Содержание
Как варить трубы электросваркой правильно – пошаговое руководство
В процессе ведения домашнего хозяйства нередки случаи, когда требуется соорудить какую-либо конструкцию из обычных труб или профиля. Зачастую для этих целей применяются легкие и удобные в монтаже пластиковые трубы, а также стальные изделия с резьбовыми креплениями. Однако в данной статье мы рассмотрим, как правильно сварить трубу для отопления или других необходимых систем в вашем доме, ведь упомянутые выше варианты не всегда приемлемы и целесообразны.

Подбор электродов
Первое, что вам понадобится для выполнения сварочных работ с трубами отопления или другими сооружениями, это электроды. От качества этого расходного материала будет зависеть не только надежность полученных сварных швов и герметичность системы, но и процесс выполнения работ.
Под электродом понимают тонкий стальной стержень со специальным покрытием, которое позволяет обеспечить устойчивую дугу в процессе электросварки труб, и задействовано в формировании сварного шва, а также предотвращает окисление металла.

Классификация электродов предполагает разделение по типу сердцевины и разновидности внешнего покрытия.
По типу сердцевины бывают такие электроды:
- С неплавящейся серединкой. Материалом для такой продукции служит графит, электротехнический уголь или вольфрам.
- С плавящейся серединкой. В данном случае в качестве сердечника служит проволока, толщина которой зависит от типа сварочных работ.
Что касается внешней оболочки, то множество электродов, которые встречаются на рынке, стоит разделить на несколько групп.
Итак, покрытие может быть:
- Целлюлозное (марка С). Эти изделия применяются главным образом для выполнения сварочных работ с трубами крупных сечений. Например, для монтажа магистралей для транспортировки газа или воды.
- Рутилово-кислотное (RA). Такие электроды оптимальны для сварки металлических труб отопления или водопровода. В данном случае сварочный шов покрывается небольшим слоем шлака, который легко удаляется постукиванием.
- Рутиловое (RR). Данный тип электродов дает возможность получить очень аккуратные сварочные швы, а образующийся в процессе работы шлак очень просто удаляется. Преимущественно такие электроды используются в местах угловых соединений или при наваривании второго или третьего слоя.
- Рутилово-целлюлозное (RC). Подобными электродами можно выполнять сварочные работы абсолютно в любой плоскости. В частности, они очень активно применяются для создания длинного вертикального шва.
- Основное (B). Такие изделия можно назвать универсальными, ведь они подходят для сваривания толстостенных труб, деталей, эксплуатация которых будет производиться при отрицательных температурах. При этом образуется пластичный качественный шов, который не трескается и не деформируется со временем. Читайте также: «Разновидности электродов для сварки труб – выбираем подходящие».

Прежде чем приступать к работе, рекомендуем вам проконсультироваться со своими знакомыми сварщиками на предмет разновидности электродов, которыми они предпочитают пользоваться. В каждом конкретном случае это будут разные марки, ведь в продаже может быть доступно большое множество марок, причем отличное от города к городу.
Что нужно отметить отдельно, так это наличие прямой связи между ценой и качеством электродов. Не раз был проверен на практике тот факт, что дешевые расходные материалы не позволяют выполнить правильную сварку труб с необходимым уровнем качества. Поэтому не стоит экономить на этой статье расходов, ведь в результате они могут возрасти намного больше.
Разновидности сварных швов и соединений труб
Способов, как варить трубы электросваркой, может быть несколько:
- размещая детали встык – в данном случае отрезки трубы находятся точно напротив друг друга;
- соединение в тавр – эта технология сварки труб подразумевает, что два куска трубы размещены перпендикулярно, в форме буквы «Т»;
- скрепление внахлест – в таком варианте один из кусков трубы развальцовывается, чтобы его можно было надеть на другой;
- угловое соединение – то есть, две детали размещены под углом 45° или 90°.

При выполнении сварки труб электросваркой могут выполняться такие швы:
- горизонтальные – в таком случае свариваемые трубы расположены вертикально;
- вертикальные – это швы на вертикальном участке трубы;
- потолочные – в данном случае электрод помещают в нижней части детали, над головой работника;
- нижние – соответственно, швы, для выполнения которых нужно наклоняться вниз.
Обращаем ваше внимание, что при работе со стальными трубами соединение должно быть встык, с обязательным провариванием места стыковки по толщине стенки изделия. Оптимальным в данном случае будет использование нижнего поворотного шва.

Есть еще несколько рекомендаций, как сваривать трубы электросваркой:
- При проведении сварочных работ следует держать электрод под углом в 45° или чуть меньше, тогда расплавленный металл будет попадать внутрь свариваемой трубы в гораздо меньшем количестве.
- Если вы выполняете соединение в тавр или встык, то вам понадобятся 2-3 мм электроды. При этом сила тока, оптимальная для надежной герметизации системы, составляет в пределах 80-110 ампер.
- Для надежного проваривания соединения внахлест сила тока должна быть увеличена до 120 ампер, а электроды можно использовать аналогичные.
- Оптимальная высота сварного шва должна составлять 3 мм над поверхностью трубы. Только после ее достижения можно считать работу завершенной.
Отдельно стоит остановиться на профилированных изделиях. Сваривание таких труб надо проводить точечно. Это значит, что сначала прихватывают две точки с противоположных сторон профиля, потом переходят на две другие точки, и так до тех пор, пока вся труба не прогреется. После этого приступают к выполнению сплошного сварного шва по периметру трубы.
Предварительные работы с деталями
Перед тем как сварить круглую трубу, ее нужно подготовить к работе, то есть провести предварительную обработку стыков и уточнить все тонкости. Для этого сначала проводится диагностика труб на соответствие ряду технических характеристик, предъявляемых к монтируемой системе, в частности, водопроводу (прочитайте: «Какая сварка водопроводных труб лучше – виды и особенности сварки»).
Согласно инструкции должны быть соблюдены такие условия:
- Геометрические размеры.
- Наличие сертификата качества, в частности, если это трубопровод для питьевой воды.
- Идеально круглая форма труб – никакие дефекты торцов в виде приплюснутого или овального сечения не допускаются.
- Одинаковая толщина стенок труб по всей их протяженности.
- Химический состав изделий должен соответствовать ГОСТам РФ для тех или иных систем. Данная информация выясняется из технической документации или лабораторными исследованиями.

Далее можно приступать, собственно, к подготовке труб к стыковке и сварке.
Процесс подготовки включает такие стадии:
- проверяют ровность среза на торце трубы – он должен быть равен 90º;
- торец и участок в 10 мм от него нужно тщательно зачистить до появления металлического блеска;
- все следы масел, ржавчины, красок следует удалить и обезжирить поверхность на торце трубы.
Последнее, о чем нужно позаботиться – правильная конфигурация торца. Угол раскрытия кромки должен составлять 65º, а показатель притупления – 2 мм. Дополнительная обработка позволит добиться требуемых параметров.
Такую работу можно выполнить фаскоснимателем, торцевателем или шлифовальной машиной. Профессионалы, работающие с трубами больших диаметров, пользуются фрезерными станками или газовыми и плазменными резаками.
Процесс сварки
Когда вся предварительная подготовка позади, можно браться за сварку. Если у вас нет необходимых навыков, и вы никогда раньше не выполняли подобных работ, сначала рекомендуем попрактиковаться на лишних кусках труб, чтобы не испортить всю систему.
Тонкости электросварки
Если производится сваривание труб круглой формы, то шов на них должен быть непрерывным. Это значит, что как только работа начата, ее нельзя прерывать, пока не образуется сплошной сварной шов. В случае работы с поворотными и неповоротными стыками сварка труб отопления электросваркой должна выполняться в несколько слоев. Их количество будет зависеть от толщины стенок трубы.

Зависимость количества слоев от параметров стенки выражается в таких величинах:
- 2 слоя сварочного шва выполняют на трубах с толщиной стенки до 6 мм;
- если стенки колеблются в пределах 6-12 мм толщины, потребуется 3 слоя;
- все прочие изделия, толщина стенок которых еще больше, нуждаются в наложении 4 слоев шва.
Стоит отметить, что каждый последующий слой сварки можно наносить только после полного остывания предыдущего. Перед нанесением весь образовавшийся шлак необходимо удалить. Читайте также: «Как правильно варить электросваркой трубы – теория и практика от мастера».

Кроме того, стоит учесть ряд важных особенностей:
- Какую полярность и ток нужно применять (постоянный или переменный), будет зависеть от толщины стенки труб, их материала и оболочки электродов. Вся информация должна быть указана в инструкции к электродам.
- Толщина электродных стержней влияет на силу тока, необходимую для сварки. Прикинуть этот показатель можно, умножив толщину стержня на 30 или 40. Так вы сможете вычислить силу тока в амперах и выставить ее на сварочном оборудовании.
- Скорость выполнения работ не имеет регламентированной величины. Просто нужно следить, чтобы дуга не оставалась в одной точке слишком долго, иначе, кромка прогорит, и все придется начинать сначала.
Чтобы облегчить себе работу, перед началом сварки газовых труб электросваркой можно выполнить сборку стыков.
Собираем соединения
Этот процесс следует выполнять в такой последовательности:
- Трубы следует зафиксировать в тисках или ином приспособлении, соединив их встык. Далее место соединения с помощью электрода нужно прихватить в 2-3 местах. Если это будут только 2 точки, то сделайте их с противоположных сторон окружности.
- В случае, когда точка соединения сделана только одна, окончательное проваривание стыка нужно начинать с противоположной стороны.
- Обратите внимание, что толщина электрода для труб с толщиной стенок в пределах 3 мм должна составлять не более 2,5 мм.
И еще немного полезной информации относительно техники выполнения сварного шва.

Если вы работаете с трубами, толщина стенок которых превышает 4 мм, то их соединение выполняется двумя швами – корневым, проходящим по всей толщине стали, и валковым, представляющим собой валик 3 мм высотой.
Выполняя вертикальные швы на трубах сечением 30-80 мм, сваривание производится в два шага – сначала делают шов на ¾ длины, а далее – все остальное.
Когда вы делаете горизонтальный шов в несколько слоев, в каждый последующий подход электрод должен перемещаться в противоположном направлении.
Конечные (замковые) точки шва, выполняемого в несколько слоев, нужно размещать в разных местах.
Работа с поворотными и неповоротными стыками
Техника, как сварить трубы разного диаметра с поворотными и неповоротными стыками требует отдельного упоминания (прочитайте также: «Как выполняется сварка неповоротных стыков труб – пошаговое руководство»).
Среди правил выполнения таких работ можно привести следующие:
- Поворотные стыки будет удобно выполнять во вращателе. Желательно, чтобы скорость выполнения работы и вращения механизма была одинаковой.
- Место контакта металла с дугой (сварочная ванна) должна располагаться на 30º ниже верхней точки трубы, установленной во вращатель, с противоположной направлению вращения стороны.
- Такую работу можно выполнять и вручную. Для этого трубу каждый раз проворачивают на 60-110º, чтобы с ней было удобно работать.
Однако наиболее сложной будет работа при развороте трубы на 180º.

В таком случае сварку лучше разделить на 3 стадии:
- В первую очередь приваривают в 1-2 слоя 2/4 сечения трубы по внешнему радиусу сгиба.
- Далее трубу разворачивают и доваривают оставшуюся часть шва, выполнив сразу все слои.
- В конце труба еще раз проворачивается, и на внешней части сгиба добавляют оставшиеся слои шва.
Сваривание неповоротных стыков выполняется в две стадии.
Методика работы такова:
- Трубу нужно визуально разделить на два отрезка. Шов в данном случае получится одновременно и горизонтальным, и вертикальным, и потолочным.
- Сваривание начинают с нижней точки окружности, плавно перемещая электрод к верхней точке. Таким же образом проводят работу с противоположной стороны.
- При этом дуга делается короткой, по длине равной ½ толщины сердечника электрода.
- Высота валкового шва может достигать 2-4 мм, все зависит от толщины стенки трубы.
Заключительным этапом сварочных работ является контроль качества соединений.
Проверка надежности соединений
Зачастую контроль над качеством сварного шва и герметичностью системы вам придется выполнять самостоятельно путем визуального осмотра.
Для этого сначала шов нужно очистить от шлака и простучать его легким молотком. Далее визуально осматривают сам шов на наличие в нем сколов, порезов или трещин, плохо проваренных кусков или прожогов насквозь, а также прочих дефектов.
Последним этапом будет замер толщины шва. Для этого можно использовать стандартные приборы, а также щупы, шаблоны и прочие приспособления.
Обратите внимание, что газотранспортную или водопроводную систему нужно еще проверить на герметичность. Для этого выполняют пробный пуск жидкости под давлением.
Правила техники безопасности при работе со сварочным аппаратом
Немаловажным моментом при проведении любых электротехнических работ, в том числе сваривания металлических труб, является соблюдение правил техники безопасности. Если ими пренебречь, можно получить разнообразные травмы, такие как термические ожоги кожи, ожоги сетчатки глаз вспышкой дуги, удары электрическим током и другие.

Поэтому перед началом работ следует выполнить следующие действия:
- жилы, проводящие ток, и компоненты сварочного аппарата должны быть изолированы;
- корпус сварочного оборудования и дополнительные приборы нужно заземлить;
- спецодежда и рукавицы должны быть абсолютно сухими;
- надеть галоши или постелить резиновый коврик в небольшом по размеру помещении для дополнительной изоляции;
- чтобы уберечь глаза и лицо, при работе следует надеть защитный щиток.
Итоги
Таким образом, мы частично рассказали, как следует выполнять сварочные работы на электрическом оборудовании. Безусловно, чтобы работа была успешной, у вас должны быть некоторые практические навыки. Тем не менее, благодаря информации, изложенной в материале, вы будете знать, с чего начинать практиковаться. При соблюдении наших рекомендаций, у вас обязательно получится сваривание металлических труб на достойном уровне.
Сварка труб ручной дуговой сваркой

5477
Для трубопроводных магистралей, а также в иных магистральных сетях, где применяются трубы, используется сварка трубных конструкций дуговой сваркой, которая позволяет сконструировать исключительно прочный, надёжный и долговечный сварочный шов. Этот метод позволяет создать соединение двух отрезков трубы, которые полностью герметичны и используются для транспортировки различных газов, жидкостей по магистральной ветке.

Процесс сварки труб ручной дуговой сваркой
Сопутствующие элементы и сварочные аксессуары 
Чтобы сварочный процесс прошёл идеально, потребуется предусмотреть защитную форму одежды для мастера или иного исполнителя, который знает, как варить дуговой сваркой трубы. Все тело должно быть защищено от случайного попадания искры или иного раскалённого инородного предмета. В качестве предметов спецзащиты используют плотный тканевый материал из брезента, используемый для комбинезона рабочего. Руки, которые чаще всего соприкасаются с раскалёнными предметами, должны быть защищены перчатками из замши или другого плотного материала, который не имеет свойства к прожиганию от раскалённого предмета. Главным атрибутом для защиты лица и глаз, выступают маска с защитным стеклом или очками. Очки и маска должны быть оснащены специальным стеклом, которое предотвращает негативное влияние на область глаз и зрение в момент осуществления сварки.
Методики проведения сварочных операций
Если вы хотите, чтобы сварка труб ручной дуговой сваркой прошла без происшествий, и результат работы был идеальным, необходимо тщательно изучить не только технологию, но и целевое предназначение трубопроводной системы. Не каждый тип сварочной технологии допускается применять для конкретного типа магистральной сети. У исполнителя должна быть технология сварки труб и трубопроводов ручной дуговой сварки на основе технологической карты, а также обоснование и разрешение на проведение операционных действий.
Качественная и надёжная сварка по требованиям ГОСТ, требует использование универсальных электродов, которые образуют специальную рабочую электродугу, идущая от сварочного технологического аппарата к поверхности обрабатываемого металла. В результате, учитывая специфику взаимодействия электрода и сварочного аппарата, сварка труб ручной дуговой сваркой тонких труб требует принудительного плавления электрода и непосредственной части металлической основы в одновременном режиме исполнения, итогом которого становится образование прочного сварного шва и соединения.

Технология сварки трубы ручной дуговой сваркой
«Важно!Многие специалисты называют место, где формируется дуга, а также место, где происходит плавление электрода с поверхностью металла, специальной сварной ванной. В данном случае, общая площадь сварной ванны, будет зависеть от рабочего положения электрода, а также от фиксированного режима работы сварки и требования скоростей по обработке поверхности металлических изделий.»
Кроме этого, на качество процесса не последнее место оказывает роль параметров используемых фасок для деталей изделий из металла.
Отметим важную деталь, что фаска сварки трубных конструкций дуговой сваркой (подготавливается исключительно на последнем этапе); сама фаска, это специальная конструкционная часть в виде скошенной борозды, расположенной по краю заготовки. Есть специальные технические регламенты для фаски, которые должны быть следующими:
- Ширина – не более 8-15мм.
- Длина – в диапазоне от 10 до 30мм.
- Глубина – не более чем 6мм.
Все отрезы на концевых соединений можно приваривать при помощи одного из нижеперечисленных способов:
- Термический метод. Здесь главным фактором является процесс плавления основной поверхности металла.
- Термомеханическая контактная сварка труб. Для этого метода характерны условия применения так называемой магнитоуправляемой дуги, а также использование сварочной технологии по контактной стыковке.
- Механическая методика. В данном ситуации сварка труб малого диаметра ручной дуговой сваркой осуществляется при помощи взрыва или на основании метода трения.
«Обратите внимание, что выбор метода используют для каждой магистральной сети самостоятельно, и только в соответствии с технологической картой.»
Как подготавливают металл?
Подготовительный этап предусматривает основное правило сварки труб ручной дуговой сваркой по ГОСТ, где обязательно должно быть выполнено основное требование – проверка металлических отрезов и прочих соединений подготовительного характера, только с учетом требований ГОСТ. В данном случае, используется только допустимое отклонение по техническому регламенту. Проверяются сертификаты и прочие документы соответствия каждой группы металла, обеспечивающий высокое качество проведения сварки стыковых швов труб.
- Перед проведением технологической производственной операции, все отрезы труб должны быть идеально ровными, иметь только гладкую часть. Каждый срез должен быть только ровным, не иметь каких-либо зазубрин, не должно быть никаких сколов. Если имеются такие изъяны, прибегаем к механической обработке поверхности при помощи абразивного инструмента или другого оборудования и инструментария. Абсолютная гладкость должна быть во главе качественной работы проведения контактно стыковой сварки труб.
- Все имеющие стыки на металлической поверхности фаски необходимо тщательно очистить от грязи, копоти, ржавчины и прочих ненужных элементов. Обработка производится только с использованием специальных средств, которые имеют химическую природу.
Обратите внимание, для того, чтобы сварочный шов получился идеальным и гладким, потребуется выполнение одного из условий. Угол скоса фасок для его полного раскрытия должен быть не более 60-70 градусов. Общая величина параметра притупления каждой фаски должна быть в размере от 2 до 2,5 мм. Если нужно добиться необходимого уровня толщины фаски, используйте дополнительные инструменты и оборудование – фаскосниматели, а также технологические торцеватели.
Правильно выбираем электроды
Не последнее место по качеству проведения надёжных сварочных операций при помощи дуговой сварки является качественный выбор технологических электродов. Для водопроводной магистрали, где герметичность должна быть исключительной, выбирают специальные электроды, которые позволяют добиться необходимого качества соединения для швов трубопроводной системы. Сами группы электродов можно разделить на 2 условные группы:
- Электроды неплавящейся группы. Здесь используют в качестве материала вольфрам, электротехнический уголь, а также графитовую основу.
- Электроды, для которых характерна плавящаяся природа. Эта группа предусматривает применение специальной сварочной проволоки, которая имеет различный диаметр исполнения.

2-х мм электрод для дуговой сварки трубы
Далее, обратите внимание, что электроды имеют различную группу покрытия, которые имеют определённые технические характеристики:
- Маркировка С, покрытие на основе целлюлозы. Используются для создания шва, которые будут иметь вертикальную или кольцевую форму, при этом диаметр рабочей трубы должен быть от 360 мм и более.
- Маркировка RA (или рутилово-кислотный электрод). Применяются для снятия образующегося шлака на поверхности контактного соединения шва.
- Маркировка R и RR. Отличительной особенностью таких электродов является то, что их можно без труда повторно поджечь. Очень легко и без проблем удаляется образовавшийся шлак. Эти электроды используют для образования внешней стороны требуемого шва, или для образования углового типа шва.
- Маркировка RC. Этот тип электродов используется для проведения дуговой сварки с наличием рутилово-целлюлозной технологической основы. Данный вариант электродов также используется для сложных этапов сварочных работ, например: полностью дуговая, сверху-вниз, а также вниз-вверх. Отличные способы для формирования прихваток в местах стыковки соединений сразу двух отрезков трубы.
- Маркировка В. Этот вариант используют для толстостенных материалов трубы, по окончание сварки отсутсвует появление трещин и прочих технологических дефектов.
Процесс сварки
Для того чтобы добиться необходимого эффекта соединения отрезков трубопроводов, имеющие большой диаметр, используют так называемые прихватки технологического вида. То есть, вам потребуется в местах будущей сварки заранее подготовить точки стыковки труб. Для труб имеющие диаметр до 300 мм, достаточно использовать сварные прихватки в 4 местах по всех окружности, желательно друг напротив друга. Для труб с диаметром свыше 300 мм, прихватки делают с использованием условного шага в 25-30 см. Помните, что каждая прихватка должна иметь свой размер: в длину – не более 50 мм, в высоту- 3-4 мм.
Для водопроводной трубы лучше всего сварку осуществлять в «поворотном» режиме. Если толщина трубы более 12 мм, то необходимо сделать всего 3 сварных соединения по стыковке. Для первого, а также самого глубокого шва используют электроды, которые имеют сечение 2-4 мм. Для высоты шва придерживайтесь высоты в 3-4 мм. Для формирования верхнего шва, используйте другие электроды, которые имеют сечение 3-4 мм и более. Используя эту технологию, вы не нарушаете целостность и герметичность соединений швов.
Технология ручной дуговой сварки труб
Между тем, не многие умельцы в совершенстве знают не только основную технологию сварочного процесса, но и многие мелочи, без которых невозможно выполнить качественное соединение труб.
Особенно это актуально для начинающих мастеров, которые только познают азы и осваивают обязательные уроки сварочного дела.
Технология дуговой сварки имеет определенные моменты, которые следует освоить в первую очередь.
Следует отметить и то, что типы и способы, которые применяются в настоящее время для сварки труб, достаточно разнообразны.
Между тем, тот, кто хочет действительно освоить все уроки сварочного дела для начинающих не должен рассчитывать на то, что ему поможет в этом Википедия, так как теория никогда не заменит практику.
В сварочном деле большое значение отводится соответствующему ГОСТ, которым регламентируется не только маркировка электродов, но и проводится классификация швов.
В любом случае, для того чтобы полностью освоить виды и типы сварки, а также научиться качественно варить трубы, необходимо пройти не только теоретические уроки, но и попробовать это дело на практике.
Для начинающих мастеров техника ручной дуговой сварки подробно представлены на видео, которое размещено ниже.
Все об электродах
Дуговая сварка активно используется не только в промышленных целях, но и очень часто в домашнем хозяйстве для самых разных целей, в том числе и для того, чтобы варить трубы.
В этом случае особое значение приобретают электроды для ручной дуговой сварки, при помощи которых буде выполняться сварочное соединение труб между собой.
Элементы, при помощи которых выполняется сварочное соединение, представляют собой определенных размеров стержень, выполненный из металла, на который особым способом нанесена специальная обмазка.
Главная и единственная задача такой обмазки — это образование в процессе работы шлака. По своей сути шлак — это неметаллический сплав, вес которого значительно меньше металла.
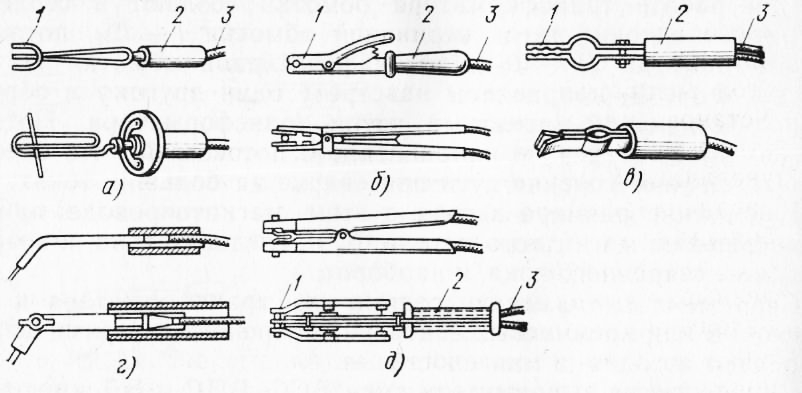
Электрододержатели для ручной дуговой сварки: а — вилочные, б — пружинные, в — зажимные, г — безогарковые, д — двух-электродные; 1 — зажимные губки для электрода, 2 — рукоятка, 3 — электрический провод
Его основное предназначение — это образование специфического защитного покрытия, которое необходимо в процессе проведения соединений для того, чтобы снизить попадание из атмосферного воздуха азота и кислорода, влияющих на качество шва.
После того как будет окончена работа по сварке труб, образовавшейся на их поверхности шлак, необходимо в обязательном порядке сбить специальным металлическим молоточком.
На различные виды и типы электродов установлена своя классификация, кроме этого, они регламентируются ГОСТ.
В настоящее время в специализированных магазинах представлен большой выбор этих элементов, которые различаются между собой, главным образом, по типу покрытия, классификация которого тоже строго определена.
Каждый такой тип предназначен для решения определенного круга задач. Так, для сварки труб большого размера желательно использовать элементы с целлюлозным нанесением.
В свою очередь, рутиловое покрытие подходит для создания угловых швов, установки прихваток и так далее.
Большим спросом пользуются те электроды для ручной дуговой сварки, которые имеют рутилово-кислотное нанесение, так как при их использовании значительно снижается общий расход самих электродов.
В некоторых отдельных случаях используются электроды с рутилово-целлюлозным покрытием, особенно тогда, когда необходимо выполнить сложное соединение.
Каждое покрытие регламентирует соответствующий ГОСТ, классификация, кроме этого, под них подбираются и определенные режимы работы.
Есть у электродов и своя классификация, а также маркировка, позволяющие узнать их основные характеристики.
Виды оборудования
Техника ручной дуговой сварки требует сварочный аппарат, который является обязательным атрибутом любого сварочного процесса, в том числе, и при необходимости выполнить соединение труб.
Для этих целей можно использовать либо обыкновенный сварочный трансформатор, либо выпрямитель, либо инвертор. В настоящее время в специализированных магазинах предлагается большой выбор техники данного вида.
Следует отметить, что сварочный аппарат, который подходит для использования в бытовых условиях, стоит намного дешевле профессиональной техники данного вида.
Основным элементом такого устройства является трансформатор, который и вырабатывает ток с необходимыми характеристиками.
Определяется классификация трансформатора и его параметры маркировкой, которая нанесена на каждый аппарат. Сварочный трансформатор должен соответствовать ГОСТ и отвечать определенным стандартам, соблюдаться классификация.
Каждый сварочный аппарат имеет определенные режимы функционирования, которые определяются, исходя из поставленных задач.
Любой аппарат для сварки должен содержать в комплекте и специальные кабеля, размеры и сечения которых определяет ГОСТ.
Как правило, для сварки труб подходит практически любой аппарат, который может обеспечить требуемые способы работы.
Видео:
В настоящее время соединение труб методом сварки осуществляется несколькими различными способами. Очень часто производится варка встык или внахлест.
Также для труб подходят тавровые и угловые типы выполнения соединения. Чтобы выполнить необходимое соединение, в некоторых случаях могут быть использованы либо горизонтальные, либо вертикальные положения шва.
Кроме этого, достаточно редко используется нижнее или потолочное положение. Рекомендуется для соединения труб использовать соединение непосредственно встык, так как в этом случае кромки будут проварены по всей своей площади.
В том случае, если у труб большая толщина стенок, то на их поверхность следует в обязательном порядке накладывать как наружные, так и внутренние швы.
Чтобы варить было удобней, рекомендуется использовать специальные электрододержатели для ручной дуговой сварки. О том, как работает сварочный трансформатор, подробно рассказано на видео выше.
Некоторые характерные особенности сварки дугой
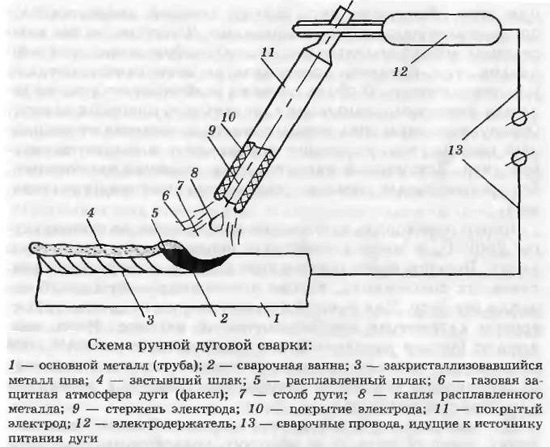
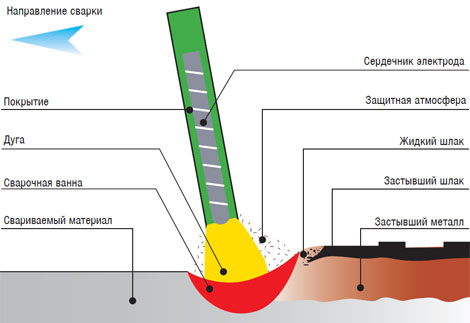
Суть выполнения дуговой сварки заключается в том, что под действием электрической дуги, которую образует трансформатор, стержень электрода начинает расплавляться.
Расплавленный таким образом металл со стержня в виде небольших капель, сверху покрытых шлаком, начинает поступать в так называемую сварочную ванну.
В этой специфической ванне производится особым образом смешивание металлических капель электрода с основным металлом заготовки, после чего можно наблюдать всплытие шлака в расплавленном состоянии.
Выбор режима работы аппарата, а также движение и скорость электрода оказывают определенное влияние на качество образующегося на поверхности шва.
В свою очередь, размеры образующейся сварочной ванны в большей степени зависят от того, какой режим работы использует трансформатор, а также от марки материала.
Большое значение играет такой параметр, как длина дуги. В момент работы вокруг нее начинает образовываться определенная газовая оболочка, которая способствует вытеснению воздушных масс из рабочей зоны.
Следует отметить и то, что образующейся на поверхности шлак, выполняет роль своеобразной защиты расплавленного металла от взаимодействия с атмосферой.
Аналогичным образом производится и ручная дуговая сварка покрытыми электродами, предназначенными для определенной марки металла.
В процессе работы варить надо максимально плавно, чтобы обеспечить равномерное расплавление металла.
Особенностью дуговой сварки ручного типа является то, что зажигание дуги осуществляется в момент, когда кончик электрода кратковременно касается с поверхностью материала.
В зависимости от марки материала, следует контролировать толщину наплавления металла, для чего варить необходимо скользящим движением.
На качество шва оказывает влияние и выбор режима, на котором работает трансформатор. Его установка должна производиться в соответствии с характеристиками материала.
На видео ниже более подробно рассказано о том, как варить дуговой сваркой в ручном режиме.
Технология сварки
В обязательном порядке перед тем, как будет произведен сварочный процесс труб между собой, выполняются подготовительные мероприятия.
Для начала следует по периметру очистить грязь и жир с поверхности труб, после чего произвести их выравнивание. Также подбирается режим дуговой сварки, и тип используемых электродов.
Аппарат необходимо подключить к сети и присоединить к нему кабели с держателем, как указывает соответствующая маркировка. Далее запускается трансформатор, и выполняются прихватки.
Следует помнить, что соединение встык осуществляется без остановок, при этом необходимо контролировать движение и скорость электрода.
Вообще, движение и скорость ведения электродов по поверхности определяется, исходя из характеристик материала. В любом случае, варить надо плавно и равномерно, а шов соответствовать ГОСТ.
Толщина стенки металла определяет и количество наносимых швов. Самый первый шов в обязательном порядке должен обеспечить максимальный провар корня.
После того как основной слой будет нанесен, необходимо выполнить тщательную проверку и полностью отбить весь образовавшийся сварочный шлак.
При работе с электродуговой сваркой ручного типа все последующие слоя наносятся при минимальном вращении трубы в противоположном направлении от предыдущего слоя.
Технология ручной дуговой сварки выбирается, исходя из поставленных задач и характеристик материала.
После нанесения на поверхность слоя в обязательном порядке отбивается сварочный шлак непосредственно перед тем, как будет наноситься следующий.
Движение электрода по поверхности всегда должно быть плавным, что обеспечит глубокий провар материала. Самый последний накладываемый шов должен быть выполнен максимально ровно.
Варить следует в обязательном порядке в маске и специальном защитном костюме, чтобы полностью исключить риск возникновения травм.
При работе аппарат и трансформатор не должны перегреваться.
Выбор режима сварки всегда зависит от поставленной задачи, а также характеристик материала. В любом случае, по окончанию работ шов должен получиться ровным и отвечать всем требованиям соответствующего ГОСТ.
О том, как самостоятельно выполняется дуговая сварка ручного типа, рассказано на видео ниже.
Режимы и ГОСТы
Обыкновенный универсальный аппарат для сварки дугой ручного типа может обеспечивать различные виды режимов его функционирования.
Данная функция позволяет обеспечить контролируемость некоторых параметров. На корпусе любого аппарата выполняется соответствующая маркировка, классификация, по которой можно произвести выбор необходимого режима.
Качество соединения при выполнении дуговой сварки ручного типа во многом зависит от правильно подобранного режима ее работы.
Так, на выбор режима оказывают влияние диаметр используемого электрода, выбранный параметр тока, а также показатели напряжения непосредственно на дуге.
Кроме этого, во многом он зависит и от марки самого материала.
Для дуговой сварки можно самостоятельно произвести расчет режима ее работы, для чего следует взять толщину материала и габариты используемого электрода и варить им.
Для того чтобы при выполнении соединения дуговой сваркой шов был высокого качества, необходимо изучить соответствующий ГОСТ.
Данный ГОСТ указывает, главным образом, на те параметры, которые необходимо соблюдать для выполнения соответствующей работы качественным образом.
Он регламентирует размеры соединений, особенности конструктивных элементов, типы и марки материалов, которые следует использовать в процессе работы.
Аппарат для дуговой сварки должен в полной мере обеспечивать выполнение ГОСТ. Следует отметить и то, что выбор режима работы для дуговой сварки также следует делать, исходя из рекомендованных нормативов.
Различные виды нормативов при их строгом соблюдении дают возможность производить работу максимально качественно.
Следует отметить и то, что дуговая сварка ручного типа может быть использована для работы с самыми разными видами металлов, для каждого из которых в отдельности подбираются только свои параметры выполнения соединения.
Ниже размещено видео с обучающим курсом об ошибках начинающего сварщика.
Овладеть азами такой сварки ручного типа должен каждый уважающий себя домашний мастер. Это даст возможность ему выполнять огромное количество всевозможной работы по дому самостоятельно.
По своей сути технология выполнения самых разных операций на аппарате для дуговой сварки относительно простая и не требует каких-то профессиональных навыков и знаний.
Если подходить к делу ответственно и хорошо изучить видео уроки для начинающих в нашей статье, то научиться пользоваться сваркой данного типа можно достаточно быстро.
Источник https://trubaspec.com/soedinenie-trub/kak-varit-truby-elektrosvarkoy-pravilno-poshagovoe-rukovodstvo.html
Источник https://svarkaipayka.ru/tehnologia/svarka-trub/ruchnoy-dugovoy-svarki.html
Источник https://rezhemmetall.ru/ruchnaya-dugovaya-svarka.html




