Содержание
Должностная инструкция сварщика: должностнные обязаности
Сварщик — профессия хоть и не самая престижная, но совершенно точно полезная и важная. Об обязанностях сварщика будет рассказано в этой статье.
Кто такой сварщик?
Должностная инструкция сварщика прописывает о рассматриваемом специалисте следующее: это работник, занимающийся сплавкой разного рода металлов. Необходимы подобные процессы, конечно же, на строительных участках, на производстве и во многих других сферах. Профессия сварщика считается очень ответственной и даже сложной. Неправильно или некачественно сваренные конструкции могут отрицательно отразиться на всей осуществляемой работе. Именно поэтому профессию сварщика необходимо качественно осваивать. Цениться будут только грамотные, опытные специалисты.
Что прописывает должностная инструкция сварщика об обязанностях работника? Сразу стоит отметить, что в рассматриваемой профессии существует несколько разрядов. Далее будет рассказано лишь о самых основных из них — 4, 5 и 6.
Обязанности работника с 4 разрядом
Стоит выделить лишь самые основные и наиболее часто осуществляемые функции сварщика с 4 разрядом. Сюда относятся следующие моменты:
- Сварка со среднем уровнем сложности ручного характера — дуговая, газовая или плазменная; осуществление работ с разного рода узлами, трубопроводами, сложными узловыми деталями и т. д.
- Осуществление резки при помощи газовых, плазменных или ручных кислородных методов.

- Работа с переносными, стационарными и плазморезательными машинами.
- Осуществление кислороднофлюсовой резки деталей.
- Работа с судовыми объектами на плаву, их кислородная резка.
- Применение автоматической или механической сварки сложных строительных деталей и конструкций.
- Работа с чугунными материалами: их наплавка, сварка, резка и прочее.
- Работа со сложными машинными деталями; применение отливки, пробного давления механической обработки и т. д.
- Работа с чертежами разного рода сварных конструкций.
- Плавка и сварка таких деталей, как шейки валов, горелки котлов, гидравлические турбины, подшипники и многое другое.
Таким образом, должностная инструкция сварщика 4 разряда закрепляет за работником осуществление в основном работ средней сложности с различными элементами конструкций.
Обязанности работника с 5 разрядом
Должностная инструкция сварщика 5 разряда возлагает на работника следующие основные обязанности:
- Работы по наплавке трещин и раковин на амбразурах печей доменного типа.
- Работы по сварке с аппаратурой и сосудами, изготовленными из стали углеродистого типа.
- Работа с арматурами печей мартеновского типа.
- Осуществление сварки несущих конструкций из железобетона, оловянной бронзы, латуни и т. д.

- Приварка и сварка такой аппаратуры, как подъемные крюки, домкратные скобы, тележки кранов и прочее.
- Работа с разного рода резервуарами. Сюда можно отнести газгольдеры и прочие баки объемом не менее 5000 куб. м.
- Работы с колоннами, балками, эстакадами и т. д.
- Работа с кессонами для печей.
- Устранение дефектов на корпусах, крышках, цилиндрах и т. д.
Таким образом, должностная инструкция сварщика, имеющего 5 разряд, закрепляет за специалистом довольно большое количество функций и обязанностей разной сложности.
Обязанности работника с 6 разрядом
Что прописывает о функциях представленного работника должностная инструкция сварщика 6 разряда? Самые важные и наиболее распространенные обязанности выглядят следующим образом:
- Работы по сварке балок от кранов, грузоподъемность которых не менее 30 т.
- Работы с трубопроводами 1 и 2 группы.

- Сварка газовых трубопроводов высокого или среднего давления.
- Работы со стрелами экскаваторов, барабанами от котлов и прочее.
- Работы с деталями из цветного металла.
- Работа с резервуарами и газгольдерами объемом не менее 5000 куб. м.
- Работы по сварке лопастей и колес газовых компрессоров.
Таким образом, должностная инструкция сварщика, имеющего 6 разряд, закрепляет за работником расширенный спектр всех тех обязанностей, что осуществляют работники с квалификацией ниже. А что можно рассказать о профессиональных правах и элементах ответственности специалиста? Об этом далее.
О правах сварщика

Сразу стоит отметить, что количество профессиональных прав у специалистов не зависит от уровня квалификации или разряда (единственный момент — количество управленческих функций и права на организаторскую деятельность). Все предоставляемые работникам права прописывает должностная инструкция сварщика ручной сварки. Здесь можно выделить следующие основные пункты:
- право на получение от государства всех необходимых социальных гарантий;
- право на получение своевременной и полной заработной платы;
- право на оптимальные и комфортные условия для выполнения всех необходимых работ — в соответствии с нормами, прописанными в Трудовом кодексе РФ;
- право на полное ознакомление с документами или проектами руководства, так или иначе касающимися профессиональной деятельности сварщика;
- право запрашивать у руководства все необходимые документы и нормативные акты, которые тем или иным образом связаны с рабочими обязанностями сварщика;
- право на подтверждение или повышение квалификации.
Выше были названы все основные профессиональные права сварщика. А что же можно сказать об ответственности работника?
Об ответственности сварщика
За что обязан нести дисциплинарную, административную или даже уголовную ответственность слесарь-сварщик? Должностная инструкция закрепляет следующие основные моменты:
Технологическая карта и протокол сварки полиэтиленовых труб
Протокол сварки полиэтиленовых труб является результатом правильно разработанной технологической карты согласно требованиям нормативных документом системы аттестации сварочного производства НАКС.
Содержание
В современном мире полимерные материалы все больше вытесняют металл, поскольку они обладают превосходной химической стойкостью, низким удельным весом, стойкостью к абразивному износу, высокой прочностью на растяжение и низким водопоглощением. Сейчас уже не в диковинку, что полимерные трубы и фитинги используют в трубопроводах холодного и горячего водоснабжения, газоснабжении, водоотведении (канализация). Эти системы являются жизненно важными, поэтому к качеству материалов и сварных соединений предъявляются высокие требования. Поломка любого трубопровода может вызвать техногенную катастрофу влекущую за собой экологическую катастрофу и даже гибель людей.
С целью обеспечения безупречного качества в НАКС была разработана процедура аттестации технологии сварки, сварщиков и оборудования, в рамках которой является обязательным разработка технологических карт, которые позволяют обеспечить повторяемость процесса, а протокол служит подтверждением соблюдения всех режимов и условий.
Форма технологической карты на сварку полиэтиленовых труб
Сварку полимерных труб и муфт производят следующими способами:
- нагретым инструментом (НИ);
- закладными нагревателями (ЗН);
- нагретым газом (НГ);
- экструзионная сварка (Э).
Ниже представлены образцы технологических карт сварки нагретым инструментом и закладными нагревателями. А здесь и здесь можно их скачать.
Карта технологического процесса сварки полимерных труб встык нагретым инструментом
| Наименование изделия | сварное соединение |
| Способ сварки | НИ |
| НД | СП 42-101-96; СП42-105-99 |
| Вид соединения | стыковое |
| Сварочное оборудование | |
| Ф.И.О. сварщика | |
| Характеристика деталей: | |
| завод-изготовитель | |
| марка материала | полиэтилен ПЭ80 |
| дата выпуска | |
| номер сертификата | |
| диаметр трубы | 110мм |
| толщина стенки, (SDR) | 10мм, (11,0) |
| Клеймо сварщика | |
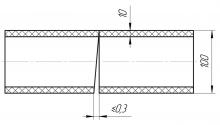
| Эскиз сварного соединения | |
| Конструкция сборки | Конструктивные элементы сварного соединения |
|---|---|
 | 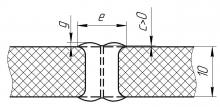 |
g — высота грата;
е — ширина грата;
с — превышение впадины между валиками грата и поверхностью детали
Технологические параметры сварки труб встык нагревательным инструментом и их значения (в соответствии с СП 42-101)
5. Время при прогреве tпр, сек., в зависимости от типа свариваемых труб и температуры окружающего воздуха
8. Время при охлаждении tохл, мин, не менее, в зависимости от температуры окружающего воздуха
Дополнительные технологические требования по сварке:
- на длину не менее 50 мм от торцов протереть поверхности концов свариваемых деталей сперва увлажненной, а затем сухой ветошью;
- разместить и зафиксировать трубы в зажимах центратора установки для сварки;
- отцентрировать детали по наружной поверхности таким образом, чтобы максимальная величина смещения наружных кромок не превышала 10% номинальной толщины стенки свариваемых труб;
- отторцевать свариваемые поверхности деталей непосредственно в сварочной установке;
- повторно проверить центровку и отсутствие зазоров в стыке (допускается зазор не более 0,3 мм). Измерение зазора производят лепестковым щупом (ГОСТ 882-75) с погрешностью 0,05 мм;
- выполнить измерение усилия при холостом ходе подвижного зажима центратора установки с зафиксированной в нем трубой и скорректировать величину усилия давления при оплавлении, прогреве и осадки;
- установить требуемые параметры режима и выполнить процесс сварки;
- после сварки произвести охлаждение стыка под давлением осадки в течение времени охлаждение (tохл.);
- на наружной поверхности маркером написать клеймо сварщика;
- вынуть деталь из установки и провести визуальный и измерительный контроль.
Требования к контролю качества
| Метод контроля | Наименование (шифр) НД | Объем контроля (%, кол-во образцов) |
|---|---|---|
| 1. Визуальный и измерительный | СП 42-101; СП 42-105 | 100 % |
| 2. Ультразвуковой | Инструкция* | 100 % |
| 3. Испытание на статическое растяжение | ГОСТ 11262; СП 42-105 | ≥ 5 образцов |
* Инструкция по ультразвуковому контролю сварных стыковых соединений полиэтиленовых труб, утвержденная ОАО «Росгазификапия», 1999 г.
| Разработал: | (подпись, дата) | Фамилия И.О. |
Карта технологического процесса сварки полимерных труб с применением деталей с закладными нагревателями
| Наименование изделия | сварное соединение | ||||
| Способ сварки | ЗН | ||||
| НД | СП 42-101-96; СП 42-105-99 | ||||
| Вид соединения | стыковое | ||||
| Сварочное оборудование | ЗНШ | ||||
| Ф.И.О. сварщика | |||||
| Характеристика деталей: | |||||
| завод-изготовитель | |||||
| марка материала | |||||
| дата выпуска | |||||
| номер сертификата (ГОСТ/ТУ) | |||||
| диаметр трубы | 50 мм | ||||
| толщина стенки, (SDR) | 4,5 мм (11,1) | ||||
| Клеймо сварщика | |||||
| Технологические параметры сварки* | |||||
| Температура окружающего воздуха, °С | Наружный диаметр трубы, мм | Толщина стенки, мм | SDR | Время охлаждения после сварки, мин | |
|---|---|---|---|---|---|
| 20 | 50 | 4,5 | 11,1 | 7 | |
*При сварке на аппаратах с ручным вводом параметров режима сварки указывают их действительные значения.
Дополнительные технологические требования по сварке:
- произвести обрезку труб под прямым углом к их осям;
- пометить на торцах участок сварки длинной не менее 0,5 длины фитинга от края;
- произвести зачистку механическим способом поверхности деталей в зоне сварки от оксидного пленки на глубину 0,1—0,2 мм;
- провести снятие фаски на внутренней и наружной поверхностях торца трубы;
- при помощи приспособления придать трубе в зоне сварки круглую форму;
- обезжирить зону сварки;
- маркером на поверхность трубы нанести отметки на расстоянии 0,5 длины фитинга от торца трубы;
- закрепить детали в позиционере или на выравнивающих опорах;
- вставить подготовленные торцы труб в фитинг, после чего подключить его к сварочному аппарату;
- в сварочный аппарат, при помощи карандаша, записать параметры сварки, которые указаны на штрихкоде этикетки фитинга;
- включить сварочный аппарат и осуществить сварку;
- провести визуальный и измерительный контроль сварного соединения.
Требования к контролю качества
Протокол сварки полиэтиленовых труб или муфт
После того, как проведена процедура аттестации и технологическая карта на сварку полиэтиленовых труб или муфт утверждена в НАКС — можно приступать к промышленной сварке изделий. Для того, чтобы отслеживать точность соблюдения параметров и режимов сварки предусмотрена обязательная регистрация этих данных в виде протокола.

Протокол сварки полиэтиленовых труб включает в себя информацию:
- название модели или номер сварочного аппарата;
- дата сварки;
- Ф.И.О. сварщика и/или клеймо;
- наименование проекта или объекта;
- материал;
- типоразмер трубы или муфты;
- SDR (стандартное размерное отношение трубы т.е. отношение номинального наружного диаметра к номинальной толщине стенки);
- температура воздуха окружающей среды;
- давление сопротивления;
- режимы сварки: температура, давления, время и т.д.;
- другая дополнительная информация: погодные условия, меры защиты, № шва, ошибки и т.д.
Каждый производитель сварочных аппаратов делает свое уникальное внешнее оформление протокола и добавлять как можно больше дополнительной информации, которая позволит с точностью проанализировать причину образования дефектов.
Монтаж трубопроводов наружного водоснабжения: производство работ и требования к ним

Наружные трубопроводные системы водоснабжения, могут быть смонтированы практически из всех видов существующих труб. Естественно, что их монтаж осуществляется с учётом специфики материала, из которого они изготовлены, так как у каждого вида труб свои способы соединения, своя арматура.
Однако при сдаче трубопроводов водоснабжения в эксплуатацию, системы должны отвечать единым требованиям. В чём они заключаются, каковы особенности строительства трубопроводов, как происходит их испытание и контроль качества? Ответ на многие актуальные вопросы, связанные с устройством наружных сетей водоснабжения, вы найдёте в нашей статье.
Общие и индивидуальные требования к трубопроводам
Как и любой строительный объект, наружный трубопровод водоснабжения монтируется в соответствии с проектом, который в данном случае, кратко именуется ППР.
Укладка и соединение труб
Работы по укладке и соединению труб, начинают после того, как будет проверено соответствие размеров траншей, отметок их дна и прочность стенок. Если это магистральный трубопровод водоснабжения, прокладка которого осуществляется наземным способом, то проверяется прочность конструкций, на которые будут опираться трубы. Результаты всех проверок обязательно фиксируются в журнале ПР (производства работ).

Наземная прокладка трубопроводов
- Уклон трубопроводов водоснабжения, очень важен для безнапорных систем, и рассчитывается в процессе их проектирования. В таких водопроводах обычно применяют трубы раструбного типа, и одним из основных требованием к их монтажу, является их укладка по уклону раструбом кверху.
- Там, где проект предусматривает строго прямолинейные участки, между смотровыми смежными колодцами их просматривают с помощью зеркала. Если видимый круг не деформирован, значит, трубопровод ровный. Отклонения в форме круга допускаются только по горизонтали, не более 5 см в ту, или иную строну.
- Кстати, не так давно появился и лазерный прибор, с помощью которого осуществляется контроль прямолинейности цилиндрических каналов бесконтактным способом. Его вы видите на фото снизу. Проверка осуществляется дважды: сразу после укладки труб, а затем уже после засыпки траншей.

Прибор для контроля цилиндрических нарезных труб диаметром от 55 мм
- На прямолинейных участках трассы водопровода, концы стыкуемых труб должны быть отцентрованы так, чтобы ширина щели в раструбах была по окружности равномерной. Что касается осей напорного трубопровода, то их смещение не должно превышать 10 см от того положения, которое предусматривает схема трубопроводов водоснабжения в плане. По вертикали, максимально допустимое отклонение составляет всего 3 см.
- Когда трубопроводы прокладывают по кривой, и при этом не применяют фасонных элементов, то для раструбных труб, стыкуемых на резиновых уплотнителях, угол поворота на стыке не должен превысить 2 градуса. Если же их диаметр превышает 600 мм, то этот допуск уменьшается вдвое.
- Во избежание засорения трубопровода, при перерывах в монтаже рекомендуется закрывать отверстия в трубах и запорной арматуре заглушками (пробками). При стыковке труб, для их соединения обязательно должны применяться уплотнители и герметики.

Пластиковая заглушка на трубу
Так как материал трубопроводов водоснабжения бывает разным, то и способы соединения труб используют тоже разные. Это может быть резьбовое соединение, сварное (встык или враструб), с накидными гайками или фланцами, к которым предъявляются особые требования.
Обратите внимание! Очень важно соблюсти перпендикулярность фланцев трубе. Фланцевые плоскости не должны иметь кривизны, а все крепления должны осуществляться с одной стороны. При затяжке болтов не следует соблюдать последовательность — выполнять её нужно параллельно, крест-накрест. Усилие затяжки должно быть одинаковым. Если при выполнении креплений фланец перекосило, выравнивать его путём подтягивания креплений нельзя.
Какие работы актируются
Так как трубопроводы водоснабжения подземные засыпаются грунтом, все этапы их строительства должны оформляться актами скрытых работ.
Вот их основной список:
- работы, связанные с подготовкой основания;
- мероприятия по защите труб и арматуры от коррозии;
- способы уплотнения стыков;
- сооружение колодцев;
- заделка вводов труб в ограждающие конструкции;
- крепление трубопроводов водоснабжения;
- обратная засыпка с уплотнением.
В этой главе мы охарактеризовали требования, которые являются общими для всех типов трубопроводов. Далее будет дана краткая инструкция по каждому виду отдельно.
Металлические трубопроводы
Чаще всего, магистральная сеть трубопроводов водоснабжения монтируется из стальных труб. И так как они подвержены коррозии, и нередко имеют механические дефекты, к ним предъявляются достаточно строгие требования.
Стальные
Перед монтажом трубы необходимо осмотреть. Наиболее важные критерии, которые должны оцениваться при приёмке стальных труб, это: прямолинейность, отсутствие повреждений изоляционного слоя, и отсутствие вмятин посередине.
Если деформирован конец тубы, то его можно просто обрезать. Торцы труб должны быть ровными, без забоин и заусенцев.

Варианты соединений труб
Для сборки стальных труб подходят все известные способы соединений, однако самым надёжным считается сварной. При этом использовании данного способа, трубы должны стыковаться с помощью центратора.
Перед тем, как приступить к сборке, их следует очистить, и проверить геометрию кромок. Сами кромки, а так же примыкающую к ним внутреннюю и наружную поверхность порядка 10 мм, необходимо отполировать до блеска.
Способ сварки определяется в проекте. Если для сборки водопровода применяются трубы с заводской изоляцией, то после сваривания, её необходимо восстановить. Трубы с одним продольным или спиральным швом, при монтаже следует укладывать со смещением швов на 10 см. Если швы есть с двух сторон, то их можно и не смещать.
 Центратор для труб
Центратор для труб  Обработка кромок стальных труб
Обработка кромок стальных труб  Труборез для стальных труб небольшого диаметра
Труборез для стальных труб небольшого диаметра  Заводская изоляция трубопроводов водоснабжения
Заводская изоляция трубопроводов водоснабжения
- Если поперечное соединение сварное, то оно не должно располагаться ближе 30 см к стенке колодца, или 20 см к наземной опоре. Когда к трубе приваривается патрубок, то расстояние от этого шва, до кольцевого шва трубопровода, должно быть минимум 100 мм. Качество сварки на стыках обязательно подвергается физическим методам контроля, что отражается в журнале производства работ, и подтверждается актом.
- При монтаже трубопроводов, самая большая ответственность лежит на сварщиках, поэтому не все они могут быть допущены к монтажу трубопроводов. Даже если сварщик имеет необходимую квалификацию, но у него нет опыта, либо он имеет перерыв стажа по специальности более полугода, а так же в тех случаях, когда применяется новое оборудование, материалы, марки стали и т.д., ему приходится сдавать своеобразный экзамен.
- Человек должен в реальных условиях объекта сварить стык, который называется допускным. Его осматривают визуально, испытывают на разрыв и изгиб, и только если результат окажется удовлетворительным, сварщик будет допущен к работе. Если что-то не получилось, ему дают ещё две попытки. И если они так же оказались неудачными, его в лучшем случае, направляют на дополнительное обучение.

Сварщики на монтаже трубопровода
Каждому специалисту присваивается клеймо, и сварщик, выполнивший соединение, обязан проставлять его в 3-5 см от каждого стыка. Качество шва считается нормальным, если в нём и прилегающей к нему зоне нет трещин, отступлений от формы и размера, наплывов, непроваров, прожогов, подрезов и смещений свариваемых кромок.
Чугунные
Чаще всего, из чугунных труб монтируют системы водоотведения, но иногда из них собирают и трубопроводы водоснабжения. Так как чугун – материал довольно хрупкий, то в первую очередь при приёмке труб их проверяют на наличие трещин путём простукивания.
Они должны иметь гладкую, без включений шлака, поверхность. Максимум, что допускается — это раковины диаметром не более 1 см, и глубиной до 3 мм.
Чаще всего, чугунные трубы имеют раструб, и применяются для сборки безнапорных систем. Перед монтажом раструбы обязательно зачищают от пригаров песка или масел, удаляют заусенцы.

Один из вариантов стыковки чугунных труб
Монтаж таких труб может осуществляться: с применением поставляемых комплектно силиконовых или резиновых манжет; с использованием герметика; с устройством замка из асбоцементной или цементной смеси. Её состав, также, как и вид герметика, определяет проект.
В остальном монтаж чугунных труб осуществляется аналогично трубам стальным. Наглядно этот процесс покажет видео в этой статье.

Окраска трубопроводов водоснабжения
Если на металлических трубах нет заводского защитного слоя, то в процессе монтажных работ, с целью защиты металла от коррозии, производится окраска трубопровода. В антикоррозийной обработке не нуждаются только медные трубы, но в силу высокой стоимости, для монтажа централизованных сетей их не применяют.
Однако если вы хотите обустроить автономный водопровод с подачей воды из скважины (см. Водоснабжение из скважины: как сделать самостоятельно), и не испытываете при этом ограничения бюджета, ничто не мешает вам использовать именно медные трубы. Вода из такой системы будет не только более чистой, но и полезной, так как в этом случае она (по аналогии с серебром) насыщается ионами меди.
Системы из полимерных труб
Всё большую популярность сегодня завоёвывают системы водоснабжения из полимерных труб. Да и не удивительно: они имеют невысокую стоимость; малый вес, но при этом достаточно прочны; проще режутся — а некоторые и гнутся.
Ещё более ценно то, что полимерные трубы не поддаются коррозии, а потому не требуют, как в случае с чугуном и сталью, выполнения защитного покрытия. Их неоспоримым достоинством так же являются гладкие стенки, благодаря чему скорость движения воды в трубопроводе водоснабжения на порядок возрастает. В общем, сплошные преимущества!

Разводка труб производственного водопровода
Сфера применения полимерных труб водоснабжения довольно обширна. Конечно, для магистральных трубопроводов их не применяют — здесь в приоритете чугунные, стальные, асбоцементные и бетонные трубы. А вот для устройства локальных трубопроводов с подводом к зданиям, на производствах, в мелиорации и сельском хозяйстве – это вариант номер один.

Стыковка и центровка труб ПНД для выполнения соединения
Однако полимер полимеру рознь, поэтому и технологии монтажа труб могут отличаться. И уж тем более, есть много отличий, если сравнивать пластиковый трубопровод, с металлическим. По этой причине, на проектирование и монтаж коммунальных систем их полимерных материалов, в 2000 году был разработан отдельный свод правил.
Основания
Под полимерные трубы в траншеях создаются искусственные основания. Обычно это слой песка, который насыпается на толщину 10 и более см. Что касаемо ширины траншеи, то она должна превышать наружный диаметр трубы как минимум на 40 см, а для стеклопластиковых труб – 50 см. Работы по отсыпке, как и монтаж днищ смотровых, поворотных и прочих колодцев, должны выполняться до укладки труб.

Укладка полиэтиленовых труб на песчаное основание
- Вместе с фасонными элементами и запорной арматурой, они монтируются одновременно — но до того, как будут установлены стенки колодцев.
- Что касается вантузов, гидрантов и предохранительных клапанов, то их устанавливают, когда будет произведено гидравлическое испытание трубопроводов водоснабжения.
- Если в строительстве трубопровода используются трубы с раструбами, то их сначала укладывают на дно траншеи, а потом уже соединяют.
- Неразъёмные соединения безраструбных труб выполняют на бровке, а затем уже готовые трубные плети опускают в траншею.

Трубные плети, подготовленные к погружению в траншею
Обратите внимание! Засыпка трубопроводов грунтом не осуществляется за один заход. Сначала на трубу сначала насыпают только слой песка или мягкого грунта, не содержащего камней, битого кирпича или щебня. Это защитный слой, толщина которого должна быть не менее 30 см.
Он уплотняется послойно, и первые 10 см, как и пазухи, образуемые стенками труб и траншеи, должны быть уплотнены ручной трамбовкой. С помощью виброинструмента можно уплотнять только верхний слой грунта, но делается это уже на заключительном этапе строительства трубопровода.
Сборка соединений
Чаще всего, полимерные трубы, применяемые для сборки протяжённых трубопроводов, имеют раструб с одной стороны – соответственно, другой конец гладкий. Соединяются они по следующей технологии.
Сначала подготавливают гладкий торец трубы: после тщательной зачистки, на него наносится метка, по которой определяется глубина задвигания одной трубы в раструбную часть другой.
На раструбе имеется паз, в который помещают кольцевой уплотнитель. После установки, его смазывают глицериновым или мыльным раствором, а затем задвигают в раструб подготовленную трубу (до метки).
Для лучшего сопряжения, на гладких концах труб предусматривается фаска – скос на 15 градусов. Обычно она наносится на заводе, но если трубу приходилось укорачивать, то такая же фаска выполняется на месте.

Соединение раструбных полимерных труб, выполняемое своими руками
- Трубы небольшим диаметром (менее 110 мм) собирают вручную, а для сборки труб больших диаметров, используют специальные монтажные приспособления.
- Для выполнения качественного монтажа важно, чтобы он производился только при плюсовой температуре, а уплотнительные кольца находились вплоть до установки в тёплом помещении.
- При выполнении защитного грунтового слоя над трубами, их соединения не засыпают, а оставляют на виду до того момента, пока не будут проведены испытания герметичности.
- Одновременно с прокладкой, трубы присоединяют к фланцам и арматуре, но болты лишь наживляют. Их окончательная затяжка производится в рамках подготовки к гидравлическому испытанию.

Проход трубы через стенку колодца, устроенный с помощью резиновой муфты
Если трубопровод собирается из стеклопластиковых труб, то их проход сквозь стенки любых ограждающих конструкций, осуществляется через предварительно установленные муфты — либо гильзы, в качестве которых служат обрезки любых труб.
Заключение
Какой бы материал не применялся для обустройства прохода труб через стенки колодцев, самое главное требование к этим сопряжениям – герметичность. Это особенно важно, когда строительство ведётся в мокрых грунтах, поэтому качеству заделки, которое оценивается визуально, должно уделяться особое внимание.

Вакуумный насос для гидравлических испытаний
По окончании монтажа и устройства защитного слоя, производится испытание трубопровода на прочность и герметичность. Для проверки безнапорных систем, применяют в основном гидравлический способ.
При этом участок трубопровода (от колодца до колодца) заполняется водой, и с помощью вакуумного насоса в нём создаётся давление. Делается это для того чтобы видеть, где происходит утечка – и это касается всех видов трубопроводов, а не только полимерных.

Компрессор для пневматических испытаний
Напорные трубопроводы испытывают обычно пневматическим способом, для чего используется компрессор для труб водоснабжения. При этом давление создаётся сжатым воздухом, который, вырываясь из негерметичных соединений, издаёт свистящий звук.
При обнаружении дефектов в трубопроводе, они устраняются, и проверка выполняется снова. Окончательная засыпка и утрамбовка траншей, осуществляется только в том случае, когда получены удовлетворительные результаты испытаний.
Источник https://businessman.ru/new-dolzhnostnaya-instrukciya-svarshhika-dolzhnostnnye-obyazanosti.html
Источник https://weldering.com/tehnologicheskaya-karta-protokol-svarki-polietilenovyh-trub
Источник https://moikolodets.ru/montazh-truboprovodov-naruzhnogo-vodosnabzheniya-755



