Содержание
То заточного станка – Техническая эксплуатация универсально заточного станка модели 3е642е
Токарно-винторезный станок используется в разных отраслях промышленности, наиболее часто их можно встретить в машиностроительных производствах. Любая работа должна производиться качественно, но детали, от которых может зависеть жизнь и здоровье человека, должны производиться с особой филигранностью, что можно сделать только на отлично отрегулированном, исправно работающем станке. Для того чтобы он служил долго, а резьбовые детали соответствовали своему назначению, необходимо исправно проводить техническое обслуживание токарного оборудования.
Общий вид токарно-винторезного станка Общий вид токарно-винторезного станка с УЦИ
Ежедневный уход
Самый надёжный уход за токарным станком – это не допустить его повреждения. Подготовка к следующей рабочей смене должна производиться сразу после окончания работы и отключения станка от электропитания. На этом этапе технического обслуживания производятся следующие операции:
- С поверхности сметаются стружки и прочий технический сор.
- Керосином необходимо растворить масло и грязь, вытереть насухо ветошью.
- Во избежание появления коррозии, все детали, не имеющие красочного покрытия, смазываются маслом.
- Маслёнки заполняются консистентной смазкой.
Перед началом смены необходимо проверить наличие смазки, осмотреть оборудование на предмет повреждения или ослабления деталей. В процессе работы необходимо соблюдать технику безопасности при работе с токарными механизмами – это до минимума сведёт травматизм на рабочем месте и уменьшит риск поломки оборудования. Во время работы необходимо:
- Использование защитных экранов, что позволит избежать засорения токарного станка металлической стружкой и мелкими абразивными частичками, возникающими при обработке детали.
- Своевременная замена сверлящих и режущих деталей.
- Контроль над надёжностью креплений резцов и свёрл.
- Не допускать во время работы образования длинной стружки, которая наматываясь на вращающиеся части, может вывести механизм из строя.
- Включать станок можно лишь после того, как на болванку, в определённом чертежом месте, опущен резец.
Видео, в котором рассказываются основные принципы технического обслуживания.
Как происходит смазка станка в автоматическом режиме
Смазка токарно-винторезного станка, вернее движущихся его частей, должна происходить во время работы постоянно. О поступлении смазочных веществ на ротор говорит вращающийся диск на шпиндельной бабке. Вращение его должно начаться в течение минуты после запуска оборудования. Этого времени должно хватить, чтобы шестерённый насос, соединённый ременной передачей с основным двигателем агрегата, подал масло в резервуар. К подшипникам двигателя и маслораспределительным лоткам смазка попадёт через сетчатый фильтр, имеющий магнитный вкладыш. Система замкнутая – стекая в шпиндельную бабку, масло опять попадает в резервуар, где проходит очистку от соринок фильтром и опять попадает на движущиеся части.
Прерывистое движение или остановка диска, показывающего поступление смазки к деталям токарно-винторезного станка, говорит о том, что фильтр засорён или в системе недостаточно смазки. В этом случае станок необходимо
- отключить,
- обесточить,
- снять фильтр,
- промыть его керосином,
- проверить уровень смазки в резервуаре,
- при необходимости долить масло,
- вставить фильтр на место и запустить агрегат.
Как снять фильтр
Сетчатый фильтр состоит из нескольких элементов. Чтобы достать его из резервуара, который служит фильтру корпусом, необходимо отсоединить от него шланги и открутить нижнюю гайку, снять фильтры вместе с пластиковой оправой.
Внимание! Промывать фильтры можно только в керосине. Ни в коем случае нельзя очищать их воздухом. Такой способ очистки может привести к моментальной потере сеткой своих рабочих качеств. Сильное давление воздуха деформирует её ячейки.
Плановое техническое обслуживание с обязательной промывкой фильтра производится в соответствии с указаниями в техническом паспорте оборудования.
Смазка токарно-винторезного станка при проведении технического обслуживания
Для смазки токарного станка применяются минеральные масла, а для подшипников солидолы. Чем меньше нагрузка и выше скорость вращения, тем менее густой должна быть смазка. Необходимая марка смазочного материала устанавливается производителями оборудования в соответствии с температурой, до которой нагревается механизм во время работы.
Пример регламента смазки и выбор масла в зависимости от узла
Схема смазки станка Инструкция по смазки станка Таблица эквивалентов индустриального масла
Чтобы не ошибиться, необходимо для каждого отдельного механизма определить допустимость использования определённого вида солидола в соответствии с техническим паспортом.
Для токарных станков применимы 4 способа смазки агрегатов:
- Циркуляционный способ — подача масла происходит под воздействием нагнетающего насоса, заставляющего под давлением масло циркулировать по системе трубок, ведущих к агрегатам.
- Фитильный – один из самых простых и надёжных. В токарном станке является дополнением к картерному варианту, в случае если есть опасения, что масло может не достигать цели. В трубку вставляется фитиль, он должен находиться в 6-8 мм от поверхности, на которую должно с определённой периодичностью попадать масло.
Необходимо помнить не только о постоянном пополнении резервуаров со смазкой, но и о том, что раз в месяц потребуется полная его замена. Перед заливкой в маслёнки новой порции смазочного материала, необходимо вынуть из резервуаров фильтры, зубчатые колёса, из трубок достать фитили. Всё это оборудование необходимо промыть и прочистить.
Для наибольшего эффекта, в токарно-винторезных станках часто используются сразу все 4 вида смазки, что позволяет не пропустить ни один из узлов. При условии, что техническое оборудование получает надлежащее техническое обслуживание, срок службы его значительно увеличивается.
Планово-предупредительный ремонт — ППР
Планово-предупредительный ремонт – это совокупность мероприятий по поддержанию станка в рабочем состоянии с сохранением его технических характеристик на уровне, соответствующем указанному производителем в паспорте станка.
В соответствии с графиком ППР, составленным на основании режима эксплуатации агрегата, производятся:
- Технический уход – чистка, смазка, заливка и смена масел.
- Замена изношенных деталей и затупившихся резцов.
- Промывка всего станка или отдельных его узлов.
В план ТО по предупредительному ремонту должны быть включены:
- профилактические ремонты;
- текущие (малый и средний) ППР;
- капитальный ППР.
Межремонтное ТО
Соблюдение требований эксплуатации, заявленные производителем, относятся к:
- механизмам управления оборудованием;
- ограждениям рабочего места;
- поддержанию смазочных устройств и резервуаров в чистоте, контролю за их наполнением смазочными материалами.
- устранению мелких неполадок;
- регулировке настраиваемых механизмов.
Все перечисленные виды обслуживания не требуют больших временных затрат, что позволяет проводить их в технологические, обеденные, межсменные перерывы. Переналадку оборудования лучше назначать на выходные дни. Для токарей высокого разряда, с допуском на проведение определённого вида наладочных работ, это не составит труда. В других случаях необходимо внести этот вид мелкого ремонта в список дел для ремонтно-наладочной бригады цеха.
ППР автоматических станков производится ежедневно, после закрытия смены. В условиях работы цеха в 2 и 3 смены, обслуживание их производится 1 раз в 8 часов. В цехах со сменным графиком работы обязательно должна быть ремонтно-наладочная служба, состоящая из:
- механиков;
- смазчиков;
- слесарей;
- электриков;
- шорников и других специалистов узкого профиля.
Это должно обеспечить высокое качество каждого узла в отдельности, и станка в целом.
Учётность по обслуживанию оборудования
В каждом цехе, оборудованном станками в обязательном порядке должен вестись журнал технического обслуживания. В конце каждой смены работники должны оставлять в нём заметки об исправности или неисправности станка, с указанием дефектов, поломок, необходимости проведения каких-либо внеплановых работ, или нареканий на работу определённого узла, механизма.
После осмотра и проведения необходимого перечня работ, наладчик также отставляет отчёт о проделанной работе с указанием поломки и перечнем проведённых ремонтных действий.
Промывка станков производится по графику, составленному механиком, в соответствии с рекомендациями изготовителя в совокупности с режимом работы станка.
Проверка геометрической жёсткости основывается на требованиях ГОСТ. Её проводят после работ средней сложности или капитального ремонта. Основанием для этой проверки служит график, составленный механиком на проведение ППР. Перечень станков, подлежащих этой проверке, составляет главный технолог производства.
Сферы использование токарного оборудования
Токарно-винторезные станки различаются по весу и размеру, что напрямую зависит от отрасли, где они применяются. На них могут изготавливаться короткие и длинные, тонкие и широкие детали. На этих токарных станках может выполняться нарезка внутренней и внешней резьбы деталей. Чем тяжелее деталь, тем массивнее станок для её обработки.
Токарное оборудование лёгкого веса используется:
- в экспериментальных цехах;
- в приборостроении;
- в изготовлении деталей часовых механизмов.
Этот вид может иметь механическую подачу болванок к резцу, что позволяет ускорить изготовление одинаковых деталей, при необходимости выпуска их небольшими партиями. Для выпуска штучных изделий этот механизм не требуется, что отразится на конструкции токарного станка.
В промышленном производстве резьбовых деталей и инструментов чаще используются станки среднего веса. В их конструкции много автоматических систем, которые наравне с роторными механическими частями требуют профилактических проверок и отладок. Движущимся, закручивающимся, вращающимся, режущим и сверлящим деталям необходима регулярная смазка.
Токарное оборудование тяжёлого веса используется для более однообразных операций. На нём вытачиваются:
- валы;
- турбины;
- колёса на железнодорожные составы.
Несмотря на небольшой ассортимент продукции и небольшой выбор операций, станки эти простыми назвать нельзя. В его конструкции также много узлов требующих постоянного ухода и контроля. Смазка и очистка деталей усложняется из-за большого их веса.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Техника безопасности при работе на заточных станках
Техника безопасности при работе на заточных станках
ТИПОВАЯ ИНСТРУКЦИЯ
ПО ОХРАНЕ ТРУДА ПРИ РАБОТЕ
НА ЗАТОЧНЫХ СТАНКАХ
ВВЕДЕНИЕ
Работа на заточных станках может сопровождаться наличием ряда вредных и опасных производственных факторов, к числу которых относятся:
1. ОБЩИЕ ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
1.1. К самостоятельной работе на заточных станках допускается обученный персонал, прошедший медицинский осмотр, инструктаж по охране труда на рабочем месте, ознакомленный с правилами пожарной безопасности и усвоивший безопасные приемы работы.
1.2. Заточнику разрешается работать только на станках, к которым он допущен, и выполнять работу, которая поручена ему руководителем цеха (участка).
1.3. Рабочий, обслуживающий заточные станки, должен иметь: костюм хлопчатобумажный или полукомбинезон, очки защитные, ботинки юфтевые.
1.4. Если пол скользкий (облит маслом, эмульсией), рабочий обязан потребовать, чтобы его посыпали опилками, или сделать это сам.
2. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
ПЕРЕД НАЧАЛОМ РАБОТЫ
2.1. Перед началом работы заточник обязан:
3. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
ВО ВРЕМЯ РАБОТЫ
3.1. Во время работы заточник обязан:
включить вытяжную вентиляцию и проверить ее работу;
инструмент, выданный на заточку, разложить на верстаке, не загромождая рабочее место и проходы;
проверить надежность крепления абразивного круга, наличие картонных прокладок между зажимными фланцами и кругом, надежность крепления гаек, зажимающих фланцы;
проверить исправную работу станка на холостом ходу в течение 3—5 мин, находясь в стороне от опасной зоны возможного разрыва абразивного круга;
перед установкой на станок обрабатываемой детали и приспособления очистить их от стружки и масла;
при заточке или доводке инструмент надежно закреплять в приспособлении или пользоваться подручником. Запрещается при заточке удерживать инструмент на весу;
заточку осевого инструмента, обрабатываемого в центрах, производить только с исправными центровыми отверстиями, не допускать, чтобы вершина центров упиралась в дно центровых отверстий; инструмент должен плотно входить в оба центра всей конусной поверхности центровых отверстий;
4. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
В АВАРИЙНЫХ СИТУАЦИЯХ
4.1. В случае поломки станка, отказа в работе пульта управления заточник обязан отключить станок и сообщить об этом мастеру.
4.2. В случае загорания ветоши, оборудования или возникновения пожара необходимо немедленно отключить станок, сообщить о случившемся администрации и другим работникам цеха и приступить к ликвидации очага загорания.
4.3. В случае появления аварийной ситуации, опасности для своего здоровья или здоровья окружающих людей следует отключить станок, покинуть опасную зону и сообщить об опасности непосредственному руководителю.
5. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
ПО ОКОНЧАНИИ РАБОТЫ
По окончании работы заточник обязан:
выключить станок и электродвигатель;
привести в порядок рабочее место:
а) убрать со станка алмазную и металлическую пыль;
б) очистить станок от грязи;
в) аккуратно сложить заготовки и инструмент на отведенное место;
г) смазать трущиеся части станка;
сдать станок сменщику или мастеру и сообщить обо всех неисправностях станка;
снять спецодежду и повесить в шкаф, вымыть лицо и руки теплой водой с мылом или принять душ.
16.5. Заточные станки.
К заточным станкам относятся станки шлифовальной группы, предназначенные для осуществления технологических операций заточки и доводки режущих инструментов на заключительном этапе их изготовления и восстановления режущих свойств затупившегося инструмента.
По способу заточки и доводки режущих инструментов заточные станки разделяются на две группы: на станки для механической абразивной обработки, работающие абразивными, алмазными и эльборовыми шлифовальными кругами, и на станки для электроабразивной обработки (анодно-механические, электрохимические, электроискровые, электроэрозионные). По целевому назначению, типу конструкции и характеру выполняемых на станке операций заточные станки можно подразделить на простые, универсальные общего назначения и специализированные (специальные). К простым относятся точильно-шлифовальные (точила) станки для осуществления вручную заточки резцов, сверл и выполнения мелких слесарно-обдирочных, зачистных и полировальных работ.
Универсальные заточные станки (рис. 81) предназначены для заточки и доводки в большинстве случаев многолезвийных режущих инструментов различного вида — зенкеров, разверток, червячных фрез, долбяков, метчиков и др.
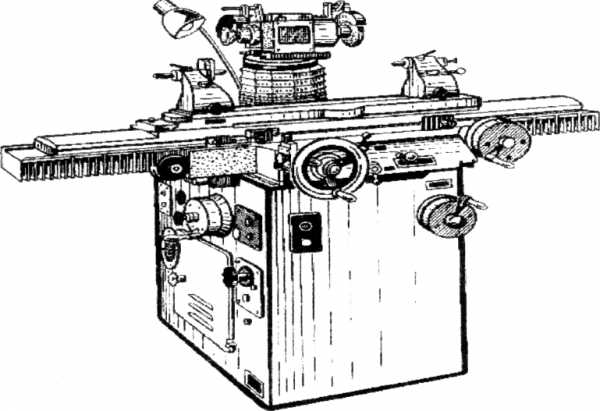
Рис.81. Универсально-заточный станок мод. 3В642.
Специализированные заточные станки (как правило автоматы или полуавтоматы) предназначены для заточки одного вида режущего инструмента -сверл, червячных и других видов фрез, резцов и т.д.
16.6. Станки для финишной обработки. Хонинговальные, суперфинишные и доводочные станки.
Для получения на деталях поверхностей высокого класса чистоты в технологических процессах применяют хонингование, притирку и суперфиниширование.
Хонингование в основном применяется для обработки цилиндрических отверстий. Сущность этого процесса состоит в том, что специальный инструмент (хонинговальная головка), оснащенный абразивными брусками, совершает одновременно вращательное и возвратно-поступательное движения в неподвижной детали.
Абразивные бруски 4 (рис. 82) устанавливаются в пазах боковой поверхности головки и получают автоматическое радиальное перемещение при помощи двух конусов 2 и 5, насаженных на стержень 3 с резьбой. Стержень 3 после каждого двойного хода инструмента поворачивается и сближает конусы 2 и 5, которые через пальцы 1 раздвигают абразивные бруски 4.
Применение брусков тонкой зернистости и сложный характер их движения относительно обрабатываемой поверхности дает возможность получать хонингованием не только высокий класс чистоты поверхности, но и исправлять небольшие неточности формы отверстий (конусность, овальность и пр.). В процессе работы брусков применяется охлаждающая жидкость — керосин или водно-мыльные растворы.
Притирка — тонкая отделка поверхностей мелкозернистым абразивным порошком, смешанным со смазкой и нанесенным в таком виде на поверхность диска — притира. Характер движения каждого зерна абразива по притираемой поверхности должен быть таким, чтобы траектория зерна не повторялась.
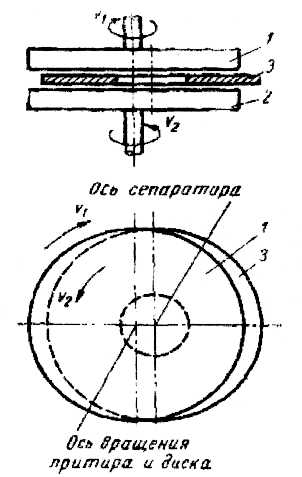
Рис. 83. Схема работы притирочного станка
Рис. 82 .Хонинговальная головка
В качестве абразивного материала используют наждак, корунд, карборунд, крокус, окись хрома и другие материалы в виде порошка или пасты, которыми покрывают (шаржируют) притиры. Притиры изготовляют из чугуна, бронзы и пр.
На рис.83 изображена схема работы притирочного станка. Между притиром 7 и диском 2 расположен сепаратор c обрабатываемыми деталями. Притир и диск вращаются в противоположные стороны с различными скоростями. Сепаратор (деталедержатель) получает горизонтальное возвратно- поступательное движение от отдельного привода.
На рис.84 показаны схемы движений при суперфинишировании. Сущность процесса заключается в следующем. Абразивные бруски совершают колебательные возвратно-поступательные движения с большой частотой и малым ходом по поверхности детали.
 В результате колебательного движения абразивного бруска по обрабатываемой поверхности гребешки неровностей срезаются и деталь получает более высокую чистоту поверхности.
В результате колебательного движения абразивного бруска по обрабатываемой поверхности гребешки неровностей срезаются и деталь получает более высокую чистоту поверхности.
Притирочные станки строятся как общего назначения, так и специализированные (например, для притирки шеек коленчатых валов). Суперфиниш дает возможность получить поверхности наивысшей чистоты. Такой способ доводки предназначен для обработки поверхностей любых форм (плоских, цилиндрических наружных и внутренних, а также фасонных поверхностей).В качестве инструмента применяются мелкозернистые абразивные бруски.
Рис.84. Схема движений при
Точильный станок настольный: обзор электрического настольного наждака
 При обустройстве домашней мастерской или специализированного предприятия нужно уделить определенное внимание покупке заточного станка. В настоящее время на рынке предлагается широкий выбор таких приборов. Большинство из них обладают компактными размерами, простотой в эксплуатации и проверенной надёжностью. Все модели принадлежат к нескольким крупным группам, которые могут отличаться принципом работы, специализацией и другими характеристиками.
При обустройстве домашней мастерской или специализированного предприятия нужно уделить определенное внимание покупке заточного станка. В настоящее время на рынке предлагается широкий выбор таких приборов. Большинство из них обладают компактными размерами, простотой в эксплуатации и проверенной надёжностью. Все модели принадлежат к нескольким крупным группам, которые могут отличаться принципом работы, специализацией и другими характеристиками.
Заточные станки

Заточные станки предназначены для затачивания режущего инструмента. По сфере применения подразделяются на две большие группы:
- Универсальные — используются для затачивания разнообразного режущего инструмента с простыми поверхностями. Например, на универсальны заточных станках можно обрабатывать рабочие поверхности ножей, фрез, зенкеров, ножниц, резцов, разверток и др.
- Узкоспециализированные — применяются для затачивания либо какого-либо одного инструмента определенных геометрических параметров, либо группы инструментов, например, червячных фрез, сверл, перетяжек или пил.
По типу рабочего органа заточные станки подразделяются на:
- с абразивным кругом;
- с алмазным рабочим органом;
- с абразивной лентой;
По типу управления заточные станки бывают:
- с ручным управлением;
- с автоматизированным управлением;
- с комбинированным управлением.
Также заточные станки, как и большинство металлорежущих установок, подразделяются по мощности, крутящему моменту, угловой скорости вращения рабочих органов, максимальной величине обрабатываемой детали, производительности и т.д.
Сегодня в отдельную категорию выделяют принцип заточки и финальной доводки инструмента на основе анодно-механического и электро-искрового воздействия. Анодно-механическая и электро-искровая заточка предназначена для обработки режущих инструментов высокой твердости, которые обычным абразивным или алмазным кругом заточить проблематично.
Рассмотрим наиболее распространенные заточные станки.
Универсальный заточной станок
Для выполнения заточки плоских режущих кромок инструмента используются универсальные заточные станки (рис. 1).
Также на универсальных заточных станках при установке профилированного абразивного или алмазного круга возможна заточка режущих поверхностей таких приспособлений, как зенкеры и развертки.

Рисунок 1. Универсальный заточной станок.
В некоторых случаях эта категория станков применяется для выполнения плоского шлифования небольших деталей.
В общем случае универсальный заточной станок состоит из следующих основных элементов:
- Станина. Служит опорной площадкой, на которой крепятся узлы станка. Часто имеет проушины для надежного закрепления на поверхности площадки болтами. В станине зачастую помещаются электрические компоненты станка и панель управления.
- Стойка. Предназначена для размещения на ней точильной головки. Имеет салазки и ходовой винт для изменения высоты установки абразивного круга.
- Точильная головка. Включается в себя кронштейн крепления к стойке с направляющими и механизмом фиксации, электродвигатель и фланцы для установки абразивного или алмазного кругов.
- Стол. Служит для установки на нем суппорта. Имеет направляющие, на которых осуществляется перемещение, и рукоятку управления поперечной подачей.
- Суппорт. Имеет поворотный захватный механизм для крепления обрабатываемой детали. Может перемещаться в продольном направлении, осуществлять поворот вдоль горизонтальной оси и изменять угол наклона.
- Держатель. Предназначен для крепления затачиваемого инструмента. Имеет несколько сменных крепежных элементов под установку различного рода обрабатываемых деталей.
Заточной станок для сверл
Заточной станок для сверл (рис 2) относится к узкоспециализированному оборудованию, так как заточка сверл — единственная операция, которую он способен выполнять.

Рисунок 2. Заточной станок для сверл.
Заточной станок для сверл представляет собой приспособление закрытого типа, в котором рабочие операции производятся внутри корпуса. Связано это с тем, что данный типа металлорежущего станка работает исключительно по шаблону, и никаких вмешательств в геометрию соприкосновения сверла с рабочим органом не допускает.
Конструктивно состоит из корпуса с отверстиями для установки сверла. В корпусе находится электродвигатель и рабочий орган, который может быть как абразивного, так и алмазного исполнения. Имеется набор цанг, при помощи которых сверла подаются на точило под необходимым углом. Некоторые модификации заточных станков имеют всего одну регулируемую цангу, которая способна помещать сверла различных диаметров. В нижней части станка находится сборник для абразива и металлической стружки. Иногда заточной станок для сверл комплектуется приспособлением обработки задней режущей кромки сверла.
Станок для заточки дисковых пил
К узкоспециализированным относится заточной станок для дисковых пил (рис. 3).

Рисунок 3. Заточной станок для дисковых пил.
Данный тип станка состоит из станины, механизма закрепления и подачи пилы, а также электродвигателя с заточным кругом. Существуют станки с ручной подачей и управлением глубиной внедрения точильного камня и станки, где этот процесс автоматизирован.
Автоматические заточные станки, как правило, применяются на крупных деревообрабатывающих предприятиях, где распил леса поставлен на поток. Автоматические заточные станки для заточки дисковых пил имеют предустановленные настройки под пилы с определенными геометрическими параметрами. Работа оператора станка здесь сводится к установке пилы на посадочное место, контролю над производством заточной операции, снятию пилы и проверке качества заточки.
Заточной станок для ленточных пил
В отдельную категорию выделены заточные станки для обработки ленточных пил (рис. 4)

Рисунок 4. Заточной станок для ленточной пилы.
Данный тип заточных станков используется для обслуживания крупных лесопилок. Помимо стандартных элементов, присущих большинству заточных станков, имеет поддерживающие ленточную пилу опоры. В большинстве случаев современные заточные станки для ленточных пил оснащены автоматической системой подачи и в целом производства всех операций затачивания.
Заточной станок для цепей
Заточной станок для цепей (рис. 5) предназначен для затачивания цепей промышленных электрических и ручных бензиновых пил.

Рисунок 5. Станок для заточки цепей.
Этот станок включается в себя следующие элементы:
- станину, на которой закреплены все узлы станка;
- точильной головки, имеющей шарнирное закрепление с возможностью ручного управления;
- стол с направляющими для закрепления цепи с возможностью ее продвижения по мере затачивания.
Заточку цепей можно производить и на универсальном станке. Узкоспециализированные станки для заточки цепей приобретаются предприятиями, которые специализируются на распилке леса при помощи цепных пил.
Источник https://90zavod.ru/raznoe/to-zatochnogo-stanka-texnicheskaya-ekspluataciya-universalno-zatochnogo-stanka-modeli-3e642e.html
Источник https://fabricators.ru/article/zatochnye-stanki
Источник




