Содержание
РД 39-0147014-535-87 Инструкция по сварке при монтаже и ремонте трубопроводов и ответственных металлоконструкций в организациях и на предприятиях Миннефтепрома
Руководящий документ разработан Всесоюзным научно-исследовательским институтом разработки и эксплуатации нефтепромысловых труб.
Главный инженер института В.Ф. Оловянишников.
Составители: В.А. Кот, З.Н. Уварова, Г.Н. Пашкова, С.А. Светлова.
Согласован с зам. начальника Главнефтемашремонта А.А. Шваревым.
Утвержден начальником Главного технического управления Миннефтепрома Г.И. Григоращенко 20 января 1987 г.
РУКОВОДЯЩИЙ ДОКУМЕНТ
ИНСТРУКЦИЯ ПО СВАРКЕ ПРИ МОНТАЖЕ И РЕМОНТЕ ТРУБОПРОВОДОВ И ОТВЕТСТВЕННЫХ МЕТАЛЛОКОНСТРУКЦИЙ В ОРГАНИЗАЦИЯХ И НА ПРЕДПРИЯТИЯХ МИННЕФТЕПРОМА
РД 39-0147014-535-87
Вводится впервые
Срок введения установлен с 02.02.1987 г.
Срок действия до 02.02.1990 г.
Настоящий документ разработан в соответствии с указанием Главного технического управления Миннефтепрома.
В нем рассмотрены основные вопросы сварочного производства на предприятиях и в организациях Миннефтепрома, выполняющих монтажные и ремонтные работы при строительстве трубопроводов и ответственных металлоконструкций.
Руководящий документ содержит требования стандартов, СНиПов, правил техники безопасности, касающиеся сборки, сварки, термообработки и контроля качества сварных соединений трубопроводов и ответственных металлоконструкций, а также включает технологические процессы электродуговой и контактно-стыковой сварки.
Подробно освещены вопросы подготовки основных и вспомогательных сварочных материалов.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. В соответствии с настоящей инструкцией производят сварочные работы при строительстве промысловых и технологических трубопроводов, трубопроводов горючих, токсичных и сжиженных газов, а также монтаже ответственных металлоконструкций (классификация трубопроводов принята в соответствии с ВСН 51-3-85/Мингазпром — ВСН 2.38-85/Миннефтепром [ I ])
1.2. Для строительства трубопроводов применяют трубы, изготовленные по ГОСТ 8731-74 и ГОСТ 8733-74 (бесшовные), ГОСТ 20295-85 (электросварные диаметром до 800 мм) [ 2- 4], а также импортные трубы, изготовленные в соответствии со специальными техническими условиями.
Для строительства трубопроводов используются трубы из малоуглеродистых сталей по ГОСТ 360-71 [ 5], качественных сталей Ст. 10, 20 по ГОСТ 1050-74 [ 6], а также низколегированных сталей марок 09Г2С, 10Г2, 17ГС по ГОСТ 19282-73 [ 7] (прил. 1, 2).
1.3. Структура и организация сварочного производства, требования к квалификации сварщиков, термистов и других специалистов подробно рассмотрены в РД 39-0147014-536-87 [ 8].
2. ТРЕБОВАНИЯ НА СВАРОЧНЫЕ МАТЕРИАЛЫ
Электроды
2.1. Для ручной сварки трубопроводов и ответственных металлоконструкций из углеродистых, низколегированных, легированных конструкционных и легированных теплоустойчивых сталей применяют электроды покрытые металлические по ГОСТ 9467-75 и ГОСТ 9466-75 [ 9, 10], для сварки высоколегированных сталей с особыми свойствами — по ГОСТ 10052-75 [ 11] и ГОСТ 9466-75 отечественного производства (табл. 1).
Для сварки разнородных сталей применяют соответствующие электроды (табл. 2).
Допускается применение импортных электродов соответствующих типов.
2.2. Каждая партия электродов должна иметь сертификат, в котором должны быть указаны наименование завода-изготовителя, дата изготовления, условное обозначение присадочных материалов и результаты испытаний данной партии.
При отсутствии сертификата на сварочные материалы их применение при производстве огневых работ на технологических трубопроводах запрещается.
2.3. Технологические свойства электродов каждой партии необходимо проверять перед их применением независимо от наличия сертификата. Эту проверку должен выполнять квалифицированный сварщик. Легированные электроды, предназначенные для сварки трубопроводов и конструкций из легированных сталей, необходимо проверять на соответствие марочному составу путем стилоскопирования наплавленного металла. Эта проверка должна предшествовать всем остальным испытаниям электродов.
Типы электродов для сварки стальных конструкций по ГОСТ 9467-75 и соответствующие марки электродов и сварочных материалов
Механические свойства при нормальной температуре металла шва или наплавленного металла
Технологические марки электродов
Сварочные материалы для сварки
Временное сопротивление разрыву, МПа (кгс/мм 2 )
Ударная вязкость, кДж/м 2 (кгс × м/см 2 )
проволока для сварки в углекислом газе
Меловые, ОЦ-1, АН-1, К-3
АНО-1, АНО-5А, АНО-6М, АНО-17, ОЗС-6о, ОММ5, ОМ-6
АНО-3, АНО-4, АНО-4ж; АНО-13, АНО-14, АНО-18, АНО-20, МР-3, РБУ-4, РБУ-5, ОЗС-3, ОЗС-4, ОЗС-6, ЗРС-1
АН-348-А, АН-348-АМ, ОСЦ-45
К-51, К-52, ВСП-2, ВСЦ-3, АНО-19
УП-1/45, УП-2/45, ОЗС-2, АНО-7
ПП-2ДСК, ПП-АНЗ (7), (11), (12)
АН348-А, АН348-АМ, ОСЦ-4,5, АН-47
УОНИИ-13/45, СМ -11, Э138 /45Н, АНО-8, ОЗС-7
Св-08ГА, Св-10Г2, Св-08МХ
УОНИИ-13/55, ДСК-50, АНО-7, АНО-9, АНО-10, АНО-11, АНО-15, АНО-16, УП-1/55, УП-2/55
Св-10, ХГ2СМА, Св-08Н2, СМН, Св-08ХГС,
АН-47. АН-22, АН-17М
УОНИИ-13/65, У340/65, ВОФ-65
48Н-1, АНП-2, К-70, ЛКЗ-70
УОНИИ-13/85, ЦЛ-18, ЦЛ-18МО
Выбор электродов для сварки разнородных сталей
Электроды, используемые при сварке разнородных сталей, марок
17ГС, 17Г1С, 15ГС, 16ГС
** Предварительный подогрев и термообработка.
2.4. На каждом монтажном участке сварочные электроды следует хранить в отапливаемых помещениях при температуре воздуха не ниже 10 °С и относительной влажности не более 50 %.
Хранить материалы следует так, чтобы предотвратить их загрязнение, увлажнение, коррозию и механические повреждения.
Срок хранения электродов с основным покрытием в герметичной упаковке (металлических банках, пластмассовых пеналах) 1 год, в упаковке другого типа — 6 мес.
Срок хранения электродов с целлюлозным покрытием независимо от типа упаковки — не более 6 мес. Электроды необходимо хранить в упаковке завода-изготовителя на стеллажах. Высота укладки упаковок не более пяти рядов.
2.5. Электроды следует доставлять на трассу в герметичной неповрежденной упаковке, лучше в металлических пеналах.
2.6. На монтажной площадке не допускается хранение электродов в раскрытых пачках более 4 ч. Без предварительной сушки или прокалки электроды можно применять сразу после вскрытия герметичной упаковки только при положительной температуре окружающего воздуха.
Если упаковка была повреждена или сварку выполняют при отрицательной температуре (независимо от условий хранения, транспортировки и состояния упаковки), электроды перед сваркой изделий должны быть прокалены в течение 1 ч при следующей температуре:
электродов прокалки, °С
Электроды с целлюлозным покрытием
(ВСЦ-4, Фокс Цель, ВСЦ-4А, Кобе 6010) 80. 100
Электроды о основным покрытием:
— УОНИ-13/55, Гарант, Фокс ЕВ50, ВСФС-50,
ВСО-50СК, ЛБ-52У 250. 300
— Гарант К 300. 350
— ВСФ-65, Шварц ЗК, ВСФ-85,
ЛБ-62Д, Гарант КС 350. 400
Электроды с рутиловым и рутилово-основным покрытием:
— АНО-4, МР-3 180..200
2.7. Прокалку электродов в монтажных условиях производят в печах типа СШО при температуре, установленной п. 2.6. Превышение ее приведет к нарушению покрытия, а прокалка при более низкой температуре не обеспечит удаления из покрытия кристаллизационной влаги.
2.8. Прокаленные электроды необходимо хранить на рабочих местах в закрытых металлических ящиках, а при температуре ниже +5 °С — в герметичных пеналах с подогревом (термопеналах). Электроды с основным покрытием можно использовать в течение не более двух, а с целлюлозным покрытием — в течение пяти суток после прокалки.
По истечении указанного срока электроды следует прокалить вновь. Электроды можно прокаливать не более двух раз, не считая прокалки при изготовлении.
2.9. Технологические свойства электродов должны соответствовать требованиям ГОСТ 9466-75. Основные из них следующие:
— дуга легко зажигается и стабильно горит;
— покрытие плавится равномерно, без чрезмерного разбрызгивания, отпадания кусков и образования козырька, который препятствует нормальному плавлению электрода во всех пространственных положениях;
— образующийся при сварке шлак обеспечивает правильное формирование шва и легко удаляется после охлаждения;
— в металле шва и в наплавленном металле нет трещин, а количество включений не превышает допустимого.
2.10. При неудовлетворительных технологических свойствах электроды следует повторно прокалить в печи. Если после повторной прокалки технологические свойства электродов не отвечают приведенным выше требованиям, то данную партию электродов для сварки трубопроводов и ответственных металлоконструкций применять нельзя.
2.11. Для ручной и автоматической сварки в среде аргона в качестве неплавящегося электрода следует применять прутки лантанированного вольфрама (ТУ 48-19-27-72) [ 12] или иттрированного вольфрама марки СВИ-1 диаметром 2. 4 мм.
Сварочная проволока
2.12. Для ручной и автоматической аргонодуговой сварки неплавящимся электродом, газовой (ацетилено-кислородной), автоматической и полуавтоматической сварки в углекислом газе, автоматической сварки под флюсом необходимо применять низкоуглеродистую, ле гированную и высоколегированную сварочную проволоку (табл. 3), отвечающую требованиям ГОСТ 2246-70 [ 13]. Для сварки разнородных сталей использовать соответствующие сварочные материалы (табл. 4).
2.13. Каждая партия проволоки должна иметь сертификат с указанием завода-изготовителя, ее марки, диаметра, номера плавки и химического состава.
К каждому мотку (бухте) проволоки должна быть прикреплена бирка с указанием завода-изготовителя, номера ее плавки, марки и диаметра проволоки по ГОСТ 2246-70.
2.14. При отсутствии сертификата или бирки, а также в случае сомнений в качестве проволоки необходимо проверить ее химический состав на соответствие требованиям ГОСТ 2246-70. При неудовлетворительных результатах химического анализа производят повторный анализ на удвоенном числе проб. При неудовлетворительных результатах повторного анализа проволоку бракуют.
2.15. Поверхность проволоки должна быть чистой, без окалины, ржавчины, масла и грязи.
При необходимости сварочную проволоку просушивают при температуре 150. 200 °С в течение 1,5. 2 ч с последующей механической очисткой ее поверхности от ржавчины или технической смазки.
2.16. Каждая бухта (моток, катушка) легированной проволоки перед сваркой (независимо от способа сварки) должна быть проверена путем стилоскопирования для определения содержания основных легирующих элементов в соответствии с ГОСТ 2246-70.
Стилоскопированию подвергают концы каждой бухты (мотка, катушки). При неудовлетворительных результатах стилоскопирования данная бухта не может быть использована для сварки до установления точного химического состава проволоки количественным химическим анализом.
Порошковая проволока
2.17. При сварке в углекислом газе применяют проволоки рутилового и рутил-флюоритного типа (табл. 5).
Сварку труб из низкоуглеродистых сталей производят с помощью проволок рутил-органического и карбонатного типов. При сварке низколегированных сталей, а также кольцевых стыков с принудительным формированием применяют проволоки карбонатно-флюоритного типа.
Марка проволоки ( ГОСТ 2246-70 ) для сварки
ручной и автоматической аргонодуговой
полуавтоматической, автоматической в углекислом газе
автоматической и полуавтоматической под флюсом
Ст. 10, 15, 20, ВСт.2кп
17ГС, 16ГН, 09Г2С,
15Г2С, 14ХГС, 20ГСЛ
Примечание. Для ручной и автоматической аргонодуговой сварки стыков труб из сталей 08Х18Н10Т и ОХ18Н12Т применять проволоку Св-04Х19Н9, Св-06Х19Н9Т.
Рекомендуемые материалы для сварки разнородных сталей в среде защитных газов и под флюсом
Марки свариваемых сталей
Марка проволоки для сварки
Материалы для сварки под флюсом
в среде углекислого газа
10Г2, 17ГС, 17Г2СФ, 15ГС, 16Г
15МХ, 12гЛХ, 12Х1МФ
Св-06Х19Н10М3Т, Св-06Х19Н10М3Б, Св-06Х20Н11М3ТБ
Самозащитные проволоки отечественного производства
Диаметр проволоки, мм
Механические свойства металла шва
ан при 20 °С, Дж/см 2
Флюсы для автоматической сварки
2.18. Для автоматической сварки трубопроводов под флюсом следует применять плавленые флюсы по ГОСТ 9087-81 [ 14].
При сварке резервуаров используют плавленые (АН-348А, АН-22, АН-26, АН-43, АН-60) и керамические (КВС-19, КВС-19М, АНК-30) флюсы (табл. 6).
2.19. Флюс необходимо хранить в сухом отапливаемом помещении при относительной влажности не более 50 % и температуре не ниже 15 °С.
2.20. Перед употреблением флюсы независимо от условий выполнения сварочных работ необходимо прокалить в печах типа СНО: АН-348А и АН-47 — в течение 1-1,5 ч при температуре не ниже 250. 300 °С; АН-22 — в течение 2 ч при температуре не ниже 450 ° С. При прокалке толщина слоя флюса должна быть не более 60 мм.
2.21. Прокаленный флюс, хранящийся на складе, можно использо вать в течение 15 дней, а флюс, хранящийся в герметичной таре или сушильном шкафу, — в течение любого срока. Если флюс оставлен на несколько часов на открытом воздухе, например, в бункере сварочной головки, то перед работой его необходимо ссыпать и вновь прокалить. Прокаливать флюс можно многократно.
2.22. На складе флюсы хранят в заводской упаковке — в бумажных мешках, аккуратно уложенных в штабель, или при повреждении упаковки в специальных закрытых емкостях (контейнерах, бункерах, ларях).
Флюсы, применяемые в трубопроводном строительстве, по ГОСТ 9087-81
Марка проволоки по ГОСТ 2246-70
Марки сталей свариваемых конструкций (ГОСТ)
Ст.3; Ст.3сп; ВСт.3сп; ВСт.3кП; ВСт.3Гпс (ГОСТ 380-71) 10, 20, 30, 35, 45 (ГОСТ 1050-74)
16ГС; 17ГС; 09Г2С; 17Г1С ( ГОСТ 19282-73 )
15Г ( ГОСТ 4543-71 ) [ 15 ]
12Х18Н9Т ( ГОСТ 5632-72 ) [ 16 ]
15Г2САФ ( ГОСТ 19282-73 )
10Г2С1 ( ГОСТ 19282-73 )
Ст. 1, Ст. 2, Ст. 3 (ГОСТ 380-71)
Св-08ХМ; Св-08МХ; Св-10Г2
15Г2СФ ( ГОСТ 19282-73 )
Горючие и защитные газы
2.23. В качестве защитных газов для ручной и автоматической аргонодуговой сварки неплавящимся электродом применяют аргон по ГОСТ 10157-79 [ 17].
2.24. Для газовой ацетилено-кислородной сварки необходимо использовать газообразный кислород высшего и первого сорта, соответствующий требованиям ГОСТ 5583-78 [ 18].
В качестве горючего газа следует применять растворенный технический ацетилен по ГОСТ 5457-75 [ 19], поставляемый потребителю в баллонах или получаемый на месте из карбида кальция, отвечающего требованиям ГОСТ 1460-81 [ 20].
2.25. При полуавтоматической сварке в качестве защитного газа применяют углекислый газ первого и второго сорта или пищевую углекислоту ( ГОСТ 8050-85) [ 21]. Использование технического углекислого газа не разрешается.
2.26. Газы доставляют на трассу в баллонах или в специальных изотермических емкостях (танках), устанавливаемых на грузовом автомобиле или на прицепе.
2.27. Перед использованием проверяют качество газа в каждом баллоне, для чего наплавляют на пластину или трубу валик длиной 100. 150 мм и по внешнему виду поверхности наплавки определяют надежность газовой защиты.
При наличии пор в металле шва газ, находящийся в данном баллоне, бракуют.
2.28. В качестве горючих газов используют ацетилен, пропан, природный газ, смеси различных газообразных или жидких углеводородов и водорода.
2.29. Горючие газы транспортируют и хранят в баллонах под давлением 1,34. 1,6 МПа, либо в стационарных или передвижных емкостях с испарителем.
2.30. Сжатый газообразный кислород хранят и транспортируют в отдельных баллонах ( ГОСТ 949-73) [ 22] под давлением 10. 15 МПа.
Выбор и подготовка сварочных материалов для работы при отрицательных температурах
2.31. При выборе сварочных материалов для сварки при отрицательных температурах (табл. 7,  необходимо исходить из того, что наплавленный металл должен быть стойким к хрупкому разрушению, более вязким и пластичным по сравнению с основным металлом.
необходимо исходить из того, что наплавленный металл должен быть стойким к хрупкому разрушению, более вязким и пластичным по сравнению с основным металлом.
Электроды, применяемые для сварки трубопроводов и резервуаров при отрицательных температурах
Диаметр электрода, мм
Временное сопротивление свариваемых сталей s в ; МПа (слой шва)
Конструкции. Минимальная температура эксплуатации, ° С
550 [первый (корневой)]
Подземные трубопроводы. — 40
550 . 600 (первый)
До 600 (первый и второй)
До 500 (первый и последний)
До 480 (первый и последующие)
Наземные, надземные трубопроводы, резервуары. — 40
Подземные и надземные трубопроводы. — 60
До 500 (первый и последующие)
Подземные, наземные, надземные трубопроводы, резервуары. — 60
До 550 (первый и последующие)
550 . 600 (заполняющие и облицовочные)
Подземные, наземные трубопроводы. — 60
До 700 (заполняющие и облицовочные)
Сварочные материалы для автоматической сварки трубопроводов и резервуаров
Временное сопротивление свариваемых сталей s в , МПа (слой шва)
Конструкции. Минимальная температура эксплуатации, °С
До 550 (заполняющие и облицовочный)
Подземные трубопроводы и подземные резервуары. — 40
До 600 (заполняющие и облицовочные)
Подземные, наземные и надземные трубопроводы, резервуары. — 60
До 550 (заполняющие и облицовочные)
Подземные трубопроводы. — 60
* Флюсы АН-60, АН-65 используются преимущественно при форсированных режимах сварки.
2.32. Особенно тщательно в зимних условиях следует соблюдать правила хранения сварочных материалов и их подготовки к сварке.
Независимо от условий хранения сварочные материалы непосредственно перед сверкой необходимо прокалить в течение 60 мин (электроды) или 60. 90 мин (флюсы) при температурах, приведенных ниже:
Марка Температура прокалки, °С
УОНИ-13/45 300. 350
УОНИ-13/55 300. 350
Просушенные и прокаленные флюсы и электроды подают к месту сварки в количестве, необходимом для работы в одну смену, если нет других ограничений в технической документами.
3. ПОДГОТОВКА К СВАРКЕ
Проверка материалов. Сборка трубопроводов
3.1. Все поступающие на оборку трубы и детали должны быть проверены мастером (или другим ответственным лицом) на наличие клейм, маркировки, а также сертификатов завода-изготовителя, подтверждающих соответствие материалов их назначению.
При отсутствии клейм, маркировки или сертификатов трубы и детали к сборке не допускаются.
3.2. Необходимо также проверить:
— соответствие данных, указанных в сертификате или паспорте, техническим условиям, ГОСТам на поставку, заводской документации, чертежу (при наличии его), выполнение предприятием-изготовителем контрольных испытаний, предусмотренных стандартами и ТУ;
— соблюдение правил транспортировки;
— наличие и соответствие маркировки материала сертификату или паспорту, чертежу, техническим условиям;
— наличие клейма технического контроля;
— соответствие фактических геометрических размеров и качества материалов требованиям чертежей, ГОСТов, нормалей, ТУ и данным сертификатов или паспортов, заводской маркировке;
— качество поверхности материалов и деталей: на поверхности не должно быть трещин, раковин, вмятин, забоин, надрывов, задиров;
— правильность подготовки кромок и качество их поверхности.
3.3. Как исключение, допускается удостоверять качество и марки материала для металлических конструкций из углеродистой и низколегированной стали классов С38/23 — С60/45 лабораторными испытаниями в соответствии с требованиями, установленными стандартами.
Отступления от чертежей на металлические конструкции не допускаются, в случае необходимости они должны быть согласованы с разработчиками этих чертежей.
3.4. При приемке трубопроводной арматуры должно быть проверено:
— наличие документов, удостоверяющих проведение испытания арматуры;
— соответствие маркировки и отличительной окраски арматуры указаниям в паспорте;
— комплектность арматуры (наличие ответных фланцев и других деталей, поставляемых с ней).
3.5. Арматура трубопроводов I категории независимо от наличия паспортов предприятий-изготовителей и срока хранения перед передачей в монтаж подвергается гидравлическому испытанию на прочность и плотность согласно СНиП 3.05.05-84 [ 24].
3.6. Арматура трубопроводов II категории и ниже, имеющая паспорта предприятий-изготовителей, при приемке ее в монтаж до истечения гарантийного срока ревизии испытанию перед монтажом не подлежит.
Арматура, имеющая паспорта, но с истекшим гарантийным сроком, передается в монтаж после проведения испытания в соответствии с требованиями СНиП 3.05.05-84.
3.7. Арматура, не имеющая паспорта предприятия-изготовителя и маркировки, может быть принята и использована только для трубопроводов IV , V категории при наличии документов, подтверждающие проведение ее ревизии и испытания.
3.8. Входной контроль осуществляют специально выделенные работники отдела технического контроля (ОТК) предприятия-потребителя. Результаты контроля регистрируют в паспорте-журнале.
3.9. Проверенный материал должен быть рассортирован, заклеймен, сложен по профилям, размерам, маркам, плавкам.
3.10. При хранении необходимо предотвращать механические повреждения материала, обеспечить доступ для его осмотра.
3.11. Все материалы перед сваркой должны быть очищены от масла, ржавчины, окалины и пр. загрязнений, расконсервированы в соответствии с ГОСТ 9.014-78 [ 23].
Перед очисткой материалы должны быть просушены: они должны быть выдержаны в сухом помещении или обдуты нагретым воздухом.
Внутренняя поверхность труб может быть очищена от загрязнений путем продувки сжатого воздуха, промывки водой или протаскивания металлического пыжа.
3.12. Кромки труб и прилегающие к ним поверхности (внутренняя и наружная) должны быть зачищены до металлического блеска на ширине не менее 10 мм.
3.13. Сборка конструкций под сварку может производиться только из деталей и элементов, соответствующих требованиям чертежей или другой технической документации по геометрическим размерам, с помощью специальных приспособлений (прил. 3).
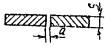
3.14. При подготовке стыковых соединений труб для сварки необходимо проверить их соответствие чертежам, требованиям нормативно-технической документации и обратить внимание на перпендикулярность плоскости реза к оси трубы; отклонение плоскости реза от перпендикуляра (размер l на рис. 1) не должно превышать следующих значений:
диаметр трубы, штуцера
или патрубка, мм До 65 66. 125 126. 225 226. 500 Более 500
плоскости реза, мм 0,5 1 1,5 2 2,5
3.15. Обработку концов труб для сварки (отрезку труб и снятие фасок) необходимо производить механическим способом (резцом, фрезой или абразивным кругом) с помощью специальных трубонарезных станков.
Шероховатость поверхности кромок труб, подготовленных для сварки, должна составлять 180.
Конструкция стыковых соединений труб
Собранный стык в поперечном сечении
Наружный диаметр трубы, мм
Ручная аргонодуговая, газовая
Автоматическая под флюсом 1 *
Ручная аргонодуговая, газовая
Автоматическая под флюсом
Ручная электродуговая комбинированная 3 *
При любом диаметре
Полуавтоматическая в углекислом газе
Автоматическая под флюсом
Ручная аргонодуговая, газовая
Ручная аргонодуговая, газовая
Автоматическая под флюсом
Полуавтоматическая в углекислом газе
Автоматическая под флюсом
Автоматическая под флюсом
1 * При автоматической сварке под флюсом корневая часть шва предварительно подваривается внутри трубы (Тр-1 и Тр-1б, Тр-2а) ручной электродуговой, аргонодуговой или полуавтоматической сваркой в углекислом газе. Если невозможна такая подварка, накладывают корневой шов с наружной стороны.
2 * Для Тр-1, Тр-1а, Тр-2, Тр-2а, Тр-6б указал зазор a при выполнении корневого слоя аргонодуговой сваркой с присадочной проволокой Если корневой слой выполняют аргонодуговой сваркой без присадочной проволоки, то зазор a должен быть при ручной сварке не более 0,5, при автоматической — не более 1 мм.
3 * Корень — ручная или автоматическая аргонодуговая, остальное — ручная электродуговая или полуавтоматическая сварка в углекислом газе.
4 * Корень — ручная аргонодуговая, остальное — ручная электродуговая и полуавтоматическая сварка в углекислом газе.
5 * Корень — автоматическая аргонодуговая, остальное — ручная электродуговая или полуавтоматическая сварка в углекислом газе.
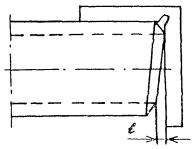
Рис. 1. Проверка перпендикулярности обрезки торцов
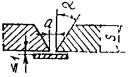
3.16. При соосной стыковке труб с разными наружными диаметрами размер h (рис. 2 ) должен составлять для труб из углеродистой и низколегированной стали 30 % толщины более тонкой трубы, но не более 5 мм; для труб из аустенитных, мартенситно-ферритных сталей при номинальной толщине стенки 10 мм и менее — 15 % толщины более тонкой трубы.
Если смещение (несовпадение) стыкуемых труб по наружной поверхности из-за разности наружных диаметров превышает указанное, конец трубы с большим наружным диаметром должен быть дополнительно обработан согласно одному из эскизов (см. рис. 2).
Рис. 2. Обработка концов труб при стыковке элементов, имеющих разные наружные диаметры ( a = 15 ± 1 ° )
3.17. Дефектные торцы запорной (распределительной) арматуры ремонту не подлежат; арматура, имеющая дефекты патрубков, должна быть заменена на новую. Ремонт патрубков, арматуры допускается только в том случае, если это предусмотрено в сопроводительном документе завода-поставщика.
3.18. Основные рекомендуемые конструкции стыковых сварных соединений даны в табл. 9. Приведенные в ней конструктивные размеры подготовки кромок и сборки стыков могут быть несколько измен ены, если при этом обеспечивается надлежащее качество сварных соединений, их соответствие ГОСТ 16037-80, ГОСТ 5264-80 , ГОСТ 8713-79 , ГОСТ 14771-76 [ 25- 28].
3.19. Сборка стыков труб под сварку должна производиться с использованием приспособлений для центрирования, обеспечивающих соосность стыкуемых труб (прил. 3), или специальных приспособлений — центраторов. Для труб диаметром 529 мм и выше разрешается применять при сборке только внутренние центраторы; трубы диаметром менее 529 мм можно собирать при помощи наружных центраторов.
3.20. При сборке труб с одинаковой толщиной стенки допускаемое смещение кромок может составлять до 20 % толщины стенки трубы, но не более 3 мм при дуговой и не более 2 мм при стыковой сварке оплавлением.
3.21. Непосредственное соединение на трассе разнотолщинных труб одного и того же диаметра или труб с деталями (тройниками, отводами, переходами, днищами) допускается при следующих условиях:
— если разность толщин стенок стыкуемых труб или труб с деталями не превышает 2,5 мм (при толщине стенок деталей 12 мм и менее);
— если разность толщин стенок стыкуемых труб или труб с деталями не превышает 3 мм (при толщине стенок 12 мм и более).
3.22. Соединение труб или труб с деталями с большей разностью толщин стенок осуществляется путем вварки между стыкуемыми трубами или между трубами и деталями переходников или вставок промежуточной толщины, длина которых должна быть не менее 250 мм.
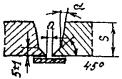
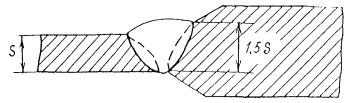
При разнотолщинности до 1,5 толщины стенки допускается непосредственная сборка и сварка труб при специальной разделке кромок более толстой стенки трубы или детали. Конструктивные размеры разделки кромок и сварных швов должны соответствовать указанным на рис. 3.
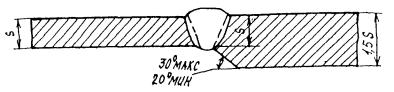
Рис. 3. Конструктивные размеры разделки кромок и сварных швов разнотолщинных труб
3.23. Смещение кромок при сварке разностопных труб, измеряемое по наружной поверхности, не должно превышать допусков, установленных требованиями п. 3.16 настоящей инструкции.
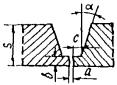
3.24. Непосредственное соединение труб с запорной и распределительной арматурой разрешается при условии, что толщина свариваемой кромки патрубка арматуры не превышает 1,5 толщины стенки стыкуемой с ней трубы, а кромки патрубка арматуры подготовлены в заводских условиях согласно рис. 4.
3.25. Во всех случаях, когда специальная разделка кромок патрубка арматуры выполнена не в заводских условиях, а также когда толщина свариваемой кромки патрубка арматуры превышает 1,5 толщины стенки стыкуемой с ней трубы, соединение следует производить путем вварки между стыкуемой трубой и арматурой специального переходника или переходного кольца.
3.26. Изготовление сварных соединительных деталей трубопровода (отводов, тройников, переходов и др.) в полевых условиях запрещается.
3.27. При сборке труб и других элементов, имеющих продольные швы, последние должны быть смещены один относительно другого.
Смещение должно быть не менее трехкратной толщины стенки свариваемых труб (элементов), но не более 100 мм; на трубы и элементы с наружным диаметром менее 100 мм это требование не распространяется.
3.28. Сборку замыкающего стыка при холодном натяге (независимо от способа сварки стыка) следует производить после окончания сварки, термообработки и контроля качества остальных стыков на данной нитке трубопровода; в процессе сварки и термообработки замы кающего стыка необходимо укрепить трубопровод в таком положении, чтобы этот стык не испытывал на себе усилий от холодного натяга (рис. 5).
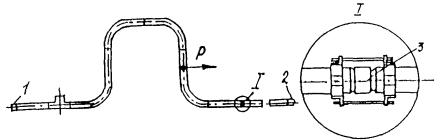
Рис. 5. Схема сборки и сварки замыкающего стыка при холодном нагреве
Р — трос; 1, 2 — неподвижные опоры; 3 — временные вставки
При сборке стыка I устанавливают временную вставку 3 в виде кольца из трубы; длина вставки равна значению холодного натяга. После сварки и термообработки всех других стыков на этой нитке трубопровод освобождают от связей на неподвижной опоре 1, из стыка I удаляют временную вставку, с помощью троса левый участок трубопровода подтягивают на значение холодного натяга и закрепляют в таком положении; производят сборку, прихватку, сварку и термообработку стыка I , трубопровод устанавливают на опоре 1 в проектное положение.
3.29. При ремонте стыков труб, обрезке поврежденных кромок, вырезке катушек и дефектных стыков из трубопровода и в других случаях разделку кромок труб выполняют непосредственно в полевых условиях.
Чаще всего для этой цели применяют ручную или механизированную газокислородную резку.
Современное оборудование для резки труб в полевых условиях, а также простейшие приспособления, применяемые при ручной резке, позволяют получать фаски простого профиля с удовлетворительными точностью и качеством поверхности реза.
После газокислородной резки рекомендуется зачистка поверхности реза при помощи ручных шлифовальных машинок абразивными кругами.
Более качественным и точным методом подготовки труб в полевых условиях является обработка резанием при помощи специализированных установок для механической обработки кромок.
3.30. Вырезку дефектной катушки производят с помощью специальных машинок для резки во взрывобезопасном исполнении, таких, как "Спутник-3", "Файн-600", или взрывом удлиненных кумулятивных зарядов (УКЗ). Линию реза намечают мелом по специальному шаблону или приспособлением для разметки катушек. Вырезку катушки с использованием энергии взрыва производят согласно инструкции по эксплуатации трубореза ТрККН.
Сборка металлоконструкций
3.31. Сборка и сварка элементов металлоконструкций может быть последовательной, полной, параллельно-последовательной и осуществляться следующими способами:
— по предварительной разметке;
— по контрольным отверстиям в собираемых элементах;
— на поточных линиях.
3.32. Сборочные работы выполняют на стендах, сборочных плитах, стационарных и передвижных стеллажах, обеспечивающих правильное положение деталей.
3.33. Сборку следует выполнять с применением инвентарных сборочных приспособлений и средств малой механизации — струбцин, домкратов, стяжных и распорных приспособлений и пр. (прил. 4).
Стыковая сборка листов
3.34. Собирают листы встык на горизонтальных стеллажах, обеспечивающих положение листов в одной горизонтальной плоскости.
3.35. Соединяемые листы с v -образной подготовкой кромок устанавливают на подкладки с целью предупреждения прогиба листов из-за поперечной усадки швов.
3.36. Укрупненные заготовки собирают только из выправленных листов. Допускается смещение кромок собираемых деталей до 10 % толщины металла, но не более 2 мм.
3.37. Укрупнение заготовок элементов конструкций, которые в последующем будут подвергнуты термической резке, выполняют из ме талла толщиной 10 мм и более. Если же термическая резка не производится, то укрупняют заготовки из металла толщиной 4. 10 мм.
При обработке полуфабрикатов для укрупнения заготовок необходимо сделать на каждый стык припуск на усадку от сварки: 1 мм при толщине листа до 16 мм и 2 мм — при больших толщинах.
Стыковая сборка углового, швеллерного и двутаврового проката
3.38. Конструкции из профильного металлопроката собирают встык.
3.39. Угловую сталь стыкуют двумя способами:
1) листовыми накладками;
2) короткими уголками без прокладки или с прокладкой.
Первым способом соединяют одиночные уголки. Стык может пере крываться накладками полностью, и в этом случае усилия с уголков передаются на накладки через фланговые швы. Можно также сначала сварить уголки между собой, а затем стык перекрыть накладками (комбинированный стык), но такое соединение хуже работает под нагрузкой.
Второй способ применяют при стыковке парных уголков. Ширина полок стыкуемых уголков должна быть такой, чтобы при установке их на место получался уступ, достаточный по размеру для наложения полномерного углового шва.
3.40. Швеллеры и двутавровые балки стыкуют наиболее часто с применением листовых накладок. При этом допускается зазор в стыке между торцами швеллеров и балок до 50 мм.
3.41. При соединении уголков, швеллеров и балок необходимо соблюдать следующие правила. Соединяемые детали укладывают в одну линию, не допуская перелома в стыке как в горизонтальной, так и в вертикальной плоскости.
Накладки на стенке швеллеров и балок располагают симметрично относительно продольной оси сечения и подтягивают плотно с помощью струбцин к соединяемым деталям.
Кромки накладок, перекрывающих полки стыкуемых уголков, швеллеров и балок, должны быть параллельны кромкам стыкуемых деталей. На полки уголков, швеллеров и балок в комбинированном стыке накладки устанавливают после того, как будет проверена зачистка шва и его качество.
Сборка стропильных ферм и связей
3.42. Типовые фермы необходимо собирать с помощью механизированной инвентарной оснастки, а фермы, изготовляемые по индивидуальным проектам, по копиру или в кондукторе на сборочной плите.
Процесс сборки ферм включает следующие операции: ознакомление с чертежом, выбор варианта сборки, подготовка рабочего места, приспособлений и инструмента, приемка и раскладка полуфабриката, сборка копира или кондуктора, сборка половинки (плоскости) фермы на копире, кантовка половинки и оформление второй плоскости фермы, сдача собранной фермы ОТК.
3.43. Решетчатые пространственные конструкции (мачты, балки, опоры ЛЭП, легкие колонны и др.) следует собирать в объемных кондукторах с зажимными и фиксирующими приспособлениями.
3.44. Сборку конструкций и деталей необходимо вести так, чтобы не допустить изменения их формы, если это не предусмотрено технологическим процессом.
3.45. Формы кромок и размеры зазоров при сборке сварных соединений, а также выводных планок должны соответствовать значениям, приведенными ГОСТ 5264-80, ГОСТ 8713-79, ГОСТ 14771-76 [ 26- 28] на швы сварных соединений, а в конструкциях из стали класса С60/45 — в чертежах КМ.
Все местные уступы и сосредоточенные неровности, имеющиеся на сборочных деталях, препятствующие плотному их соединению, надлежит до сборки устранять плавной зачисткой с помощью абразивного круга.
3.46. При общей сборке конструкций должна быть произведена подгонка всех соединений, включая рассверливание монтажных отверстий, и установлены фиксирующие устройства.
На всех элементах должны быть нанесены контрольные риски.
4. ПРИХВАТКА СТЫКОВ
4.1. Собранные стыки труб и других элементов необходимо прихватывать в нескольких местах, чтобы обеспечить их правильное взаимное расположение во время сварки.
Постановка прихваток на месте пересечения швов не допускается.
4.2. Прихваточные швы рекомендуется накладывать тем же способом сварки, которым будет выполняться корневой шов. Прихватку дол жен производить сварщик, который имеет удостоверение на право производства сварки стыков труб соответствующей категории, по возможности тот, который будет сваривать данный стык.
При автоматической сварке под слоем флюса собранные стыки необходимо прихватывать ручной электродуговой сваркой углеродистыми электродами диаметром не более 3 мм или полуавтоматической сваркой в углекислом газе.
4.3. Прихватки необходимо выполнять с полным проваром, на том же режиме сварки, что и при наложении основного шва.
4.4. К качеству прихваток предъявляются такие же требования, как и к основному сварному шву. Прихватки, имеющие недопустимые дефекты, обнаруженные при внешнем осмотре, следует удалять механическим способом.
4.5. Прихваточные швы должны быть равномерно расположены по периметру стыка. Не рекомендуется накладывать прихватки на потолочный участок стыка, так как в этом случае труднее обеспечить их полную переварку при наложении основного шва.
На стыках, собираемых без подкладных колец, число прихваток и их протяженность зависят от диаметра труб и в общем случае должны соответствовать следующим значениям:
Диаметр труб, мм До 100 От 100 Свыше 426
Число прихваток Через каждые
по периметру 1. 2 3. 4 300. 400 мм
Длина одной прихватки,
мм 10. 20 20. 40 30. 50
Высота прихватки определяется толщиной стенки трубы S и способом сварки. Она должна составлять 0,6. 0,7 S , но не менее 3 мм при толщине стенки до 10 мм, 5. 8 мм при толщине стенки более 10 мм (ручная электродуговая сварка или полуавтоматическая сварка в углекислом газе), 2. 3 и 3. 4 мм при толщинах стенок до 10 и более 10 мм соответственно (ручная аргонодуговая или газовая сварка).
4.6. Прихватки зачищают металлическими щетками от окалины, проверяют внешним осмотром их качество (определяют, нет ли трещин и пор).
При обнаружении недопустимых дефектов прихватки удаляют, стык подготавливают и вновь накладывают прихватки, повторяют зачистку и контроль.
4.7. Сборку стыков на внутренних центраторах, за исключением сборки труб под двустороннюю автоматическую сварку под флюсом, целесообразно выполнять без прихваток.
Сборку на наружных центраторах следует выполнять с прихватками. Число прихваток по периметру стыков зависит от диаметра трубы:
Диаметр трубы, мм До 400 400. 1000
Число прихваток 2 3
Длина прихваток, мм 30. 50 60. 100
4.8. При сварке в условиях низких (ниже -20 °С) температур длина прихваток должна составлять не менее 100. 200 мм.
4.9. Прихватки деталей металлоконструкций необходимо располагать в местах наложения сварных швов.
4.10. Размеры сечения прихваток металлоконструкций должны быть минимальными с тем, чтобы они расплавлялись при наложении швов.
Длина прихваток в конструкциях, выполненных из сталей классов до С52/40 включительно, должна быть не менее 50 мм, расстояние между прихватками — не более 500 мм, а в конструкциях из стали класса С60/45 — 100 и 400 мм при длине катета шва прихватки не более половины длины катета шва сварного соединения.
4.11. Прихватку труб при температуре воздуха ниже 0 °С необходимо производить с подогревом стыков до температуры, указанной в табл. 10 (раздел 5).
5. ПРЕДВАРИТЕЛЬНЫЙ И СОПУТСТВУЮЩИЙ ПОДОГРЕВ СТЫКОВ ПРИ ПРИХВАТКЕ И СВАРКЕ
5.1. Предварительный и сопутствующий подогрев производят в соответствии с рекомендациями, содержащимися в табл. 10.
Рекомендации по предварительному подогреву стыков из углеродистых и низколегированных сталей*
Толщина стенки, мм
Углеродный эквивалент Сэкв, %
* В знаменателе — для сварки электродами с целлюлозным покрытием, в числителе — для остальных способов сварки.
Примечание. Условные обозначения, принятые в таблице, следующие: А — подогрев не требуется; БТ — подогрев до 100 °С при температуре окружающего воздуха ниже Т (например, Б-15 значит, что подогрев требуется при температуре -15 °С); В, Г, Д — подогрев до 100, 150 и 200 °С соответственно независимо от температуры окружающего воздуха; Т — температура окружающего воздуха, ° С; Сэкв — углеродный эквивалент, % (Сэкв = С — ). C , Mn , Mo , Cr , Cu , N 1 — с одержание соответствующих элементов в % по массе по техническим условиям или сертификату).
Температуру подогрева и число подогревов в процессе сварки необходимо выбирать с учетом понижения температуры вследствие теплоотвода в конкретном стыке с таким расчетом, чтобы металл свариваемых элементов в месте стыка в течение всего времени сварки был нагрет до требуемой температуры.
5.2. Предварительный и сопутствующий подогрев стыков из высоколегированных сталей производят, как указано в разделе 17.
5.3. Не следует выполнять сварку при температуре металла в месте стыка выше 450 °С из-за чрезмерной текучести сварочной ванны.
5.4. Подогревать стык можно индукторами (током промышленной или повышенной частоты), радиационными нагревателями сопротивления, кольцевыми газовыми горелками.
5.5. Стык должен быть подогрет по всему периметру, при этом для труб из низколегированной стали при толщине стенки более 30 мм ширина зоны подогрева до нужной температуры должна быть не менее 150 мм (по 70. 75 мм с каждой стороны стыка), при толщине стойки до 30 мм — не менее 100 мм.
5.6. Предварительный подогрев перед приваркой бобышек и штуцеров к трубопроводу при диаметре труб менее 219 мм необходимо произвести по всему периметру трубы, при больших диаметрах — только в месте приварки деталей.
5.7. Стыки труб при толщине стенки 20 мм и менее разрешается нагревать газовыми сварочными горелками.
Стыки труб с толщиной стенки более 20 мм можно нагревать сва рочными горелками лишь в исключительных случаях, если нет возможности установить индуктор, радиационный нагреватель или кольцевую горелку; при этом необходимо надеть на трубу асбестовые муфели (манжеты) и установить такое число горелок, которое обеспечило бы равномерный нагрев стыка по всему периметру.
5.8. Температуру подогрева следует контролировать с помощью термоэлектрических преобразователей (ТП), термокарандашей и термокрасок.
5.9. Для контроля температуры предварительного и сопутствующего подогрева стыков трубопроводов из низколегированных сталей диаметром свыше 600 мм при толщине стенки более 25 мм необходимо установить два ТП в противоположных точках по периметру стыка.
6. СВАРКА СТЫКОВ. ОБЩИЕ ПОЛОЖЕНИЯ
6.1. Сварку стыков следует начинать сразу после прихватки. Непосредственно перед сваркой необходимо проверить состояние поверхности стыка и в случае необходимости зачистить его.
6.2. Сварку стыка труб (деталей) из легированных сталей следует выполнять без перерыва. Не допускается прекращение сварки стыка до заполнения хотя бы половины высоты разделки по всей окружности.
При вынужденных перерывах в работе (авария, отключение тока) необходимо обеспечить медленное и равномерное охлаждение стыка любыми доступными способами (например, обкладкой стыка листовым асбестом), а при возобновлении сварки стык должен быть подогрет (если это требуется) до температуры, указанной в табл. 10.
Не допускаются никакие силовые воздействия на стык до окончания его сварки и термообработки.
Примечание. Сварное соединение трубопроводов из низколегированных сталей, выполненное с перерывом, должно быть обязательно проконтролировано с помощью ультразвуковой дефектоскопии.
6.3. Во всех случаях многослойную сварку необходимо производить с таким расчетом, чтобы стыки швов ("замки") в соседних слоях не совпадали, а были смещены один относительно другого и каждый последующий слой перекрывал предыдущий (рис. 6).
Рис. 6. Схема наложения "замков" шва
Значения смещения и перекрытия а должны быть следующими:
— при аргонодуговой сварке (ручной и автоматической), газовой и ручной электродуговой сварке электродами диаметром 2,5. 3 мм — не менее 10 мм;
— при ручной электродуговой сварке электродами диаметром 1. 5 мм и полуавтоматической сварке в среде углекислого газа — не менее 15 мм;
— при автоматической сварке под флюсом — не менее 50 мм.
6.4. При ручной электродуговой сварке дуга должна быть по возможности короткой, особенно при использовании электродов с фтористокальциевым покрытием. В последнем случае дуга должна быть предельно короткой (сварка производится методом опирания).
В процессе сварки необходимо как можно реже обрывать дугу, чтобы не оставлять незаплавленных кратеров.
Перед гашением дуги сварщик должен заполнить кратер путем постепенного отвода электрода и вывода дуги назад на 15. 20 мм на только что наложенный шов.
Последующее зажигание дуги производится на металле шва на расстоянии 12. 15 мм от кратера.
6.5. При ручной электродуговой сварке по избежание зашлаковки металла шва около кромок труб следует накладывать возможно более плоский (без выпуклости) валик.
Для этого нужно несколько задерживать электрод у кромки трубы или отводить его немного назад.
6.6. В процессе сварки следует обращать особое внимание на обеспечение полного провара корня шва и заделки кратера. После наплавки каждого валика необходимо полностью удалить шлак, дав ему остыть (потемнеть).
При наличии на поверхности шва трещин, сильной пористости и т.п. дефектное место следует удалить механическим способом до бездефектного металла и заварить шов вновь.
6.7. Высота усиления сварных швов должна быть следующей:
Толщина стенки трубы, мм Высота усиления, мм
Ширина усиления должна быть такой, чтобы наружные кромки фасок перекрывались на 2. 3 мм с обеих сторон.
В стыковых швах, выполненных автоматической сваркой под флюсом, при толщине стенки труб до 8 мм допускается отсутствие усиления (шов наложен заподлицо с трубой).
6.8. Каждый стык должен иметь клеймо сварщика или бригады сварщиков, выполнявших сварку.
На стыки труб из стали с нормативным временным сопротивлением разрыву до 539 МПа (55 кгс/мм 2 ) клейма должны наноситься механическим способом или наплавкой на расстоянии 100. 150 мм от стыка в верхней полуокружности трубы.
Стыки труб из стали с нормативным временным сопротивлением разрыву 539 МПа (55 кгс/мм 2 ) и выше маркирует несмываемой краской снаружи трубы.
7. РУЧНАЯ ЭЛЕКТРОДУГОВАЯ СВАРКА ТРУБ ИЗ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
7.1. Конструкция сварного соединения должна соответствовать типу Тр-2, Тр-3 или Тр-7 (табл. 9).
7.2. Производят прихватку стыков, их предварительный и сопутствующий подогрев, как указано в разделах 4, 5.
7.3. В зависимости от марки свариваемой стали подбирают электроды, как рекомендовано в разделе 2.
В зависимости от диаметра электрода и типа покрытия выбирают режим сварки (табл. 11).
Для каждой марки электрода режим необходимо уточнить по паспортным данным. Электроды диаметром 5 мм можно применять при сварке верхнего участка вертикальных неповоротных стыков (в нижнем положении), начиная с выхода на вертикальный участок.
Потолочный участок шва следует выполнять электродами диаметром не более 4 мм.
7.4. При сварке вертикальных стыков трубопроводов из углеродистых и низколегированных сталей высота каждого слоя (валика) не должна превышать 5. 6 мм для электродов с руднокислым и рутиловым покрытиями и 4. 5 мм для электродов с фтористокальциевым покрытием. Ширина одного слоя должна быть не более 30. 35 мм.
7.5. При сварке вертикального стыка с разделкой типа Тр-3а (табл. 9) первые три-четыре слоя шва следует выполнять электродами диаметром 2,5. 3 мм, последующие слои — электродами диаметром 4 мм с соблюдением следующих требований:
— толщина слоя шва должна составлять 4. 7 мм, а ширина должна быть равна ширине разделки в данном сечении. Электрод следует перемещать с колебаниями 1. 3 мм, несколько задерживая его у кромок, чтобы обеспечить плавный переход от кромок к поверхности шва;
— кромки разделки на уровне шлака после сварки каждого слоя не должны быть подплавлены и не должны иметь подрезов;
— удалять шлак из разделки следует узким зубилом, нанося удары по шлаку, направленные по касательной периметра шва.
Ориентировочные режимы сварки и технологическое назначение электродов
Диаметр электрода, мл
Сварочный ток, А
Скорость сварки, м/ч
Электроды о основным покрытием (коэффициент наплавки 9 г/А × ч)
Заполняющий верхней полуокружности
Облицовочный верхней полуокружности
Заполняющий и облицовочный верхней полуокружности
Электроды с целлюлозным покрытием (коэффициент наплавки 10,5 г/А × ч)
Электроды с рутиловым и рутилово-основным покрытием (коэффициент наплавки 8 г/А × ч)
Заполняющий верхней полуокружности
Облицовочный верхней полуокружности
7.6. При сварке горизонтальных стыков трубопроводов из углеродистых и низколегированных сталей высота валика должна быть 3. 5 мм, ширина (наибольший размер в поперечном сечении) не более 10 мм.
7.7. Стыки труб из низколегированных сталей при толщине стенки более 12 мм необходимо сваривать неповоротными во избежание появления трещин в первых слоях шва при повороте труб.
7.8. Неповоротные (вертикальные и горизонтальные) стыки труб диаметром 219 мм и более с целью поддержания необходимого температурного режима в процессе сварки и уменьшения деформации должны сваривать в зависимости от диаметра труб два, три или четыре сварщика, работающие одновременно.
Примечание. Стыки труб из углеродистой стали при толщине стенки до 25 мм может сваривать один сварщик (независимо от диаметра труб).
7.9. Вертикальные неповоротные стыки сваривают в направлении снизу вверх. Сварку слоя в потолочной части стыка следует начинать, отступив на 10. 30 мм от нижней точки.
Наложение слоев при сварке труб диаметром до 219 мм производят в порядке, указанном на рис. 7, а.
Первые три слоя стыков труб диаметром более 219 мм (для равномерного распределения напряжений по стыку и уменьшения деформации) следует выполнять обратноступенчатым способом (рис. 7, б), при этом длина каждого участка шва не должна превышать 200. 250 мм.
Длина участков последующих слоев может составлять половину окружности стыка.
7.10. Горизонтальные (неповоротные) стыки труб сваривает один сварщик в соответствии с рис. 8 , а (трубы диаметром до 219 мм) и рис. 8 , б (обратноступенчатый способ, трубы диаметром более 219 мм).
Стыки труб диаметром 219. 300 мм сваривают участками длиной, равной одной четвертой окружности стыка, большего диаметра — участками длиной 200. 250 мм.
7.11. Поворотные стыки следует сваривать следующим образом.
Стыки труб с толщиной стенки до 12 мм можно сваривать, повора чивая трубу на 360° (круговое вращение), 180 и 90°. Поворотные стыки сваривает, как правило, один сварщик.
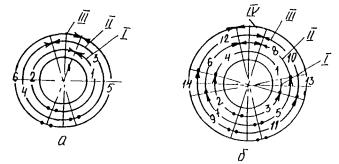
Рис. 7. Порядок наложения слоев при сварке вертикального неповоротного стыка труб диаметрами до 219 мм (а) и более 219 мм (б):
1-14 последовательность наложения слоев
I — IV — слои шва
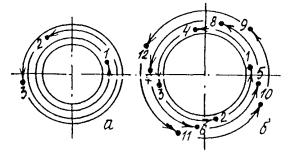
Рис. 8. Порядок наложения слоев (валиков) при сварке горизонтального стыка труб одним сварщиком
Если сварку стыка с поворотом на 360° выполняют на рольгангах с механическим вращением труб (со скоростью, равной скорости сварки), то удобнее накладывать шов не в зените, а на участке, смещенном от вертикали на 30. 35° в сторону, обратную направлению вращения труб (рис. 9, а).
При отсутствии механического вращения трубы поворачивают несколько раз, причем единовременный угол поворота a в зависимости от диаметра труб должен составлять 60. 110° с тем, чтобы наложение шва происходило в нижнем и вертикальном положении (рис. 9, б, в).
Сварку труб диаметром более 219 мм выполняют обратноступенчатым способом за два полных поворота. Сначала на участке АБ (см. рис. 9, б) накладывают один-два слоя, а затем заполняют последовательно оставшуюся часть разделки за второй поворот трубы.
Рис. 9. Порядок выполнения сварки стыка труб с поворотом на 360 ° :
I — направление вращения труб; II — направление сварки
7.12. Сварку стыков с поворотом на 180 ° производят в два приема.
Сначала на участках ГА и ВА (рис. 10, а) накладывают один-два слоя, затем трубу поворачивают на 180° и заваривают участки ВБ и ГБ полностью [заполняют все сечение шва (рис. 10, б)]. После этого трубы опять поворачивают на 180° и накладывают остальные слои на участках ГА и ВА (рис. 10, в).
7.13. Сварку стыков с поворотом на 90° производят также в два приема. Сначала накладывают один-два слоя на участке АВБ (рис. 11 , а), затем трубы поворачивают на 90° и заваривают полностью участок АГБ (рис. 11 , б).
После второго поворота в первоначальное положение заваривают остальное сечение шва на участке АВБ (рис. 11, в).
Рис. 10. Порядок выполнения сварки стыка труб с поворотом на 180 °
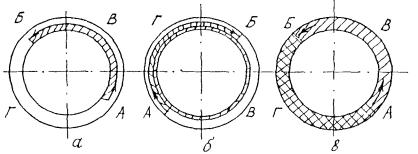
Рис. 11. Порядок выполнения сварки стыка труб с поворотом на 90 °
7.14. Число накладываемых слоев зависит от разделки кромок и толщины стенки трубы. Для разделки кромок типа Тр-2, Тр-6б (см. табл. 9) число слоев следующее:
трубы, мм До 10 10. 15 15. 20 20. 25
Число слоев шва при
сварке электродами с
целлюлозным покрытием 3 4 5 6
При сварке труб с толщиной стенки более 25 мм число слоев увеличивают на один на каждые 2. 2,5 мм толщины.
При изменении разделки кромок соответственно изменится объем наплавленного металла в стыке и требуемое число слоев.
7.15. Наиболее ответственным является корневой слой шва. Он должен надежно проплавлять кромки свариваемых труб и образовывать на внутренней поверхности шва обратный валик с усилением 1. 3 мм.
Ослабление корня шва не допускается.
7.16. Наружная поверхность корневого слоя должна быть гладкой, мелкочешуйчатой, иметь плавное сопряжение с боковыми поверхностями разделки и вогнутую форму. С наружной поверхности шва необходимо удалять шлак (шлифовальной машинкой или пневмомолотком).
7.17. Если при сварке корня шва образовались прожоги (окна), то после зачистки их необходимо заплавить при выполнении следующего слоя шва.
7.18. Заполняющие слои шва должны обеспечить надежное сплавление отдельных слоев шва между собой и проплавление кромок свариваемых труб. После наложения каждого слоя шва обязательно выполняют очистку поверхности шва от шлака.
7.19. Облицовочный слой должен иметь плавные очертания и сопряжения с поверхностью трубы, без подрезов и других видимых дефектов.
Усиление шва должно быть не менее 1 и не более 3 мм.
Ширина шва должна быть такой, чтобы перекрывать ширину разделки на 2. 3 мм в обе стороны.
7.20. В конце смены сварной стык должен быть по возможности заварен полностью, а при толщине стенки труб 5. 6 мм это условие является обязательным.
В отдельных случаях разрешается оставлять стыки не до конца заваренными после окончания рабочего дня, если число слоев шва составляет не меньше, чем приведено ниже:
Электроды Толщина стенки трубы, мм
С целлюлозным покрытием 3 4
С основным покрытием 2 3
Примечание. Число слоев приведено без учета подварочного слоя.
8. ПРИВАРКА ФЛАНЦЕВ, АРМАТУРЫ И ДРУГИХ ДЕТАЛЕЙ К ТРУБАМ
8.1. Арматуру (вентили, задвижки), фланцы, донышки, заглушки и другие фасонные детали, присоединяемые к трубам стыковым сварным соединением, приваривают с соблюдением тех же режимов и технологии, что и при сварке стыков трубопровода соответствующего диаметра и марки стали.
8.2. В полевых условиях стыки труб из низколегированных теплоустойчивых сталей при толщине стенки более 12 мм следует сваривать неповоротными швами во избежание появления трещин в первых слоях шва во время поворота.
На заводе стыки труб независимо от толщины стенки можно сваривать поворотными, если сварка производится на вращающихся рольгангах.
8.3. Плоские (дисковые) фланцы приваривают к трубе двумя угловыми швами — наружным и внутренним (рис. 12).
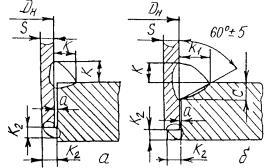
Рис. 12. Приварка плоских фланцев к трубе:
а — на условное давление менее 1,6 МПа (16 кгс/см 2 );
б — на условное давление £ 2,5 МПа (25 кгс/см 2 )
Сначала накладывают наружный шов, затем внутренний. Если в чертежах или в другой технической документации не указаны размеры швов для приварки фланцев, то они должны соответствовать приведенным в табл. 12.
Размеры швов приварки фланцев
Наружный диаметр и толщина стенки трубы, мм
Зазор между трубой и фланцем а, мм, не более
Глубина фаски на фланце l ± 1, мм
Размеры катетов шва, мм
Внутренний шов, являющийся лишь уплотняющим, должен иметь катет К2, равный толщине стенки трубы, но не более 7 мм независимо от диаметра трубы.
8.4. К трубам из углеродистых и низколегированных сталей упоры, накладки, подвески и другие детали креплений из таких же сталей следует приваривать сплошным угловым швом с катетом, указанным в рабочих чертежах, с использованием электродов в соответствии с рекомендациями, приведенными в разделе 2. Диаметр электродов должен быть не более 3 мм.
Если детали креплений и трубы, к которым их приваривают, изготовлены из стали разных марок одного структурного класса, то электроды нужно выбирать по стали с меньшим содержанием легирующих элементов.
Трубы или детали, изготовленные из низколегированной стали с толщиной стенки более 10 мм необходимо приваривать с предварительным подогревом (табл. 10), при меньшей толщине стенки предварительный подогрев не производят.
8.5. Штуцера и бобышки из углеродистой стали и стали 15ГС, 16ГС приваривают электродами УОНИ-13/55 диаметром не более 3 мм без предварительного подогрева.
Бобышки и штуцера из низколегированных сталей при толщине стенки более 10 мм необходимо приваривать теми же электродами, которыми сваривают стыки труб стали данного класса, с предварительным подогревом.
При приварке бобышек и штуцеров к трубопроводу диаметром менее 219 мм предварительный подогрев необходимо провести по всему периметру трубы, при диаметре трубопровода 219 мм и более — только в месте приварки деталей.
9. АРГОНОДУГОВАЯ СВАРКА ТРУБ ИЗ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
Ручная аргонодуговая сварка труб малых диаметров
9.1. Неповоротные стыки труб диаметром менее 100 мм при толщине стенки не более 10 мм из стали марок Ст. 3, 4, 10, 20, 15, 10Г2С1, 14ХГС, 16ГС, 17ГС, 16ГН, 15Г2С сваривают двумя способами:
— корневой слой сваривают ручной аргонодуговой сваркой неплавящимся электродом, последующие слои — ручной электродуговой сваркой другими электродами (комбинированный способ);
— сварной шов полностью выполняют ручной аргонодуговой сваркой неплавящимся электродом.
9.2. Стыки труб с толщиной стенки 4 мм и более предпочтительнее сваривать комбинированным способом, при меньшей толщине более экономично сваривать стык полностью ручной аргонодуговой сваркой.
9.3. При ручной аргонодуговой сварке неплавящимся электродом необходимо использовать источники постоянного тока с падающей внешней характеристикой (ВД-101, ВД-301, ВД-302, ВСС-300, ВСВУ-315, ПСО-300 и другие многопостовые генераторы и выпрямители), позволяющие получить минимальный сварочный ток (70. 80 А), балластные реостаты РБ-200 или РБ-300 для регулирования сварочного тока без снижения напряжения холостого хода генератора и другие специальные установки (УДГ-301 и др.).
9.4. Аргон из баллона должен поступать в горелку через редукторы АР-10, АР-40, АР-150 с дозирующими устройствами расхода газа или через кислородный редуктор РК-53БМ (если отсутствует редуктор с дозирующим устройством) с ротаметром РС-3 или РС-5.
9.5. При ручной сварке неплавящимся электродом в среде аргона рекомендуется применять малогабаритные горелки, обеспечивающие доступ к месту сварки (табл. 13 ), а также оборудовать специальный пост (рис. 13 ).
Горелки электрододержателей для ручной аргонодуговой сварки вольфрамовым электродом
Марка горелки 1*
Максимальный сварочный ток, А
Диаметр электрода, мм
Максимальный сварочный ток, А
Диаметр электрода, мм
1* При использовании горелок для ручной аргонодуговой сварки вольфрамовым электродом длина кабеля-шланга должна составлять 2. 3 тыс. м.
2** Охлаждение естественное.
3** Охлаждение водяное.
9.6. Концы труб должны быть обработаны и собраны в соответствии с табл. 9 (разделки Тр-1, Тр-1а или Тр-2).
9.7. Прихватку собранных стыков производят в соответствии с разделом 4.
9.8. Подогрев стыков производят в соответствии с разделом 5.
9.9. При комбинированном способе сварки наложение корневого слоя выполняют сразу после прихватки в течение одной смены.
9.10. Сварку ведут постоянным током (70. 100 А) прямой по лярности с применением вольфрамового электрода диаметром 2. 3 мм. Дуга должна быть по возможности короткой.
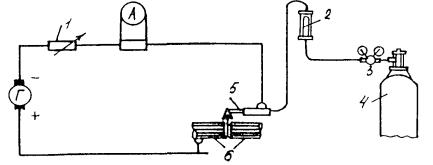
Рис. 13. Схема поста ручной сварки неплавящимся электродом в среде аргона:
1 — балластный реостат; 2 — ротаметр; 3 — редуктор; 4 — баллон с аргоном; 5 — сварочная горелка; 6 — свариваемые трубы
А — амперметр с шунтом; Г — сварочный генератор постоянного тока
Значения силы тока сварки уточняют при выполнении пробных стыков.
9.11. При сварке используют присадочную проволоку диаметром 1,6. 2,0 мм, марку которой выбирают в соответствии с маркой стали (см. раздел 2).
Присадочную проволоку необходимо подавать в сварочную ванну навстречу движению горелки. Корневой слой сваривают почти без колебательных движений поперек шва как проволоки, так и электрода.
При наложении следующих слоев горелке сообщаются колебательные поперечные движения. Конец проволоки должен всегда находиться под защитой аргона.
9.12. Высота слоя (валика), выполненного ручной аргонодуговой сваркой, должна составлять 2. 2,5 мм.
Порядок наложения слоев (валиков) такой же, как при ручной электродуговой сварке стыков труб.
9.13. В процессе наложения корневого слоя нужно следить за полным проплавлением свариваемых кромок труб и отсутствием непровара. Степень проплавления можно определить по форме ванны расплавленного металла.
Хорошему проплавлению соответствует ванна, вытянутая в сторону направления сварки, недостаточному — круглая или овальная.
9.14. При комбинированном способе сварки заполнение основной части разделки шва (после наложения корневого слоя ручной аргонодуговой сваркой) производится электродуговой сваркой в соответствии с требованиями раздела 7.
9.15. Высота усиления сварных швов должна иметь следующие значения:
Толщина стенки трубы, мм Высота усиления, мм
Ручная аргонодуговая сварка корневого слоя шва стыков толстостенных трубопроводов
9.16. При наложении корневого слоя стыков труб из стали Ст. 10, 20, 15ГС, 2, 3, 15, 10Г2С1, 17ГС, 15Г2С с толщиной стенки более 10 мм необходимо иметь оборудование и пост для ручной сварки в среде аргона, в соответствии с пп. 9.3- 9.5. Горелка должна обеспечивать надежную защиту при сварке в глубокую разделку.
9.17. Концы труб должны быть обработаны и собраны в соответствии с табл. 9 (разделка Тр-6б).
9.18. Прихватку собранных стыков, а также их подогрев осуществляют в соответствии с разделами 4, 5.
9.19. Аргонодуговую сварку корневого слоя постоянным током прямой полярности (сила тока 110. 130 А) с помощью вольфрамового электрода диаметром 2,5. 3 мм осуществляют сразу после прихватки стыка.
Дуга должна быть по возможности короткой.
9.20. Присадочная проволока должна располагаться под определенным углом по отношению к горелке (рис. 14).
Присадочную проволоку необходимо перемещать перед горелкой, которую передвигают вдоль шва, одновременно сообщая ей поперечные колебания амплитудой 3. 4 мм.
Проволоку следует вводить в ванну равномерно, конец проволоки должен постоянно находиться в сварочной ванне, чтобы исключить окисление шва.
Рис. 14. Взаимное расположение горелки и присадочной проволоки при ручной аргонодуговой сварке корневого слоя шва:
1 — присадочная проволока; 2 — горелка; 3 — направление сварки
9.21. Высота корневого слоя при толщине стенки более 10 мм должна составлять не менее 3 мм. Шов должен иметь плавные переходы к поверхности и кромкам труб.
Автоматическая аргонодуговая электросварка неплавящимся электродом корневого слоя стыков трубопроводов
9.22. Корневой слой неповоротных вертикальных и горизонтальных стыков труб диаметрами 133. 560 мм с толщиной стенки 10 мм, изготовленных из сталей марок Ст. 20, 15ГС, 12Х1МФ, накладывают с помощью автоматической сварки неплавящимся вольфрамовым электродом в среде аргона.
9.23. Сварку производят автоматами с подачей присадочной проволоки (ТА-2М, АК-2, АТ-159-3М, АСТМ-6, АСТН-100) или без нее (АТА-3М, АК-1).
9.24. На месте сварки должен быть оборудован пост автоматической сварки, снабженный источниками питания дуги (преобразователями постоянного тока ПСО-300-2, ПД-501, ПД-305, ПСО-500 или другими преобразователями с крутопадающей внешней характеристикой), балластным реостатом и баллоном с аргоном (на баллоне устанавливается редуктор, позволяющий измерять расход аргона), а также пост ручной сварки неплавящимся электродом в среде аргона для наложения прихваток.
9.25. Подключение, настройку и эксплуатацию оборудования необходимо осуществлять в соответствии с инструкциями по его эксплуатации.
Перед началом работы сварщик должен проверять исправность механической и электрической частей автомата.
9.26. Концы труб должны быть обработаны и собраны в соответствии с табл. 9 (разделки Тр-6б, Тр-7а и Тр-7б).
9.27. Прихватку собранных стыков, а также их подогрев осуществляют в соответствии с разделами 4, 5.
Зазор между трубами, указанный в табл. 9 для разделок Тр-6б и Тр-7а, соответствует зазору при сварке корневого слоя с присадочной проволокой. Если же сварку этих стыков выполняют без присадки, то трубы необходимо собирать с зазором не более 1 мм.
9.28. Сборку и сварку стыков необходимо выполнять с помощью центровочных приспособлений (см. разделы 3, 6).
9.29. Режимы сварки подбирают в зависимости от марки свариваемой стали, толщины стенки материала и конструкции стыка (табл. 14). Режимы корректируются во время сварки пробных стыков (изменяют силу тока, оставляя другие параметры постоянными).
9.30. Стыки труб из Ст.20 всегда следует сваривать с присадочной проволокой Св-08ГС (разделки типов Тр-6б и Тр-7а — автоматом с механизмом подачи проволоки, разделку Тр-7б — автоматом без такого механизма), трубы из других сталей можно сваривать с присадкой и без нее.
9.31. При сварке автоматами ТА-2М, АК-2, АК-3 используют проволоку диаметром 1,6 мм, автоматами АТ-159-3М, АСТМ-6, АСТН-1000 — диаметром 1,2; 1,6 и 2 мм.
9.32. Скорость подачи сварочной проволоки можно регулировать в пределах 1. 3,4 м/ч в зависимости от значения зазора между трубами. Если стык собран с неравномерным по периметру зазором, то сварку с присадочной проволокой производят только на тех участках, где зазор превышает 1 мм. При подходе сварочной головки к участку с зазором менее 1 мм сварщик должен выключить подачу проволоки и продолжать сварку на том же режиме.
9.33. Для предотвращения образования трещин в кратере шва, заканчивая сварку, необходимо постепенно гасить дугу и обеспечить хорошую газовую защиту сварочной ванны.
9.34. Высота (толщина) корневого слоя выполненного автомати ческой аргонодуговой сваркой, должна составлять не менее 3 мм, переходы шва к поверхности труб и кромкам должны быть плавными.
Ориентировочные режимы автоматической сварки неплавящимся электродом в среде аргона стыков труб со ступенчатой разделкой кромок
Диаметр и толщина стенки трубы, мм
1. Другие параметры сварки имеют постоянные значения (скорость сварки 3. 3,5 м/ч; напряжение дуги 10. 12 В; длина дуги 1. 2 мм; диаметр вольфрамового электрода 2,5. 3 мм; расход аргона 6. 8 л/мин).
2. В случае двухскосной разделки кромок сила тока должна быть увеличена на 10. 15 А по сравнению с приведенными в таблице значениями. Остальные параметры сварки остаются неизменными.
9.35. После окончания сварки корневого слоя необходимо приступить к заполнению разделки остальной части шва ручной электродуговой или полуавтоматической сваркой в среде углекислого газа. Заполнение разделки после сварки корневого слоя необходимо осуществить в течение одной смены.
10. ПОЛУАВТОМАТИЧЕСКАЯ СВАРКА В УГЛЕКИСЛОМ ГАЗЕ ТРУБОПРОВОДОВ ИЗ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
10.1. Полуавтоматическую сварку в углекислом газе стыков труб из углеродистых и низколегированных сталей диаметром 100 мм и более при толщине стенки 4 мм и более можно выполнять на подкладных кольцах (разделки Тр-3г и Тр-6 по табл. 9) и без них (разделки Тр-2 и Тр-6а). Без подкладных колец сваривает трубопроводы, предназначенные для сред с рабочим давлением не более 4 МПа (40 кгс/см 2 ), в остальных случаях сварку производят на подкладных кольцах. Корень шва трубопроводов с толщиной стенки 17 мм и более выполняют аргонодуговой сваркой неплавящимся электродом.
Полуавтоматическая сварка в углекислом газе применяется также при изготовлении сегментных отводов и тройников и при вварке штуцеров в трубопроводы низкого давления.
10.2. В качестве источников питания дуги применяют однопостовые сварочные преобразователи (ПСГ-500, ПСУ-500 и др.) и выпрямители (ВС-300, ВС-500, ВСЖ-303 и др.) с жесткой или пологопадающей внешней характеристикой.
Сварку выполняют с помощью переносных шланговых полуавтоматов (А-547У, А-825М, А-929С, ПДПГ-500, А-1197, ПШ-113, А-1230М и др.).
10.3. Установка (пост) для полуавтоматической сварки в углекислом газе в общем случае должна включать в себя подающий механизм, шкаф управления, осушитель газа, держатель со шлангом, катушку для электродной проволоки, баллон с углекислым газом (или подводку газа при централизованном питании), подогреватель газа, источник сварочного тока, редуктор У-30 или УР-2, ДЗД-1-50М.
10.4. Сборку, прихватку стыков и их подогрев выполняют в соответствии с разделами 3, 4, 5.
10.5. Сварку производят присадочной проволокой диаметром 1,2 мм, соответствующей свариваемой марке стали (раздел 2).
Допускается для сварки вертикальных швов в нижнем положении и горизонтальных швов использование проволоки диаметром 1,6 мм.
10.6. Сварку производят без поворота труб, с поворотом их на 90 или 180°, с вращением (поворотом на 360°).
Без поворота сваривают вертикальные и горизонтальные стыки, с поворотом (вращением) — только вертикальные.
Неповоротные вертикальные стыки труб сваривают в последовательности, приведенной в п. 7.9.
10.7. Корневой слой стыков с подкладным кольцом должен выполнять сварщик, который в дальнейшем будет сваривать этот стык.
Корневой слой вертикальных стыков труб диаметром до 630 мм без подкладного кольца накладывает по схеме (рис. 15, а).
При сварке труб диаметром более 630 мм без подкладных колец рекомендуется корневой слой накладывать изнутри трубы ручной электродуговой, аргонодуговой или полуавтоматической сваркой.
Обратная сторона корневого слоя (со стороны раскрытия шва) перед наложением последующего слоя должна быть зачищена абразивным кругом или металлической щеткой.
10.8. Сварку неповоротного вертикального стыка необходимо выполнять при положении горелки (электрода) "углом вперед" (рис. 15. б).
10.9. Горизонтальные неповоротные стыки труб сваривают в последовательности, установленной п. 7.10.
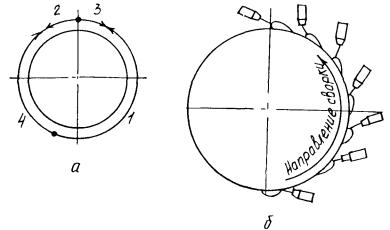
Рис 15. Полуавтоматическая сварка в углекислом газе вертикального неповоротного стыка:
а — последовательность наложения корневого слоя шва труб диаметром до 630 мм; б — положение горелки
10.10. Поворотные стыки сваривают в последовательности, установленной пп. 7.11- 7.13.
При сварке стыков с поворотом труб на 360° вращение их со скоростью, равной скорости сварки, обеспечивается вращателем (манипулятором).
Сварщик не перемещает держатель вдоль шва, а ведет сварку на одном участке, смещенном от вертикали на 30…35° в сторону, обратную направлению вращения труб.
При отсутствии механического вращателя трубы необходимо поворачивать за один раз на 60. 110° (в зависимости от их диаметра) с таким расчетом, чтобы наложение шва происходило преимущественно в вертикальном и нижнем положениях.
10.11. Слои и валики (высота каждого из них должна составлять 5. 6 мм) располагают в определенном порядке (рис. 16).
10.12. Сварку неповоротных стыков осуществляют на режимах, приведенных в табл. 15 [для полуавтомата А-929С (А-1011)].
Корневой слой горизонтального неповоротного стыка сваривают на режиме 3, а переварку прихваток и замков швов производят на режиме 4 (табл. 15).
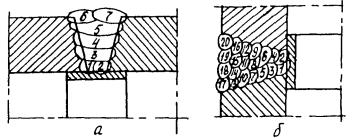
Рис. 16. Примерное расположение слоев и валиков по сечению шва вертикального (а) и горизонтального (б) с разделкой Тр-3г (угол скоса 15 ° )
Для вертикальных неповоротных стыков в зависимости от положений свариваемого участка (рис. 17) и конструкции стыка режим выбирают по табл. 16, а в тех случаях, когда трубы диаметром до 219 мм сваривают полуавтоматами А-547У, А-825М и др., сварку производят на режиме, аналогичном режиму 1.
Неповоротные вертикальные стыки диаметром более 219 мм сваривают два сварщика, при этом один полуавтомат настраивают на режим 1, а второй на режим 2, и сварщики обменивается держателями в зависимости от того, какой участок стыка они сваривают.
10.13. Сварку поворотных стыков с использованием полуавтомата А-929С производят на режимах, приведенных в табл. 15 и 16.
Ориентировочные режимы сварки горизонтальных и вертикальных неповоротных стыков с помощью полуавтомата А-929С (А-1011)
Напряжение дуги, В
Диаметр сварочной проволоки 1,2 мм
Диаметр сварочной проволоки 1,2 мм
Диаметр сварочной проволоки 1,6 мм
Примечание. Расход углекислого газа должен составлять 900. 1200 л/ч.
При сварке поворотных стыков полуавтоматами А-547У и А-825М и другими ориентировочные режимы следующие:
Параметры режима Корень шва Остальное сечение
Напряжение дуги, В 19. 20 20. 22
Сила тока, А 100. 130 130. 160
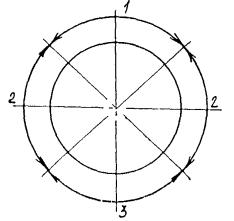
Рис. 17. Схема положения свариваемых участков:
1 — нижнее; 2 — вертикальное; 3 — потолочное
Выбор режима сварки в зависимости от конструкции вертикального неповоротного стыка
Номер режима сварки по табл. 16 при положении шва*
Без подкладного кольца (разделки Тр-2 и Тр-6а)**
На подкладном кольце (разделка Тр-3б)
То же (разделка Тр-6)
* При потолочном положении шва сварку производят на режиме 1.
** Типы разделок — в соответствии с табл. 9.
11. АВТОМАТИЧЕСКАЯ СВАРКА В УГЛЕКИСЛОМ ГАЗЕ ТРУБОПРОВОДОВ ИЗ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
11.1. Автоматическая сварка используется для таких же конструкций стыковых соединений, как и полуавтоматическая (по ГОСТ 16037-80, ГОСТ 14771-76), и может производиться как снаружи, так и изнутри трубы.
11.2. Автоматическая сварка снаружи трубы выполняется с помощью автоматов ТСГ-4, ТСГ-5, АСП-60, А-1311, СГУ-301, установок УТ1, УТ1А, АСУ-59, комплексно-механизированных участков УД263, УД266 (прил. 5, 6) с использованием тех же источников питания, что и при полуавтоматической сварке.
Кроме того, сварку снаружи трубы можно выполнять полуавтоматами А-547У (прил. 7).
Режимы сварки выбирают в зависимости от конструкции стыка (табл. 17- 20).
11.3. Сборку и прихватку стыков выполняют в соответствии с разделами 2 и 3.
11.4. Электродную проволоку выбирают в зависимости от марки основного металла (табл. 3).
11.5. При сварке с поворотом труб диаметрами 89. 273 мм на установках УТ1 и УТ1А используют сварочную головку СГ-301, которую смещают от вертикали на 30. 35° в сторону, обратную направлению вращения секции (рис. 18).
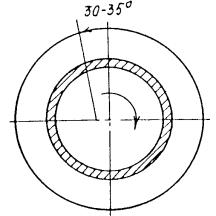
Рис. 18. Схема установки сварочной головки
11.6. Автоматами ТСГ-4 выполняют сварку стыков при вращении трубы (автомат остается неподвижным). Сварка ведется постоянным током обратной полярности, плавящимся расщепленным электродом (двумя электродными проволоками).
Режимы поворотной сварки в среде углекислого газа установками УТ1, УТ2 (диаметр электродной проволоки 1,2 мм)
Толщина стенки трубы, мм
Зазор при сборке, мм
Сварочный ток, А
Напряжение на дуге, В
Скорость сварки, м/ч
Вылет электрода, мм
Первый слой шва
Последующие слои шва
Примечание. Сварку головкой СГ-301 выполняют с наклоном электрода "углом вперед" на 60. 75°.
Режимы сварки труб в углекислом газе автоматом ТСГ-4
Размеры труб, мм
Сварочный ток, А
Скорость сварки, м/ч
Расход газа, л/мин
Угол разделки, град.
Примечание. Проволока Св-08ГС диаметром 1 мм.
Режим сварки в углекислом газе стыков труб из малоуглеродистых и низколегированных сталей в нижнем положении
Толщина металла, мм
Зазор между кромками труб, мм
Сила сварочного тока, А
Скорость сварки, м/ч
Вылет электрода, мм
Расход газа, л/мин
Сварка первого слоя шва
Сварка последующих слоев
Примечание. Диаметр электрода 1,2 мм.
Режим сварки в углекислом газе стыков труб из малоуглеродистых и низколегированных сталей в вертикальном, горизонтальном и потолочном положениях
Толщина металла, мм
Зазор между кромками труб, мм
Сила сварочного тока, А
Скорость сварки, м/ч
Вылет электрода, мм
Расход газа, л/мин
Примечание. Диаметр проволоки 1,2 мм, напряжение дуги 21 В.
Дугу смещают на расстояние 25. 60 мм от зенита свариваемой трубы в направлении, противоположном направлению ее вращения (рис. 19).
11.7. Трубы собирают под сварку и сваривают на трубосварочном стенде, состоящем из сборочного стеллажа, продольной рамы с роликоопорами и вращателя.
Перед сваркой кромки труб зачищают и собирают на прихватках в звенья на сборочном стеллаже. Прихватки выполняют ручной сваркой электродами типа Э42А диаметром 3 мм.
11.8. Собранные звенья укладывают для сварки на роликоопоры и центрируют с вращателем. Перед сваркой поверхность прихваток очищают от шлака.
11.9. Сварку автоматом ТСГ-4 ведут при непрерывном вращении труб за один или несколько оборотов в зависимости от толщины стенки труб.
Рис. 19. Схема сварки труб в поворотном положении:
g — угол смещения сварочной головки; b — 1/2 угла между электродами
11.10. Автоматом ТСГ-5 производят сварку труб диаметром 76. 325 мм с толщиной стенки 4. 12 мм одной колеблющейся проволокой марки Св-08ГС диаметром 1 мм. Этим автоматом можно сваривать стыки труб с повышенными зазорами и смещением кромок из-за разностенности труб и других дефектов. Сварку производят постоянным током обратной полярности (сила тока 180. 240 А, напряжение 24. 26 В). Скорость сварки 25. 35 м/ч, расход углекислого газа 15 л/мин.
11.11. Автоматическую сварку в углекислом газе корневого шва поворотных стыков на весу внутри трубы выполняют с помощью самоходного автомата типа ИК-6: на специальной тележке находится сварщик, который производит сварку внутреннего и наружного слоев электродной проволокой диаметром 1,2 мм, колеблющейся поперек стыка (рекомендуемые режимы сварки приведены ниже):
Диаметр электрода, мм 1,2
Сила сварочного тока, А 290. 340
Напряжение, В 32. 35
Скорость сварки, м/ч 50. 55
Амплитуда колебаний электрода, мм 4. 6
Частота колебаний, мин -1 180. 240
Вылет электрода, мм 15
Смещение от надира по направлению вращения, мм 150. 250
Этот режим обеспечивает получение качественного шва с полным проваром притупления, валиком снаружи шириной 2. 4 мм, усилением на внутренней поверхности трубы высотой 1,5. 2 мм и шириной 8. 12 мм.
11.12. Для поворотной сварки труб малого диаметра (168. 325 мм) применяют установку УТ, в комплект которой входят автомат СГУ-301 и источник сварочного тока СДАУ-1 (прил. 8).
12. АВТОМАТИЧЕСКАЯ СВАРКА ПОД ФЛЮСОМ ПОВОРОТНЫХ СТЫКОВ ТРУБ
12.1. Автоматическая сварка под флюсом поворотных (кольцевых) стыков труб диаметром более 200 мм при толщине стенки более 3 мм из углеродистых и низколегированных сталей производится установкой, которая укомплектована роликовым стендом с механизмом вращения свариваемого изделия, сварочной головкой и источником питания.
При сварке секторных отводов вместо роликового стенда в качестве вращающего устройства применяют манипулятор (чаще всего Т-25М), оборудованный специальным приспособлением для крепления отвода.
В качестве сварочной головки могут быть использованы подвесная головка консольного типа (например, АБСК), сварочный трактор (ТС-17М, 26, АДС-1000, 500, АДФ-1002 и др.) или шланговый полуавтомат ПШ-54.
В случае применения сварочного трактора его устанавливают неподвижно на стык или он движется навстречу вращению свариваемых труб с такой же скоростью, с какой вращаются трубы.
Для использования шлангового полуавтомата изготовляется специальное приспособление, закрепляющее держатель в шланге и позволяющее изменять его положение относительно стыка.
12.2. Автоматическую сварку под флюсом можно производить как на переменном, так и на постоянном токе обратной полярности.
12.3. Сборку и автоматическую сварку под флюсом необходимо выполнять по технологическому процессу, разработанному применительно к конкретным свариваемым изделиям, сборочно-сварочной оснастке и сварочному оборудованию с учетом требований, изложенных в этом разделе.
12.4. Конструкцию стыка выбирают по табл. 9 (разделки Тр-1, Тр-1б, Тр-2а, Тр-3а), а марку присадочной проволоки по табл. 3. Для углеродистых и низколегированных сталей независимо от марки стали следует использовать флюс АН-348А.
Производят прихватку в соответствии с разделом 4.
12.5. Независимо от конструкции стыков (с подкладным кольцом или без него) один или два корневых слоя следует выполнять ручной электродуговой или полуавтоматической сваркой в углекислом газе. Толщина этого слоя (слоев) должна составлять в стыках с подкладным кольцом не менее 4 мм, без подкладного кольца — не менее 6 мм.
Присадочный материал и технология сварки корневых слоев должны отвечать требованиям, изложенным в разделах 2, 7, 10.
12.6. Мундштук сварочной головки следует устанавливать таким образом, чтобы электрод был смещен от верхней точки (зенита) в сторону, обратную направлению вращения труб (рис. 20). Смещение a зависит от диаметра свариваемых труб Дн:
Дн, мм 200. 400 400. 800 > 800 мм
a , мм 15. 20 30. 50 60. 70
12.7. Толщина слоя флюса в месте сварки должна составлять 40. 50 мм. Для удержания флюса на цилиндрической поверхности трубы следует применять флюсовые коробки, открытые сверху и снизу и плотно прилегающие боковыми стенками к поверхности трубы.
Рис. 20. Установка электрода при автоматической сварке под флюсом поворотных стыков труб
12.8. Стыки труб толщиной до 5. 6 мм можно выполнять автоматической сваркой под флюсом за один проход (в один слой), при большей толщине шов накладывается за два прохода и более.
12.9. При многопроходной сварке каждый слой шва перед наложением последующего следует тщательно очистить от шлака металлической щеткой или зубилом.
Начало каждого слоя на длине 40. 50 мм нужно очистить от шлака с тем, чтобы "замок" шва накладывался на чистый металл. Расстояние между соседними слоями ("замками") должно составлять не менее 50 мм.
12.10. Ориентировочно режимы сварки приведены в табл. 21.
Ориентировочные режимы автоматической сварки под флюсом поворотных стыков труб (по предварительной подварке)
Толщина стенки трубы, мм
Диаметр электродной проволоки, мм
Напряжение дуги, В
Скорость сварки, м/ч
1* Сварка выполняется в один слой.
2* В числителе приведены параметры режима сварки для первого слоя, в знаменателе — для остальных слоев.
13. СВАРКА СТЫКОВ ТРУБ ИЗ РАЗНОРОДНЫХ СТАЛЕЙ
13.1. Сварные соединения из разнородных сталей по сочетанию материалов делятся на две группы:
— сварные соединения сталей одного структурного класса с различным содержанием легирующих элементов;
— сварные соединения сталей разных структурных классов.
13.2. Способы выполнения сварных соединений труб из разнородных сталей следующие:
— непосредственное соединение труб друг с другом;
— соединение посредством переходных наплавок (облицовок кромок);
— соединение с помощью переходников, предварительно изготовленных на заводе.
13.3. Технология подготовки, сборки, сварки стыков, способы их термической обработки, порядок контроля, выбора присадочных материалов, флюса и защитных газов должны отвечать требованиям технологических инструкций или указаний проекта, а также требованиям, изложенным в настоящей инструкции.
В данном разделе содержатся некоторые рекомендации по выбору присадочного материала и особенности технологии сварки разнородных сталей.
13.4. Для трубопроводов из разнородных сталей используются следующие виды сварки:
— ручная покрытыми электродами (применяют как для наплавки, так и для выполнения основного шва);
— ручная, полуавтоматическая, автоматическая в среде защитных газов;
— полуавтоматическая и автоматическая под флюсом.
13.5. Разделку стыков выполняют в соответствии с табл. 9, а прихватку — в соответствии с разделом 4.
13.6. Электроды, сварочную проволоку, флюсы выбирают в соответствии с разделом 2 (табл. 2, 4).
13.7. Сварку перлитных (Ст. 10, 20, 16ГС, 15ГФ, Ст.4 5, 38ХМ и др.) сталей с аустенитными (12Х18Н9, 08Х18Н10Т) с целью исключения образования хрупких прослоек в шве выполняют аустенитными присадочными материалами.
13.8. При сварке между собой мартенситно-ферритной и перлитной сталей для предупреждения закалки околошовной зоны и с целью получения соединения с оптимальной структурой рекомендуется предварительная наплавка кромок труб из мартенситно-ферритной стали, причем необходимо обеспечить минимальное расплавление основного металла. Поверхность под наплавку готовят так же, как и под сварку.
13.9. Особое внимание при выполнении наплавки следует обратить на плавность переходов между основным металлом и наплавленным, при необходимости произвести зачистку, шлифовку, удалить концентраторы напряжений в виде подрезов, грубых рисок и т.д.
13.10. Каждый валик должен перекрывать предыдущий на 20. 40 % его ширины.
13.11. Перед сваркой аустенитными электродами стыков труб из разнородных сталей с толщиной стенки более 14 мм кромки труб низко- и среднелегированных сталей должны быть облицованы трехслойной наплавкой аустенитными присадочными материалами, а затем зачищены.
13.12. Целесообразно при монтаже в полевых условиях для соединений труб из разнородных сталей вваривать изготовленные на заводе переходники. Длина их должна составлять не менее полутора — двух наружных диаметров соединяемых труб.
13.13. При сварке труб перлитного класса разного легирования температуру подогрева выбирают по детали с большим содержанием легирующих элементов.
Если только одна из свариваемых деталей требует подогрева, вторую деталь допускается не подогревать.
13.14. После сварки аустенитными электродами труб из закаливающихся сталей (12ХМ, 15ХМ и др.) или разнородных сталей, одна из которых закаливающаяся, термообработка сварных соединений не допускается.
14. СВАРКА ТРУБОПРОВОДОВ ДЛЯ ТРАНСПОРТИРОВАНИЯ ПРОДУКТОВ, СОДЕРЖАЩИХ СЕРОВОДОРОД И УГЛЕКИСЛЫЙ ГАЗ
14.1. Для сварки труб из Ст.20 ( ГОСТ 8732-78) [ 29], Ст. 20ЮЧ (ТУ 14-3-1074-82) [ 30] или аналогичных импортных труб, предназначенных для транспортирования сред, содержащих сероводород и углекислый газ, используется ручная электродуговая и автоматическая электродуговая сварка под флюсом.
14.2. Сварку выполняют на подкладном кольце или без него. Разделка кромок должна соответствовать табл. 9 (типы Тр-2, Тр-3).
Прихватку выполняют в соответствии с разделом 4.
14.3. Технология ручной электродуговой сварки аналогична приведенной в разделе 7.
14.4. Ручной дуговой сваркой необходимо накладывать швы труб диаметром 57. 630 мм, корневой, заполняющий и облицовочный слои шва, корневой слой швов, выполняемых автоматической дуговой сваркой под флюсом, подварочный слой неповоротных стыков, осуществлять ремонт сварных швов и соединения труб с запорной (распределительной) арматурой и деталями трубопроводов, вварку свечей и т.д.
14.5. Первый корневой слой стыков трубопроводов диаметром 219 и более миллиметров необходимо выполнять электродами с основным покрытием диаметром 2,5. 3,25 мм. Допускается использовать для этой цели электроды с целлюлозным покрытием марок Фокс Цель и ВСЦ-4 диаметрами 3. 4 мм.
Сварку электродами ВСЦ-4 ведут методом опирания без колебательных движений. Вертикальные стыки сваривают в направлении сверху вниз.
Электроды других марок допускается использовать для наложения корневого слоя только в том случае, если их диаметр не превышает 3 мм.
Сварку последующих слоев неповоротных стыков следует производить снизу вверх электродами диаметром 4 мм, участки шва, свариваемые в нижнем положении, можно выполнять, начиная с третьего слоя, электродами диаметром 5 мм.
14.6. Сварку стыков труб с толщиной стенки до 8 мм необходимо выполнять не менее чем в два слоя, при толщине стенки труб до 12 мм — в три слоя и при толщине более 12 мм — в четыре слоя и более.
14.7. Каждый слой перед наложением последующего, а также прихватки необходимо тщательно очищать от шлака до металлического блеска (шлифовальной машиной, щеткой, зубилом и т.п.)
14.8 . Заполняющие и облицовочные слои поворотных стыков накладываются автоматической дуговой сваркой под слоем флюса. Допускается ручная электродуговая сварка (используются электроды с покрытием основного типа УОНИ-13/55, Гарант, Фокс ЕВ50 диаметром 3. 4 мм). Сварку производят током обратной полярности, параметры режима приведены в табл. 22.
14.9. При сварке стыков труб с толщиной стенки до 16,5 мм число слоев шва, выполняемого автоматической сваркой под слоем флюса, должно составлять не менее двух, при большей толщине стенки трубы — не менее трех.
14.10. Запрещается прекращать сварку до заполнения 2/3 разделки кромок, а при сварке захлесточных швов и приварке арматуры — до заполнения всей разделки.
Запрещается зажигать дугу вне шва на трубе и опускать неостывшие стыки на мокрый грунт или на снег.
Ориентировочные режимы автоматической сварки под слоем флюса
Диаметр трубы, мм
Толщина стенки трубы, мм
Диаметр электродной проволоки, мм
Сварочный ток, А
Напряжение на дуге, В
Скорость сварки, м/ч
Смещение с зенита, мм
Угол наклона*, град.
* Угол наклона, к направлению сварки.
15. СВАРОЧНЫЕ РАБОТЫ ПРИ РЕМОНТЕ НЕФТЕГАЗОПРОВОДОВ
15.1. Сварочно-монтажные работы выполняются при плановых и аварийных заменах арматуры, дефектных участков труб и сварных швов на действующих нефтегазопроводах. Сварку разрешается выполнять при температурах воздуха, приведенных в табл. 23.
15.2. При температурах окружающего воздуха ниже приведенных в табл. 23 сварку следует производить в отапливаемом помещении или с использованием временных отапливаемых укрытий.
Допускаемые температуры воздуха при сварке
Толщина стали, мм
Допускаемая температура воздуха, °С
Углеродистая с содержанием углерода до 0,2 % (Ст. 3, 10, 20)
Углеродистая с содержанием углерода более 0,2 % (10Г2, 17ГС)
Аустенитная (12Х18Н9Т, 12Х18Н9, 08Х18Н10Т)
При любой толщине стенки 3*
1* Тип электрода перлитный.
2* Тип электрода аустенитный или перлитный (температура подогрева в соответствии с табл. 10).
3* Тип электрода аустенитный.
15.3. До начала сварочно-монтажных работ необходимо определить толщину стенки и марку материала, из которого изготовлен поврежденный участок трубопровода.
15.4. Края труб обрезают со скосом кромок, суммарный угол которого не должен превышать 60. 70 ° .
15.5. Края свариваемых участков зачищают шлифовальными машинками, напильниками или металлическими щетками на ширине не менее 10 мм до металлического блеска.
15.6. Сборочные зазоры стыков устанавливаются в зависимости от толщины стенок труб и применяемых электродов (табл. 24). Зазор должен быть одинаковым по всему периметру стыка.
Зазор между кромками при сборке труб, мм
Диаметр электрода, мм
Зазор при толщине стенки трубы, мм
15.7. Изготовление сварных соединительных деталей трубопроводов (отводов, тройников, переходов и др.) в полевых условиях запрещается.
15.8. Для сварки рекомендуется применять передвижные одно- и многопостовые сварочные агрегаты АДД-303У1, АДД-305У1, АДБ-309, АДБ-318У1, АДД-502У2.
15.9. Передача тока от сварочного агрегата к месту сварки осуществляется по гибким проводам с резиновой изоляцией ДДГН и ПРГД.
15.10. Неповоротные стыки сваривают ручной электродуговой сваркой (постоянный ток обратной полярности).
15.11. Концы труб при сварке рекомендуется закрывать для предотвращения тяги воздуха.
15.12. При аварийно-восстановительных работах необходимо использовать качественные электроды органического и фтористокальциевого типов по ГОСТ 9466-75, ГОСТ 9467-75 (табл. 25).
Отечественные электроды, используемые при аварийно-восстановительных работах, по ГОСТ 9467-75
Предел прочности, МПа
Температура эксплуатации, °С, не менее
* Все электроды пригодны для сварки в любом пространственном положении (постоянный ток обратной полярности, источник питания с падающей внешней характеристикой).
** При условии сварки в нижнем или полувертикальном положении.
15.13. Можно применять и зарубежные электроды, аналогичные отечественным:
Отечественный электрод Зарубежный аналог
УОНИ-13/55 "Гарант", Фокс ЕВ-50
ВСФС-50 "Гарант", Фокс ЕВ-50
УОНИ-13/45 Е44, 83
ВСЦ-4 Фокс Цель, Флитвелд-5П
15.14. Каждая партия электродов должна иметь сертификат, в котором должны быть указаны наименование завода-изготовителя, дата изготовления, условное обозначение присадочного материала, в нем должны быть приведены результаты испытаний данной партии. При отсутствии сертификата применение сварочных материалов при производстве огневых работ на нефтегазопроводах запрещается.
15.15. В зависимости от типа (марки) и диаметра электрода, а также от пространственного положения при сварке выбирает силу тока (табл. 26).
Сила тока, А, в зависимости от типа (марки) электродов и пространственного положения сварки
полупотолочное и потолочное
Э50А (УОНИ-13/55) и их аналоги
Сварка не ведется
342, Э50 (ВСЦ-4, ВСЦ-4 А) и их аналоги
Примечание. Электродами типа Э50А сварка производится в направлении снизу вверх, а электродами типа Э42, Э50 — сверху вниз.
15.16. При необходимости производят прихватку и подогрев кромок свариваемых деталей в соответствии с разделами 4, 5.
15.17. Запрещается оставлять стыки на прихватках или после выполнения одного слоя шва.
15.18. На всех сварных швах, выполненных при ремонте, должно стоять личное клеймо сварщика.
16. СВАРКА МЕТАЛЛОКОНСТРУКЦИЙ ИЗ УГЛЕРОДИСТЫХ И НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
16.1. В соответствии с настоящим разделом производят сборку и сварку металлоконструкций из углеродистых и низколегированных сталей, перечисленных ниже [ 6(12) — категории сталей]:
Класс прочности стали Марка стали
С 38/23 ВСт.3кн2; ВСт.3пс6;
С 44/29 09Г2-6 (12); 09Г2С-6 (12)
толщиной 21. 60 мм
С 46/33 14Г2-6 (12); 10Г2С1-6 (12);
09Г2С-6 (12) толщиной 5. 20 мм
С 52/40 15Г2АФДпс-6 (12);
С 60/45 16Г2АФ-6 (12)
16.2. Стальные конструкции монтируют с учетом требований, изложенных в инструкциях и руководствах, проекте производства работ и технологических картах.
16.3. Качество и марки сталей, используемых при монтаже конструкций, должны удостоверяться сертификатами или паспортами заводов-поставщиков и соответствовать стандартам и техническим условиям.
16.4. Подготовку кромок, сборку и прихватку стыков производят согласно разделам 3, 4.
16.5. При сварке листов с Х-образной подготовкой кромок с целью устранить коробление от поперечной усадки листы сваривают с одной стороны в 2-3 прохода, кантуют на 180°, подрубают в стыке непровар в вершине угла, захватывая основной металл на 2. 3 мм, и заваривают стык за 4-5 проходов заподлицо с плоскостью листа.
16.6. При монтаже стальных конструкций используют ручную, полуавтоматическую в среде углекислого газа, автоматическую под слоем флюса и т.д. электродуговую сварку.
16.7. Типы и марки электродов, применяемых для сварки сталей различных классов, выбирают в зависимости от группы стали, температуры, при которой производится сварка, и температуры эксплуатации конструкций (табл. 1, 27).
Минимально допустимая температура стали при ручной и полуавтоматической сварке без предварительного подогрева, °С
Толщина проката, мм
Из углеродистой стали:
— листовые объемные и сплошно-стенчатые
Из низколегированной стали класса до С52/40:
— листовые объемные и сплошно-стенчатые
Ручная дуговая сварка
16.8. Ручную дуговую сварку применяют для наложения коротких швов в различных пространственных положениях. При этом используют одно- и многопостовые источники питания дуги переменного и постоянного тока: сварочные трансформаторы ТС-300, -500, ТСК-500, ТД-300, -500 и др., сварочные выпрямители ВД-301, ВКС-500, ВКСМ-1000, ВДМ-1601, -3001 или сварочные преобразователи ПСО-300, -500, ПСМ-1000.
В полевых условиях применяют сварочные агрегаты с приводом от двигателя внутреннего сгорания АСБ-300-7, АСД-3000М1, АДД-303, -502 и др.
16.9. Выбор режима сварки определяется маркой используемого электрода, а также конструкцией стыка (табл. 28).
Рекомендуемые режимы ручной дуговой сварки
Диаметр э лектрода, мм
Сварочный ток, А, при различных положениях шва
16.10. Электроды перед употреблением необходимо прокаливать согласно указаниям паспорта.
16.11. Свариваемые кромки и околошовную зону (не менее чем по 20 мм с обеих сторон) зачищают от окалины, ржавчины и других загрязнений.
16.12. При сварке с разделкой кромок вначале выполняют основной шов, а затем, после зачистки корня, — подварочный шов.
16.13. Сварку многослойных швов выполняет мелкими валиками (диаметр электрода 4. 5 мм), при этом каждый предыдущий слой отжигают последующим. На последний слой наплавляют отжигающий валик, ширина которого на 4. 6 мм меньше ширины основного шва.
Отжигающий валик целесообразно наплавлять при температуре основного шва 150. 200 °С.
Швы не должны иметь резких переходов от основного металла к наплавленному, а также наплывов, подрезов, больших усилений и незаваренных кратеров.
Полуавтоматическая сварка в углекислом газе
16.14. Полуавтоматическую сварку в углекислом газе выполняют постоянным током обратной полярности (табл. 29, 30).
16.15. При сварке используют сварочные полуавтоматы А-537, А-765, А-1035М, А-1197, ПДГ-507 в комплекте с источниками питания дуги постоянного тока типа ПСГ-500, ВС-500 и т.п., имеющими жесткую внешнюю характеристику.
Параметры тока при полуавтоматической сварке в углекислом газе
Диаметр сварочной проволоки, мм
Плотность тока, А/мм 2
16.16. Технология полуавтоматической сварки стыковых и угловых швов аналогична технологии ручной дуговой сварки, но отличается от последней тем, что вылет электрода должен быть постоянным, а горелку необходимо равномерно перемещать в процессе сварки.
Режимы сварки определяются в зависимости от конструкции стыка (табл. 31).
Коэффициенты наплавки при полуавтоматической сварке в углекислом газе
Диаметр сварочной проволоки, мм
* Порошковая проволока ПП-АН8.
16.17. Однослойные швы и корневые слои многослойных швов сваривают, придавая электроду (горелке) возвратно-поступательное движение.
Средние слои сваривают, перемещая электрод по вытянутой спирали, а верхние слои — придавая ему колебания "змейкой" (рис. 21).
Режимы полуавтоматической сварки в углекислом газе стыковых и угловых швов в нижнем положении
Эскиз сварного соединения и выполненного шва
Толщина проката или катет шва, мм
Число слоев шва 1
Диаметр проволоки, мм
Сварочный ток, А
Напряжение дуги, В
Скорость подачи проволоки, м/ч
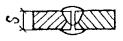


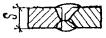


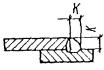
1. При сварке проволокой диаметром 1,4 мм вылет электрода должен составлять 10…15 мм.
2. Расход углекислого газа при сварке проволокой диаметром 1,4. 2 мм составляет 1000…1200 л/ч.
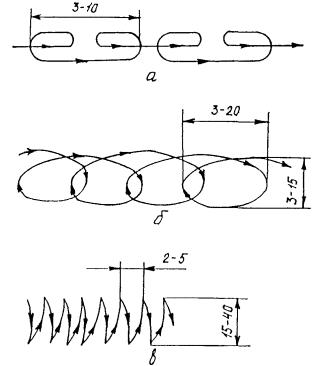
Рис. 21. Траектория движения электрода при полуавтоматической сварке в углекислом газе многослойных швов:
а — возвратно-поступательного; б — по вытянутой спирали; в — "змейкой"
16.18. При сварке угловых швов электрод наклоняют под углом 25. 45° к вертикали, а дугу незначительно (примерно на 1 мм) смещают от вертикальной стенки (рис. 22).
16.19. При сварке угловых швов, когда толщина металла не превышает 6 мм, или при сварке в лодочку дугу направляют точно в угол.
Максимальный катет углового однопроходного шва при сварке проволокой диаметром 1,4. 2 мм не превышает 8 мм. Швы с катетом более 8 мм сваривают за несколько проходов.
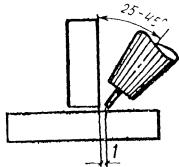
Рис. 22. Положение электрода при сварке углового шва
16.20. Низколегированные стали лучше сваривать в углекислом газе тонкой проволокой 1,2. 1,6 мм без предварительного подогрева.
Автоматическая сварка под флюсом
16.21. Автоматическую сварку под флюсом стыковых и угловых швов выполняют в нижнем положении. Размеры швов и элементов кромок должны соответствовать ГОСТ 8713-79, режимы сварки — табл. 32.
16.22. При автоматической сварке под флюсом применяют одно- и двухдуговые сварочные автоматы типа ТС-17МУ, ТС-17Р, ТС-35, АДС-1000-2, ДТС-38, А-639 в комплекте с источниками питания дуги переменного (ТСД-1000, -2000, ТДФ-1001, -1601) или постоянного (ВКСМ-1000, ВДМ-3001, ВМГ-5000, ВСМ-1000) тока.
16.23. Стыковые соединения без разделки кромок и с разделкой их рекомендуется сваривать на флюсомагнитных стендах или на флюсовых подушках.
16.24. Угловые швы в элементах двутаврового сечения (подкрановые балки, ветви колонн, стойки и т.п.) сваривают в основном в нижнем положении в лодочку.
16.25. Элементы для сварки поясных швов устанавливают на специальные стеллажи или в кантователи — цепные и двухстоечные.
16.26. Изделия цилиндрической формы сваривают на роликовых стендах типа Т-30 или подобных им. Если специальные флюсовые подушки для кольцевых швов отсутствуют, сварку производят по шву, заранее подваренному ручной или полуавтоматической сваркой.
16.27. Соединения внахлестку при толщине металла до 6 мм сваривают вертикально расположенным электродом, оплавляя при этом верхнюю кромку. При большой толщине металла электрод следует установить под углом 30. 45°.
Рекомендуемые режимы однодуговой автоматической сварки под флюсом стыковых и угловых швов по ГОСТ 8713-79
Подготовка кромок и выполненный шов
Толщина проката или катет шва, мм
Диаметр сварочной проволоки, мм
Напряжение дуги, В
Сварочный ток, А
Скорость проволоки, м/ч
Скорость сварки, м/ч



1. Режимы указаны для сварки постоянным током обратной полярности.
2. Для стыковых соединений режимы даны при сварке на флюсовой подушке.
17. СВАРКА ТРУБОПРОВОДОВ И МЕТАЛЛОКОНСТРУКЦИЙ ИЗ УГЛЕРОДИСТЫХ И ЛЕГИРОВАННЫХ СТАЛЕЙ ПРИ НИЗКИХ ТЕМПЕРАТУРАХ
17.1. Низкими температурами при сварке считаются температуры окружающего воздуха ниже 0 ° С, допускаемые техническими условиями на изделие.
17.2. Сварку при отрицательных температурах следует выполнять в соответствии с требованиями проектной и нормативно-технической документации на изделие и данной инструкции.
17.3. Сварочно-монтажные работы разрешается производить при температуре окружающего воздуха не ниже -40 ° С при условии отсутствия дополнительных ограничений.
17.4. Технологии подготовки, сборки и сварки конструкций в основном аналогичны приведенным в соответствующих разделах, однако имеются некоторые особенности при выборе оборудования, присадочных материалов, их подготовке к сварке, а также выполнении технологического процесса. Эти особенности рассмотрены в настоящем разделе.
17.5. Оборудование выбирают и размещают с учетом его климатического исполнения по ГОСТ 15150-69, ГОСТ 15543-70 [ 31, 32].
17.6. Место выполнения сварочных работ должно быть защищено от атмосферных осадков, сквозняков и ветра.
Во всех случаях необходимо оборудовать тепляки, применять теплую одежду или одежду с электрическим подогревом, непосредственно у рабочего места оборудовать устройство для обогрева рук.
Температуру окружающего воздуха контролируют через каждые два часа, результаты контроля фиксируют в журнале.
17.7. Негативное влияние отрицательных температур на качество сварных соединений снижают, выполняя следующие мероприятия:
— предварительный подогрев свариваемого металла (см. раздел 5);
— наложение теплоизолирующего пояса на шов и прилегающие участки;
— сокращение времени перерывов между наложением первого и последующих слоев;
— повышение погонной энергии при сварке.
17.8. При выполнении прихватки и сварки при температуре воздуха ниже 0 ° С подогрев производят в соответствии с разделом 5, а высоколегированных сталей — в соответствии с табл. 33.
Подогрев стыков из высоколегированных сталей при отрицательных температурах окружающего воздуха
Толщина стенки, мм
Температура воздуха, при которой разрешается сварка, °С
Температура подогрева стыка, °С
Н t подогревается
17.9. Сварочные работы при температуре наружного воздуха ниже указанной в табл. 10, 33 можно производить только в отапливаемых помещениях или в специальных обогреваемых кабинах, внутри которых температура не ниже 0 °С.
17.10. Сварку и монтаж (подъем, транспортировку, установку) трубопроводов, изготовленных из кипящих или полуспокойных сталей, можно выполнять при температуре не ниже -20 °С.
17.11. Чтобы не увеличилась зона разупрочнения при сварке термоупрочненных труб, кромки перед сваркой следует нагревать до температуры не более 250 °С.
17.12. Ручную электродуговую сварку и прихватку выполняют электродами с хорошими технологическими свойствами, не склонными к образованию пор (электродами с покрытием основного типа), ведут сварку при повышенной (за счет увеличения на 10. 20 % по сравнению с применяемой при сварке в условиях положительной температуры) энергии дуги, не допускают перерывов до окончания заполнения разделки шва.
В случаях вынужденных перерывов (из-за отсутствия подачи электроэнергии, выхода из строя аппаратуры) необходимо обеспечить медленное и равномерное охлаждение металла и возобновить сварку после подогрева стыка до соответствующей температуры, термическую обработку стыка выполнять сразу после сварки, не давая металлу остыть, после термообработки обеспечить медленное охлаждение стыка до температуры окружающего воздуха.
17.13. При сварке постоянным током обратной полярности характерно увеличение объема ванны на 15. 20 %, поэтому сварку при отрицательной температуре плавящимся электродом следует вести на обратной полярности.
17.14. Более предпочтительна при сварке в условиях низких температур автоматическая и полуавтоматическая сварка.
17.15. Ручную и полуавтоматическую дуговую сварку металлических конструкций из стали класса до С52/40 включительно при температурах стали ниже приведенных в табл. 34, следует производить с предварительным подогревом в зоне сварки до 120. 160 ° С (по 100 мм в обе стороны от стыка).
Минимальная допустимая температура стали при сварке, °С
Толщина стенки, мм
Из углеродистой стали:
— листовые, объемные и сплошностенчатые
Из низколегированной стали:
— листовые, объемные и сплошностенчатые
Сварку листовых объемных конструкций из стали толщиной более 20 мм производят способами, обеспечивающими уменьшение скорости охлаждения: каскадом, горкой, двусторонней сваркой, секциями.
17.16. Сварку конструкций из стали класса С60/45 ( s в = 600 МПа, s т = 450 МПа) следует производить при температуре не ниже -15 ° С при толщине стали до 16 мм и не ниже 0 °С при толщине от 16 до 25 мм.
При более низких температурах сварку стали указанных толщин следует производить с предварительным подогревом до температуры 120. 160 °С.
При толщине стали более 25 мм предварительный подогрев должен производиться во всех случаях, независимо от температуры окружающей среды.
17.17. Без подогрева разрешается производить автоматическую сварку конструкций:
— из углеродистой стали толщиной до 30 мм, если температура стали не ниже -30 °С, а при больших толщинах — не ниже -20 °С;
— из низколегированной стали толщиной до 30 мм, если температура стали не ниже -20 °С, а при больших толщинах — не ниже -10 °С.
17.18. При сварке без подогрева необходима просушка кромок под сварку за счет нагрева до 20. 50 °С.
17.19. При температуре стали ниже -5 °С сварку следует производить от начала до окончания шва без перерыва, за исключением перерывов, необходимых для смены электрода или электродной проволоки и зачистки шва в месте возобновления сварки.
Прекращать сварку до выполнения шва проектного размера и оставлять незаваренными отдельные участки шва не допускается. В случае вынужденного прекращения сварки процесс следует возобновлять после подогрева стали в соответствии с установленным режимом.
17.20. Заварку дефектных швов следует производить после подогрева в зоне заварки до 180. 200 °С.
17.21. После окончания сварки стыков труб из низколегированных сталей должно быть обеспечено медленное охлаждение путем обкладывания стыка теплоизоляционным материалом или другим способом до полного остывания сварного шва.
17.22. Для обеспечения меньшей скорости охлаждения поверхности нагретой конструкции и сварного соединения следует применять теплоизолирующие пояса из асбеста и стекловолокна. Последние обладают таким преимуществом, как минимальная чувствительность к увлажнению.
18. КОНТАКТНО-СТЫКОВАЯ СВАРКА ОПЛАВЛЕНИЕМ ТРУБОПРОВОДОВ
18.1. К сварке допускаются трубы, отвечающие требованиям СНиП 2.05.06-85 и настоящего РД.
18.2. При стыковой сварке оплавлением следует дополнительно зачищать торец трубы и пояс под контактные башмаки сварочной машины на длине 200 мм.
18.3. Отдельные трубы сваривают в секции длиной до 36 м на полустационарных, полностью механизированных линиях.
Секции или отдельные трубы сваривают в непрерывную нитку трубопровода передвижными комплексами машин и механизмов. Как на стационарных, так и на передвижных установках управление процессом сварки должно быть полностью автоматизировано.
18.4. Для контактной стыковой сварки трубопроводов используют установки для сварки труб в секции в условиях полустационарной трубосварочной базы ТКУС и установки для сварки труб или секций в непрерывную нитку ТКУП (прил. 9).
18.5. Основным элементом сварочных установок ТКУС и ТКУП является сварочная головка, которая обеспечивает центрирование труб, их зажим по всему периметру, равномерный токоподвод, перемещение труб в процессе оплавления и осадки, создает осевое давление в процессе осадки.
18.6. Передвижная полуконтактная установка ТКУП-321 комплектуется сварочной машиной К-584М (прил. 10).
18.7. Режимы сварки определяются типом сварочной головки (табл. 35).
18.8. Перед началом сварки труб производят наладку и проверку сварочной установки на холостом ходу и в рабочем режиме.
18.9. Технология стыковой сварки оплавлением включает следующие основные операции:
— подготовку труб к сварке;
— зачистку поверхности труб под контактные башмаки сварочной машины;
— центрирование труб в сварочной машине;
— сварку труб, выполняемую автоматически по заданной программе;
— удаление внутреннего и наружного грата.
18.10. При сварке труб на полустационарных установках в секции длиной до 36 м необходимо выполнить следующие операции:
— расположить трубы на приемном стеллаже;
— механическим путем, не повреждая тела трубы, снять усиление продольного шва трубы, выполненного электродуговой сваркой, на участке 370 мм от торца трубы. Высота оставшейся части усиления продольного шва после снятия должна быть не менее 0,5 мм;
— зачистить до металлического блеска поверхности труб под контактные башмаки зачистными машинами на специальной линии: пояск и шириной 150 мм должны отстоять от торцов труб на 50 мм; дополнительно металлической щеткой зачищают фаски труб от ржавчины и грязи;
— подать на рольганг и транспортировать по нему зачищенные трубы к сварочной машине, руководствуясь при этом инструкцией по эксплуатации установки;
— произвести центрирование труб сварочной машиной. Допускается смещение кромок на величину до 20 % толщины стенки трубы, но не более 2 мм; зазор между торцами сцентрированных труб желательно иметь равномерным по периметру и минимальным, значение его в любой точке периметра не должно превышать 7 мм;
— нажать кнопку "Пуск-сварка", после чего начинается автоматическая сварка труб. Стыковая электроконтактная сварка производится методом непрерывного оплавления с программным изменением основных параметров в процессе сварки. Скорость, заданная программой в процессе оплавления, корректируется с помощью регулятора. В конечный период оплавления значение скорости не регулируется, а задается жестко;
— после сварки первого стыка при движении двухтрубки по рольгангу удалить внутренний грат внутренним гратоснимателем в соответствии с инструкцией по его эксплуатации;
— подать на рольганг третью трубу, которую вместе с двухтрубкой переместить к сварочной машине, центрируя в ней и осуществляя сварку второго стыка;
— удалить внутренний грат после сварки второго стыка при движении секции по рольгангу и подать плеть на линию удаления наружного грата;
— удалить наружный грат гратоснимателем. Гратосниматель устанавливают на стык таким образом, чтобы плоскость стыка проходила через середину режущего инструмента, и в этом положении фиксируют его на трубе. После снятия внутреннего и наружного грата стыки должны иметь усиление высотой не более 3 мм. При снятии внутреннего и наружного грата не допускается уменьшение толщины стенки трубы. Смещение кромок после сварки должно составлять не более 25 % толщины стенки (3 мм).
Допускаются местные смещения на 20 % периметра стыка, значения которых не превышают 30 % толщины стенки (4 мм):
— сваренную трехтрубную секцию перемещают по рольгангу, а затем с помощью сбрасывателя с рольганга на склад для хранения готовых секций.
Ориентировочные режимы контактно-стыковой сварки трубопроводов
Максимальное свариваемое сечение, мм 2
Время сварки одного стыка, с
Напряжение питающей сети, В
Номинальная мощность трансформатора, кВА
Максимальное усилие осадки, МН
Максимальное усилие зажатия трубы, МН
Скорость оплавления, мм/с
Скорость осадки, мм/с
Давление масла в гидросистеме осадки, МПа
Габаритные размеры головки, мм:
18.11. При сварке труб в непрерывную нитку передвижными установками (ТКУП-321) необходимо выполнить следующие операции:
— разложить трубы или секции вдоль трассы;
— положить конец трубы вспомогательным трубоукладчиком на ролики подвесного рольганга так, чтобы ось ее находилась на одной линии с осью машины К-584М, переместить трубу так, чтобы второй конец трубы находился в зоне рабочего органа зачисткой машины, зажать прижимом плети;
— снять усиление продольного шва трубы, выполненного электродуговой сваркой, с помощью ручной шлифовальной машины (не повреждая тела трубы) на участке 370 мм от торца трубы. Оставшаяся часть усиления должна иметь высоту не более 0,5 мм;
— зачистить поверхности секций (труб) под токоподводящие башмаки с помощью зачистных устройств в соответствии с инструкцией по их эксплуатации; зачищенные до металлического блеска пояски шириной 150 мм должны отстоять от торцов труб на 50 мм. Дополнительно металлической щеткой зачистить фаски труб от ржавчины и грязи;
— установку расположить у края нитки трубопровода, приподнять этот край в зоне сварки и зафиксировать нитку прижимным роликом;
— одиночную трубу из зоны зачистки подать в зону сварки. Машину К-584 выставить на стык;
— расположенный внутри трубы внутренний гратосниматель установить на стык;
— осуществить центрирование между собой сваренной нитки трубопровода и привариваемой трубы. Допускается смещение кромок до 20 % толщины стенки трубы, но не более 2 мм. Зазор между торцами сцентрированных труб желательно иметь равномерным по периметру и минимальным. При сцентрированных осях труб величина зазора между ними в любом месте периметра не должна превышать 7 мм;
— после центрирования машину К-584М опустить на стык, зажать концы труб, после чего отвести от стыка внутренний гратосниматель на длину тросика и начать сварку;
— с пульта управления машины К-584М управлять процессом сварки стыка, снятием наружного и внутреннего грата (можно и вручную остановить работу привода внутреннего гратоснимателя). После удаления грата (внутреннего и наружного) стыки трубопровода должны иметь усиление не более 3 мм. При снятии грата не допускается уменьшение толщины стенки трубы. Допускаются смещение кромок после сварки не более 25 % толщины стенки (3 мм) и местные смещения на 20 % периметра стыка, не превышающие 30 % толщины стенки (4 мм);
— после снятия внутреннего грата подается звуковой сигнал, трубоукладчик с установкой перемещается ко второму концу трубы и цикл повторяется.
19. ТЕРМИЧЕСКАЯ ОБРАБОТКА СВАРНЫХ СОЕДИНЕНИЙ
19.1. Термообработку сварных соединений трубопроводов производят с целью снизить остаточные сварочные напряжения, а также улучшить свойства металла шва и околошовной зоны (повысить пластичность и получить стабильную структуру, обеспечивающую необходимые механические свойства).
19.2. Режим термообработки должен соответствовать свариваемой стали (табл. 36).
19.3. Термическая обработка состоит из нескольких операций, последовательность выполнения которых приведена ниже:
— установка термометров, нагревательных устройств и теплоизоляции;
— включение термометров в измерительную цепь потенциометра;
— соединение нагревательного устройства с источником питания;
— нагрев, выдержка, охлаждение сварного соединения;
— демонтаж теплоизоляции, нагревательного устройства и термометров.
19.4. Нагрев, выдержку, охлаждение сварного соединения в процессе термической обработки необходимо производить по режиму, установленному проектной документацией, действующей нормативно-технической документацией, данной инструкцией.
19.5. При наличии двух и более однотипных сварных соединений (вертикальных или горизонтальных) рекомендуется групповая термическая обработка.
При этом следует контролировать температуру каждого сварного соединения.
При групповой термической обработке от одного источника питания необходимо выполнить следующие требования:
— одновременно нагреваемые стыки должны принадлежать трубам одного размера (диаметра и толщины стенки), одной марки стали и иметь одинаковую исходную температуру;
— мощность источника питания должна быть достаточной для покрытия потерь мощности во всех одновременно работающих индукторах и в подводящих кабелях;
— нагрев всех стыков должен производиться индукторами одного типа, имеющими одинаковое число витков, шаг навивки и площадь сечения витка;
— стыки должны иметь одинаковую теплоизоляцию.
Режимы термообработки стыковых сварных соединений (электродуговая сварка)
Толщина элементов, мм
Режим термообработки 1*
Температура, °С (±15 °С)
Длительность выдержки 2* , мин, не более
Ст. 10, 15, 20, 15Л, 20Л и их сочетания между собой
Ст. 15ГС, 16ГС, 25Л, 20ГСЛ и их сочетания между собой или сочетания этих сталей с углеродистыми, указанными в предыдущем пункте
12МХ, 15ХМ, 20ХМЛ и их сочетания между собой
12Х1МФ, 20ХМФЛ и их сочетания между собой
Сочетания Ст. 10, 20, 20Л, 25Л, 15ГС, 16ГС, 20ГСЛ + 12МХ, 15ХМ, 12Х1МФ
1* До 300 ° С охлаждение с печью или под слоем асбеста, далее — на спокойном воздухе.
2* Может быть выше указанных значений не более чем на 10 %. При вынужденных перерывах в процессе термообработки за длительность выдержки следует принимать суммарное время.
19.6. До термической обработки узлы со сварными соединениями запрещается подвергать нагрузкам. Перед началом термической обработки трубопроводов необходимо обеспечить свободное перемещение трубопровода в продольном направлении относительно оси трубопровода.
При термической обработке вертикальных сварных соединений во избежание прогиба трубопровода следует установить временные опоры или подвески по обе стороны от сварного шва на расстоянии не более 1 м от оси шва.
19.7. Перерывы в процессе термической обработки не допускаются. При вынужденных перерывах (отключение электроэнергии, выход из строя нагревателя и т.п.) необходимо обеспечить медленное охлаждение сварных соединений до 300 °С.
При повторном нагреве время нахождения сварного соединения при температуре выдержки суммируется с временем выдержки при первоначальном нагреве (в сумме оно должно быть равно заданному нормативно-технической документацией).
19.8. Количество термометров для контроля температуры и схемы их установки определяются конструкцией соединения (табл. 37).
19.9. Крепление горячего спая термоэлектрического термометра на поверхности рекомендуется производить одним из способов, указанных на рис. 23, а установку согласно рис. 24.
При термической обработке сварных соединений изделий сложной конфигурации количество термометров для контроля температуры и схемы их установки определяются необходимостью контроля на всех участках сварного соединения (рис. 25).
19.10. Термическую обработку сварных швов производят с помощью гибких и комбинированных электронагревателей, а также гибких индукторов, ацетилено-кислородных и многопламенных горелок.
19.11. При нагреве ГЭН и КЭН часть термометра, находящегося под нагревателем, необходимо теплоизолировать с помощью асбеста или кремнеземной ткани (рис. 26).
19.12. Демонтаж теплоизоляции, нагревательных устройств и термометров производятся после охлаждения сварного соединения до температуры 300 °С.
19.13. Термообработка с помощью горелок должна производиться строго нейтральным пламенем.
Количество термометров для контроля температуры и схемы их установки
Диаметр трубопровода, мм
Схема установки термометров
Схема установки термометров
Сварные соединения элементов с одинаковой толщиной стенки





Сварные соединения элементов с различными толщинами стенок


Примечание. При нагреве кольцевой многопламенной горелкой сварных соединений трубопроводов любых диаметров количество устанавливаемых термометров должно быть не менее двух.
Рис. 23. Крепление горячего спая термометра:
а — бобышкой с прорезью; б — Л-образной бобышкой; в — гайкой с болтом; г — аргонодуговой сваркой; д — бобышкой, наплавленной на сварной шов
19.14. Термическую обработку сварных соединений из разнородных сталей производят на соответствующих режимах (табл. 38, 39).
19.15. Выбор вида и режима термической обработки сварных соединений из разнородных сталей необходимо производить с учетом их принадлежности к одной из двух групп:
1) соединения сталей одного структурного класса, но разной степени легирования;
2) соединение сталей разных структурных классов.
К первой группе могут быть отнесены, например, сварные соединения сталей перлитного класса в сочетаниях сталь 20 — 12Х1МФ, 15ГС — 15Х1МФ, 20 — 15Х1М1ФЛ и др.
Необходимость в проведении термической обработки определяется по стали с более высокой степенью легирования с учетом номинальной толщины стенки.
Режимы термической обработки выбирают так: температуру как среднюю между температурами отпуска, рекомендуемыми для каждой стали, а время выдержки как для стали с более высокой степенью легирования. Аналогично обрабатывают и стали других структурных классов.
Ко второй группе можно отнести соединения сталей следующих классов: аустенитного и перлитного, мартенситно-ферритного и перлитного, аустенитного и мартенситно-ферритного.
Соединения сталей аустенитного и перлитного классов, например сочетания сталь Ст. 20 — 12Х18Н10Т, 12Х1МФ — 12Х18Н9Т, термически не обрабатываются.
Высокому отпуску подвергаются только концы труб из сталей перлитного класса с наплавкой из аустенитной стали.
Рис. 24. Установка термометров при нагреве ГЭН (а), КЭН-3 или индуктором (б), ацетилено-кислородной горелкой (в), многопламенной горелкой (г):
1 — сварное соединение; 2 — пояс ГЭН; 3 — термометр; 4 — теплоизоляция горячего спая; 5 — КЭН-3 или индуктор; 6 — экран; 7 — воронка; 8 — многопламенная горелка
Рис. 25. Схемы установки термометров для контроля температуры сварных соединений узлов сложной конструкции:
а — крутопадающий отвод; б — сварной тройник; г — труба; д — воротниковый фланец
1 — термометр; 2 — сварной шов; 3 — временные прихватки; 4 — заглушка
Режимы термической обработки сварных соединений металлических конструкций
Свариваемые стали и их сочетания
Толщина элементов, мм 1*
Температура обработки, °С (допускаемое отклонение ± 15 °С)
Время термообработки, мин 2*
Ст. 10, 15, 20, 15Л, 20Л и их сочетания между собой
15ГС, 16ГС, 25Л и 20ГСЛ и их сочетания между собой или сочетания этих сталей с углеродистыми, указанными в предыдущем пункте
12МХ, 15ХМ, 20ХМЛ и их сочетания между собой
12Х1МФ, 20ХМФЛ и их сочетания между собой
12Х1МФ, 15Х1М1Ф, 20ХМФЛ, 15Х1М1ФЛ и их сочетания между собой
Сочетания Ст.10, 20, 20Л, 15ГС, 16ГС, 20ГСЛ с 12МХ, 15ХМ, 12Х1МФ
Сочетания 12МХ, 15ХМ, 20ХМЛ с 12Х1МФ, 15Х1М1Ф, 20ХМФЛ и 15Х1М1ФЛ 1Х11В2МФ
Сочетание 1Х11В2МФ (ЭИ756) с 12Х1МФ и 15Х1М1Ф
1* За толщину стенки принимается ее номинальное значение (свариваются детали одинаковой толщины) или наибольшее из фактических значений (соединяются детали разной толщины).
2* При вынужденных перерывах в процессе термообработки за время выдержки следует принимать суммарное время нахождения стыка при температуре термообработки.
3* До 300 °С охлаждение с печью или под теплоизолирующим слоем, далее — на спокойном воздухе.
4* Охлаждение после сварки до 150. 200 ° С, выдержка при этой температуре в течение 1 ч и последующий нагрев под термообработку.
5* После термообработки охлаждение стыка до 300 °С со скоростью не более 150 °С/ч.
Режимы термической обработки сварных соединений трубопроводов
Марка стали или сочетание марок
Режимы термической обработки
Температура нагрева, °С
Скорость нагрева, ° С/ч
Время выдержки, ч
20, 15ГС, 16ГС, 14ХГС
начиная с 300 °С
начиная с 300 °С
начиная с 300 °С
начиная с 300 °С
£ 75 до 600 °С, далее 150
12Х18Н10Т, 08Х18Н10Т 10Х17Н13М2Т 10Х17Н13МЗТ 08Х17Н15МЗТ
£ 75 до 600 °С, далее 150
1* До температуры 300 ° С охлаждение под теплоизолирующим слоем, далее — на воздухе.
2* Охлаждение на воздухе.
3* Охлаждение на воздухе или в воде.
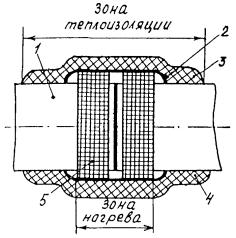
Рис. 26. Теплоизоляция при нагреве ГЭН и КЭН-3:
1 — сварные соединения; 2 — асбест; 3, 4 — маты марки МВТ; 5 — ГЭН или КЭН-3
Для соединений сталей мартенситно-ферритного и перлитного классов, например сочетаний 1Х12В2МФ — 12Х1МФ, режим термической обработки определяется по высокохромистой стали. Вместе с тем во избежание опасности развития диффузионных процессов температуру отпуска в отдельных случаях несколько снижают.
19.16. В качестве отчетной документации о термической обработке должны быть представлены:
— диаграмма автоматической регистрации режима термической обработки (при контроле температуры автоматическими самопишущими потенциометрами);
— исполнительная схема трубопроводов, оформляемая вместе с группой сварки (прил. 11);
— журнал выполнения термической обработки сварных соединений*;
* Приведен в РД 39-0147014-536-87 "Положение по организации сварочного производства на предприятиях и в организациях Миннефтепрома".
— заключение о твердости сварных соединений после термической обработки (прил. 12), составляемое на основе журнала контроля твердости сварных соединений (прил. 13).
19.17. На записанной в координатах температура — время диаграмме режима термической обработки необходимо указать:
— номер линии трубопровода;
— номер сварного соединения по исполнительной схеме;
— марку или сочетание марок стали сварного соединения;
— диаметр и толщину стенки трубопровода;
— дату термической обработки;
— скорость протяжки диаграммной ленты потенциометра.
Диаграмма должна быть подписана термистом-оператором, ответственным за проведение термической обработки и руководителем работ по термической обработке. Последний должен сделать отметку "Принято".
Диаграмме необходимо присвоить порядковый номер, соответствующий номеру сварного соединения в журнале термической обработки сварных соединений.
19.18. При групповой термической обработке отчетная техническая документация должна оформляться отдельно на каждое сварное соединение.
19.19. Объемы и нормы контроля качества термообработки определяются требованиями проектной и нормативно-технической документации.
19.20. При контроле необходимо проверить:
— выполнение требований к термической обработке сварных соединений по оформленной технической документации;
— твердость металла во всех зонах сварного соединения с помощью переносных приборов статического или динамического действия типов ТПСЛ-3М, ТПП-10, ТКП-1, МЗИ-Т7, ВПИ-2, ТОП-1, КПИ, Польди.
Результаты проверки должны фиксироваться в журнале контроля твердости сварных соединений после термической обработки и заключении о твердости сварных соединений после термической обработки.
Если значение твердости сварного соединения после термической обработки выше установленного технической документацией, то производится повторная термическая обработка, если значение твердости сварного соединения после термической обработки ниже установленного технической документацией, то сварное соединение бракуется.
19.21. Допустимое количество повторных термических обработок должно быть указано в технической документации.
19.22. После проведения термической обработки необходимо проверить сварные соединения на отсутствие трещин методами, предусмотренными технической документацией.
20. КОНТРОЛЬ КАЧЕСТВА СВАРОЧНЫХ РАБОТ
Трубопроводы
20.1. С целью повышения эффективности сварочного производства и качества сварочных работ при монтаже трубопроводов, изготовлении и монтаже металлоконструкций должен быть организован эффективный контроль качества сборочно-сварочных работ, включающий предупредительный и пооперационный контроль, а также контроль качества готовых сварных соединений.
20.2. При предупредительном контроле проверяют:
— техническое состояние и выполнение правил эксплуатации сварочного оборудования, сборочно-сварочной оснастки и приспособлений, аппаратуры и контрольно-измерительных приборов;
— проектную и исполнительную техническую документацию на соответствие требованиям технических условий, ГОСТов;
— квалификацию сварщиков, газорезчиков, термистов и дефектоскопистов, а также инженерно-технических работников, осуществляющих оперативное руководство производством сборочно-сварочных работ;
— качество сварочно-наплавочных материалов, а также качество материалов для дефектоскопии, выполнение требований на их хранение, подготовку к использованию и использование в соответствии с назначением.
20.3. При пооперационном контроле проверяют следующие показатели:
— соответствие марки материала свариваемых труб и металлоконструкций нормативной документации;
— соответствие сварочных материалов применяемой технологии;
— качество подготовки труб и деталей заготовок под сварку;
— качество сборки перед сваркой;
— режимы предварительного подогрева;
— соблюдение технологии сварки (режима сварки, порядка наложения швов, формы и качества наложения отдельных слоев шва, зачистки шлака между слоями, наличие пор, подрезов, трещин и других внешних дефектов);
— посредством замера твердости металла определяют качество термической обработки сварных соединений.
20.4. Качество готовых сварных соединений проверяют при систематическом операционном контроле, механических испытаниях образцов, вырезанных из пробных стыков; при выполнении проверки сплошности стыков и выявлении внутренних дефектов одним из неразрушаю щих методов контроля, а также при последующих гидравлических или пневматических испытаниях. Методы контроля качества сварных соединений установлены ГОСТ 3242-79 [ 33]. Проверка качества сварных швов трубопроводов V категории ограничивается осуществлением операционного контроля.
20.5. Контроль сварных соединений стальных трубопроводов радиографическим или ультразвуковым методами проводят после устранения дефектов, выявленных внешним осмотром и измерениями, а также магнитопорошковым методом. Сварные швы не должны иметь трещин, прожогов, кратеров, грубой чешуйчатости, подрезов глубиной более 0,5 мм. В сварных швах трубопроводов с Ру 10. 100 МПа подрезы не допускаются.
20.6. Объем контроля сварных соединений стальных трубопроводов неразрушающими методами в процентах от общего числа стыков, сваренных каждым сварщиком (но не менее одного стыка), должен составлять для трубопроводов:
Ру = 10. 100 МПа (100. 1000 кгс/см 2 ) 100
II категории 10
III категории 2
Неразрушающий контроль следует с учетом конкретных условий выполнять преимущественно ультразвуковым электрорентгенографическим и рентгенографическим методами с использованием в качестве детектора фотобумаги. Контролю должен подвергаться весь периметр стыка.
В трубопроводах I — IV категорий контролю подлежат стыки, качество которых вызвало сомнения при внешнем осмотре. Контроль корня шва сварных соединений трубопроводов с Ру 10. 100 МПа из сталей всех групп при толщине стенки 16 мм и более следует производить радиографическим методом, а окончательный контроль готовых сварных соединений из сталей групп С, ХГ, ХМ — преимущественно ультразвуковой дефектоскопией.
Готовые сварные соединения трубопроводов с Ру 10. 100 МПа перед проведением радиографического или ультразвукового контроля следует проверять магнитопорошковым или цветным методом. При этом контролю подлежат поверхность шва и прилегающая к нему зона шириной 20 мм от краев шва.
20.7. Оценку качества сварных соединений стальных трубопрово дов по результатам радиографического контроля следует производить по балльной системе согласно прил. 14 .
Сварные соединения трубопроводов должны быть забракованы, если их суммарный балл равен или больше приведенного ниже значения:
Категория трубопровода Балл качества
Ру 10. 100 МПа (100. 1000 кгс/см 2 ) 2
Сварные соединения, оцененные указанным или большим баллом, подлежат исправлению, после чего дополнительному контролю подвергается удвоенное от первоначального объема контроля количество стыков, выполненных сварщиком, допустившим брак.
Сварные соединения трубопроводов III и IV категорий, оцененные соответственно суммарным баллом 4 и 5, исправлению не подлежат, но дополнительному контролю подвергается удвоенное количество стыков, выполненных этим сварщиком.
Если при дополнительном контроле хотя бы один стык будет забракован (а для трубопроводов III и IV категорий оценен соответственно баллом 4 и 5), контролю подвергается 100 % стыков, выполненных данным сварщиком. Если при этом будет забракован хотя бы один стык, сварщик отстраняется от сварочных работ на трубопроводах.
20.8. Чувствительность радиографического контроля должна соответствовать (по ГОСТ 7512-82) [ 34] для трубопроводов с Ру 10. 100 МПа (100. 1000 кгс/см 2 ), I и II категорий — классу 2, а для трубопроводов III и IV категорий — классу 3.
20.9. По результатам ультразвукового контроля сварные соединения трубопроводов Ру 10. 100 МПа (100. 1000 кгс/см 2 ) считаются качественными, если отсутствуют:
а) протяженные плоскостные и объемные дефекты;
б) объемные непротяженные дефекты с амплитудой отраженного сигнала, соответствующей эквивалентной площади 2 мм 2 и более, — при толщине стенки трубы до 20 мм включительно и 3 мм 2 и более — при толщине стенки свыше 20 мм;
в) объемные непротяженные дефекты с амплитудой отраженного сигнала, соответствующей эквивалентной площади до 2 мм 2 , — при толщине стенки трубы до 20 мм включительно и до 3 мм 2 — при толщине стенки свыше 20 мм в количестве более трех на каждые 100 мм шва.
Сварные соединения стальных трубопроводов I — IV категорий должны удовлетворять требованиям, установленным отраслевыми стандартами. При получении неудовлетворительных результатов контроля ультразвуковым методом хотя бы одного стыка производится контроль удвоенного количества стыков, выполненных данным сварщиком. При неудовлетворительных результатах повторного контроля производится контроль 100 % стыков, выполненных сварщиком, допустившим брак. Сварщик, допустивший брак, может быть допущен вновь к сварке трубопроводов только после сдачи испытаний по программам, утвержденным министерством (ведомством) СССР.
20.10. Испытаниям на твердость металла шва должны подвергаться сварные соединения стальных трубопроводов с Ру 10. 100 МПа (100. 1000 кгс/см 2 ), а также трубопроводов на давление до 10 МПа (100 кгс/см 2 ) из сталей ХМ и ХФ.
По результатам измерения твердости сварные швы считается качественными при выполнении следующих условий:
а) снижения твердости наплавленного металла не более чем на 25 НВ по сравнению с нижним значением твердости основного металла;
б) превышения твердости наплавленного металла не более чем на 20 НВ по сравнению с верхним значением твердости основного металла;
в) превышения разности в твердости основного металла и металла в зоне термического влияния не более чем на 50 НВ.
При разности в твердости, превышающей допустимую, стыки следует вновь подвергать термической обработке, и, если разность в твердости превышает допустимую после повторной термической обработки, следует произвести стилоскопирование металла шва и основного металла всех однотипных стыков, сваренных данным сварщиком за период времени после последней контрольной проверки.
При несоответствии химического состава наплавленного металла заданному стыки бракуются.
Металлические конструкции
20.11. Для проверки качества швов сварных соединений стальных конструкций используются визуальный дефектоскопический контроль, механические и гидравлические испытания и т.д. (табл. 40).
Методы контроля сварных соединений стальных конструкций
Систематическая проверка выполнения заданного технологического процесса сборки и сварки
Все типы конструкций
Наружный осмотр 100 % швов с проверкой размеров
Выборочный контроль швов ультразвуковой дефектоскопией или просвечиванием проникающими излучениями*
Все типы конструкций, за исключением предусмотренных дополнительными правилами СНиП III-18-75 или проектом
Испытание всех швов на плотность одним из следующих методов: опрыскиванием керосином, мыльной эмульсией (при повышенном давлении или вакууме)
Листовые конструкции при толщине металла до 16 мм включительно, швы которых должны быть герметичными
Испытание на плотность и прочность воздушным, гидравлическим или газовым давлением
Резервуары, трубопроводы и сосуды. Испытательная среда и величина давления принимаются в соответствии с указаниями дополнительных правил СНиП III-18-75 или проекта
Контроль физическими методами без разрушения контролируемых соединений
Типы конструкций, методы и нормы контроля предусматриваются дополнительными правилами СНиП III-18-75 или проектом
Механические испытания контрольных образцов
Металлографическое исследование макрошлифов на торцах швов контрольных образцов или на торцах стыковых швов сварных соединений
* Для выборочного контроля разрешается применять другие методы контроля согласно ГОСТ 3242-79, табл. 2.
20.12. По внешнему виду швы сварных соединений металлических конструкций должны удовлетворять следующим требованиям:
а) иметь гладкую или равномерно чешуйчатую поверхность (без наплывов, прожогов, сужений и перерывов) и не иметь резкого перехода к основному металлу;
б) наплавленный металл должен быть плотным по всей длине шва, не иметь трещин и дефектов, выходящих за пределы, указанные в п. 20.17 настоящего раздела;
в) подрезы основного металла допускаются глубиной не более 0,5 мм при толщине стали от 4 до 10 мм и не более 1 мм при толщине стали свыше 10 мм, за исключением случаев, приведенных в дополнительных правилах СНиП III-18-75;
г) все кратеры должны быть заварены.
20.13. для конструкций, возводимых или эксплуатируемых в районах с расчетной температурой от -40 до -65 ° С при сварке допускаются: подрезы основного металла вдоль усиления сварного шва и местные подрезы (по 25 % длины шва) поперек усиления в соответствии с подпунктом 20.12 в, подрезы поперек усиления глубиной не более 0,5 мм при толщине стали до 20 мм и 1 мм — при толщине стали более 20 мм.
20.14. Выборочный контроль ультразвуковой дефектоскопией или просвечиванием проникающим излучением швов сварных соединений согласно табл. 40 производится, как правило, в местах пересечения швов и в местах с признаками дефектов. Если в результате выборочного контроля будет установлено неудовлетворительное качество шва, контроль продолжают до выявления фактических границ дефектного участка, после чего весь шов на этом участке удаляют, вновь заваривают и проверяют повторно.
20.15. Проверку герметичности швов сварных соединений керосином следует производить обильным опрыскиванием стыковых швов и введением керосина под нахлестку. Обработка швов керосином должна производиться не менее двух раз с перерывом 10 мин. На противоположной стороне соединения, покрытой водной суспензией мела или каолина, в течение 4 ч при положительной и 8 ч при отрицательной температуре окружающего воздуха не должно появляться пятен.
20.16. При проверке плотности швов сварных соединений повышенным давлением воздуха или вакуумом на поверхности шва, покрытой мыльной эмульсией, не должны появляться пузыри.
20.17. Допускаются следующие дефекты швов сварных соединений, которые обнаруживаются физическими методами контроля (за исключением случаев, оговоренных в дополнительных правилах):
а) непровары по сечению швов в соединениях, доступных сварке с двух сторон, глубиной до 5 % толщины металла, но не больше 2 мм, при длине непроваров не более 50 мм, расстоянии между ними не менее 250 мм и общей длине участков непровара не более 200 мм на 1 м шва;
б) непровары в корне шва в соединениях без подкладок, доступных сварке только с одной стороны, глубиной до 15 % толщины металла, но не свыше 3 мм;
в) отдельные шлаковые включения или поры либо скопления их (по группе А и В ГОСТ 7512-82) размером по диаметру не более 10 % толщины свариваемого металла, но не свыше 3 мм;
г) шлаковые включения или поры, расположенные цепочкой вдоль шва (по группе Б ГОСТ 7512-82), при суммарной их длине, не превышающей 200 мм на 1 м шва;
д) скопления газовых пор и шлаковых включений (по группе В ГОСТ 7512-82) в отдельных участках шва в количестве не более пяти на 1 см 2 площади шва при диаметре одного дефекта не более 1,5 мм;
е) суммарная величина непровара, шлаковых включений и пор, расположенных отдельно или цепочкой (по группе А и Б ГОСТ 7512-82), не превышающая в рассматриваемом сечении при двусторонней сварке 10 % толщины свариваемого металла, но не более 2 мм, и при односторонней сварке без подкладок — 15 %, но не более 3 мм. В конструкциях из стали класса С60/45 не допускаются дефекты швов, указанные в подпунктах "а" и "б".
Примечание. Шлаковые включения или поры, образующие сплошную линию вдоль шва, не допускаются.
20.18. Для конструкций, возводимых или эксплуатируемых в районах с расчетной температурой -40. -65 °С, не допускаются несплавления по кромкам, непровары в стыковых швах, а также непровары на участках угловых и тавровых соединений, где проектом предусмотрено сквозное проплавление. В стыковых и угловых швах сварных соединений конструкций, воспринимающих динамические нагрузки, а также в статически нагруженных растянутых элементах допускаются единичные поры или шлаковые включения диаметром не более 1 мм для стали толщиной до 25 мм и не более 4 % толщины для стали толщиной более 25 мм, в количестве не более четырех дефектов на участке шва длиной 400 мм. Расстояние между дефектами должно быть не менее 50 мм. В стыковых и угловых швах статически нагруженных сжатых элементов допускаются единичные поры и шлаковые включения диаметром не более 2 мм в количестве не более шести дефектов на участке шва длиной 400 мм или не более одной группы этих же дефектов на этой же длине. Расстояние между дефектами должно быть не менее 10 мм.
Примечание. Характер работы элементов принимается по чертежам КМ (конструкции металлические) и КМД (конструкции металлические, деталировка).
20.20. Трещины всех видов и размеров в швах сварных соединений не допускаются.
21. ИСПРАВЛЕНИЕ ДЕФЕКТОВ СВАРКИ
Трубопроводы
21.1. Исправлению подлежат дефектные участки сварного соединения, выявленные при внешнем осмотре и измерениях, контроле ультразвуковым, магнитопорошковым или цветным методом.
21.2. Исправлению путем местной выборки и последующей подварки (без переварки всего сварного соединения) подлежат дефектные участки сварного шва, если размеры выборок не превышают значений, указанных в табл. 41.
21.3. Исправление сварных швов допускается производить при наличии в них любых недопустимых дефектов, кроме трещин длиной более 50 мм, если суммарная длина дефектных участков не превышает 1/6 периметра стыка. В противном случае стык вырезают.
Размеры выборок после удаления дефекта
Глубина в % от номинальной толщины стенки труб или расчетного сечения шва
Суммарная протяженность в % от номинального наружного периметра сварного соединения
Трубопроводы на рабочее давление Ру = 10. 100 МПа (100. 1000 кгс/см 2 )
Определение технических норм времени на сборку и сварку
Сварочная работа, как и любая другая производственная деятельность, требует наличия и соблюдения определенных правил, чтобы при сварке процесс был максимально продуктивным, а сварные соединения — качественными. В России и некоторых странах бывшего СССР такие правила установлены документами СНиП (строительные нормы и правила), ГОСТ (государственный стандарт), ЕНиР (единые нормы и расценки), СП (свод правил) и другими.

Впервые устроившись на работу начинающие сварщики часть сталкиваются с незнанием СНиПов и ГОСТов, и это не удивительно. Ведь перед сварщиком стоит задача изучить и понять десятки нормативных документов, написанных в официально-деловом стиле, а это отнимает много времени. Мы решили помочь вам и опираясь на правила, используемые в строительстве и при сварке, составили список важнейших норм, которые следует знать перед тем, как приступить к работе. Мы научим рассчитывать время сварки на 1 м шва и рассчитытвать, сколько метров в день нужно сварить, расскажем, как провести контроль качества сварных соединений и какие предъявляются требования к сварным конструкциям.
Нормативы сварочных работ
Для начала давайте разберемся, зачем вообще нужны нормативы и какие они бывают. Прежде всего, нормативы регулируют качество и скорость выполнения работы. Также на нормативы влияет способ сварки, функциональные возможности сварочного оборудования, используемого при сварке, и квалификация сварщика. Ведь опытный мастер способен сделать за смену в два раза больше работы, чем начинающий работник. Также учитывается рабочее место сварщика, отдельное внимание уделяется его организации.
Современные нормативы регулируют время, которое сварщик должен затратить на свою работу, количество выполненной работы (например, количество сваренных металлических изделий за смену), расход электроэнергии и материалов (электродов, сварочного оборудования и прочего). Давайте подробнее остановимся на каждом из нормативов.
Нормы времени
В большинстве стран бывшего СССР существуют так называемые единые нормы времени на выполнение 1 м шва. Они обычно прописаны в нормативных документах. Но, несмотря на это каждый сварщик должен самостоятельно уметь делать расчет времени сварки, поскольку это один из важнейших показателей его продуктивности. Норма времени складывается из того, сколько сварщик должен потратить минут на непосредственный процесс сварки, и сколько должен потратить на подготовительные и/или иные производственные операции. В целом, выделяют три производственных операции, из которых складывается норма:
- Основная производственная операция. К ней относится заготовка материалов для сварки и металла, его обработка и подготовка к сварке. Также сюда входит сам сварочный процесс.
- Вспомогательная производственная операция. К ней относится контроль качества сварных соединений и швов, а также транспортировка готовой детали в следующий цех.
- Дополнительное время. Оно тоже регулируется и дается специально для того, чтобы сварщик мог провести обслуживание процесса сварки 1 и сдать деталь на хранение, если это необходимо между основной и вспомогательной операцией.
Также обратите внимание, что прежде чем произвести расчет времени сварки нужно учесть и другие процессы, отнимающие даже несколько секунд при работе. К таким процессам относится настройка сварочного аппарата, время, затраченное на поджёг и время горения дуги при сварке особых видов металлов, время, потраченное на смену стержней, нанесение флюса или очистки шва и тому подобное. Также не забудьте учесть, что сварщику нужно время на уход за рабочим местом и на отдых (для этого нужно вычесть около 20% от полученного времени).
Выше мы писали, что учитывается еще и квалификация сварщика, а также его опыт. Обычно это просчитывается с помощью специального коэффициента. В ходе расчетов мы получаем цифру, которая является эквивалентом квалификации. Проще говоря, каждой квалификации присваивается своя цифра, которая затем используется в расчетах.
Расчет можно производить разными способами, но самый распространенный — рабочие единицы. Одна рабочая единица равна одному сваренному изделию. Чем выше квалификация, тем больше единиц должен выполнять сварщик за смену. Если объемы работ слишком большие и не позволяют производить расчет в единицах, то рассчитывается время в минутах, необходимое для выполнения 1 м шва. Как видите, в норму времени входит множество операций, которые стоит учесть при расчетах. О том, как делать расчет, мы поговорим позже, а пока давайте разберемся с остальными нормами.
Норма выработки
Норма выработки — это , по сути, просто то количество работы, которое вы выполнили за определенное количество времени. Как мы говорили выше, норма может выражаться в количестве изделий или в метрах сварного шва, которые вы успели наварить за час или за смену. Норма выработки может быть просто одним из компонентов нормы времени, а может существовать как самостоятельное правило.
Чтобы вам было понятнее, приведем простой пример. Допустим, сварщику нужно сварить 24 метра шва за смену. Мы просчитывает все: время, которое нужно потратить на настройку оборудования, на подготовку металла, на поджёг дуги, на сварочный процесс и так далее, плюс не забываем добавить время на отдых. Итого для сварщика средней квалификации норма составит 3 метра шва за 1 час. Соответственно в день (при условии 8-ти часового рабочего дня) сварщик должен сделать 24 метра шва.
Нормы расхода электроэнергии
Еще одна не менее важная норма, о которой не стоит забывать. Она необходима для расчета себестоимости сварочных работ и готового изделия. Зачастую расход считают в киловатт-часах, которые сварщик потратил на свою работу. Показания снимаются со счетчика.
Норма расхода комплектующих
Как вы понимаете, за время сварки вы расходуете не только электричество и время, но и комплектующие: электроды, газ, флюс, проволоку и прочее. Также сюда входит естественный износ аппаратов, применяемых при сварке. Износу подвержено не только оборудование, но и специфические элементы, необходимые при особых видах сварки. Например, контактные губки, роликовые направляющие, контактные плиты и многое другое. Все это нужно учесть. Кстати, в этой статье мы довольно подробно рассказывали, как рассчитать расход сварочной проволоки. Обязательно прочтите ее.
При этом степень износа может зависеть от многих факторов, например, от материала, из которого сделаны комплектующие, от металла, который вы свариваете и даже от режима, установленного в сварочном аппарате. Важно учитывать все эти факторы, поскольку они тоже влияют на себестоимость вашей работы и готового изделия. Как вы понимаете, нормирование сварочных работ просто необходимо в производственных условиях.
Теперь, когда мы разобрались с нормами, давайте перейдем непосредственно к расчету времени, которое нам нужно затратить на сварку, и посмотрим, которые нормы нам предлагают современные строительные документы.
Каталог документов NormaCS
Поиск по документам, проиндексированным Яндексом:
Поиск по реквизитам документов (название, номер, дата и т.д.), а также полнотекстовый поиск документов, доступен в демо-версии системы NormaCS.
Документ входит в следующие классификаторы и разделы:
Общемашиностроительные укрупненные нормативы времени на дуговую сварку в среде защитных газов
Документ ссылается на:
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы. Конструктивные элементы и размеры
Читать также: Беспроводной звонок на калитку
ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСТ 16038-80 Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
Использование сварочного полуавтомата в сочетании с защитным газом — почти всегда выигрышный вариант. Благодаря такому комплекту оборудования вам становится доступна качественная и быстрая сварка сталей, алюминия, меди и прочих металлов. Но есть и особенности, которые сварщик должен учитывать перед тем, как выберет данный метод сварки.

Прежде всего, полный новичок вряд ли сможет выполнить работу качественно. Это связано не только с отсутствием опыта, но и с тем фактом, что полуавтомат нужно правильно настроить и выбрать необходимые расходники. Опытные мастера говорят: «Чтобы настроить режимы сварки полуавтоматом в среде защитных газов нужно потратить несколько лет на изучение литературы, ГОСТов и кропотливую работу. Без практики ничего не получится».
Мы полностью согласны с этим утверждением. Но не спешим сбрасывать со счетов начинающих сварщиков. Специально для них мы подготовили краткую статью, которая поможет разобрать с режимами сварки и начать применять полученную информацию на практике. При составлении этой статьи мы руководствовались не только собственным опытом, но и справочной литературой.
Расчет времени, затраченного на сварку
Нормы времени на сварочные работы устанавливаются не просто так, вы могли понять это после прочтения прошлого раздела. Как вы помните, нашим показателем продуктивности считается либо количество изделий, которые вы сварили, либо метры швов, которые вы наплавили.
Ниже таблица, в которой вы можете видеть единые нормы времени на одностороннюю сварку стыковых соединений без скоса кромок. Эти нормы взяты из ЕНиР (Сборник Е22, раздел «Сварочные работы»). Также вы можете найти нормы в СНиП по сварке. Норма времени на сварку может отличаться в зависимости от многих факторов: начиная от типа шва, заканчивая, опять же, квалификацией мастера. Теперь давайте приступим к непосредственным расчетам, поскольку каждый мастер обязан знать это и применять на практике.

Расчеты
Для расчета времени на ведение 1 метра шва электрической дугой используются формулы. Наиболее универсальная формула выглядит следующим образом:
t0 — это основное время, обычно измеряется в часах и иногда в минутах.
L — это длина шва, обычно 1 м шва измеряется в метрах или сантиметрах.
F — это площадь сечения шва, измеряется в квадратных сантиметрах.
7,85 — пример плотности наплавленного металла, взятой в граммах на кубический сантиметр, вы должны подставить свое значение плотности.
I — значение сварочного тока, измеряется в амперах.
Кн — это коэффициент наплавки.
Чтобы посчитать, сколько времени в день сварщик тратит на работу, достаточно умножить полученную цифру на кол-во рабочих часов.
Если вам нужно рассчитать время, затраченное на газовую сварку, то воспользуйтесь следующей формулой:
S — это толщина свариваемого металла, обозначается в миллиметрах.
К — это коэффициент, он зависит от типа металла, используемого при сварке (для низкоуглеродистой стали это коэффициент составляет 4-5; для легированной стали, чугуна, латуни и бронзы — 6, для меди – 3, а для алюминия и его сплавов – 4).
Также нелишним будет запомнить формулу расчета времени, затраченного на кислородную резку:
L — это длина резки, обозначается в миллиметрах.
v — это скорость резки, обозначается мм в ми.
Как организовать рабочее место
Чтобы сварщик выполнял все нормы, положенные ему в день, нужно правильно организовать для него рабочее место. Согласитесь, сидя на неудобном стуле или с неправильной высотой рабочего стола норму выполнить сложно. А наша задача — максимально повысить производительность труда. Обычно на работе есть так называемые планы НОТ (научная организация труда). В них подробно расписывается, какое рабочее место вам положено. На картинке ниже вы можете видеть рабочее место, которое соответствует правилам.

Помимо физического комфорта рабочее место должно соответствовать правилах техники безопасности. Также у сварщика должен быть легкий доступ ко всем необходимым инструментам, чтобы не терять время в поисках электрода или новой детали.




Расчёт норм времени на сварочные операции
Нормированием сварочных работ определяются нормы времени, нормы выработки, нормы расхода электродов и электроэнергии. Правильно поставленное нормирование – важный фактор увеличения производительности процесса сварки и снижения себестоимости продукции. Нормы в современном производстве должны стимулировать увеличение производительности труда, экономию материалов и средств. Поэтому они не должны быть среднеарифметическими величинами, формально составленными на основе среднего уровня производительности, расхода электродов и электроэнергии. Нормы времени и расхода электродов должны отвечать требованиям, предъявляемым к среднепрогрессивным нормам, базирующ
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП 5.050050401 |
имся на опыте работы передовых рабочих, на строгом техническом расчете.
Под нормой времени понимают время, которое необходимо затратить для выполнения единицы определенной работы. За единицу работы при определении нормы времени в сварочном производстве принимаю или 1кг наплавленного металла, или 1м сварного шва, или одно сварное изделие. Наиболее часто норму времени выражают в минутах на 1 метр шва.
Под нормой выработки понимают количество работы, которое необходимо выполнить за единицу времени. Часто норму выработки выражают в метрах сварного шва, выполненных за смену или за 1 час работы.
Нормы времени (Т) складываются из основного (tосн), вспомогательного (tвсп), подготовительно-заключительного (tподзак), времени на обслуживание рабочего места (tобс) и на отдых (tотд)
Основное время – это время непосредственного наложения шва, время горения дуги.
Где Gн – расход сварочной проволоки;
αн — коэффициент наплавки;
Iсв – сила сварочного тока;
tосн – время на выполнение основных сварочных работ;
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП 5.050050401 |
Fн – площадь поперечного сечения шва;
Вспомогательное время – это затраты рабочего времени на смену электродной проволоки, засыпку и уборку флюса, зачистку шва от шлака, промер и осмотр сварного шва , подноску укладку и снятие изделия, зачистку свариваемых кромок и переходы во время сварки
В подготовительно-заключительное время входят затраты рабочего времени на получение производственного задания, указаний и инструкций, на ознакомление с работой и сдачу работы.
Время на обслуживание рабочего мета это – затраты рабочего времени на подключение кабеля к сварочному агрегату, включение и выключение агрегата, отключение и сворачивание кабеля, уборку рабочего места и др.
Время на отдых определяется по формуле:
Время на выполнение заготовительных и сборочных операций определяю, как 20
40%
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП 5.050050401 |
Сборка и сварка конструкции
Создание наиболее экономичных сварных конструкций требует комплексного конструктивного технологического проектирования, при котором вопросы конструктивного плана решаются одновременно с вопросами технологии. Проектирование невозможно без учета особенностей технологии, а одним из важнейших моментов становится соблюдение принципов технологичности конструкций.
Технологичной считается конструкция, обеспечивающая наиболее простое, быстрое и экономичное изготовление, при соблюдении необходимой прочности, устойчивости, выносливости и других эксплуатационных качеств. Достижение высокой технологичности является основной целью технологической отработки конструкций, проводимой в период подготовки производства.
В практике современного машиностроения существуют два метода отработки конструкций на технологичность. Первый заключается в анализе технической документации после окончания проектирования и разработки рабочего проекта издел
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП 5.050050401 |
ия. При этом производится анализ имеющейся документации с точки зрения требований технологичности, предъявляемых производством конкретного завода-изготовителя, после чего в техническую документацию вносят лишь незначительные изменения, мало влияющие на конструктивные решения. Разработка конструкции к этому моменту практически завершена, эффективность такого метода невысокая.
По второму методу обработка технологичности конструкций является непрерывным процессом, начинающимся с жизнью проекта изделия и продолжающимся на всех стадиях его проектирования и изготовлении изделия, позволяет улучшить качество конструкции, дает возможность сократить время подготовки производства и позволяет конструктору и технологу правильно решить следующие задачи:
1) разработать конструкцию с учетом технологических возможностей производства и принятой системой унификации и нормализации деталей и узлов (сборочных единиц) ;
2) выбрать более простые и удобные для изготовления формы деталей;
3) конструктивно проработать оформление всех сварных соединений с указанием характера их обработки, форм подготовки кромок, допусков на размеры и припусков на обработку после сварки и некоторых других данных;
4) наметить систему расчленения конструкции на основные узлы, разработки общих схем сборки и сварки;
5) наметить технологические мероприятия по предотвращению и устранению сварочных напряжений и деформаций;
6) предусмотреть возможно больший объем механизированных способов сварки;
7) наметить и эскизно разработать конструкции специальных приспособлений оснастки и др.
В результате совместной работы конструктора и технолога по окончании проектирования наряду с разработанной конструкцией устанавливается принципиальная технология его изготовления в соответствии с чертежами, действующими стандартами и ТУ.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП 5.050050401 |
Техническими условиями называют требования, которые предъявляются к изделиям при их изготовлении. Ту бывают общие и дополнительные. В общих ТУ указывается:
1) материал будущей конструкции или детали и допустимые способы его обработки;
2) допуски отклонений на размеры, которые необходимо выдерживать по чертежам;
3) допуски отклонений от прямолинейности изготовленной конструкции, ее отдельных узлов и элементов вследствие деформаций от сварки;
4) типы электродов, применяемых при сварке данной конструкции;
5) способы контроля заготовок, испытания конструкций и сварных швов
Дополнительные ТУ обычно отражаются в сборочных и детальных чертежах изготовляемой конструкции.
На основании принципиальной технологии разрабатывается рабочая технология, которая отражается в рабочей технологической документации. Степень подробности изложения технологического процесса в рабочей документации зависит от ряда условий: типа производства, сложности конструкции, ее ответственности, от уровня оснащенности цеха приспособлениями, квалификации рабочих.
Технологическая карта – основной производственный документ, в котором приведены все данные по заготовке сборке и сварке изделия. При составлении технологической карты технолог должен придерживаться схемы, утвержденной принципиальной технологией. Составленная карта должна быть понятной без пояснительн
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП 5.050050401 |
ой записки.
Технологические карты составляют на заготовку, сборку и сварку. При этом существуют две схемы изложения технологического процесса сборки и сварки:
1. Сборочные и сварочные операции излагаются раздельно в двух разных технологических документах.
В документе на сборку подробно описываются сборочные операции, а относительно сварочных дается краткое указание “сварить”.
В документе на сварку, наоборот, сварочные операции описываются подробно, а сборочные формулируются словом “собрать”. Таким образом, в обоих документах устанавливается одинаковая очередность операций.
2. Обе операции – сборка и сварка – излагаются подробно в одном документе, чередуясь в том порядке, какой требуется для изготовления изделия.
После подготовки необходимой технологической документации процесс изготовления металлоконструкции начинается с заготовки деталей, которая обычно слагается из следующих операций: составления схем раскроя, предварительной правки и чистки, разметки, наметки, маркировки, резки и окончательной правки, образований отверстий, гибки.
В современных цехах по производству сварных металлоконструкций после предварительной правки применяют высокопроизводительные способы очистки: дробометный (одновременно с двух сторон) или химический (травлением и пассивированием).
Предварительная разработка схемы раскроя металла, особенно листового, имеет целью получение минимальных отходов, для этого разметчик обычно изготавливает шаблоны деталей.
Наметка заключается в переносе необходимых для изготовления детали размеров с шаблона на материал. Маркировка – процесс нанесения на размеченную или намеченную деталь марки. Марка содержит номер заказа, намеченную деталь марки. Марка содержит номер заказа, номер чертежа, номер детали, перечень условных буквенных обозначений операций обработки.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП 5.050050401 |
Резка металла производится ножницами, автоматическими, газо-резательными машинами и ручными резаками. Для придания детали необходимой формы на соответствующих вальцах осуществляется ее гибка и вальцовка.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП 5.050050401 |
2.8 Контроль качества сварочных швов
Контроль качества сварного шва – необходимая процедура для определения качества металлической конструкции.
Если шов недостаточно плотный, с нарушенной герметичностью и другими деформациями – все это неминуемо скажется на сроке эксплуатации металлической конструкции.
Особенно быстро это произойдет в случае, если конструкция будет находиться под постоянным давлением. Методы контроля качества сварных соединений могут быть разделены на две основные гр
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП 5.050050401 |
уппы: методы контроля без разрушения образцов или изделий — неразрушающий контроль; методы контроля с разрушением образцов или производственных стыков — разрушающий контроль. Обе группы методов контроля регламентируются соответствующими стандартами. Группа методов контроля, объединенная общими физическими характеристиками, составляет вид контроля. Все виды неразрушающего контроля классифицируются по следующим основным признакам: по характеру физических полей или излучений, взаимодействующих с контролируемым объектом; по характеру аналогичных взаимодействий веществ с контролируемым объектом; по различным видам информации о качестве контролируемого объекта. Существуют десять видов неразрушающего контроля: акустический, капиллярный, магнитный, оптический, радиационный, радиоволновой, тепловой, течеисканием, электрический, электромагнитный. Для контроля качества сварных соединений могут быть применены все перечисленные виды, однако наиболее широкое применение на практике нашли методы: акустический, капиллярный, магнитный, радиационный и течеисканием.
Для контроля качества гидроклапана я выбрал ультразвуковой метод.
Ультразвуковой контроль основан на способности ультразвуковых волн проникать в металл на большую глубину и отражаться от находящихся в нем дефектных участков. В процессе контроля пучок ультразвуковых колебаний от вибрирующей пластинки-щупа (пьезокристалла) вводится в контролируемый шов. При встрече с дефектным участком ультразвуковая волна отражается от него и улавливается другой пластинкой-щупом, которая преобразует ультразвуковые колебания в электрический сигнал.
Эти колебания после их усиления подаются на экран электронно-лучевой трубки дефектоскопа, которые свидетельствуют о наличии дефектов. По характеру импульсов судят о протяженности дефектов и глубине их залегания. Ультразвуковой контроль можно проводить при одностороннем доступе к сварному шву без снятия усиления и предварительной обработки поверхности шва.
Ультразвуковой контроль имеет следующие преимущества: высокая чувствительность (1 — 2%), позволяющая обнаруживать, измерять и определять местонахождение дефектов площадью 1 — 2 мм2; большая проникающая способность ультразвуковых волн, позволяющая контролировать детали большой толщины; возможность контроля сварных соединений с односторонним подходом; высокая производительность и отсутствие громоздкого оборудования. Существенным недостатком ультразвукового контроля является сложность установления вида дефекта. Этот метод применяют и как основной вид контроля, и как предварительный с последующим просвечиваниемсварных соединений рентгеновским или гамма-излучением.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП 5.050050401 |
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП 5.050050401 |
3. 3. ОХРАНА ТРУДА
3.1 Техника безопасности при сварке полуавтоматом в среде CO2
1. К электросварочным работам допускается лица обоего пола не моложе 18 лет, прошедшие специальное обучение, имеющее удостоверение на право производства работ и получившие квалификационную группу по технике безопасности, согласно правилам Госэнергонадзора. Лица женского пола могут допускается к ручной электродуг
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП 5.050050401 |
овой сварке только на открытых площадках все помещения.
2. Каждый электросварщик может быть допущен к работе только после прохождения или вводного инструктажа по технике безопасности и производственной санитарии, инструктажа на рабочем месте, который должен производиться также при каждом переходе на другую работу или при изменении условий работы.
Повторный инструктаж производится не реже одного раза в месяц. Проведение инструктажа регистрируется в специальном журнале. Знание сварщиком правил техники безопасности проверяется ежегодно.
3. Электродуговая сварка производится как переменным током, так и постоянным. Переменный ток поступает через сварочный трансформатор, а постоянный – от варочного генератора.
Источником сварочного тока могу быть только однопостовая и многопостовая трансформаторы, генераторы и выпрямители.
Специально назначенные для электросварочных работ электросварочные установки включается в электросеть при помощи пусковых устройств.
Осуществлять питание сварочной дуги непосредственно от силовой или осветительной электросети запрещается.
4. Все электросварочное оборудование должно быть в запущенном исполнении, а все вращающееся под напряжением питающей сети, должны быть надежно ограждено.
Все органы управления сварочным оборудованием должно иметь надежные фиксаторы, исключающие самопроизвольное или случайное их включение (или отключение). Размещение сварочного оборудования, а также расположение и конструкция его узлов и механизмов должна обеспечивать безопасности и свободный доступ к нему.
5. Вследствие невыполнения правил техники безопасности при производстве электросварочных работ могут возникнуть:
– поражения электрическим током;
– поражения глаз светом сварочной дугой;
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП 5.050050401 |
– вредное воздействие ультрафиолетовых и инфракрасных лучей;
– отравление организма вредными газами, выделяемыми при сварке металлов;
– ожог брызгами расплавленного металла.
6. Опасность поражения электрическим током возникает как при непосредственном соприкосновении с токоведущими частями установки, находящейся под напряжением, так и при соприкосновение с металлическими частями установки, случайно оказавшимся под напряжением следствие повреждения изоляции.
Электрический ток может оказывать вредное воздействие на организм человека: вызывать ожоги, поражение внутренних органов и даже смерть пострадавшего.
7. С целью предупреждения поражений рабочих электрическим током все металлические части электроустановки (корпуса электрогенераторов, сварочных трансформаторов, кожуха рубильников), которые могут оказаться под напряжением при каких-либо неисправностях, должны быть заземлены.
Для устройства заземления применяются трубы диаметром 35 – 40 мм длиной 2,5 – 3,5 м или полосовая сталь толщиной не менее 4 мм и шириной 48 мм. Сопротивление защитного заземления должно быть не более 40 м.
8. сварочная дуга является мощным источником излучения с различной волн, которые в разной степени влияют на здоровье человека и, в особенности на его зрение. Невидимые инфракрасные лучи при длительном облучение вызывает общую потери зр
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП 5.050050401 |
ения. Видимые световые лучи, при которых излучение вызывает временное ослепление, а при длительном – общее ослабление зрения.
Ультрафиолетовые лучи, даже при сравнительно коротком облучении (в течение несколько минут), вызывают заболевание глаз (светобоязнь), а при длительном облучении (в течение 1–3 ч.) кроме того, вызывают ожоги тела.
9. Для предохранения глаз и кожи от вредного влияния сварочной дуги, ультрафиолетовых и инфракрасных лучей, от ожогов расплавленным металлом, электросварщик должен работать с защитным щитком, маской или шлемом со специальными светофильтрами, в брезентовом костюме и брезентовых рукавицах с крагами.
Брюки и куртка носятся только на выпуск, карманы куртки должны быть закрыты клапанами, ботинки плотно зашнурованы.
Светофильтры подбираются в зависимости от силы тока (ГОСТ 9497 – 60). Указанные светофильтры изготовляются размером 121х 69 мм. Для предохранения их от брызг расплавленного металла светофильтр следует прикрывать снаружи обычными бесцветными стеклами.
10. При сварке в закрытом помещении рабочие места электросварщиков должны быть отделены от смежных, рабочих мест и проходов экранами. При сварке на открытом воздухе ограждения других рабочих.
11. Для удаления вредных газах и пыли при производстве электросварочных работ внутри закрытых помещений должна устанавливается вытяжная вентиляция, обеспечивающая полную замену загрязненного воздуха чистым.
12. Рабочее место электросварщика должно быть хорошо освещено, искусственное освещение при работе в закрытых сосудах должно осуществляться переносными лампами с напряжением не более 12 В. При работе на отрытом воздухе рабочее место сварщика должно быть защищено от дождя и ветра. Для работы в сидячем или лежачем положении сварщик должен быть обеспечен специальными коврами.
13. Электросварка и резка цистерн. Баков, бочек, резервуаров и других емкостей из – под горючих и легковоспламеняющихся жидкостей, а также горючих и взрывоопасных газов без предварительной тщательной очистки, пропаривания этих емкостей и удаление газов вентилированием не допускаются. В работе должн
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП 5.050050401 |
ы принимать участие не менее двух человека, из которых один рабочий обязан наблюдать за сварщиком, находясь вне резервуара.
14. Все электросварочные установки, предназначенные для сварки в особо опасных условиях (внутри металлических емкостей, в колодцах, туннелях, на понтонах, в котлах, отсеках сосудов и др.), должны быть оснащены устройствами автоматического отключения напряжения холостого хода или ограничения его до напряжения 12В с выдержкой времени не более 0,5 сек.
Электросварщики должны быть обеспечены резиновыми шлемами для защиты головы, специальными диэлектрическими галошами, перчатками.
Электробезопасность
Электробезопасность, один из основных разделов системы охраны труда. Незнание или невыполнение правил и норм обращения с электрооборудованием и электросетями приводит к самым тяжелым травмам, а зачастую, и к смертности.
Максимально снизить риск и обеспечить защиту персонала от опасного и вредного действия электрического тока, электрического поля, электрической дуги может только строгое соблюдение правил эксплуатации электроустановок. К такой работе могут быть допущены только специально подготовленные, квалифицированные специалисты. Уровень их квалификации определяется как степенью их подготовки к работе с электрооборудованием, так и знаниями в области оказания первой медицинской помощи пострадавшим от воздействия электрического тока.
Обучение персонала, аттестация и проверка зна
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП 5.050050401 |
ний работников, постоянный контроль за выполнением норм и требований к эксплуатации электросетей и электрооборудования должны быть приоритетом лиц, ответственных за электрохозяйство. Эти лица, в свою очередь, должны руководствоваться правилами и требованиями по охране труда и электробезопасности. Эти правила распространяются не только на процесс эксплуатации и ремонта электроустановок, но и на процессы монтажа.
Пожаробезопасность
Охрана труда пожарная безопасность. Пожарная безопасность состояние объекта, при котором исключается возможность пожара, а в случае его возникновения предотвращается воздействие на людей опасных факторов пожара и обеспечивается защита материальных ценностей.
Противопожарная защита это комплекс организационных и технических мероприятий, направленных на обеспечение безопасности людей, на предотвращение пожара, ограничение его распространения, а также на создание условий для успешного тушения пожара.
Пожарная безопасность обеспечивается системой предотвращения пожара и системой пожарной защиты.
Во всех служебных помещениях обязательно должен быть План эвакуации людей при пожаре, регламентирующий действия персонала в случае возникновения очага возгорания и указывающий места расположения пожарной техники.
Пожары в организациях, где используются ПЭВМ, представляют особую опасность, так как сопряжены с большими материальными потерями. Характерная особенность предприятий малого бизнеса небольшие площади помещений. Как известно пожар может возникнуть при взаимодействии горючих веществ, окисления и источников зажигания. В помещениях, где расположены работающие ПЭВМ, прису
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП 5.050050401 |
тствуют все три основные фактора, необходимые для возникновения пожара.
Горючими компонентами в этом случае являются строительные материалы для акустической и эстетической отделки помещений, перегородки, двери, полы, перфокарты и перфоленты, изоляция кабелей и др. Источниками зажигания в ВЦ могут быть электронные схемы от ПЭВМ, приборы, применяемые для технического обслуживания, устройства электропитания, кондиционирования воздуха, где в результате различных нарушений образуются перегретые элементы, электрические искры и дуги, способные вызвать загорания горючих материалов.
В современных ПЭВМ очень высока плотность размещения элементов электронных схем. В непосредственной близости друг от друга располагаются соединительные провода, кабели. При протекании по ним электрического тока выделяется значительное количество теплоты. При этом возможно оплавление изоляции. Для отвода избыточной теплоты от ЭВМ служат системы вентиляции и кондиционирования воздуха. При постоянном действии эти системы представляют собой дополнительную пожарную опасность.
Поэтому одной из наиболее важных задач пожарной защиты является защита строительных помещений от разрушений и обеспечение их достаточной прочности в условиях воздействия высоких температур при пожаре. Учитывая высокую стоимость электронного оборудования ВЦ, а также категорию его пожарной опасности, здания для ВЦ и части здания другого назначения, в которых предусмотрено размещение ЭВМ должны быть 1 и 2 степени огнестойкости. При этом для изготовления строительных конструкций используются, как правило, кирпич, железобетон, стекло, металл и другие негорючие материалы.
Применение дерева должно быть ограниченно, а в случае использования необходимо пропитывать его огнезащитными составами. К средствам тушения пожара, предназначенных для локализации небольших загораний, относятся пожарные стволы, внутренние пожарные водопроводы, огнетушители, сухой песок, асбестовые одеяла и т
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП 5.050050401 |
. п. В зданиях пожарные краны устанавливаются в коридорах, на площадках лестничных клеток и входов. Вода используется для тушения пожаров в помещениях программистов, Применение воды в тех случаях, если ПЭВМ является хранилищах носителей информации, ввиду опасности повреждения или полного выхода из строя дорогостоящего оборудования возможно в исключительных случаях, когда пожар принимает угрожающе крупные размеры.
При этом количество воды должно быть минимальным, а устройства ПЭВМ необходимо защитить от попадания воды, накрывая их брезентом или полотном. Для тушения пожаров на начальных стадиях широко применяются огнетушители.
По виду используемого огнетушащего вещества огнетушители подразделяются на следующие основные группы. Пенные огнетушители, применяются для тушения горящих жидкостей, различных материалов, конструктивных элементов и оборудования, кроме электрооборудования, находящегося под напряжением. Газовые огнетушители применяются для тушения жидких и твердых веществ, а также электроустановок, находящихся под напряжением.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП 5.050050401 |
4. ЭКОНОМИЧЕСКАЯ ЧАСТЬ
Структура предприятия
Сварочные цехи, в которых постоянно производится сварка крупных металлоконструкций, должны быть оборудованы сборочными стендами и грузоподъемными устройствами.
Сварочный цех возглавляет начальник, который подчинен директору завода. В распоряжении начальника цеха имеется управленческий аппарат , который помогает ему руководить деятельностью цеха. В небольших сварочных цехах обязанности бюро подготовки производства, организации, нормировани
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП 5.050050401 |
я труда и планирования выполняют отдельные лица. В некоторых больших цехах наряду с заводскими отделами главного сварщика или бюро сварки имеются цеховые бюро сварки или технолог по сварке. На многих заводах вместо отдельных участка сварки созданы один или несколько сборочно-сварочных участков, объединенных по принципу изготовления однотипных изделий. Основные характеристики цехов и отделений, выпускающих штампосварные конструкции ( крупносерийное и массовое производство).
Сварочные цехи классифицируют по серийности, предметному и технологическому принципу.
Сварочные цехи, в которых — постоянно производится сварка крупных металлоконструкций, должны быть оборудованы сборочными стендами-стапелями и подъемно-транспортными стройствами соответствующей грузоподъемности.
Сварочный цех является потребителем продукции заготови
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП 5.050050401 |
тельных, обрабатывающих цехов и складов завода. Одновременно он поставляет свою продукцию цехам окончательной отделки изготовляемых изделий и заводскому складу готовой продукции. Следовательно, нормальное выполнение процесса изготовления заданной продукции требует производственной связи между всеми цехами, сооружениями и устройствами завода.
Подразделение сборочно-сварочных цехов на указанные категории позволяет в пределах каждой из них обеспечить однородность числовых значений таких технико-экономических показателей, которые в значительной мере зависят от размеров выпуска продукции.
Связь сварочного цеха с другими цехами и общезаводскими устройствами, а также связь между отделениями внутри цеха определяется технологическим процессом изготовления продукции. В количественном отношении наиболее общим измерением этой связи является грузооборот в тоннах за единицу времени (год, месяц, сутки или смена) либо в процентах от количества годового выпуска продукции.
Для сварочных цехов машиностроительных предприятий принята шестидневная или пятидневная рабочая неделя с одним или двумя выходными днями. Кроме этого, установлено восемь дополнительных нерабочих дней ( 1 января, 8 марта, 1, 2 и 9 мая, 7 октября, 7 и 8 ноября), из числа которых один или несколько дней совпадают с выходными. Это повышает годовое число рабочих дней на один или несколько дней. С учетом такого повышения среднее число рабочих дней в году при шестидневной рабочей неделе составляет 306, а при пятидневной рабочей неделе — 255 рабочих дней.
Для сварочных цехов машиностроительных заводов в нашей стране принята прерывная рабочая неделя: 6 дней рабочих и 1 выходной. При этом общий фонд времени составляет 365 — пн 307 рабочих дней в году, где 365 — расчетное календарное количество дней в году.
В сварочных цехах и эллингах при отсутствии конкретных данных о высоте расположения рабочих площадок за рабочую зону следует принимать пространство от уровня пола до половины высоты цеха.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП 5.050050401 |
В сварочных цехах могут иметь место одновременно все три способа сочетания операций.
Основным элементом производственной структуры предприятия является цех, производственной структуры цеха — участок, производственной структуры участка — рабочее место.
Производственная структура цеха — это состав входящих в него производственных участков, вспомогательных и обслуживающих подразделений, а также формы их производственных взаимосвязей. Производственная структура цеха определяет внутрицеховую специализацию и кооперирование производственных участков. Производственная структура участка — это состав входящих в него рабочих мест и формы их производственных взаимосвязей. Производственный участок представляет собой технологически и организационно обособленную группу рабочих мест, имеющих определенную специализацию и объединенных по каким-либо признакам. Исходя из нормы управляемости мастера 20—25 рабочих в смену, производственный участок выделяется в отдельную административную единицу цеха. В основу организации производственных участков может быть положена
Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства…
Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим…
Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ — конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой…
Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции…
| Изм. |
| © cyberpedia.su 2017-2020 — Не является автором материалов. Исключительное право сохранено за автором текста. Если вы не хотите, чтобы данный материал был у нас на сайте, перейдите по ссылке: Нарушение авторских прав. Мы поможем в написании вашей работы! |
Контроль качества сварочных работ

С нормами закончили, теперь поговорим о том, что должен делать сварщик после того, как выполнит сварку. Прежде всего, он должен произвести контроль качества сварочных работ. На крупных производствах этим занимаются отдельные люди, но на большинстве заводов эта обязанность поручается сварщику. Тема контроля качества довольно обширна, поэтому остановимся на ней поподробнее.
Контроль сварочных работ можно разделить на три этапа:
- Проверка квалификации сварщика
- Контроль качества свариваемых деталей
- Визуальный и механический контроль качества сварных соединений
Давайте подробнее разберем каждый этап.
Проверка квалификации
Перед тем, как допустить сварщика к работе, нужно проверить соответствие его навыков и присвоенной квалификации. Каждый сварщик должен предъявить документы с допуском к сварке и сделать тестовый шов на выданном ему образце детали. При тесте нужно использовать те же электроды и те же металлы, что и при основной работе. Затем образцы отправляются на экспертизу и подвергаются осмотру. Если работа сварщика соответствует нормам, то мастер допускается к сварке.
Контроль качества свариваемых деталей
Перед работой нужно проверить качество деталей, которые необходимо сварить. Детали должны иметь соответствующие документы, быть изготовлены из сертифицированного металла. Перед сваркой детали нужно тщательно осмотреть и выяснить, есть ли дефекты. В целом, качество деталей так же регламентируется нормами. Их вы можете отдельно изучить, почитав СНиПы и ГОСТы.
Визуальный и механический контроль качества сварных соединений
Это завершающий этап, который проводится после сварки. Для начала нужно очистить шов от шлака и частичек разбрызгавшегося металла. Затем нужно осмотреть шов. В идеале шов должен иметь мелкочешуйчатую структуру, а переход от шва к металлу должен быть плавным. Высота шва не должна превышать 3 миллиметра, в идеале — 1 миллиметр.
Если не соблюдать правила сварки, то практически сразу же образуются дефекты, так что визуальный осмотр помогает выявить 50% проблем еще до того, как деталь будет подвергнута более серьезным испытаниям. В ходе визуального контроля можно обнаружить трещины, излишнюю пористость соединения, излишнюю зашлакованность, не проваренный шов.
После визуального осмотра нужно подвергнуть шов механическим испытаниям. С их помощью выясняется предел прочности соединения. Если были найдены недостатки, то проводится дополнительный контроль, чтобы подтвердить наличие дефектов. Если после повторной проверки отрицательный результат подтвердится, то сварщика отстранят от работы и направят на курсы повышения квалификации.
С помощью механических испытаний можно выявить дополнительные дефекты, не видимые при визуальном осмотре. Это может быть непровар корня шва, боковой непровар, прожог или внутренние трещины. Если сварочные шов длинный, то допускается вырезка дефектного участка.
Ультразвуковой контроль сварных соединений

С помощью ультразвука можно проверить качество сварных швов. Принцип работы прост: устройство генерирует ультразвуковые волны с частотой до 20 тысяч Гц, которые беспрепятственно проникают в поры шва и начинают отражаться от внутренних трещин и или пустот, если таковые имеются. Звуковая волна прямая, но если на ее пути встречается дефект, то она искривляется.
Такую работу обычно поручают не сварщику, а специальному оператору, который фиксирует все дефекты на мониторе прибора и подробно записывает результаты проверки. В целом, это один из наиболее популярных способов обнаружить скрытые от глаз дефекты.
Мы перечислили самые популярные способы контроля качества. Конечно, есть и другие методы, но перечисленные выше давно зарекомендовали себя как наиболее эффективные. Особенно в условиях крупномасштабного производства. После того, как произведен контроль качества сварочных работ, результаты нужно обязательно зафиксировать в журнале и на чертеже.
Основные параметры
Чтобы правильно подобрать режимы полуавтоматической сварки нужно четко понимать, из чего состоят эти режимы. Далее мы перечислим основные параметры режимов сварки, зная которые вы сможете правильно выбрать настройки полуавтомата.
Диаметр и марка проволоки
Начнем с диаметра проволоки. Он может колебаться в пределах от 0.5 до 3 миллиметров. Обычно, диаметр проволоки подбирается исходя из толщины свариваемого металла. Но в любом случае у каждого диаметра есть свои характерные признаки. Например, при работе с проволокой малого диаметра мастера отмечают более устойчивое горение дуги и меньший коэффициент разбрызгивания металла. А при работе с проволокой большего диаметра всегда требуется увеличивать силу тока.
Не стоит забывать и о марке применяемой проволоки. А точнее, металле, из которого проволока изготовлена и какие вещества входят в ее состав. Например, для сварки низкоуглеродистой или низколегированной стали рекомендуется использовать проволоку с раскислителями, а в составе должен присутствовать марганец и кремний.

Но, справедливости ради, в среде защитного газа зачастую либо легированную, либо высоколегированную сталь. В таких случаях используют проволоку, изготовленную из того же металла, что и деталь, которую нужно сварить. Обратите внимание на выбор проволоки, ведь при неправильном выборе шов может получиться пористым и хрупким.
Читать также: Устройство и работа токарного станка
Сила, полярность и род сварочного тока
Помимо выбора комплектующих нам также нужно настроить сам полуавтомат. В типичном полуавтомате даже самого низкого ценового сегмента вы сможете настроить силу, полярность и род сварочного тока. У каждого параметра также есть свои особенности. Например, если увеличить силу тока, то глубина провара увеличиться. Силу тока устанавливают, опираясь на диаметр электрода и особенности металла, с которым собираются работать.
Теперь о полярности и роде тока. Общепринято выполнять полуавтоматическую сварку в среде защитного газа, установив постоянный ток и обратную полярность. Переменный род тока или прямая полярность применяются очень редко, поскольку такие настройки не обеспечивают устойчивое горение дуги и способствуют ухудшению качества сварного соединения. Но есть исключение из правил. Так переменный ток показан при сварке алюминия, например.

Также многие новички забывают о таком параметре, как напряжение сварочной дуги. А вместе с тем именно напряжение дуги влияет на глубину провара металла и размер сварочного соединения. Не стоит устанавливать слишком большое напряжение, иначе металл начнем разбрызгиваться, в шве образуются поры, а газ не сможет в должной мере защитить сварочную зону. Чтобы правильно настроить напряжение дуги ориентируйтесь на силу сварочного тока.
Скорость подачи проволоки
Как вы знаете, в полуавтоматической сварке проволока подается с помощью специального механизма. Он работает очень точно, поэтому необходимо заранее установить оптимальную скорость подачи присадочной проволоки, чтобы она вовремя плавилась и способствовала формированию качественного шва. Настраивайте скорость с учетом силы тока. В идеале проволока должна подаваться так, чтобы дуга сохраняла свою устойчивость, а шов формировался постепенно.
Скорость сварки
Не менее важна и скорость сварки. От нее во многом зависят физические размеры шва. Скорость регулируется ГОСТами, но ее можно выбрать и по своему усмотрению, опираясь на особенности металла и его толщину. Учтите, что толстый металл нужно варить быстрее, а шов должен быть узким. Но не стоит слишком спешить, иначе электрод может просто выйти из зоны защитного газа и окислиться под воздействием кислорода. Ну а слишком медленная скорость способствует формированию непрочного пористого шва.
Наклон электрода
И последний важный параметр, а именно угол наклона электрода при сварке. Наиболее частая ошибка у новичков — держать электрод так, как физически удобно. Это грубейшее нарушение. Ведь угол наклона электрода напрямую влияет на то, какова будет глубина провара и насколько качественным получится шов в конечном итоге.
Читать также: Рабочий ноль и заземление
Существует два типа наклона: углом назад и углом вперед. У каждого положения есть свои достоинства и недостатки. При сварке углом вперед зона сварки видна хуже, зато лучше видны кромки. Также глубина провара меньше. А при сварке углом назад наоборот зона сварки видна намного лучше, но глубина провара увеличивается.
Мы рекомендуем варить углом вперед только тонкий металл, поскольку данное положение наиболее удачно. А вот углом назад можно варить металлы любой другой толщины.
Требования к сварным швам
Также сварщику желательно знать требования к сварным швам металлоконструкций. Это поспособствует правильному контролю качества и адекватной оценке своей работы.
Требования к механическим свойствам сварного соединения
Сварка металлоконструкций или сварка трубопроводов подразумевает безусловную прочность и надежность сварных швов. Этого можно достичь только в случае полного соблюдения требований к механическим свойствам соединений. Опираясь на ГОСТы и правила мы выявили следующие основные свойства шва, которые нужно соблюдать, чтобы соединение получить качественным:
- Показатель относительного удлинения металла шва не должен быть меньше 15-16%.
- Ударная вязкость должна быть на высоком уровне. Чтобы узнать этот параметр, нужно провести тест: проверить реакцию шва при среднесуточной температуре, при этом тест нужно проводить в течении недели при самой низкой температуре в вашем регионе. Минимальное значение ударной вязкости — 29 Дж/кв.см.
- Временное сопротивление шва на разрыв должно быть аналогичным, как у металла, используемого при сварке. Не допускается меньшее значение сопротивления.
- Твердость металла должна составлять 350 HV для сварных элементов конструкций, относящихся к 1 группе, и 400 HV для сварных элементов всех прочих конструкций. Эти правила регламентирует СНиП II-23.
Требования к качеству сварного шва
При сварке металлоконструкций крайне важно обращать внимание на качество самого шва. Ранее мы рассказывали о том, как проходит контроль качества сварочных соединений, теперь расскажем про классификацию швов исходя из их качества. Итак, швы бывают трех категорий:
- Первая категория. Наилучшее качество. К этой категории могут относиться любые типы швов, к которым предъявляются особые требования долговечности и надежности. Швы первой категории должны выдерживать колоссальные нагрузки и обеспечивать надежное соединение сложных конструкций из металла, в том числе промышленных. Швами первой категории сваривают металлические каркасы зданий и обшивку кораблей. Также к первой категории относятся швы, рассчитанные на долгую эксплуатацию в суровых климатических условиях. Например, на крайнем Севере.
- Вторая категория. Среднее качество. Это наиболее распространенная категория, к ней относятся любые типы швов, стойких к разрыву. В целом, к этой категории можно отнести большинство соединений. Яркий пример — швы, которыми сваривают кузова автомобилей. Такие швы способны выдержать относительно большие нагрузки, но не рассчитаны на эксплуатацию в жестких условиях.
- Третья категория. Ниже среднего. Швы такой категории не обязательно являются самыми плохими по качеству, но их однозначно нельзя накладывать на ответственные конструкции. Зато можно сварить вспомогательные металлические конструкции, сэкономив при этом время и силы.
Прочие требования к сварным соединениям
Требования к сварным конструкциям и швам могут быть самыми разнообразными, и помимо указанных выше существует еще ряд особенностей, которые стоит знать перед тем, как приступить к работе. В рамках этой статьи мы не сможем описать все особенности, поскольку сварочный процесс имеет множество нюансов. Рекомендуем самостоятельно ознакомиться со СНиПами на интересующую вас тему. Там вы сможете найти всю необходимую информацию о расположения сварочного соединения, его рекомендуемой длине и толщине для каждого типа конструкции и металла. Воспринимайте нормы не как свод правил, а как удобную шпаргалку в работе.
Технические условия на изготовление сварочных конструкций

Техническое нормирование крайне важно, оно регулирует весь сварочный процесс. Именно от правильной организации работы зависит конечный результат на сборочно-сварочном заводе любого масштаба. Технические условия на изготовление сварной конструкции — это, по сути, набор документов, с которыми вы можете ознакомиться и узнать всю информацию о той или иной детали. В этих документах описываются все этапы сварочного процесса: от подготовки до транспортировки. Классический пакет документов состоит из чертежей готового изделия, технических условий и программы выпуска (она может быть примерной). Давайте подробнее остановимся на этом.
Начнем с чертежей. Без них не обходится ни одна более-менее профессиональная сварка, поскольку невозможно с точностью определить «на глаз», где должны быть швы. Особенно это касается особо ответственных металлических конструкций, который могут нанести вред человеку при неправильной сварке и последующем разрушении.
В чертежах обычно прописывают информацию о том, какой металл используется при изготовлении изделия, какие особенности он имеет, какой используется размер и толщина металла, какие типы сварных швов применяются при сварке и прочее. Чертеж сдается на проверку главному инженеру, и работа начинается только после согласования. Если инженер обнаружит неточности, то сварщику (или отдельному конструктору) нужно сделать новый исправленный чертеж. Теперь о поговорим технических условиях, как об отдельном компоненте пакета документов. ГОСТ №15001-69 говорит, что тех.условия должны быть выбраны в соответствии с чертежами, предполагаемыми условиями эксплуатации изделия и накопленным опытом. Говоря простыми словами, в технических условиях описывают, где и при каких условиях будет использоваться деталь, не принесет ли она вред и прочее.
Также в технических условиях указывают особенности эксплуатации конструкции или детали. Например, изделие может быть не предназначено для эксплуатации при большой минусовой температуре или при повышенных механических нагрузках. Всю это информацию в обязательном порядке указывают в тех.условиях, чтобы избежать проблем. Так существуют конструкции нескольких типов: особо ответственные, ответственные и все остальные. Исходя из типа прописываются соответствующие условия.
И последний акт, входящий в состав пакета документации — это программа выпуска. Как мы указывали ранее, она может быть приблизительной. Здесь указывается количество изделий, которое нужно выпустить за определенный срок. Эта информация нужна скорее не для учета выпущенной продукции, а в качестве основания для использования того или иного комплекта сварочного оборудования и доказательства экономической обоснованности использования такого комплекта в работе.
Производственный процесс состоит из множества этапов и крайне важно соблюдать их последовательность и не отклоняться от общепринятых норм. Это поможет изготавливать изделия быстро, качественно и недорого.
Нормирование в машиностроении в 2021 году (сварочные, монтажные, токарные и др. виды работ)
Задача нормативных значений — регулировать качество выполняемых работ, скорость выполнения, время выполнения определенных работ, нормы выработки, расход электроэнергии, который потребуется для выполнения сварочной работы, необходимое количество комплектующих изделий, время, необходимое на выполнение сварки.

Регламентированным помимо этого является контроль сварных соединений и методы его проведения. Выполнению требований документа СНиП подлежит выпуск чертежей и документации, в частности, технических условий. Особое внимание уделяется обеспечению безопасности при осуществлении работ по сварке.
СНиП состоит из четырех независимых друг от друга частей, в которых содержатся нормы сварочных работ.
Нормы, касающиеся времени
Нормы времени на сварку рассчитывают, исходя из понятия — норма времени на сварку 1 м шва. Квалифицированный сварщик обязан обладать умением самому производить расчет времени, в течение которого он сможет выполнить конкретные операционные действия. От правильного расчета будет зависеть производительность и продуктивность выполняемой работы.
Сварщик при расчете должен учитывать нормы времени на сварочные работы, указанные в СНиПе. Они складываются из времени, затрачиваемого конкретно на сварочный процесс, а также из времени на осуществление подготовительных работ и проведения различных производственных операций.
Существует три вида производственных операций, входящих в понятие нормы:
- Основная.
- Вспомогательная.
- Дополнительная.
В понятие основной производственной операции входят обеспечение расходными материалами для сварки, необходимая обработка основных свариваемых металлов и проведение подготовительных операций. Основная производственная сварка — производимый сварочный процесс.
Вспомогательная операция включает в себя: доставку на место сварки подлежащих сварке деталей и выбранного оборудования, дальнейший контроль получившегося соединения и перемещение его согласно технологическому процессу, например, в цех для сборки.
Дополнительное время учитывается для обслуживания процесса, выставления необходимых параметров на оборудовании, высушивании электродов, проверку работоспособности используемых приборов, замену электродов, нанесение флюса. В это понятие может быть включено время, которое понадобится для сдачи на хранение при необходимости.
В расчет необходимо включить время на уход за своим рабочим местом, переодевание в защитный костюм, отдых и обеденный перерыв.
При расчете учитывается квалификация исполнителя, которая влияет на быстроту выполнения процесса сварки и применяется специальный коэффициент. Для расчета имеется несколько способов, самым распространенным из которых является вычисление с помощью рабочих единиц. Каждую единицу приравнивают к одному, подвергаемому сварке изделию.
Норма выработки
Нормирование сварочных работ, касающееся их выработки, определяет работу, выполненное за обозначенное время. Единицей измерения является количество изделий или значение величины сварного шва в метрах, которые подверглись сварочному процессу за один час или за смену. Норма выработки может быть составляющей нормы времени или вычисляться отдельно.
Норма расхода электроэнергии
СНИП по сварке предписывает вести учет затрат на электроэнергию, необходимой для осуществления работ. Они зависят от применяемого оборудования и его мощности, указанной в паспорте не него. Кроме того, необходимо достаточное освещение места для работы. Единицей измерения служат киловатт-часы.
Норматив на комплектующие
При сварочных работах происходит расходование не только времени и электроэнергии, но и комплектующих принадлежностей и инструментов. СНиП на сварочные работы предусматривает и эти обстоятельства. К комплектующим изделиям, без которых не может быть произведена сварка, относятся электроды, флюс, газ.
В расходы такого типа входит износ аппаратуры и отдельных специфичных элементов — роликовых направляющих, контактных губок и подобных изделий. Износ оборудования зависит от многочисленных факторов. К примеру, от материала изготовления комплектующих изделий, а также от выбранного и установленного на оборудовании режима работы.
Расчет времени
СНиП на сварку для удобства проведения расчетных действий содержит вспомогательный материал для более быстрых и удобных подсчетов. К ним относятся различные таблицы. Примером служит следующая таблица нормирования сварочных работ:

Приведенная в качестве примера таблица относится к условиям, когда сварка осуществляется только с одной стороны и при этом отсутствует скос кромок. При этом играет роль положение шва в пространстве и разряд, присвоенный этому типу работ. Большое значение имеет толщина деталей, подлежащих сварке, что учитывают нормы времени на сварку металлоконструкций.
Расчет времени сварки можно осуществлять, применяя следующую формулу:
- t0 — искомое время;
- L — длина шва;
- F — площадь сечения шва;
- I — величина тока;
- Кн — коэффициент, характеризующий наплавку.
В указанной формуле величина 7,85 — плотность металла. В каждом конкретном случае следует подставлять свое значение. Для подсчета времени, затрачиваемого на сварную работу за одну рабочую смену, следует результат подсчета по формуле умножить на количество часов.
Если осуществляется газовая сварка, то удобно применять следующую формулу:
- S — толщина металла, подлежащего сварке;
- К — коэффициент, зависящий от металла. Он будет различным для разных видов.
Формула, используемая для расчета времени сварки с помощью кислорода:
- L — длина сварочных швов;
- V — скорость сварки.
Единые нормы времени на сварочные работы указаны в нормативном документе СНиП. Единицей измерения может служить время сварки 1 метра шва. Также при расчетах применяется такая единица измерения, как норма сварки в метрах в день.
Организация рабочего места для успешного выполнения нормативов
Чтобы все расчетные нормативы сварочных работ были выполнены, необходимым служит правильная организация места, являющееся для сварщика рабочим.

Его устраивают согласно рекомендациям научной организации труда НОТ. Сидеть за металлическим верстаком должно быть удобно. Сверху должен иметься защитный козырек. Помещение необходимо оборудовать вытяжной вентиляцией. Должны быть розетки для подключения сварочного оборудования. Необходимо наличие средств безопасности.



Нормирование сварочной работы. В чем оно заключается
Сварка с применением аргона – основной метод сварки при работе с изделиями из нержавеющей стали. Защита газом сварной зоны и электрода помогает избежать многих сложностей, связанных с особенностями этого металла. А сам процесс работы имеет некоторые правила, несоблюдение которых способно привести к значительному снижению качества сварного шва.
Медь – это довольно распространенный металл, применяемый для изготовления самых разных изделий. Для соединения медных деталей в единое целое часто применяют газовую сварку. Но для того чтобы сварной шов получился действительно качественным и прочным, в процессе сварки необходимо учитывать некоторые особенности меди и правила ее сварки.
Алюминий — один из самых распространенных металлов для создания легких металлоконструкций. Но при сварке алюминия возникает целый ряд сложностей, справиться с которыми может только сварщик, имеющий достаточный опыт работы. А самым распространенным методом сварки алюминия является сварка в среде защитных газов, то есть с помощью аргона.
Правила безопасности по СНИПу
Безопасность труда сварочных работ в строительстве в СНиПе указаны в части 1, где содержатся общие требования. В перечне, содержащем область применения, указаны также изготовление конструкций и изделий. В документе указано, что перед тем, как сварка может начаться, руководитель работ обязан проверить соблюдение требований, указанных в нормативном документе.
Требования к сварке металлоконструкций в части безопасности указаны в нормативном документе СНиП III-18-75. В нем перечисляются следующие требования:
- стальные конструкции должны свариваться механизированным способом высокой производительности;
- при сварке необходимо руководствоваться требованиями утвержденного технологического процесса;
- при сварке необходим стабильный режим;
- у руководителя должно быть в наличии удостоверение, в котором должно быть указано, что он обладает правом производства работ, связанных со сваркой;
- ручная, полуавтоматическая и автоматическая сварка должна проводиться исполнителями, имеющими подходящий разряд;
- перед сборкой необходимо произвести очищение металлической поверхности в области проведения операций и окружающей области;
- при выполнении многослойной сварки необходимо проводить очищение каждого предыдущего слоя перед нанесением последующего;
- очищать следует от грязи, ржавчины, наплавов, шлака и металлических брызг;
- следует удалять влагу от конденсатов;
- во время выполнения полуавтоматической и автоматической сварки при перерыве в работе перед возобновлением процесса необходимо зачистить конец сварного шва;
- место, на котором осуществляется сварка, не должно подвергаться действию сквозняков, ветра, атмосферных осадков;
- при минусовой температуре около рабочего места сварщика должны находиться обогревающие устройства, в частности, для обогрева рук.
Сварка металлоконструкций по СНиПу обеспечит получение сварного соединения необходимого качества и надежности.
Другие критерии классификации сварных соединений
Кроме способа соединения деталей швы различаются по другим параметрам:
- по форме шва различают выпуклые и плоские швы,
- по протяженности бывают сплошные и прерывистые швы,
- по положению свариваемых поверхностей в пространстве бывают горизонтальные, вертикальные, потолочные и нижние швы и другие классификации.

Перед началом работ важно определить вид сварочного шва по всем параметрам. Это поможет подобрать оптимальную технику выполнения сварки в каждом конкретном случае. Например, сварка углового соединения в вертикальном положении потребует более тщательной подготовки, чем сварка стыкового шва в нижнем положении.
Что говорит СНиП о сварке металлоконструкций
На сварочные работы металлоконструкций СНиП предъявляет особые требования. Их соблюдение является гарантией получения сварного шва должного качества. Основное требование заключается в прочности и надежности.

Сварные соединения металлоконструкций согласно СНиП 3.03.01-87 обязаны выполняться, соответствуя указаниям:
- В случае, когда отсутствуют сертификаты на материалы или когда истек гарантийный срок их хранения, необходимо выполнение определения механических свойств стыковых соединений. Испытание проходят опытные образцы. Их испытывают на статическое растяжение и изгибы.
- Вспомогательные материалы хранят в заводской таре, рассортировав их по партиям, маркам, диаметрам. Складское помещение должно быть сухим и отапливаемым.
- Перед употреблением электроды с покрытием, флюсы и порошковые проволоки необходимо подвергнуть процессу прокаливания. При этом надо соблюдать режимы, указанные в технической документации на них. Прокаленные материалы хранят на складах, имеющих соответствующую температуру и влажность, или в сушильных шкафах.
- На определенном расстоянии от того места, где расположен сварной шов, сварщик должен проставить свое клеймо, являющееся личным. Если работа выполняется несколькими исполнителями, то их оттиски также должны иметься. Допустима иная идентификация — составление схем, на которых сварщики ставят свои подписи.
Требования к сварным конструкциям, материалом которых является сталь:
- К сварке можно приступать после того, как будет проверена сборка согласно чертежам на нее. При проведении проверки должны учитываться допуски.
- Допуски при сварке металлоконструкций обязаны соответствовать значениям, указанным в соответствующих нормативных документах.
- Необходимо зачищать кромки сварного шва от загрязнений, пятен краски и жировых, ржавчины.
- Режим исполнения сварки должен быть стабильным. Допускаются отклонения в размере ± 5 %.
- Количество прокаленных материалов, находящихся на рабочем месте, ограничено. Оно не должно быть выше потребности в них в размере половины рабочего дня. В том случае, когда конструкции из стали имеют высокую текучесть, то электроды, вынутые из сушильной печи или сразу по завершению процесса прокаливания, следует их использовать в течение пары ближайших часов.
- При сварке в условиях низкой температуры следует производить местный подогрев зоны действий.
- Предварительно подогреваются места, в которых к конструкции приваривают приспособления для монтажа.
- Если свариваются листовые элементы, имеющие толщину сверх 20 мм, то в случае дуговой сварки применяют варианты, которые обеспечивают понижение скорости сварки методом охлаждения. К ним относятся секционные каскады — обратноступенчатые, а также имеющие двойной слой.
- При выполнении соединений дуговой сваркой, осуществляемых проплавлением в полном объеме, следует перед началом процесса очистить корень шва.
- При перерыве в работе дуговой сваркой ее можно возобновлять после того, как будет проведена очистка кратера и концевого участка от шлака.
- Если чертежами предусмотрен вогнутый профиль, то обеспечивать это можно подбором соответствующих сварных режимов. Также может применяться зачистка с применением абразива.
- При автоматизированной сварке начало и конец сварных соединений надо выводить за пределы элементов на планки. По окончании сварочного процесса планки надо удалить с помощью кислородной резки. Применение планок предусматривается чертежами. При использовании дуговой сварки запрещено выведение кратера за пределы шва.
- При многослойной сварке валик можно начать выполнять после зачистки предыдущего. Обязательным является удаление участков с трещинами.
- После того, как сварка будет закончена, следует снять сборочные болты и приспособления, предназначенные для монтажа.
- Качество деталей, предназначенных для крепления, и прихваток не должно быть хуже основного свариваемого металла.
Помимо СНиПа при сварке металлических стальных изделий необходимо учитывать требования такого нормативного документа как СП сварка металлоконструкций.
Требования СНиП к сварным соединениям, представляющим собой железобетонные конструкции:
- Габариты стержней, а также величина их предельных отклонений, должны соответствовать требованиям ГОСТ 14098.
- Если сварка выполняется механизированным способом, то следует использовать постоянный ток до 500 А.
- При выполнении процесса с помощью дуговой сварки целесообразным является применение трансформаторов.
- До начала сварочного процесса следует зачистить арматурные стержни в интервале, который превышает сварной шов на 10-15 мм.
- При сваривании стержней для арматуры в случае превышения величины зазора, указанной в технической документации, допустимо использование вставок, изготовленных из материала такого же класса и диаметра, что и стержни.
- Длина стержней, изготовленных из бетона, должна быть не меньше 150 мм. В случае использования вставок допустимая длина стержней — не менее 100 мм.
- Свариваемые части железобетонной конструкции должны быть жестко зафиксированы. Удерживание их с помощью крана запрещено.
- После того, как процесс сварки будет закончен, следует произвести очищение от следов металлических брызг и шлака.
- При отрицательной температуре не разрешено использование прихваток в соединениях крестообразным способом арматурных стержней.
- На поверхности арматурных стержней недопустимы следы ожогов от дуговой сварки.
- При ручной сварке в случае минусовых температур следует увеличить значение тока, а также осуществлять предварительный подогрев.
Сварные соединения выполняют в зависимости от их пространственного положения и дальнейших условий эксплуатации.
Норма времени сварочных работ как основа трудового процесса
Сварочные генераторы – инструмент, незаменимый для выполнения качественной ручной сварки штучными электродами. Сварочный генератор устроен таким образом, чтобы в процессе работы сила сварочного тока сохранялась практически неизменной, то есть, не зависела от длины сварочной дуги, которая может изменяться довольно медленно, в зависимости от скорости движения руки сварщика. Только это условие позволит дуге находиться постоянно в состоянии горения.
Сварочные работы требуют хорошо оборудованного рабочего места. Деревянная столешница для таких работ явно не подойдет. В этой статье мы расскажем вам о том, как можно при небольших затратах времени и средств собрать стальной сварочный стол своими руками.
В этой статье речь пойдет об охране труда и безопасности во время сварочного процесса. Детально остановимся на травмоопасных ситуациях, которые можно избежать, соблюдая правила техники безопасности. А также расскажем о правилах охраны труда сварщиков.
Проверка качества полученных соединений
Контроль качества сварных соединений СНиП регламентирует достаточно подробно. Контроль может осуществлять сам сварщик или специально выделенные для этого работники. Возможен еще один вариант — обращаться за помощью в специальные лаборатории, деятельность которых состоит в осуществлении таких операций.
Перед тем, начнутся сварочные работы, следует произвести проверку соответствия квалификации сварщиков, которым они поручены, сложности выполнения. Сварщик должен предъявить наряд-допуск на выполнение конкретной сварочной работы. Если назначение сварочного соединения имеет повышенную значимость, то можно провести предварительное тестирование на образце из того же материала и таких же размеров.
Перед началом также необходимо произвести контроль деталей, подлежащих соединению с помощью сварочного процесса. Они должны быть изготовлены из материала, на который имеются документы о сертификации. Перед началом сварки надо произвести тщательный смотр для выявления дефектов на деталях, подлежащих свариванию. Каким должно быть качество деталей также указывается в нормативных документах, в том числе СНиП.
Производственный контроль сварочных работ включает в себя следующие этапы:
- Входной контроль. Он применяется к технологической документации, конструкции подлежащих сварке соединений, применяемого оборудования, а также вспомогательных приспособлений и инструментов.
- Операционный контроль. Ему подлежат сварочные процессы, технологические операции. Необходимо проверить правильность их выполнения. Также в операционный контроль входит проверка использования оборудования и соблюдение правил безопасности.
- Приемочный контроль. Исследованию подлежит качество выполненных сварных швов и соединений.
При выполнении входного и операционного видов контроля необходимо руководствоваться указаниями, изложенными в нормативном документе СНиП 3.01-85. Для каждого вида контроля применяется техническое нормирование сварочных работ.
Контроль качества сварочных работ начинается с визуального осмотра. Он позволяет выявить все наружные дефекты, видимые невооруженным глазом. СНиП допускает применение при визуальном контроле лупу большого увеличения. Отбраковывание соединений, дефекты которых, находящиеся снаружи, не подлежат исправлению или оно будет экономически нецелесообразным, позволяет экономить время и средства.
Согласно требованию СНиП визуальному контролю подвергают необходимо подвергать все сварные швы без исключения. Для измерения дефекта используются шаблоны и штангенциркуль. Перед началом визуального осмотра необходимо подготовить поверхность методом ее очистки.
Вторым популярным методом является капиллярный. Достоинством этого способа является его универсальность. СНиП допускает его использование для выявления таких дефектов, как трещины разных размеров и поры, а также прожоги и непровары. Для этого метода используют особую проникающую жидкость, дополнительного оборудования не требуется. Допускается сочетание капиллярного метода с другими. В качестве проникающей жидкости могут быть использованы особые растворы или фильтрующие суспензии.

Капиллярный метод делится на несколько разновидностей в зависимости от способа получения информации. Перед тем, как можно будет начать проведение контроля капиллярным методом, необходима тщательная очистка проверяемой области. Для нее используют различные растворители. Сам контроль производится методом нанесения на поверхность сварного соединения специальных индикаторов.
Исследование на непроницаемость осуществляется контролем герметичности. Правильно выполненное соединение не должно пропускать ни жидкие, ни газообразные вещества. При наличии сквозных дефектов это требование не выполняется. Требования к сварным швам металлоконструкций ограничивают размер такого дефекта согласно допускам, указанным в документации.
Распространенным методом контроля сварных конструкций является магнитная дефектоскопия. Метод может быть использован только для контроля ферромагнитных деталей. Магнитная дефектоскопия помогает обнаружить мелкие трещинки внутри сварного шва, а также включения инородного характера.

Информационным методом является ультразвуковой контроль сварных соединений металлоконструкций. Он подходит для проверки деталей, выполненных из различных видов металлов. Метод основан на том, что при попадании на дефектную область происходит искажение ультразвуковой волны. Для проведения испытания методом ультразвукового контроля требуется специальное оборудование.

Ультразвуковым методом можно выявить наличие множество различных дефектов, начиная от пор и трещин, и заканчивая изменением геометрических размеров. К информативным, но не безопасным методам относится радиационный контроль. Он осуществляется просветкой сварного соединения рентгеновскими и гамма-лучами. Оборудование, необходимое для осуществления такого метода — рентгеновский аппарат, в котором находится излучатель, генерирующий рентгеновские лучи.
СНиП регламентирует, что выбор рентгеновского аппарата находится в зависимости от толщины сварных деталей. Также предъявляются особые требования к используемой в рентгеновском аппарате пленке. Радиографический контроль кроме рентгеновского аппарата предполагает использование дефектометра, представляющего собой металлическую пластинку с канавками.
Все механические и металлографические способы контроля относятся к разрушающим видам.
Формула расчета
Где tраб — это время, которое вы потратили на работу;
tд — это время, которые вы потратили на дорогу до рабочего места (необязательный пункт в расчетах);
СТ — ваша почасовая рабочая ставка;
Зд — ваши затраты на бензин (необязательный пункт в расчетах);
Змат — количество или стоимость ваших расходников;
Ао — амортизация вашего сварочного оборудования (амортизация — это учет естественного износа оборудования).
Такой метод расчета стоимости сварочных работ крайне прост и позволяет выполнить оценку работы как для сварщика производственного, так и для домашнего мастера. Но учитывайте, что это самая простая формула. С ее помощью смета на сварку будет неподробной и примитивной.
Если вы выполняете технологически сложные работы, то вам стоит задуматься о более серьезных методах оценки своей работы. Не забывайте, что при выполнении домашних работ возможна расценка в любой валюте. А при работе на производствах используется только государственная валюта.
Сборка и сварка трубопроводов
Трубопроводы относятся к категории особо важных объектов. При некачественном соединении их частей методом сварки возможно возникновение серьезной аварии. Поэтому сварке трубопроводов СНиП уделяет особое внимание. При этом учитываются требования ГОСТа 16037.
СНиП по сварке трубопроводов дает, в частности, следующие рекомендации:
- К сварке этих изделий допускаются сварщики, имеющие соответствующий этому виду деятельности разряд.
- Перед сваркой трубопроводы должны быть очищены от разного рода загрязнений.
- Сварку металлических труб можно производить при температуре не менее минус 50°С.
- Не допускается сварка трубопроводов при неблагоприятных погодных условиях.
Поскольку сварка осуществляется на высоте, большое внимание уделяется мерам безопасности. Для правильной сварки трубопроводов применяются и другие основные требования СНиП по сварке металлоконструкций.
Особые требования СНиП предъявляет для сварки оцинкованных труб.




Технические условия
Нормирование сборочно-сварочных работ может грамотно осуществляться только при наличии технической документации на конкретное изделие. Одним из важнейших документов являются технические условия на изготовление сварной конструкции. В этом документе находится описание всех этапов сварочного процесса, требования к ним и методика выполнения. Технические условия выполняются на основании действующих нормативных документов на этот вид деятельности, в частности, обязаны составляться на основе требований и рекомендаций СНиПа.
Технические условия составляются на основе имеющихся чертежей. В них должны быть указаны особые условия выполнения сварочного процесса, например, повышенные механические нагрузки.
Источник https://gosthelp.ru/text/RD39014701453587Instrukci.html
Источник https://generator98.ru/svarka/normirovanie-svarochnyh-rabot-tablica.html
Источник https://ledmoda.ru/svarka/normy-vremeni-na-svarochnye-raboty.html




