Содержание
Принцип работы и сферы применения клиновых задвижек
В отличие от бытовых коммуникаций с шаровыми кранами и вентилями, задача перекрытия потока рабочей среды в промышленных трубопроводах решается за счет применения специальной запорной арматуры. Одно из наиболее популярных и часто используемых для этих целей устройств — задвижка клиновая.
Данная разновидность арматуры имеет различные конструктивные варианты исполнения и материалы изготовления. Чтобы не ошибиться с выбором подходящих устройств, полезно изучить их области использования, разновидности, принцип работы, технические параметры клиновидных задвижек.

Рис. 1 Примеры размещения задвижек
Сферы применения задвижек
Клиновые задвижки устанавливают в конце трубопровода, а также в местах перекрытия движения рабочей среды для выполнения технологических и аварийных работ.

Этот вид запорной аппаратуры изготавливают в широком диапазоне условных диаметров и рабочих давлений под все типоразмеры трубопроводов, поэтому они используются в различных трубопроводах.
Задвижки с упругим клиновым затвором обеспечивают надежное перекрытие скоростных потоков и способны работать под высоким давлением.
Нашли применение в нефтяной и газовой промышленности.
Задвижки этого типа используют химические предприятия, имеющие технологические линии по прокачке агрессивных растворов.
Хозяйствам горячего теплоснабжения подходит разделительная клиновая задвижка, затвор которой разделен на 2 части, для увеличения диапазона смещения. Это позволяет компенсировать тепловые расширения. Можно применять на паровых линиях.



 />
/>
Модель 30ч6бр
Корпус и крышку задвижки этой модели изготавливают из серого чугуна СЧ20 методом литья. Также из этого сплава изготовлен маховик и диски клина.
Чугун СЧ20 в химическом составе имеет 3,5% углерода, за счет чего отливки из сплава теряют в пластичности. Также высокий процент углерода затрудняет применение дуговой сварки (значительно нарушается кристаллическая решетка). Поэтому заготовки перед сваркой прогревают до температуры 600-6500С.
Остальные свойства сплава СЧ20 благоприятно предрасположены для выпуска из него составных частей 30ч6бр.
Маркировка «бр» в названии модели обозначает, что в качестве уплотнительных поверхностей (кольца корпуса) применяется латунь ЛС59-1. За счет этого, задвижка может использоваться в работе при относительно (для серого чугуна) высоких температурах вещества в магистрали.
Сальниковый узел комплектуется графитизированным уплотнителем, в качестве которого применяют кольца ТРГ.
Фланцы этой модели отлиты из того же СЧ20. Процесс сверловки отверстий, фрезеровки и проточки каналов «шип-паз» аналогичен работе со стальными фланцами.
Крепление на трубопровод производят по ответным фланцам типовыми болтами (шпильками) и гайками. Для уплотнения фланцев применяют листовой паронит марки ПОН-Б, характеристики соответствуют ГОСТу 481-80года.
Устройство и принцип действия
Основные детали клиновых задвижек
- корпус,
- затвор,
- шток,
- штурвал,
- сальниковый узел,
- крышка корпуса,
- направляющий диск.

Устройство работает по принципу винтового домкрата: вращение штурвала влево перемещает шток вверх вместе с затвором.
Направляющий диск (их два по обе стороны затвора) запрессован в посадочное гнездо под углом. Оба диска образуют форму клина. Положение между направляющими дисками занимает круглый плоский затвор. Такая конструкция обеспечивает герметичное перекрытие потока, даже при высоких давлениях и скорости.
По способу линейного перемещения клинового затвора задвижки бывают с выдвижным и невыдвижным штоком.
Рекомендуем ознакомиться: Как выполнить монтаж при использовании труб из полипропилена?
Задвижка с выдвижным штоком
Задвижка с выдвижным штоком позволяет контролировать положение затвора по выдвинутой части штока во время вращения штурвала.
Линейное перемещение штока действует по принципу винтового домкрата, используя вращение штурвала. Шток при этом выдвигается вверх, увлекая затвор, который скользит вдоль пластин, заходит в пространство корпуса под крышкой.
Вращение открытия выполняют влево. Закрытие по часовой стрелке – вправо.
Сальниковое уплотнение прижимается крышкой, которая упирается в прижимную втулку, надетую на шток. Если поджать гайки, то крышка упрется в прижимную втулку, которая будет поджимать сальники штока.
Обратите внимание! Сальниковый узел надо периодически поджимать, потому что уплотнение изнашивается. Если этого не делать появятся пропуски через сальниковый узел. Выдвижной шток контролируется высотой хода.
Задвижка с невыдвижным штоком
Чтобы открыть затвор — производят вращение штурвала по часовой стрелке. Конструкция уменьшает длину штока, убрав винтовую часть внутрь корпуса.

При использовании задвижки с невыдвижным штоком при вращении маховика трудно определить позицию затвора, поэтому перед монтажом важно проверить число оборотов от позиции «закрыто» до «открыто», затем нанести на штурвале стрелку вращения, позицию, число оборотов для удобства использования.
Принцип действия задвижки с не выдвигающимся штоком напоминает работу съемника: винтовая часть штока вворачивается в затвор, и он по направляющим дискам входит в пространство корпуса под крышку.




Эксплуатационные характеристики
Модель 30ч39р применяется на магистралях, по которым обращается вода. Отсюда вытекают требования ко всем составным деталям. Они должны быть коррозионно-стойкими, не поддаваться разрушению (коррозия не более 0,1мм за 1 год эксплуатации).
1. Максимальная температура вещества – 95-1500С (зависит от производителя).
2. Диаметр прохода – от 40 мм до 1000мм.
3. Давление рабочей среды – 10 и 16 атмосфер.
4. Класс герметичности затвора – «А».
5. Установка на трубу осуществляется: для задвижек диаметром до 250 мм – на горизонтальном участке трубопровода (максимальное отклонение 900 в любую сторону), для арматуры большего диаметра – допускается отклонение по вертикали в любую сторону не более 450.
За счет применения обрезиненного клина, коррозионное разрушение от водной среды полностью отсутствует. Также наличие упругого уплотнителя снижает истирание о чугунный корпус затвора, что увеличивает срок службы изделия.
Для трубопроводных систем ЖКХ, задвижка 30ч39р – лучший выбор.
Плюсы и минусы клиновых задвижек
Простая конструкция не вызывает сложностей в использовании, управление не требует особых усилий. При этом популярность клиновых задвижек объясняется целым рядом достоинств:
- точное позиционирование положения «открыто» и «закрыто»;
- перекрытие даже высокоскоростных потоков;
- герметизация канала без дополнительных усилий на маховике;
- перепад давления в открытом положении почти не изменяется;
- в открытом положении затвор расположен выше потока жидкости и не разрушается абразивными частицами.

При всем этом, конструкция имеет свои минусы:
- требует дополнительное место для размещения поднятого затвора;
- ручное управление открытием-закрытием происходит медленно;
- в открытом положении в пространство между направляющими дисками часто попадают твердые отложения, что препятствует герметичному закрытию задвижки;
- не подходит для регулирования движения рабочей среды;
- подвержена вибрации в частично открытом состоянии;
- есть сложности в выполнении притирки и шлифовки внутренних деталей.
Рекомендуем ознакомиться: Как выбрать и установить термоклапан для регулировки температуры на радиатор отопления
Преимущества
Конструкция современных моделей задвижек универсальная. Они практически не требуют ремонта и прослужат без поломок в течение долгого периода времени. Запчасть обладает следующими плюсами:
- Точное взаимодействие между собой отдельных элементов.
- Затворы не ломаются даже под воздействием потоков с высокой скоростью.
- В системе обеспечивается герметичность на высоком уровне.
- Части корпуса не портятся даже от резкого перепада температур.
- Соединенные части разрешается мыть средствами с абразивными элементами. При этом не наблюдается ухудшение свойств защитного покрытия.

Конструкция современных моделей задвижек универсальная. Они практически не требуют ремонта и прослужат без поломок в течение долгого периода времени.
Требования к запорной арматуре
Повышенные требования к запорной арматуре определены высокими давлениями в трубопроводе и условиями пользования. На опасных производственных объектах запорная арматура сертифицирована.
К ней поставляется ЗИП, куда входят сменные узлы и детали: прокладки из фторопласта, кольца для герметизации соединений трубопроводов высокого давления, крепежная арматура, другие детали.
На корпусе задвижки указывается размер и давление, на которое рассчитана задвижка. Могут быть буквы, обозначающие тип арматуры, например, ЗКЛ2-150-14 означает: задвижка клиновая литая. 2-модификации, условный диаметр 150 мм, давление 1,4 МПа.

Остальные данные указываются в техпаспорте изделия.
Кроме этих стандартов, есть международные: API, BS, MSS, ASME.
Например, API 600 представляет собой стандартную спецификацию для стальных задвижек с фланцевыми или стыковыми концами и болтовыми крышками, которые предназначены для применения в тяжелых условиях эксплуатации, таких как нефтеперерабатывающий завод и связанные с ним применения.
Детали затвора
Клин задвижки крепится на шпиндель посредством «т-образного» соединения. Так как клин непосредственно взаимодействует с рабочей средой в режиме «24/7», требования к нему повышенные.
Для его отливки применяют сталь WCB (аналог 25Л и 35Л). Уплотнительные поверхности клина, выполняющие основную роль задвижки по обеспечению заданного класса герметичности, наплавляются посредством нескольких способом.
1. Дуговая сварка.
2. Плазменная сварка.
3. Лазерная сварка.

Независимо от способа нанесения уплотнителя на клин, применяют наплавочную проволоку марок:
- 2Cr13;
- 13Х25Т;
- 10Х17Т.
Сплав 2Cr13 – это коррозионно-стойкая, жаропрочная сталь, в составе которой есть до 13% хрома. Этот металл поставляется из Китая и является самым дешевым среди 3 приведенных выше марок.
В сплав 13Х25Т добавляют следующие примеси:
- хром – до 28%;
- никель – до 0,7%;
- титан – до 0,6%.
Для сравнения посмотрим химический состав 10Х17Т. Количество титана и никеля здесь такое же, как в 13Х25Т. А вот хрома сюда добавляют меньше – всего до 18%. Самым интересным (и долговечным) уплотнителем для клина задвижки является 13Х25Т. В этом сплаве больше всего хрома.
В затворный узел также входят уплотнительные кольца, запрессованные в корпус.
Запрессовка – процесс натяга (прессовки) детали меньшего (большего) диаметра в отверстие детали большего (меньшего) диаметра.
Так как кольца в корпус запрессовываются «навсегда» и поменять их в процессе эксплуатации не получится, требования к ним самые высокие.
На кольца наплавляют:
- 07Х25Н13;
- или 08Х21Н10Г6.
В химический состав сплава 07Х25Н13 входит до 1% кремния, до 2% марганца, до 14% никеля и до 26% хрома.
Присутствие кремния и марганца придает этому металлу:
- прочность, при сохранении вязкости и упругости;
- кислотоустойчивость;
- твердость и износоустойчивость;
- сопротивление ударным нагрузкам.
Добавление никеля и хрома ставит этот сплав в класс коррозионно-стойких, жаропрочных.
В 08Х21Н10Г6 добавляют меньше хрома (до 22%) и никеля (до 11%), но больше марганца (до 7%). Последний за счет своего процентного содержания увеличивает наплавочные свойства сплава 08Х21Н10Г6. При наплавке (нагреве) не нарушается кристаллическая решетка, а отсюда вытекает долговечность эксплуатации таких затворов.
08Х21Н10Г6 и 07Х25Н13 – отличные уплотнители для колец корпуса. В первом выше наплавочные свойства, во втором же – большее содержание легирующих добавок (хрома и никеля).
Материалы для изготовления клиновых задвижек
Чтобы не ошибиться в выборе нужного запорного устройства, надо предварительно составить схему будущих коммуникаций, определить условия эксплуатации. При выборе важно учитывать условия, при которых используются запорные устройства.

Для работы при низких показателях давления подойдут чугунные сплавы, для средних давлений и при работе с агрессивными средами используют задвижки из бронзы и сплавов цветных металлов, для работы под высоким давлением — стальные.
Нормы EN определяют материалы и для различных элементов задвижек:
| № | Название детали | Материалы для изготовления | |
| 1 | Корпус | Углеродистая сталь | Нержавеющая сталь |
| 30лс76нж, 30лс41нж, | 08Х18Н10 (10Х17Н13М2Т, 12Х18Н10Т, для агрессивных сред) | ||
| 2 | Крышка | 30лс41нж, 30лс541нж | 08Х18Н10, 12Х18Н10Т |
| 3 | Затвор, диски | 30лс76нж, 30лс41нж, 30лс541нж | 10Х17Н13М2Т, 12Х18Н10Т |
| 5 | Шток | 30лс76нж, 30лс41нж, 30лс541нж | 10Х17Н13М2Т, 12Х18Н10Т |
| 6 | Болт | 30лс41нж, 30лс541нж | 03Х18Н11 |
| 7 | Шпильки | 30лс41нж, 30лс541нж | 03Х18Н11 |
| 8 | Втулка штока | 3% C, от 13,5% до 36% Ni, иногда меди до 6,5% и хрома (иногда высокого сплава, такого как никель), молибдена, кремния | |
| 10 | прокладка | Графит, фторопласт | |
| 11 | сальник | Графит, фторопласт, | |
Рекомендуем ознакомиться: Какую газовую горелку выбрать для пайки медных труб — обзор лучших
Корпусные детали
К корпусным деталям относятся маховик, крышка и корпус. Для работы с высокой температурой среды, корпус и крышку изготавливают из стали 25Л методом отливки по выплавляемым моделям.
Литье по выплавляемым моделям – часто применяемый заводами метод отливки деталей задвижек. При его использовании добиваются высокой точности, что позволяет идеально подгонять детали при сборке.
Сплав 25Л в составе имеет:
- 0,22-0,3% углерода;
- 0,2-0,5% кремния;
- 0,3-0,9% марганца;
- 0,3% хрома;
- 0,3% никеля;
- 0,3% меди;
- 97% железа.
Наличие в сплаве кремния и марганца снижает вредное воздействие кислорода. Этот фактор положительно сказывается на коррозионной стойкости корпусных деталей в процессе эксплуатации.
Примеси меди, хрома и никеля придают корпусным деталям повышенные антикоррозионные свойства. Кроме того, наличие никеля увеличивает прочность и пластичность сплава.
Маховик 30с41нж также отливается из 25Л. А вот метод литья здесь применяется другой. Предварительно расплавленный металл отливают в форму.
Технические особенности

В большинстве случаев задвижки такого типа принято считать полнопроходными, в этом случае диаметр устройства и трубопровода полностью совпадут. Однако можно встретить и зауженные модели, которые используются для существенного сокращения показателя силы в определенный момент при открытии или закрытии приспособления. Присоединяется такая арматура непосредственно к трубопроводу с помощью фланцев. Это позволяет в значительной степени упростить демонтаж и монтаж устройства в дальнейшем. Такой тип устройств принято использовать на трубопроводах разного назначения. Исходя из вида запорного устройства:
- двухдисковые;
- жесткий клин.
- Исходя из принципа управления:
- использование механического привода;
- ручной привод.
Задвижки клиновые стальные в большинстве случаев является чуть ли единой возможностью использования арматуры запорного типа. На соответствие базовых характеристик также следует обращать внимание, так как последующие эксплуатационные характеристики будет основываться на них. При соблюдении всех правил и норм элемент прослужит значительно дольше.
Разновидности в зависимости от конструктивных особенностей:
- Конструкции могут быть сваренными и литыми. Свое название этот механизм получил благодаря внутренней детали, которая имеет форму клина, который и отвечает за своевременное открытие или закрытие отверстия внутри системы. Стальные клиновые задвижки могут иметь характерные отличия, по которым их разделяют на некоторые подвиды. Таким образом можно использовать жесткие клиновые задвижки при обустройстве систем трубопроводов. К существенным недостаткам следует отнести возможность заклинивания приспособления. Причиной может стать износ или преждевременная коррозия.
- Монтаж двухдискового элемента осуществляется под определенным углом. Таким образом получилось продлить эксплуатационный срок отдельных комплектующих. Упругие элементы являются аналогами двухдисковых элементов, которые в положении, при котором отверстие закрыто, слегка изгибаются. Такой тип конструкции является одновременно надежным и простым.
Управление арматуры может осуществляться несколькими способами:
- редукторным – разновидность ручного типа управления, однако сам процесс является облегченным, что является необходимостью при эксплуатации крупногабаритных приспособлений;
- с применением электропривода – может быть оснащен пневматическим приводом или гидравлическим;
- полностью ручной – с применением штурвала.
К наиболее распространенным и одновременно востребованным типом задвижек является клиновая стальная задвижка. Они легко устанавливаются и также просто демонтируются в случае необходимости. По обеим частям от горизонтального края размещены фланцы. С их помощью и производится крепление оборудования. К соединению резьбового типа относятся муфтовые модели. Под приварку же принято использовать сварочные. В случае с клиновыми задвижками они также именуются как приваренные. Применяемая технология литья позволяет изготавливать высококачественные модели из чугуна и особо прочного сплава на основе стали. Титановые сплавы характеризуются тем, что для сварки заводы используют уже готовые отдельные элементы.
Эксплуатация
В процессе эксплуатации задвижки подлежат периодическим проверкам, обслуживанию и профилактическому ремонту.
Необходимость профилактического ремонта определяют после осмотра технического состояния арматуры.
На предприятии, эксплуатирующем трубопроводную магистраль, создается комиссия, которая определяет периодичность проверок.
В ходе проверки осматривают:
- сальниковый узел на наличие пропуска рабочей среды через уплотнитель;
- корпус и крышку на наличие деформаций, трещин, коррозии;
- плотность прилегания и герметичность фланцевого соединения корпуса и крышки;
- герметичность фланцев присоединительных патрубков к магистрали;
- шпиндель на наличие повреждений резьбы и ржавчины.
Не допускается образование ржавчины на шпинделе, так как в этом случае нарушается геометрия резьбы и возрастает вероятность нештатного заклинивания. Поэтому шпиндель подлежит периодической смазке.
Но прежде, чем смазать шток задвижки, который уже покрылся ржавчиной, ее нужно удалить. Делают это специальными составами.
Только после удаления слоя ржавчины, шпиндель подлежит смазке. Любая смазка для этих целей не подойдет. Надо выбрать состав, учитывая параметры рабочей среды.
В процессе работы можно использовать:
- ЦИАТИМ 221;
- солидол;
- графитовая смазка.
Перед вводом в эксплуатацию шток необходимо смазать пастой ВНИИНП-232, изготовленной по ГОСТу 14068-79года.
Почему не следует, или следует очень осторожно устнавливать удлинения штоков на задвижки, краны и затворы в условиях стран бывшего СССР.
Почему не следует, или следует очень осторожно устанавливать удлинения штоков на задвижки, краны и затворы в условиях стран бывшего СССР.
Пухов В. А. , Беcкомпромисный В.А., Лисов К.Ю. — инженеры ООО "АБРАДОКС"
- Важно — Настоящая статья не имеет никакого отношения к сетям теплоснабжения в ППУ изоляции во внешней дополнительной полиэтиленовой трубе.
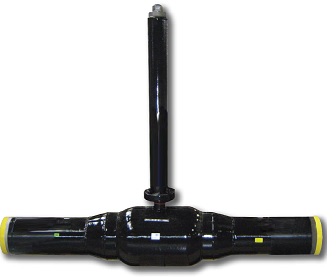
- Относительно удачной можно признать конструкцию, применяемую газовиками на сетях среднего и высокого давления — т.н. "штоки с изоляцией весьма усиленного типа", но это, очевидно, разновидность системы "трубу в трубе" и довольно дорогостоящая (см. фото ниже).
В последние годы все шире и шире в повседневной практике начинают использоваться удлинения штоков задвижек, кранов и затворов, применяемые для удобства эксплуатации и для сокращения капитальных затрат в сетях водоснабжения и канализации, как напорных так и самотечных. Сама идея берет начало из опыта эксплуатации сетей теплоснабжения, где применение современных систем теплоизоляции "труба в трубе" позволило в ряде случаев отказаться от строительства подземных эксплуатационных камер и колодцев. Хотелось бы отметить, что прямой перенос успешного опыта тепловиков на территории бывшего СССР на системы водоснабжения и канализации не просто . безответственен, но и, очень часто, вреден. Основная проблема тут вызвана тем, что авторитетные западные источники, популяризирующие идею не имеют никакого опыта работы с глубоко промерзающим грунтом, а также в условиях сезонных затоплений при заморозках — характерных для нашей страны, а российские — имеют опыт эксплуатации сетей теплоснабжения в ППУ, а вовсе не сетей водоснабжения и канализации.
Предлагаем Вам рассмотреть риски установки удлинений штоков в двух случаях : камерная (колодезная) установка и бескамерная установка, так называемая "бесканалка".
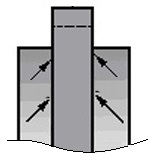
При установке трубопроводной арматуры в колодце (камере) рассмотрим как поведет себя арматура со штоками и без штоков при сезонном затоплении с последующим замерзанием грунтовых вод (см. иллюстрацию справа)
- Задвижки без удлинений штоков останутся подо льдом, торчащие штоки будут подвержены следующим взаимодополняющим разрушающим воздействиям:
- Сдавливающее воздействие льда (оценочно 150-500 кгс/см 2 ) при толщине льда до 10-50 мм и выше, при большей толщине — разрушает наружную оболочку.
- Разрывающее воздействие льда (не поддается оценке, огромные давления), если вода попала внутрь внешней оболочки штока, а она туда попадает, как показывает опыт.



При установке арматуры с удлинением шока под ковер, казалось бы, что шток затопить не может, но:
- при достаточно высоком уровне грунтовых вод промерзание грунта вызывает вытягивающее (см. иллюстрацию справа) воздействие на шток, либо снимая его с задвижки, либо разрушая его. Это тот же самый процесс, который широко известен строителям под названием "морозного вспучивания или морозного пучения" грунта, с некоторыми нюансами.
- Кроме того, следует иметь в виду, что если вода попала внутрь внешней оболочки штока, а она туда попадает, как показывает опыт, то оболочка может быть дополнительно разорвана льдом изнутри.
Относительно удачной можно признать конструкцию, применяемую газовиками на сетях среднего и высокого давления — т.н. "штоки с изоляцией весьма усиленного типа", но это, очевидно, разновидность системы "трубу в трубе" и довольно дорогостоящая (см. фото ниже), эта конструкция хорошо защищена от попадания воды внутрь, но, к сожалению, не защищена от "вытягивания":
- Суммируем вышесказанное — чем хорошо такое удлинение штока, и чем плохо:
- Отличное дополнение технологии "труба в трубе", которая представляет собой дополнительную защиту удлинения от воздействия льда, затопления и не дает удлинению замерзнуть (нагревание за счет температуры теплоносителя).
- Вполне применимая конструкция в теплом климате или в местах, где затопление грунтовыми водами исключено по природным или техногенным причинам (например, между технологическими ярусами в цехах).
- Довольно рискованное решение для обычных условий РФ, а именно, в условиях сезонного подъема грунтовых вод, с последующими заморозками.
Вывод: следует очень осторожно устанавливать удлинения штоков на задвижки, краны и затворы в условиях стран бывшего СССР
Внимание! Производитель оставляет за собой право на внесение изменений не влияющих на функционирование и существенные характеристики продукции.
Поиск на сайте Компании АБРАДОКС. Введите свой запрос:
Дополнительная информация от Компании АБРАДОКС: (Доступные модели тут: 2D, 3D, BIM (REVIT))
Внимание! Производитель оставляет за собой право на внесение изменений не влияющих на функционирование и существенные характеристики продукции.
Источник https://remmachserp.ru/montazh/klinovaya-zadvizhka-v-razreze.html
Источник https://abradox.ru/MailCatalogue/004GroupOfProducts/StemExtentionOvw/
Источник