения цикла первой сварки необходимо выдержать минимум 20 минут для охлаждения, после чего прижимные пластины можно снять и установить на другую сторону фитинга для начала второго цикла сварки. Блок обвязки прижимными пластинами прижимает муфту к поверхности трубы с огромным усилием.

Хотя обвязка не имеет полного кругового контакта, доказано, что на зону контакта между трубой и муфтой воздействует достаточное давление. Именно эти сжимающие усилия образуют ядро конструкции активного усиления. Несомненными преимуществами предлагаемой системы являются простота и удобство монтажа, возможность работы с трубами всех классов и при температуре окружающей среды от -10 до +45 o C, а также высокое качество соединения (рис.
10).Выводы и дополнительная информацияУникальная, запатентованная технология соединения полностью учитывает все особенности, которые могут возникнуть при монтаже полиэтиленовых труб большого диаметра. В основе этой новой технологии лежит АДАПТАЦИЯ, а не КОМПЕНСАЦИЯ, и поэтому она дополняет получивший всемирное признание метод стыковой сварки. Основное внимание при развитии технологии было уделено простоте использования и качеству соединения.
Электросварные фитинги ELGEF Plus диаметром 560 и 630 мм не могут устанавливаться без использования комплекта прижимных пластин. Поскольку комплекты прижимных пластин имеют двойную функцию – восстановление первоначальной формы трубы и усиление муфты при монтаже – необходимый инструмент всегда имеется на месте проведения работ. Полный комплект оборудования также включает вращающийся инструмент для зачистки.

Такой инструмент экономит время при подготовке соединений, а также предлагает воспроизводимый стандарт зачистки и, таким образом, вносит значительный вклад в обеспечение оптимального качества соединений. Компания “Georg Fischer Piping Systems (Switzerland) LtdБернд Шустер (Bernd Schuster), Томас Лейнгрубер (Thomas Leingruber)Содержание:В статье описаны особенности термоусаживаемых муфт, а также принципы выполнения их монтажа.Термоусаживаемыми муфтами называются полиэтиленовые оболочки стыка труб, предназначенные для их сохранности. ТУМ обладают гидроотталкивающими свойствами, создают герметичное соединение и добавляют коррозийной стойкости изделиям из ППУ (пенополиуретановые трубы).
Способы соединения полиэтиленовых труб
Трубы ПНД могут быть соединены 2 способами. Первый делится на:
- стыковая сварка;
- электромуфтная сварка.
Вторым способом предусматривается соединение с помощью муфты и фитингов.
К канализационным трубопроводам предъявляют меньшие требования в сравнении с водопроводными. Это объясняется тем, что они безнапорные и делятся на:
- раструбное соединение;
- фитинговое соединение.
Муфтовое соединение

Муфтовые соединения полиэтиленовых труб, изготовленных методом экструзии, нашли широкое применение в монтажных работах трубопровода. Муфтовыми соединениями возможно быстрое, надежное и без каких-либо лишних приспособлений соединение торцов трубопровода.
Преимущества данного способа соединения:
- устойчив к механическому воздействию и к перепадам температур;
- крепления являются надежными и долговечными;
- широкое применение;
- низкая цена полиэтиленовых материалов;
При монтаже трубопровода применяют такие виды муфт:
- Компрессионная муфта, выпускаемая как с наружней резьбой, так и с внутренней. Применяют эти элементы соединения при монтажных работах систем, подающих газ и воду.
- Соединительная муфта. Является самой простой, с помощью нее соединяются трубы одинакового диаметра;
- Редукционная муфта. Является переходной для крепления труб разного диаметра.

Компрессионное фитинговое соединение
Компрессионными фитингами достаточно просто соединяются полиэтиленовые трубы.
Это выполняют в определенной последовательности:
- Выворачивают накидную гайку и разбирают фитинг;
- Подготавливается конец трубы: чистится от загрязнений, снимают фаску фаскоснимателем или острым строительным ножом;
- На трубе делается отметка на какую глубину должна войти труба в фитинг;
- Перед тем, как вгоняется труба в фитинг, ее следует натереть смазочным средством для легкости работы;
- После введения трубы в фитинг, затягивают обратно накидную гайку.

Гайка должна закручиваться исключительно руками потому, что использовав гаечный ключ есть возможность перестараться.
Напорные трубопроводы монтируют сварными соединениями с неразъемным типом. Монтаж не сложный и не требует особых квалификационных навыков.
Стыковая сварка
Для соединения труб ПНД стыковой сваркой будет необходим специальный паяльник.

Работа выполняется в следующей последовательности:
- Концы трубы закрепляют лапами сварочного аппарата и проводят центровку;
- Поверхность разогревается до начала плавления;
- Сжимают между собой расплавленные концы труб;
- Затем шов охлаждается естественным способом.
Электромуфтная сварка

Данный способ немного посложнее метода стыковой сварки и потребует специальные муфты с электрическими спиралями, которыми разогревается элемент при условии с подачей напряжения. Происходит сваривание элементов с муфтой.
Плюс такого метода в простоте выполняемой работы. Минусом является большая стоимость электрической муфты. Если планируются множество соединительных элементов, то целесообразнее будет воспользоваться контактной сваркой.
Для соединения полиэтиленовых и металлических труб пользуются двумя методами соединений:

Резьбовое соединение

Фланцевые соединения
Раструбное соединение

Раструбное соединение труб ПНД является одним из наиболее экономичных методов. Ведь здесь нет никак растрат на сварку. Но этот вид подойдет только для безнапорных магистралей. Раструбы не способны должным образом соединить систему под давлением.
Для обеспечения герметичности при погружении раструбов оного в другой, будет целесообразнее использование уплотнительных колец, например резиновых.
Предназначение термоусадочной муфты
На стальные трубопроводы разного назначения воздействуют факторы окружающей среды: реакции химических веществ, атмосферные осадки, блуждающие токи. Для защиты их необходимо обрабатывать диэлектрическими и водостойкими составами. На данный момент самым лучшим из них является пенополиуретан (ППН).
Трубопроводы обустроены таким образом, что полиуретановый слой присутствует не везде.
Его нет на концах трубы. Изоляция там отсутствует ввиду необходимости сварки или подключения муфт. Технологический отступ — отрезки трубы без полиуретана.
Они различаются по длине, конкретные значения зависят от диаметра изделия. Например, у труб, диаметр которых не больше 219 миллиметров он составляет 150 миллиметров. Для изделий с большим диаметром предусмотрен отступ в 210 миллиметров.
Термоусадочная манжета выполняется также из пенополиуретана. У нее однородная структура и идентичные физико-механические показатели с гидроизоляционным слоем теплотрассы.
Особенности термоусаживаемых муфт
Изготовленные из радиационного полиэтилена ТУМ, применяют при изоляции и стыковке элементов трубопроводов. У варианта изоляции имеется ряд преимуществ относительно прочих способов при участии термоленты и так далее.
Преимущества применения термоусадочных муфт для труб:
Простота выполнения термоусадки при использовании данной манжеты. Производится она быстрее аналогичных процессов.Для выполнения гидро- и теплоизоляционной обработки не нужна помощь опытных мастеров и профессиональный инструментарий. Чтобы выполнить задачу, достаточно использовать только газовую горелку.Термоусадочные муфты подходят для труб, транспортирующих горячую и холодную жидкость.

Изделия способны выдержать кратковременное возрастание температуры воды вплоть десяти градусов.ТУМ подходят для трубопроводов, максимальное давление которых не превышает 1.6 МПа.Отличные диэлектрические свойства.Универсальное средство стыковки. Термоусадочная муфта подходит для стыковки труб горячего и холодного водоснабжения. Она способна восстанавливать изоляционный слой на участках магистрали.ТУМ не подвержен воздействию химических веществ.
В продаже можно найти большое разнообразие термоусадочных муфт для труб ППУ (про
Специфика монтажа
Последовательно выполнения изоляционных работ:
Для начала муфта распаковывается. С ее внутренней стороны необходимо убрать любые загрязнения.На середину стыка надевается манжета. Там маркируются края.К любой стыкующейся трубе присоединяют термоусадочную муфту, оставляя зазор от края в 45-50 сантиметров.Теперь трубы размещают в сварной струбнице так, чтобы они находились в одной плоскости.
Нужно сохранить небольшой зазор между соединяющимися элементами.Для сварки труб используют ручную газовую либо электрическую горелку. Также можно задействовать автоматический сварной комплекс. Последний вариант является самым надежным.Когда сварка завершена, необходимо подождать некоторое время до остывания стыка.Когда он остынет, сварной шов проверяется на герметичность.

Для этого используется система оперативного дистанционного контроля, проводники которой соединяются для начала процесса.В случае положительного исхода при проверке герметичности можно переходить к насадке термоусаживаемой муфты для труб. Она должна полностью закрыть неизолированные участки.На этой стадии манжета разогревается газовой горелкой. Тепловая энергия должна разойтись от центра по всему изделию.
Начинает сварщик нагрев с нижней ее части. Для термоусадки муфт необходима температура от 90 до 110 oC.В финальном этапе происходит заполнение полости между трубой и стыком посредством изоляционных составов. Они заливаются в специальное отверстие.
Второе отверстие предназначено для вакуумизации конструкции. Спустя полчаса оба отверстия завариваются пробкой. Максимальный ее выступ не должен превышать двух миллиметров.

Когда муфта будет остывать, начнется ее сокращение в размерах.
Благодаря этому увеличится герметичность ее соединения с трубами. В итоге термомуфта станет единым целым с полиуретановой оболочкой. Результатом станет стопроцентно герметизированный стык.
При этом существует ограничение на перегрев термомуфты. Это приведет к потере прочности изделия. Если на поверхности термоусаживаемой муфты для труб ППУ образовался сизый блеск, то это следствие перегрева.
Инструменты и приспособления для монтажа
Для монтажа трубопровода с использованием электросварных фитингов понадобятся инструменты:
- для разрезания труб – труборез или ножовка по металлу;
- острый нож + наждачная бумага или фаскосниматель для зачистки среза от заусениц, неровностей;
- ацетон или органический растворитель, ветошь для снятия пыли и обезжиривания места стыка.
Сам процесс сварки требует подачи на клеммы определенного тока. Для этого используют профессиональный сварочный трансформатор. Он относится к дорогостоящему специальному оборудованию. Для монтажа индивидуальных коммуникаций такой трансформатор электроэнергии можно взять напрокат.
Рекомендуем ознакомиться: Особенности и монтаж вентиляционного выхода трубы на крышу своими руками

Сварочный аппарат легко настраивается на необходимое напряжение. В большинстве современных сварочников для полимерных материалов настройка проводится автоматически, согласно штрих коду на электросварочном фитинге. Продвинутые модели считывают информацию непосредственно с клемм муфты.
Правила выполнения качественной термоусадки
Необходимо визуально следить за процессом термоусадки. Работа считается успешной в том случае, когда с краев усаженной манжеты вытекает расплавленный клей. Зазора между термомуфтой и полиуретановым слоем трубы не должно быть совсем на расстоянии 20 сантиметров от края.
При выполнении стыковки элементов трубопроводов при помощи термомуфт нельзя:
-
Выполнять монтаж при отрицательной температуре (от -15 oC);Выполнять изоляцию несоосных стыков (от 5 o);Выполнять монтажные работы при выпадении осадков, если отсутствует укрытие;Производить монтаж на влажные пенополиуретановые трубы. Предварительно их необходимо полностью высушить, а потом уже переходить к выполнению задачи.
Термоусаживаемые муфты отлично подходят для тепло- и гидроизоляции сварного стыка в системе водопроводных труб ППУ.
ТУМ имеет смысл использовать не только из-за высоких эксплуатационных характеристик, но и ввиду простого монтажа. Кроме того, такая изоляция отличается экономичностью.В ходе монтажа систем газо- и водоснабжения, поливной или дренажной системы возникает необходимость соединения труб из полиэтилена между собой в непрерывную сообщающуюся систему. Универсальным материалом для этих целей служит муфта для труб ПНД.Ассортимент ПНД муфт
Применение муфтовых соединений в конструкциях трубопроводов
Муфта – это фасонный элемент небольшого размера, на концах которого имеется резьба. При работе с полиэтиленовыми трубами применяются, соответственно, муфты, выполненные из полиэтилена низкого давления методом экструзии.
Спектр применения таких муфтовых соединений довольно широк. Он включает в себя такие виды коммуникаций:

-
Отопительную.Газопроводную.Канализацию.Водоснабжение.




Плюсы использования полиэтиленовых муфт
Отличные эксплуатационные качества и технические характеристики, которые демонстрирует муфта на трубу ПНД, по большей части, обусловлены свойствами полиэтилена низкого давления, из которого она изготовлена. Перечислим их:
Уникальное свойство полиэтилена проявлять стойкость к агрессивному воздействию различных повреждающих веществ.Тепло- и морозостойкость. Аналогично изделиям из ПВХ, муфты ПНД устойчивы к скачкам температуры. Они отлично переносят как морозы до -20 °С, так и жару вплоть до +50 °С.

Это обеспечивает удобство установки и эксплуатации трубопровода.Низкая цена. Соотношение низкой цены и высокого качества – существенное преимущество, особенно при необходимости установки коммуникаций большой протяженности.Простота монтажа. Установка такого соединения не требует ни специальных навыков и инструментов, ни большого количества времени.
В случае возникновения аварии либо при текущем ремонте замена муфты происходит быстро и без особых усилий.Долговечность. При соблюдении условий эксплуатации срок службы данных изделий достигает нескольких десятилетий.Надежность. Свойства полиэтилена обеспечивают максимальную устойчивость трубопроводов к механическим деформациям.
Монтаж муфт различного типа
Все муфтовые соединения ПНД требуют предварительной подготовки пластиковых труб. Для максимально прочного и герметичного соединения после обрезки их необходимо очистить от загрязнений и удалить заусенцы, оставшиеся после режущего инструмента. Также желательно обезжирить трубу.
Установка соединительных муфт
Для монтажа муфты ПНД необходимо подобрать изделие равного диаметра с соединяемой трубой. Алгоритм соединения выглядит так:
- пластиковую трубу помещают во втулку;
- внешнюю гайку, надетую на трубу предварительно, закручивают до предела по часовой стрелке.
Рекомендуем ознакомиться: Что такое фитинг, его классификация и сфера применения

Важно! Соединительные муфты подходят для монтажа водопроводных систем до 10 бар. Для напорных водопроводов они не подходят.
Монтаж компрессионных муфт
Для установки компрессионной (обжимной) муфты необходимо:
- открутить внешнюю цветную гайку;
- завести гайку за белое обжимное кольцо;
- поместить трубу в тело муфты, отодвигая белое обжимное кольцо до упора;
- внешнюю цветную гайку закрутить вручную или с помощью ключа до отказа.
Важно! Чтобы не повредить соединение, необходимо соизмерять усилие при создании крутящего момента. Чрезмерное приложение силы может привести к срыву резьбы или трещине в корпусе муфты.
Установка электромуфты
Для соединения труб посредством электросварной муфты требует специального токоподающего прибора, который должен привести в действие нагревательную спираль и расплавить пластик в месте соединения. Это может быть простой портативный трансформатор или другой прибор, создающий постоянный ток.

- фитинг надевается поверх трубы;
- клеммы муфты подключаются к переносному трансформатору;
- ток из включенного трансформатора подается к термоспирали, которая за несколько минут расплавляет полимер и создает герметичный стык.
Выдержав необходимое время для плавки полиэтилена, нужно отключить трансформатор и дождаться остывания муфты (в среднем это занимает до 20 минут). Двигать ее до затвердевания полимера не рекомендуется, чтобы не нарушить однородную структуру фитинга.
Соединительные муфты
Простейшим вариантом для соединения двух и больше полиэтиленовых труб с равными диаметрами в протяженные линии коммуникаций являются муфты соединительные для труб ПНД. В процессе монтажа полиэтиленовую трубу вставляют в специальную пластиковую втулку и с усилием фиксируют там.
Соединительные муфты ПНД
Затем гайку-крышку прижимают, прокрутив ее впритык в сторону движения часовой стрелки. Этот соединительный элемент гарантирует поддержание в трубопроводной системе оптимальной проходимости и постоянного давления.
Виды муфт
Муфтовые соединения из ПДН можно классифицировать по нескольким параметрам. По назначению муфты ПНД делятся на соединительные и защитные:
- Первая разновидность используется для монтажных и ремонтных работ в инженерных системах, обеспечивая соединение.
- Защитные фитинги усиливают надежность и герметичность стыков на уязвимых участках водопровода.
По исполнению муфты ПНД делятся на три типа — соединительные, компрессионные и (обжимные, электросварные).
- Соединительные фитинги – самый простой вид муфт. Такая муфта представляет собой кольцевой элемент, равный по внутреннему диаметру с внешним сечением соединяемых пластиковых труб. При монтаже они надеваются поверх отреза трубы и фиксируются с помощью внутреннего уплотнительного элемента.
- Компрессионные муфты – это самые надежные, но в то же время довольно простые по способу установки соединительные элементы. Внутри изделий находится резьба, втулка и кольцевая стяжка с уплотнителем, поверх которых надевается гайка. Обжимную муфту можно узнать по цветному внешнему элементу – гайки синего или бирюзового цвета, а также черному корпусу. Резьбовое соединение вкручивается внутрь соединяемой трубы, а кольцевая стяжка оказывается поверх отреза арматуры. Для соединения двух элементов водопровода необходимо повернуть синюю гайку до упора. Этим способом можно создавать надежные, прочные и герметичные соединения.
- Электросварные муфты представляют собой простое изделие в виде кольца, внутри которого находится металлическая нагревательная спираль с клеммами. Она нагревается с помощью электрического тока и оплавляет полиэтилен корпуса, тем самым обеспечивая герметизацию стыка.
Рекомендуем ознакомиться: Как обеспечить герметизацию печной трубы на крыше из профнастила

По форме муфты ПНД делятся на простые (прямые) для линейного соединения труб, а также поворотные, которые позволяют соединять трубы под прямым и тупым углом.
Для каких труб предназначено муфтовое соединение тест
Назначение электросварных муфт и необходимые инструменты для соединения полиэтиленовых труб
Технология муфтового соединения полиэтиленовых труб

В ходе монтажа систем газо- и водоснабжения, поливной или дренажной системы возникает необходимость соединения труб из полиэтилена между собой в непрерывную сообщающуюся систему. Универсальным материалом для этих целей служит муфта для труб ПНД.
Применение муфтовых соединений в конструкциях трубопроводов
Муфта – это фасонный элемент небольшого размера, на концах которого имеется резьба. При работе с полиэтиленовыми трубами применяются, соответственно, муфты, выполненные из полиэтилена низкого давления методом экструзии.
Спектр применения таких муфтовых соединений довольно широк. Он включает в себя такие виды коммуникаций:
- Отопительную.
- Газопроводную.
- Канализацию.
- Водоснабжение.
Плюсы использования полиэтиленовых муфт
Отличные эксплуатационные качества и технические характеристики, которые демонстрирует муфта на трубу ПНД, по большей части, обусловлены свойствами полиэтилена низкого давления, из которого она изготовлена. Перечислим их:
- Экологичность. Уникальное свойство полиэтилена проявлять стойкость к агрессивному воздействию различных повреждающих веществ.
- Тепло- и морозостойкость. Аналогично изделиям из ПВХ, муфты ПНД устойчивы к скачкам температуры. Они отлично переносят как морозы до -20 °С, так и жару вплоть до +50 °С. Это обеспечивает удобство установки и эксплуатации трубопровода.
- Низкая цена. Соотношение низкой цены и высокого качества – существенное преимущество, особенно при необходимости установки коммуникаций большой протяженности.
- Простота монтажа. Установка такого соединения не требует ни специальных навыков и инструментов, ни большого количества времени. В случае возникновения аварии либо при текущем ремонте замена муфты происходит быстро и без особых усилий.
- Долговечность. При соблюдении условий эксплуатации срок службы данных изделий достигает нескольких десятилетий.
- Надежность. Свойства полиэтилена обеспечивают максимальную устойчивость трубопроводов к механическим деформациям.
Монтаж различных типов муфт
При строительстве трубопроводов используют описанные ниже типы муфт.
Соединительные муфты
Простейшим вариантом для соединения двух и больше полиэтиленовых труб с равными диаметрами в протяженные линии коммуникаций являются муфты соединительные для труб ПНД. В процессе монтажа полиэтиленовую трубу вставляют в специальную пластиковую втулку и с усилием фиксируют там.
Затем гайку-крышку прижимают, прокрутив ее впритык в сторону движения часовой стрелки. Этот соединительный элемент гарантирует поддержание в трубопроводной системе оптимальной проходимости и постоянного давления.
Компрессионные муфты
Для надежного соединения участков труб небольшого диаметра, содержащих повороты, разветвления или стыки, служат муфты компрессионные для ПНД труб.
Кроме того, они применяются в коммуникациях, состоящих из труб разного диаметра или из разных материалов, например, ПНД и металла.
По форме и виду резьбы различают следующие элементы, с помощью которых в трубопроводе крепится труба ПНД: муфта, тройник, отвод, заглушка.
При помощи данного соединительного элемента можно не только выполнить разветвление труб, но даже изменить их сечение.
Рассмотрим, как выполнить соединение компрессионной муфты с трубами своими руками:
- Обрезать края трубы перпендикулярно оси при помощи полосовой или циркулярной пилы.
Монтаж компрессионной муфты
- Скосить кромки, зачистить заусенцы, выровнять поверхность края трубы.
- Расположить синюю гайку муфты (предварительно открученную) за белым зажимным кольцом, которое должно быть направлено в сторону муфты.
- Вставить с усилием трубу в тело муфты, двигая зажимное кольцо до упора.
- Затянуть синюю гайку сначала вручную, затем с помощью специального инструмента.
Электросварные муфты для труб ПНД предназначены для соединения труб электросварным методом путем расплавления полиэтилена. Термоспираль нагревает муфту и края трубы ровно до того момента, когда полиэтилен начинает расплавляться. После остывания соединение твердеет.
Приведем пошаговое руководство по выполнению электромуфтового соединения методом сварки:
- Подготовка поверхности к сварке путем очищения от жира и загрязнений.
Зачистка и обезжиривание поверхности трубы
- Включение токоподающего аппарата, нагревание закладных элементов электромуфты. Они, в свою очередь, расплавляют прилегающий слой полиэтилена.
Электросварное соединение труб
- Увеличившаяся в размере за счет нагрева труба, ограниченная по периметру муфтой, создает давление, достаточное для сварки.
- Отключение питающего аппарата. Полученное путем сварки соединение гомогенизировалось и со временем после остывания будет окончательно готово.
Сварочное соединение является универсальным и довольно эффективным. Оно обеспечивает высочайшую прочность и герметичность конструкции трубопровода. Соединительный узел, выполненный этим методом, становится абсолютно аналогичен однородному участку трубы.
Тем не менее, при выборе метода соединения элементов коммуникационной конструкции должны браться во внимание как условия эксплуатации трубопровода, так и подаваемая по трубам среда. На основании всех данных делается выбор в пользу того или иного способа.
Особенности соединения полиэтиленовых труб: какие муфты для этого нужны и какую роль они играют

Если для прокладки магистрали вы решили взять полиэтиленовые трубы, то нужно при этом учитывать ряд нюансов. Так, чтобы конструкция была максимально надежной, полиэтиленовые трубы нуждаются в соединении посредством специальных муфт.
Сегодня мы расскажем, какие муфты используются для соединения полиэтиленовых труб, на какие виды они подразделяются и какие характеристики имеют. Помимо этого, вы получите представление об том, как установить магистраль с помощью полиэтиленовых изделий.
Трубы на основе такого материала, как полиэтилен широко применяются с целью обустройства разных систем, начиная от самых примитивных конструкций, где нет внутреннего напора, и заканчивая трубопроводами, где есть большое давление, от 16 атмосфер и выше. Полиэтиленовые конструкции эластичны и не подвержены разрушению вследствие воздействия внешних факторов.
Благодаря таким характеристикам, полиэтиленовые трубы пригодны для таких видов использования, как:
- перемещение активных химических веществ;
- закладка деталей из полиэтилена на большую глубину;
- бытовое применение;
- использование в промышленных масштабах.
Широкий диапазон сфер использования изделий из полиэтилена существует и благодаря большому ассортименту в плане размера. Так, трубы могут иметь длину от 1 до 160 см.
Классификация муфт для соединения труб
Муфта – это специальный фитинг, который нужен для соединения двух частей труб. Муфты бывают универсальными, а есть такие, которые подходят для соединения каких-то определенных изделий (например, полиэтиленовых труб).
По типу соединения муфты бывают:
Сборка труб с использованием муфт имеет две технологии:
- обжимная (компрессионная) – конструкция устанавливается на приготовленное крепление или гильзу;
- сварная – конструкция собирается посредством диффузной сварки.
Сварочные муфты и их применение
Муфты, предназначенные для сварки деталей, сделаны из полиэтилена, но иногда их край может иметь латунную или стальную врезку. Такие изделия применяются при установке части трубопровода из металла в полимерную общую магистраль либо же с целью установки контрольной или арматуры.
К конструкции при этом можно подключать любую трубную арматуру. Муфты для соединения труб используются в таких сферах, как:
- строительство;
- ЖКХ;
- сельское хозяйство;
- химическое производство;
- нефтегазовая отрасль.
Благодаря муфтам вам не придется приобретать разные приспособления для соединения деталей, которые довольно габаритные и нуждаются в оснащении с помощью насадок разных размеров.
Муфты для полиэтиленовых труб электросварного типа устанавливаются с применением обычного трансформатора для сваривания с клеммовым подключением.
А для установки простых элементов соединения используется паяльник с насадкой, которая фиксирует трубопровод по отношению к муфте. Разные размеры подбираются в зависимости от размера применяемой продукции.
Так или иначе, материалы на основе полиэтилена соединяются посредством нагрева их крайних частей. Затем части труб соединяются и потом спрессовываются.
Крупнейший размер сварочных соединений составляет 40 см, если сваривать размеры больше, но нужно использовать специализированное оборудование промышленного назначения.
Особенности компрессионных муфт
Для производства компрессионных муфт применяются полимеры или металл. Если система будет иметь большой напор, то в ней должна присутствовать гильза или же металлическая цанга. А вот для безнапорных систем могут быть применены муфты с цангой как из металла, так и на основе полиэтилена. А вот сама компрессионная муфта может быть сделана из таких материалов, как:
- сталь;
- латунь;
- чугун;
- изделия с пластиковым корпусом.
Материалы такого типа могут иметь размер до 6 см. Муфты, в состав которых входить гильза или же цанговый элемент, редко когда используются для крупных трубопроводов, это невыгодно и не экономно. Исключения составляют случаи, когда используют трубы диаметром по 10 см, но и это бывает очень редко.
Применение для конструкций цанговых изделий позволяет в будущем их разобрать без проблем.
А вот гильзовые изделия можно применять исключительно для целостных неразборных трубопроводных систем.
В первом варианте трубы фиксируют на ниппеле с помощью гайки и кольца, и потом их можно демонтировать. А во втором случае соединение происходит посредством тисков, поэтому разобрать его уже не выйдет.
Виды муфт в зависимости от их назначения
В зависимости от видов используемых труб и назначения работ нужно применять муфты разного вида. По данным критериям они подразделяются на следующие категории:
- Изделия для ремонта труб. Такие муфты используются в случаях, когда ломается магистраль, и эта поломка нарушает целостность всей системы и ее нормальную работу. Такое изделие состоит из нескольких составляющих, его нужно устанавливать непосредственно на само поврежденное место. Каждая составляющая изделия крепится посредством сварочного аппарата или специальных крепежных элементов;
- Защитные изделия для соединения. Такие приспособления нужны в случаях, когда какой-то элемент системы или соединение нуждаются в дополнительной защите;
- Муфты для соединения. Эти изделия используются непосредственно для соединения труб разного типа. Например, одна из труб идет с напором, а вторая – без него. Чаще всего такие конструкции транспортируют жидкость или газы.
Особенности применения муфт для трубопроводов
Соединение полиэтиленовых труб при помощи муфт невозможно без использования специального оборудования и специальных соединительных изделий. Подобные приборы очень прочные и могут выдерживать давление вплоть до 16 атмосфер.
Такой электромуфтный вариант достаточно дорогой, но при этом он имеет ряд преимуществ. В частности, с его помощью можно проводить работы в небольших местах, где обычный сварочный аппарат просто не уместится, а электромуфтный станет незаменимым.
Электромуфты бывают разных видов. Самый простой вариант, который применяется с целью соединения прямых магистралей, считается наиболее распространенным. Также часто нужно использовать отводы, электрические тройники и прочие соединительные элементы.
Подобный тип соединения труб может быть задействован в случаях, когда есть необходимость соединить поступающие в бухты трубы небольших размеров. Крепления размером 11 см включительно стоят недорого и их для работы много не нужно.
Сварка муфтовым способом включает в себя следующие этапы работы и особенности:
- перед работой приготовьте все нужные материалы. Также выполните подготовительные мероприятия. Сначала очистите сварочное место от верхнего слоя с помощью специальных инструментов и удалите оттуда весь жир и грязь;
- подключите рабочее оборудование к электросети, это нужно для нагрева элементов и плавки части трубы;
- та часть полиэтиленовой трубы, которая находится в муфте, под температурным воздействием будет расширяться, а это передаст нагревание дальнейшей поверхности конструкции, которая тоже потихоньку начнет плавиться;
- поскольку полиэтилен и труба содержатся в ограниченном пространстве, а под воздействием процесса плавки труба становится шире, это создает давление, которое оптимально подходит для соединения элементов;
- в конце следует отключить оборудование от питания. Соединение будет считаться законченным тогда, когда стыковочное место полностью остынет и закрепится максимально прочно.
Муфты для ремонта водопроводов на основе полиэтиленовых труб имеют в плане применения следующие преимущества:
- вам не нужно будет отключать давление с целью устранения поломки на работающем трубопроводе из пластика;
- вы сможете отремонтировать полиэтиленовые системы без применения профессиональных инструментов или специальных приборов вроде сварочного аппарата, электрического генератора и т.д.;
- механическая фиксация не допустит осевых сдвигов, а также защитит конструкцию от разлома в месте повреждения.
Такие изделия, как специальные муфты для труб на основе полиэтилена, позволят отремонтировать конструкцию даже в условиях ограниченного пространства, на холоде, дожде, и других некомфортных условиях. Они универсальны, ведь их можно применять не только с целью соединения труб, но и для их ремонта.
Муфты для полиэтиленовых труб

Пнд трубы совершили революцию в подземных коммуникациях. Они значительно превосходят старые аналоги в своей практичности. Их преимуществами являются намного больший срок службы, теоретически достигающий трехсот лет, и гарантия бесперебойной работы в течение полувека.
Эти изделия не подвержены коррозии, а низкая теплопроводность полиэтилена обеспечивает небольшие теплопотери и незначительное образование конденсата на поверхности. Полиэтиленовые трубы низкого давления не разрушаются при замерзании в них воды, так как способны расширяться вместе с жидкостью.
Они стоят дешевле металлических аналогов, имеют малый вес и простые в обслуживании.
Муфты: их применение и достоинства
Муфты – это фитинговая продукция, специально приспособленная для соединения разных участков труб между собой и с другими объектами трубопроводной инфраструктуры. Они гарантируют герметичность и надежное крепление стыков. Муфты для ПНД труб используются в таких сферах, как ЖКХ, строительной, нефтегазовой, химической и сельском хозяйстве в следующих видах коммуникаций:
- газопроводных;
- отопительных;
- водоснабжении;
- канализации.
Преимущества:
- Изделия из полиэтилена экологичны.
- Стойкость к любым агрессивным средам.
- Устойчивость к морозу и высоким температурам. Они не портятся при температурах от -20оС до +50оС.
- Дешевизна.
Все муфты разделяются на две группы:
- Соединительные, их еще именуют ремонтные, применяются для починки прорывов, для более прочного и герметичного соединения. Этот вид считается особо надежным.
- Защитные муфты предназначены для предотвращения возможных повреждений конструкции.
По назначению и конструктивным особенностям фитинги разделяются на:
- муфты равнопроходные, служащие для линейного соединения одного диаметра труб;
- фитинги компенсационные, предназначенные для подключения разных устройств или уменьшения сечения трубопровода;
- фланцевые, которые применяются для стыковых соединений труб из разных материалов или разного диаметра;
- отводы, используемые для изменения направление линии (бывают углы 45, 66 и 90 градусов);
- заглушки, которые устанавливаются на трубопровод, чтобы временно его перекрыть;
- тройники и крестовины, служащие для создания ответвлений в сети.
Для соединения труб используются следующие фитинги:
Электросварные соединения
Электросварная муфта ПНД представляет собой фитинг в форме рукава, в нее встроены электронагревательные элементы.
При одевании ее на стык включаются электронагревательные элементы, которые плавят как пластик самой муфты, так и обеих труб. Пластик, расширяясь во время плавки, плотно стыкуется.
После остывания он образует однородную массу без зазоров. Поэтому соединение с помощью электрических фитингов относится к наиболее надежным.
Преимущества электросварных фитингов:
- простота в использовании;
- крайне высокая надежность;
- быстрота монтажа;
- универсальность;
- возможность установки в труднодоступных местах;
- долговечность соединений такого типа.
Недостатки:
- их нельзя применять для систем отопления и горячего водоснабжения (работают лишь при температуре до 40оС);
- не используются для трубопроводов с высоким давлением потока;
- соединения не переносят кислотной и щелочной среды.
Конструкция электросварной муфты:
- нагревательная спираль (выпускается из специального сплава), которая обеспечивает лучшую теплоотдачу и производит нагрев материала из полиэтилена;
- корпус из ПНД.
- клеммы, к которым подключается сварное устройство.
В свою очередь, нагревательные элементы могут находится в виде:
- открытой спирали – данный тип применяется довольно редко, так как является небезопасным;
- полуоткрытой спирали – «золотая середина», средний уровень безопасности, но также равномерно нагревает поверхность фитинга;
- скрытого нагревательного элемента.
Чаще всего применяют второй тип.
Сама сварка проходит в следующие этапы:
- Первым делом всю поверхность труб очищают от любых загрязнений и пыли.
- При помощи специального обрезного инструмента выполняется обрезка концов. В этом случае применение ножовки или ножа запрещены.
Затем подается напряжение, в результате фитинг нагревается и плавит пластик. Под действием температуры и давления пластик обоих элементов превращается в однородную массу. После этого нагрев прекращается, а стыку дают время остыть. Для этого обычно требуется около двадцати минут.
После остывания, стенки труб на месте стыка становятся более надежными и прочными, чем на обычных участках, но их обязательно проверяют на герметичность.
Компрессионные фитинги
Компрессионнаясоединительная муфта для труб ПНД скрепляет их только механическим зажимом, поэтому не требует для ее монтажа специального оборудования в отличие от электрического аналога. Мало того, применение компрессионных соединений не позволяет производить сварку на месте стыка.
Также компрессионные фитинги в случае надобности можно снять и переустановить на другой участок неограниченное количество раз. Их конструкция допускает соединение между собой труб разного диаметра. Еще одним существенным преимуществом этого типа изделий является их более низкая стоимость.
Таким образом, в плане цены и удобства, компрессионные муфты намного превосходят электрические. Однако они менее надежны, место стыка более уязвимо.
Компрессионные муфты могут использоваться в местах разветвления, поворотов, изменения диаметра, соединения с арматурой и для переходов от ПНД труб к металлическим. Они нашли свое широкое применения в автоматических системах полива и ремонте трубопровода.
Преимущества компрессионных соединений:
- простые в монтаже – не нужно каких-либо инструментов или специальных навыков, изделия поставляются в готовом виде;
- несложные в ремонте – поменять любую деталь в компрессионном фитинге не составит большого труда;
- многоразовое использование – их можно снимать и ставить более 10 раз;
- устойчивость к коррозии;
- возможность соединения с металлическими элементами.
Компрессионные фитинговые соединения могут быть:
- для труб одного диаметра;
- соединяющие трубы разного диаметра;
- с наружной резьбой;
- с внутренней резьбой.
Конструктивно компрессионная муфта состоит из пяти элементов:
- корпус;
- уплотнительное кольцо, чья задача состоит в сжимании места стыка;
- зажимное кольцо – страхует от внезапного развинчивания механизмов фитинга вследствие гидроударов и толчков;
- запрессовывающая втулка – держит уплотнительное кольцо;
- крышка-гайка – удерживает весь механизм.
Таким образом, муфта механически сжимает место стыка плотным прилеганием своих частей к стенкам труб. Их обычно производят из полиэтилена.
Установка компрессионной муфты проходит в следующие этапы:
- подготовка фитинга, его развинчивание, чтобы он мог обхватить трубы;
- подготовка трубы, очистка от пыли на месте стыка, возможно, снятие верхнего тонкого слоя;
- разметка труб, обозначение места, по которому она войдет в муфту;
- Нанесение смазки на уплотнительное кольцо обоих элементов, хотя, можно просто намылить трубу;
- стыковка элементов;
- фиксация фитинга закручиванием накидной гайки до упора.
Соединительные муфты
Самый простой вид соединения. Чаще всего они используются во время сборки трубопровода. Соединительные фитинги позволяют без применения инструмента быстро выполнить соединение элементов линии.
- обеспечивают надежное крепление и долговечность соединения;
- нечувствительны к перепадам температуры и механическим воздействиям;
- низкая стоимость;
- широкий спектр использования.
По своему принципу работы и конструкции соединительные фитинги схожи с компрессионными, но они более простые и могут применяться лишь для труб одинакового диаметра.
Монтаж элементов при помощи соединительных муфт:
- полиэтиленовая труба вставляется в пластиковую специальную втулку и фиксируется там;
- затем гайку-крышку нужно прижать, прокрутив ее по часовой стрелке.
Фланцевое соединение
Их используют в следующих случаях:
- когда нужно подключить пластиковые трубы к металлическим;
- если применяются трубы больших диаметров;
- при прочистке, аварии или ремонте для быстрого демонтажа.
Фланцевое соединение обеспечивает герметичность системы и используются там, где не могут быть применены другие виды фитингов.
Фланцевая муфта состоит из металлического фланца и патрубка из ПНД.
Существует два вида такого соединения:
В первом случае муфта устанавливается на металлическую трубу, а потом монтируется вторая из ПНД. Затем конструкция фиксируется прижимным кольцом с резиновым уплотнением.
Резьбовое соединение схоже с предыдущим, но здесь патрубок имеет резьбу.
Какие лучше электросварные муфты для полиэтиленовых труб — как соединять

Не так давно полиэтиленовые трубы приобрели широкую популярность.
Эта продукция уверенно вошла в нашу жизнь.
На данный момент, практически, все водопроводные и канализационные системы выполняют из пластика.
Полиэтиленовые трубы низкого давления изготавливаются в результате дополнительной обработки полимеров.
Рабочий процесс происходит при необычных условиях (имеется в виду низкое давление).
В итоге, получается износостойкий, невосприимчивый к воздействию агрессивных сред и физическому влиянию, материал.
Он намного крепче поливинилхлорида, и его стоимость, на порядок меньше полипропилена.
Полиэтилен – это идеальный кандидат для изготовления магистралей, на которые постоянно воздействуют физические нагрузки.
По такой системе, как правило, транспортируется жидкая субстанция умеренной температуры.
К сожалению, именно, температура является слабым местом труб из полимеров.
Но, это не является серьезной проблемой при решении задач, связанных с наружной прокладкой систем канализации и водоснабжения.
У данного материала есть еще одно весомое достоинство:
- полиэтиленовые трубы можно сваривать собственными силами, без привлечения опытных специалистов.
Главное, иметь в своем распоряжении сварочный аппарат, с помощью которого изделия стыкуются без механических и временных издержек.
Единственное, что может осложнить вашу работу – плохая доступность к трубе.
К тому же, не так просто найти сварочное оборудование для того, чтобы выполнять необходимые манипуляции с изделием, диаметром свыше 300 мм.
Его будет очень сложно доставить на объект и наладить в рабочее положение.
Именно по этой причине и придумали такой механизм, как электросварная муфта для полиэтиленовых труб.
Конструкция электросварных изделий
Это специальное техническое оснащение, совмещающее в себе функции фитинга и сварочного аппарата.
В действительности, это приспособление – два в одном, которое способно выполнить возложенные на него задачи довольно эффективно.
Вследствие исключительных возможностей полимеров и, благодаря крошечным габаритам нагревательных элементов, есть возможность выполнять электромуфтовую сварку.
С помощью таких необычных фитингов, ведется монтаж различных магистралей с применением труб из стойкого полиэтилена.
Они находят свое применение при обустройстве:
- Систем для канализации.
- Магистралей питьевой и технической жидкости.
- Трубопроводов, по которым планируется транспортировка химических веществ, не вступающих в реакцию с полиэтиленом.
Стоит знать! Есть некоторые ограничения для применения электросварных муфт.
Такая продукция производится в нескольких модификациях.
Она классифицируется, в зависимости от функции и диаметра изделия, который варьируется в пределах от 20 до 315 мм.
Муфты отличаются между собой эксплуатационными характеристиками, в зависимости от трубопровода, которому они предназначаются.
На данный момент, на рынке имеется универсальная продукция, которая подходит, как для водяных, так и для газовых труб.
Преимущества применения
- Широкий спектр использования.Как уже говорилось выше, их применяют в системах канализации и водопровода, в напорных и безнапорных сетях водоснабжения.
- Долгий срок службы (боле 50 лет).
- Цена изделия доступна широким слоям населения.
- Возможность работать в труднодоступных местах трубопровода.
- Универсальность составляющих является прекрасной альтернативой для всех форм пластиковых труб.
- Выносливость к рабочему давлению в системе.
- Неподверженность к процессам ржавления.
- Работы с электросварными обжимными кольцами проводятся в течение короткого промежутка времени и без особых проблем.В результате, получается одно целостное устройство (что такое сгон в сантехнике).
- Большой ассортимент форм и размеров:
Конфигурации фитинов, которые поступают в продажу:
- классические,
- угловые соединения,
- тройники,
- крестовины т.д.
С помощью этих деталей укладка труб ведется при помощи комплектующих любого диаметра (размеры сантехнических труб).
Имеющиеся недостатки
Их значительно меньше, но при выполнении монтажных работ, сбрасывать со счетов немногочисленные минусы, все-таки не стоит.
- Соединение не адекватно себя чувствует в сильнокислой и щелочной среде.
- Электросварные фитинги не рекомендуют использовать при обустройстве системы отопления и горячего водоснабжения. Они не переносят температуру, выше +40 градусов.
- Для них губительно высокое давление в рабочем состоянии.
Электросварными муфтами, как правило, пользуются не только для ремонта и сопряжения полиэтиленовых труб.
Они являются оптимальным решением для стыковки труб разного диаметра, и изготовленных из различных материалов.
Эти крепежные элементы, необходимы, в случае выполнения перехода с металлического сегмента на пластиковый.
Технологическая начинка
Сварная деталь состоит из следующих базовых элементов:
- кожуха,
- нагревающих нитей,
- проводящих частей под клеммы,
- показателя сварки,
- крепежных элементов.
По обыкновению, все сварные муфты имеют обшивку из ПНД.
Материал, чаще всего, подбирают, в зависимости от марки той или иной трубы (как соединить ПНД с металлопластиковой трубой написано в этой статье).
Но на данный момент, многие исходники стандартизированы, поэтому проблемы при монтаже не возникают.
Однако, качество ПНД на различных фитингах может быть в одном случае лучше, в другом – хуже.
Через корпус муфты проходят нагревательные нити таким манером, чтобы полиэтилен смог прогреваться до нужной температуры, как можно быстрее.
На качественных изделиях должен быть установлен индикатор.
Он предназначен для упрощения работы персонала.
С его помощью можно увидеть, на каком этапе в данный момент находится сварка. Это избавит вас от лишних проверок.
Очень важной деталью является крепежный элемент.
Он поможет наиболее точно установить деталь в рабочее положение.
Не забывайте, что электросварной муфтой вы сможете воспользоваться только один раз.
Она не пригодна для повторного монтажа.
Если сварка выполнена неудачно, придется обрезать кусок трубы, зачистить ее и только потом использовать новый компонент.
Принцип действия
Каким образом функционируют обычные электросварные крепежи?
Все происходит очень просто. Вся их работа заключается в нагревании пластика посредством встроенных жильных нитей.
Остывать труба должна в естественном состоянии (про обжимной инструмент для металлопластиковых труб прочитайте здесь).
Проанализируем данный процесс более подробно.
Сначала, необходимо с помощью крепежного элемента смонтировать муфту. Потом к ней подсоединяют нагревательную установку.
Ток подается на кабеля, имеющиеся внутри конструкции. Для того, чтобы они достаточно прогрелись, уйдет какое-то количество времени (как сделать монтаж труб ПНД фитингами прочитайте в этой статье).
По обыкновению, полиэтилен начинает плавиться уже через одну минуту. Здесь многое зависит от напряжения, качества проводки и количества полимера.
Медленно нагреваются медные жилы, намного быстрее – усиленные или карбоновые, но и стоят они дороже.
Пластик, прогреваясь, начинает плавиться.
Когда температура достигает обусловленной отметки, полиэтилен становится полужидкой субстанцией.
В это время греется не только муфта, но и торцевые поверхности труб. А это является причиной качественного соединения.
Если на детали имеется специальный датчик, то по окончании работ, он загорится зеленым цветом.
Это и будет сигнализировать о том, что дело сделано. После того, как полимер остынет, снимают все крепления и убирают все дополнительные приспособления.
Вы смогли убедиться, что данный процесс не представляет ничего сложного и непонятного.
Главное достоинство электросварных муфт – удобство в работе. Особенно, это имеет большое значение, когда приходится трудиться с труднодоступными участками магистралей.
Безусловно, проблем с соединением двух небольших полиэтиленовых труб в квартире быть не должно.
Но, состыковать заглубленные канализационные трубы ПНД огромных размеров можно только с помощью единственного электросварного фитинга.
Несмотря на универсальность изделий, их невозможно установить без применения специального инструментария.
Вам обязательно понадобится электросварной трансформатор, а если говорить более понятным языком – источник бесперебойного напряжения.
Для разных фитингов потребуется различное напряжение (как соединить стальную трубу с полипропиленовой написано здесь).
Аппарат готовится к работе несколькими нажатиями клавиш. Устройство легко настраивается, а подключается еще проще.
Стоит знать, что оборудование это профессиональное и стоит оно довольно дорого.
Этапы монтажа
Монтируемую в систему трубу, необходимо срезать под прямым углом по отношению к плоскости ее основания.
Не должно быть никаких неровностей и кривизны. Нужно хорошо очистить изделие от мусора и грязи.
Специальным инструментом, необходимо, тщательно зачистить и обезжирить концы стыкуемых изделий. Для этого можно воспользоваться чистой ветошью, пропитанной растворителем или ацетоном.
- Свариваемые детали должны быть прочно зафиксированы при помощи специального крепления. Промежуток между трубами в средине крепежного элемента не должен превышать толщину стенок трубы.Некоторые модели фитингов снабжены технологическими выступами, они нужны для установления границы концов свариваемых изделий.
- Процесс сваривания происходит в автоматическом режиме.
- По окончании всех работ, необходимо провести испытание на герметичность стыков.Для этого грани покрываются мыльным раствором, и в систему нагнетается сжатый воздух.Только после этого допускается засыпание конструкции грунтом.
Если монтажом конструкции занимался специалист со стажем, и при этом он придерживался установленных норм и правил, то такая магистраль будет функционировать без поломок очень долго.
На современном рынке имеются в большом ассортименте электросварные муфты отечественного и зарубежного производства.
Выбор товара должен зависеть от многих факторов (не забывайте их учитывать).
Если вы планируете обустройство нового полиэтиленового трубопровода или модернизацию старого, в качестве соединителей лучше всего использовать электросварные муфты.
В итоге, у вас получится прочная и долговечная монолитная конструкция, обслуживание которой не доставит вам больших неприятностей.
Посмотрите в видеосюжете, как делается монтаж электросварной муфтой для труб ПЭ (ПНД).
Типы муфт для полиэтиленовых труб

Десятки тысяч коммуникаций в частном строительстве обслуживаются компонентами из полиэтилена. Они быстро монтируются, имеют невысокую теплопотерю и долго служат. Спектр используемых в установке муфт для полиэтиленовых труб широкий. Это объекты разветвленной фитинговой группы. Существует несколько критериев их систематизации.
Назначение муфт для полиэтиленовых труб
Ассортимент форм и набор диаметров муфт для ПЭ-труб практически не ограничены
Муфтами/фитингами называют компактную фасонную деталь для сочленения и защиты отдельных участков трубопровода.
На концах большинства таких изделий имеется резьба. Изготовляют их обычно из полимерной массы низкого давления (ПНД) методом экструзии.
Участие в формировании трубопроводной инфраструктуры подобных элементов — гарантия герметичности и надежности ее звеньев.
Позиционер для неразборного трубного соединения облегчает процесс стыковки фрагментов системы
Метод муфтового соединения полиэтиленовых труб востребован во многих областях — от строительно-коммунальной и нефтегазовой до химической, пищевой и сельскохозяйственной. В ЖКХ он охватывает наиболее важные системы жизнедеятельности зданий и сооружений:
- газопроводную;
- отопительную;
- водораспределительную;
- канализационную.
Вентиляция и энергосети также относятся к сфере активного использования предмета нашего анализа и подробного обсуждения. Традиционно соединительные и защитные муфты для полиэтиленовых труб составляют солидный вспомогательный технический арсенал при внедрении в жизнь инженерно-строительных разработок по упоминавшимся выше направлениям.
Фитинги для пластиковых труб могут иметь внутреннюю нарезку
Плюсы ПЭ муфт
Конструкционное многообразие фитингов для полиэтиленовых труб впечатляет
- экологичность и гигиеничность сырьевой основы;
- свойство расширяться при замерзании воды и сохранять целостность;
- отсутствие реакции на находящиеся внутри кислотно-щелочные среды;
- умение не разрушаться при резком физическом воздействии, нажиме;
- значительная температурная устойчивость (в пределах −20° — +50°);
- низкая цена при прочности и долговечности стыка;
- малый вес и простота установочного процесса.
При починке прорывов ситуацию нередко спасают соединительные муфты для полиэтиленовых труб как особо надежные, не дающие сбоя в критической обстановке.
Электросварная муфта выглядит так
Способы соединения труб
Конструкционное многообразие фитингов для полиэтиленовых труб впечатляет
Неразъемное соединение — сварка
Речь о довольно коротком по времени безмуфтовом сваривании совмещаемых концов, результатом которого становится ручная неразборная стыковка. Для закрепления водоводов полезен специальный станок-позиционер. Он позволяет расположить краешки напротив с большой точностью — чтобы затем нагреть их и подвести ненадолго друг к другу. Затвердевая, расплавленные участки сольются.
Сегменты пластиковой системы удобно сращивать и с помощью электромуфты для полиэтиленовых труб на общей оси. В корпусе есть нагревательная спираль, чаще полуоткрытая. Встречается и скрытый нагреватель.
Демонтаж ранее закрепленной системы-трубопровода не требуется — это явный позитив для ремонтников. Муфта-рукав «склеивает» прочно и надолго.
Зазоров-выемок в полученной однородной массе нет, и она не растрескивается.
Фланцевая муфта – приспособление с универсальными качествами
Последовательность действий при электромуфтовой сварке полиэтиленовых труб описана ниже.
- До применения электрофитинга соединяемые края гидро- или газосистемы очищают от загрязнений.
- Специальным обрезным инструментом (не ножовкой и не ножом!) подрезают сводимые трубные кончики.
- Зачищают скребком несколько «приграничных» сантиметров поверхности, снимая слой полиэтилена.
- Если нужно, хомутами уменьшают диаметр торцов — чтобы облегчить введение их в электроарматуру.
- Присоединяют клеммы аппарата для электромуфтовой сварки полиэтиленовых труб к электросети.
- Трубочно-муфтовая комбинация разогревается, и торцевые грани в ремонтируемом месте схватываются намертво.
После прекращения подачи электричества выжидают минут 20 — до полного остывания компонентов. Осуществить монтаж несложно, да и времени на него много не уходит. Правда, скрепленная электромуфтой для полиэтиленовых труб магистральная линия не готова к температурному режиму, превышающему 40°. Вот почему для подачи горячей воды либо тепла в помещение такая технология — вариант не лучший.
Разъемные способы фиксации
Комплект оборудования для сваривания полимерных труб
Они допускают разборку и повторную компоновку сантехнической системы, в прежнем или же обновленном виде.
Такой выбор повышает ремонтную способность трассы и потому становится предпочтительным в проблемных конструкциях, не гарантирующих стабильных условий эксплуатации.
Здесь муфтовая сварка полиэтиленовых труб уступает позиции резьбовой и фланцевой технике.
Компрессия востребована в случаях, когда магистраль состоит из участков с неодинаковыми характеристиками. Имеет смысл обратить внимание на обширную группу муфт компрессионных для полиэтиленовых труб с разным сечением либо изготовленных из непросто комбинируемых материалов — например, стальных и полимерных. Они разнятся по размеру и функции.
Аппарат для сварки ПЭ труб в действии
Обжимные переходные соединительные образчики — оптимальный вариант для не терпящих отлагательства работ с изделиями несовпадающего диаметра.
Спецоборудование для манипуляций с такими переходниками-отводами-тройниками и прочими представителями «техсемейства» не нужно.
Качественные импортные модели ориентированы на законченные циклы с сетевыми отрезками «под ключ».
Фланцевые экземпляры вообще уникальны. Такая муфта соединительная для полиэтиленовых труб умеет справиться с заданиями, где от иных фитингов-переходников пользы будет мало.
Подгруппа с фланцами — лидер в стыковочных операциях неудобной пары металл-ПНД. Еще одно ее преимущество — редкостное умение оперативно «работать» с огромными диаметрами.
А еще устранять аварии и помогать прочищать засорившиеся отверстия.
В общем, плюсов у фланцевых муфт и родственной им инженерно-технической атрибутики множество. Это — мнение специалистов.
Как соединить трубы ПНД: виды соединений (фитинги, муфты, сварка) и их особенности

Актуальность вопроса о том, как правильно выполнять соединение труб ПНД, объясняется тем, что такие изделия, изготовленные из полиэтилена низкого давления, активно используются в современном строительстве, а также для ремонтных работ. Монтаж таких труб, которые могут быть использованы для транспортировки различных сред, может осуществить даже тот, кто никогда ранее не сталкивался с необходимостью выполнения подобной процедуры.
Устройство летнего поливочного водопровода из труб ПНД
Сферы применения труб из полиэтилена низкого давления
Благодаря своим уникальным характеристикам трубы, изготовленные из ПНД, нашли широкое применение не только в капитальном строительстве, но и в бытовых условиях. Наиболее распространенными сферами применения таких труб являются:
- монтаж трубопроводов, используемых для водоснабжения строительных сооружений различного назначения;
- обустройство канализационных систем;
- защита электрических кабельных систем;
- формирование гидроизоляционного слоя для элементов теплотрасс;
- защита кабелей связи при их прокладке в открытом грунте;
- обеспечение нормального функционирования артезианских скважин;
- формирование бетонных конструкций при возведении монолитных строительных сооружений;
- монтаж систем орошения для тепличных сооружений.
Трубы ПНД имеют цветную маркировку в зависимости от назначения
Высокая популярность таких изделий обусловлена еще и тем, что соединение труб ПНД может выполняться по различным технологиям, каждая из которых обеспечивает его надежность и герметичность.
Способы соединения
Как соединить трубы ПНД? Для начала следует изучить особенности этой технологической операции. На сегодняшний день разработано много способов, позволяющих выполнять надежное соединение труб из данного материала. Все соединения, получаемые при помощи таких способов, можно разделить на два типа:
- неразъемные (создаваемые сваркой);
- разъемные (формируемые с использованием специальных соединительных деталей – фитингов).
Отвод ПНД-трубы с помощью резьбового тройника
Чаще всего при применении труб, изготовленных из ПНД, используются разъемные соединения. Это объясняется следующими преимуществами соединений данного типа.
- Нет необходимости в приобретении специального сварочного оборудования или привлечении специалистов, услуги которых стоят недешево.
- Соединения данного типа можно выполнять даже в тех местах, где использование сварки не представляется возможным. В частности, металлические фитинги применяются в тех случаях, когда соединение труб, изготовленных из ПНД, необходимо выполнить под водой.
- Соединения труб, изготовленных из ПНД, выполняются очень оперативно, что нисколько не влияет на их надежность.
Разновидности фитингов для соединения труб ПНД
Разъемные соединения
На сегодняшний день используется два способа, позволяющих получать разъемные соединения труб, изготовленных из ПНД:
- так называемое раструбное соединение, для выполнения которого используются специальные эластичные уплотнители (несмотря на простоту выполнения такого соединения, использовать его можно только при монтаже безнапорных трубопроводов);
- соединения, выполняемые при помощи таких крепежных элементов, как металлические фланцы и фитинги.
Применение специальных муфт
В качестве фитингов, используемых для соединения труб из ПНД, часто применяются муфты из полиэтилена, изготавливаемые по экструзионной технологии. Для того чтобы использовать фитинг подобного типа, нет необходимости в применении дорогостоящего сварочного оборудования. Более того, такие соединительные элементы стоят недорого, что делает их применение еще более экономически целесообразным.
Виды муфт для разъемного соединения ПНД-труб
Такой тип фитингов для труб из ПНД, как полиэтиленовые муфты, отличается еще целым рядом преимуществ, к наиболее значимым из которых следует отнести:
- длительность эксплуатации, срок которой может доходить до нескольких десятков лет;
- высокую надежность;
- устойчивость к механическим воздействиям и значительным перепадам температурного режима эксплуатации;
- высокую устойчивость к воздействию даже очень агрессивных сред;
- универсальность (применение для монтажа трубопроводных конструкций различного назначения).
На современном рынке представлено несколько разновидностей муфт данного типа:
- компрессионные, имеющие внутреннюю или наружную резьбу (их можно использовать для монтажа как полимерных, так и металлических труб, газопроводов и отопительных систем);
- соединительные, применяемые для монтажа ПНД-труб, обладающих одинаковым диаметром;
- редукционные, при помощи которых выполняют соединение труб, отличающихся друг от друга диаметром.
Использование компрессионных фитингов
Соединение труб из ПНД с применением компрессионных фитингов осуществляется по следующему алгоритму.
- Соединительный элемент следует предварительно разобрать, для чего на нем откручивается накидная гайка.
- Участок трубы, на котором будет выполняться соединение, тщательно зачищается, а на его торце выполняется фаска.
- На поверхность трубы следует нанести метку, дальше которой торец соединительного элемента не должен заходить.
- Чтобы процесс соединения не вызывал особых затруднений, конец трубы необходимо обработать раствором жидкого мыла.
- После осуществления всех подготовительных процедур труба вводится в соединительный элемент, для чего необходимо приложить некоторое усилие.
- После погружения трубы в фитинг до требуемой отметки гайка на соединительном элементе закручивается. Выполняя затягивание гайки, следует следить за тем, чтобы не перетянуть формируемое соединение.
Монтаж компрессионных фитингов
Неразъемные соединения
В отдельных случаях, связанных с соединением труб, изготовленных из ПНД, целесообразнее использовать не фитинги, а сварку, которая может выполняться по двум основным технологиям:
Электромуфты – это соединительные элементы, изготовленные из полиэтилена, во внутреннюю часть которых вставлена электрическая спираль. В процессе монтажа трубопроводов на спираль таких муфт подается напряжение, что приводит к плавлению пластика и формированию надежного соединения.
Для работы с электромуфтами используют специальный сварочный аппарат
Чтобы, используя электромуфты, получить надежное и долговечное соединение труб, изготовленных из ПНД, необходимо соблюдать следующие условия.
- Участки изделий, которые будут непосредственно задействованы в формировании соединения, должны быть тщательно зачищены.
- Во время разогревания и остывания соединяемым элементам необходимо обеспечить полную неподвижность.
Чтобы выполнить соединение труб из ПНД методом стыковой сварки, как уже говорилось выше, необходимо наличие специального оборудования.
Суть данного метода заключается в том, что торцы соединяемых труб предварительно разогреваются и доводятся до определенного состояния по степени своей пластичности, а затем прижимаются друг к другу и выдерживаются в таком положении до полного застывания пластика.
После полимеризации пластика создается надежное и долговечное соединение труб. Следует иметь в виду, что надежное и герметичное соединение можно получить данным способом только в том случае, если поперечное сечение стыкуемых труб имеет форму ровного круга, без эллипсности.
К сварным соединениям, при помощи которых выполняют монтаж труб, изготовленных из ПНД, предъявляются следующие требования.
- Поверхность сварного шва ни в одной из своих точек не должна располагаться ниже наружной поверхности соединяемых изделий.
- Высота валика сварного шва может находиться в следующих пределах: для труб с толщиной стенки до 5 мм – 2,5 мм; для труб, толщина стенки которых находится в интервале 6–20 мм, – не более 5 мм.
- Допускается смещение стыкуемых труб относительно друг друга, величина которого не должна превышать 10% от толщины их стенок.
Выбирая способ соединения труб, изготовленных из ПНД, следует учитывать целый ряд факторов:
Источник https://vodakanazer.ru/truboprovod/mufty-dlya-trub.html
Источник https://bookinfa.ru/otoplenie/mufty-dlya-soedineniya-polietilenovyh-trub-2.html
Источник https://sozidau.ru/dlya-kakih-trub-prednaznacheno-muftovoe-soedinenie-test/