Содержание
Как собрать комплект сварочного оборудования для полипропиленовых труб?

При монтаже водопроводов и канализаций как начинающие мастера, так и опытные строители отдают предпочтение лёгким и надёжным трубам из полипропилена (ПП). Причина данного явления кроется в практичности этого материала и лёгкости монтажа труб: выполнить такую работу под силу даже непрофессионалу. Для этого используется обжимка муфтами, склейка и сварка. Последний метод соединения полипропиленовых труб пользуется наибольшей популярностью.
Сварка полипропиленовых труб осуществляется при помощи специальных нагревательных приборов
Типы труб из полипропилена
Срок службы изделий зависит от температуры среды и давления, создаваемого в них. При правильном выборе типа материала удается существенно продлить его эксплуатационные возможности.
Выделяют 4 разновидности трубных материалов, имеющих разные характеристики в зависимости от температуры их эксплуатации.
Тип изделия и соответствующая ему маркировка
Рабочее давление, МПа
Материалы марки PN10 относятся к изделиям, предназначенным для холодного водоснабжения. Они не способны выдерживать высокую температуру среды. Второй тип с маркировкой PN16 относится к изделиям смешанного типа и предназначен для холодного и горячего водоснабжения, но с ограничением температуры эксплуатации. PN20 и PN25 являются материалами, предназначенными для горячего водоснабжения. Такие трубопроводы способны выдерживать действие высоких температур, а изделия под маркировкой PN25 дополнительно армированы металлом, что увеличивает их срок службы и способность выдерживать большое давление и температурный режим.
Классификация сварочных аппаратов и комплектация
Как известно, к категории сварочных аппаратов относятся устройства, позволяющие создать неразъёмное соединение. Прочная структура формируется путём повышения до температуры плавления с последующей деформацией определённых участков (преимущественно, торцевых), предполагаемых к объединению изделий.
Сварочное оборудование для изделий из пластика подразделяется на две группы:
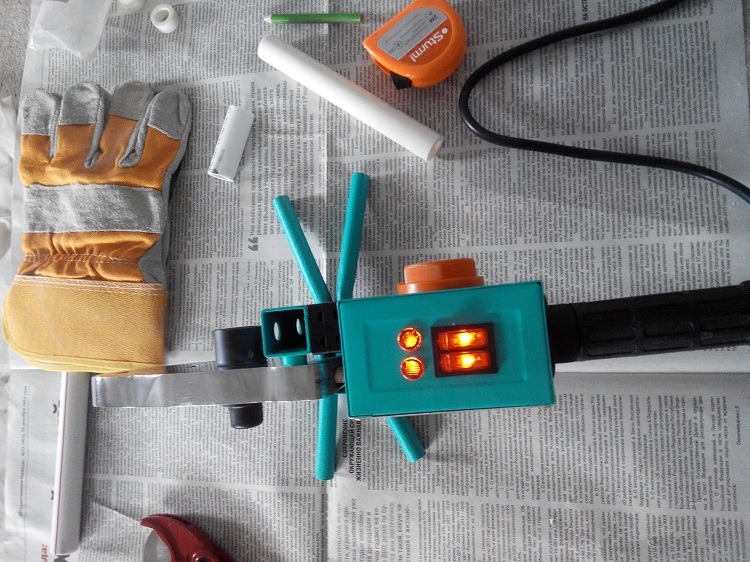
- ручной аппарат. На сленге опытных монтажников его название звучит так: утюг для сварки полипропиленовых труб. Поводом к этому послужила схожесть принципов работы бытового прибора для глажки белья и устройства данного типа. Для домашнего мастера это оптимальный вариант. С помощью таких аппаратов свариваются трубы малого диаметра (до 50 миллиметров). Впрочем, при использовании специальных насадок, «пистолет» (это ещё одно название ручных сварочных устройств) позволяет соединять трубы и с большим сечением. Насадки покрываются тефлоновым слоем, который препятствует прилипанию пластика к поверхности;
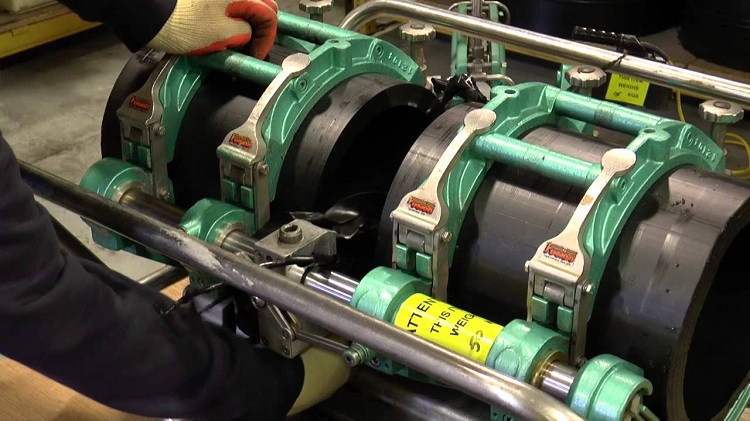
- механический сварочный аппарат. С помощью такой техники свариваются трубы, диаметр которых превышает 40 миллиметров. Кроме того, данный аппарат используется, когда для совмещения стыков потребуется приложить большое усилие. Его конструкция включает гидроагрегат и приборный блок. Крепятся они на раме. По бокам находятся выполненные в виде полуколец захваты. Между ними размещаются вкладыши, размер которых выбирается с учётом диаметра соединяемых труб.
Набор дополнительных аксессуаров зависит от фирмы-производителя и конкретной модели аппарата.
Для сварки труб больших диаметров применяют механические аппараты
Основные варианты комплектации оборудования для сварки полипропиленовых труб представлены ниже.
- простейший набор. Состоит из аппарата и ключа для установки насадок. Отличный вариант для домашних дел мастера, планирующего работать с трубами лишь одного ˗ двух диаметров.
- набор средней комплектации. Этот вариант наиболее удобен с точки зрения применения в быту. Помимо самого устройства, в комплект входят насадки под наиболее распространённые диаметры труб (20 мм, 25 мм, 32 мм и 40 мм). Мобильность аппаратов для сварки полипропиленовых труб в данной комплектации обеспечивается тем, что помещаются они в очень удобный для транспортировки и переноски чемодан-футляр.
- профессиональная комплектация. Приобретение такого набора для сварки полипропиленовых труб будет вполне оправдано, если предполагается работать с полипропиленовыми трубами постоянно. В него входит всё, что нужно профессионалу, а вся комплектация (не только насадки, но и инструмент для сварки) уложена в удобный чемодан.
Как правило, профессиональный набор включает больше аксессуаров, чем бытовой.
Совет! Не исключено, что вам может потребоваться большее количество насадок для сварки труб. В этом случае просто обратитесь в специализированное торговое предприятие. Там вы непременно найдёте подходящие экземпляры.
Комплект для сварки труб
Если сварку полипропиленовых изделий приходится проводить регулярно, то целесообразно приобрести специальный сварочный комплект, который сразу продается в соответствующем чемоданчике. Средняя стоимость его составляет около ста долларов, а состоит он из:

- нагревательного элемента;
- тефлоновых насадок разных размеров;
- ножниц для резки полипропиленовых труб;
- болтов, которыми крепятся на нагревательном элементе насадки;
- уровня;
- подставки для нагревательного элемента;
- шестигранника для закрутки болтов.
В случае же, когда сварочные работы производятся от случая к случаю, более рационально взять сварочное оборудование в аренду.
Способы соединения полимерных труб
При состыковке труб, выполненных из полимерных материалов, в зависимости от условий монтажа применяют один из двух способов:
- Пайка – предполагает разогрев и состыковку расплавленных концов элементов.
- Без пайки – предполагает соединение труб посредством компрессионных фитингов либо же путем реализации так называемой «холодной» сварки.
Второй способ монтажа удобен в том плане, что для его реализации нет необходимости задействовать специальное оборудование. Все работы можно выполнить с использованием простого инструмента – обжимного ключа.
Прибор для соединения ПП труб
Насадки и дорны на сварочном аппарате
Работа сварочной машины для полимерных труб
Соединение подготовленных пластиковых труб
Полипропиленовую трубу с толщиной стенки свыше 4 мм, а диаметром более 50 мм соединяют по методике стыковой сварки:
Прибор для стыковой сварки ПП трубы
Комплект нагревающих дисков для сварки
Торцовка полимерной трубы перед стыковой сваркой
Разогрев трубы на сварочном аппарате
Оборудование и инструменты для сварки полипропиленовых труб
Монтаж полипропиленовых труб на сварке обеспечивает максимальную надежность и герметичность узлов соединения при условии качественного выполнения работ и соблюдения технологического регламента.
Так как соединенные при помощи сварки детали трубопровода невозможно переварить заново, аккуратности работ следует уделить должное внимание, используя для их выполнения специальное оборудование и инструменты.
Набор инструментов, используемый для сварки полипропиленовых труб, следующий:
- паяльник, называемый также аппаратом для сварки;
- набор насадок различного типоразмера для сварки (каждая насадка состоит из дорна для нагрева фитинга и гильзы для нагрева участка трубы);
- специальные ножницы для разрезания труб на участки нужного размера;
- торцеватель для обработки краев труб перед сваркой (служит для удаления алюминиевой фольги с торцов);
Кроме этого оборудования для выполнения сварки необходимо иметь под рукой рулетку, штангенциркуль и спиртовой маркер. Наличие полного перечня инструментов позволит избежать лишней суеты при возникновении необходимости определения размеров по месту и выполнить работу максимально качественно.

Основным элементом оборудования является аппарат для сварки полипропиленовых труб (или паяльник) с набором насадок. Аппарат представляет собой нагревательное устройство, сходное по принципу работы с обычным утюгом. Для автоматического поддержания заданных параметров температуры паяльник оборудован терморегулятором.
Поверхность нагрева паяльника имеет отверстия для присоединения насадок различного диаметра (стандартные типоразмеры насадок, входящих в сварочный комплект: 20, 25, 32, 40 мм). Для удобства работы с трубами различного диаметра в большинстве аппаратов для сварки полипропиленовых труб имеется возможность подключения сразу нескольких типов насадок.

Температурный режим пайки
Необходимо, чтоб температура сварки полипропиленовых труб была около 260оС. Как правило, любой паяльник (с регулировкой температуры или без) может обеспечить такое значение.
На качество швов сварки полипропиленовых труб отражается выбор оптимального температурного режима и время выдержки материала под нагревом. Если эти параметры ниже необходимого значения, то стык получается недостаточно крепким, с течением времени может дать течь. Когда время нагрева и температура завышены – материал сильно расплавляется, шов получается слишком большим и некрасивым. Кроме того, попав внутрь может значительно уменьшить диаметр.
Стоит учитывать и температуру вокруг аппарата для сварки, если она низкая необходимо увеличивать время выдержки на 2 секунды, если высокая, наоборот, уменьшать. Придерживаясь этих простых правил, сварка полипропиленовых труб своими руками пройдет легко.
Диаметр трубы тоже имеет большое значение. В таблице описаны необходимые параметры при + 20оС как правильно сваривать полипропиленовые трубы.
| Наружный диаметр труб, мм | Время нагрева, с |
|---|---|
| 16 | 5 |
| 20 | 5 |
| 25 | 7 |
| 32 | 8 |
| 40 | 12 |
| 50 | 18 |
| 63 | 20 |
| 75 | 30 |
| 90 | 40 |
| 110 | 50 |

Аппарат для стыковой сварки полипропиленовых труб большого диаметра
Этап второй. Сварка полипропиленовых труб

Для этой процедуры потребуются электрический лобзик (резка полипропилена) и специальное сварочное оборудование.

Шаг первый.
Пока аппарат разогревается, проводятся необходимые замеры, трубы размечаются и нарезаются.

Шаг второй.
Торцы изделий, которые планируется соединить между собой, тщательно зачищаются и обезжириваются.
Шаг третий.
С помощью карандаша отмечается глубина вхождения каждого изделия в гильзу. Характерно, что при этом должен оставаться минимум миллиметровый зазор, поэтому трубы не упираются в соединительную муфту фитинга.

Шаг четвертый.
ПП трубу с фитингом надеваются на гильзу в соответствии со сделанными отметками, причем нагрев всех элементов должен происходить одновременно.
Длительность нагрева зависит не только от диаметра изделий, но и от глубины сварки (об этом можно узнать из приведенной ниже таблицы).

Шаг пятый.
По истечении определенного срока изделия снимаются и соединяются, с незначительным усилием насаживаясь друг на друга. Запрещено при этом поворачивать элементы по осевой линии.

Шаг шестой.
На протяжении нескольких секунд после соединения выполняется первичная корректировка, далее элементы окончательно фиксируются.

Если в месте соединения не осталось никаких зазоров, то его (соединение) можно считать качественным.
Изготовление сварочного аппарата
Ввиду того что более-менее хороший стоит свыше тысячи рублей, дешевле взять его в аренду или сделать самому. Если было выбрано последнее, то для работы следует подготовить:

Последовательнос ть действий должна быть следующей.
Шаг первый.
С целью улучшения теплопередачи подошва утюга обрабатывается термальной пастой, затем фиксируется тефлоновая гильза. Расположение последней определяется заранее – широкой частью вверх или вниз.
Шаг второй.
Спиливается острый «носик» для более удобной работы возле стен.
Шаг третий.
Нагрев утюга проводится до тех пор, пока устройство не выключится во второй раз.
Шаг четвертый.
Хорошо, если утюг оборудован термодатчиком – это позволит с точностью определить температуру нагрева. Но есть и более простой способ – посредством свинца. Этот металл плавится при 230ᵒС и выше, что примерно совпадает с требуемой для сварки температурой.
Дальнейшая технология идентична описанной выше.
Краткий обзор популярных моделей
Самой востребованной в данном сегменте мирового рынка сегодня является продукция таких производителей, как Candan и Dytron. Рассмотрим их достоинства.
Candan. Специализацией этого турецкого бренда является выпуск недорогих, но качественных профессиональных аппаратов для сварки полипропиленовых труб. Например, наиболее яркий представитель – модель CANDAN CM-01 – сконструирована с таким расчетом, что на её зеркало допускается устанавливать сразу три типоразмера насадок. В комплект поставки входит уровень, с помощью которого можно точно выставить устройство, рулетка и ножницы для резки труб.
Dytron. Этот производитель из Чехии выпускает любое сварочное оборудование, в том числе и предназначенное для соединения ПП труб. Например, мощность ТЭНа модели POLYS SP-1a составляет 0,65 кВт. Комплектуется этот аппарат тремя насадками для работы с трубами диаметров 20 мм, 25 мм и 32 мм, ножницами, зажимом, ключами и чемоданом.
Сегодня можно подобрать качественное оборудование для сварки ПП труб в любом ценовом диапазоне. Даже самые дешёвые и простые сварочные аппараты «Made in China» способны выдержать до нескольких десятков, а то и сотен включений/выключений. Если же вы планируете работать в этой области постоянно, профессиональному оборудованию альтернативы нет.
Краткое фото-руководство по сварке ПП труб
Наглядно представить последовательность выполнения работ по сборке полипропиленового трубопровода и соединению его деталей поможет следующая подборка пошаговых фото:
Шаг 1: Раскрой трубы по проектным размерам
Шаг 2: Подготовка сварочного аппарата к работе
Шаг 3: Разметка участков соединения
Шаг 4: Обезжиривание соединяемых поверхностей
Шаг 5: Подготовка к соединению армированной трубы
Шаг 6: Удаление армирующей трубу фольги
Шаг 7: Установка свариваемых деталей на утюг
Шаг 8: Соединение свариваемых деталей
Типичные ошибки при монтаже
Основные ошибки, которые допускают начинающие мастера при работе с полимерными изделиями:
- Нагревание деталей. В момент нагревания детали должны располагаться в максимально ровном положении. Малейшее смещение может негативно повлиять на эксплуатационные параметры всей сантехнической системы.
- Состыковка полимеризованных концов. Выполняя надавливание расплавленных концов элементов нельзя проворачивать детали вокруг своей оси. Это может привести к тому, что шов получится недостаточно прочным.
- Корректировка соосности. При состыковке элементов допускается лишь легкая корректировка их соосности, продолжительность процедуры которой не более 1-2 секунд.
Еще один важный момент: выполняя впаивание фитингов с арматурой, необходимо обязательно учитывать расположение вентилей, обеспечивая им свободный полный ход.

Нагретый полипропилен остывает настолько быстро, что уже через час с момента завершения монтажа в систему можно смело подавать воду
Если после состыковки элементов в качестве какого-либо шва возникли сомнения, место соединения лучше вырезать и заново переделать.
Устранение дефектов лучше выполнить на этапе монтажа конструкции, поскольку заменить протекающий стык в запущенной системе гораздо проблематичнее.
Процесс соединение труб при помощи паяльника
Технология сварки полипропиленовых труб довольно проста, но не стоит забывать о некоторых моментах.
- Перед началом работы необходимо разогреть сварочный аппарат. Но перед тем как включить его в электрическую сеть, нужно установить, подходящую по размеру диаметра, насадку. Температуру нужно выставить на 260оС, только после этого включить в розетку. После того как температура будет набрана, сработает сигнализация или погаснет индикаторная лампочка (смотря какая используется модель аппарата для сварки). Это будет означать, что паяльник для сварки полипропиленовых труб готов и можно приступать к работе.
- Подготовка комплектующих. Неправильные, кривые с заусенцами, задирами срезы могут свести на нет все усилия по установке системы. Резку производят специальными ножницами. Их применяют следующим образом. На держатель, который надежно фиксирует материал в неподвижном состоянии, укладывается деталь, а режущая часть находится сверху и легко делается срез. Единственный недостаток при этом процессе устают руки. Можно воспользоваться для порезки болгаркой, но в этом случае много времени уйдет на обработку среза и его зачистку. Перед тем как сваривать, необходимо обезжирить, высушить все детали.
- Проведение сваривания полипропиленовых труб и инструкция по нагреву была описана выше, поэтому повторяться не будем. Обратите внимание, для хорошего, а также качественного шва все комплектующие для водопровода, канализации или отопления необходимо покупать от одного производителя. Это обеспечит подходящие по диаметру фитинги к диаметру труб (в холодном состоянии они должны с усилием соединяться). После нагрева соединительных частей снять с нагревательного элемента и соединить между собой, сразу устанавливая горизонтальное положение. После остывания исправить положение деталей между собой будет невозможно без деформации стыка. Процесс сваривания требует затраты физических усилий на несколько секунд. Соединение необходимо оставить на 2-3 минуты для остывания и после этого можно продолжать монтировать цепь далее.
Это и вся технология. Теперь Вы знаете, как варить полипропиленовые трубы самостоятельно.
Закончив работу с паяльником, обязательно требуется очищение его от материала, что остался при помощи любого мягкого куска ткани.
Оборудование для сваривания полипропиленовых труб работает от электричества и с высокими температурами, поэтому при проведении работ на нем необходимо соблюдать правила безопасности:
- следить за тем, чтоб была надежная изоляция электрических составляющих;
- не прикасаться к нагревающим элементам.
Сборка элементов без применения пайки
Применение компрессионных фитингов и современных клеевых составов дает возможность выполнять монтаж полипропиленовых труб качественно, быстро и при минимальных материальных вложениях.
Вариант #1 — установка компрессионного фитинга
Для реализации этого способа соединения потребуется приобретение компрессионных фитингов и задействование обжимного ключа.

Компрессионные фитинги оснащены уплотнительными зажимными кольцами, выполняющих роль демпферов при возникновении ударных импульсных нагрузок (в отличие от простых накидных гаек)
Монтаж компрессионного фитинга включает три основных этапа:
- На обрезанный под прямым углом и зачищенный от заусениц конец трубы надевают синюю гайку. При размещении обжимного кольца белого цвета ему необходимо придать такое положение, при котором утолщенная часть была направлена к хвостовой части трубы.
- Трубу вставляют в фитинг до упора, продвигая на максимум зажимное кольцо.
- Закручивают синюю гайку, «наживляя» ее сначала вручную, а затем дожимая с помощью ключа.
Для сборки компрессионных фитингов не требуется наличия специальных знаний и навыков. Изделия поставляются в продажу полностью готовыми к монтажу. Их установку можно выполнять при любых температурных условиях.
Вариант #2 — склеивание элементов
Клеевой способ применяют для сборки водопровода, по которому планируется транспортировать только холодную воду. Чтобы применить метод «холодной» сварки, потребуется задействовать «агрессивный» клеевой состав типа LN-915.

Клей способен растворять поверхности состыковываемых деталей на одну треть, создавая тем самым условия для холодной диффузионной сварки
Чтобы защитить кожу рук от случайного попадания состава и «разъедания» его действующими компонентами, манипуляции по склеиванию лучше выполнять в защитных перчатках.
Последовательность действий при склеивании изделий:
- Проверяют соответствие углов среза состыковываемых участков и помечают карандашом места для склеивания.
- Зачищают и обезжиривают подлежащие соединению концы труб.
- На торцы труб и область раструбов фитингов равномерным слоем наносят клеящий состав.
- Отрезы трубы вставляют в отверстия фитинга, ориентируясь на сделанные карандашом отметки. Конструкцию выдерживают в зафиксированном положении в течение трех минут, после чего салфеткой удаляют излишки составов.
- Соединенные элементы выкладывают на ровную поверхность и оставляют на 5-6 часов до полного высыхания.
Запускать воду для проверки качества склеивания можно лишь через сутки после завершения монтажа.
При реализации этой технологии монтажа ПП труб важно соблюдать два основных условия: температурный и влажностный режим. Все работы нужно выполнять при температуре воздуха от +5, +35 °С. Осуществляя склеивание в условиях жаркой погоды, работу следует выполнять максимально оперативно с тем, чтобы клей не успел высохнуть до завершения монтажа.
Канализационная система из ПП труб
Как уже отмечалось ранее, трубы из полипропилена сегодня активно используются при обустройстве . Процедура монтажа в данном случае имеет свои нюансы.

Внутренняя канализация
Существует ряд правил, которые нужно соблюдать при оборудовании канализации в доме.
- Трубопровод укладывается под наклоном в направлении канализационного стояка (около 3 см на погонный метр).
- Если помещение не отапливается, то трубы дополнительно утепляются минеральной ватой.
- Нельзя выполнять резкие повороты под углом в 90ᵒ, вместо этого используются так называемые полуотводы.
- Вентиляция фанового типа – обязательная составляющая канализации, которая предотвратит проникновение неприятного запаха в жилище.
- Унитаз подключается лишь после раковины, в противном случае произойдет срыв водяного затвора.
Наружная канализация

Шаг первый.
Определяется диаметр труб, зависящий преимущественно от количества людей, проживающих в доме.
Шаг второй.
От стояка канализации роется траншея к септику или выгребной яме. При этом соблюдается уклон, зависящий от линии промерзания почвы, или трубопровод утепляется минватой.


Шаг третий.
Дно покрывается «подушкой» из песка. Ее толщина должна составлять минимум 20 см.
Шаг четвертый.
Прокладывается трубопровод
Важно избегать возможных его провисаний, иначе соединения в скором времени разрушаться.. Горизонтальное бурение траншеи для трубопровода выполняется при помощи специального оборудования с домкратами-насос ами нажимного действия
Бурение происходит с помощью стального конусообразного наконечника. Подобная технология используется при строительстве:
Горизонтальное бурение траншеи для трубопровода выполняется при помощи специального оборудования с домкратами-насос ами нажимного действия. Бурение происходит с помощью стального конусообразного наконечника. Подобная технология используется при строительстве:
- авто- и Ж/Д дорог;
- трубопроводов в подвалы;
- магистралей к рабочим колодцам.
Монтаж ПП трубопровода своими руками поможет существенно сэкономить, но лишь при условии грамотного выполнения.
Изделия из полипропилена используют, как правило, при создании дренажных и оросительных систем, а также при прокладке водопровода или обустройстве системы отопления. Полипропилен относится к классу полиолефинов, а это означает, что вся изготовленная из данного материала продукция отличается высокой степенью экологической безопасности.
Кроме того, водоотводы из полипропилена способны прослужить очень долго, при этом затраты на их эксплуатацию будут минимальными. Однако работая с такими изделиями необходимо знать, как сваривать полипропиленовые трубы таким образом, чтобы избежать их деформации
и предупредить появление течи.
Выводы и полезное видео по теме
О тонкостях процессов пайки и склеивания труб можно узнать из следующих видеороликов:
Видео #1. Как правильно паять трубы:
Видео #2. Сборка водопровода без пайки:
Работы по самостоятельной состыковке полипропиленовых труб даже у начинающего мастера не должны вызвать особых сложностей. Нужно лишь четко и добросовестно выполнять все технологические нормы. И тогда собственноручно собранный трубопровод будет радовать вас беспроблемной работой.
Пишите, пожалуйста, в расположенном ниже блоке. Задавайте вопросы по спорным моментам, делитесь информацией, которая может быть полезна посетителям сайта. Оставляйте посты с собственным мнением, размещайте фотоснимки по теме статьи.
Сварка своими руками
Работу следует выполнять в помещении с хорошей вентиляцией. Полипропилен при нагревании способен выделять токсичные вещества, а они могут причинить вред здоровью, вызывая отравления.
Поэтапная инструкция по сварке:
- Сначала на паяльник устанавливают необходимую насадку правильного размера;
- Для плавления полипропилена должна быть достигнута температура в 260 градусов;
- Подготавливают детали для соединения, проводят их очистку и правильное размещение;
- Затем запускается в работу паяльник;
- Необходимо выждать необходимое время для нагревания, а об этом сигнализирует зеленый окрас датчика.
 При пайке аппарат лучше ставить таким образом, чтобы он устойчиво стоял
При пайке аппарат лучше ставить таким образом, чтобы он устойчиво стоял
Затем труба и фитинг одновременно надеваются на болванку и паяльный инструмент. Труба вставляется внутрь болванки. Фитинг размещается на внешней стороне. Он засовывается до упора, а труба — до готовой отметки. Главное — правильно выдержать время.
Если инструмент прогреется плохо, то и уровень диффузии будет небольшой, а это нарушит качество сплава. А большая температура приведет к перегреву деталей. Оптимальное время зависит от диаметра трубы и фитингов.
После нагревания важно сразу выполнить стыковку. Главное правило процедуры – соблюдение сносности
Первые несколько секунд позволяют провести коррекцию, но делать повороты запрещается. При этом требуется не спешить и не тянуть, придерживаясь золотой середины.
Этап третий. Монтаж трубопровода


При прокладке магистрали понадобятся:
- трубы;
- тройники;
- шаровые краны;
- заглушки;
- переходники;
- отводы;
- муфты;
- разъемные соединительные элементы;
- резьбовые фитинги;
- пластиковые хомуты.
В первую очередь проводится монтаж основных элементов системы (сантехники, радиаторов, котлов и проч.), после чего в соответствии с составленным проектом размечается будущая магистраль. Элементы трубопровода соединяются между собой с помощью муфт.
Если речь идет об отоплении или горячем водоснабжении, то учитывается термальное расширение. Для компенсации последнего желательно использовать подвижные соединения. При монтаже закрытого трубопровода вначале штробируются стены (в соответствующих местах проделывается канавка шириной в два диаметра трубы).
Заполнение трубопровода жидкостью допустимо лишь по истечении одного часа с окончания монтажа. Гидравлическое испытание можно проводить только через сутки.



Почему полипропилен
Сегодня производители труб предоставляют огромный ассортимент продукции для прокладки водопровода, канализации или монтажа систем отопительных. Можно приобрести металлопластиковые, металлические, или полипропиленовые трубы. Сегодня все большее количество потребителей предпочитают выбирать полипропиленовые трубы, которые имеют массу преимуществ:
- не подвергаются коррозии;
- просты в установке;
- не требуют постоянного ремонта;
- долговечны и надежны в эксплуатации;
- могут быть проложены внутри стены или пола;
- стоят существенно дешевле, чем металлические трубы.
Полипропиленовые трубы можно использовать для установки систем отопления, для водопроводных труб и для канализации.
Какие трубы подойдут именно вам
Чтобы выбрать полипропиленовые трубы необходимо знать:
- условия, в которых трубы будут эксплуатироваться;
- давление жидкости в системе и ее температуру;
- необходимую пропускную способность изделия, которая определяет рабочий диаметр.
Полипропиленовые трубы имеют специальную маркировку, зависящую от назначения изделия.
- PPH
– вентиляция, холодное водоснабжение. - PPB
– системы холодного водоснабжения, отопление. - PPR
– системы горячего и холодного водоснабжения, отопление.
Трубы с маркировкой PPR
– универсальны. Поэтому наиболее востребованы. Они имеют высокую устойчивость как к высоким, так и к отрицательным температурам.
Этап первый. Составление проекта
Монтажные работы следует начать с составления проекта будущей магистрали. Важным критерием при этом является эргономичность, вследствие чего число поворотов и соединительных элементов должно быть минимальным.

При обустройстве отопительной системы особенно важен грамотно составленный проект, в котором следует указать месторасположени е таких элементов, как:
- муфты;
- переходники;
- крепежи;
- уголки;
- отопительное оборудование.
Магистраль подсоединяется к радиаторам одно- или двухтрубным способом, сбоку или снизу.

Водопроводная разводка

Здесь магистраль подключается к централизованной системе с целью водоснабжения необходимых сантехнических приборов – унитаза, раковин, бойлера и проч. Существует два способа выполнения разводки.
Способ №1.
Открытый вариант. Горизонтальные трубы устанавливаются несколько выше уровня пола, а вертикальные – исключительно по углам. Все это позволяет сделать трубопровод менее заметным.
Способ №2.
Закрытый вариант. Крайне сложен в выполнении, поскольку подразумевает предварительное проведение максимально точных расчетов. Трубы (обязательно цельные) замуровываются в стены, а к каждому стыку должен быть свободный доступ.

Кроме того, разводка водопровода может быть:
- последовательног о типа (самый бюджетный и простой в выполнении вариант);
- коллекторного типа (при подаче воды применяется коллектор);
- с проходными розетками (мало популярен).
Почему полипропилен для сварки лучше, чем металл
Разнообразные колена и фитинги, а также профильные и круглые отводы из полипропилена пользуются заслуженной популярностью, поскольку:
- Образуют после правильно проведенной сварки монолитные детали, которые способны прослужить более пятидесяти лет.
- В процессе эксплуатации не снижают своей пропускной способности.
- Обладают очень высокой устойчивостью к различной бытовой химии.
- Стоимость таких изделий в несколько раз ниже стоимости аналогичной продукции, произведенной из металла.
Кроме того, если изделие подобрано правильно и сварка произведена качественно, то можно сказать, что полипропиленовые трубы во многих случаях являются просто идеальным элементом соответствующей системы в том числе и .
Конструкции для сварки трубопроводов в Казани
Конструкции для сварки трубопроводов — купить в г. Казань оптом c доставкой по РФ и ближнему зарубежью.
Цены уточняйте у менеджеров. Сумма минимального заказа — 10 000 рублей.
Наш адрес в г. Казань: ул. Адмиралтейская, д.3, оф. 1004


Ищете предложение по закупу?
Заполните форму — все остальное мы сделаем сами
Все вопросы можно задать по телефону +7 (843) 202-20-18 или можете оставить заявку на kazan@truboproduct.ru
Конструкции для сварки трубопроводов
Изделия востребованы для обеспечения наиболее качественного результата сварочных работ и удобства их проведения. Применяют при прокладке и ремонте инженерных трубопроводных сетей. Так при совмещении труб образуются стыки, которые могут нарушить герметичность сети. Наиболее эффективным методом соединения металлических труб является сварка под влиянием высоких температур или давления, при котором возможно соединять металлические и полипропиленовые конструкции.
Центраторы
Позволяют точно соединить трубы, создают благоприятное их положение для последующей сварки. Подразделяют на внутренние и внешние, которые крепятся соответстветствующих названию сторон трубы. Устройство позволяет сохранить неподвижность на протяжении всего процесса свариваемые части трубы. В результате получается ровный и высококачественный сварной шов. Преимуществом оснащения является его универсальность — может быть применено для труб разного сечения.
Центраторы бывают следующих вариантов: звенные и эксцентриковые, есть варианты с гидродомкратом. Последний выполнен из стали, имеет достаточно больший вес. Звенный являет собой цепь с крюком расположенном на конце. Второй вариант выглядит как зажим, выполненный с опорными дугами.
Троллейные подвески
Предназначены для подъёма, перемещения и дальнейшей непрерывной укладки в траншею трубопровода без изоляции при его раздельном монтаже. Представляет собой конструкцию, выполненную из металлических колец, каждое из них обхватывает фрагмент трубы. Конструкция значительно упрощает работу по укладке труб значительной длины. Изделие износостойкое, что значимо, поскольку работы по укладке трубопровода идут круглосуточно и круглогодично.
Исключается возможность всякого повреждения трубы и её проскальзывания. Преимущество: возможность перемещать значительные участки труб.
Траверсы разных вариантов
Востребованы для безопасного подъёма и укладки труб. Грузоподъёмный механизм конструкции даёт возможность зафиксировать часть трубы и совершенно точно опустить её на проектное место.
Подбирают оборудование, отталкиваясь от геометрических параметров груза. Выделяют линейные и пространственные варианты. Первый представляет собой 2-е соединённые трубы на концах которых размещены грузозахватные элементы. Второй — производят в форме треугольника или прямоугольника. Оба варианта могут быть магнитными.
Подогреватели стыков труб
Подогреватели — кольцевые горелки применяют при прокладке труб сечением 100. 1400 мм. Незаменимы при низких значениях температур до — 40 С. Подогревают стыки для труб неповоротного варианта, позволяя эффективно выполнять сварку.
Представляет собой полукольца, выполненные из труб, скреплённых замками и оснащенной для удобства ручками. Встроены в изделие мундштуки для подачи газа.
Особенности: при работе нельзя смещать конструкцию; запрещено разжигать оборудование с подветренной стороны; расстояние до газового баллона установлено не менее 5 м.
Мягкие полотенца
Напоминают давку, плотно стягивающую трубы для предотвращения соскальзывания. Такая строповка позволяет быстро свести трубы, при потребности заранее смещать швы. Производят из полиэфирных или капроновых нитей. Подходят для ведения работ методом перехвата, позволяют бережно переместить груз. Имеют малый вес конструкции, простоту и удобство эксплуатации, значительную надёжность. Запас прочности имеет коэффициент 7:1.
Термозащитные пояса
Обеспечивает медленное охлаждение швов сварки, что даёт возможность избежать мельчайших трещин в конструкции, избежать хрупкости. Защищают работников и оборудование от брызг при сварке. Рабочая поверхность оснащения жаростойка, выполнена из стеклоткани. Из армированного поливинилхлорида внутренняя часть. Наиболее востребовано при строительстве нефтепроводов.
Преимущества применения оснащения для сварки:
- обеспечивают качество сварки стыков труб;
- увеличивают скорость прокладки трубопровода;
- позволяют вести прокладку при любых температурах, в сложнейших ландшафтах и труднодоступных зонах значительно отдаленных от населенных пунктов;
- имеют высокое качество, долговечны;
- обеспечивают значительную герметичность стыкового шва.
Применение
Используют в нефтегазовой отрасли, машиностроении, в судостроении, на некоторых производствах мебели. Востребованы в космической отрасли, пищевой промышленности, химической отрасли.
Аппарат для стыковой и муфтовой сварки пластиковых труб: принцип действия и конструкция
Аппарат для сварки пластиковых труб превратился в востребованный инструмент с распространением полимерных конструкций. Разнообразие ассортимента полимерных труб породило различное сварочное оборудование для обустройства стыков при прокладке трубопровода. От правильного выбора устройства для сварки пластиковых труб во многом зависит качество монтажа и последующей эксплуатации обустраиваемой системы.

Некоторые типы пластиковых труб соединяются сваркой, для которой используется специальный аппарат
Принцип стыковой сварки и устройство аппарата для нее
Сварку пластмассовых элементов можно свести к трем видам:
- Стыковому.
- Муфтовому.
- Электромуфтовому.
Сварку полимеров, ПВХ, например, встык применяют в случае однотипности и равенства диаметров. Торцы деталей тщательно подгоняются, чтобы обеспечить изначально строгость соосности и прилегания. Одновременным нагревом торцов соединяемых элементов конструкции достигается необходимая глубина проникновения расплава, охватывающего все поперечное сечение. Последующим сжатием стыкуемых деталей, когда усилие направляется по оси, обеспечивается состыковка. Эффектом диффузии, когда по месту расплава происходит взаимопроникновение полимерных материалов, обеспечивается монолитность стыка.
Обратите внимание! Полностью полимеризация завершается по ходу последующей технологической паузы.
Аппарат для стыковой сварки труб абсолютно необходим в случае, когда требуется соблюдение трех условий для достижения качественности соединения:
- идеальности обработки торцов;
- строгой соосности;
- точнейшего расчета усилия стыковки.
Аппарат для стыковой сварки труб имеет достаточно сложную конструкцию, так как для качественного шва требуется высокая точность стыковки
Полезно знать! Подобным профессиональным оборудованием пользуются даже при прокладке магистральных трубопроводов.
Аппарат для сварки встык пластиковых труб представляет собой размещенный на станине механизм. Станина оснащена направляющими. Перемещающиеся по ним блоки обеспечивают зафиксированную соосность труб за счет хомутов-зажимов. Хомутные фиксаторы, по обыкновению, обеспечиваются комплектом вкладышей-сегментов для работы с трубами разного диаметра.
Электромеханическим торцевателем в виде двустороннего дискового ножа, съемным или откидным, обрабатываются торцы. По завершении зачистки торцеватель сменяется плоским круглым нагревательным элементом, также съемным или откидывающимся на шарнирном соединении.
Убрав в сторону нагревательный элемент, проводят фазу сжатия за счет сближения перемещающихся блоков. Усилие передается посредством механической передачи или гидравлической. Подобный аппарат выпускают либо универсальным, либо рассчитанным на работу с трубами определенного диаметра.
Особенности муфтовой сварки и конструкции агрегата
Муфтовую сварку возможно использовать практически повсюду. Точность соединения ПВХ труб как элементов конструкции определяется правильным подбором размеров муфт к ним. Муфту выбирают с несколько меньшим внутренним диаметром по сравнению с наружным диаметром трубы.

Ручной аппарат имеет малые габариты и чаще всего применяется в быту для сварки труб небольших диаметров
Одновременно нагреваются примерно равные по длине участки. Мускульным усилием трубу вводят в муфту на глубину прогрева. Принципиально также производится раструбное соединение, не требующее применения муфты, когда одну трубу вводят в предусмотренный раструб другой.
Устроен аппарат для муфтовой сварки пластика несложно. Он подключается к сети. Наличие рукоятки позволяет работать, удерживая аппарат на весу, забираясь в неудобные места. Необходимую температуру обеспечивают посредством встроенного регулятора-термостата. Индикатор нагрева у некоторых моделей – с цифровой индикацией. Основной рабочей частью является нагреватель с размещенными внутри электрическими спиралями для быстрого резистивного разогрева поверхности. В сквозных отверстиях на поверхности нагревателя закрепляются парами нагревательные элементы:
- муфтой прогревается внешняя поверхность трубы;
- дорном – внутренняя поверхность фитинга.
Предусматривается установка двух-трех пар, чтобы в ходе работы не останавливаться, переключаясь на работу трубами другого диаметра. Практически ко всем аппаратам прилагается съемная подставка, чтобы установить его на пол или на верстак. Оборудование для сварки труб больших диаметров оснащается нагревательным элементом особой формы и повышенной мощности.
Как выбирают аппарат для сварки пластиковых труб
Подбирая оборудование для проведения сварки ПВХ и прочих полимерных материалов, принимают во внимание сразу несколько факторов.

Тип аппарата для сварки зависит от того, какие трубы будут им свариваться и для каких целей строится трубопровод
Характер работ. Именно этим определяется выбор типа паяльника. Профессиональные мастера, как правило, запасаются аппаратами разных типов. Мобильные и эффективные модели ручного типа с успехом применяются мастерами, постоянно выполняющими заказы по сборке полимерных трубопроводов диаметром до 50 мм. Механическим аппаратом пользуются при прокладке трубопроводов магистральных, когда велик объем выполняемых работ.
Стоимость. Нет смысла покупать профессиональную модель, чтобы пару раз за год соединить две трубы в домашнем хозяйстве.
Мощность аппарата. Для выполнения работ с изделиями диаметром до 75 мм вполне достаточно мощности менее киловатта, для большеразмерных – более полутора киловатт. Принцип подбора аппарата необходимой мощности чрезвычайно примитивен – для спайки десятимиллиметрового диаметра нужно более одной десятой киловатта мощности агрегата.
Комплектация оборудования. Паяльник идет в составе стандартного набора, комплектом насадок обеспечивается возможность обработки труб разных диаметров. Расширенная комплектация подразумевает значительное повышение стоимости. В подавляющем большинстве случаев она совершенно излишня. Для применения при обслуживании бытовых коммуникаций комплекта из четырех насадок базовых диаметров вполне довольно. А вот на материал насадок внимание обратить стоит. Наиболее прочные выполнены из тефлона или металлического тефлона.
Производитель оборудования и страна производства. Для тех, кто нечасто будет пользоваться агрегатом, вполне подойдут модели с невысокой стоимостью китайского производства. Хотя, надо заметить, многие китайские производители выпускают аппараты, которые качеством мало отличаются откуда более дорогих европейских. Модели турецкого производства занимают, как считается, некое промежуточное положение. Модель известного бренда, как правило, универсальна и подходит мастеру-профессионалу, выполняющему разноплановые работы.

Ручные аппараты бывают разных форм и видов, цилиндрические модели, как правило. используют сантехники-профессионалы
Для работ с бытовыми коммуникациями пользуются ручными аппаратами достаточно простой конструкции. Ручной аппарат для пластиковых труб различается по внешнему виду, который определяется конструкцией нагревательного элемента. Исходя из этого параметра, принято говорить о ручных инструментах двух типов:
1. Мечевидного. Устройство выполнено, как и его главная часть – нагревательный элемент, в виде меча. Насадки фиксируются на втулках, уровень нагрева регулируется термостатом, а текущие температурные показатели выведены на дисплей. Принято считать, что мечевидные инструменты отличаются повышенной устойчивостью, что очень удобно в процессе работы. К сожалению, это важное свойство присуще, как правило, моделям, выпущенным известными производителями. При использовании дополнительных насадок неустойчивость недорогих инструментов резко возрастает, не исключаются даже случаи переворотов.
Полезно знать! К мечевидному типу относят также оборудование с укороченным нагревателем, у которого две насадки расположены по вертикали. Такая конструкция предоставляет определенное преимущество при работе в условиях недостаточного свободного пространства.
2. Цилиндрического. Инструмент такого типа используется, как правило, профессионалами. Крепление насадок осуществляется к удлиненному цилиндру:
- прямому;
- боковому. Такую модель Г-образной, что чрезвычайно облегчает использование в труднодоступных зонах.

При помощи компактной бытовой модели аппарата можно соединять трубы диаметром до 50 мм
Как выбрать ручной аппарат
Принимая решение приобрести для выполнения работ на бытовых коммуникациях ручной аппарат, обращают внимание, в первую очередь, на то обстоятельство, что им не понадобится сваривать трубы диаметром свыше 50 мм. Как выбрать, если моделей такого типа много, они вполне функциональны и не отличаются высокой стоимостью? Еще раз напомнить себе, что ручным аппаратом нежелательно производить сварку даже относительно габаритных труб. Насадки, поставляемые на рынок для работы с деталями больших размеров, по параметрам им в некотором роде соответствуют. Поэтому, подсоединив к компактному оборудованию габаритные насадки, нужно быть готовым к трудностям с нагревом.
Важно просмотреть комплектацию предлагаемого инструмента. В кейсе приличного инструмента должно предусматриваться, помимо комплекта насадок, наличие полезных приспособлений для бытовых работ:
- гаечных ключей;
- ножниц;
- отверток;
- рулетки;
- специальных перчаток;
- уровня и других мелочей.
Хорошо, если предусмотрено аварийное отключение при угрозе перегрева. Аппарат желательно подержать в руках, ощутить вес и проверить сбалансированность. Подставка должна быть надежной и удобной, особенно в том случае, когда работать придется в мастерской. Есть модели, подставка которых оснащена зажимом, фиксирующим аппарат на рабочей поверхности.
Обслуживание аппарата муфтовой сварки
Готовя аппарат для муфтовой сварки к работе, обращают внимание на использование насадок:
- проверяют их чистоту и сухость, ибо наличие загрязнений скажется на качестве сварки и сопроводит процесс неприятным запахом от их сгорания. Использование загрязненных насадок нежелательно. Их следует очистить смоченной в спирте салфеткой или заменить;
- устанавливают насадки, добиваясь равномерного нагрева, не выдвигая за край нагревательного элемента;
- насадки для труб диаметром от 40 мм устанавливаются в задние отверстия.
Каждый аппарат оснащается индикаторами, которые позволяют контролировать нагрев
Включив агрегат, отводят на прогрев от десяти минут до получаса. Такой диапазон обусловлен температурой внешней среды и мощностью используемого инструмента. После перерыва в работе, когда прибор отключался, процедура прогрева повторяется. Пока идет нагрев, проверяется состояние крепежных винтов к насадке. Подкручивать винты и устанавливать насадки следует специальным инструментом, дабы избежать повреждения покрытия насадок. Время от времени желательно проверять температуру инструмента штифтовым индикатором или специальным прибором.
Когда прибор разогреется до рабочей температуры, первую сварку принято начинать, выждав около пяти минут. Завершив работу, устройство отключают от сети и дают остыть.
Выполнение раструбной электромуфтовой сварки
При соединении в раструб работают с особыми муфтами, которые размещаются между стыкуемыми элементами и нагреваются изнутри. Такой метод, когда труба помещается в муфту, является надежнейшим из всех способов сварки.
Ручными дисковидными аппаратами пользуются, стыкуя трубы диаметром до 125 мм, хотя наилучших результатов от них добиваются при втрое меньших значениях диаметра. Дело в том, что проводимое вручную соединение требует быстроты действий, а с габаритными изделиями достичь ее непросто, качество сварки может пострадать.
Работая с габаритными трубами, прибегают к использованию электромуфтовых сварочных аппаратов, конструкция которых позволяет при фиксации стыкуемых элементов добиться точной центровки. Подобное высокотехнологичное оборудование выполняет сварку в автоматическом режиме, исключая брак, порождаемый воздействием человеческого фактора. В ходе процесса сварки рабочие параметры отображаются на дисплее.

Профессиональное оборудование оснащается системами автоматического контроля процесса сварки
Обратите внимание! Задействуют такое оборудование исключительно при проведении масштабных работ с трубами большого диаметра.
Выбор аппарата для механической (или гидравлической) сварки труб ПВХ
Инструмент для сварки полимерных труб может оснащаться приводом для подачи давления:
- механическим;
- гидравлическим.
За показаниями давления следят по встроенному динамометру. Подача давления позволяет добиться надежной фиксации стыкуемых элементов, что позитивно отражается на качестве сварки и получаемого соединения.
Механические аппараты применяют, работая с невысоким давлением, при сварке труб малого и среднего диаметров. Электрогидравлическим приводом обеспечивается давление до 120 атм, что позволяет соединять изделия средних и больших диаметров.
Подбирая такой профессиональный инструмент, обращают внимание не только на стоимость. Важными представляются возможности использования:
- полуавтоматического режима работы;
- работы в наклонном положении;
- электрогидравлического привода;
- электрического торцевателя.
Сложное оборудование не будет компактным и легким, с этим приходится мириться. Выбор велик, и крупная компания, и мастер, работающий с бытовыми конструкциями, и любитель могут подобрать для себя подходящее оборудование для сварки пластиковых труб.
Источник https://electrod-svel.ru/tehnika-svarki/oborudovanie-dlya-vypolneniya-svarki-polipropilenovyh-trub.html
Источник https://kzn.truboproduct.ru/konstruktsii_dlja_svarki_truboprovodov/
Источник http://trubamaster.ru/svarka/apparat-dlya-svarki-plastikovyh-trub.html




