Содержание
СП 406.1325800.2018 ТРУБОПРОВОДЫ МАГИСТРАЛЬНЫЕ И ПРОМЫСЛОВЫЕ СТАЛЬНЫЕ ДЛЯ НЕФТИ И ГАЗА. МОНТАЖНЫЕ РАБОТЫ. СВАРКА И КОНТРОЛЬ ЕЕ ВЫПОЛНЕНИЯ
Настоящий свод правил разработан в соответствии с федеральными законами от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", от 30 декабря 2009 г. N 384-ФЗ "Технический регламент о безопасности зданий и сооружений".
Настоящий свод правил разработан Ассоциацией "Национальное объединение строителей" (НОСТРОЙ) при участии канд. техн. наук М.З. Шейнкина, Е.В. Лопатина, М.Н. Кагановича, Е.А. Фоминой.
1 Область применения
1.1 Настоящий свод правил распространяется на промысловые и магистральные стальные трубопроводы и устанавливает основные требования к выполнению сварочных работ, контролю качества сварных соединений при строительстве, реконструкции, капитальном ремонте и проведении строительного контроля за качеством строительно-монтажных работ на линейной части магистральных трубопроводов всех категорий согласно СП 86.13330 для нефти, нефтепродуктов и газа диаметрами до 1420 мм включительно с избыточным давлением среды до 10, 0 МПа включительно, а также промысловых трубопроводов по ГОСТ Р 55990 и СП 284.1325800, транспортирующих не содержащие коррозионно-активные компоненты нефть и газ под избыточным давлением среды до 32 МПа.
1.2 Настоящий свод правил не распространяется на строительство, капитальный ремонт и реконструкцию магистральных и промысловых трубопроводов в морских акваториях.
2 Нормативные ссылки
В настоящем своде правил использованы нормативные ссылки на следующие документы:
ГОСТ 12.2.003-91 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 6996-66 (ИСО 4136-89, ИСО 5173-81, ИСО 5177-81) Сварные соединения. Методы определения механических свойств.
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия
ГОСТ 8695-75 Трубы. Метод испытания на сплющивание
ГОСТ 10157-2016 Аргон газообразный и жидкий. Технические условия
ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 20426-82 Контроль неразрушающий. Методы дефектоскопии радиационные. Область применения
ГОСТ 24297-2013 Верификация закупленной продукции. Организация проведения и методы контроля
ГОСТ ISO 17636-2-2017 Неразрушающий контроль сварных соединений. Радиографический контроль. Часть 2. Способы рентгено- и гаммаграфического контроля с применением цифровых детекторов
ГОСТ Р 12.1.019-2009 Система стандартов безопасности труда. Электробезопасность. Общие требования и номенклатура видов защиты
ГОСТ Р 55990-2014 Месторождения нефтяные и газонефтяные. Промысловые трубопроводы. Нормы проектирования
ГОСТ Р 56512-2015 Контроль неразрушающий. Магнитопорошковый метод. Типовые технологические процессы
ГОСТ Р ИСО 857-1-2009 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения
ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений
СП 36.13330.2012 "СНиП 2.05.06-85* Магистральные трубопроводы" (с изменением N 1)
СП 86.13330.2014 "СНиП III-42-80* Магистральные трубопроводы" (с изменениями N 1, N 2)
СП 284.1325800.2016 Трубопроводы промысловые для нефти и газа. Правила проектирования и производства работ
СанПиН 2.6.1.1281-03 Санитарные правила по радиационной безопасности персонала и населения при транспортировании радиоактивных материалов (веществ)
СанПиН 2.6.1.2523-09 Нормы радиационной безопасности (НРБ-99/2009)
СанПиН 2.6.1.3164-14 Гигиенические требования по обеспечению радиационной безопасности при рентгеновской дефектоскопии
СП 2.6.1.2612-10 Основные санитарные правила обеспечения радиационной безопасности (ОСПОРБ-99/2010)
СП 2.6.1.3241-14 Гигиенические требования по обеспечению радиационной безопасности при радионуклидной дефектоскопии
Примечание — При пользовании настоящим сводом правил целесообразно проверить действие ссылочных документов в информационной системе общего пользования — на официальном сайте федерального органа исполнительной власти в сфере стандартизации в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный документ, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого документа с учетом всех внесенных в данную версию изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то рекомендуется использовать версию этого документа с указанным выше годом утверждения (принятия). Если после утверждения настоящего свода правил в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку. Сведения о действии сводов правил целесообразно проверить в Федеральном информационном фонде стандартов.
3 Термины и определения
В настоящем своде правил применены термины по ГОСТ 16504, ГОСТ ISO 17636-2, ГОСТ Р ИСО 857-1, ГОСТ Р ИСО 17659, ГОСТ Р 55990, СП 36.13330, СП 86.13330, а также следующие термины с соответствующими определениями:
3.1 высота дефекта: Линейный размер проекции дефекта по высоте шва на плоскость, перпендикулярную оси трубопровода, или на плоскость, проходящую через дефект и ось трубопровода.
3.2 глубина залегания дефекта: Минимальное расстояние от границы дефекта до поверхности сварного соединения (трубы), с которой осуществляется контроль.
3.3 длина дефекта: Линейный размер проекции дефекта вдоль шва на плоскость, перпендикулярную оси трубопровода.
3.4 катушка: Отрезок трубы, с подготовленными торцами, предназначенный для соединения двух участков трубопровода либо для приварки к торцам трубопроводной арматуры, соединительным деталям трубопровода, либо для сварки контрольных сварных соединений при производственной аттестации технологий сварки, допускных испытаний и аттестации сварщиков, операторов.
3.5 комплекс цифровой радиографии: Устройства, обеспечивающие перенос радиационного изображения, возникающего под действием ионизирующего излучения, в память компьютера с последующими его визуализацией, обработкой и хранением.
3.6 механизированный ультразвуковой контроль; МУЗК: Ультразвуковой контроль при котором часть операций выполняется вручную, а часть операций механизирована.
3.7 операционная технологическая карта: Документ, утвержденный организацией, выполняющей сборку, сварку и контроль качества сварных соединений, в котором изложены содержание и правила выполнения конкретных работ, описаны все технологические операции, их параметры и данные о средствах технического оснащения.
3.8 прямая врезка: Специальное сварное соединение основной трубы и трубы-ответвления/патрубка, конструкция и условия выполнения которого установлены нормативными документами и технической документацией.
3.9 ремонт сварного стыка: Процесс устранения недопустимых дефектов сварного соединения, обнаруженных неразрушающими методами контроля, путем механической обработки, удаления/шлифовки с последующей заваркой.
Примечание — Механическая обработка (шлифовка, зачистка) и (или) заварка сварного соединения, проводимая до приемки руководителем работ для последующего неразрушающего контроля, в понятие "ремонт сварного шва" не входит.
3.10 ручной ультразвуковой контроль; РУЗК: Совокупность операций контроля, выполняемых в соответствии с требованиями нормативных документов (методикой контроля) с использованием универсального ультразвукового прибора (дефектоскопа), при непосредственном участии человека в процессе сканирования объекта контроля, сбора, обработки, регистрации, интерпретации результатов контроля и принятии решения о качестве контролируемого объекта.
3.11 скопление дефектов: Совокупность внутренних дефектов, состоящих из трех или более дефектов, не лежащих на одной прямой, при условии, что расстояние между соседними дефектами не превышает 3-кратного размера наибольшего из дефектов.
3.12 термическая обработка (термообработка): Нагрев, выдержка и охлаждение сварных соединений по определенным режимам в целях получения заданных свойств.
3.13 чувствительность контроля: Минимальные размеры дефектов, выявляемых данным видом (методом) контроля при определенных условиях проведения контроля.
4 Сокращения
В настоящем своде правил применены следующие сокращения:
АВИК — автоматизированный визуальный и измерительный контроль;
АУЗК — автоматизированный ультразвуковой контроль;
ВИК — визуальный и измерительный контроль;
Е.О.П. — единица оптической плотности;
КР — компьютерная радиография;
КСС — контрольное сварное соединение;
ЛС — линия сплавления;
МК — магнитопорошковый контроль;
НД — нормативный документ;
НК — неразрушающий контроль;
НО — настроечный образец;
ПВК — контроль проникающими веществами;
РК — радиографический контроль;
СДТ — соединительная деталь трубопровода;
ТПА — трубопроводная и регулирующая арматура;
ТУ — технические условия;
УЗК — ультразвуковой контроль;
ЦР — цифровая радиография;
DN — номинальный диаметр.
5 Требования к сварщикам, сварочным материалам и сварочному оборудованию
5.1 Требования к персоналу сварочного производства
5.1.1 Для выполнения сварочных работ допускаются сварщики (операторы сварочных установок) ручной, механизированной сварки, операторы автоматической сварки, прошедшие обучение и аттестованные. Требования к аттестации и обучению приведены в [1]. К самостоятельным сварочным работам допускаются лица не моложе 18 лет, имеющие начальное профессиональное образование по указанной профессии, квалификационную группу по электробезопасности не ниже II [12].
5.1.2 Перед началом производства сварочных работ каждый сварщик ручной дуговой сварки, оператор механизированной и автоматической сварки (бригада сварщиков в случае сварки стыка бригадой) должен (должны) сварить допускной стык в условиях, аналогичных с условиями сварки на трассе, если:
— он (они) впервые приступил(и) к сварке трубопровода или имел(и) перерыв в своей работе более 3 мес.;
— он (они) ранее не выполнял(и) сварку труб данным типом сварочных материалов, применяемых на данном объекте;
— он (они) не работал(и) по технологии, применяемой на данном объекте;
— он (они) не работал(и) на типе сварочного оборудования, применяемого на данном объекте;
— изменился диаметр труб под сварку, требующий изменения количества вырезаемых образцов, согласно рисунку 5.1, а, б, в;
— изменена форма разделки кромок труб под сварку.
Персонал сварочного производства, участвовавший в аттестации технологии сварки и выполнивший КСС, признанное годным, от аттестации на допускных стыках освобождается.
5.1.3 Допускной стык должен быть подвергнут ВИК, при котором сварной шов должен удовлетворять данным таблиц приложения А СП 86.13330.2014.
5.1.4 Стык, удовлетворяющий требованиям ВИК, должен быть подвергнут НК, при котором сварной шов должен удовлетворять требованиям приложения А СП 86.13330.2014 или технологической инструкции на конкретный способ сварки.
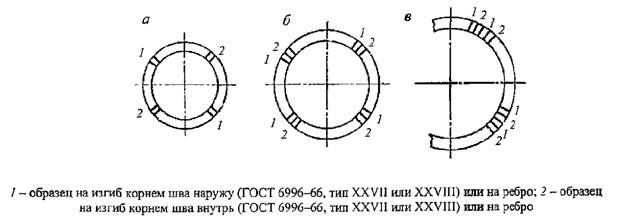
Рисунок 5.1-Схема вырезки образцов для механических испытаний из труб диаметром до 400 мм включительно (а), от 400 до 1000 мм (б) и 1000 мм и более (в)
5.1.5 Допускные стыки, прошедшие НК, подвергаются механическим испытаниям. Образцы, вырезанные из допускного стыка, должны быть испытаны на изгиб. Схема вырезки и необходимое количество образцов для механических испытаний должны соответствовать приведенным на рисунке 5.1 и в таблице 5.1.
Образцы для проведения механических испытаний должны быть подготовлены в соответствии с требованиями ГОСТ 6996 и настоящего раздела.
Таблица 51 — Количество образцов для механических испытаний
Диаметр трубы, мм
Количество образцов для механических испытаний
с расположением корня шва
Толщина стенки, трубы до 12, 5 мм включительно
Толщина стенки трубы свыше 12, 5 мм
5.1.6 Требования к механическим свойствам определяются стандартами с учетом степени ответственности трубопровода и конкретных условий эксплуатации.
5.1.7 Сварные соединения труб диаметром от 57 до 89 мм необходимо испытывать на сплющивание по ГОСТ 8695. Для испытания на сплющивание отбирают один образец.
5.1.8 Если образцы, вырезанные из сварного соединения, имеют неудовлетворительные показатели механических свойств, то испытания проводят на удвоенном количестве образцов, вырезанных из повторно сваренного допускного стыка. В случае получения при повторном испытании неудовлетворительных результатов сварщика признают не выдержавшим испытание, и он должен пройти внеочередную аттестацию. Требования к порядку проведения внеочередной аттестации приведены в [1].
5.1.9 При автоматической сварке допускается не проводить механические испытания допускных стыков при обеспечении объективного 100%-ного контроля режимов сварки техническими средствами и их соответствии режимам, зафиксированным при аттестации технологии сварки. При этом в производственно-технологической документации данные процедуры должны быть регламентированы.
5.1.10 При автоматической контактной стыковой сварке оплавлением КСС при допускных испытаниях подлежат:
— ВИК при подготовке и сборке труб для автоматической контактной стыковой сварки оплавлением;
— контролю автоматической регистрации параметров сварки по результатам выполнения каждого сварного соединения;
— контролю автоматической регистрации параметров термообработки по результатам выполнения каждого сварного соединения и подтверждению их соответствия заданным значениям;
— ВИК внешнего вида сварного соединения снаружи трубы;
Допускные стыки, выполненные контактной стыковой сваркой оплавлением и прошедшие ВИК, подвергают механическим испытаниям. Образцы, вырезанные из допускного стыка, испытывают на изгиб. Схема вырезки и необходимое количество образцов для механических испытаний должны соответствовать приведенным на рисунке 5.1 и в таблице 5.1.
Образцы для проведения механических испытаний должны быть подготовлены в соответствии с требованиями ГОСТ 6996.
Сварщики-операторы признаются прошедшими допускные испытания, если по результатам ВИК параметров сварки КСС и результатам механических испытаний получены положительные заключения, что должно быть отражено в протоколе допускных испытаний.
Если результаты ВИК, механических испытаний или параметры сварки являются неудовлетворительными (брак), после выяснения и устранения причин брака разрешается выполнить сварку и контроль другого допускного сварного соединения. В случае получения при повторном контроле неудовлетворительных результатов сварщик-оператор признается не выдержавшим испытание. К повторному испытанию оператор может быть допущен только после внеочередной аттестации.
5.1.11 Сварщики, участвовавшие в аттестации технологии сварки и выполнившие КСС, признанное годным, от аттестации на допускных стыках освобождаются. Перерыв между проведенной аттестацией технологии сварки и началом выполнения данных сварных соединений должен быть не более 6 мес. при перерыве в работе не более 3 мес.
5.1.12 По требованию застройщика (технического заказчика) объем и способы механических испытаний могут быть увеличены.
5.1.13 Сварочные работы должны выполняться под руководством аттестованного специалиста сварочного производства не ниже уровня II профессиональной подготовки.
5.2 Требования к сварочным материалам
5.2.1 Для сварки трубопроводов могут быть применены:
— электроды с основным и целлюлозным видами покрытия для ручной дуговой сварки;
— проволоки сплошного сечения для механизированной, автоматической сварки в среде защитных газов и автоматической сварки под флюсом;
— присадочные прутки для аргонодуговой сварки неплавящимся электродом;
— порошковые проволоки для механизированной и автоматической сварки в среде защитных газов;
— самозащитные порошковые проволоки для механизированной и автоматической сварки;
— плавленые и керамические (агломерированные) флюсы для автоматической сварки проволокой сплошного сечения;
— защитные газы (газообразный аргон, газообразная двуокись углерода и их смеси) для ручной дуговой и механизированной сварки неплавящимся электродом, механизированной и автоматической сварки проволокой сплошного сечения и порошковой проволокой.
5.2.2 Защитные газы и их смеси для механизированной и автоматической сварки должны соответствовать требованиям ГОСТ 10157 (аргон газообразный, высший сорт), ГОСТ 8050 (газообразная и жидкая двуокись углерода, высший сорт), ТУ и документов, подтверждающих качество. Требования к аттестации защитных газов и их смесей приведены в [2].
5.2.3 Сварочные материалы должны проходить входной контроль в порядке, установленном в организации, выполняющего сварочные работы. При входном контроле следует проверять:
— наличие документа, подтверждающее качество, на конкретную партию, а также соответствие маркировки и условного обозначения в документе, подтверждающем качество (для сварочных материалов импортного производства — дубликат документа, подтверждающего качество, на русском языке, заверенный поставщиком);
— диаметр электродов и проволок и соответствие данным документа, подтверждающего качество;
— состояние поверхности покрытия электродов и проволоки;
— степень разнотолщинности покрытия электродов.
5.2.4 Сварочные материалы следует хранить в соответствии с рекомендациями предприятий-изготовителей. В случае отсутствия рекомендаций по хранению сварочные электроды следует хранить в помещениях при температуре воздуха не ниже 15°С, относительной влажности не более 60% в количестве не более пяти упаковок (рядов) в высоту. При хранении сварочных материалов более одного года сварочные материалы должны пройти повторную проверку сварочно-технологических свойств.
5.2.5 Электроды, проволоки, флюсы, хранящиеся с нарушением герметичности упаковки, должны пройти повторный входной контроль в соответствии с требованиями 5.2.2 и должны быть использованы в первую очередь.
Флюсы перед сваркой должны подвергаться сушке или прокалке в соответствии с требованиями ТУ. Не допускается смешивать флюсы разных марок и способов изготовления.
5.3 Требования к сварочному оборудованию
5.3.1 Требования к применяемому сварочному оборудованию приведены в [3].
5.3.2 Следует применять сварочное и вспомогательное оборудование, обеспечивающее соблюдение требований операционной технологической карты сборки и сварки, а также контроль режимов сварки в пределах устанавливаемых диапазонов.
5.3.3 Применяемое сварочное и вспомогательное оборудование должно соответствовать ТУ предприятия-изготовителя и применяться при наличии:
— технического описания или руководства по эксплуатации с рекомендациями по режимам сварки и паспорта на оборудование;
— ТУ или спецификаций на изготовление сварочного оборудования;
— действующих свидетельств об аттестации сварочного оборудования.
5.3.4 Сварочное оборудование должно быть пригодным для его использования в составе передвижных и самоходных агрегатов при пониженном качестве электросети переменного тока, характерном для сетей ограниченной мощности. При колебаниях напряжения электросети от плюс 10% до минус 10% номинального значения изменение установленной величины тока (напряжения) на сварочном посту не должно превышать ±2%.
5.3.5 Максимальные колебания установленных значений сварочного тока и напряжения из-за взаимного влияния постов должны быть не более ±5% установленных значений при использовании источников тока для компоновки автономных многопостовых агрегатов питания сварочных постов.
5.3.6 Каждый сварочный комплекс для автоматической контактной стыковой сварки оплавлением должен проходить приемо-сдаточные испытания на предприятии-изготовителе, включая сварку контрольных стыков, термообработку (при необходимости), НК и механические испытания в соответствии с требованиями настоящего свода правил. Поставка сварочных комплексов должна осуществляться с приложением в составе документации технологического описания или руководства по эксплуатации с рекомендациями по режимам сварки.
5.3.7 Сварочное и вспомогательное оборудование для автоматической контактной стыковой сварки оплавлением должно обеспечивать:
— автоматическое управление процессом сварки по заданным параметрам;
— автоматическую регистрацию параметров процесса сварки;
— автоматический анализ возможных отклонений параметров и подтверждение соответствия (результат выносится на пульт управления) процесса заданному режиму сварки;
— формирование электронного паспорта на сварное соединение;
— удаление внутреннего грата и очистку полости труб;
— регистрацию качества удаления внутреннего грата;
— удаление наружного грата;
— проведение термообработки сварного соединения (при необходимости);
— автоматическое управление и регистрацию параметров термообработки.
6 Подготовка к сварке труб и сборка стыков
6.1 Подготовка к сварке труб и деталей трубопроводов
6.1.1 Приемку труб, деталей, ТПА для строительства трубопроводов необходимо проводить в соответствии с пунктом 6.2.1 СП 86.13330.2014.
6.1.2 Каждая партия труб должна иметь документ предприятия-изготовителя, подтверждающий качество, в котором указывают номер заказа, ТУ или стандарт на поставку, размеры, номер плавки и номер партии, количество и заводские номера труб, результаты гидравлических и механических испытаний. Все детали, узлы трубопроводов и элементы ТПА должны иметь технические паспорта. При строительстве и реконструкции трубопровода не допускается использование бывших в употреблении труб.
6.1.3 Трубы, показатели которых по данным документа предприятия-изготовителя не соответствуют требованиям стандартов и ТУ, или если их номера не значатся в полученных документах, подтверждающих качество, следует исключить из дальнейшей приемки.
6.1.4 По результатам входного контроля трубы считаются годными при условии, что они соответствуют требованиям действующих стандартов или ТУ на поставку. Результаты контроля труб должны быть зафиксированы в журнале верификации закупленной продукции по форме, приведенной в ГОСТ 24297-2013, приложение А.
6.1.5 Обработку (переточку) кромок под сварку в случае несоответствия заводской разделки кромок требованиям технологии сварки следует проводить механическим способом.
6.1.6 Допускается проводить резку труб механизированной кислородной, плазменно-дуговой или воздушно-дуговой резкой с последующей механической обработкой. При этом металл кромок, образовавшихся после газовой или плазменной резки, должен быть удален на глубину не менее 1 мм.
6.1.7 Перед сборкой внутренняя полость труб и деталей трубопроводов должна быть очищена от попавшего грунта, снега и других загрязнений, кромки разделки и прилегающие к ним внутренняя и наружная поверхность труб, СДТ, патрубков ТПА должны быть очищены до металлического блеска на ширину не менее 15 мм.
6.1.8 Выпуклость наружного и внутреннего швов на концах труб должна быть удалена механическим способом до остаточной высоты от 0 до 0, 5 мм на длине:
— не менее 150 мм от торца для труб с номинальной толщиной стенки до 32, 0 мм включительно;
— не менее 200 мм от торца для труб с номинальной толщиной стенки свыше 32, 0 мм.
В месте удаления усиления швов должен быть обеспечен плавный переход к исходной поверхности трубы. Толщина стенки труб в месте удаления усиления швов не должна выходить за пределы допустимых значений, если иное не предусмотрено требованиями ТУ или технологической инструкцией.
6.2 Сборка стыков под сварку
6.2.1 Сборку стыков под сварку следует выполнять в соответствии с требованиями подраздела 9.4 СП 86.13330.2014.
6.2.2 Требования к сборке стыков для автоматической контактной стыковой сварки оплавлением приведены в 7.5.
6.2.3 Требования к сборке стыков могут быть уточнены в техническом задании на производство работ.
6.2.4 Сборку стыков труб следует проводить на центраторах гидравлического или пневматического типов. Центратор не должен оставлять царапин, задиров, масляных пятен на внутренней поверхности труб.
6.2.5 Освобождать жимки внутреннего центратора следует после завершения сварки:
— всего периметра первого (корневого) слоя шва ручной дуговой сваркой электродами с основным видом покрытия, механизированной сваркой проволокой сплошного сечения в углекислом газе, автоматической двухсторонней сваркой под флюсом;
— корневого слоя шва и горячего прохода ручной дуговой сваркой электродами с целлюлозным видом покрытия;
— корневого слоя шва и горячего прохода (1-го заполняющего слоя) при автоматической сварке проволокой сплошного сечения в защитных газах.
При выполнении сварки стыков на наружном центраторе центратор может быть удален после сварки не менее 60% периметра стыка. При этом участки корневого слоя шва должны равномерно располагаться по периметру стыка.
6.2.6 Работу по сборке и сварке соединений "переходное кольцо + ТПА", а также стыков "труба + переходное кольцо ТПА" следует выполнять на стадии подготовки укрупненных заготовок, обеспечивающих возможность позиционирования и фиксации стыков в удобном для сварки пространственном положении.
6.2.7 В случае применения ТПА без приваренных (заводских) переходных колец под сварку монтаж узлов трубопроводов следует начинать с приварки переходных колец к торцам ТПА. Минимально допустимая длина переходного кольца не менее 250 мм. Допускается для технологических трубопроводов применение переходного кольца иного размера, установленного проектной документацией и (или) НД.
6.2.8 Сборку и сварку трубных элементов с ТПА следует проводить в открытом положении ТПА.
6.2.9 Сборку стыков труб, переходных колец и ТПА следует проводить с применением центратора, подготовленного для сборки стыка с различными наружными диаметрами соединяемых элементов.
6.2.10 Сборку на внутреннем центраторе стыков труб и деталей с заводской или подготовленной станками разделкой кромок следует осуществлять без прихваток. Если в процессе установки технологического зазора возникла необходимость в установке прихваток, то прихватки должны быть полностью удалены в процессе сварки корневого слоя шва.
6.2.11 В случае технической невозможности сборки стыков без прихваток разрешается установка прихваток с последующим удалением в процессе выполнения корневого слоя шва. При выполнении корня шва ручной дуговой сваркой допускается оставлять прихватки (с обязательным запиливанием мест начала и окончания), если свариваемый стык в процессе сборки после наложения прихваток не подвергался перемещениям. Количество и протяженность прихваток приведены в таблице 6.1.
Таблица 6.1 -Требования к количеству и протяженности прихваток
Диаметр стыкуемых элементов, мм
Минимальное количество прихваток
Длина прихваток, мм
Свыше 1020 и более
Свыше 820 до 1020 включительно
Свыше 426 до 720 включительно
Свыше 219 до 426 включительно
Свыше 159 до 219 включительно
Свыше 14 до 159 включительно
6.2.12 Режимы сварки при выполнении прихваток должны соответствовать режимам сварки корневого слоя шва.
6.2.13 При сборке труб на внутреннем центраторе под двухстороннюю автоматическую сварку поворотных стыков труб на трубосварочной базе допускается выполнение одной прихватки длиной 200 мм. Прихватку следует выполнять на режиме сварки первого наружного слоя шва, с обязательным запиливанием начального и конечного участков прихватки.
6.3 Предварительный и сопутствующий подогрев
6.3.1 Перед началом выполнения сварки корневого слоя шва или установкой прихваток следует проводить подогрев торцов труб и прилегающих к ним участков.
6.3.2 Предварительный подогрев стыков труб должен выполняться в соответствии с пунктом 9.4.7 СП 86.13330.2014.
6.3.3 Температура предварительного подогрева свариваемых кромок труб, СДТ, ТПА перед выполнением прихваток и корневого слоя шва должна соответствовать:
— показателям таблицы 6.2 — для ручной дуговой сварки электродами с основным видом покрытия и механизированной сварки проволокой сплошного сечения в углекислом газе;
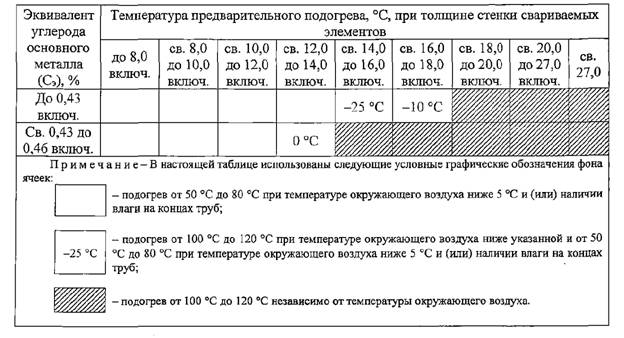
— показателям таблицы 6.3 — для ручной дуговой сварки электродами с целлюлозным видом покрытия;
— от 50°С до 80°С независимо от температуры окружающего воздуха — для автоматической сварки проволокой сплошного сечения в защитных газах неповоротных кольцевых стыковых соединений труб;
— от 50°С до 80°С при температуре окружающего воздуха ниже 0°С и (или) при наличии влаги на свариваемых кромках — для автоматической двухсторонней сварки под флюсом поворотных кольцевых стыковых соединений труб на трубосварочных базах;
— от 100°С до 130°С независимо от температуры окружающего воздуха — при ремонте сварных соединений с толщинами стенок до 27, 0 мм включительно;
— от 150°С до 180°С независимо от температуры окружающего воздуха — при ремонте сварных соединений с толщинами стенок свыше 27, 0 мм;
— показателям таблицы 6.4 — при сварке труб с ТПА; при наличии в паспорте на запорную арматуру требований предприятия-изготовителя по максимально допустимой температуре нагрева корпуса в рабочей зоне для соединений "переходное кольцо — корпус арматуры" следует предпринять меры по ограничению температуры корпуса в рабочей зоне.
6.3.4 При сварке труб, труб с СДТ или ТПА с различными толщинами стенок или имеющих различное значение эквивалента углерода (С3) температура предварительного подогрева должна соответствовать максимальному значению, требуемому для одного из свариваемых элементов.
Таблица 6.2 — Температура предварительного подогрева свариваемых кромок труб при ручной дуговой сварке электродами с основным видом покрытия и механизированной сварке проволокой сплошного сечения в углекислом газе первого (корневого) слоя шва, прихваток соединений труб, труб с СДТ
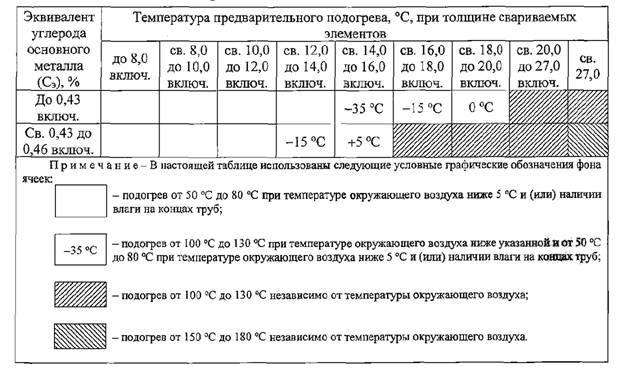
Таблица 6.3 — Температура предварительного подогрева свариваемых кромок труб при сварке корневого слоя шва соединений труб электродами с целлюлозным видом покрытия
Таблица 6.4 — Температура предварительного подогрева свариваемых кромок при сварке прихваток, первого (корневого) слоя шва соединений ТПА
6.3.5 Контроль температуры предварительного подогрева свариваемых соединений газопламенными нагревательными устройствами должен выполняться непосредственно перед выполнением прихваток и корневого слоя шва контактными или бесконтактными приборами. Замер температуры проводят в каждой четверти по периметру стыка на расстоянии от 60 до 75 мм от торца трубы (детали).
6.3.6 Процесс подогрева кромок свариваемых соединений установками индукционного нагрева, радиационного нагрева способом электросопротивления и нагрева с применением электронагревателей комбинированного действия следует контролировать в автоматическом режиме. Место крепления термопары должно находиться на расстоянии не более 25 мм от края предполагаемого сварного шва вне зоны сварочной дуги.
6.3.7 В процессе сварки температура предыдущего слоя сварного шва перед выполнением последующего слоя должна быть в интервале от 50°С до 250°С. При механизированной сварке самозащитной порошковой проволокой температура предыдущего слоя сварного шва перед выполнением последующего слоя должна быть в интервале от 50°С до 200°С. Если температура опустилась ниже 50°С, следует провести сопутствующий подогрев до температуры от 50°С до 80°С.
6.3.8 Допускается для достижения необходимой межслойной температуры перед выполнением последующего слоя (заполняющего, облицовочного) дополнительно подогревать сварные соединения кольцевыми и однопламенными (одно- и многосопловыми) газопламенными горелками.
6.3.9 При автоматической стыковой контактной сварке оплавлением предварительный подогрев свариваемых кромок не требуется.
7 Способы сварки
Разработанная технология, прошедшая соответствующие процедуры, должна быть согласована с застройщиком (техническим заказчиком).
7.1 Ручная дуговая сварка плавящимися покрытыми электродами
7.1.1 Ручная дуговая сварка электродами с основным видом покрытия
7.1.1.1 Ручную дуговую сварку электродами с основным видом покрытия следует применять для сварки всех слоев шва кольцевых стыковых соединений труб, а также специальных сварных соединений трубопроводов (захлестов, прямых вставок (катушек), разнотолщинных соединений труб, СДТ, ТПА, угловых соединений — прямых врезок, при ремонте кольцевых стыковых и угловых сварных соединений труб, СДТ, ТПА).
Ручную дуговую сварку электродами с основным видом покрытия разрешается применять в составе комбинированных технологий сварки.
7.1.1.2 Ручной дуговой сваркой электродами с основным видом покрытия следует выполнять:
— корневой и подварочный (если он регламентирован) слои шва — на подъем на постоянном токе прямой или обратной полярности;
— заполняющий и облицовочные слои шва — на подъем или на спуск на постоянном токе обратной полярности.
7.1.1.3 Подварочный слой (если он регламентирован) должен осуществляться электродами с основным видом покрытия на постоянном токе обратной полярности на подъем. Подварочный слой следует выполнять до начала сварки заполняющих слоев шва.
7.1.1.4 Ручную дуговую сварку электродами с основным видом покрытия на спуск необходимо выполнять с учетом следующих особенностей:
— сварка ведется короткой дугой;
— не допускается повторное зажигание одного и того же электрода;
— сварку второго и последующих заполняющих слоев шва выполняют за два-три прохода (валика), при этом в процессе сварки каждый валик должен быть зачищен механическим способом;
— последний заполняющий слой следует выводить заподлицо с разделкой кромок с оплавлением ее краев;
— облицовочный слой следует выполнять с поперечными колебаниями, при этом минимальная амплитуда колебаний должна составлять два диаметра электрода.
7.1.1.5 Режимы ручной дуговой сварки электродами с основным видом покрытия должны соответствовать параметрам, указанным в операционных технологических картах сборки и сварки по аттестованной согласно [4] технологии сварки.
7.1.2 Ручная дуговая сварка электродами с целлюлозным видом покрытия
7.1.2.1 Ручную дуговую сварку электродами с целлюлозным видом покрытия на спуск следует применять для сварки корневого слоя, горячего прохода, заполняющих и облицовочного слоев шва сварных соединений.
7.1.2.2 Ручную дуговую сварку электродами с целлюлозным видом покрытия разрешается также применять в составе комбинированных технологий сварки.
7.1.2.3 Ручную дуговую сварку электродами с целлюлозным видом покрытия следует применять при температуре окружающего воздуха не ниже минус 40°С при условии полного соблюдения требований к температуре предварительного подогрева и межслойной температуре.
7.1.2.4 Ручная дуговая сварка электродами с целлюлозным видом покрытия корневого слоя шва должна выполняться на постоянном токе прямой или обратной полярности, горячего прохода — на постоянном токе обратной полярности.
7.1.2.5 Ширина валика при ручной дуговой сварке должна быть не более трех диаметров электрода.
7.1.2.6 Места обрыва или прерывания дуги, замки при сварке корневого слоя шва электродами с целлюлозным видом покрытия должны быть обработаны шлифмашинкой.
7.1.2.7 При вынужденных перерывах во время сварки корневого слоя шва следует поддерживать температуру торцов труб на уровне требуемой температуры предварительного подогрева.
7.1.2.8 После сварки корневого слоя шва его следует обработать шлифмашинкой для вскрытия шлаковых "карманов" и удаления чрезмерной выпуклости шва.
7.1.2.9 После зачистки корневого слоя шва следует незамедлительно выполнить сварку электродами с целлюлозным видом покрытия горячего прохода. Допускается выполнять горячий проход другими способами сварки при условии получения положительных результатов производственной аттестации технологий сварки согласно требованиям [4]. Интервал времени между окончанием сварки корневого слоя шва и началом выполнения горячего прохода должен быть не более 5 мин.
7.1.2.10 В процессе сварки горячего прохода температура корневого слоя шва должна быть в интервале от 70°С до 250°С. Если температура опустилась ниже 70°С, следует провести сопутствующий подогрев до температуры от 70°С до 100°С.
7.1.2.11 После окончания сварки горячего прохода его следует обработать шлифмашинкой с набором дисковых проволочных щеток.
7.1.2.12 Режимы ручной дуговой сварки электродами с целлюлозным видом покрытия должны соответствовать параметрам, указанным в операционной технологической карте сборки и сварки по аттестованной согласно [4] технологии сварки.
7.1.2.13 При наличии в проектной документации специальных требований к сварным соединениям магистрального трубопровода их выполнение должно быть подтверждено результатами производственной аттестации технологии сварки.
7.2 Автоматическая сварка под слоем флюса
7.2.1 Автоматическая двухсторонняя сварка под флюсом
7.2.1.1 Автоматическую двухстороннюю сварку проволокой сплошного сечения под флюсом на трубосварочных базах следует применять для сварки поворотных кольцевых стыковых соединений трубных секций.
7.2.1.2 Сварка должна осуществляться с использованием комбинаций "керамический флюс + проволока" либо "плавленый флюс + проволока".
Последовательность выполнения слоев шва:
— первый наружный слой шва;
— последующие наружные слои шва;
— внутренний слой шва.
7.2.1.3 Сварку второго наружного и внутреннего слоев шва допускается выполнять одновременно.
7.2.1.4 После сборки сварное соединение следует повернуть таким образом, чтобы прихватка находилась в нижней части стыкового соединения (в положении 6 ч), после чего в верхней части стыкового соединения (в положении 12 ч) начинают сварку первого наружного слоя шва.
7.2.1.5 Для исключения образования шлаковых включений и непроваров следует выполнять шлифмашинкой пропилы начального и конечного участков прихватки, а также начального участка первого наружного слоя. Глубина пропила — от 3, 0 до 4, 0 мм, ширина — от 3, 0 до 4, 0 мм, длина — от 25 до 40 мм. Допускается шлифовка выпуклости на прихватке от 0, 5 до 1, 0 мм.
7.2.1.6 Режимы двухсторонней автоматической сварки выбирают согласно технологическим инструкциям производителей применяемого оборудования.
7.2.1.7 Жимки внутреннего центратора следует освобождать только после полного завершения сварки первого наружного слоя шва.
7.2.1.8 Сварку всех слоев шва следует проводить без перерывов в работе. Интервал времени между завершением первого наружного и началом сварки внутреннего слоя шва не должен превышать 30 мин при температуре окружающего воздуха выше 0°С и 10 мин при температуре окружающего воздуха 0°С и ниже.
7.2.1.9 Геометрические параметры сварных соединений труб, выполненных двухсторонней автоматической сваркой под флюсом, определяемые по макрошлифам, должны соответствовать рисунку 7.1.
7.2.1.10 Геометрические размеры сварных швов следует определять на трех макрошлифах, изготовленных из каждого 200 сварного соединения. Темплеты для макрошлифов допускается вырезать на любом участке сварного соединения равномерно по периметру сварного соединения, но не ближе 200 мм от места начала или окончания процесса сварки.
7.2.1.11 В случае отклонения геометрических параметров от заданных значений сварку следует прекратить, откорректировать настройку оборудования и параметры режимов сварки, после чего выполнить сварку двух новых соединений трубных секций, из которых следует вырезать макрошлифы. В случае если размеры сварных швов по макрошлифам соответствуют установленным требованиям, сварку разрешается продолжить.
7.2.1.12 Остальные 199 сварных соединений, предшествующие первому вырезанному, следует считать годными, если в результате НК в них не выявлено недопустимых дефектов.
7.2.1.13 Сварное соединение следует считать годным, если облицовочный слой шва перекрывает всю ширину разделки кромок, при условии отсутствия недопустимых дефектов сварного шва и соблюдении заданных режимов. Оси первого наружного слоя и внутреннего слоя шва должны совпадать или быть смещены относительно друг друга на расстояние не более 2, 0 мм.

Рисунок 7.1-Геометрические размеры сварных соединений труб, выполненных двухсторонней автоматической сваркой под флюсом
7.2.1.14 Допускается оставлять до следующей смены сварное соединение трубной секции с невыполненным облицовочным слоем шва. Перед возобновлением сварки следует выполнить предварительный подогрев от 50°С до 80°С. При невыполнении указанных требований сварное соединение должно быть вырезано.
7.2.1.15 Не допускаются сброс сваренных секций, их соударение, скатывание на мокрый грунт или снег.
7.2.2 Автоматическая односторонняя сварка под флюсом
7.2.2.1 Автоматическую одностороннюю сварку проволокой сплошного сечения под флюсом на трубосварочных базах следует применять для сварки заполняющих и облицовочного слоев шва поворотных кольцевых стыковых соединений трубных секций.
7.2.2.2 Сварка корневого слоя шва может быть выполнена следующими способами:
— ручной дуговой сваркой электродами с основным видом покрытия;
— ручной дуговой сваркой электродами с целлюлозным видом покрытия.
В данном случае должен быть выполнен также горячий проход шва. Сварку корневого слоя и горячего прохода шва следует проводить на одном стенде без продольного перемещения трубной секции;
7.2.2.3 Сварку следует осуществлять с использованием комбинаций "керамический флюс + проволока" либо "плавленый флюс + проволока".
7.2.2.4 При ручной сварке корневого слоя электродами с основным видом покрытия и механизированной сварке допускается периодический поворот свариваемой секции без освобождения жимков центратора в удобное для сварщиков положение. Перекатывание секции на промежуточный стеллаж разрешается только после завершения сварки корневого слоя по всему периметру стыкового соединения.
7.2.2.5 В случае сварки корневого слоя шва электродами с основным видом покрытия для исключения прожогов при автоматической сварке по всему периметру стыкового соединения следует выполнять подварку корня шва изнутри трубы электродами с основным видом покрытия либо следует выполнять первый заполняющий слой механизированной сваркой самозащитной порошковой проволокой или электродами с основным видом покрытия.
7.2.2.6 Режимы односторонней автоматической сварки выбирают согласно ТУ производителей применяемого оборудования.
7.2.2.7 Не допускается оставлять незаконченными сварные соединения, выполненные за одну рабочую смену. В порядке исключения в случае выхода из строя оборудования, отключения сети и др. допускается оставлять до следующей смены сварное соединение трубной секции с невыполненным облицовочным слоем шва. Перед возобновлением сварки должен быть выполнен предварительный подогрев от 50°С до 80°С.
7.2.2.8 Не допускаются сброс сваренных секций, их соударение при скатывании на грунт или снег.
7.3 Механизированная и автоматическая сварка в защитных газах проволокой сплошного сечения и порошковой проволокой
7.3.1 Механизированная сварка
7.3.1.1 Механизированную сварку проволокой сплошного сечения в среде защитных газов следует применять для сварки корневого слоя шва неповоротных кольцевых стыковых соединений труб с толщинами стенок от 6, 0 мм.
7.3.1.2 Механизированную сварку порошковой проволокой в среде защитных газов следует применять для сварки заполняющих и облицовочного слоев шва.
7.3.1.3 Механизированную аргонодуговую сварку неплавящимся электродом следует применять для сварки технологических трубопроводов и ремонта сварных соединений.
7.3.1.4 Для механизированной сварки в углекислом газе следует применять сварочные агрегаты, сварочные установки, укомплектованные источниками сварочного тока, механизмами подачи сварочной проволоки, сварочными горелками, газовыми рампами с баллонами сжатого углекислого газа и вспомогательным оборудованием.
7.3.1.5 Источники сварочного тока должны обеспечивать импульсно-дуговой режим механизированной сварки и отвечать требованиям к установке следующих параметров:
— скорость подачи сварочной проволоки;
— режим работы сварочной горелки;
— длительность предварительной и послесварочной подачи углекислого газа.
7.3.1.6 Кромки труб для механизированной сварки корневого слоя шва должны иметь заводскую разделку либо должны быть подготовлены механическим способом станками подготовки кромок.
7.3.1.7 Количество операторов механизированной сварки, одновременно выполняющих сварку корневого слоя шва, должно быть не менее двух для сварных соединений труб диаметром 426 мм и более.
7.3.1.8 Корневой слой шва при сборке на внутреннем центраторе следует выполнять без прихваток. В случае технической обоснованности применения прихваток они должны быть удалены механическим способом шлифмашинками при выполнении корневого слоя шва.
7.3.1.9 Начальный и конечный участки корневого слоя шва, выполненного первым оператором, следует обработать механическим способом (абразивным кругом) для обеспечения плавного перехода при сварке корневого слоя шва вторым оператором.
7.3.1.10 Техника и режимы механизированной сварки указываются в операционных технологических картах сборки и сварки, разрабатываемых по аттестованной согласно [4] технологии сварки.
7.3.1.11 После выполнения корневого слоя шва следует зачистить шов механическим способом шлифмашинками. В случае прекращения сварки (смена положения оператора и пр.) обработке механическим способом должны подвергаться все конечные участки корневого слоя шва вне зависимости от того, каким оператором выполнены эти участки.
7.3.2 Автоматическая сварка
7.3.2.1 Автоматическую двухстороннюю одно- или двухдуговую сварку проволокой сплошного сечения в защитных газах сварочными комплексами в составе сборочно-сварочных колонн следует применять для сварки неповоротных кольцевых стыковых соединений труб протяженных участков трубопроводов. Разделка кромок концов труб должна быть выполнена механическим способом станками подготовки кромок заблаговременно до начала сборочно-сварочных работ.
Предварительный подогрев кромок труб каждого стыкового соединения может выполняться как до, так и после сборки на внутреннем центраторе.
Время между окончанием сварки внутреннего (корневого) слоя шва и началом сварки первого наружного слоя (горячего прохода) при автоматической двухсторонней сварке должно составлять не более 10 мин. В случае превышения указанного времени следует выполнить сопутствующий подогрев сварного соединения до температуры предварительного подогрева.
7.3.2.2 Автоматическую одностороннюю одно- или двухдуговую сварку проволокой сплошного сечения и порошковой проволокой в защитных газах сварочными комплексами в составе сборочно-сварочных колонн следует применять для сварки неповоротных кольцевых стыковых соединений труб протяженных участков трубопроводов.
7.3.2.3 Количество сварочных комплексов в сборочно-сварочной колонне при поточно-расчлененном методе сварки должно определяться толщиной стенки труб и требуемой производительностью сварочных работ.
7.3.2.4 Геометрические размеры разделки кромок и сборки соединений труб для автоматической односторонней сварки регламентируются особенностями технологии автоматической сварки сварочными комплексами.
7.3.2.5 До начала работ параметры режимов автоматической односторонней сварки всех слоев шва с учетом пространственного положения сварки неповоротных кольцевых стыковых соединений труб конкретного типоразмера должны быть внесены в блоки автоматического управления каждой сварочной головкой (скорость перемещения сварочной головки по направляющему поясу, скорость подачи сварочной проволоки, напряжение сварочной дуги, сила тока, частота поперечных колебаний сварочных горелок, вылет электродной проволоки).
7.3.2.6 Автоматическую одностороннюю сварку корневого слоя шва, горячего прохода, заполняющих и облицовочного слоев шва каждого стыкового соединения следует выполнять на спуск двумя одно- или двухдуговыми сварочными головками, при этом каждой сварочной головкой выполняется сварка одного из полупериметров трубы относительно вертикальной оси.
7.3.2.7 Только после окончания сварки корневого слоя пристыкованную трубу разрешается уложить на инвентарную опору, а внутренний центратор переместить на очередную позицию сборки.
7.3.2.8 Время между окончанием сварки корневого слоя и началом сварки горячего прохода (первого заполняющего слоя) при однодуговой автоматической односторонней сварке должно составлять не более 10 мин.
7.3.2.9 Автоматическую одностороннюю сварку заполняющих и облицовочного слоев шва следует выполнять одновременно двумя сварочными головками с поперечными колебаниями сварочной горелки (сварочных горелок), при этом каждой сварочной головкой выполняется сварка одного из полупериметров трубы (относительно вертикальной оси).
7.3.2.10 Места начала и окончания автоматической односторонней сварки каждого последующего слоя (замки) должны быть обработаны механическим способом для предотвращения образования дефектов типа несплавлений и удаления кратерных трещин.
7.3.2.11 Режимы автоматической сварки должны быть указаны в операционных технологических картах сборки и сварки.
7.4 Механизированная и автоматическая сварка самозащитной порошковой проволокой
7.4.1 Механизированную и автоматическую сварку самозащитной порошковой проволокой следует применять для сварки корневого, заполняющих и облицовочного слоев шва неповоротных кольцевых стыковых соединений труб, а также для специальных сварных соединений трубопроводов (захлесты, разнотолщинные соединения труб, соединения труб с СДТ, ТПА).
7.4.2 Для механизированной и автоматической сварки самозащитной порошковой проволокой заполняющих и облицовочного слоев шва следует применять источники сварочного тока, укомплектованные механизмами подачи сварочной проволоки, сварочными горелками и вспомогательным оборудованием.
7.4.3 При сварке труб одной толщины, разнотолщинных труб (элементов) с различными нормативными значениями временного сопротивления разрыву сварочные проволоки следует назначать по наибольшему значению временного сопротивления разрыву металла труб и деталей трубопроводов.
7.4.4 Перед выполнением самозащитной порошковой проволокой первого заполняющего слоя либо горячего прохода (в случае сварки корневого слоя шва электродами с целлюлозным видом покрытия) необходимо до чистого металла зачистить абразивным кругом поверхность корневого слоя шва. В случае сварки корневого слоя шва механизированной сваркой проволокой сплошного сечения в углекислом газе зачистку следует проводить дисковой проволочной щеткой.
7.4.5 Сварка самозащитной порошковой проволокой должна выполняться на спуск на постоянном токе прямой полярности.
7.4.6 Заполняющие и облицовочный слои шва соединений труб с толщинами стенок до 14 мм следует выполнять по методу "слой за один проход".
7.4.7 При сварке стыковых сварных соединений труб с толщинами стенок более 14 мм заполняющие слои, начиная с третьего, следует выполнять по методу "слой за два прохода".
7.4.8 Облицовочный слой шва стыковых сварных соединений труб с толщинами стенок более 14 мм следует выполнять по методу "слой за три прохода". Допускается выполнять облицовочный слой шва стыковых сварных соединений труб с толщинами стенок от 14 до 16 мм по методу "слой за два прохода".
7.4.9 Процесс сварки следует начинать и заканчивать на расстоянии не менее 100 мм от заводского шва трубы или детали трубопровода.
7.4.10 Место начала и окончания процесса сварки каждого слоя (замок шва) должно располагаться на расстоянии не менее 20 мм от замков предыдущего слоя шва.
7.4.11 Не допускается возбуждать дугу на поверхности трубы. Дуга должна возбуждаться только на поверхности разделки кромок или на поверхности металла уже выполненного шва.
7.4.12 При автоматической сварке заполняющих и облицовочного слоев шва самозащитной порошковой проволокой необходимо устанавливать следующие параметры режима сварки: скорость подачи электродной проволоки, напряжение на дуге, скорость сварки, частота колебаний электродной проволоки, амплитуда колебаний и время задержки электрода в крайних положениях.
7.4.13 Технику и режимы сварки самозащитной порошковой проволокой следует принимать согласно инструкциям и рекомендациям производителей применяемых сварочных материалов и оборудования.
7.5 Автоматическая стыковая контактная сварка оплавлением
7.5.1 Автоматическую стыковую контактную сварку оплавлением следует применять для сварки двух-, трехтрубных секций на трубосварочных базах, а также для сварки одиночных труб или двух-, трехтрубных секций в непрерывную нитку.
7.5.2 Технология автоматической контактной сварки оплавлением должна регламентировать следующие основные операции:
— входной контроль труб;
— подготовку концов и торцов труб к сварке;
— подачу труб к сварочной машине;
— сборку сварного соединения в сварочной машине;
— сварку труб, выполняемую автоматически по заданной программе;
— удаление наружного и внутреннего грата, очистка внутренней полости трубопровода от удаленного внутреннего грата и брызг оплавленного металла;
— выход сварочной машины на новую позицию;
— предварительный контроль качества сваренного шва по зарегистрированным параметрам и внешнему виду (смещение, выпуклость сварного шва);
— при необходимости проведение термической обработки сварного соединения.
7.5.3 При сварке труб диаметром от 720 мм и более необходимо снять механическим путем выпуклость продольного шва трубы в месте зажатия трубы силовыми и токоподводящими башмаками, зачистить внутреннее гладкостное покрытие. Высота оставшейся части выпуклости продольного шва после снятия должна быть не более 0, 5 мм.
7.5.4 Центровку труб следует осуществлять сварочной машиной. Продольные швы свариваемых труб при центровке располагают в середине между токоподводящими башмаками. Смещение кромок сцентрованных труб допускается на величину до 20% толщины стенки трубы, но не более 2 мм.
7.5.5 При сцентрованных трубах зазор между ними в любом месте периметра не должен превышать 3 мм для труб диаметром 57-325 мм и 5 мм для труб большего диаметра.
7.5.6 В процессе проведения сварочных работ должны проводиться механические испытания в соответствии с 7.5.7. При отсутствии АУЗК для подтверждения удовлетворительного состояния системы автоматического управления процессом сварки после начала выполнения сварки следует испытывать каждый 500-й сваренный стык. Механические испытания следует проводить также при аттестации технологии сварки и по требованию строительного контроля застройщика (технического заказчика) в случаях выявления нарушений технологии сварки.
7.5.7 Испытания на статический изгиб следует проводить по ГОСТ 6996 на образцах со снятой выпуклостью до угла загиба 120°; при этом не допускаются дефекты, размеры которых в любом направлении превышают 5 мм. Раскрытие дефектов по ЛС не допускается. Испытание на статический изгиб следует проводить на образцах, толщина которых равна толщине стенки трубы, а ширина образца равна 12, 5 мм (образцы для испытания на ребро, тип XXVII по ГОСТ 6996-66).
7.5.8 Основные параметры режимов автоматической стыковой контактной сварки оплавлением в зависимости от диаметра свариваемой трубы и диапазона толщин стенок следует выбирать в соответствии с рекомендациями, изложенными в руководстве по эксплуатации соответствующего оборудования, технологической инструкцией, и должны содержать следующие показатели:
— номинальное первичное напряжение на сварочном трансформаторе;
— допустимое отклонение первичного напряжения на сварочном трансформаторе;
— минимальная программируемая скорость оплавления;
— линейное значение оплавления без учета оплавления косины реза;
— время повышения конечной скорости оплавления (форсировка);
— конечная скорость оплавления;
— длительность оплавления с конечной скоростью;
— время осадки под током;
— линейное значение осадки;
— скорость осадки на первых 5 мм;
7.5.9 Внутренний грат следует удалять с помощью внутреннего гратоснимателя. Внутренняя выпуклость сварного шва не должна превышать 3, 0 мм.
7.5.10 Порядок съема наружного грата следует осуществлять в соответствии с инструкцией по эксплуатации. Внешняя выпуклость сварного шва не должна превышать 3, 0 мм.
7.5.11 После сварки, удаления грата и контроля качества сварки для труб диаметром 1020 мм включительно и выше следует проводить термическую обработку сварного стыка. Для труб диаметром до 1020 мм термическую обработку сварного стыка проводят в случае, если это предусмотрено проектом.
7.5.12 При термической обработке необходимо выполнять следующие технологические операции:
— установка индуктора на сварное соединение;
— нагрев, выдержка и охлаждение сварного соединения (в автоматическом режиме);
— формирование паспорта термической обработки сварного соединения (в автоматическом режиме).
7.5.13 Основные параметры режимов термообработки стыков, выполненных автоматической стыковой контактной сваркой оплавлением, в зависимости от диаметра сваренной трубы и диапазона толщин стенок следует принимать в соответствии с инструкциями и рекомендациями, изложенными в руководстве по эксплуатации соответствующего оборудования, технологической инструкции. Основные параметры режимов термообработки должны содержать следующие показатели:
— номинальное первичное напряжение;
— частота тока при индукционном нагреве;
— ширина участка, подвергнутого термической обработке, не менее;
— температура нагрева сварного соединения;
— средняя скорость нагрева;
— длительность выдержки при заданной температуре;
— отклонение температуры по толщине стенки;
— скорость охлаждения стыка до температуры 600°С.
7.6 Автоматическая, механизированная и ручная аргонодуговая сварка
7.6.1 Ручную аргонодуговую сварку неплавящимся электродом следует применять для сварки корневого слоя шва соединений труб диаметром от 10 мм с толщиной стенки от 2, 0 до 3, 0 мм без разделки кромок и соединений труб диаметром от 14 мм с толщиной стенки от 3, 0 мм и более с разделкой кромок.
7.6.2 Для ручной аргонодуговой сварки неплавящимся электродом следует использовать источники постоянного тока, оснащенные устройством бесконтактного или контактного возбуждения дуги на малых токах и плавного снижения сварочного тока при заварке кратера шва.
7.6.3 Автоматическую аргонодуговую сварку неплавящимся электродом следует применять для сварки корневого слоя шва и для сварки всех слоев шва для труб диаметром до 219 мм включительно.
7.6.4 Механизированную аргонодуговую сварку неплавящимся электродом с присадочной проволокой следует применять для ремонта сварных соединений.
7.6.5 Для автоматической аргонодуговой сварки следует применять сварочные автоматы, обеспечивающие следующие операции:
— предварительную продувку подводящих к зоне сварки магистралей защитным газом;
— возбуждение дуги бесконтактным способом или путем контакта электрода с изделием при сварочном токе не более 20 А;
— импульсный режим сварки;
— подачу присадочной проволоки;
— заварку кратера шва путем плавного снижения сварочного тока до значения, не превышающего 20 А;
— обдув кратера защитным газом после гашения дуги.
7.6.6 Режимы автоматической аргонодуговой сварки следует выбирать согласно технологическим инструкциям производителей применяемого оборудования.
7.6.7 В качестве неплавящегося электрода следует применять прутки лантанированного или итрированного вольфрама диаметром от 2 до 3, 2 мм.
7.7 Сварка комбинированными способами
Для сварки труб допускается применение комбинированных технологий сварки в соответствии с таблицей 9.1 СП 86.13330.2014.
8 Сварочные работы
8.1 Общие положения
Сварочные работы должны выполняться в соответствии с [10] и [11].
Выбор способа сварки должен проводиться лицом, осуществляющим строительство, и согласовываться с застройщиком (техническим заказчиком).
В целях подтверждения того, что организация, применяющая технологии сварки и послесварочной термообработки, обладает необходимыми техническими, организационными возможностями и квалифицированными кадрами, должна быть проведена производственная аттестация технологий сварки. Порядок проведения аттестации технологий сварки приведен в [4]. Аттестации подлежат только применяемые на объекте строительства технологии. Производственную аттестацию должен проводить аттестационный центр системы аттестации сварочного производства совместно с организацией, выполняющей сварку трубопровода [4]. При получении положительных результатов аттестации технологии сварки считается, что и технология термической обработки, примененная в соответствии с технологической картой, также аттестована.
Для производства сварочных работ допускаются сварщики, аттестованные и выдержавшие испытания по сварке допускных стыков в соответствии с 5.1. Требования к аттестации сварщиков приведены в [1] и [5].
К организации и руководству сварочными работами, включая контроль выполнения сварочных работ, допускаются специалисты сварочного производства, аттестованные в установленном порядке. Порядок проведения аттестации специалистов сварочного производства приведен в [1] и [5].
8.2 Требования к сварным соединениям
Требования к свойствам сварных соединений должны соответствовать технологиям сварки трубопроводов.
8.3 Схемы организации сварочных работ
Схемы организации сварочных работ должны применяться в соответствии с требованиями подраздела 9.2 СП 86.13330.2014.
8.4 Специальные сварочные работы
8.4.1 Сварка захлестов
Работы по сварке захлестов следует выполнять в соответствии с пунктами 9.5.1-9.5.6 СП 86.13330.2014.
8.4.2 Сварка разнотолщинных соединений
8.4.2.1 К разнотолщинным соединениям следует относить соединения труб, труб с СДТ, труб с ТПА, отличающихся по нормативной толщине более чем на 2 мм.
8.4.2.2 Сборку и сварку разнотолщинных соединений следует выполнять в соответствии с пунктами 9.5.9-9.5.16 СП 86.13330.2014.
8.5 Местная послесварочная термическая обработка
8.5.1 Местную термообработку сварных соединений трубопроводов следует проводить в соответствии с пунктом 9.6.2 СП 86.13330.2014.
8.5.2 Зона теплоизоляции при термообработке сварных соединений должна соответствовать требованиям пункта 9.6.3 СП 86.13330.2014.
8.5.3 Вид и режимы термообработки сварных соединений определяются конкретными параметрами трубопровода, требованиями проекта и должны быть указаны в технологической карте. Термообработку следует проводить после получения положительных результатов контроля качества сварного соединения.
8.5.4 При проведении термообработки сварных стыков, выполненных автоматической стыковой контактной сваркой оплавлением, следует руководствоваться требованиями 7.5.
8.5.5 Контроль термической обработки следует выполнять в соответствии с пунктом 9.6.4 СП 86.13330.2014.
8.5.6 При проведении термической обработки необходимо руководствоваться инструкциями в соответствии с пунктом 9.6.5 СП 86.13330.2014.
8.6 Сварка прямых врезок
8.6.1 Прямые врезки с отношением внешнего диаметра ответвления к внешнему диаметру основной трубы менее 0, 2 следует выполнять без усиливающей накладки, с отношением от 0, 2 до 0, 3 с усиливающей накладкой, а с отношением более 0, 3 — с применением тройников заводского изготовления. Допускается применение усиленных патрубков (велдолетов) при условии соответствия конструкции и способов монтажа требованиям СП 36.13330, СП 86.13330. Конструкция прямых врезок и типоразмеры труб должны соответствовать требованиям проектной документации.
8.6.2 Изготовление усиливающих накладок следует выполнять заблаговременно в стационарных условиях, при этом усиливающую накладку следует изготовлять из трубы того же класса прочности и той же толщины стенки, что и основная труба. Ширина усиливающей накладки должна быть 0, 4 диаметра трубы ответвления, но не менее 100 мм. Допускается изготовлять усиливающие накладки из двух частей, при этом сварка стыковых швов усиливающих накладок должна выполняться до начала сварки угловых швов усиливающей накладки с патрубком и основной трубой. Направление стыкового шва усиливающей накладки должно быть параллельно оси трубопровода.
8.6.3 Прямые врезки, изготовляемые из спокойных или полуспокойных углеродистых сталей с толщиной стенки патрубка до 16 мм включительно, не подлежат послесварочной термообработке.
8.6.4 При необходимости проведения термической обработки тройниковых сварных соединений термообработку следует проводить в соответствии с 8.5.
8.6.5 Расстояние между сварным швом патрубка (привариваемой усиливающей накладкой) и кольцевым стыком на трубопроводе должно быть не менее 250 мм. Расстояние между сварным швом патрубка (привариваемой усиливающей накладкой) и продольным сварным швом на трубопроводе должно быть не менее 250 мм. Отклонение от перпендикулярности оси патрубка к оси магистрали должна быть не более 1, 0°; смещение осей патрубка и основной трубы должно быть не более 5, 0 мм. При отрицательной температуре необходимо выполнить местный подогрев места реза до температуры не ниже 50°С.
8.6.6 Вырезку отверстия в основной трубе следует выполнять механизированной газовой или механической резкой, с последующей зачисткой резаных торцов отверстия шлифмашинкой с абразивным инструментом и дисковыми проволочными щетками.
8.6.7 Геометрические размеры разделки кромок торцов трубы ответвления и усиливающих накладок приведены на рисунке 8.1.
8.6.8 До начала выполнения прихваток и сварки следует провести предварительный подогрев свариваемых кромок патрубка и вырезанного отверстия основной трубы до температуры не ниже 100°С независимо от температуры окружающего воздуха, с контролем контактными приборами на расстоянии от 10 до 15 мм от свариваемых кромок.
8.6.9 Тройниковые соединения необходимо выполнять следующими способами сварки:
— ручной дуговой сваркой электродами с основным видом покрытия.
Назначение сварочных материалов следует проводить исходя из класса прочности металла патрубка.
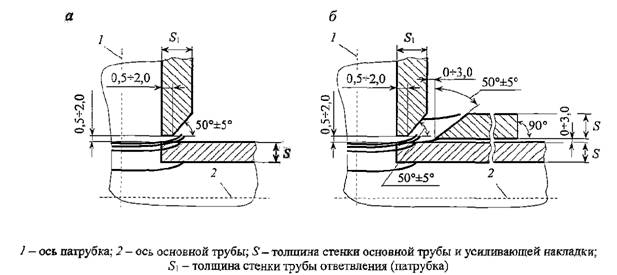
Рисунок 8.1-Геометрические параметры сборки тройных сварных соединений без усиливающей накладки (а) и с усиливающей накладкой (б)
8.6.10 Сварка должна быть многопроходной, количество слоев должно соответствовать таблице 8.1 и технологическим картам. Допускается выполнять многоваликовую сварку заполняющих и облицовочного слоев шва.
Таблица 8.1- Минимальное количество слоев шва
Толщина стенки патрубка, мм
Минимальное количество слоев
Количество валиков облицовочного слоя
До 7, 0 включительно
Свыше 7, 0 до 12, 0 включительно
Свыше 12, 0 до 15, 0 включительно
Свыше 15, 0 до 18, 0 включительно
Свыше 18, 0 до 20, 0 включительно
В соответствии с технологической картой сборки и сварки, но не менее 6
В соответствии с технологической картой сборки и сварки, но не менее 4
8.6.11 Сварку каждого валика шва необходимо выполнять участками. Количество участков должно быть не менее двух для патрубков DN менее 100, не менее четырех — для патрубков DN от 100 до 150, не менее шести — для патрубков DN более 150. Каждый последующий участок должен быть диаметрально противоположен предыдущему участку. Направление сварки каждого последующего участка должно совпадать с направлением сварки предыдущего участка при вертикальной врезке либо должно быть противоположным направлению сварки предыдущего участка при горизонтальной врезке. Во всех случаях сварка должна выполняться на подъем.
8.6.12 Замки смежных слоев должны быть смещены друг от друга на расстояние от 25 до 30 мм.
8.6.13 Параметры угловых швов тройниковых сварных соединений приведены на рисунке 8.2.
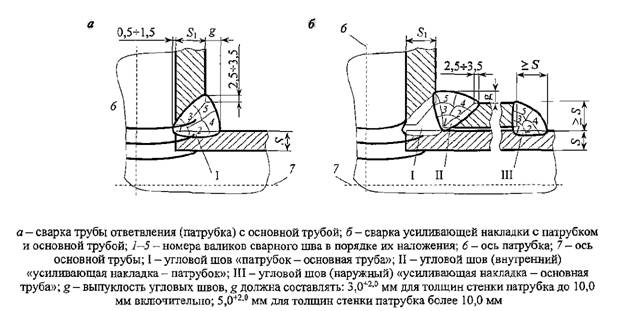
Рисунок 8.2-Параметры угловых швов тройниковых сварных соединений
8.6.14 Угловые швы "патрубок — основная труба", выполняемые с усиливающими накладками, должны контролироваться методами НК до выполнения сборки и сварки усиливающих накладок.
8.6.15 Сварка прямых врезок в монтажных условиях должна выполняться за один цикл без перерывов. Прямые врезки с диаметром трубы ответвления до 325 мм включительно выполняются одним сварщиком, с диаметром трубы ответвления свыше 325 мм — двумя сварщиками. В случае снижения межслойной температуры ниже 100°С, а также вынужденных перерывов в работе необходимо выполнить сопутствующий подогрев до температуры не ниже температуры предварительного подогрева.
8.6.16 По окончании сварки сварные швы должны быть накрыты влагонепроницаемым теплоизолирующим поясом до полного остывания.
8.7 Ремонт сварных соединений
8.7.1 Ремонт сварных соединений следует выполнять согласно подразделу 9.7 СП 86.13330.2014.
8.7.2 К ремонтным работам допускаются сварщики, успешно прошедшие допускные испытания по выполнению ремонтных работ в соответствии с аттестованной технологией ремонта сваркой.
8.7.3 Сварные кольцевые стыки труб диаметром менее 108 мм, имеющие недопустимые дефекты, подлежат вырезке.
8.7.4 Ремонт сварных стыков труб осуществляется снаружи, а при технической возможности и изнутри, в зависимости от глубины залегания дефекта и возможности доступа к стыку изнутри трубы.
8.7.5 Длина участка выборки должна превышать фактическую длину наружного или внутреннего дефекта не менее чем на 30 мм в каждую сторону — для соединений диаметром от 219 мм и более; не менее чем на 20 мм в каждую сторону — для соединений диаметром до 219 мм.
8.7.6 Ремонтные работы на сварном стыке должны осуществляться одним сварщиком.
8.7.7 При применении других технологий (способов) сварки необходимо прохождение соответствующей процедуры (аттестации) и наличия инструкции, согласованной в установленном порядке.
9 Контроль качества сварных соединений
9.1 Общие требования
9.1.1 Работы по контролю качества сварных соединений должны выполняться в соответствии с НД и технической документацией по НК качества сварных соединений с учетом [10] и [11].
9.1.2 Все сварные соединения должны быть проконтролированы физическими методами контроля в объеме не менее 100%. Выбор конкретных методов контроля и уточнение объема контроля должны осуществляться в соответствии с требованиями проектной документации.
Допускается проведение инспекционного НК сварных соединений для подтверждения качества выполнения контроля лицом, осуществляющим строительство. Объем инспекционного НК и его организация должны определяться в проектной документации.
9.2 Квалификационные требования
9.2.1 Требования к проведению аттестации для лабораторий НК сварных соединений приведены в [6].
9.2.2 Лаборатория НК, выполняющая контроль методом РК, должна иметь разрешительные документы на право эксплуатации аппаратов, содержащих радиоактивные вещества (или генерирующих рентгеновское излучение), их транспортирование (при необходимости) и хранение, а также санитарно-эпидемиологическое заключение о соответствии условий работы с источниками ионизирующего излучения (СанПиН 2.6.1.1281).
9.2.3 Лаборатория НК должна быть укомплектована обученными специалистами, аттестованными в установленном порядке, и оснащена средствами НК, обеспечивающими возможность выполнения аттестованных технологий, и необходимыми НД, технической и методической документацией. Правила аттестации персонала в области НК приведены в [7].
9.2.4 Все средства НК, относящиеся к средствам измерений, должны быть поверены в установленном порядке.
9.2.5 При необходимости квалификационные испытания методов НК проводят по усмотрению застройщика (технического заказчика).
9.2.6 Лаборатория лица, осуществляющего строительство, должна иметь в своем составе стационарные или передвижные, или самоходные лаборатории.
9.2.7 К работам по НК допускаются лица, прошедшие курс обучения и успешно выдержавшие квалификационные испытания. Они должны быть аттестованы на уровень квалификации I, II или III [7] в части одного или более методов НК и иметь действующие удостоверения установленной формы.
9.2.8 Следует выполнять НК в соответствии с операционной технологической картой НК, разработанной специалистами не ниже уровня квалификации II и утвержденной техническим руководителем организации, выполняющей контроль.
9.2.9 Специалисты, непосредственно осуществляющие НК, не должны иметь медицинских противопоказаний по состоянию здоровья.
9.2.10 Правом выдачи заключений по результатам НК обладают специалисты, имеющие уровень квалификации не ниже II [7].
9.2.11 К руководству лабораторией НК допускаются специалисты, имеющие квалификацию не ниже уровня II [7] не менее чем по двум методам контроля, одним из которых является ВИК, а другим — РК или УЗК. При этом их стаж работы в области НК должен быть не менее трех лет.
9.2.12 К выполнению работ по РК, получению, транспортированию, хранению и перезарядке гамма-дефектоскопов источниками ионизирующих излучений допускаются лица не моложе 18 лет, отнесенные приказом руководителя к категории персонала группы А по СанПиН 2.6.2.2523-09, прошедшие специальный медицинский осмотр, инструктаж и сдавшие экзамен по радиационной безопасности в установленном порядке, а также прошедшие: специальное обучение, производственную стажировку продолжительностью не менее 2 мес., специальную подготовку по радиационной безопасности и имеющие удостоверение установленной формы в соответствии с требованиями СП 2.6.1.2612.
Специалисты, выполняющие работы по РК с применением технологии ЦР, должны пройти дополнительное обучение с учетом специфики технологии и оборудования ЦР, работы с электронными изображениями, обработки и расшифровки этих изображений, идентификации дефектов по электронному изображению и измерения их размеров.
9.2.13 К выполнению работ и оценке качества по результатам контроля по МУЗК, АУЗК допускаются специалисты, аттестованные в установленном порядке на уровень квалификации не ниже II, а также прошедшие специальную подготовку по МУЗК, АУЗК в соответствии с требованиями производителя оборудования. Требования к проведению аттестации специалистов УЗК приведены в [7].
Специалист должен иметь документ, подтверждающий прохождение обучения от производителя установки МУЗК или АУЗК или уполномоченной организации на территории Российской Федерации.
9.3 Операционный контроль
9.3.1 Операционный контроль должны проводить специалисты сварочного производства лица, осуществляющего строительство, аттестованные в установленном порядке. При этом следует осуществлять проверку правильности и необходимой последовательности выполнения технологических операций по сборке и сварке в соответствии с требованиями раздела 9 СП 86.13330.2014, разделов 6, 7 и 8 настоящего свода правил.
9.4 Методы неразрушающего контроля сварных соединений
9.4.1 При строительстве и реконструкции трубопроводов разрешается применять следующие методы НК качества сварных соединений:
— УЗК (РУЗК, МУЗК, АУЗК);
Примечание — ПВК и МК применяют в качестве дополнительных методов для уточнения результатов ВИК.
Каждое сварное соединение магистральных и промысловых трубопроводов, выполненное дуговой сваркой, должно быть проконтролировано методами РК и (или) УЗК. Объем и очередность применения методов, уровни качества сварных соединений и нормы контроля определяются в проектной документации.
Сварные соединения, выполненные автоматической стыковой контактной сваркой оплавлением, контролируют только методом УЗК.
Для применения других, не перечисленных в настоящем пункте методов НК, должны быть разработаны технология контроля с использованием предлагаемого метода, соответствующая технологическая инструкция и технологические карты. Разработанная технология должна быть согласована с застройщиком (техническим заказчиком).
9.5 Визуальный и измерительный контроль
9.5.1 ВИК следует выполнять в соответствии с технологической картой контроля, разработанной специалистами уровня квалификации не ниже II и утвержденной руководителем организации, выполняющей контроль.
9.5.2 ВИК должен выполняться в объеме 100% до проведения НК сварного соединения физическими методами, а для сварных соединений, подлежащих термообработке, как до, так и после ее выполнения.
9.5.3 Недопустимые дефекты, выявленные при ВИК, должны быть устранены до выполнения НК физическими методами. При применении АВИК, совмещенного с системами УЗК или РК, порядок применения методов должен быть определен методикой выполнения работ, согласованной с застройщиком (техническим заказчиком).
9.5.4 Для измерения размеров поверхностных дефектов сварных соединений необходимо применять исправные, прошедшие метрологическую поверку инструмент и приборы.
9.5.5 Требования к погрешности измерений при проведении ВИК приведены в [8].
9.5.6 Перед проведением ВИК внутренняя и наружная поверхности труб, СДТ, ТПА подлежат зачистке до металлического блеска на расстоянии, необходимом для проведения контроля, но не менее 100 мм.
9.5.7 В выполненном сварном соединении визуально следует контролировать:
— наличие маркировки шва и правильность ее выполнения;
— наличие клейма сварщика (бригады сварщиков);
— отсутствие (наличие) поверхностных трещин всех видов и направлений;
— отсутствие (наличие) на поверхности сварных соединений дефектов (пор, включений, отслоений, прожогов, свищей, наплывов, усадочных раковин, подрезов, непроваров, брызг расплавленного металла, незаваренных кратеров, грубой чешуйчатости, прижогов металла в местах касания сварочной дугой поверхности основного металла);
— наличие зачистки поверхности сварного соединения изделия (сварного шва и прилегающих участков основного металла) под последующий НК.
9.5.8 Измеряемые параметры сварных швов стыковых соединений изображены на рисунке 9.1, а, б, а угловых сварных соединений — на рисунке 9.1, в, г.
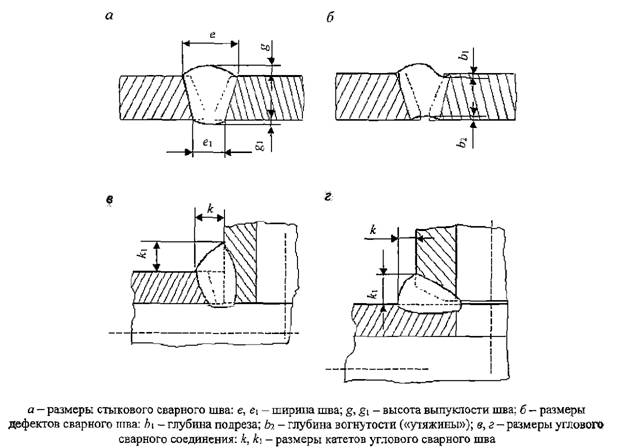
Рисунок 9.1-Размеры сварного шва, подлежащие измерениям при ВИК
9.5.9 Высота и ширина сварного шва должны определяться не реже, чем через 1 м по длине соединения, но не менее чем в трех сечениях, равномерно расположенных по длине шва.
9.5.10 Измерение глубины западаний между валиками при условии, что высоты валиков отличаются друг от друга, должно выполняться относительно валика, имеющего меньшую высоту. Аналогично следует определять и глубину чешуйчатости (по меньшей высоте двух соседних чешуек).
9.5.11 Высота выпуклости и величина вогнутости стыкового шва оцениваются по максимальной высоте (глубине) расположения поверхности шва от уровня наружной свариваемой поверхности. В том случае, когда уровни поверхности деталей отличаются друг от друга, измерения следует проводить относительно свариваемой поверхности, расположенной выше уровня другой свариваемой поверхности.
9.5.12 Размеры катетов угловых сварных соединений должны быть оговорены в рабочей документации на это соединение или узел, частью которого оно является. Там же должны быть оговорены контрольные точки, в которых необходимо выполнять измерения.
9.5.13 Определение высоты, выпуклости и вогнутости углового шва выполняется только в тех случаях, когда это отдельно оговорено требованиями рабочей документации. Выпуклость (вогнутость) углового шва оценивается по максимальной высоте (глубине) расположения поверхности шва от линии, соединяющей края поверхности шва в одном поперечном сечении.
9.5.14 Виды дефектов и максимальные критерии отбраковки кольцевых сварных соединений газопроводов и нефтепроводов приведены в приложении А СП 86.13330.2014 и могут быть уточнены или изменены застройщиком (техническим заказчиком) в проектной документации.
9.5.15 Обнаруженные в результате контроля недопустимые дефекты необходимо отметить на поверхности проконтролированного участка водонесмываемыми маркерами.
9.5.16 Допускается применение средств АВИК, при этом средства АВИК могут быть объединены в один комплекс с системой ЦР, МУЗК или АУЗК.
9.5.17 Результаты контроля должны быть зафиксированы в журнале НК и заключениях установленной формы. К заключению должна быть приложена схема проконтролированного соединения с указанием на ней мест расположения выявленных дефектов и протяженности дефектных участков.
Заключения должны быть переданы лицу, осуществляющему эксплуатацию, при сдаче объекта. Допускается фиксация результатов контроля в электронном виде с внесением соответствующих записей в электронные журналы сварки и НК.
Допускается передача результатов контроля застройщику (техническому заказчику) в электронном виде на носителях, обеспечивающих сохранность записанных данных.
9.6 Радиационный неразрушающий контроль
9.6.1 Сварные соединения трубопроводов в объеме 100%, выполненные дуговой сваркой, имеющие возможность установки радиографической пленки или другого детектора излучения и источника излучения, подлежат РК.
9.6.2 Разрешение на проведение РК должно быть выдано специалистом, выполняющим ВИК, который делает соответствующую отметку в заключении и журнале сварки. Радиационный контроль сварного соединения выполняют при положительном заключении ВИК.
9.6.3 К выполнению работ по РК допускаются лица в соответствии с требованиями 9.2.
Специалисты, выполняющие работы по ЦР, должны пройти дополнительное обучение с учетом специфики технологии и оборудования ЦР, работы с электронным изображением, обработки и расшифровки этого изображения, идентификации дефектов по электронному изображению и измерения их размеров. Специалисты должны иметь документ, подтверждающий факт прохождения такого обучения.
9.6.4 Применение РК с использованием рентгеновских аппаратов непрерывного и импульсного действия и закрытых радиоактивных источников излучения следует проводить в соответствии с ГОСТ 20426.
9.6.5 Напряжение на рентгеновской трубке выбирается в соответствии с требованиями ГОСТ 20426 и может быть уменьшено для обеспечения требуемой чувствительности контроля. Время экспозиции должно быть достаточным для обеспечения необходимой оптической плотности снимков.
9.6.6 При РК сварных соединений допускается применять радиографические технические пленки, многоразовые запоминающие пластины, плоскопанельные матричные детекторы и другие приемники радиационного излучения, обеспечивающие чувствительность контроля и качество изображения контролируемого объекта, предусмотренные действующими НД.
9.6.7 Радиографическая пленка должна иметь документ, подтверждающий соответствие, с указанием класса радиографической пленки, способа обработки пленки, типа и температуры обрабатывающих растворов, времени проявления, срока годности пленки. На пачках радиографических пленок должны быть указаны класс пленки, номер партии и срок гарантийного использования.
9.6.8 Класс радиографической пленки необходимо выбирать в зависимости от радиационной толщины сварного соединения и энергии излучения. Тип детекторов ионизирующего излучения для ЦР должен соответствовать технологической инструкции поставщиков комплексов ЦР и технологической карте. Использование радиографической пленки и многоразовых запоминающих пластин с истекшим сроком годности для контроля качества сварных соединений не допускается.
9.6.9 Чувствительность РК в зависимости от толщины контролируемого металла в месте установки эталона чувствительности не должна превышать половину размера по глубине минимального из недопустимых дефектов.
9.6.10 Для определения чувствительности РК следует использовать проволочные, канавочные или пластинчатые эталоны чувствительности по ГОСТ 7512.
9.6.11 Подготовку к расшифровке цифровых радиографических изображений следует проводить согласно требованиям инструкции по эксплуатации применяемого оборудования.
При использовании плоскопанельных матричных детекторов изображение сварного соединения может состоять из нескольких снимков смежных участков сварного соединения.
Снимки, допущенные к расшифровке, должны удовлетворять следующим требованиям:
— длина каждого снимка должна обеспечивать перекрытие изображения смежных участков сварного соединения не менее чем на 20 мм, а его ширина — получение изображения сварного шва, эталонов чувствительности, маркировочных знаков, ограничительных меток, мерительных поясов и околошовной зоны с каждой стороны шва шириной не менее 5 мм;
— на цифровых изображениях не должно быть пятен, полос, линий или отдельных точек, затрудняющих их расшифровку;
— на снимках, полученных с использованием пленки, не должно быть пятен, полос, загрязнений, следов электростатических разрядов и других повреждений эмульсионного слоя, затрудняющих их расшифровку;
— при использовании пленки значение оптической плотности самого светлого участка снимка, измеренное денситометрами, подготовленными к работе согласно инструкции по эксплуатации, должно быть не менее 1, 5 Е.О.П. В случае несоответствия оптической плотности вышеуказанным требованиям снимок должен быть забракован, а контроль проведен повторно.
9.6.12 Расшифровка и оценка качества сварных соединений по снимкам, на которых отсутствуют изображения эталонов чувствительности и маркировочных знаков, не допускаются. При применении систем ЦР с использованием плоскопанельных матричных детекторов допускается применять программные средства записи шифра объекта, номера сварного соединения и другой служебной информации, а также программно-аппаратные средства для измерения расположения дефектов и их размеров (взамен маркировочных знаков и мерного пояса). Допускается применение сокращенного количества эталонов, обеспечивающих оценку качества изображения сварного соединения.
При расшифровке снимков размеры дефектов следует округлять в большую сторону до 0, 1 мм для размера не более 3, 0 мм, и до 0, 5 мм для размера более 3, 0 мм.
9.6.13 Расшифровка изображения участка сварного соединения, проконтролированного с применением ЦР, идентификация и измерение обнаруженных при расшифровке дефектов осуществляются только на дисплее компьютера с помощью соответствующей программы без дублирования на твердый носитель (пленку, прозрачную бумагу и др.). Комплекс по ЦР должен быть внесен в Государственный реестр средств измерений.
Распечатки изображений на бумаге, прозрачной пленке и т.п. в целях их расшифровки, хранения, а также идентификация и измерение дефектов по таким изображениям не допускаются.
Полученное изображение необходимо сохранить на диске компьютера в формате, исключающем возможность корректировки исходных данных.
9.6.14 Результаты контроля должны быть зафиксированы в журнале сварки, журнале НК и оформлены в виде заключений установленной формы. К заключению должна быть приложена схема проконтролированного соединения с указанием на ней мест расположения выявленных дефектов и протяженность дефектных участков.
9.6.15 Результаты РК (ЦР или КР) в цифровом виде подлежат сдаче застройщику (техническому заказчику) в исходном формате вместе с просмотровой программой на компакт-дисках или других электронных носителях. Застройщику (техническому заказчику) также передается набор файлов для установки программы (дистрибутив), руководство по установке программного обеспечения и руководство пользователя.
9.7 Ультразвуковой контроль
9.7.1 Ультразвуковому контролю ручным, механизированным или автоматизированным методами подвергают, если это предусмотрено проектной и технической документацией на сооружаемый объект, сварные соединения трубопроводов, выполненные всеми видами автоматической, полуавтоматической, ручной электродуговой сваркой плавлением и автоматической стыковой контактной сваркой оплавлением.
Ультразвуковой контроль следует проводить для выявления внутренних и выходящих на поверхность протяженных (непровары, несплавления, трещины, подрезы, цепочки скопления пор и включений) и непротяженных (одиночные газовые поры, шлаковые включения) дефектов.
Ультразвуковой контроль проводят для сварных соединений, признанных годными по результатам ВИК.
9.7.2 При проведении УЗК следует применять ультразвуковые дефектоскопы (системы), технические характеристики которых обеспечивают обнаружение дефектов, регламентируемых требованиями технической документации на сооружаемый объект.
Применяемые при УЗК дефектоскопы должны быть внесены в Государственный реестр средств измерений и иметь действующее свидетельство о метрологической поверке установленной формы.
Дефектоскопы подлежат периодической поверке не реже одного раза в год соответствующими службами федерального органа исполнительной власти в сфере обеспечения единства измерений или организациями, уполномоченными федеральным органом исполнительной власти в сфере обеспечения единства измерений на осуществление данной деятельности.
9.7.3 Для настройки чувствительности аппаратуры перед проведением контроля сварного соединения конкретного типа следует применять НО с искусственными отражателями согласно требованиям НД на сооружаемый объект и (или) требованиям методики на проведение МУЗК или АУЗК.
Следует изготовлять НО из труб того же типоразмера, что и трубы, сварные соединения которых подлежат контролю. Материал труб (марка стали, прочностной класс), из которых изготовляют НО, должен быть идентичен материалу труб контролируемого соединения. Допускается отклонение радиуса кривизны поверхности НО не более ±5% соответствующего параметра трубы.
Для кольцевых швов диаметром более 530 мм допускается применять НО с плоской поверхностью.
НО подлежат периодической метрологической аттестации не реже одного раза в три года соответствующими службами федерального органа исполнительной власти в сфере обеспечения единства измерений или организациями, уполномоченными федеральным органом исполнительной власти в сфере обеспечения единства измерений на осуществление данной деятельности. Также НО должны иметь свидетельство о метрологической аттестации установленной формы и отметку в паспорте о проведении поверки.
Каждый НО должен иметь паспорт, быть промаркирован и иметь действующий документ, подтверждающий аттестацию или калибровку.
Паспорт НО должен содержать:
— сведения о конструктивных параметрах образца и материале, из которого он изготовлен;
9.7.4 Оценку допустимости выявленных при УЗК дефектов следует выполнять в соответствии с требованиями проектной документации.
При применении ультразвуковых систем, обеспечивающих оценку условных высоты, глубины и протяженности несплошностей, допускается проводить оценку качества по нормам, разработанным на основе инженерного расчета с учетом прочностных свойств труб и сварных соединений, давлений и условий прокладки трубопроводов на конкретном объекте.
9.7.5 Выбор конкретного типа системы УЗК регламентируется застройщиком (техническим заказчиком) с учетом особенностей применяемых технологий сварки. Реализуемая системой схема контроля должна выявлять характерные недопустимые дефекты применяемой технологии сварки.
9.7.6 Результаты контроля должны быть зафиксированы в журнале НК и оформлены в виде заключений установленной формы. К заключению должна быть приложена схема проконтролированного соединения с указанием на ней мест расположения выявленных дефектов и протяженности дефектных участков. По согласованию с застройщиком (техническим заказчиком) допускается передача заключений в электронном виде.
9.8 Капиллярный контроль
9.8.1 Капиллярный метод контроля следует применять в качестве дополнительного метода при необходимости уточнения результатов ВИК, определения местоположения, протяженности и ориентации трещин, подрезов, несплавлений, расслоений, неметаллических включений, как поверхностных, так и сквозных. Капиллярный контроль следует проводить в соответствии с требованиями ГОСТ 18442 и технологической картой, утвержденной в организации, выполняющей контроль.
9.8.2 Капиллярным методом выявляют дефекты с раскрытием, равным 0, 1 мм и более, что соответствует классу чувствительности по ГОСТ 18442-80 (пункт 4.7.1, таблица 4) не хуже IV.
9.8.3 Капиллярный контроль разрешается проводить при температуре окружающего воздуха от минус 40°С до плюс 40°С и относительной влажности воздуха не более 90%. Температура контролируемой поверхности не должна превышать плюс 40°С. Температура контролируемого объекта и индикаторного пенетранта должна быть в пределах, указанных в технической документации на данный дефектоскопический материал и объект контроля.
9.8.4 К контролируемой поверхности должен быть обеспечен доступ, необходимый для нанесения индикаторного пенетранта, его удаления, нанесения проявителя и визуального осмотра индикаторного следа.
9.8.5 Контроль сварного шва следует проводить последовательно, по участкам в зависимости от диаметра изделия длиной не более:
— 700 мм — для изделий диаметром не более 1020 мм;
— 1000 мм — для изделий диаметром от 1020 до 1420 мм.
Площадь контролируемого участка не должна превышать 0, 6-0, 8 м 2 .
Шероховатость контролируемой поверхности должна быть не более Ra 3, 2 (Rz 20). Допускается шероховатость поверхности Ra 6, 3 (Rz 40) при условии отсутствия при контроле окрашенного фона.
На контролируемой поверхности не должно быть следов масел, пыли и других загрязнений.
9.8.6 Дефектоскопические материалы по данным сопроводительной документации должны обеспечивать выполнение требований 9.8.2. Дефектоскопические материалы используются в виде наборов, включающих:
— очиститель объекта контроля от пенетранта;
— проявитель индикаторного следа дефекта.
Для контроля сварных соединений следует применять готовые дефектоскопические наборы в аэрозольных упаковках, обеспечивающие требования 9.8.2. Совместимость материалов в наборах обязательна. Составы набора не должны вызывать коррозию и требуют удаления после контроля.
9.8.7 Допускается применение индикаторных пенетрантов следующих типов:
— цветные пенетранты, содержащие краситель с характерным цветовым фоном (обычно красным);
— люминесцентные пенетранты с примесями, люминесцирующими под воздействием ультрафиолетового излучения.
9.8.8 Для осмотра объектов контроля и поиска индикаторного рисунка несплошностей разрешается применять лупы увеличения 2-х и более. Для изучения индикаторного следа несплошности, его формы и размеров следует использовать лупы или оптические приборы с увеличением 20-х и более.
9.8.9 При необходимости подогрева контролируемой поверхности допускается использовать промышленный фен или другие нагревательные устройства.
9.8.10 Перед каждым проведением контроля в обязательном порядке дефектоскопические материалы следует подвергать проверке. Проверка пригодности и чувствительности дефектоскопических материалов проводится на НО, соответствующих ГОСТ 18442. НО должны иметь дефекты типа трещин с раскрытиями, соответствующими требуемой чувствительности.
9.8.11 Для проверки чувствительности используют два НО:
— один — рабочий, предназначенный для проверки капиллярных наборов на пригодность;
— другой — для контрольной проверки материалов в случае неудовлетворительных результатов, полученных на рабочем образце.
Дефектоскопический набор должен быть отбракован, если он показывает неудовлетворительный результат на рабочем и контрольном образцах.
Аттестация НО должна проводиться не реже одного раза в три года.
Каждый НО должен быть промаркирован и иметь паспорт. Паспорт НО должен содержать:
— фотографию образца с выявленными несплошностями;
— размеры несплошностей (ширина раскрытия, глубина, длина);
— заключение об уровне чувствительности;
— сведения о наборе дефектоскопических материалов, с помощью которых проводился контроль;
9.8.12 Идентификацию дефектов следует проводить как по индикаторным следам, так и по фактическим характеристикам выявленных несплошностей после удаления проявителя в зоне зафиксированных индикаторных следов. Результаты контроля должны быть зафиксированы в журнале НК и оформлены в виде заключений установленной формы. К заключению должна быть приложена схема проконтролированного соединения с указанием на ней мест расположения выявленных дефектов и протяженности дефектных участков.
9.9 Магнитопорошковый контроль
9.9.1 Магнитопорошковый контроль следует выполнять в качестве дополнительного метода контроля сварных соединений, разнотолщинных сварных соединений, мест ремонта, а также при необходимости уточнения результатов ВИК, при определении наличия поверхностных и подповерхностных нарушений сплошности (трещин, подрезов, несплавлений, незаваренных кратеров, прожогов, неметаллических включений, расслоений и т. п.).
Следует проводить МК в соответствии с требованиями ГОСТ Р 56512 и технологической картой, утвержденной в организации, выполняющей контроль. Контроль следует проводить с использованием переносных универсальных и специализированных дефектоскопов.
9.9.2 Следует проводить МК дополнительно к другим методам НК для получения дополнительной информации о наличии, количестве и размерах поверхностных и подповерхностных дефектов.
Условный уровень чувствительности магнитопорошкового контроля сварных соединений трубопроводов должен соответствовать ГОСТ Р 56512.
9.9.3 Обнаруженные в результате МК недопустимые дефекты должны быть отмечены на поверхности проконтролированного участка маркером по металлу. После окончания контроля контролируемый объект должен быть размагничен.
Результаты контроля должны быть зафиксированы в журнале НК и оформлены в виде заключений установленной формы. К заключению должна быть приложена схема проконтролированного соединения с указанием на ней мест расположения выявленных дефектов и протяженности дефектных участков.
9.10 Нормы оценки качества сварных соединений
9.10.1 Характеристиками дефектов (см. рисунок 9.2) являются:
d — диаметр (максимальный размер) дефекта округлой формы, мм;
h — высота дефекта, мм или % толщины стенки;
l — протяженность дефекта, мм;
w — ширина дефекта, мм;
L — расстояние между соседними дефектами, мм;
∑д — допустимая суммарная протяженность дефектов, мм, на оценочном участке шва длиной Д, мм (определяется вычислением).
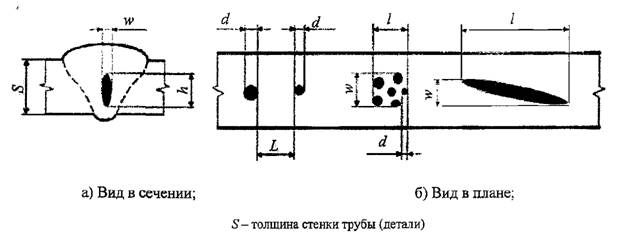
Рисунок 9.2-Схематическое изображение сварного шва и определение размеров дефектов
9.10.2 Длина оценочного участка шва при определении суммарной протяженности дефектов должна быть равной:
— 300 мм для труб с наружным диаметром более 530 мм;
— 1/6 длины шва для труб диаметром от 100 до 530 мм включительно;
— периметру сварного соединения для труб диаметром менее 100 мм.
9.10.3 Критерии отбраковки кольцевых сварных соединений трубопроводов по результатам НК приведены в приложении А СП 86.13330.2014.
9.10.4 По результатам НК сварные соединения подразделяют на категории, обозначаемые как "Годен", "Ремонт", "Вырезать".
9.10.5 К категории "Годен" следует относить сварные соединения, для которых выполняется любое из условий:
— дефекты не обнаружены;
— выявлены дефекты, соответствующие критериям допустимости.
Примечание к 9.10.4 и 9.10.5 — Поверхностные дефекты, обозначенные в таблицах приложения А СП 86.13330.2014 как Fa, Fb, Fc и Fd, не учитывают при подсчете суммарной протяженности дефектов.
9.10.6 К категории "Ремонт" следует относить сварные соединения в случаях выявления дефектов, не соответствующих критериям допустимости, но которые по совокупности признаков могут быть отремонтированы.
9.10.7 К категории "Вырезать" следует относить сварные соединения, для которых выполняется любое из условий:
— выявлен дефект, идентифицированный по совокупности признаков как трещина;
— суммарная длина дефектных участков превышает допустимые критерии;
— сварное соединение не может быть отнесено к категории "Годен" после проведенного ремонта;
— сварное соединение трубы диаметром менее 100 мм с обнаруженными в нем недопустимыми дефектами.
9.10.8 При оценке качества сварных соединений разнотолщинных элементов нормы оценки дефектов следует принимать по элементу меньшей толщины.
9.11 Охрана труда и промышленная безопасность
9.11.1 При проведении работ методами НК необходимо соблюдать требования безопасности и охраны труда в соответствии с ГОСТ Р 12.1.019, ГОСТ 12.2.003, СанПиН 2.6.1.1281, СП 2.6.1.3241, СанПиН 2.6.1.2523, СанПиН 2.6.1.3164, [9] и [12].
9.11.2 К самостоятельной работе допускаются лица не моложе 18 лет, имеющие начальное профессиональное образование, прошедшие:
— обязательные предварительные (при поступлении на работу) и периодические (в течение трудовой деятельности) медицинские осмотры (обследования) для признания годными к выполнению работ;
— обучение безопасным методам и приемам выполнения работ (инструктаж по охране труда, стажировку на рабочем месте, проверку знаний требований охраны труда, методов оказания первой доврачебной помощи пострадавшим).
9.11.3 Для защиты от опасных и вредных производственных факторов работникам должны быть выданы специальная одежда, специальная обувь и другие средства индивидуальной защиты согласно действующим нормам.
9.11.4 Работник должен применять необходимые средства индивидуальной защиты при выполнении работ.
Библиография
[1] ПБ 03-273-99 Правила аттестации сварщиков и специалистов сварочного производства
[2] РД 03-613-03 Порядок применения сварочных материалов при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов
[3] РД 03-614-03 Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов
[4] РД 03-615-03 Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов
[5] РД 03-495-02 Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства
[6] ПБ 03-372-00 Правила аттестации и основные требования к лаборатории неразрушающего контроля
[7] ПБ 03-440-02 Правила аттестации персонала в области неразрушающего контроля
[8] РД 03-606-03 Инструкция по визуальному и измерительному контролю
[9] НП 053-16 Федеральные нормы и правила в области использования атомной энергии "Правила безопасности при транспортировании радиоактивных материалов"
[10] Приказ Федеральной службы по экологическому, технологическому и атомному надзору от 14 марта 2014 г. N 102 "Об утверждении Федеральных норм и правил в области промышленной безопасности "Требования к производству сварочных работ на опасных производственных объектах" (зарегистрирован в Министерстве юстиции Российской Федерации 16 мая 2014 г., регистрационный N 32308)
[11] Приказ Федеральной службы по экологическому, технологическому и атомному надзору от 21 ноября 2016 г. N 490 "Об утверждении Федеральных норм и правил в области промышленной безопасности "Основные требования к проведению неразрушающего контроля технических устройств, зданий и сооружений на опасных производственных объектах" (зарегистрирован в Министерстве юстиции Российской Федерации 14 декабря 2016 г., регистрационный N 44707)
Технология механизированная сварка трубопроводов
А.Г. мазель, д-р техн. наук, К.И. Зайцев, канд. техн. наук, В.И. Хоменко, канд. техн. наук, В.Д. Тарлинский, канд. техн. наук, А.С. Рахманов, канд. техн. наук, И.А. Шмелева, канд. техн. наук, м.З. Шейнкин, канд. техн. наук, Н.Г. Блехерова, канд. техн. наук, Н.П. Сбарская, канд. техн. наук, Л.А. Гобарев, канд. техн. наук, О.И. Нейфельд, канд. техн. наук, О.С. Папков, канд. техн. наук, Д.Б. Капинос, канд. техн. наук, Г.Н. Петров, Е.В. Карабанов, С.Г. Гантман, С.К. Сергеев, В.А. Данильсон, О.А. Ариненкова, К.А. Романова, Н.Г. Гончаров, А.П. Ладыжанский, Е.Ф. Чабуркин, канд. техн. наук, Р.Р. Хакимьянов, канд. техн. наук
ПОДГОТОВЛЕНЫ К УТВЕРЖДЕНИЮ Главным научно-техническим управлением Миннефтегазстроя:
О.М. Серафин — зам.начальника
С введением в действие ВСН «Строительство магистральных и промысловых трубопроводов. Сварка» утрачивают силу:
| «Инструкция по технологии сварки магистральных трубопроводов» |
| «Инструкция по технологии сварки трубопроводов и технологического оборудования при монтаже компрессорных и насосных станций» |
| «Инструкция по технологии стыковой электроконтактной сварки оплавлением магистральных трубопроводов из сталей с пределом прочности до 60 кгс/мм2» |
| «Инструкция по технологии стыковой электроконтактной сварки труб малого диаметра с большими толщинами стенок» |
| «Инструкция по организации хранения, подготовке и контролю сварочных электродов, флюсов и проволоки сплошного сечения (для многониточной системы газопроводов)» |
| «Инструкция по технологии сварки при выполнении специальных монтажных работ на строительстве трубопроводов» |
| «Технология автоматической сварки неповоротных стыков трубопроводов диаметром 530 мм и более порошковой проволокой с принудительным формированием» |
| «Инструкция по технологии резки труб в трассовых условиях» |
| «Заварка на стадии строительства технологических отверстий в магистральных трубопроводах» |
| «Инструкция по технологии стыковой электроконтактной сварки труб диаметром 57 мм» |
| «Инструкция по технологии сварки вращающейся дугой труб диаметром 32-60 мм» |
| «Инструкция по технологии сварки, термической обработке и контролю стыков трубопроводов сероводородсодержащего нефтяного месторождения Жанажол» |
Госстрой СССР, Главгосгазнадзор СССР, Миннефтепром
| Министерство строительства предприятий нефтяной и газовой промышленности | Ведомственные строительные нормы | ВСН 006-89 |
| Миннефтегазстрой | ||
| «Строительство магистральных и промысловых трубопроводов. Сварка» |
Механизированная сварка

Механизированная или частично механизированная сварка является дуговой сваркой, в процессе которой плавящийся электрод и дуга перемещается при использовании каких-либо механизмов или специального оборудования, специально для этого предназначенного. При помощи данного вида сварки можно выполнять любые сварочные работы, к примеру с нахлестом, тавровые, угловые или стыковые.

Автоматическая дуговая сварка является дуговой сваркой, при которой дуга возбуждается. А электрод подается при помощи только механизированного оборудования, а человек при этом вообще не принимает участие в процессе. Все происходит по четко заданной программе, которая продумывается заблаговременно.
Механизированная и автоматическая дуговая сварка подразумевает образование соединения особым образом. Происходит расплавление электрода и сварочного металла, капли данных материалов отправляются в сварочную ванну, а затем тщательно перемешиваются между собой.
Жидкий металл обрабатывается при использовании дополнительного флюса или газа, что кардинально отличает автоматизированную сварку от ручной. Металл начинает раскисляться и легироваться.
Дуга перемещается около свариваемых кромок, а также приходит в движение сварочная ванна.

Существует несколько видов сварки механизированного типа
- Углекислый газ и его смеси с кислородом сваривает стальные изделия со средним содержанием углерода и низколегированные. Углекислый газ способен варить сталь при толщине 40 мм, а смеси газов могут справиться с толщиной 80 мм. В процессе сварки газы повышают ее свойства и характеристики. Углекислый газ расходуется в зависимости от того, насколько мощная дуга участвует в процессе, типа электрода, какие потоки воздуха в помещении в процессе сваривания металлов.
- Инертные газы, к примеру аргон или гелий, способен сваривать алюминиевые детали, магниевые, титановые или различные сплавы из этих материалов. Сварить можно любые легированные стали и со средним и низким содержанием углерода. Использовать данные газы рекомендуется, ведь гелий имеет плотность намного меньше, чем воздух, а аргон наоборот. Также данные газы не образуют химические соединения с металлическими конструкциями, поэтому в них можно сварить любые сплавы или металлы.
- При помощи флюса можно сваривать легированные стали, со средним или низким содержанием углерода. Также прекрасно для этого подходят титан, алюминий, чугун, медь или сплавы из данных материалов.
Флюс является порошкообразным материалом, который в процессе сварки обеспечивает функции электродов при ручной сварке. Его основа состоит из силиката марганца. Также флюсы можно разделить на две разновидности:
- неплавленные;
- плавленные.
Неплавленными называют флюсы спеченные или керамические. Плавленные получаются при плавлении в печи определенных компонентов и составов.
Керамические флюсы включают в себя порошковые материалы, которые соединяются в небольшие зерна специальными веществами, к примеру это может быть жидкое стекло.
Спеченные флюсы спекают в печах, причем для этого используются те же порошкообразные вещества и высокие температуры, а потом частицы раздрабливаются до необходимого размера.
При сварке некоторые частицы флюса расплавляются, а когда затвердевают, становятся похожи на шлаковые корки. Не расплавленный флюс можно использовать в дальнейшем после того, как он просеивается.
При помощи порошковых проволок можно сварить низколегированные и низкоуглеродные стали, а при порошковых проволоках и высоколегированные, а также нержавейку и медные детали и сплавы. Они могут достигать толщины около 40 мм. Порошковые проволоки имеют оболочку из металла, которая заполняется шихтой.
Самой простой конструкцией из всех является порошковая проволока с трубчатым поперечным сечением. Чтобы сделать ее более жесткой, а также изменить соотношение металлических компонентов, необходимо применять проволоку, в которой во внутренней полости кромки металлов немного отогнуты в стороны.
Важно! Металл внутри оболочки рекомендуется выбирать в прямой зависимости от того, какой металл необходимо будет сваривать.
В шихту данного вида проволоки необходимо ввести компоненты, которые способны справляться с некоторыми функциями:
- защита расплавляемого металла от кислородного воздействия и азота, окисления и легирования металлов;
- дуга начинает гореть стабильно и равномерно;
- шов формируется намного лучше и качественнее.
Применяется три разновидности порошковых проволок при механизированной сварке. Они могут быть:
- самозащитные, для сваривания в углекислом газе;
- для сваривания при помощи флюса;
- самозащитные порошковые проволоки, которые не требуют дополнительного флюса и использования углекислого газа.
Технология для механизированной сварки
Для автоматической и механизированной сварки используются автоматические и полуавтоматические приспособления и аппараты. Они комплектуются источниками тока, для того, чтобы питать дугу.
Данные автоматы рассчитаны на выполнение таких функций, как:
- возбуждение и приведение дуги в движение;
- регулировка сварочного процесса;
- электродная проволока подается с такой же скоростью плавления, которая необходима при сварке;
- дуга передвигается равномерно около свариваемых кромок.

Полуавтоматическое оборудование имеет два основных устройства. Самоходная головка или трактор, а также аппаратуру для управления.
Сварочные автоматы для сваривания в газовых образованиях включают в себя специальные газовые редукторы, баллоны с кислотами, подогреватели и осушители, которые необходимы для очищения газов от лишней влажности.

При помощи трактора подается электродная проволока, а ток проводится к сварочному месту.
Механизированный способ сваривания при помощи электродных проволок обычно включает в себя два ролика, один ведущий, а другой вспомогательный. Именно они надежно удерживают проволоку и сжимают ее с нужной силой.
Они наматывается на специальные кассеты, поэтому происходит проталкивание через шланги, а затем при помощи тога подается в зону расположения дуги.
У сварочного автоматического оборудования под флюсом есть специальные системы, которые убирают излишки флюса. Трактор для сварки при помощи защитных газов есть горелка, которая направляет в необходимую зону электродную проволоку, подводит к ней ток и подает газовые образования в нужное место. На месте горелки обычно располагается держатель, который подает флюс через специальный бункер.
Механизированная и автоматическая сварка и ее применение
Механизированная сварка помогает накладывать прямые и кривые швы, а также позволяет производить сваривание в труднодоступных местах. Металлы должны быть средней и небольшой толщины, чтобы обеспечивать надежное и качественное сваривание.
Данные виды сварки применяются при ремонтных и производственных работах.
Кольцевые и прямолинейные швы при использовании на производстве, которые имеют длину больше 300 мм, обычно выполняются только при использовании автоматического сварочного оборудования.

При транспортном и машиностроительном производстве механизированная сварка плавящимся электродом применяется при производстве локомотивов или вагонов. Балки необходимо сваривать под флюсом на потоке. Рамы обычно сваривают при помощи углекислого газа. В сельском хозяйстве и производствах оборудования практически около 80 % работ выполняется при помощи углекислого газа.
При автоматической сварке при применении флюса и углекислого газа в основной массе свариваются трубы и другие детали, которые имеют большой диаметр.
Механизированная сварка с применением дополнительного флюса, углекислого газа и порошковых проволок постоянно используется в строительстве печей, для специальных резервуаров для хранения опасных и легко возгораемых веществ, для строительства мостов и судов, а также в других видах производств.
Технология механизированной сварки
Полностью или частично механизированная сварка облегчает монтаж трубопроводов, металлоконструкций, используется при производстве сварных деталей. За счет механического передвижения сварочной головки улучшается прочность шва.
Данными видами оборудования выполняют тавровые, угловые соединения, сваривают заготовки встык и внахлест. Механизированный помощник помогает точно соединить детали, расположить их под требуемым углом.
Автоматы и полуавтоматы помогают выполнять работы в труднодоступных местах.

Особенности
Сначала о полностью механизированной сварке, это автоматизированный процесс соединения деталей, когда оператор только настраивает оборудование и следит за его работой. Аппарат сам разжигает и поддерживает дугу, ведет ее по шву, при этом подает присадочную проволоку, флюс или защитный газ.
При частично механизированной сварке подача расходных материалов осуществляется автоматически, а за геометрию шва отвечает сварщик. Он перемещает горелку с нужной скоростью в заданном направлении. Процессы полной или частичной механизации также регулируются стандартами для сварочных технологий.
Область применения
С помощью сварочных механизированных аппаратов можно сваривать трубы, накладывать прямые, кольцевые и криволинейные швы, осуществлять соединения в труднодоступных местах. Средства механизации предназначены для тонких заготовок и средней толщины. Оборудование применяется для монтажа и ремонтных работ, выручает в аварийных ситуациях.
При серийном производстве используют полную механизацию, в транспортном машиностроении чаще нужны полуавтоматы с функцией подачи флюса, газа. Хребтовые балки сваривают на поточных механизированных линиях, рамы вагонов – на кантователях.
Автоматическая механизированная сварка под флюсом и в углекислом газе применяется при выпуске прямошовных и спиралешовных труб.
Виды механизированной сварки
При механизации сварочного процесса учитывают особенности сваривания различных металлов. Для соединения углеродистых и низкоуглеродистых сплавов необходим углекислый газ.
Алюминий, титан, магний расплавляют под облаком инертного газа. Чугун, некоторые алюминиевые сплавы, легированные стали сваривают с использованием различных флюсов.
Каждый механизированный сварочный процесс стоит рассмотреть подробней.
В среде углекислого газа
Расход CO2 зависит от типа электрода, мощности электродуги, движущихся потоков воздуха. При сдувании струи газа ветром или сквозняком ухудшается качество шва. Механизированной дуговой сваркой соединяют заготовки с содержанием углерода:
- до 2,14% (низкоуглеродистые сплавы);
- от 3 до 5 % (среднеуглеродистые).
Как правильно варить аргоном нержавейку
Сваривают детали толщиной до 40 мм, в смеси газов можно проварить 80-ти мм металл. Процесс регламентируется ГОСТ 14771-76. Струя поступает из сопла, обтекает сварочную дугу, предохраняет ванну расплава от окисления.

Механизированная сварка в среде углекислого газа
В инертных газах
При механизированной сварке в среде защитных газов металлы при нагреве не окисляются.
При подаче аргона с плотностью в 1,5 раза выше, чем у воздуха, над обрабатываемыми кромками формируется устойчивое облако.
Такую защиту ванны применяют при сваривании любых металлов, когда необходимо получить качественное соединение или невозможна обыкновенная электродуговая сварка, например, при монтаже проката:
- из цветных металлов (меди, никеля, алюминия, титана);
- жаропрочных и конструкционных сталей, склонных к окислению при нагреве;
- некоторых видов нержавейки.
Инертные газы защищают металл от воздействия кислорода, азота, других компонентов воздуха, ухудшающих эксплуатационные характеристики сварных соединений.

Механизированная сварка в среде защитных газов
Под флюсом
По ГОСТ 8713-79 в зависимости от способа изготовления флюсы разделяют на две группы:
- плавленые представляют собой однородный конгломерат, получаемый путем спекания компонентов;
- неплавленые бывают двух видов: керамические – это порошки с клеевой основой; спеченые сначала спекают при высоких температурах, затем измельчают до нужной фракции.
Смеси и порошки на основе силиката марганца наносят перед механизированной сваркой под флюсом. В процессе нагрева дугой защитный состав образует шлаковую корку. Оставшиеся частицы собирают для повторного применения.

Механизированная сварка под слоем флюса
Порошковыми проволоками
Сварщики выбирают любой расходный материал под тип обрабатываемого металла, порошковые проволоки – не исключение. Это стержень, заполненный шихтой, выполняющей сразу несколько функций:
- защищает металл от воздействия азота, кислорода, водорода;
- раскисляет и легирует расплавленный металл;
- поддерживает стабильное горение дуги;
- формирует ровный шов.
Для механизированного сварочного процесса применяют несколько типов порошковой проволоки:
- сочетаемые с флюсами;
- содержащие флюсовые компоненты в составе шихты;
- самозащитные для сваривания металла в углекислом газе.
Импульсная сварка: режимы, схема, устройство
Производители выпускают расходники с замкнутым трубчатым сечением, с захлестом кромок и сложной формы с загибами одной или обеих кромок внутрь.

Механизированная сварка порошковыми проволоками
Применяемое оборудование
Для работы применяют автоматы и полуавтоматы, тип сварочного механизированного оборудования зависит от необходимой степени участия человека в сварочном процессе. Механизированный автоматический аппарат осуществляет:
- розжиг дуги;
- механизированную подачу присадки, флюса или газа;
- контроль токовых параметров;
- движение дуги относительно кромок по заданной траектории.
Оператор только следит за работой автоматов, состоящих из трактора (самоходной сварочной головки) и блока управления (процессора).
Механизированные устройства тракторного типа осуществляют подачу проволоки за счет прижимного и подающего роликов. Перемещение дуги по направлению шва осуществляется вручную сварщиком.
Основным элементом полуавтоматической механизации является электродержатель. Через это устройство обеспечивается подача электротока в зону сварки.
Дуга разжигается при замыкании цепи с помощью пусковой кнопки, расположенной на рукояти держателя.

Оборудование тракторного типа может выполнять работу в полностью автоматическом процессе
Для подачи и уборки оставшегося флюса монтируются бункеры с регуляторами (дозаторами). У механизированных полуавтоматов для сварки в защитных газах имеется специальная газоэлектрическая горелка, из которой одновременно подается газ и токопроводящая присадочная проволока.
Самоходная головка (трактор) одновременно с замыканием цепи осуществляет подачу требуемых компонентов. Вместе с током, питающим дугу, в зону сварки поступает расплавляемая присадка, защитные флюсы или газы.
Классические механизированные аппараты регулируют скорость подачи проволоки и плотность дуги в зависимости от физико-механических свойств свариваемых металлов. Проволока устанавливается в кассетах фабричной намотки с фиксированным натяжением. Разматываясь, присадка сначала проходит через направляющие ролики и шланги, затем поступает на подающие.
Специальные системы, ответственные за подачу газа, флюса, настраиваются собственно токовым параметрам. Скорость движения горелки регулируется автоматизировано или сварщиком.
При помощи механизированного трактора подается электродная проволока, а ток проводится к сварочному месту.
Производители предлагают механизированное оборудование для сварки с разной степенью механизации. По сути, технология автоматизированной сварки с точки зрения физико-термических процессов идентична ручной. Отличается технологичностью, скоростью формирования шва, качеством соединений.
Технология механизированной сварки
Механизация облегчает труд сварщика, особенно, когда работы ведутся на конструкциях больших размеров с протяженными сварными швами. Главное достоинство механизации: минимизируется человеческий фактор, повышается повторяемость формы и качества сварных швов, повышается производительность и экономическая выгода проведения сварочных работ.

Особенности
Механизированная сварка плавящимся электродом (чаще такой вид называют полуавтоматическим) осуществляется не покрытыми штучными электродами, а проволокой, которая подается с катушки.
Проволока подается с катушки специальным приводом, состоящим из электродвигателя, редуктора, подающих и прижимных роликов и регулирующей аппаратуры (платы управления).
Сюда же, в зону сварки, подается защитный газ, который обеспечивает изоляцию сварочного шва от воздействия атмосферных газов. Это справедливо при сварке плавящимся электродом в среде защитных газов.
Такое устройство не сильно изменяет условия труда сварщика. Его главным преимуществом можно считать увеличение производительности труда. Кроме того, существенно улучшается качество шва. Однако, это один из самых простых механизмов. В настоящее время механизированная сварка достигла высокой степени механизации.
Область применения
Трудно найти отрасль, в которой не применяются сварочные полуавтоматы. Это и производственные цеха машиностроения, и открытые строительные площадки. Мелкие предприятия и даже частные приусадебные хозяйства и гаражные кооперативы.
Способ этот универсален, как по списку свариваемых материалов (малоуглеродистые конструкционные и высоколегированные стали, алюминий и другие цветные металлы и сплавы), так и по ассортименту соединяемых деталей (трубы, прокат).
Лучший аргумент в пользу этого вида – доля сварочных работ, производимых таким способом. К началу 21 века эта доля дошла до 80%.
Способ имеет одно слабое место, но недостаток этот легко устраним. Зона сваривания нуждается в защите от ветра. Такую защиту легко организовывать переносными ширмами, палатками, либо любым подручным листовым материалом. Заодно и обеспечивается защита персонала, работающего рядом с местом проведения сварочных работ, от вредного воздействия электрической дуги.
Виды механизированной сварки
Виды механизированной сварки различаются в зависимости от того, каким способом осуществляется защита сварного шва от влияния атмосферы:
- в среде углекислого газа;
- в среде газовой смеси на основе аргона;
- в среде чистого 100% аргона;
- порошковыми газозащитными и самозащитными проволоками.
В среде углекислого газа
Химическая сущность процесса сваривания деталей в среде углекислого газа состоит в следующем: под действием высоких сварочных температур углекислый газ распадается на угарный газ и кислород. Эти газы активно реагируют с железом и углеродом свариваемых деталей.
Для нейтрализации этого вредного явления, в сварочную проволоку вводят кремний и марганец. Являясь более активными металлами, они вытесняют (замещают) из реакций окисления железо и углерод. Для уточнения необходимо отметить, что такой вид называется сваркой в среде активного защитного газа.
Низкая стоимость и универсальность процесса сделали этот вид сварки самым распространенным при ремонте кузовов легковых автомобилей. Необходимо учитывать, что стандартного баллона хватает на 16 – 20 часов непрерывного процесса. Интересно, что качество шва напрямую зависит от расхода углекислого газа. Чем больше газа, тем лучше шов. Задача сварщика найти компромисс в этом вопросе.
В инертных газах и смесях
В качестве инертных газов чаще всего используют смеси на основе аргона. Применяется также чистый аргон для некоторых металлов и сплавов. Состав оборудования и технология механизированной сварки в инертных газах очень похожи на сварку в среде углекислого газа.
Сваривание деталей в среде инертного газа можно проводить плавящимся электродом, который по составу максимально соответствует свариваемым деталям.
Преимущества сварки в среде защитного газа на основе аргона – это, прежде всего, высокая стабильность электрической дуги, сниженное разбрызгивание электродного металла и меньшее тепловложение в свариваемые детали по сравнению со сваркой в углекислом газе.
Очень перспективны последние изобретения в этой технологии. На крупносерийных производствах с целью повышения производительности труда и уменьшения себестоимости изделий применяют современные защитные смеси на основе аргона с добавлением гелия, кислорода, углекислого газа с различным процентным содержанием компонентов.
Средства автоматизации и механизации процесса
Механизированная сварка плавящимся электродом в среде защитного газа может осуществляться на механизмах с различной степенью автоматизации.
Степень автоматизации определяется тем, как перемещают сварочную горелку: сварочная горелка закреплена неподвижно (перемещается свариваемое изделие) или перемещается специальным устройством – кареткой, позиционером, роботом и другими устройствами.
В обоих случаях происходит существенный рост производительности за счет увеличения скорости перемещения сварочной горелки, отсутствия человеческого фактора, высокой повторяемости.
При применении автоматизации процесса требуется особо качественная подготовка кромок к сварке, грамотный выбор сварочной проволоки, режимов работы в зависимости от марки металла соединяемых деталей, конфигурации соединения, положения сварки.
Порошковые проволоки
Очень распространенный вид сварки низколегированных, углеродистых сталей и различных сплавов. Для таких работ чаще всего используют смесь аргона с углекислым газом или только углекислый газ. Процесс соединения металлов таким способом аналогичен работе с другими видами проволоки.
Порошковая проволока – специально изготавливаемая проволока, заполненная специальным флюсом или металлическим порошком.
Такая проволока изготавливается по особой технологии с разными наполнителями для сварки различных марок стали.
Проволока, наполненная металлически порошком, применяется для существенного увеличения коэффициента наплавленного металла. Ограничение по применению – только нижнее пространственное положение.
Применяемое оборудование
Используемое для этих целей оборудование организуется в сварочные посты. Они могут несколько отличаться по составу, но основная комплектация содержит:
- источник сварочного тока;
- механизм подачи проволоки;
- комплект соединительных шлангов, управляющего и силовых кабелей;
- сварочную горелку;
- газобаллонную аппаратуру: баллоны с защитным газом или магистраль, редуктор, газовый коллектор, соединительные шланги.
Описание технологического процесса включает в себя подготовку кромок перед началом работ. В технологии подробнейшим образом должны быть перечислены все материалы с указанием ГОСТов. Процесс планируется с учетом типа шва.
В зависимости от материала и толщины свариваемых деталей выбирается режим работы и вид защитного газа.
Полуавтоматическая сварка в среде защитного газа – сложный процесс и учесть все его тонкости могут только квалифицированные технологи.
Технологии сварки. Механизированная и автоматическая сварка плавящимся электродом трубопроводов (реферат)
Технологии сварки. Механизированная и автоматическая сварка плавящимся
электродом трубопроводов
Механизированная и автоматическая сварка плавящимся электродом
трубопроводов из углеродистых и низколегированных сталей производится: в
углекислом газе — с применением проволоки марки Св-08Г2С, трубопроводов
из теплоустойчивых сталей — с применением проволоки марки Св-08ХГ2СМ, из
высоколегированных коррозионно-стойких сталей в аргоне — с применением
проволоки марки Св-06Х19Н9Т. Для сварки корневых швов следует применять
проволоку диаметром 0,8… 1,2 мм. Для последующих слоев шва
рекомендуется применять проволоку диаметром 1,2…1,6 мм. Для выполнения
облицовочных швов при сварке поворотных стыков труб допускается
применение проволоки диаметром 2 мм.
Перед возбуждением сварочной дуги зону сварки обдувают защитным газом.
Расстояние от сопла горелки до поверхности трубы не должно превышать 25
мм. В процессе сварки сварщик не должен по возможности обрывать дугу.
В
случае обрыва дуги кратер шва и прилегающий к нему участок шва на
расстоянии не менее 15 мм очищают от шлака. Возбуждение дуги после
перерыва следует производить на ранее заваренном участке шва на
расстоянии 10…15 мм от кратера.
По окончании сварки обрывать дугу
следует только после заплавления кратера. Кратер необходимо обдувать
защитным газом в течение 1…5 с, пока не остынет металл.
Корневой шов при сварке стыковых соединений, труб, если зазор более 0,5
мм, необходимо выполнять с поперечными колебаниями, первый валик должен
быть усиленным с высотой сечения не менее 4 мм.
После сварки корневого
шва первые слои многопроходных швов выполняют с равномерным
поступательным или возвратно-поступательным перемещением электрода вдоль
свариваемых кромок.
Средние слои следует выполнять, перемещая электрод
по вытянутой спирали, а верхние (последние) слои — с поперечными
колебаниями. При многопроходной сварке зачистку швов рекомендуется
производить после каждых 3…4 проходов.
При сварке без подкладных колец для улучшения формирования обратной
стороны корня шва рекомендуется применять флюс-пасту ФП8-2 при сварке
коррозионно-стойких сталей и ФП8-У при сварке углеродистых и
низколегированных сталей. Флюс-паста хорошо удерживается на стыках в
процессе сборки и транспортировки к месту сварки.
Механизированную
сварку трубопроводов на монтаже выполняют при скорости ветра до 3 м/с,
при большей скорости ветра сварку выполняют в палатке или другом
укрытии. При скорости ветра 2…3 м/с расход защитного газа
рекомендуется увеличить в 1,5… 2 раза.
Механизированную сварку
поворотных стыков труб выполняют либо на стеллажах путем постепенного
перекатывания свариваемой секции, либо на специальных роликовых стендах
- с приводов вращения, либо на вращателях (например, фрикционных).
- 31. Режимы механизированной сварки трубопроводов плавящимся электродом в
углекислом газе - 32. Режимы механизированной импульсной сварки плавящимся электродом в
углекислом газе неповоротных стыков трубопроводов
При сварке на стеллажах труб диаметром до 200 мм окружность стыка
разделяют на две равные части. Каждый слой шва начинают в нижней части
трубы, смещаясь на 20…30 мм. Конец шва следует перекрывать на 30…40
При сварке на стеллажах труб диаметром 200… 500 мм стыки следует
разбивать на 3…4 участка и сваривать снизу вверх, поворачивая каждый
участок и располагая сбоку в вертикальном положении.
Второй слой
заваривают участками, равными половине длины окружности, сначала с
одной, затем с другой стороны стыка снизу вверх.
Последующие слои
сваривают так же, как и второй в два приема, но после поворота трубы на
180° или смещения начальной точки сварки на 50…60 мм от начала
- предыдущего слоя.
- При сварке на стеллажах труб диаметром более 500 мм стык делят на 6…8
участков. В первую очередь сваривают боковые участки снизу вверх с
каждой стороны, затем поворачивают трубу, располагая следующий - свариваемый участок сбоку.
При сварке угловых и нахлесточных соединений труб и деталей
трубопроводов (фланцев, штуцеров, тройников, отводов и т. д.)
сваривающие узлы располагают так, чтобы сварка производилась в нижнем
или вертикальном положении.
Сварку поворотных и неповоротных стыков трубопроводов следует
производить на режимах, приведенных в табл. 31. Сварку полупотолочных и
- потолочных участков — на режимах, установленных по нижнему пределу.
- ae
- gdHxO
Для труб диаметром до 200 мм сварку выполняют начиная с потолочного
положения (рис. 34, а). При сварке труб диаметром 200…500 мм
окружность стыка разбивают на 4 участка, и сварку ведут в
последовательности, указанной на рис. 34, б. Стыки труб диаметром более
500 мм разбивают на 6 участков, и сварку ведут в последовательности,
указанной на рис. 34, в.
Механизированную сварку неповоротных стыков трубопроводов целесообразно
производить в импульсном режиме (например, с применением прерывистой
подачи проволоки — табл. 32). Сварку трубопроводов с толщиной стенки до
4 мм выполняют без разделки кромок, а свыше 4 мм — с V-образкой
разделкой. Начиная с 6 мм толщины сварку выполняют за несколько проходов
с поперечными колебаниями электрода.
Рис. 34. Порядок сварки неповоротного стыка
а — для труб диаметром до 200 мм включительно; б — для труб диаметром
200…500 мм; в — для труб диаметром более 500 мм; * — начальная точка
сварки; 1…6 — последовательность наложения участков слоя
Амплитуда последующего слоя выбирается равной ширине предыдущего слоя.
Сварка труб с толщиной стенки 6… 12 мм выполняется за 2…3 прохода, а
свыше J2 мм — за 4 и более проходов.
При механизированной сварке
трубопроводов на сварочных стендах с приводом вращения сварщик не
перемещает держатель полуавтомата по периметру стыка, а ведет сварку на
одном участке, отстоящем под углом 20…30° от вертикальной оси трубы в
сторону, обратную направлению вращения секции.
Для получения качественного соединения корень шва целесообразно
сваривать электродной проволокой малого диаметра (1…1.2 мм), а
последующие слои шва с целью повышения производительности труда —
проволокой большого диаметра (1,6…2 мм) или порошковой проволокой,
например ПГТТ-7 (табл. 33).
33. Режимы механизированной сварки поворотных стыков труб
Автоматическую сварку поворотных стыков трубопроводов выполняют с
поперечными колебаниями электрода, что позволяет получить качественное
сварное соединение без подкладных колец.
Погонную энергию при сварке с
колебаниями электрода можно изменять не только за счет регулирования
скорости сварки, величины сварочного тока, но и за счет изменения
амплитуды и частоты поперечных колебаний электрода. Колебания электрода
значительно увеличивают путь дуги по поверхности изделия, т. е.
изменяют
проплавляющее действие дуги (мгновенную погонную энергию) в каждой точке
разделения кромок. Некоторая задержка электрода в конце взмаха колебаний
способствует лучшему подогреву кромки стыка а, следовательно, устраняет
возможность несплавления шва по кромкам.
Поперечные колебания способствуют получению специфической формы шва,
большой ширины шва при уменьшенной по оси глубине и длине.
Улучшению
формирования, шва в этом случае способствует и то, что при перемещении
дуги в одно из крайних положений температура металла сварочной ванны на
противоположной стороне шва понижается, и растут его вязкость и
поверхностное натяжение.
Форма корневого шва при сварке с поперечными
колебаниями более благоприятна для наложения последующих слоев и не
приводит к образованию несплошностей и шлаковых включений между слоями.
Колебание зазора в пределах 1 …2,5 мм компенсируется за счет
регулирования амплитуды поперечных колебаний и не требует
дополнительного изменения режима сварки.
Размах колебаний при сварке
корневого шва стыков труб с V-образной разделкой ограничивается
расстоянием между кромками стыка (6…8 мм) (табл. 34).
Меньшая
амплитуда колебаний не дает существенного изменения глубины
проплавления, а большая может ухудшить стабильность горения дуги
- вследствие замыкания электрода на кромки стыка.
- 34. Режимы автоматической сварки плавящимся электродом в CO2
неповоротных стыков трубопроводов из низкоуглеродистых и - низколегированных сталей
Поперечные колебания оказывают благоприятное влияние и на структуру
металла шва. При сварке последнего облицовочного слоя шва измельчается
зерно предыдущего слоя, размер кристаллов в металле облицовочного шва
уменьшается.
Наблюдается меньшая междендритная ликвация и исключается
образование скоплений примесей по оси стыка.
Увеличение коэффициента
формы шва (отношение ширины его к глубине проплавления) исключает
возможность образования трещин, улучшаются также условия удаления газов
Трубопроводы магистральные и промысловые
стальные для нефти и газа
Монтажные работы
Сварка и контроль ее выполнения
1. Исполнитель — Ассоциация «Национальное объединение строителей» (НОСТРОЙ).
2. Внесен Техническим комитетом по стандартизации ТК 465 «Строительство».
3. Подготовлен к утверждению Департаментом градостроительной деятельности и архитектуры Министерства строительства и жилищно-коммунального хозяйства Российской Федерации (Минстрой России).
4. Утвержден приказом Министерства строительства и жилищно-коммунального хозяйства Российской Федерации от 19 сентября 2018г. №596/пр и введен в действие с 20 марта 2019г.
5. Зарегистрирован Федеральным агентством по техническому регулированию и метрологии (Росстандарт).
6. Введен впервые.
В случае пересмотра (замены) или отмены настоящего свода правил соответствующее уведомление будет опубликовано в установленном порядке. Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте разработчика (Минстрой России) в сети Интернет.
Введение
Настоящий свод правил разработан Ассоциацией «Национальное объединение строителей» (НОСТРОЙ) при участии канд. техн. наук М.З.Шейнкина, Е.В.Лопатина, М.Н.Кагановича, Е.А.Фоминой.
1. Область применения
1.1 Настоящий свод правил распространяется на промысловые и магистральные стальные трубопроводы и устанавливает основные требования к выполнению сварочных работ, контролю качества сварных соединений при строительстве, реконструкции, капитальном ремонте и проведении строительного контроля за качеством строительно-монтажных работ на линейной части магистральных трубопроводов всех категорий согласно СП 86.13330 для нефти, нефтепродуктов и газа диаметрами до 1420мм включительно с избыточным давлением среды до 10,0МПа включительно, а также промысловых трубопроводов по ГОСТ Р 55990 и СП 284.1325800, транспортирующих не содержащие коррозионно-активные компоненты нефть и газ под избыточным давлением среды до 32МПа.
1.2 Настоящий свод правил не распространяется на строительство, капитальный ремонт и реконструкцию магистральных и промысловых трубопроводов в морских акваториях.
2. Нормативные ссылки
В настоящем своде правил использованы нормативные ссылки на следующие документы:
— ГОСТ 12.2.003-91 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности;
— ГОСТ 6996-66 (ИСО 4136-89, ИСО 5173-81, ИСО 5177-81) Сварные соединения. Методы определения механических свойств;
— ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод;
— ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия;
— ГОСТ 8695-75 Трубы. Метод испытания на сплющивание;
— ГОСТ 10157-2016 Аргон газообразный и жидкий. Технические условия;
— ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения;
— ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования;
— ГОСТ 20426-82 Контроль неразрушающий. Методы дефектоскопии радиационные. Область применения;
— ГОСТ 24297-2013 Верификация закупленной продукции. Организация проведения и методы контроля;
— ГОСТ ISO 17636-2-2017 Неразрушающий контроль сварных соединений. Радиографический контроль. Часть 2. Способы рентгено- и гаммаграфического контроля с применением цифровых детекторов;
— ГОСТ Р 12.1.019-2009 Система стандартов безопасности труда. Электробезопасность. Общие требования и номенклатура видов защиты;
— ГОСТ Р 55990-2014 Месторождения нефтяные и газонефтяные. Промысловые трубопроводы. Нормы проектирования;
— ГОСТ Р 56512-2015 Контроль неразрушающий. Магнитопорошковый метод. Типовые технологические процессы;
— ГОСТ Р ИСО 857-1-2009 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения;
— ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений;
— СП 284.1325800.2016 Трубопроводы промысловые для нефти и газа. Правила проектирования и производства работ;
— СанПиН 2.6.1.1281-03 Санитарные правила по радиационной безопасности персонала и населения при транспортировании радиоактивных материалов (веществ);
— СанПиН 2.6.1.2523-09 Нормы радиационной безопасности (НРБ-99/2009);
— СанПиН 2.6.1.3164-14 Гигиенические требования по обеспечению радиационной безопасности при рентгеновской дефектоскопии;
— СП 2.6.1.2612-10 Основные санитарные правила обеспечения радиационной безопасности (ОСПОРБ-99/2010);
— СП 2.6.1.3241-14 Гигиенические требования по обеспечению радиационной безопасности при радионуклидной дефектоскопии.
Примечание. При пользовании настоящим сводом правил целесообразно проверить действие ссылочных документов в информационной системе общего пользования — на официальном сайте федерального органа исполнительной власти в сфере стандартизации в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный документ, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого документа с учетом всех внесенных в данную версию изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то рекомендуется использовать версию этого документа с указанным выше годом утверждения (принятия). Если после утверждения настоящего свода правил в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку. Сведения о действии сводов правил целесообразно проверить в Федеральном информационном фонде стандартов.
3. Термины и определения
В настоящем своде правил применены термины по ГОСТ 16504, ГОСТ ISO 17636-2, ГОСТ Р ИСО 857-1, ГОСТ Р ИСО 17659, ГОСТ Р 55990, СП 36.13330, СП 86.13330, а также следующие термины с соответствующими определениями:
3.1 высота дефекта: Линейный размер проекции дефекта по высоте шва на плоскость, перпендикулярную оси трубопровода, или на плоскость, проходящую через дефект и ось трубопровода.
3.2 глубина залегания дефекта: Минимальное расстояние от границы дефекта до поверхности сварного соединения (трубы), с которой осуществляется контроль.
3.3 длина дефекта: Линейный размер проекции дефекта вдоль шва на плоскость, перпендикулярную оси трубопровода.
3.4 катушка: Отрезок трубы, с подготовленными торцами, предназначенный для соединения двух участков трубопровода либо для приварки к торцам трубопроводной арматуры, соединительным деталям трубопровода, либо для сварки контрольных сварных соединений при производственной аттестации технологий сварки, допускных испытаний и аттестации сварщиков, операторов.
3.5 комплекс цифровой радиографии: Устройства, обеспечивающие перенос радиационного изображения, возникающего под действием ионизирующего излучения, в память компьютера с последующими его визуализацией, обработкой и хранением.
3.6 механизированный ультразвуковой контроль; МУЗК: Ультразвуковой контроль при котором часть операций выполняется вручную, а часть операций механизирована.
3.7 операционная технологическая карта: Документ, утвержденный организацией, выполняющей сборку, сварку и контроль качества сварных соединений, в котором изложены содержание и правила выполнения конкретных работ, описаны все технологические операции, их параметры и данные о средствах технического оснащения.
3.8 прямая врезка: Специальное сварное соединение основной трубы и трубы-ответвления/патрубка, конструкция и условия выполнения которого установлены нормативными документами и технической документацией.
3.9 ремонт сварного стыка: Процесс устранения недопустимых дефектов сварного соединения, обнаруженных неразрушающими методами контроля, путем механической обработки, удаления/шлифовки с последующей заваркой.
Примечание. Механическая обработка (шлифовка, зачистка) и (или) заварка сварного соединения, проводимая до приемки руководителем работ для последующего неразрушающего контроля, в понятие «ремонт сварного шва» не входит.
3.10 ручной ультразвуковой контроль; РУЗК: Совокупность операций контроля, выполняемых в соответствии с требованиями нормативных документов (методикой контроля) с использованием универсального ультразвукового прибора (дефектоскопа), при непосредственном участии человека в процессе сканирования объекта контроля, сбора, обработки, регистрации, интерпретации результатов контроля и принятии решения о качестве контролируемого объекта.
3.11 скопление дефектов: Совокупность внутренних дефектов, состоящих из трех или более дефектов, не лежащих на одной прямой, при условии, что расстояние между соседними дефектами не превышает 3- кратного размера наибольшего из дефектов.
3.12 термическая обработка (термообработка): Нагрев, выдержка и охлаждение сварных соединений по определенным режимам в целях получения заданных свойств.
3.13 чувствительность контроля: Минимальные размеры дефектов, выявляемых данным видом (методом) контроля при определенных условиях проведения контроля.
4. Сокращения
В настоящем своде правил применены следующие сокращения:
АВИК — автоматизированный визуальный и измерительный контроль;
АУЗК — автоматизированный ультразвуковой контроль;
ВИК — визуальный и измерительный контроль;
Е.О.П. — единица оптической плотности;
КР — компьютерная радиография;
КСС — контрольное сварное соединение;
ЛС — линия сплавления;
МК — магнитопорошковый контроль;
НД — нормативный документ;
НК — неразрушающий контроль;
НО — настроечный образец;
ПВК — контроль проникающими веществами;
РК — радиографический контроль;
СДТ — соединительная деталь трубопровода;
ТПА — трубопроводная и регулирующая арматура;
ТУ — технические условия;
УЗК — ультразвуковой контроль;
ЦР — цифровая радиография;
DN — номинальный диаметр.
5. Требования к сварщикам, сварочным материалам и сварочному оборудованию
5.1. Требования к персоналу сварочного производства
5.1.1 Для выполнения сварочных работ допускаются сварщики (операторы сварочных установок) ручной, механизированной сварки, операторы автоматической сварки, прошедшие обучение и аттестованные. Требования к аттестации и обучению приведены в [1]. К самостоятельным сварочным работам допускаются лица не моложе 18 лет, имеющие начальное профессиональное образование по указанной профессии, квалификационную группу по электробезопасности не ниже II [12].
5.1.2 Перед началом производства сварочных работ каждый сварщик ручной дуговой сварки, оператор механизированной и автоматической сварки (бригада сварщиков в случае сварки стыка бригадой) должен (должны) сварить допускной стык в условиях, аналогичных с условиями сварки на трассе, если:
— он (они) впервые приступил(и) к сварке трубопровода или имел(и) перерыв в своей работе более 3 мес;
— он (они) ранее не выполнял(и) сварку труб данным типом сварочных материалов, применяемых на данном объекте;
— он (они) не работал(и) по технологии, применяемой на данном объекте;
— он (они) не работал(и) на типе сварочного оборудования, применяемого на данном объекте;
— изменился диаметр труб под сварку, требующий изменения количества вырезаемых образцов, согласно рисунку 5.1, а, б, в;
— изменена форма разделки кромок труб под сварку.

1 — образец на изгиб корнем шва наружу (ГОСТ 6996-66, тип XXVII или XXVIII) или на ребро;
2 — образец на изгиб корнем шва внутрь (ГОСТ 6996-66, тип XXVII или XXVIII) или на ребро
Рисунок 5.1 — Схема вырезки образцов для механических испытаний из труб
диаметром до 400мм включительно (а), от 400 до 1000мм (б) и 1000мм и более (в)
Персонал сварочного производства, участвовавший в аттестации технологии сварки и выполнивший КСС, признанное годным, от аттестации на допускных стыках освобождается.
5.1.3 Допускной стык должен быть подвергнут ВИК, при котором сварной шов должен удовлетворять данным таблиц приложения А СП 86.13330.2014.
5.1.4 Стык, удовлетворяющий требованиям ВИК, должен быть подвергнут НК, при котором сварной шов должен удовлетворять требованиям приложения А СП 86.13330.2014 или технологической инструкции на конкретный способ сварки.
5.1.5 Допускные стыки, прошедшие НК, подвергаются механическим испытаниям. Образцы, вырезанные из допускного стыка, должны быть испытаны на изгиб. Схема вырезки и необходимое количество образцов для механических испытаний должны соответствовать приведенным на рисунке 5.1 и в таблице 5.1.
Количество образцов для механических испытаний
| Диаметр трубы, мм | Количество образцов для механических испытаний | |||
|---|---|---|---|---|
| с расположением корня шва | всего | |||
| наружу | внутрь | на ребро | ||
| Толщина стенки трубы до 12,5мм включительно | ||||
| До 400мм | 2 | 2 | — | 4 |
| Свыше 400мм | 4 | 4 | — | 8 |
| Толщина стенки трубы свыше 12,5мм | ||||
| До 400мм | — | — | 4 | 4 |
| Свыше 400мм | — | — | 8 | 8 |
Образцы для проведения механических испытаний должны быть подготовлены в соответствии с требованиями ГОСТ 6996 и настоящего раздела.
5.1.6 Требования к механическим свойствам определяются стандартами с учетом степени ответственности трубопровода и конкретных условий эксплуатации.
5.1.7 Сварные соединения труб диаметром от 57 до 89мм необходимо испытывать на сплющивание по ГОСТ 8695. Для испытания на сплющивание отбирают один образец.
5.1.8 Если образцы, вырезанные из сварного соединения, имеют неудовлетворительные показатели механических свойств, то испытания проводят на удвоенном количестве образцов, вырезанных из повторно сваренного допускного стыка. В случае получения при повторном испытании неудовлетворительных результатов сварщика признают не выдержавшим испытание, и он должен пройти внеочередную аттестацию. Требования к порядку проведения внеочередной аттестации приведены в [1].
5.1.9 При автоматической сварке допускается не проводить механические испытания допускных стыков при обеспечении объективного 100%-ного контроля режимов сварки техническими средствами и их соответствии режимам, зафиксированным при аттестации технологии сварки. При этом в производственно-технологической документации данные процедуры должны быть регламентированы.
5.1.10 При автоматической контактной стыковой сварке оплавлением КСС при допускных испытаниях подлежат:
— ВИК при подготовке и сборке труб для автоматической контактной стыковой сварки оплавлением;
— контролю автоматической регистрации параметров сварки по результатам выполнения каждого сварного соединения;
— контролю автоматической регистрации параметров термообработки по результатам выполнения каждого сварного соединения и подтверждению их соответствия заданным значениям;
— ВИК внешнего вида сварного соединения снаружи трубы;
Допускные стыки, выполненные контактной стыковой сваркой оплавлением и прошедшие ВИК, подвергают механическим испытаниям. Образцы, вырезанные из допускного стыка, испытывают на изгиб. Схема вырезки и необходимое количество образцов для механических испытаний должны соответствовать приведенным на рисунке 5.1 и в таблице 5.1.
Образцы для проведения механических испытаний должны быть подготовлены в соответствии с требованиями ГОСТ 6996.
Сварщики-операторы признаются прошедшими допускные испытания, если по результатам ВИК параметров сварки КСС и результатам механических испытаний получены положительные заключения, что должно быть отражено в протоколе допускных испытаний.
Если результаты ВИК, механических испытаний или параметры сварки являются неудовлетворительными (брак), после выяснения и устранения причин брака разрешается выполнить сварку и контроль другого допускного сварного соединения. В случае получения при повторном контроле неудовлетворительных результатов сварщик-оператор признается не выдержавшим испытание. К повторному испытанию оператор может быть допущен только после внеочередной аттестации.
5.1.11 Сварщики, участвовавшие в аттестации технологии сварки и выполнившие КСС, признанное годным, от аттестации на допускных стыках освобождаются. Перерыв между проведенной аттестацией технологии сварки и началом выполнения данных сварных соединений должен быть не более 6 мес при перерыве в работе не более 3 мес.
5.1.12 По требованию застройщика (технического заказчика) объем и способы механических испытаний могут быть увеличены.
5.1.13 Сварочные работы должны выполняться под руководством аттестованного специалиста сварочного производства не ниже уровня II профессиональной подготовки.
5.2. Требования к сварочным материалам
5.2.1 Для сварки трубопроводов могут быть применены:
— электроды с основным и целлюлозным видами покрытия для ручной дуговой сварки;
— проволоки сплошного сечения для механизированной, автоматической сварки в среде защитных газов и автоматической сварки под флюсом;
— присадочные прутки для аргонодуговой сварки неплавящимся электродом;
— порошковые проволоки для механизированной и автоматической сварки в среде защитных газов;
— самозащитные порошковые проволоки для механизированной и автоматической сварки;
плавленые и керамические (агломерированные) флюсы для автоматической сварки проволокой сплошного сечения;
— защитные газы (газообразный аргон, газообразная двуокись углерода и их смеси) для ручной дуговой и механизированной сварки неплавящимся электродом, механизированной и автоматической сварки проволокой сплошного сечения и порошковой проволокой.
5.2.2 Защитные газы и их смеси для механизированной и автоматической сварки должны соответствовать требованиям ГОСТ 10157 (аргон газообразный, высший сорт), ГОСТ 8050 (газообразная и жидкая двуокись углерода, высший сорт), ТУ и документов, подтверждающих качество. Требования к аттестации защитных газов и их смесей приведены в [2].
5.2.3 Сварочные материалы должны проходить входной контроль в порядке, установленном в организации, выполняющей сварочные работы. При входном контроле следует проверять:
— наличие документа, подтверждающее качество, на конкретную партию, а также соответствие маркировки и условного обозначения в документе, подтверждающем качество (для сварочных материалов импортного производства — дубликат документа, подтверждающего качество, на русском языке, заверенный поставщиком);
— диаметр электродов и проволок и соответствие данным документа, подтверждающего качество;
— состояние поверхности покрытия электродов и проволоки;
— степень разнотолщинности покрытия электродов.
5.2.4 Сварочные материалы следует хранить в соответствии с рекомендациями предприятий-изготовителей. В случае отсутствия рекомендаций по хранению сварочные электроды следует хранить в помещениях при температуре воздуха не ниже 15°С, относительной влажности не более 60% в количестве не более пяти упаковок (рядов) в высоту. При хранении сварочных материалов более одного года сварочные материалы должны пройти повторную проверку сварочно-технологических свойств.
5.2.5 Электроды, проволоки, флюсы, хранящиеся с нарушением герметичности упаковки, должны пройти повторный входной контроль в соответствии с требованиями 5.2.2 и должны быть использованы в первую очередь.
Флюсы перед сваркой должны подвергаться сушке или прокалке в соответствии с требованиями ТУ. Не допускается смешивать флюсы разных марок и способов изготовления.
5.3. Требования к сварочному оборудованию
5.3.1 Требования к применяемому сварочному оборудованию приведены в [3].
5.3.2 Следует применять сварочное и вспомогательное оборудование, обеспечивающие соблюдение требований операционной технологической карты сборки и сварки, а также контроль режимов сварки в пределах устанавливаемых диапазонов.
5.3.3 Применяемое сварочное и вспомогательное оборудование должно соответствовать ТУ предприятия-изготовителя и применяться при наличии:
— технического описания или руководства по эксплуатации с рекомендациями по режимам сварки и паспорта на оборудование;
— ТУ или спецификаций на изготовление сварочного оборудования;
— действующих свидетельств об аттестации сварочного оборудования.
5.3.4 Сварочное оборудование должно быть пригодным для его использования в составе передвижных и самоходных агрегатов при пониженном качестве электросети переменного тока, характерном для сетей ограниченной мощности. При колебаниях напряжения электросети от плюс 10% до минус 10% номинального значения изменение установленной величины тока (напряжения) на сварочном посту не должно превышать ±2%.
5.3.5 Максимальные колебания установленных значений сварочного тока и напряжения из-за взаимного влияния постов должны быть не более ±5% установленных значений при использовании источников тока для компоновки автономных многопостовых агрегатов питания сварочных постов.
5.3.6 Каждый сварочный комплекс для автоматической контактной стыковой сварки оплавлением должен проходить приемо-сдаточные испытания на предприятии-изготовителе, включая сварку контрольных стыков, термообработку (при необходимости), НК и механические испытания в соответствии с требованиями настоящего свода правил. Поставка сварочных комплексов должна осуществляться с приложением в составе документации технологического описания или руководства по эксплуатации с рекомендациями по режимам сварки.
5.3.7 Сварочное и вспомогательное оборудование для автоматической контактной стыковой сварки оплавлением должно обеспечивать:
— автоматическое управление процессом сварки по заданным параметрам;
— автоматическую регистрацию параметров процесса сварки;
— автоматический анализ возможных отклонений параметров и подтверждение соответствия (результат выносится на пульт управления) процесса заданному режиму сварки;
— формирование электронного паспорта на сварное соединение;
— удаление внутреннего грата и очистку полости труб;
— регистрацию качества удаления внутреннего грата;
— удаление наружного грата;
— проведение термообработки сварного соединения (при необходимости);
— автоматическое управление и регистрацию параметров термообработки.
6. Подготовка к сварке труб и сборка стыков
6.1. Подготовка к сварке труб и деталей трубопроводов
6.1.1 Приемку труб, деталей, ТПА для строительства трубопроводов необходимо проводить в соответствии с ггунктом 6.2.1 СП.86.13330.2014.
6.1.2 Каждая партия труб должна иметь документ предприятия-изготовителя, подтверждающий качество, в котором указывают номер заказа, ТУ или стандарт на поставку, размеры, номер плавки и номер партии, количество и заводские номера труб, результаты гидравлических и механических испытаний. Все детали, узлы трубопроводов и элементы ТПА должны иметь технические паспорта. При строительстве и реконструкции трубопровода не допускается использование бывших в употреблении труб.
6.1.3 Трубы, показатели которых по данным документа предприятия-изготовителя не соответствуют требованиям стандартов и ТУ, или если их номера не значатся в полученных документах, подтверждающих качество, следует исключить из дальнейшей приемки.
6.1.4 По результатам входного контроля трубы считаются годными при условии, что они соответствуют требованиям действующих стандартов или ТУ на поставку. Результаты контроля труб должны быть зафиксированы в журнале верификации закупленной продукции по форме, приведенной в ГОСТ 24297-2013, приложение А.
6.1.5 Обработку (переточку) кромок под сварку в случае несоответствия заводской разделки кромок требованиям технологии сварки следует проводить механическим способом.
6.1.6 Допускается проводить резку труб механизированной кислородной, плазменно-дуговой или воздушно-дуговой резкой с последующей механической обработкой. При этом металл кромок, образовавшихся после газовой или плазменной резки, должен быть удален на глубину не менее 1мм.
6.1.7 Перед сборкой внутренняя полость труб и деталей трубопроводов должна быть очищена от попавшего грунта, снега и других загрязнений, кромки разделки и прилегающие к ним внутренняя и наружная поверхность труб, СДТ, патрубков ТПА должны быть очищены до металлического блеска на ширину не менее 15мм.
6.1.8 Выпуклость наружного и внутреннего швов на концах труб должна быть удалена механическим способом до остаточной высоты от 0 до 0,5мм на длине:
— не менее 150мм от торца для труб с номинальной толщиной стенки до 32,0мм включительно;
— не менее 200мм от торца для труб с номинальной толщиной стенки свыше 32,0мм.
В месте удаления усиления швов должен быть обеспечен плавный переход к исходной поверхности трубы. Толщина стенки труб в месте удаления усиления швов не должна выходить за пределы допустимых значений, если иное не предусмотрено требованиями ТУ или технологической инструкцией.
6.2. Сборка стыков под сварку
6.2.1 Сборку стыков под сварку следует выполнять в соответствии с требованиями подраздела 9.4 СП 86.13330.2014.
6.2.2 Требования к сборке стыков для автоматической контактной стыковой сварки оплавлением приведены в 7.5.
6.2.3 Требования к сборке стыков могут быть уточнены в техническом задании на производство работ.
6.2.4 Сборку стыков труб следует проводить на центраторах гидравлического или пневматического типов. Центратор не должен оставлять царапин, задиров, масляных пятен на внутренней поверхности труб.
6.2.5 Освобождать жимки внутреннего центратора следует после завершения сварки:
— всего периметра первого (корневого) слоя шва ручной дуговой сваркой электродами с основным видом покрытия, механизированной сваркой проволокой сплошного сечения в углекислом газе, автоматической двухсторонней сваркой под флюсом;
— корневого слоя шва и горячего прохода ручной дуговой сваркой электродами с целлюлозным видом покрытия;
— корневого слоя шва и горячего прохода (1-го заполняющего слоя) при автоматической сварке проволокой сплошного сечения в защитных газах.
При выполнении сварки стыков на наружном центраторе центратор может быть удален после сварки не менее 60% периметра стыка. При этом участки корневого слоя шва должны равномерно располагаться по периметру стыка.
6.2.6 Работу по сборке и сварке соединений «переходное кольцо + ТПА», а также стыков «труба + переходное кольцо ТПА» следует выполнять на стадии подготовки укрупненных заготовок, обеспечивающих возможность позиционирования и фиксации стыков в удобном для сварки пространственном положении.
6.2.7 В случае применения ТПА без приваренных (заводских) переходных колец под сварку монтаж узлов трубопроводов следует начинать с приварки переходных колец к торцам ТПА. Минимально допустимая длина переходного кольца не менее 250мм. Допускается для технологических трубопроводов применение переходного кольца иного размера, установленного проектной документацией и (или) НД.
6.2.8 Сборку и сварку трубных элементов с ТПА следует проводить в открытом положении ТПА.
6.2.9 Сборку стыков труб, переходных колец и ТПА следует проводить с применением центратора, подготовленного для сборки стыка с различными наружными диаметрами соединяемых элементов.
6.2.10 Сборку на внутреннем центраторе стыков труб и деталей с заводской или подготовленной станками разделкой кромок следует осуществлять без прихваток. Если в процессе установки технологического зазора возникла необходимость в установке прихваток, то прихватки должны быть полностью удалены в процессе сварки корневого слоя шва.
6.2.11 В случае технической невозможности сборки стыков без прихваток разрешается установка прихваток с последующим удалением в процессе выполнения корневого слоя шва. При выполнении корня шва ручной дуговой сваркой допускается оставлять прихватки (с обязательным запиливанием мест начала и окончания), если свариваемый стык в процессе сборки после наложения прихваток не подвергался перемещениям. Количество и протяженность прихваток приведены в таблице 6.1.
Требования к количеству и протяженности прихваток
| Диаметр стыкуемых элементов, мм | Минимальное количество прихваток | Длина прихваток, мм |
|---|---|---|
| Свыше 1020 и более | 4 | 150-200 |
| Свыше 820 до 1020 включительно | 4 | 100-150 |
| Свыше 426 до 720 включительно | 3 | 60-100 |
| Свыше 219 до 426 включительно | 3 | 40-60 |
| Свыше 159 до 219 включительно | 2 | 30-50 |
| Свыше 14 до 159 включительно | 2 | 10-15 |
6.2.12 Режимы сварки при выполнении прихваток должны соответствовать режимам сварки корневого слоя шва.
6.2.13 При сборке труб на внутреннем центраторе под двухстороннюю автоматическую сварку поворотных стыков труб на трубосварочной базе допускается выполнение одной прихватки длиной 200мм. Прихватку следует выполнять на режиме сварки первого наружного слоя шва, с обязательным запиливанием начального и конечного участков прихватки.
6.3. Предварительный и сопутствующий подогрев
6.3.1 Перед началом выполнения сварки корневого слоя шва или установкой прихваток следует проводить подогрев торцов труб и прилегающих к ним участков.
6.3.2 Предварительный подогрев стыков труб должен выполняться в соответствии с пунктом 9.4.7 СП 86.13330.2014.
6.3.3 Температура предварительного подогрева свариваемых кромок труб, СДТ, ТПА перед выполнением прихваток и корневого слоя шва должна соответствовать:
— показателям таблицы 6.2 — для ручной дуговой сварки электродами с основным видом покрытия и механизированной сварки проволокой сплошного сечения в углекислом газе;
Температура предварительного подогрева свариваемых кромок труб
при ручной дуговой сварке электродами с основным видом покрытия
и механизированной сварке проволокой сплошного сечения
в углекислом газе первого (корневого) слоя шва,
прихваток соединений труб, труб с СДТ
| Эквивалент углерода основного металла (Сэ), % | Температура предварительного подогрева,°С, при толщине свариваемых элементов | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| до 8,0 включ. | св. 8,0 до 10,0 включ. | св. 10,0 до 12,0 включ. | св. 12,0 до 14,0 включ. | св. 14,0 до 16,0 включ. | св. 16,0 до 18,0 включ. | св. 18,0 до 20,0 включ. | св. 20,0 до 27,0 включ. | св. 27,0 | |
| До 0,43 включ. | (1) | (1) | (1) | (1) | -35°С (2) | -15°С (2) | 0°С (2) | (3) | (3) |
| Св. 0,43 до 0,46 включ. | (1) | (1) | (1) | -15°С (2) | +5°С (2) | (3) | (3) | (3) | (4) |
Примечание.-В настоящей таблице использованы следующие условные обозначения:
(1) — подогрев от 50°С до 80°С при температуре окружающего воздуха ниже 5°С и (или) наличии влаги на концах труб;
(2) — подогрев от 100°С до 130°С при температуре окружающего воздуха ниже указанной и от 50°С до 80°С при температуре окружающего воздуха ниже 5°С и (или) наличии влаги на концах труб;
(3) — подогрев от 100°С до 130°С независимо от температуры окружающего воздуха;
(4) — подогрев от 150°С до 180°С независимо от температуры окружающего воздуха.
— показателям таблицы 6.3 — для ручной дуговой сварки электродами с целлюлозным видом покрытия;
Температура предварительного подогрева свариваемых кромок труб
при сварке корневого слоя шва соединений труб
электродами с целлюлозным видом покрытия
| Эквивалент углерода основного металла (Сэ), % | Температура предварительного подогрева,°С, при толщине свариваемых элементов | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| до 8,0 включ. | св. 8,0 до 10,0 включ. | св. 10,0 до 12,0 включ. | св. 12,0 до 14,0 включ. | св. 14,0 до 16,0 включ. | св. 16,0 до 18,0 включ. | св. 18,0 до 20,0 включ. | св. 20,0 до 27,0 включ. | св. 27,0 | |
| До 0,43 включ. | (1) | -10°С (2) | 0°С (2) | (3) | (3) | (3) | (4) | (4) | (4) |
| Св. 0,43 до 0,46 включ. | (1) | 0°С (2) | (3) | (4) | (4) | (4) | (4) | (5) | (5) |
Примечание.-В настоящей таблице использованы следующие условные обозначения:
(1) — подогрев от 50°С до 80°С при температуре окружающего воздуха ниже 5°С и (или) наличии влаги на концах труб;
(2) — подогрев от 100°С до 130°С при температуре окружающего воздуха ниже указанной и от 50°С до 80°С при температуре окружающего воздуха ниже 5°С и (или) наличии влаги на концах труб;
(3) — подогрев от 100°С до 130°С независимо от температуры окружающего воздуха;
(4) — подогрев от 150°С до 180°С независимо от температуры окружающего воздуха;
(5) — подогрев от 200°С до 230°С независимо от температуры окружающего воздуха.
— от 50°С до 80°С независимо от температуры окружающего воздуха -для автоматической сварки проволокой сплошного сечения в защитных газах неповоротных кольцевых стыковых соединений труб;
— от 50°С до 80°С при температуре окружающего воздуха ниже 0°С и (или) при наличии влаги на свариваемых кромках — для автоматической двухсторонней сварки под флюсом поворотных кольцевых стыковых соединений труб на трубосварочных базах;
— от 100°С до 130°С независимо от температуры окружающего воздуха-при ремонте сварных соединений с толщинами стенок до 27,0мм включительно;
— от 150°С до 180°С независимо от температуры окружающего воздуха -при ремонте сварных соединений с толщинами стенок свыше 27,0мм;
— показателям таблицы 6.4 — при сварке труб с ТПА; при наличии в паспорте на запорную арматуру требований предприятия-изготовителя по максимально допустимой температуре нагрева корпуса в рабочей зоне для соединений «переходное кольцо — корпус арматуры» следует предпринять меры по ограничению температуры корпуса в рабочей зоне.
Температура предварительного подогрева свариваемых кромок
при сварке прихваток, первого (корневого) слоя шва соединений ТПА
| Эквивалент углерода основного металла (Сэ), % | Температура предварительного подогрева,°С, при толщине свариваемых элементов | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| до 8,0 включ. | св. 8,0 до 10,0 включ. | св. 10,0 до 12,0 включ. | св. 12,0 до 14,0 включ. | св. 14,0 до 16,0 включ. | св. 16,0 до 18,0 включ. | св. 18,0 до 20,0 включ. | св. 20,0 до 27,0 включ. | св. 27,0 | |
| До 0,43 включ. | (1) | (1) | (1) | (1) | -25°С (2) | -10°С (2) | (3) | (3) | (3) |
| Св. 0,43 до 0,46 включ. | (1) | (1) | (1) | 0°С (2) | (3) | (3) | (3) | (3) | (3) |
Примечание.-В настоящей таблице использованы следующие условные обозначения:
(1) — подогрев от 50°С до 80°С при температуре окружающего воздуха ниже 5°С и (или) наличии влаги на концах труб;
(2) — подогрев от 100°С до 120°С при температуре окружающего воздуха ниже указанной и от 50°С до 80°С при температуре окружающего воздуха ниже 5°С и (или) наличии влаги на концах труб;
(3) — подогрев от 100°С до 120°С независимо от температуры окружающего воздуха.
6.3.4 При сварке труб, труб с СДТ или ТПА с различными толщинами стенок или имеющих различное значение эквивалента углерода (Сэ) температура предварительного подогрева должна соответствовать максимальному значению, требуемому для одного из свариваемых элементов.
6.3.5 Контроль температуры предварительного подогрева свариваемых соединений газопламенными нагревательными устройствами должен выполняться непосредственно перед выполнением прихваток и корневого слоя шва контактными или бесконтактными приборами. Замер температуры проводят в каждой четверти по периметру стыка на расстоянии от 60 до 75мм от торца трубы (детали).
6.3.6 Процесс подогрева кромок свариваемых соединений установками индукционного нагрева, радиационного нагрева способом электросопротивления и нагрева с применением электронагревателей комбинированного действия следует контролировать в автоматическом режиме. Место крепления термопары должно находиться на расстоянии не более 25мм от края предполагаемого сварного шва вне зоны сварочной дуги.
6.3.7 В процессе сварки температура предыдущего слоя сварного шва перед выполнением последующего слоя должна быть в интервале от 50°С до 250°С. При механизированной сварке самозащитной порошковой проволокой температура предыдущего слоя сварного шва перед выполнением последующего слоя должна быть в интервале от 50°С до 200°С. Если температура опустилась ниже 50°С, следует провести сопутствующий подогрев до температуры от 50°С до 80°С.
6.3.8 Допускается для достижения необходимой межслойной температуры перед выполнением последующего слоя (заполняющего, облицовочного) дополнительно подогревать сварные соединения кольцевыми и однопламенными (одно- и многосопловыми) газопламенными горелками.
6.3.9 При автоматической стыковой контактной сварке оплавлением предварительный подогрев свариваемых кромок не требуется.
7. Способы сварки
Разработанная технология, прошедшая соответствующие процедуры, должна быть согласована с застройщиком (техническим заказчиком).
7.1. Ручная дуговая сварка плавящимися покрытыми электродами
7.1.1 Ручная дуговая сварка электродами с основным видом покрытия
7.1.1.1 Ручную дуговую сварку электродами с основным видом покрытия следует применять для сварки всех слоев шва кольцевых стыковых соединений труб, а также специальных сварных соединений трубопроводов (захлестов, прямых вставок (катушек), разнотолщинных соединений труб, СДТ, ТПА, угловых соединений — прямых врезок, при ремонте кольцевых стыковых и угловых сварных соединений труб, СДТ, ТПА).
Ручную дуговую сварку электродами с основным видом покрытия разрешается применять в составе комбинированных технологий сварки.
7.1.1.2 Ручной дуговой сваркой электродами с основным видом покрытия следует выполнять:
— корневой и подварочный (если он регламентирован) слои шва — на подъем на постоянном токе прямой или обратной полярности;
— заполняющий и облицовочные слои шва — на подъем или на спуск на постоянном токе обратной полярности.
7.1.1.3 Подварочный слой (если он регламентирован) должен осуществляться электродами с основным видом покрытия на постоянном токе обратной полярности на подъем. Подварочный слой следует выполнять до начала сварки заполняющих слоев шва.
7.1.1.4 Ручную дуговую сварку электродами с основным видом покрытия на спуск необходимо выполнять с учетом следующих особенностей:
— сварка ведется короткой дугой;
— не допускается повторное зажигание одного и того же электрода;
— сварку второго и последующих заполняющих слоев шва выполняют за два-три прохода (валика), при этом в процессе сварки каждый валик должен быть зачищен механическим способом;
— последний заполняющий слой следует выводить заподлицо с разделкой кромок с оплавлением ее краев;
— облицовочный слой следует выполнять с поперечными колебаниями, при этом минимальная амплитуда колебаний должна составлять два диаметра электрода.
7.1.1.5 Режимы ручной дуговой сварки электродами с основным видом покрытия должны соответствовать параметрам, указанным в операционных технологических картах сборки и сварки по аттестованной согласно [4] технологии сварки.
7.1.2 Ручная дуговая сварка электродами с целлюлозным видом покрытия
7.1.2.1 Ручную дуговую сварку электродами с целлюлозным видом покрытия на спуск следует применять для сварки корневого слоя, горячего прохода, заполняющих и облицовочного слоев шва сварных соединений.
7.1.2.2 Ручную дуговую сварку электродами с целлюлозным видом покрытия разрешается также применять в составе комбинированных технологий сварки.
7.1.2.3 Ручную дуговую сварку электродами с целлюлозным видом покрытия следует применять при температуре окружающего воздуха не ниже минус 40°С при условии полного соблюдения требований к температуре предварительного подогрева и межслойной температуре.
7.1.2.4 Ручная дуговая сварка электродами с целлюлозным видом покрытия корневого слоя шва должна выполняться на постоянном токе прямой или обратной полярности, горячего прохода — на постоянном токе обратной полярности.
7.1.2.5 Ширина валика при ручной дуговой сварке должна быть не более трех диаметров электрода.
7.1.2.6 Места обрыва или прерывания дуги, замки при сварке корневого слоя шва электродами с целлюлозным видом покрытия должны быть обработаны шлифмашинкой.
7.1.2.7 При вынужденных перерывах во время сварки корневого слоя шва следует поддерживать температуру торцов труб на уровне требуемой температуры предварительного подогрева.
7.1.2.8 После сварки корневого слоя шва его следует обработать шлифмашинкой для вскрытия шлаковых «карманов» и удаления чрезмерной выпуклости шва.
7.1.2.9 После зачистки корневого слоя шва следует незамедлительно выполнить сварку электродами с целлюлозным видом покрытия горячего прохода. Допускается выполнять горячий проход другими способами сварки при условии получения положительных результатов производственной аттестации технологий сварки согласно требованиям [4]. Интервал времени между окончанием сварки корневого слоя шва и началом выполнения горячего прохода должен быть не более 5 мин.
7.1.2.10 В процессе сварки горячего прохода температура корневого слоя шва должна быть в интервале от 70°С до 250°С. Если температура опустилась ниже 70°С, следует провести сопутствующий подогрев до температуры от 70°С до 100°С.
7.1.2.11 После окончания сварки горячего прохода его следует обработать шлифмашинкой с набором дисковых проволочных щеток.
7.1.2.12 Режимы ручной дуговой сварки электродами с целлюлозным видом покрытия должны соответствовать параметрам, указанным в операционной технологической карте сборки и сварки по аттестованной согласно [4] технологии сварки.
7.1.2.13 При наличии в проектной документации специальных требований к сварным соединениям магистрального трубопровода их выполнение должно быть подтверждено результатами производственной аттестации технологии сварки.
7.2. Автоматическая сварка под слоем флюса
7.2.1 Автоматическая двухсторонняя сварка под флюсом
7.2.1.1 Автоматическую двухстороннюю сварку проволокой сплошного сечения под флюсом на трубосварочных базах следует применять для сварки поворотных кольцевых стыковых соединений трубных секций.
7.2.1.2 Сварка должна осуществляться с использованием комбинаций «керамический флюс + проволока» либо «плавленый флюс + проволока».
Последовательность выполнения слоев шва:
— первый наружный слой шва;
— последующие наружные слои шва;
— внутренний слой шва.
7.2.1.3 Сварку второго наружного и внутреннего слоев шва допускается выполнять одновременно.
7.2.1.4 После сборки сварное соединение следует повернуть таким образом, чтобы прихватка находилась в нижней части стыкового соединения (в положении 6 ч), после чего в верхней части стыкового соединения (в положении 12 ч) начинают сварку первого наружного слоя шва.
7.2.1.5 Для исключения образования шлаковых включений и непроваров следует выполнять шлифмашинкой пропилы начального и конечного участков прихватки, а также начального участка первого наружного слоя. Глубина пропила — от 3,0 до 4,0мм, ширина — от 3,0 до 4,0мм, длина — от 25 до 40мм. Допускается шлифовка выпуклости на прихватке от 0,5 до 1,0мм.
7.2.1.6 Режимы двухсторонней автоматической сварки выбирают согласно технологическим инструкциям производителей применяемого оборудования.
7.2.1.7 Жимки внутреннего центратора следует освобождать только после полного завершения сварки первого наружного слоя шва.
7.2.1.8 Сварку всех слоев шва следует проводить без перерывов в работе. Интервал времени между завершением первого наружного и началом сварки внутреннего слоя шва не должен превышать 30 мин при температуре окружающего воздуха выше 0°С и 10 мин при температуре окружающего воздуха 0°С и ниже.
7.2.1.9 Геометрические параметры сварных соединений труб, выполненных двухсторонней автоматической сваркой под флюсом, определяемые по макрошлифам, должны соответствовать рисунку 7.1.

1 — ось первого (наружного) слоя шва; 2 — ось внутреннего слоя шва;
3 — условная ось сварного соединения;
а — перекрытие наружного и внутреннего слоев шва (а>3мм);
Вв — ширина внутреннего слоя шва;
с-смещение осей первого наружного и внутреннего слоев шва
от условной оси сварного соединения (с=±1мм);
hн и hв — глубина проплавления первого наружного и внутреннего слоев шва соответственно
Рисунок 7.1 — Геометрические размеры сварных соединений труб,
выполненных двухсторонней автоматической сваркой под флюсом
7.2.1.10 Геометрические размеры сварных швов следует определять на трех макрошлифах, изготовленных из каждого 200 сварного соединения. Темплеты для макрошлифов допускается вырезать на любом участке сварного соединения равномерно по периметру сварного соединения, но не ближе 200мм от места начала или окончания процесса сварки.
7.2.1.11 В случае отклонения геометрических параметров от заданных значений сварку следует прекратить, откорректировать настройку оборудования и параметры режимов сварки, после чего выполнить сварку двух новых соединений трубных секций, из которых следует вырезать макрошлифы. В случае если размеры сварных швов по макрошлифам соответствуют установленным требованиям, сварку разрешается продолжить.
7.2.1.12 Остальные 199 сварных соединений, предшествующие первому вырезанному, следует считать годными, если в результате НК в них не выявлено недопустимых дефектов.
7.2.1.13 Сварное соединение следует считать годным, если облицовочный слой шва перекрывает всю ширину разделки кромок, при условии отсутствия недопустимых дефектов сварного шва и соблюдении заданных режимов. Оси первого наружного слоя и внутреннего слоя шва должны совпадать или быть смещены относительно друг друга на расстояние не более 2,0мм.
7.2.1.14 Допускается оставлять до следующей смены сварное соединение трубной секции с невыполненным облицовочным слоем шва. Перед возобновлением сварки следует выполнить предварительный подогрев от 50°С до 80°С. При невыполнении указанных требований сварное соединение должно быть вырезано.
7.2.1.15 Не допускаются сброс сваренных секций, их соударение, скатывание на мокрый грунт или снег.
7.2.2 Автоматическая односторонняя сварка под флюсом
7.2.2.1 Автоматическую одностороннюю сварку проволокой сплошного сечения под флюсом на трубосварочных базах следует применять для сварки заполняющих и облицовочного слоев шва поворотных кольцевых стыковых соединений трубных секций.
7.2.2.2 Сварка корневого слоя шва может быть выполнена следующими способами:
— ручной дуговой сваркой электродами с основным видом покрытия;
— ручной дуговой сваркой электродами с целлюлозным видом покрытия. В данном случае должен быть выполнен также горячий проход шва. Сварку корневого слоя и горячего прохода шва следует проводить на одном стенде без продольного перемещения трубной секции;
7.2.2.3 Сварку следует осуществлять с использованием комбинаций «керамический флюс + проволока» либо «плавленый флюс + проволока».
7.2.2.4 При ручной сварке корневого слоя электродами с основным видом покрытия и механизированной сварке допускается периодический поворот свариваемой секции без освобождения жимков центратора в удобное для сварщиков положение. Перекатывание секции на промежуточный стеллаж разрешается только после завершения сварки корневого слоя по всему периметру стыкового соединения.
7.2.2.5 В случае сварки корневого слоя шва электродами с основным видом покрытия для исключения прожогов при автоматической сварке по всему периметру стыкового соединения следует выполнять подварку корня шва изнутри трубы электродами с основным видом покрытия либо следует выполнять первый заполняющий слой механизированной сваркой самозащитной порошковой проволокой или электродами с основным видом покрытия.
7.2.2.6 Режимы односторонней автоматической сварки выбирают согласно ТУ производителей применяемого оборудования.
7.2.2.7 Не допускается оставлять незаконченными сварные соединения, выполненные за одну рабочую смену. В порядке исключения в случае выхода из строя оборудования, отключения сети и др. допускается оставлять до следующей смены сварное соединение трубной секции с невыполненным облицовочным слоем шва. Перед возобновлением сварки должен быть выполнен предварительный подогрев от 50°С до 80°С.
7.2.2.8 Не допускаются сброс сваренных секций, их соударение при скатывании на грунт или снег.
7.3. Механизированная и автоматическая сварка в защитных газах проволокой сплошного сечения и порошковой проволокой
7.3.1 Механизированная сварка
7.3.1.1 Механизированную сварку проволокой сплошного сечения в среде защитных газов следует применять для сварки корневого слоя шва неповоротных кольцевых стыковых соединений труб с толщинами стенок от 6,0мм.
7.3.1.2 Механизированную сварку порошковой проволокой в среде защитных газов следует применять для сварки заполняющих и облицовочного слоев шва.
7.3.1.3 Механизированную аргонодуговую сварку неплавящимся электродом следует применять для сварки технологических трубопроводов и ремонта сварных соединений.
7.3.1.4 Для механизированной сварки в углекислом газе следует применять сварочные агрегаты, сварочные установки, укомплектованные источниками сварочного тока, механизмами подачи сварочной проволоки, сварочными горелками, газовыми рампами с баллонами сжатого углекислого газа и вспомогательным оборудованием.
7.3.1.5 Источники сварочного тока должны обеспечивать импульсно-дуговой режим механизированной сварки и отвечать требованиям к установке следующих параметров:
— скорость подачи сварочной проволоки;
— режим работы сварочной горелки;
— длительность предварительной и послесварочной подачи углекислого газа.
7.3.1.6 Кромки труб для механизированной сварки корневого слоя шва должны иметь заводскую разделку либо должны быть подготовлены механическим способом станками подготовки кромок.
7.3.1.7 Количество операторов механизированной сварки, одновременно выполняющих сварку корневого слоя шва, должно быть не менее двух для сварных соединений труб диаметром 426мм и более.
7.3.1.8 Корневой слой шва при сборке на внутреннем центраторе следует выполнять без прихваток. В случае технической обоснованности применения прихваток они должны быть удалены механическим способом шлифмашинками при выполнении корневого слоя шва.
7.3.1.9 Начальный и конечный участки корневого слоя шва, выполненного первым оператором, следует обработать механическим способом (абразивным кругом) для обеспечения плавного перехода при сварке корневого слоя шва вторым оператором.
7.3.1.10 Техника и режимы механизированной сварки указываются в операционных технологических картах сборки и сварки, разрабатываемых по аттестованной согласно [4] технологии сварки.
7.3.1.11 После выполнения корневого слоя шва следует зачистить шов механическим способом шлифмашинками. В случае прекращения сварки (смена положения оператора и пр.) обработке механическим способом должны подвергаться все конечные участки корневого слоя шва вне зависимости от того, каким оператором выполнены эти участки.
7.3.2 Автоматическая сварка
7.3.2.1 Автоматическую двухстороннюю одно- или двухдуговую сварку проволокой сплошного сечения в защитных газах сварочными комплексами в составе сборочно-сварочных колонн следует применять для сварки неповоротных кольцевых стыковых соединений труб протяженных участков трубопроводов. Разделка кромок концов труб должна быть выполнена механическим способом станками подготовки кромок заблаговременно до начала сборочно-сварочных работ.
Предварительный подогрев кромок труб каждого стыкового соединения может выполняться как до, так и после сборки на внутреннем центраторе.
Время между окончанием сварки внутреннего (корневого) слоя шва и началом сварки первого наружного слоя (горячего прохода) при автоматической двухсторонней сварке должно составлять не более 10 мин. В случае превышения указанного времени следует выполнить сопутствующий подогрев сварного соединения до температуры предварительного подогрева.
7.3.2.2 Автоматическую одностороннюю одно- или двухдуговую сварку проволокой сплошного сечения и порошковой проволокой в защитных газах сварочными комплексами в составе сборочно-сварочных колонн следует применять для сварки неповоротных кольцевых стыковых соединений труб протяженных участков трубопроводов.
7.3.2.3 Количество сварочных комплексов в сборочно-сварочной колонне при поточно-расчлененном методе сварки должно определяться толщиной стенки труб и требуемой производительностью сварочных работ.
7.3.2.4 Геометрические размеры разделки кромок и сборки соединений труб для автоматической односторонней сварки регламентируются особенностями технологии автоматической сварки сварочными комплексами.
7.3.2.5 До начала работ параметры режимов автоматической односторонней сварки всех слоев шва с учетом пространственного положения сварки неповоротных кольцевых стыковых соединений труб конкретного типоразмера должны быть внесены в блоки автоматического управления каждой сварочной головкой (скорость перемещения сварочной головки по направляющему поясу, скорость подачи сварочной проволоки, напряжение сварочной дуги, сила тока, частота поперечных колебаний сварочных горелок, вылет электродной проволоки).
7.3.2.6 Автоматическую одностороннюю сварку корневого слоя шва, горячего прохода, заполняющих и облицовочного слоев шва каждого стыкового соединения следует выполнять на спуск двумя одно- или двухдуговыми сварочными головками, при этом каждой сварочной головкой выполняется сварка одного из полупериметров трубы относительно вертикальной оси.
7.3.2.7 Только после окончания сварки корневого слоя пристыкованную трубу разрешается уложить на инвентарную опору, а внутренний центратор переместить на очередную позицию сборки.
7.3.2.8 Время между окончанием сварки корневого слоя и началом сварки горячего прохода (первого заполняющего слоя) при однодуговой автоматической односторонней сварке должно составлять не более 10 мин.
7.3.2.9 Автоматическую одностороннюю сварку заполняющих и облицовочного слоев шва следует выполнять одновременно двумя сварочными головками с поперечными колебаниями сварочной горелки (сварочных горелок), при этом каждой сварочной головкой выполняется сварка одного из пол у периметров трубы (относительно вертикальной оси).
7.3.2.10 Места начала и окончания автоматической односторонней сварки каждого последующего слоя (замки) должны быть обработаны механическим способом для предотвращения образования дефектов типа несплавлений и удаления кратерных трещин.
7.3.2.11 Режимы автоматической сварки должны быть указаны в операционных технологических картах сборки и сварки.
7.4. Механизированная и автоматическая сварка самозащитной порошковой проволокой
7.4.1 Механизированную и автоматическую сварку самозащитной порошковой проволокой следует применять для сварки корневого, заполняющих и облицовочного слоев шва неповоротных кольцевых стыковых соединений труб, а также для специальных сварных соединений трубопроводов (захлесты, разнотолщинные соединения труб, соединения труб с СДТ, ТПА).
7.4.2 Для механизированной и автоматической сварки самозащитной порошковой проволокой заполняющих и облицовочного слоев шва следует применять источники сварочного тока, укомплектованные механизмами подачи сварочной проволоки, сварочными горелками и вспомогательным оборудованием.
7.4.3 При сварке труб одной толщины, разнотолщинных труб (элементов) с различными нормативными значениями временного сопротивления разрыву сварочные проволоки следует назначать по наибольшему значению временного сопротивления разрыву металла труб и деталей трубопроводов.
7.4.4 Перед выполнением самозащитной порошковой проволокой первого заполняющего слоя либо горячего прохода (в случае сварки корневого слоя шва электродами с целлюлозным видом покрытия) необходимо до чистого металла зачистить абразивным кругом поверхность корневого слоя шва. В случае сварки корневого слоя шва механизированной сваркой проволокой сплошного сечения в углекислом газе зачистку следует проводить дисковой проволочной щеткой.
7.4.5 Сварка самозащитной порошковой проволокой должна выполняться на спуск на постоянном токе прямой полярности.
7.4.6 Заполняющие и облицовочный слои шва соединений труб с толщинами стенок до 14мм следует выполнять по методу «слой за один проход».
7.4.7 При сварке стыковых сварных соединений труб с толщинами стенок более 14мм заполняющие слои, начиная с третьего, следует выполнять по методу «слой за два прохода».
7.4.8 Облицовочный слой шва стыковых сварных соединений труб с толщинами стенок более 14мм следует выполнять по методу «слой за три прохода». Допускается выполнять облицовочный слой шва стыковых сварных соединений труб с толщинами стенок от 14 до 16мм по методу «слой за два прохода».
7.4.9 Процесс сварки следует начинать и заканчивать на расстоянии не менее 100мм от заводского шва трубы или детали трубопровода.
7.4.10 Место начала и окончания процесса сварки каждого слоя (замок шва) должно располагаться на расстоянии не менее 20мм от замков предыдущего слоя шва.
7.4.11 Не допускается возбуждать дугу на поверхности трубы. Дуга должна возбуждаться только на поверхности разделки кромок или на поверхности металла уже выполненного шва.
7.4.12 При автоматической сварке заполняющих и облицовочного слоев шва самозащитной порошковой проволокой необходимо устанавливать следующие параметры режима сварки: скорость подачи электродной проволоки, напряжение на дуге, скорость сварки, частота колебаний электродной проволоки, амплитуда колебаний и время задержки электрода в крайних положениях.
7.4.13 Технику и режимы сварки самозащитной порошковой проволокой следует принимать согласно инструкциям и рекомендациям производителей применяемых сварочных материалов и оборудования.
7.5. Автоматическая стыковая контактная сварка оплавлением
7.5.1 Автоматическую стыковую контактную сварку оплавлением следует применять для сварки двух-, трехтрубных секций на трубосварочных базах, а также для сварки одиночных труб или двух-, трехтрубных секций в непрерывную нитку.
7.5.2 Технология автоматической контактной сварки оплавлением должна регламентировать следующие основные операции:
— входной контроль труб;
— подготовку концов и торцов труб к сварке;
— подачу труб к сварочной машине;
— сборку сварного соединения в сварочной машине;
— сварку труб, выполняемую автоматически по заданной программе;
— удаление наружного и внутреннего грата, очистка внутренней полости трубопровода от удаленного внутреннего грата и брызг оплавленного металла;
— выход сварочной машины на новую позицию;
— предварительный контроль качества сваренного шва по зарегистрированным параметрам и внешнему виду (смещение, выпуклость сварного шва);
— при необходимости проведение термической обработки сварного соединения.
7.5.3 При сварке труб диаметром от 720мм и более необходимо снять механическим путем выпуклость продольного шва трубы в месте зажатия трубы силовыми и токоподводящими башмаками, зачистить внутреннее гладкостное покрытие. Высота оставшейся части выпуклости продольного шва после снятия должна быть не более 0,5мм.
7.5.4 Центровку труб следует осуществлять сварочной машиной. Продольные швы свариваемых труб при центровке располагают в середине между токоподводящими башмаками. Смещение кромок сцентрованных труб допускается на величину до 20% толщины стенки трубы, но не более 2мм.
7.5.5 При сцентрованных трубах зазор между ними в любом месте периметра не должен превышать 3мм для труб диаметром 57-325мм и 5мм для труб большего диаметра.
7.5.6 В процессе проведения сварочных работ должны проводиться механические испытания в соответствии с 7.5.7. При отсутствии АУЗК для подтверждения удовлетворительного состояния системы автоматического управления процессом сварки после начала выполнения сварки следует испытывать каждый 500-й сваренный стык. Механические испытания следует проводить также при аттестации технологии сварки и по требованию строительного контроля застройщика (технического заказчика) в случаях выявления нарушений технологии сварки.
7.5.7 Испытания на статический изгиб следует проводить по ГОСТ 6996 на образцах со снятой выпуклостью до угла загиба 120°; при этом не допускаются дефекты, размеры которых в любом направлении превышают 5мм. Раскрытие дефектов по ЛС не допускается. Испытание на статический изгиб следует проводить на образцах, толщина которых равна толщине стенки трубы, а ширина образца равна 12,5мм (образцы для испытания на ребро, тип XXVII по ГОСТ 6996-66).
7.5.8 Основные параметры режимов автоматической стыковой контактной сварки оплавлением в зависимости от диаметра свариваемой трубы и диапазона толщин стенок следует выбирать в соответствии с рекомендациями, изложенными в руководстве по эксплуатации соответствующего оборудования, технологической инструкцией, и должны содержать следующие показатели:
— номинальное первичное напряжение на сварочном трансформаторе;
— допустимое отклонение первичного напряжения на сварочном трансформаторе;
— минимальная программируемая скорость оплавления;
— линейное значение оплавления без учета оплавления косины реза;
— время повышения конечной скорости оплавления (форсировка);
— конечная скорость оплавления;
— длительность оплавления с конечной скоростью;
— время осадки под током;
— линейное значение осадки;
— скорость осадки на первых 5мм;
7.5.9 Внутренний грат следует удалять с помощью внутреннего гратоснимателя. Внутренняя выпуклость сварного шва не должна превышать 3,0мм.
7.5.10 Порядок съема наружного грата следует осуществлять в соответствии с инструкцией по эксплуатации. Внешняя выпуклость сварного шва не должна превышать 3,0мм.
7.5.11 После сварки, удаления грата и контроля качества сварки для труб диаметром 1020мм включительно и выше следует проводить термическую обработку сварного стыка. Для труб диаметром до 1020мм термическую обработку сварного стыка проводят в случае, если это предусмотрено проектом.
7.5.12 При термической обработке необходимо выполнять следующие технологические операции:
— установка индуктора на сварное соединение;
— нагрев, выдержка и охлаждение сварного соединения (в автоматическом режиме);
— формирование паспорта термической обработки сварного соединения (в автоматическом режиме).
7.5.13 Основные параметры режимов термообработки стыков, выполненных автоматической стыковой контактной сваркой оплавлением, в зависимости от диаметра сваренной трубы и диапазона толщин стенок следует принимать в соответствии с инструкциями и рекомендациями, изложенными в руководстве по эксплуатации соответствующего оборудования, технологической инструкции. Основные параметры режимов термообработки должны содержать следующие показатели:
— номинальное первичное напряжение;
— частота тока при индукционном нагреве;
— ширина участка, подвергнутого термической обработке, не менее;
— температура нагрева сварного соединения;
— средняя скорость нагрева;
— длительность выдержки при заданной температуре;
— отклонение температуры по толщине стенки;
— скорость охлаждения стыка до температуры 600°С.
7.6. Автоматическая, механизированная и ручная аргонодуговая сварка
7.6.1 Ручную аргонодуговую сварку неплавящимся электродом следует применять для сварки корневого слоя шва соединений труб диаметром от 10мм с толщиной стенки от 2,0 до 3,0мм без разделки кромок и соединений труб диаметром от 14мм с толщиной стенки от 3,0мм и более с разделкой кромок.
7.6.2 Для ручной аргонодуговой сварки неплавящимся электродом следует использовать источники постоянного тока, оснащенные устройством бесконтактного или контактного возбуждения дуги на малых токах и плавного снижения сварочного тока при заварке кратера шва.
7.6.3 Автоматическую аргонодуговую сварку неплавящимся электродом следует применять для сварки корневого слоя шва и для сварки всех слоев шва для труб диаметром до 219мм включительно.
7.6.4 Механизированную аргонодуговую сварку неплавящимся электродом с присадочной проволокой следует применять для ремонта сварных соединений.
7.6.5 Для автоматической аргонодуговой сварки следует применять сварочные автоматы, обеспечивающие следующие операции:
— предварительную продувку подводящих к зоне сварки магистралей защитным газом;
— возбуждение дуги бесконтактным способом или путем контакта электрода с изделием при сварочном токе не более 20А;
— импульсный режим сварки;
— подачу присадочной проволоки;
— заварку кратера шва путем плавного снижения сварочного тока до значения, не превышающего 20А;
— обдув кратера защитным газом после гашения дуги.
7.6.6 Режимы автоматической аргонодуговой сварки следует выбирать согласно технологическим инструкциям производителей применяемого оборудования.
7.6.7 В качестве неплавящегося электрода следует применять прутки лантанированного или итрированного вольфрама диаметром от 2 до 3,2мм.
7.7 Сварка комбинированными способами
Для сварки труб допускается применение комбинированных технологий сварки в соответствии с таблицей 9.1 СП 86.13330.2014.
8. Сварочные работы
8.1. Общие положения
Сварочные работы должны выполняться в соответствии с [10] и [11].
Выбор способа сварки должен проводиться лицом, осуществляющим строительство, и согласовываться с застройщиком (техническим заказчиком).
В целях подтверждения того, что организация, применяющая технологии сварки и послесварочной термообработки, обладает необходимыми техническими, организационными возможностями и квалифицированными кадрами, должна быть проведена производственная аттестация технологий сварки. Порядок проведения аттестации технологий сварки приведен в [4]. Аттестации подлежат только применяемые на объекте строительства технологии. Производственную аттестацию должен проводить аттестационный центр системы аттестации сварочного производства совместно с организацией, выполняющей сварку трубопровода [4]. При получении положительных результатов аттестации технологии сварки считается, что и технология термической обработки, примененная в соответствии с технологической картой, также аттестована.
Для производства сварочных работ допускаются сварщики, аттестованные и выдержавшие испытания по сварке допускных стыков в соответствии с 5.1. Требования к аттестации сварщиков приведены в [1] и [5].
К организации и руководству сварочными работами, включая контроль выполнения сварочных работ, допускаются специалисты сварочного производства, аттестованные в установленном порядке. Порядок проведения аттестации специалистов сварочного производства приведен в [1] и [5].
8.2. Требования к сварным соединениям
Требования к свойствам сварных соединений должны соответствовать технологиям сварки трубопроводов.
8.3. Схемы организации сварочных работ
Схемы организации сварочных работ должны применяться в соответствии с требованиями подраздела 9.2 СП 86.13330.2014.
8.4. Специальные сварочные работы
8.4.1 Сварка захлестов
Работы по сварке захлестов следует выполнять в соответствии с пунктами 9.5.1-9.5.6 СП 86.13330.2014.
8.4.2 Сварка разнотолщинных соединений
8.4.2.1 К разнотолщинным соединениям следует относить соединения труб, труб с СДТ, труб с ТПА, отличающихся по нормативной толщине более чем на 2мм.
8.4.2.2 Сборку и сварку разнотолщинных соединений следует выполнять в соответствии с пунктами 9.5.9-9.5.16 СП 86.13330.2014.
8.5. Местная послесварочная термическая обработка
8.5.1 Местную термообработку сварных соединений трубопроводов следует проводить в соответствии с пунктом 9.6.2 СП 86.13330.2014.
8.5.2 Зона теплоизоляции при термообработке сварных соединений должна соответствовать требованиям пункта 9.6.3 СП 86.13330.2014.
8.5.3 Вид и режимы термообработки сварных соединений определяются конкретными параметрами трубопровода, требованиями проекта и должны быть указаны в технологической карте. Термообработку следует проводить после получения положительных результатов контроля качества сварного соединения.
8.5.4 При проведении термообработки сварных стыков, выполненных автоматической стыковой контактной сваркой оплавлением, следует руководствоваться требованиями 7.5.
8.5.5 Контроль термической обработки следует выполнять в соответствии с пунктом 9.6.4 СП 86.13330.2014.
8.5.6 При проведении термической обработки необходимо руководствоваться инструкциями в соответствии с пунктом 9.6.5 СП 86.13330.2014.
8.6. Сварка прямых врезок
8.6.1 Прямые врезки с отношением внешнего диаметра ответвления к внешнему диаметру основной трубы менее 0,2 следует выполнять без усиливающей накладки, с отношением от 0,2 до 0,3 с усиливающей накладкой, а с отношением более 0,3 — с применением тройников заводского изготовления. Допускается применение усиленных патрубков (велдолетов) при условии соответствия конструкции и способов монтажа требованиям СП 36.13330, СП 86.13330. Конструкция прямых врезок и типоразмеры труб должны соответствовать требованиям проектной документации.
8.6.2 Изготовление усиливающих накладок следует выполнять заблаговременно в стационарных условиях, при этом усиливающую накладку следует изготовлять из трубы того же класса прочности и той же толщины стенки, что и основная труба. Ширина усиливающей накладки должна быть 0,4 диаметра трубы ответвления, но не менее 100мм. Допускается изготовлять усиливающие накладки из двух частей, при этом сварка стыковых швов усиливающих накладок должна выполняться до начала сварки угловых швов усиливающей накладки с патрубком и основной трубой. Направление стыкового шва усиливающей накладки должно быть параллельно оси трубопровода.
8.6.3 Прямые врезки, изготовляемые из спокойных или полуспокойных углеродистых сталей с толщиной стенки патрубка до 16мм включительно, не подлежат послесварочной термообработке.
8.6.4 При необходимости проведения термической обработки тройниковых сварных соединений термообработку следует проводить в соответствии с 8.5.
8.6.5 Расстояние между сварным швом патрубка (привариваемой усиливающей накладкой) и кольцевым стыком на трубопроводе должно быть не менее 250мм. Расстояние между сварным швом патрубка (привариваемой усиливающей накладкой) и продольным сварным швом на трубопроводе должно быть не менее 250мм. Отклонение от перпендикулярности оси патрубка к оси магистрали должна быть не более 1,0°; смещение осей патрубка и основной трубы должно быть не более 5,0мм. При отрицательной температуре необходимо выполнить местный подогрев места реза до температуры не ниже 50°С.
8.6.6 Вырезку отверстия в основной трубе следует выполнять механизированной газовой или механической резкой, с последующей зачисткой резаных торцов отверстия шлифмашинкой с абразивным инструментом и дисковыми проволочными щетками.
8.6.7 Геометрические размеры разделки кромок торцов трубы ответвления и усиливающих накладок приведены на рисунке 8.1.

1 — ось патрубка; 2 — ось основной трубы;
S — толщина стенки основной трубы и усиливающей накладки;
S1 — толщина стенки трубы ответвления (патрубка)
Рисунок 8.1-Геометрические параметры сборки
тройных сварных соединений без усиливающей накладки (а)
и с усиливающей накладкой (б)
8.6.8 До начала выполнения прихваток и сварки следует провести предварительный подогрев свариваемых кромок патрубка и вырезанного отверстия основной трубы до температуры не ниже 100°С независимо от температуры окружающего воздуха, с контролем контактными приборами на расстоянии от 10 до 15мм от свариваемых кромок.
8.6.9 Тройниковые соединения необходимо выполнять следующими способами сварки:
— ручной дуговой сваркой электродами с основным видом покрытия.
Назначение сварочных материалов следует проводить исходя из класса прочности металла патрубка.
8.6.10 Сварка должна быть многопроходной, количество слоев должно соответствовать таблице 8.1 и технологическим картам. Допускается выполнять многоваликовую сварку заполняющих и облицовочного слоев шва.
Минимальное количество слоев шва
| Толщина стенки патрубка, мм | Минимальное количество слоев | Количество валиков облицовочного слоя |
|---|---|---|
| До 7,0 включительно | 2 | 1 |
| Свыше 7,0 до 12,0 включительно | 3 | 2 |
| Свыше 12,0 до 15,0 включительно | 4 | 2 |
| Свыше 15,0 до 18,0 включительно | 5 | 3 |
| Свыше 18,0 до 20,0 включительно | 6 | 3 |
| Свыше 20,0 | В соответствии с технологической картой сборки и сварки, но не менее 6 | В соответствии с технологической картой сборки и сварки, но не менее 4 |
8.6.11 Сварку каждого валика шва необходимо выполнять участками. Количество участков должно быть не менее двух для патрубков DN менее 100, не менее четырех — для патрубков DN от 100 до 150, не менее шести — для патрубков DN более 150. Каждый последующий участок должен быть диаметрально противоположен предыдущему участку. Направление сварки каждого последующего участка должно совпадать с направлением сварки предыдущего участка при вертикальной врезке либо должно быть противоположным направлению сварки предыдущего участка при горизонтальной врезке. Во всех случаях сварка должна выполняться на подъем.
8.6.12 Замки смежных слоев должны быть смещены друг от друга на расстояние от 25 до 30мм.
8.6.13 Параметры угловых швов тройниковых сварных соединений приведены на рисунке 8.2.

а — сварка трубы ответвления (патрубка) с основной трубой;
б — сварка усиливающей накладки с патрубком и основной трубой;
1-5 — номера валиков сварного шва в порядке их наложения;
6 — ось патрубка; 7 — ось основной трубы;
I — угловой шов «патрубок — основная труба»;
II — угловой шов (внутренний) «усиливающая накладка — патрубок»;
III — угловой шов (наружный) «усиливающая накладка — основная труба»;
g — выпуклость угловых швов, g должна составлять:
3,0 +2,0 мм для толщин стенки патрубка до 10,0мм включительно;
5,0 +2,0 мм для толщин стенки патрубка более 10,0мм
Рисунок 8.2-Параметры угловых швов тройниковых сварных соединений
8.6.14 Угловые швы «патрубок — основная труба», выполняемые с усиливающими накладками, должны контролироваться методами НК до выполнения сборки и сварки усиливающих накладок.
8.6.15 Сварка прямых врезок в монтажных условиях должна выполняться за один цикл без перерывов. Прямые врезки с диаметром трубы ответвления до 325мм включительно выполняются одним сварщиком, с диаметром трубы ответвления свыше 325мм — двумя сварщиками. В случае снижения межслойной температуры ниже 100°С, а также вынужденных перерывов в работе необходимо выполнить сопутствующий подогрев до температуры не ниже температуры предварительного подогрева.
8.6.16 По окончании сварки сварные швы должны быть накрыты влагонепроницаемым теплоизолирующим поясом до полного остывания.
8.7. Ремонт сварных соединений
8.7.1 Ремонт сварных соединений следует выполнять согласно подразделу 9.7 СП 86.13330.2014.
8.7.2 К ремонтным работам допускаются сварщики, успешно прошедшие допускные испытания по выполнению ремонтных работ в соответствии с аттестованной технологией ремонта сваркой.
8.7.3 Сварные кольцевые стыки труб диаметром менее 108мм, имеющие недопустимые дефекты, подлежат вырезке.
8.7.4 Ремонт сварных стыков труб осуществляется снаружи, а при технической возможности и изнутри, в зависимости от глубины залегания дефекта и возможности доступа к стыку изнутри трубы.
8.7.5 Длина участка выборки должна превышать фактическую длину наружного или внутреннего дефекта не менее чем на 30мм в каждую сторону — для соединений диаметром от 219мм и более; не менее чем на 20мм в каждую сторону — для соединений диаметром до 219мм.
8.7.6 Ремонтные работы на сварном стыке должны осуществляться одним сварщиком.
8.7.7 При применении других технологий (способов) сварки необходимо прохождение соответствующей процедуры (аттестации) и наличия инструкции, согласованной в установленном порядке.
9. Контроль качества сварных соединений
9.1. Общие требования
9.1.1 Работы по контролю качества сварных соединений должны выполняться в соответствии с НД и технической документацией по НК качества сварных соединений с учетом [10] и [11].
9.1.2 Все сварные соединения должны быть проконтролированы физическими методами контроля в объеме не менее 100%. Выбор конкретных методов контроля и уточнение объема контроля должны осуществляться в соответствии с требованиями проектной документации.
Допускается проведение инспекционного НК сварных соединений для подтверждения качества выполнения контроля лицом, осуществляющим строительство. Объем инспекционного НК и его организация должны определяться в проектной документации.
9.2. Квалификационные требования
9.2.1 Требования к проведению аттестации для лабораторий НК сварных соединений приведены в [6].
9.2.2 Лаборатория НК, выполняющая контроль методом РК, должна иметь разрешительные документы на право эксплуатации аппаратов, содержащих радиоактивные вещества (или генерирующих рентгеновское излучение), их транспортирование (при необходимости) и хранение, а также санитарно-эпидемиологическое заключение о соответствии условий работы с источниками ионизирующего излучения (СанПиН 2.6.1.1281).
9.2.3 Лаборатория НК должна быть укомплектована обученными специалистами, аттестованными в установленном порядке, и оснащена средствами НК, обеспечивающими возможность выполнения аттестованных технологий, и необходимыми НД, технической и методической документацией. Правила аттестации персонала в области НК приведены в [7].
9.2.4 Все средства НК, относящиеся к средствам измерений, должны быть поверены в установленном порядке.
9.2.5 При необходимости квалификационные испытания методов НК проводят по усмотрению застройщика (технического заказчика).
9.2.6 Лаборатория лица, осуществляющего строительство, должна иметь в своем составе стационарные или передвижные, или самоходные лаборатории.
9.2.7 К работам по НК допускаются лица, прошедшие курс обучения и успешно выдержавшие квалификационные испытания. Они должны быть аттестованы на уровень квалификации I, II или III [7] в части одного или более методов НК и иметь действующие удостоверения установленной формы.
9.2.8 Следует выполнять НК в соответствии с операционной технологической картой НК, разработанной специалистами не ниже уровня квалификации II и утвержденной техническим руководителем организации, выполняющей контроль.
9.2.9 Специалисты, непосредственно осуществляющие НК, не должны иметь медицинских противопоказаний по состоянию здоровья.
9.2.10 Правом выдачи заключений по результатам НК обладают специалисты, имеющие уровень квалификации не ниже II [7].
9.2.11 К руководству лабораторией НК допускаются специалисты, имеющие квалификацию не ниже уровня II [7] не менее чем по двум методам контроля, одним из которых является ВИК, а другим — РК или УЗК. При этом их стаж работы в области НК должен быть не менее трех лет.
9.2.12 К выполнению работ по РК, получению, транспортированию, хранению и перезарядке гамма-дефектоскопов источниками ионизирующих излучений допускаются лица не моложе 18 лет, отнесенные приказом руководителя к категории персонала группы А по СанПиН 2.6.2.2523-09, прошедшие специальный медицинский осмотр, инструктаж и сдавшие экзамен по радиационной безопасности в установленном порядке, а также прошедшие: специальное обучение, производственную стажировку продолжительностью не менее 2 мес., специальную подготовку по радиационной безопасности и имеющие удостоверение установленной формы в соответствии с требованиями СП 2.6.1.2612.
Специалисты, выполняющие работы по РК с применением технологии ЦР, должны пройти дополнительное обучение с учетом специфики технологии и оборудования ЦР, работы с электронными изображениями, обработки и расшифровки этих изображений, идентификации дефектов по электронному изображению и измерения их размеров.
9.2.13 К выполнению работ и оценке качества по результатам контроля по МУЗК, АУЗК допускаются специалисты, аттестованные в установленном порядке на уровень квалификации не ниже II, а также прошедшие специальную подготовку по МУЗК, АУЗК в соответствии с требованиями производителя оборудования. Требования к проведению аттестации специалистов УЗК приведены в [7].
Специалист должен иметь документ, подтверждающий прохождение обучения от производителя установки МУЗК или АУЗК или уполномоченной организации на территории Российской Федерации.
9.3. Операционный контроль
9.3.1 Операционный контроль должны проводить специалисты сварочного производства лица, осуществляющего строительство, аттестованные в установленном порядке. При этом следует осуществлять проверку правильности и необходимой последовательности выполнения технологических операций по сборке и сварке в соответствии с требованиями раздела 9 СП 86.13330.2014, разделов 6, 7 и 8 настоящего свода правил.
9.4. Методы неразрушающего контроля сварных соединений
9.4.1 При строительстве и реконструкции трубопроводов разрешается применять следующие методы НК качества сварных соединений:
— УЗК (РУЗК, МУЗК, АУЗК);
Примечание. ПВК и МК применяют в качестве дополнительных методов для уточнения результатов ВИК.
Каждое сварное соединение магистральных и промысловых трубопроводов, выполненное дуговой сваркой, должно быть проконтролировано методами РК и (или) УЗК. Объем и очередность применения методов, уровни качества сварных соединений и нормы контроля определяются в проектной документации.
Сварные соединения, выполненные автоматической стыковой контактной сваркой оплавлением, контролируют только методом УЗК.
Для применения других, не перечисленных в настоящем пункте методов НК, должны быть разработаны технология контроля с использованием предлагаемого метода, соответствующая технологическая инструкция и технологические карты. Разработанная технология должна быть согласована с застройщиком (техническим заказчиком).
9.5. Визуальный и измерительный контроль
9.5.1 ВИК следует выполнять в соответствии с технологической картой контроля, разработанной специалистами уровня квалификации не ниже II и утвержденной руководителем организации, выполняющей контроль.
9.5.2 ВИК должен выполняться в объеме 100% до проведения НК сварного соединения физическими методами, а для сварных соединений, подлежащих термообработке, как до, так и после ее выполнения.
9.5.3 Недопустимые дефекты, выявленные при ВИК, должны быть устранены до выполнения НК физическими методами. При применении АВИК, совмещенного с системами УЗК или РК, порядок применения методов должен быть определен методикой выполнения работ, согласованной с застройщиком (техническим заказчиком).
9.5.4 Для измерения размеров поверхностных дефектов сварных соединений необходимо применять исправные, прошедшие метрологическую поверку инструмент и приборы.
9.5.5 Требования к погрешности измерений при проведении ВИК приведены в [8].
9.5.6 Перед проведением ВИК внутренняя и наружная поверхности труб, СДТ, ТПА подлежат зачистке до металлического блеска на расстоянии, необходимом для проведения контроля, но не менее 100мм.
9.5.7 В выполненном сварном соединении визуально следует контролировать:
— наличие маркировки шва и правильность ее выполнения;
— наличие клейма сварщика (бригады сварщиков);
— отсутствие (наличие) поверхностных трещин всех видов и направлений;
— отсутствие (наличие) на поверхности сварных соединений дефектов (пор, включений, отслоений, прожогов, свищей, наплывов, усадочных раковин, подрезов, непроваров, брызг расплавленного металла, незаваренных кратеров, грубой чешуйчатости, прижогов металла в местах касания сварочной дугой поверхности основного металла);
— наличие зачистки поверхности сварного соединения изделия (сварного шва и прилегающих участков основного металла) под последующий НК.
9.5.8 Измеряемые параметры сварных швов стыковых соединений изображены на рисунке 9.1, а, б, а угловых сварных соединений — на рисунке 9.1, в, г.

а — размеры стыкового сварного шва: е, е1 — ширина шва; g, g1 — высота выпуклости шва;
б — размеры дефектов сварного шва: b1 — глубина подреза; b2 — глубина вогнутости («утяжины»);
в, г- размеры углового сварного соединения: k, k1 — размеры катетов углового сварного шва
Рисунок 9.1-Размеры сварного шва, подлежащие измерениям при ВИК
9.5.9 Высота и ширина сварного шва должны определяться не реже, чем через 1м по длине соединения, но не менее чем в трех сечениях, равномерно расположенных по длине шва.
9.5.10 Измерение глубины западаний между валиками при условии, что высоты валиков отличаются друг от друга, должно выполняться относительно валика, имеющего меньшую высоту. Аналогично следует определять и глубину чешуйчатости (по меньшей высоте двух соседних чешуек).
9.5.11 Высота выпуклости и величина вогнутости стыкового шва оцениваются по максимальной высоте (глубине) расположения поверхности шва от уровня наружной свариваемой поверхности. В том случае, когда уровни поверхности деталей отличаются друг от друга, измерения следует проводить относительно свариваемой поверхности, расположенной выше уровня другой свариваемой поверхности.
9.5.12 Размеры катетов угловых сварных соединений должны быть оговорены в рабочей документации на это соединение или узел, частью которого оно является. Там же должны быть оговорены контрольные точки, в которых необходимо выполнять измерения.
9.5.13 Определение высоты, выпуклости и вогнутости углового шва выполняется только в тех случаях, когда это отдельно оговорено требованиями рабочей документации. Выпуклость (вогнутость) углового шва оценивается по максимальной высоте (глубине) расположения поверхности шва от линии, соединяющей края поверхности шва в одном поперечном сечении.
9.5.14 Виды дефектов и максимальные критерии отбраковки кольцевых сварных соединений газопроводов и нефтепроводов приведены в приложении А СП 86.13330.2014 и могут быть уточнены или изменены застройщиком (техническим заказчиком) в проектной документации.
9.5.15 Обнаруженные в результате контроля недопустимые дефекты необходимо отметить на поверхности проконтролированного участка водонесмываемыми маркерами.
9.5.16 Допускается применение средств АВИК, при этом средства АВИК могут быть объединены в один комплекс с системой ЦР, МУЗК или АУЗК.
9.5.17 Результаты контроля должны быть зафиксированы в журнале НК и заключениях установленной формы. К заключению должна быть приложена схема проконтролированного соединения с указанием на ней мест расположения выявленных дефектов и протяженности дефектных участков.
Заключения должны быть переданы лицу, осуществляющему эксплуатацию, при сдаче объекта. Допускается фиксация результатов контроля в электронном виде с внесением соответствующих записей в электронные журналы сварки и НК.
Допускается передача результатов контроля застройщику (техническому заказчику) в электронном виде на носителях, обеспечивающих сохранность записанных данных.
9.6 Радиационный неразрушающий контроль
9.6.1 Сварные соединения трубопроводов в объеме 100%, выполненные дуговой сваркой, имеющие возможность установки радиографической пленки или другого детектора излучения и источника излучения, подлежат РК.
9.6.2 Разрешение на проведение РК должно быть выдано специалистом, выполняющим ВИК, который делает соответствующую отметку в заключении и журнале сварки. Радиационный контроль сварного соединения выполняют при положительном заключении ВИК.
9.6.3 К выполнению работ по РК допускаются лица в соответствии с требованиями 9.2.
Специалисты, выполняющие работы по ЦР, должны пройти дополнительное обучение с учетом специфики технологии и оборудования ЦР, работы с электронным изображением, обработки и расшифровки этого изображения, идентификации дефектов по электронному изображению и измерения их размеров. Специалисты должны иметь документ, подтверждающий факт прохождения такого обучения.
9.6.4 Применение РК с использованием рентгеновских аппаратов непрерывного и импульсного действия и закрытых радиоактивных источников излучения следует проводить в соответствии с ГОСТ 20426.
9.6.5 Напряжение на рентгеновской трубке выбирается в соответствии с требованиями ГОСТ 20426 и может быть уменьшено для обеспечения требуемой чувствительности контроля. Время экспозиции должно быть достаточным для обеспечения необходимой оптической плотности снимков.
9.6.6 При РК сварных соединений допускается применять радиографические технические пленки, многоразовые запоминающие пластины, плоскопанельные матричные детекторы и другие приемники радиационного излучения, обеспечивающие чувствительность контроля и качество изображения контролируемого объекта, предусмотренные действующими НД.
9.6.7 Радиографическая пленка должна иметь документ, подтверждающий соответствие, с указанием класса радиографической пленки, способа обработки пленки, типа и температуры обрабатывающих растворов, времени проявления, срока годности пленки. На пачках радиографических пленок должны быть указаны класс пленки, номер партии и срок гарантийного использования.
9.6.8 Класс радиографической пленки необходимо выбирать в зависимости от радиационной толщины сварного соединения и энергии излучения. Тип детекторов ионизирующего излучения для ЦР должен соответствовать технологической инструкции поставщиков комплексов ЦР и технологической карте. Использование радиографической пленки и многоразовых запоминающих пластин с истекшим сроком годности для контроля качества сварных соединений не допускается.
9.6.9 Чувствительность РК в зависимости от толщины контролируемого металла в месте установки эталона чувствительности не должна превышать половину размера по глубине минимального из недопустимых дефектов.
9.6.10 Для определения чувствительности РК следует использовать проволочные, канавочные или пластинчатые эталоны чувствительности по ГОСТ 7512.
9.6.11 Подготовку к расшифровке цифровых радиографических изображений следует проводить согласно требованиям инструкции по эксплуатации применяемого оборудования.
При использовании плоскопанельных матричных детекторов изображение сварного соединения может состоять из нескольких снимков смежных участков сварного соединения.
Снимки, допущенные к расшифровке, должны удовлетворять следующим требованиям:
— длина каждого снимка должна обеспечивать перекрытие изображения смежных участков сварного соединения не менее чем на 20мм, а его ширина — получение изображения сварного шва, эталонов чувствительности, маркировочных знаков, ограничительных меток, мерительных поясов и околошовной зоны с каждой стороны шва шириной не менее 5мм;
— на цифровых изображениях не должно быть пятен, полос, линий или отдельных точек, затрудняющих их расшифровку;
— на снимках, полученных с использованием пленки, не должно быть пятен, полос, загрязнений, следов электростатических разрядов и других повреждений эмульсионного слоя, затрудняющих их расшифровку;
— при использовании пленки значение оптической плотности самого светлого участка снимка, измеренное денситометрами, подготовленными к работе согласно инструкции по эксплуатации, должно быть не менее 1,5 Е.О.П. В случае несоответствия оптической плотности вышеуказанным требованиям снимок должен быть забракован, а контроль проведен повторно.
9.6.12 Расшифровка и оценка качества сварных соединений по снимкам, на которых отсутствуют изображения эталонов чувствительности и маркировочных знаков, не допускаются. При применении систем ЦР с использованием плоскопанельных матричных детекторов допускается применять программные средства записи шифра объекта, номера сварного соединения и другой служебной информации, а также программно-аппаратные средства для измерения расположения дефектов и их размеров (взамен маркировочных знаков и мерного пояса). Допускается применение сокращенного количества эталонов, обеспечивающих оценку качества изображения сварного соединения.
При расшифровке снимков размеры дефектов следует округлять в большую сторону до 0,1мм для размера не более 3,0мм, и до 0,5мм для размера более 3,0мм.
9.6.13 Расшифровка изображения участка сварного соединения, проконтролированного с применением ЦР, идентификация и измерение обнаруженных при расшифровке дефектов осуществляются только на дисплее компьютера с помощью соответствующей программы без дублирования на твердый носитель (пленку, прозрачную бумагу и др.). Комплекс по ЦР должен быть внесен в Государственный реестр средств измерений.
Распечатки изображений на бумаге, прозрачной пленке и т.п. в целях их расшифровки, хранения, а также идентификация и измерение дефектов по таким изображениям не допускаются.
Полученное изображение необходимо сохранить на диске компьютера в формате, исключающем возможность корректировки исходных данных.
9.6.14 Результаты контроля должны быть зафиксированы в журнале сварки, журнале НК и оформлены в виде заключений установленной формы. К заключению должна быть приложена схема проконтролированного соединения с указанием на ней мест расположения выявленных дефектов и протяженность дефектных участков.
9.6.15 Результаты РК (ЦР или КР) в цифровом виде подлежат сдаче застройщику (техническому заказчику) в исходном формате вместе с просмотровой программой на компакт-дисках или других электронных носителях. Застройщику (техническому заказчику) также передается набор файлов для установки программы (дистрибутив), руководство по установке программного обеспечения и руководство пользователя.
9.7. Ультразвуковой контроль
9.7.1 Ультразвуковому контролю ручным, механизированным или автоматизированным методами подвергают, если это предусмотрено проектной и технической документацией на сооружаемый объект, сварные соединения трубопроводов, выполненные всеми видами автоматической, полуавтоматической, ручной электродуговой сваркой плавлением и автоматической стыковой контактной сваркой оплавлением.
Ультразвуковой контроль следует проводить для выявления внутренних и выходящих на поверхность протяженных (непровары, несплавления, трещины, подрезы, цепочки скопления пор и включений) и непротяженных (одиночные газовые поры, шлаковые включения) дефектов.
Ультразвуковой контроль проводят для сварных соединений, признанных годными по результатам ВИК.
9.7.2 При проведении УЗК следует применять ультразвуковые дефектоскопы (системы), технические характеристики которых обеспечивают обнаружение дефектов, регламентируемых требованиями технической документации на сооружаемый объект.
Применяемые при УЗК дефектоскопы должны быть внесены в Государственный реестр средств измерений и иметь действующее свидетельство о метрологической поверке установленной формы.
Дефектоскопы подлежат периодической поверке не реже одного раза в год соответствующими службами федерального органа исполнительной власти в сфере обеспечения единства измерений или организациями, уполномоченными федеральным органом исполнительной власти в сфере обеспечения единства измерений на осуществление данной деятельности.
9.7.3 Для настройки чувствительности аппаратуры перед проведением контроля сварного соединения конкретного типа следует применять НО с искусственными отражателями согласно требованиям НД на сооружаемый объект и (или) требованиям методики на проведение МУЗК или АУЗК.
Следует изготовлять НО из труб того же типоразмера, что и трубы, сварные соединения которых подлежат контролю. Материал труб (марка стали, прочностной класс), из которых изготовляют НО, должен быть идентичен материалу труб контролируемого соединения. Допускается отклонение радиуса кривизны поверхности НО не более ±5% соответствующего параметра трубы.
Для кольцевых швов диаметром более 530мм допускается применять НО с плоской поверхностью.
НО подлежат периодической метрологической аттестации не реже одного раза в три года соответствующими службами федерального органа исполнительной власти в сфере обеспечения единства измерений или организациями, уполномоченными федеральным органом исполнительной власти в сфере обеспечения единства измерений на осуществление данной деятельности. Также НО должны иметь свидетельство о метрологической аттестации установленной формы и отметку в паспорте о проведении поверки.
Каждый НО должен иметь паспорт, быть промаркирован и иметь действующий документ, подтверждающий аттестацию или калибровку.
Паспорт НО должен содержать:
— сведения о конструктивных параметрах образца и материале, из которого он изготовлен;
9.7.4 Оценку допустимости выявленных при УЗК дефектов следует выполнять в соответствии с требованиями проектной документации.
При применении ультразвуковых систем, обеспечивающих оценку условных высоты, глубины и протяженности несплошностей, допускается проводить оценку качества по нормам, разработанным на основе инженерного расчета с учетом прочностных свойств труб и сварных соединений, давлений и условий прокладки трубопроводов на конкретном объекте.
9.7.5 Выбор конкретного типа системы УЗК регламентируется застройщиком (техническим заказчиком) с учетом особенностей применяемых технологий сварки. Реализуемая системой схема контроля должна выявлять характерные недопустимые дефекты применяемой технологии сварки.
9.7.6 Результаты контроля должны быть зафиксированы в журнале НК и оформлены в виде заключений установленной формы. К заключению должна быть приложена схема проконтролированного соединения с указанием на ней мест расположения выявленных дефектов и протяженности дефектных участков. По согласованию с застройщиком (техническим заказчиком) допускается передача заключений в электронном виде.
9.8. Капиллярный контроль
9.8.1 Капиллярный метод контроля следует применять в качестве дополнительного метода при необходимости уточнения результатов ВИК, определения местоположения, протяженности и ориентации трещин, подрезов, несплавлений, расслоений, неметаллических включений, как поверхностных, так и сквозных. Капиллярный контроль следует проводить в соответствии с требованиями ГОСТ 18442 и технологической картой, утвержденной в организации, выполняющей контроль.
9.8.2 Капиллярным методом выявляют дефекты с раскрытием, равным 0,1мм и более, что соответствует классу чувствительности по ГОСТ 18442-80 (пункт 4.7.1, таблица 4) не хуже IV.
9.8.3 Капиллярный контроль разрешается проводить при температуре окружающего воздуха от минус 40°С до плюс 40°С и относительной влажности воздуха не более 90%. Температура контролируемой поверхности не должна превышать плюс 40°С. Температура контролируемого объекта и индикаторного пенетранта должна быть в пределах, указанных в технической документации на данный дефектоскопический материал и объект контроля.
9.8.4 К контролируемой поверхности должен быть обеспечен доступ, необходимый для нанесения индикаторного пенетранта, его удаления, нанесения проявителя и визуального осмотра индикаторного следа.
9.8.5 Контроль сварного шва следует проводить последовательно, по участкам в зависимости от диаметра изделия длиной не более:
— 700мм — для изделий диаметром не более 1020мм;
— 1000мм — для изделий диаметром от 1020 до 1420мм.
Площадь контролируемого участка не должна превышать 0,6-0,8м 2 .
Шероховатость контролируемой поверхности должна быть не более Ra3,2 (Rz20). Допускается шероховатость поверхности Ra6,3 (Rz40) при условии отсутствия при контроле окрашенного фона.
На контролируемой поверхности не должно быть следов масел, пыли и других загрязнений.
9.8.6 Дефектоскопические материалы по данным сопроводительной документации должны обеспечивать выполнение требований 9.8.2. Дефектоскопические материалы используются в виде наборов, включающих:
— очиститель объекта контроля от пенетранта;
— проявитель индикаторного следа дефекта.
Для контроля сварных соединений следует применять готовые дефектоскопические наборы в аэрозольных упаковках, обеспечивающие требования 9.8.2. Совместимость материалов в наборах обязательна. Составы набора не должны вызывать коррозию и требуют удаления после контроля.
9.8.7 Допускается применение индикаторных пенетрантов следующих типов:
— цветные пенетранты, содержащие краситель с характерным цветовым фоном (обычно красным);
— люминесцентные пенетранты с примесями, люминесцирующими под воздействием ультрафиолетового излучения.
9.8.8 Для осмотра объектов контроля и поиска индикаторного рисунка несплошностей разрешается применять лупы увеличения 2 × и более. Для изучения индикаторного следа несплошности, его формы и размеров следует использовать лупы или оптические приборы с увеличением 20 × и более.
9.8.9 При необходимости подогрева контролируемой поверхности допускается использовать промышленный фен или другие нагревательные устройства.
9.8.10 Перед каждым проведением контроля в обязательном порядке дефектоскопические материалы следует подвергать проверке. Проверка пригодности и чувствительности дефектоскопических материалов проводится на НО, соответствующих ГОСТ 18442. НО должны иметь дефекты типа трещин с раскрытиями, соответствующими требуемой чувствительности.
9.8.11 Для проверки чувствительности используют два НО:
— один — рабочий, предназначенный для проверки капиллярных наборов на пригодность;
— другой — для контрольной проверки материалов в случае неудовлетворительных результатов, полученных на рабочем образце.
Дефектоскопический набор должен быть отбракован, если он показывает неудовлетворительный результат на рабочем и контрольном образцах.
Аттестация НО должна проводиться не реже одного раза в три года.
Каждый НО должен быть промаркирован и иметь паспорт. Паспорт НО должен содержать:
— фотографию образца с выявленными несплошностями;
— размеры несплошностей (ширина раскрытия, глубина, длина);
— заключение об уровне чувствительности;
— сведения о наборе дефектоскопических материалов, с помощью которых проводился контроль;
9.8.12 Идентификацию дефектов следует проводить как по индикаторным следам, так и по фактическим характеристикам выявленных несплошностей после удаления проявителя в зоне зафиксированных индикаторных следов. Результаты контроля должны быть зафиксированы в журнале НК и оформлены в виде заключений установленной формы. К заключению должна быть приложена схема проконтролированного соединения с указанием на ней мест расположения выявленных дефектов и протяженности дефектных участков.
9.9. Магнитопорошковый контроль
9.9.1 Магнитопорошковый контроль следует выполнять в качестве дополнительного метода контроля сварных соединений, разнотолщинных сварных соединений, мест ремонта, а также при необходимости уточнения результатов ВИК, при определении наличия поверхностных и подповерхностных нарушений сплошности (трещин, подрезов, несплавлений, незаваренных кратеров, прожогов, неметаллических включений, расслоений и т. п.).
Следует проводить МК в соответствии с требованиями ГОСТ Р 56512 и технологической картой, утвержденной в организации, выполняющей контроль. Контроль следует проводить с использованием переносных универсальных и специализированных дефектоскопов.
9.9.2 Следует проводить МК дополнительно к другим методам НК для получения дополнительной информации о наличии, количестве и размерах поверхностных и подповерхностных дефектов.
Условный уровень чувствительности магнитопорошкового контроля сварных соединений трубопроводов должен соответствовать ГОСТ Р 56512.
9.9.3 Обнаруженные в результате МК недопустимые дефекты должны быть отмечены на поверхности проконтролированного участка маркером по металлу. После окончания контроля контролируемый объект должен быть размагничен.
Результаты контроля должны быть зафиксированы в журнале НК и оформлены в виде заключений установленной формы. К заключению должна быть приложена схема проконтролированного соединения с указанием на ней мест расположения выявленных дефектов и протяженности дефектных участков.
9.10. Нормы оценки качества сварных соединений
9.10.1 Характеристиками дефектов (см. рисунок 9.2) являются:
d — диаметр (максимальный размер) дефекта округлой формы, мм;
h — высота дефекта, мм или % толщины стенки;
l — протяженность дефекта, мм;
w — ширина дефекта, мм;
L — расстояние между соседними дефектами, мм;
∑д — допустимая суммарная протяженность дефектов, мм, на оценочном участке шва длиной Д, мм (определяется вычислением).

а) Вид в сечении; б) Вид в плане; S — толщина стенки трубы (детали)
Рисунок 9.2-Схематическое изображение сварного шва
и определение размеров дефектов
9.10.2 Длина оценочного участка шва при определении суммарной протяженности дефектов должна быть равной:
— 300мм для труб с наружным диаметром более 530мм;
— 1/6 длины шва для труб диаметром от 100 до 530мм включительно;
— периметру сварного соединения для труб диаметром менее 100мм.
9.10.3 Критерии отбраковки кольцевых сварных соединений трубопроводов по результатам НК приведены в приложении А СП 86.13330.2014.
9.10.4 По результатам НК сварные соединения подразделяют на категории, обозначаемые как «Годен», «Ремонт», «Вырезать».
9.10.5 К категории «Годен» следует относить сварные соединения, для которых выполняется любое из условий:
— дефекты не обнаружены;
— выявлены дефекты, соответствующие критериям допустимости.
Примечание к 9.10.4 и 9.10.5 — Поверхностные дефекты, обозначенные в таблицах приложения А СП 86.13330.2014 как Fa, Fb, Fc и Fd, не учитывают при подсчете суммарной протяженности дефектов.
9.10.6 К категории «Ремонт» следует относить сварные соединения в случаях выявления дефектов, не соответствующих критериям допустимости, но которые по совокупности признаков могут быть отремонтированы.
9.10.7 К категории «Вырезать» следует относить сварные соединения, для которых выполняется любое из условий:
— выявлен дефект, идентифицированный по совокупности признаков как трещина;
— суммарная длина дефектных участков превышает допустимые критерии;
— сварное соединение не может быть отнесено к категории «Годен» после проведенного ремонта;
— сварное соединение трубы диаметром менее 100мм с обнаруженными в нем недопустимыми дефектами.
9.10.8 При оценке качества сварных соединений разнотолщинных элементов нормы оценки дефектов следует принимать по элементу меньшей толщины.
9.11. Охрана труда и промышленная безопасность
9.11.1 При проведении работ методами НК необходимо соблюдать требования безопасности и охраны труда в соответствии с ГОСТ Р 12.1.019, ГОСТ 12.2.003, СанПиН 2.6.1.1281, СП 2.6.1.3241, СанПиН 2.6.1.2523, СанПиН 2.6.1.3164, [9] и [12].
9.11.2 К самостоятельной работе допускаются лица не моложе 18 лет, имеющие начальное профессиональное образование, прошедшие:
— обязательные предварительные (при поступлении на работу) и периодические (в течение трудовой деятельности) медицинские осмотры (обследования) для признания годными к выполнению работ;
— обучение безопасным методам и приемам выполнения работ (инструктаж по охране труда, стажировку на рабочем месте, проверку знаний требований охраны труда, методов оказания первой доврачебной помощи пострадавшим).
9.11.3 Для защиты от опасных и вредных производственных факторов работникам должны быть выданы специальная одежда, специальная обувь и другие средства индивидуальной защиты согласно действующим нормам.
9.11.4 Работник должен применять необходимые средства индивидуальной защиты при выполнении работ.
Библиография
[1] ПБ 03-273-99 Правила аттестации сварщиков и специалистов сварочного производства.
[2] РД 03-613-03 Порядок применения сварочных материалов при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов.
[3] РД 03-614-03 Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов.
[4] РД 03-615-03 Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов.
[5] РД 03-495-02 Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства.
[6] ПБ 03-372-00 Правила аттестации и основные требования к лаборатории неразрушающего контроля.
[7] ПБ 03-440-02 Правила аттестации персонала в области неразрушающего контроля.
[8] РД 03-606-03 Инструкция по визуальному и измерительному контролю.
[9] НП 053-16 Федеральные нормы и правила в области использования атомной энергии «Правила безопасности при транспортировании радиоактивных материалов».
[10] Приказ Федеральной службы по экологическому, технологическому и атомному надзору от 14 марта 2014г. №102 «Об утверждении Федеральных норм и правил в области промышленной безопасности «Требования к производству сварочных работ на опасных производственных объектах» (зарегистрирован в Министерстве юстиции Российской Федерации 16 мая 2014г., регистрационный №32308).
[11] Приказ Федеральной службы по экологическому, технологическому и атомному надзору от 21 ноября 2016г. №490 «Об утверждении Федеральных норм и правил в области промышленной безопасности «Основные требования к проведению неразрушающего контроля технических устройств, зданий и сооружений на опасных производственных объектах» (зарегистрирован в Министерстве юстиции Российской Федерации 14 декабря 2016г., регистрационный №44707).
Источник https://mooml.com/d/normativno-pravovye-dokumenty/proektirovanie-inzhenernye-izyskaniya/47056/
Источник https://fgpip.ru/drugoe/tehnologiya-mehanizirovannaya-svarka-truboprovodov.html
Источник http://test.safe-work.ru/Bibl/BibOT/Standart/c4061325800_2018.html




