Содержание
Правила заземления оборудования на производстве
Заземление цеха является обязательным требованием для обеспечения защитных мер электробезопасности и обеспечивается присоединением электроустановок (шкафов управления, корпусов электродвигателей, станков и т.п.) к заземляющему устройству (ЗУ), состоящее из заземлителя и заземляющих проводников. Для заземления оборудования цеха на пром. предприятиях используются различные виды заземлителей — естественные и искусственные. Первые представляют собой проложенные непосредственно в земле металлические трубопроводы и металлоконструкции самого цеха, а вторые — вертикальные и горизонтальные заземлители (стальные уголки, стержни и трубы), которые специально применяются для заземления.
Как осуществляется заземление в цехе?
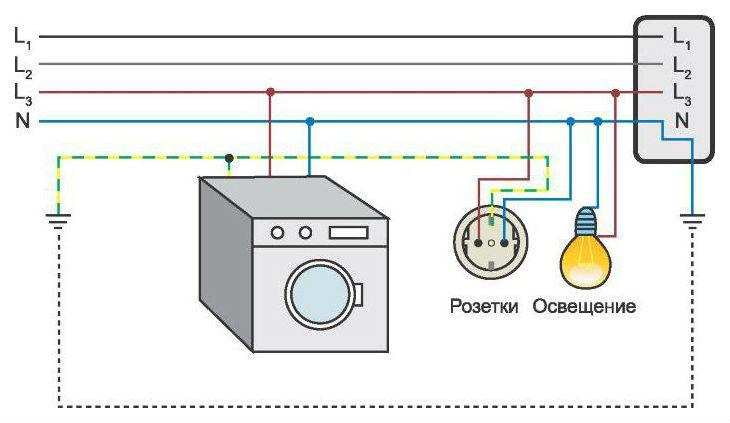
В соответствии с ПУЭ, все электроустановки необходимо заземлять путем присоединения корпусов оборудования или отдельных элементов установки к заземляющему устройству в соответствии со схемой заземления цеха (см.рисунок).
Однако, для того чтобы ЗУ выполняло свою защитную функцию, перед его реализацией выполняется проект молниезащиты и заземления производственного цеха. В проекте производятся расчеты молниеприемника, а так же сопротивления вертикальных и горизонтальных электродов, полное сопротивление ЗУ, исходя из удельного сопротивления грунта, размеров вертикального (длина, диаметр) и горизонтального (длина, ширина) электродов, а так же их заглубления.

Далее в соответствии с проектом, выполняется монтаж заземления цеха. Вначале снаружи здания роют траншею, в которую забиваются вертикальные электроды так, чтобы верхняя их часть выступала со дна траншеи на 200 мм. Далее к ним привариваются горизонтальные заземлители, при этом сварные швы, находящиеся в земле, должны быть покрыты битумом. После сварки ЗУ соединяются с главной заземляющей шиной (ГЗШ), при помощи гибкого изолированного или неизолированного проводника расчетного сечения, например провод ПуГВ, который подключается при помощи болтового соединения. Кроме того, к ГЗШ так же производится подключение защитных проводников и проводников системы уравнивания и выравнивания потенциалов.

Заземление производственного цеха
Внутри цеха в качестве проводников для заземления применяются металлические конструкции, металлические оболочки и экраны кабелей, стальные трубы электропроводки и трубопроводы. На предприятиях, где невозможно использовать элементы самого здания, в соответствии с проектом выполняется контур из стальной полосы, проложенной открыто по стенам на расстоянии 0,4–0,6 мм от пола по периметру производственного цеха (контур заземления в цеху) и соединенный с ГЗШ.
К данному контуру или к ГЗШ производится подключение всех электроустановок (станков, электродвигателей и т.п. оборудования), при этом заземляющий проводник выбирается сечением, что и основные жилы кабеля или в соответствии с ПУЭ таблицей 1.7.5.

Таким образом, выполняется заземление станков и пр. технологического оборудования в цеху под одной системой, которая обеспечивает защиту от нахождения их электропроводящих частей под напряжением.
Важно отметить, что защитное заземление может не выполняться для электроприборов на напряжение до 42 В переменного тока и 100В постоянного тока.
Заземление электроустановок – как его делать правильно?

Работа электрических приборов всегда связана с таким опасным для человека явлением, как напряжение. Выход из строя оборудования часто сопровождается короткими замыканиями, либо возникновением перегрузок.
Электрический ток, в результате неисправности оборудования, может проходить через непредназначеннуюо для этого часть. От прикосновения к корпусу оборудования под напряжением человек получает удар электрическим током. Последствия могут нанести вред здоровью и поставить угрозу для жизни человека.
Для защиты электроустановок от поломок, а человека от опасного воздействия электрического тока применяют заземление. Заземление электроустановок осуществляется за счет электрического соединения с землей или иными элементами металлических частей, не предназначенных для проведения тока.

Заземление оборудования может быть двух видов:
Защитное заземление включает в свою конструкцию сам заземлитель, а также проводники. В свою очередь заземлители могут быть естественными и искусственными. К первым относят металлические элементы в конструкции зданий, объектов, которые имеют соединение с землей.
Искусственными являются схема из металлических труб, штырей, уголков, ввинченных в землю и имеющие между собой соединение из полос или проволоки.
Заземляющими проводниками выступают шины из стали или меди, они создают соединение между оборудованием и непосредственно заземлителем. Крепят шины болтами или сварочным способом.
Заземление электродвигателя
Установка электродвигателя по всем нормам и правилам требует проведения работ по заземлению. Для этого проводят расчеты сопротивления тока, которое переходит с двигателя в землю.
После завершения монтажа оборудования, делают замеры сопротивления, на основе полученных данных определяется число заземляющих элементов.
К заземлению электродвигателя приваривают металлические пруты и углубляют в землю на 50 см. Соединительные элементы, электроводы, подключают параллельно. Заземляющий контур делают по периметру, так чтобы охватить двигатель.
Заземление электроустановок

Документ определяет основные системы заземления. Рассмотрим варианты, установленные ПУЭ заземления установок подробно:
Данные системы заземления отличаются принципом построения и количественным применением заземляющих стержней. Буквы характеризует заземление источника питания и элементов оборудования.
Для источников обозначением является первая буква, для электроустановок вторая:
По ПУЭ перечисленные способы заземления электроустановок применяется для устройств с напряжением до 1000 В. Для систем с выше 1000 В применяются иные системы заземления.
Заземление электроустановок регламентируется ГОСТом, в зависимости от типа оборудования.
Заземление установок на промышленных предприятиях

Производственные предприятия сталкиваются с такой ситуацией, когда напряжение в корпусе поврежденного агрегата проявляется не только между открытыми частями и землей, но между корпусами разных приборов, корпусом и металлическими составляющими здания, трубопроводами из металлических материалов и другие соприкосновения.
В этом случае на промышленном предприятии должна быть установлена целая система заземления, охватывающая и связывающая между собой элементы оборудования, которые могут проводить ток, и металлические части технологических оборудований и здания в целом. Эти мероприятия позволят уровнять потенциалы всех элементов цехов.
Таким образом совершается заземление станков в цеху под одной системой. Также к заземлению подключаются технологическое оборудование, чтобы избежать аварийных ситуаций с нахождением их частей под напряжением.
Защитное заземление может не выполняться на приборах с номиналом напряжения 42 В для переменного тока, для постоянного тока показатель должен составлять 100 В.
Заземлению на промышленных предприятиях подлежат корпуса машин, станков, агрегата, обмотки, приводы, каркасы, конструкции из металла, оболочки силовых кабелей, проводов.
Защита передвижных установок
Рассматриваемые ранее методы применимы к стационарному оборудованию. Заземление передвижных электроустановок выполняет с учетом требований к сопротивлению или к напряжению. Заземлитель устанавливается за счет соблюдений значений сопротивления, которые не должны быть более 25 Ом.

В некоторых случаях возможно не использование местного заземляющего устройства для оборудования с автономным питанием с нейтралью изолированной от земли.
Чаще всего применяется для оборудования, которое не питает другие установки, а также когда источники питания имеют свои заземлители и все части электроустановки соединены с корпусом источника питания.
Оборудование с автономными источниками питания и изоляцией для нейтрали должны быть оснащены контролем сопротивления изоляции. Также необходим постоянный доступ для осуществления проверочных работ исправности функций изоляции.
Установка и безопасность
Разнообразие электроустановок и условий по их эксплуатации создает большое количество вариаций, связанных с монтажом оборудования, ремонта и правил по работе с приборами и агрегатами.
Использование электроустановок в работе промышленных предприятий, организаций, электросистем зданий и объектов должно соответствовать стандартам и правилам и давать гарантию электробезопасности.
Существующие меры позволяют избежать нежелательных пробоев, поломок оборудования, создания аварийных ситуаций, а также ситуаций с угрозой здоровью и жизни человека.
Заземление и применяемые защитные меры электробезопасности должны быть осуществлены в соответствии с требований нормативных актов, правил требований, стандартов.
Все существующие способы заземления электроустановок можно объединить выполнением условий по соединению частей и элементов электроустановок, которые могут проводить ток и быть под напряжением, с заземляющим проводником в виде шины и контуром заземления.
Заземление проводится для всех составных частей, которые могут при пробое изоляции оказаться под действием напряжения. Для различных зданий, предприятий может проводиться заземление одной установки, а в некоторых случаях объединение всех компонентов одного цеха для заземления.
Последний вариант используется, чтобы обезопасить от пробоя различные установки и станки, технологическое оборудование, которые могут соприкасаться и взаимодействовать.
Работы по осуществлению заземлений электроустановок должны совершаться высококвалифицированными специалистами. От правильности совершения работ по монтажу заземления зависит работа всех электроустановок, которая влияет на функционирование всего здания или предприятия.
Неправильное исполнение заземления приводит к появлению напряжения в тех частях устройств, на которых оно не предусмотрено по правилам эксплуатации. Такая небезопасная работа оборудования может привести к остановке, поломке, а также привести все устройство в непригодное состояние.
Заземление электроустановок
Заземление электроустановок – обязательная составляющая комплекса мер по защите промышленного оборудования и работающих на нем людей от поражения током. С учетом существующего разнообразия электротехнических приборов и агрегатов вопросам их безопасной эксплуатации уделяется повышенное внимание. Каждый тип заземляемого оборудования имеет свои особенности, вынуждающие пользователей сетей принимать специальные защитные меры. В соответствие с правилами заземления электроустановок и их устройством для этих целей применяются особым образом организованные системы защиты.
Классификация систем заземления
Общепринятая классификация систем заземления осуществляется по следующим основным признакам:
- Состояние нейтрали электросети (заземленное или изолированное).
- Способ ее прокладки от подстанции с понижающим трансформатором до конечной электроустановки потребителя.
- Особенности подключения нагрузки к нейтральной жиле.
Основным документом, согласно которому производится классификация этих систем, являются ПУЭ (правила устройства электроустановок). В них подробно рассматриваются характерные признаки, согласно которым принято различать действующие защитные системы. Для их обозначения применяются английские буквенные символы T, N, I, C и S, которые расшифровываются как «заземление», «нейтраль», «изолированное», «общая» и «раздельная».
Обратите внимание: По данной маркировке удается определить, какой способ защиты источника тока применен в данной системе и какие схемы защитного заземления оборудования могут быть использованы на потребительской стороне.

При обустройстве действующих линий энергоснабжения в России традиционно применяются следующие основные системы:
- TN-C, из обозначения которой следует, что на всем протяжении трассы нулевой рабочий N и защитный PE проводники объединены в общую шину PEN (C – это «common»).
- TN-S, означающая раздельную прокладку упоминавшихся выше проводников («Select»).
- TN-C-S, из названия которой следует, что на части трассы проводники PE и N объединены, а начиная с какого-то места они прокладываются раздельно.
На практике также встречаются редко используемые системы TT и IT, применяемые только в исключительных случаях. Такой уникальный способ построения заземляющей структуры как система с изолированным нулем, например, востребован при электроснабжении сооружений, где необходимо обеспечить высокий уровень безопасности. В частности, это касается электрооборудования, устанавливаемого на горнодобывающих шахтных предприятиях. Объясняется это тем, что при подземных работах нередки случаи скопления взрывоопасных газов, а система IT, особенностью которой является пониженное искрообразование, в этом случае является самой безопасной.
Требования к заземлению электроустановок до 1000 Вольт
Заземление оборудования – это комплекс технических мероприятий, позволяющих получить надежное электрическое соединение между защищаемыми корпусами электроустановок и землей. Оно организуется с целью защиты оперативного персонала и работающих на оборудовании людей от случайного токового удара.
В соответствии с требованиями ГОСТ 12.1.030-81 защитное заземление электроустановки следует выполнять:
- при номинальном напряжении 380 В и выше переменного тока и 440 В и выше постоянного тока – во всех случаях;
- при номинальном напряжении от 42 В до 380 В переменного тока и от 110 В до 440 В постоянного тока при работах в условиях с повышенной опасностью и особо опасных по ГОСТ 12.1.013-78.
Важно! При правильно обустроенной системе заземления попавший на корпус станка, например, опасный потенциал не причинит прикоснувшемуся к нему человеку никакого вреда.

Объясняется это тем, что, при пробое изоляции основная часть токового заряда стечет по заземляющей шине в защитный контур, сопротивление которого на порядок ниже, чем тот же показатель для тела человека.
Естественные заземлители
Согласно правилам ПУЭ, корпуса технологического оборудования и других приборов должны подключаться к естественным или искусственным заземлителям (ИЗУ). При реализации первого из этих способов традиционно используются следующие подсобные элементы:
- металлические каркасы проложенных в земле конструкций, имеющие прямой контакт с ней;
- металлические кожуха кабелей, прокладываемых непосредственно в грунте;
- обычные металлические трубы (за исключением газовых и нефтепроводов);
- рельсы железнодорожных путей.
Обратите внимание: Использование готовых конструкций существенно упрощает решение проблемы заземления, упрощая этот процесс.
Кроме того, их использование при организации эффективного заземления позволяет несколько снизить затраты на его обустройство.
Важность сопротивления стеканию току
Основное требование к заземлениям до 1000 Вольт – их способность создать надежную цепочку для стекания аварийных токовых зарядов в грунт. Ее оценивают величиной сопротивления, которое приходится преодолевать токам замыкания на землю.

Согласно нормативным документам (ПУЭ, в частности) сопротивление заземления (сопротивление растеканию электрического тока) должно быть:
- в частных домах с напряжением питания 220 и 380 Вольт, должно составлять не более 30-ти Ом.
- для промышленного оборудования (трансформаторов подстанций, в частности, или генераторов и сварочных аппаратов) не должен превышать 4-х Ом.
- в отношении источника тока (генератора или трансформатора) не более 2, 4 и 8 Ом соответственно, при междуфазных напряжениях 660, 380 и 220 В трехфазного источника питания или 380, 220 и 127 В однофазного источника питания.
Чтобы достигнуть нормируемых ПУЭ значений сопротивления, потребуется принять специальные меры. Обычно они сводятся к следующим типовым процедурам:
- увеличение площади соприкосновения составляющих устройств заземления с грунтом;
- повышение качества контактов в местах сочленения отдельных элементов и медных соединительных шин;
- улучшение проводимости самой почвы (за счет постоянного увлажнения или добавления соляного раствора, например).
Теми же требованиями предписывается периодически (не реже одного раза в 6 лет) проверять сопротивление заземляющего контура на соответствие его величины утвержденным нормам.
Работа заземления при нарушении защитной изоляции токоведущих частей
Самая распространенная неисправность, встречающаяся при эксплуатации электрооборудования – замыкание фазы на металлический корпус из-за разрушения защитной изоляции.
Дополнительная информация: В современных бытовых приборах, оснащенных импульсными источниками питания с вилкой евро стандарта, опасный потенциал может постоянно присутствовать на металлическом корпусе.
В зависимости от того, какие защитные меры приняты при работе с оборудованием, возможны следующие степени безопасности пользователя:
- Самый опасный вариант – когда металлический корпус прибора не заземлен, а УЗО совсем не установлено. Попадание фазы на проводящие ток части никак не проявляется, кроме как ощутимый удар при случайном прикосновении.
- В отсутствие УЗО корпус подключен к контуру установленного заземления, а ток утечки по цепи стекания очень велик. В этом случае прибор сработает мгновенно и отключает питающую линию или отдельную ее цепочку.
- При наличии УЗО корпус не заземлен, что обнаруживается только при протекании тока утечки, который вызовет срабатывание устройства защиты. За время порядка 200-300 миллисекунд прикоснувшийся к прибору человек ощутит лишь легкий удар током.
- И, наконец, самый безопасный вариант предполагает заземление корпуса и одновременную установку в данную ветку отдельного УЗО.
О первом случае, связанном с отсутствием специальных защитных средств, нечего и говорить, а вот второй вариант не совсем безопасен. Это объясняется тем, что при большом сопротивлении переходов и значительных номиналах предохранителей остаточный потенциал на корпусе прибора очень опасен для работающего человека. Так, при сопротивлении заземляющей конструкции в 4 Ома и предохранителе номиналом 25 Ампер он может достигнуть 100 Вольт.
Важно! В последнем случае два защитных устройства дополняют друг друга и нивелируют возможные неполадки в одном из них.
При попадании фазы на корпус, а через него – на заземляющий проводник ток благополучно стекает в землю. Одновременно с этим УЗО мгновенно реагирует на утечку и отключает линию и электроустановку, исключая возможность поражения работающего на ней персонала.

Помимо этого, если ток утечки существенно превышает порог срабатывания установленного в цепи предохранителя – может сработать и сам защитный элемент, дублируя действие УЗО. Какой из этих двух приборов отключит цепь первым – зависит от их быстродействия и величины тока стекания на землю (при этом не исключается их одновременное срабатывание).
Защита станков и электрооборудования в цехах
В соответствие с действующими правилами ПУЭ различные виды заземлений в электроустановках до 1000 Вольт отличают по принадлежности их к той или иной системе. А по типу заземляемых устройств различают следующие варианты:
- Защита типового станочного оборудования.
- Заземление электродвигателей и сварочных аппаратов.
- Защита передвижных установок и эксплуатируемых электроприборов.
В этом разделе рассматривается первый пункт из перечня, касающийся станков и другого оборудования, устанавливаемого в заводских цехах.
Хорошо известно, что при работе на станочном оборудовании риск случайного попадания фазы на корпус достаточно велик. Чтобы правильно заземлить станок в цеху – потребуется разобраться со следующими моментами:
- Где проложен заземляющий контур в рабочей зоне.
- Какой толщины должна выбираться шина, применяемая для соединения корпуса станка с защитным контуром.
- В каком месте накладывается стационарное заземление.
- Какие заграждающие приспособления допускается использовать для ограничения доступа к опасным частям оборудования.
Рассмотрением всех этих вопросов должен заниматься цеховой электрик, который знаком с расположением элементов заземляющего хозяйства и полностью владеет информацией по порядку подсоединения корпуса станка к ЗУ. Он должен знать, в частности, что для заземления электрооборудования в его конструкции предусмотрена специальная точка, к которой подсоединяется заземляющая шина.
Правила заземления электродвигателя
Согласно действующим нормативам электродвигатели также подлежат обязательному защитному заземлению.
Обратите внимание: Исключением из этого требования является ситуация, когда корпус электродвигателя располагается на металлическом пьедестале, непосредственно связанном с грунтом.
Во всех остальных случаях его обязательно нужно будет соединить специальной медной жилой с заземляющим контуром (фото ниже).

В ПУЭ особо отмечается, что такое соединение должен иметь каждый электродвигатель, независимо от их количества в данном электрохозяйстве.
Последовательное подключение нескольких агрегатов в заземляющую цепочку категорически запрещено (в этом случае при обрыве линии в одном месте заземления лишаются все двигатели).

Заземление сварочных аппаратов
При работе со сварочным оборудованием заземление его корпуса согласно требованиям ПУЭ также обязательно. Помимо этой части электрического агрегата заземляться должен один из выводов трансформаторной вторичной обмотки (к другой клемме подсоединяется держатель электродов). Заземляемый вывод на корпусе обозначается соответствующим значком и оснащается приспособлением, надежно фиксирующим протянутую от защитного контура шину.

Величина переходного сопротивления защитного контура или ЗУ для сварочного оборудования не должна превышать 10-ти Ом. Если потребуется повысить электропроводимость заземляющей конструкции – увеличивают контактную площадь всех соединений, включая поверхность соприкосновения с землей.
Как и в случае с рассмотренными ранее электродвигателями последовательное включение сварочных аппаратов в заземляющую цепочку запрещено.
Защита передвижных установок
Все, что было рассмотрено ранее, традиционно относится к обычному стационарному оборудованию. Иной подход наблюдается при необходимости заземления передвижных электроустановок, для которых выполнение требований по переходному сопротивлению несколько затруднено. В связи с этим ПУЭ допускают повышение его величины до предельного значения, равного 25-ти Омам.
Обратите внимание: В отдельных случаях допускается в качестве заземления для передвижек применять имеющиеся на объекте стационарные ЗУ.
Последнее требование справедливо лишь для установок с автономным питанием, имеющим изолированную от земли нейтраль (в качестве примера может быть приведено ГРПШ).
Этот вид заземляющих устройств традиционно применяется для тех образцов оборудования, которые не являются источниками питания для остальных установок и не склонны к искрообразованию. Другая область их применения – передвижные агрегаты, оснащенные собственными стационарными заземлителями, не используемыми в данный момент. Передвижные установки с автономным питанием из-за возможного образования трущихся сочленений и изолированной от земли нейтрали подлежат регулярному освидетельствованию в части состояния защитной оболочки (изоляционного покрытия).
Защита электроприборов
Для обеспечения требуемого уровня защиты при работе с электрическими приборами различного типа возможны следующие защитные меры:
- надежная защита открытых для общего доступа токоведущих частей;
- усиление защитной изоляции методом ее наращивания;
- ограничение доступности к корпусам оборудования.
Кроме того, для этих целей могут применяться пониженные напряжения (если это позволяют особенности конструкции).
Чтобы избежать нежелательных пробоев изоляции и попадания опасного напряжения на корпуса электроприборов используются следующие «классические» методы:
В отдельных случаях ограничение проявляется в том, что такие образцы электроаппаратуры не допускается эксплуатировать в особо опасных помещениях (влажных или с сильным запылением). Если наряду с заземлением применяются другие способы защиты работающих с приборами людей – они не должны взаимно исключать друг друга. Другими словами их действие не должно снижать эффективность уже имеющейся и работающей в этом месте защиты.
Применение элементов естественных заземлителей допускается только в ситуациях, когда исключена вероятность нанесения подземным конструкциям ощутимого ущерба, связанного с протеканием по ним аварийного тока.
Заземление и зануление
Для защиты человека от удара током в особо опасных условиях эксплуатации нередко используется принцип одновременного заземления и зануления электроустановок. Всем, кто не знаком со вторым понятием, следует знать, что зануление электроустановок – это умышленное соединение их корпусов с нейтралью подводящей силовой линии. Понять принцип его действия поможет ознакомление с тем, как реализуется это способ защиты на практике.
Суть зануления состоит в превращении случайного попадания сетевого напряжения на корпус установки (из-за повреждения изоляции, например) в однофазное короткое замыкание. Отсюда следует, что и рассматриваемое нами заземление и зануление, как системы, выполняют функцию защиты от поражения электрическим током. Но делают они это каждая по-своему (смотрите фото ниже).
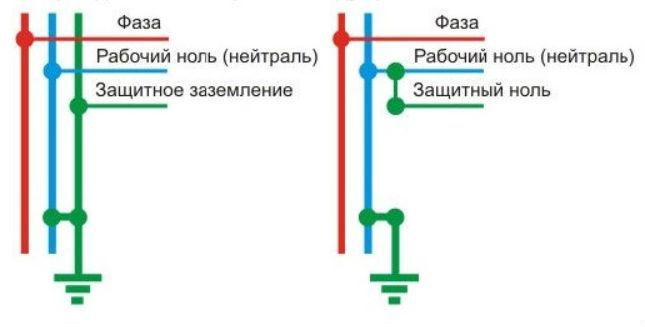
В одном случае (при заземлении) для получения цепочки стекания тока пробоя применяется отдельное заземляющее устройство, снижающее потенциал на корпусе прибора до безопасного уровня. Для «срабатывания» системы зануления тот же корпус электрически соединяется с нейтралью питающей сети.
Токопроводящие части электроустановок подлежат заземлению или занулению во всех случаях, когда защищаемое оборудование работает в помещениях повышенной опасности (с большой запыленностью и высоким уровнем влажности). Специалистам, занимающимся вопросами его защиты важно четко представлять себе отличие этих двух понятий. Кроме того им потребуется хорошо разбираться в том как правильно сделать контур заземления для данного образца оборудования.
Периодичность проверки
Для проверки текущего состояния ЗУ согласно требованиям ПУЭ проводятся периодические испытания заземляющих контуров. Они позволяют убедиться в соответствии их параметров (сопротивления стеканию тока, в частности) установленным нормативам.
Дополнительная информация: Для контроля текущего состояния ЗУ используются специальные измерительные приборы, подключаемые к нему по особым схемам.
В ПУЭ также оговаривается, что периодичность проверки (испытаний) действующих систем зависит от класса самого проводимого обследования. Так, визуальные осмотры заземляющих конструкций должны проводиться не реже одного раз в полгода. Если та же процедура сопровождается выборочным вскрытием почвы в вызывающих подозрения местах – проверки проводятся не реже раза в 12 лет. Нормы и сроки проверок для различных конструкций заземляющих устройств могут несколько отличаться от рассмотренных показателей (смотрите монографию Р. Н. Карякина под тем же названием).
В заключение отметим, что после ознакомления с предложенным материалом заинтересованный пользователь сможет четко представить себе, для чего нужно заземление и как оно обустраивается. Знание всех тонкостей этого вопроса поможет ему уберечь себя и своих близких от опасности поражения электрическим током. Кроме того, умение разбираться в них обеспечит сохранность эксплуатируемого на объекте электрооборудования.
Нажмите, пожалуйста, на одну из кнопок, чтобы узнать помогла статья или нет.
Рабочее и защитное заземление
Заземляющими принято называть устройства, способные обеспечить надежные пути стекания аварийного тока в землю. Необходимость в этом может возникнуть по самым разным причинам, основные из которых – создать условия для нормального функционирования электроустановки или гарантировать безопасность работающих на ней людей. Эти функциональные различия следует четко усвоить. Они помогут понять, что называется рабочими заземлениями и в чем их отличие от защитных мер. В рассмотренных ранее причинных определениях в первом случае используется рабочее или функциональное заземление, а во втором – его аналог.
Рабочее заземление
В отличие от защитного заземления, используемого исключительно в целях безопасности людей, рабочее заземление предназначается для того, чтобы гарантировать нормальную работу электрических приборов и устройств.
Обратите внимание: Эта его функция должна выполняться независимо от того, в каких условиях работает электрооборудование: в нормальных штатных или в аварийных.
Реализуется функциональное заземление самым непосредственным образом – через подсоединение металлических токопроводящих частей к так называемому «заземлителю». В качестве этой разновидности ЗУ допускается использовать подключенные к заземляющей конструкции молниеотводы, защищающие предприятия и другие объекты от грозы. Эти же устройства помогают уберечь действующее оборудование от наведенных (или индуцированных) ЭДС, представляющих ничуть не меньшую угрозу для него.
В ряде случаев функциональное заземление организуется для того, чтобы создать условия для срабатывания специальных приспособлений пробивного типа (предохранителей, резисторов и подобных им).
Хорошо усвоив, что называют рабочими заземлениями, пользователь сможет понять не только их отличие от защитного, но и то, что эффективность его действия зависит от параметров конструкции ЗУ. Под ним в первую очередь понимается сопротивление цепи стекания тока в землю, величина которого согласно требованиям ПУЭ не должна превышать нормируемого значения (25-30 Ом).
Защитное заземление
Защитным заземлением называют умышленное соединение металлических нетоковедущих частей с землей или же ее аналогом с целью защиты людей от удара током.
Дополнительная информация: Функцию заземлителя в этом случае могут выполнять и естественные ЗУ, под которыми понимаются уже проложенные в земле элементы строительных конструкций и коммуникаций.

С помощью искусственных и естественных заземляющих конструкций удается предотвратить поражение человека током в ситуациях, когда корпус оборудования или бытового прибора случайно оказывается под напряжением. В этом случае срабатывает принцип шунтирования аварийной цепи более низким сопротивлением, по которому опасный ток «уходит» в землю.
Согласно этому рисунку через тело прикоснувшегося к корпусу человека протекает лишь малая доля общего тока, а большая его часть «стекает» в грунт через параллельную цепь.
Чем они отличаются
Разницу между двумя этими видами сможет уловить только основательно изучивший их особенности человек. Для непрофессионала они с трудом различимы, поскольку чаще всего организуются с привлечением одних и тех же технических средств.
Отличия между рабочим заземлением и защитным заземлением проявляется не столько в технической части, сколько в том, для каких конкретных целей они организуются. В обоих случаях для обустройства ЗУ используются специальные приспособления (конструкции), способные отводить опасные токи на землю. И там и там потребуется присоединить корпуса приборов через толстую медную жилу к тому сооружению, которое выбрано для надежной защиты электрооборудования и людей.
Хорошо различимое отличие рабочего заземления от своего аналога состоит в следующем:
- функциональное заземление делается с целью защиты оборудования и приборов, подключенных к данной электрической сети, от выхода их из строя;
- для его реализации допускается использовать молниеотводы и распределенные системы выравнивания потенциалов, подключенные к местному заземляющему контуру;
- оно в меньшей мере, чем защитное, обеспечивает безопасность работающего на линии персонала и простых людей.
Хороший пример такой разницы – так называемые «переносные» или временные конструкции, применяемые исключительно для защиты работающих на отключенном оборудовании специалистов. К защите электроустановок они никакого отношения не имеют (последние отключены) и даже при случайной подаче в линию стороннего напряжения представляют угрозу лишь для человека. То есть это – чисто защитная мера.
Другим характерным отличием защитного заземления является обязательное присоединение к заземлителю все металлические части корпусов оборудования, то есть каркасы, рамы, стальные ограждения и тому подобное. Функцию самого заземлителя в этом случае могут выполнять как искусственно созданные конструкции, так и уже проложенные в земле стальные элементы коммуникаций (включая различные виды металлических труб и кабельных экранов).
Важно! Исключение составляют элементы газовых и нефтяных трубопроводов.
К частям оборудования, подлежащим обязательному рабочему занулению и заземлению относятся:
- Приводы всех без исключения электрических аппаратов.
- Корпуса работающих на объекте электрических машин, а также понижающих трансформаторов, используемых для питания переносных светильников.
- Обмотки измерительных преобразователей, относящихся к разряду вторичных.
- Стальные остовы и корпуса передвижных (переносных) электрических приемников.
- Все открытые части работающего в данный момент оборудования.
Во всех этих случаях при невозможности организации заземления для снижения опасности поражения людей согласно ПУЭ используют электроприемники, рассчитанные на напряжение не более, чем 42 Вольта.
В заключение еще раз отметим, что различия двух типов заземлений в основном проявляются в их назначении и касаются технической стороны лишь не в значительной мере.
Правила заземления оборудования на производстве
ГОСТ Р 58882-2020
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ЗАЗЕМЛЯЮЩИЕ УСТРОЙСТВА. СИСТЕМЫ УРАВНИВАНИЯ ПОТЕНЦИАЛОВ. ЗАЗЕМЛИТЕЛИ. ЗАЗЕМЛЯЮЩИЕ ПРОВОДНИКИ
Grounding devices. Equation potentials systems. Grounders. Grounding conductors. Technical requirements
Дата введения 2021-01-01
Предисловие
1 РАЗРАБОТАН Обществом с ограниченной ответственностью "Научно-производственная фирма. Электротехника: наука и практика" (ООО "НПФ ЭЛНАП")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 336 "Заземлители и заземляющие устройства различного назначения"
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок — в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт распространяется на заземляющие устройства для объектов электроэнергетики (электрические станции и подстанции, линии электропередачи, распределительные пункты, переходные пункты и др.), электроустановок промышленных, жилых и административных зданий и сооружений, объектов связи и транспорта и устанавливает технические требования к системам выравнивания и уравнивания потенциалов, заземлителям и заземляющим проводникам, а также классификацию и типы заземляющих устройств.
Настоящий стандарт не распространяется на заземляющие устройства объектов связи и железнодорожного транспорта, если эти объекты не расположены на общей территории с электроустановками.
Настоящий стандарт обязателен к применению всеми организациями, осуществляющими проектирование, изготовление, приемку, испытания и эксплуатацию заземляющих устройств.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 12.1.030 Система стандартов безопасности труда. Электробезопасность. Защитное заземление, зануление
ГОСТ 12.1.038 Система стандартов безопасности труда. Электробезопасность. Предельно допустимые значения напряжений прикосновения и токов
ГОСТ 10434 Соединения контактные электрические. Классификация. Общие технические требования
ГОСТ 21130 Изделия электротехнические. Зажимы заземляющие и знаки заземления. Конструкция и размеры
ГОСТ 24291 Электрическая часть электростанции и электрической сети. Термины и определения
ГОСТ 30331.1 (IEC 60364-1:2005) Электроустановки низковольтные. Часть 1. Основные положения, оценка общих характеристик, термины и определения
ГОСТ Р 50571.5.54/МЭК 60364-5-54:2011 Электроустановки низковольтные. Часть 5-54. Выбор и монтаж электрооборудования. Заземляющие устройства, защитные проводники и защитные проводники уравнивания потенциалов
ГОСТ Р 57190 Заземлители и заземляющие устройства различного назначения. Термины и определения
ГОСТ Р 58344 Заземлители и заземляющие устройства различного назначения. Общие технические требования к анодным заземлениям установок электрохимической защиты от коррозии
ГОСТ Р МЭК 60715 Аппаратура распределения и управления низковольтная. Установка и крепление на рейках электрических аппаратов в низковольтных комплектных устройствах распределения и управления
ГОСТ Р МЭК 62305-1 Менеджмент риска. Защита от молнии. Часть 1. Общие принципы
ГОСТ Р МЭК 62305-4 Защита от молнии. Часть 4. Защита электрических и электронных систем внутри зданий и сооружений
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 24291, ГОСТ 30331.1, ГОСТ Р 57190, а также следующие термины с соответствующими определениями:
3.1 вынос потенциала: Появление на коммуникациях, выходящих за пределы электроустановки, напряжений (по отношению к земле) выше допустимых значений.
3.2 гальваническая связь: Электрическое соединение двух объектов металлическим проводником с незначимо малым сопротивлением.
3.3 импульсный потенциал на заземляющем устройстве: Напряжение между какой-либо точкой заземляющего устройства и точкой на поверхности грунта, расположенной не ближе 20 м от рассматриваемой точки.
Примечание — Наибольший импульсный потенциал имеют точки, в которые вводится импульсный ток.
3.4 термическое воздействие: Нагрев заземляющих проводников и заземлителей протекающим по ним током электроустановки.
4 Сокращения
В настоящем стандарте применены следующие сокращения:
ВЛ — воздушная линия электропередачи;
ГЩУ — главный щит управления;
ЗУ — заземляющее устройство;
КЗ — короткое замыкание;
КЛ — кабельная линия электропередачи;
КРУ — комплектное распределительное устройство;
КРУЭ — комплектное распределительное устройство с элегазовой изоляцией;
ЛР — линейный разъединитель;
ОРУ — общеподстанционнное распределительное устройство;
ОПУ — общеподстанционный пункт управления;
РЗА — релейная защита и автоматика;
РПН — регулирование под нагрузкой;
РУ — распределительное устройство;
РЩ — релейный щит;
СИП — самонесущий изолированный провод;
ТСН — трансформатор собственных нужд;
ТН — трансформатор напряжения;
ТП — трансформаторная подстанция;
ТТ — трансформатор тока;
ЭС — электрическая станция;
ЭМС — электромагнитная совместимость.
5 Классификация и типы заземляющих устройств, заземлителей и заземляющих проводников
5.1 ЗУ классифицируют по следующим признакам:
а) по назначению:
— ЗУ электроустановок напряжением до 1 кВ;
— ЗУ электроустановок напряжением выше 1 кВ;
— ЗУ взрыво- и пожароопасных объектов;
— ЗУ высоковольтных испытательных лабораторий;
— ЗУ электрохимической защиты;
б) по выполняемым функциям:
— защитное заземление — для обеспечения электробезопасности;
— помехозащитное заземление — для обеспечения электромагнитной совместимости оборудования;
— молниезащитное заземление — для отвода в грунт токов молнии;
— рабочее заземление — для обеспечения требуемых режимов и надежной работы электроустановки, системы или оборудования.
5.2 Заземлители классифицируют по следующим признакам:
а) по типу исполнения:
— искусственные и естественные;
б) по конструктивному исполнению:
— продольные и поперечные горизонтальные;
— вертикальные (или наклонные);
5.3 Заземляющие проводники классифицируют по назначению:
— проводники системы уравнивания потенциалов;
6 Общие технические требования
6.1 В случае противоречий требований настоящего стандарта требованиям нормативных документов, указанных в разделе 2, приоритетными являются требования настоящего стандарта.
6.2 ЗУ должно изготовляться в соответствии с требованиями настоящего стандарта и стандартов или технических условий на ЗУ конкретного типа по технологической документации, утвержденной в установленном порядке.
Сварочное оборудование и его эксплуатация



Стационарное сварочное оборудование, вне зависимости от схемы подключения к электрической сети, в большинстве случаев имеет отдельный заземляющий контур. Обычно, один конец заземляющего кабеля, крепится к металлическому корпусу сварочного аппарата, а другой – к вкопанному в землю металлическому стержню.

Благодаря такому соединению корпуса сварки с поверхностью земли, возникает равенство потенциалов между ними. Если корпус окажется под напряжением, и рабочий к нему прикоснется, то из-за равенства потенциалов удара током не произойдет. Это относится и к другим частям аппарата, способным проводить ток. Поскольку электросварочное оборудование работает с большими по величине токами, заземление может спасти жизнь.
Электробезопасность при сварочных работах
При сварочных работах электробезопасность обеспечивается выполнением требований должностных инструкций для сварщиков, инструкций по эксплуатации сварочного оборудования, требований соответствующих разделов правил устройства электроустановок, правил технической эксплуатации электроустановок потребителей, межотраслевых правил по охране труда при газопламенной обработке металлов.
Рассмотрим основные требования правил, от выполнения которых зависит электробезопасность сварщика и людей, находящихся в зоне влияния сварочной установки.
К сварочным работам должны допускаться сварщики, прошедшие специальную подготовку, имеющие удостоверение на право производства сварочных работ и удостоверение на группу по электробезопасности не ниже II.
Основной защитой от напряжения опасной величины, появляющегося на корпусах источников сварочного тока, является заземление (зануление) этих корпусов. Большинство электроприемников, в том числе и сварочные установки, получают электроэнергию от сетей 220/380 В с заземленной нейтралью трансформатора или генератора, и к этой нейтрали присоединяется четвертый провод сети, называемый нулевым, который присоединен к металлическим корпусам распределительных устройств и электрических аппаратов. К этому проводу нужно также присоединять корпуса источников сварочного тока. Для этого на корпусе источника сварочного тока должен быть специальный болт, к которому присоединяется четвертая жила кабеля, называемая нулевой. На другом конце кабеля, присоединяемом к сети, эта жила соединяется с корпусом выключателя, силовой сборки и т. п.
Выключателем может быть рубильник, автоматический выключатель и другие электрические аппараты.

В двухпроводной сети 220 В защита от опасного напряжения осуществляется также присоединением источника сварочного тока к нулевому проводу сети, который в этом случае является и рабочим, так как проводов только два.
На отдельных участках сети могут быть нулевые рабочие и нулевые защитные проводники. В таких случаях нулевой защитный проводник нужно присоединять к металлическому корпусу источника сварочного тока, а нулевой рабочий проводник — к цепи питания источника сварочного тока.
Источники сварочного тока могут присоединяться к силовым сетям напряжением не более 660 В.
Для подвода тока к сварочной дуге должен применяться специальный сварочный гибкий провод (кабель) с резиновой изоляцией и в резиновой оболочке, сечение которого должно соответствовать максимальному сварочному току.
Запрещается применение проводов в изоляции или в оболочке из полимерных материалов, распространяющих горение.
Присоединение источника сварочного тока к сети должно осуществляться через отключающий и защитный электрические аппараты. Эти аппараты могут быть объединены в одном, содержащем защиту от тока короткого замыкания. Длина гибкого кабеля, соединяющего переносной (передвижной) источник сварочного тока с включающим аппаратом сети, должна быть не более 15 м. Передвижные сварочные установки на время их передвижения должны быть отсоединены от сети.
Электросварочные установки с источниками постоянного или переменного сварочного тока, предназначенные для сварки в особо опасных условиях (внутри металлических емкостей, в колодцах, туннелях, в котлах, отсеках судов и т. п.) или для работы в помещениях с повышенной опасностью и особо опасных, должны иметь устройства автоматического отключения напряжения холостого хода при разрыве сварочной цепи или его ограничения до безопасного в данных условиях значения.
При сварочных работах в данных условиях сварщик должен пользоваться кроме спецодежды диэлектрическими перчатками, резиновыми галошами и ковриками. При работе в замкнутых или труднодоступных пространствах необходимо одевать защитные каски из полиэтилена, текстолита или винипласта; при этом запрещается пользоваться металлическими щитками. Работы в таких условиях сварщик должен выполнять под контролем двух наблюдающих, один из которых должен иметь группу II по электробезопасности. Наблюдающие должны находиться снаружи и контролировать безопасное проведение работ сварщиком. На сварщике должен быть предохранительный пояс с канатом, конец которого должен находиться у наблюдающего. При этом сварочная установка должна иметь устройство для ограничения напряжения холостого хода или его отключения.
Запрещается производить сварочные работы на закрытых сосудах, находящихся под давлением (трубопроводы, котлы, баллоны и т. п.), и сосудах, содержащих воспламеняющиеся или взрывоопасные вещества. Также запрещается электросварка и резка бочек, баков, цистерн, резервуаров и других емкостей из-под горючих и легковоспламеняющихся жидкостей и газов без предварительной тщательной очистки, пропаривания этих емкостей и удаления из них газов вентилированием.
При проведении сварочных работ в закрытом помещении должен быть предусмотрен отсос сварочных аэрозолей непосредственно вблизи сварочной дуги. Должны быть установлены фильтры в вентиляционных устройствах помещений для электросварочных работ, исключающие выброс вредных веществ в окружающую среду.
Присоединение к сети и отсоединение от сети источников сварочного тока и наблюдение за их исправным состоянием при эксплуатации должен выполнять электротехнический персонал предприятия, где числится данная сварочная установка, с группой по электробезопасности не ниже III, а также электросварщик, если он прошел обучение и сдал экзамен на получение удостоверения на группу III по электробезопасности.
Измерение сопротивления изоляции электросварочных установок производится после длительного перерыва в их работе, после перестановки оборудования, но не реже 1 раза в 6 месяцев.
Ответственность за эксплуатацию сварочного оборудования, выполнение графика технического обслуживания и ремонта, безопасное ведение сварочных работ определяется должностными инструкциями и утверждается руководителем предприятия.
При наличии на предприятии должности главного сварщика или главного механика данная ответственность возлагается на них. Электросварочное оборудование закрепляется за электросварщиком под роспись.
Основные требования
Заземление делают медным кабелем сечением минимум 6 мм или металлической арматурой сечением минимум 12 мм. Крепят медный кабель к корпусу через специальный болт на установке, помеченный надписью «Земля» (возможно и другое обозначение). Кроме основного электросварочного оборудования, в аппаратах для дуговой сварки необходимо заземлять и тот зажим вторичной обмотки, к какому подключается проводник, идущий к свариваемой детали.
Если кабель, подводящий ток, двужильный, то для заземления сварочного трансформатора нельзя применять провода «ноль» и «фаза».
Основные требования по обеспечению электробезопасности:
- все нетоковедущие элементы сварочных установок должны быть подключены к заземляющему контуру;
- сварочные аппараты, для подключения к заземляющему контуру, оснащаются специальным болтом с соответствующим обозначением, к которому прикреплен заземляющий провод;
- для каждой электрической установки должна быть предусмотрена отдельная точка заземления;
- запрещается сварочные аппараты заземлять последовательно;
- если нет никакой возможности заземлить оборудование, необходимо использовать устройство защитного отключения.
Для эффективной защиты от поражения током, по нормам электробезопасности, сопротивления заземляющего контура не должно превышать 5 Ом. Для того чтобы добиться заданных параметров необходимо обеспечить максимально большую площадь контакта заземлителя с землей, а так же хорошую токопроводимость.
Для соединения заземлителя с заземляющим проводником используется метод сварки или применяются хомуты. Независимо от метода соединения, стык необходимо защитить от возможной коррозии, для этого, чаще всего, применяется смола.
Электрические сварочные аппараты, для обеспечения безопасной работы, необходимо каждый месяц проверять на наличие оголенных токоведущих элементов, замыкания на корпус, целостность заземляющего контура.
Проверяется наличие замыкания между элементами обмотки трансформатора, а также исправность систем защиты.
В электросварочных аппаратах, в которых создается дуга между электродом и проводящей электричество деталью, необходимо кроме элементов корпуса, заземлять вывод вторичной обмотки источника напряжения, соединяемый обратным кабелем с деталью.
Основные требования к заземлению сварочного оборудования
Заземление сварочного аппарата, представляющего собой стационарную установку, выполняется с целью обеспечения его безопасной эксплуатации. Основные требования к заземлению в следующем:
- Заземляются все нетоковедущие части электросварочных установок и один вторичный вывод.
- Сварочное оборудование должно быть оснащено специальным контактом в (виде болта или шпильки), предназначенным для присоединения заземления.
- Заземляющий болт должен быть с контактной площадкой, обозначенной специальным знаком заземления.
- Последовательное заземление нескольких установок запрещается: для каждого должна быть предусмотрена отдельная точка подсоединения.
Переносные сварочные автоматические установки и полуавтоматы, подключаемые к сети переменного тока свыше 42 В (и более 110 В постоянного), также оснащаются заземляющими контактами. В том случае, когда заземление (зануление) для установки не может применяться или монтаж заземления затруднен, электрооборудование должно иметь УЗО (устройство защитного отключения).
Заземление может использоваться и для устройства молниезащиты.
Для объектов, запитываемых от понижающего трансформатора с глухозаземленной нейтралью и напряжением на вторичной обмотке 380/220 В, повторное заземление устраивается на вводе. При этом сопротивление заземляющего контура, согласно ПУЭ, не должно быть большим 10 Ом. Для того, чтобы обеспечить такие параметры, необходимо использовать заземлители с большой контактной площадью и хорошей проводимостью. Их поверхность должна быть очищена от масла и краски. Пригодны для этого:
- трубопроводы из металла (кроме тех, что связаны с горючими жидкостями и газами);
- металлические оболочки кабелей;
- обсадные трубы;
- элементы фундамента.
Схема монтажа контура заземления в таком случае должна предусматривать двойное присоединение их к заземляющей магистрали. Для присоединения заземлителей к заземляющим проводникам используется сварка. При этом сварочный шов должен быть вдвое шире прямоугольной формы проводника (в сечении) и в шесть раз – круглого. Если сварку использовать невозможно – применяются хомуты, которые так же, как и сварочные швы, защищают от коррозии слоем битума. Перед наложением хомутов поверхность естественного заземлителя в этом месте должна быть зачищена.
Во взрывоопасных помещениях естественное заземление может использоваться только в качестве дополнительного. Основным должно быть заземление искусственное, выполненное в соответствии с ПУЭ.
Внутренний контур заземления крепится анкерными болтами непосредственно к стене. В местах их пересечения с кабелями или трубопроводами предусматривают защиту из труб. В помещениях с высоким уровнем сырости и кислотности внутренний контур заземления крепят на опорах на расстоянии 100 мм от стен.
Классификация заземлителей
Искусственный контур заземления сварочного оборудования может быть выполнен вертикальным способом и горизонтальным.
При выполнении вертикального заземляющего контура, чаще всего, используют металлические уголки, трубы или пластины, закопанные в землю. Запрещается для контура заземления использовать алюминий, так как в следствии электрокоррозии он быстро разрушается.

В местах, где по тем или иным причинам невозможен монтаж вертикального заземления, применяется горизонтальное (глубинное) заземление. В грунт, на необходимую глубину, помещают один или несколько металлических стержней, концы которых соединяют между собой.
Главным преимуществом вертикального заземления является экономия пространства. Но это не единственное достоинство данного способа заземления – за счет контакта со слоями земли, которые насыщены влагой, достигается отличная токопроводимость.
Влияние почвы на сопротивление Rз
Практически доказано, что сопротивление заземляющего устройства в значительной степени определяется состоянием грунта в месте расположения заземлителя. В свою очередь, характеристики почвы в зоне проведения защитных работ зависят от следующих факторов:
- Влажность почвы на участке проведения работ;
Дополнительная информация. При оценке влажности следует знать, что сланцы и глина хорошо удерживают воду, а песчаные почвы, напротив, плохо.
- Наличие в почве каменистых составляющих, в которых обустроить заземление попросту невозможно (в этом случае приходится выбирать другое место);
- Возможность искусственного увлажнения грунта в особо засушливые летние периоды;
- Химический состав почвы (наличие в ней солевых составляющих).
В зависимости от состава грунта, он может быть отнесён к тому или иному виду (смотрите фото ниже).
Исходя из особенностей формирования сопротивления заземлителя, предполагающих его снижение при увлажнении и повышении солевой концентрации, в случае крайней необходимости в грунт искусственно вводятся порции влажного химиката NaCl.
Хорошие грунты с точки зрения обустройства заземления – это суглинистые почвы с высоким содержанием торфяных составляющих и солей.
Типы клемм сварочных аппаратов
Правильно подобранные клеммы заземления помогут обезопасить сварщика от поражения электрическим током, и обеспечить высокое качество шва. Клеммы заземления необходимо выбирать исходя из максимального тока и веса кабеля, подсоединенного к зажиму. Учитывается надежность контакта клемм с рабочей поверхностью свариваемой детали (ее обеспечивает жесткость пружины). Угол раскрытия зажима должен создавать надежное соединение с деталями любых габаритов.

Клеммы заземления делятся на три основных вида:
- зажим типа «Крокодил»;
- магнитный зажим;
- струбцина.
Вопросы, затрагиваемые в ПУЭ
Регламентирование порядка эксплуатации различных видов защитных систем может быть представлено в виде определённого набора требований, касающихся обустройства отдельных конструкций.
Согласно им, функциональная готовность контуров заземления, в состав которых входит целый набор конструктивных элементов, должна подтверждаться следующими техническими данными:
- Описание конструкции и состава защитных устройств, применяемых в действующих электроустановках;
- Формулы для расчета их размеров, а также нормы сопротивления заземляющих устройств (ЗУ);
- Таблицы с корректировочными коэффициентами, позволяющими вводить поправки на качество и состояние грунта в месте размещения контура (с учётом материала отдельных элементов);
- Порядок организации и проведения контрольных испытаний, имеющихся у систем заземления.
На заметку. Наличие документально подтверждённых данных о рабочих характеристиках и надёжности функционирования контура заземления частного дома, например, позволит исключить вероятность поражения электрическим током животных и жильцов.
При его обустройстве предписывается действовать в строгом соответствии с ПУЭ, а также соблюдать все требования, касающиеся эксплуатации данного защитного устройства.
Правила безопасности при работе со сварочным инвертором
При выполнении сварочных работ, используя инвертор, замыкание фазы на корпус может стать причиной несчастного случая. Кроме этого, в бюджетных инверторах китайского производства нередко случаются пробои силового трансформатора. Вследствие подобной неполадки держатель электрода и клемма массы становятся токопроводящими, и несут опасность. Заземление могло бы обезопасить сварщика от поражения током, но его применение зачастую невозможно при использовании переносного оборудование для сварки. Потому, при использовании инвертора, необходимо наряду с заземлением использовать УЗО.
Разновидности сварочного оборудования.
Отметим, что все оборудование для сварки разделяется по способу применения – одни аппараты предназначены для бытового использования непрофессиональными сварщиками, с другими могут работать исключительно специалисты в области сварки. Главное отличие бытовых и профессиональных устройств состоит в том, что первые более просты в управлении, а также имеют, в отличие от профессиональных, меньшие габариты и работают на меньшем напряжении.
Собственно сварочные аппараты также различаются: одни предназначены для дуговой сварки, другие для проведение газосварочных работ и пр. Разными они могут быть и по степени механизации процесса – полуавтоматические, автоматические аппараты.
Все сварочное оборудование условно подразделяют на два класса, а именно:
- Собственно, сварочное оборудование – аппараты и инструменты, которые используются непосредственно для сваривания металлов. К этому классу относят – инверторы, держатели электродов, газовые горелки, различные клапаны и газосмесители, пр.
- Защитное оборудование – все инструменты, спецодежда и устройства, предназначенные для защиты сварщика во время процесса сварки.
Правила заземления сварочного оборудования
Каждая стационарная установка для сварки имеет, как правило, отдельный заземляющий контур. Один кабель для заземления прикрепляется к металлическому основанию аппарата, а другой — к вкопанному в землю стержню из металла.
Подобное соединение оборудования с землей обеспечивает равенство потенциалов между ними. Если корпус окажется под воздействием напряжения, случайное прикосновение человека не приведет к удару электрическим током. То же самое касается и других узлов аппарата, через которые проходит ток.
Что понадобится для того, чтобы провести заземление
Заземление делается с использованием металлических проводников, которые могли бы проводить ток в землю. Это могут быть металлические трубы, уголки, штыри и прочий металлопрокат. Допускается использовать для монтажа заземления и толстую арматуру.

Также понадобится металлическая полоса, толщиной в 4 мм, и шириной в 3-4 см. Полоса необходима будет для соединения заземлителей и прокладки заземляющей шины в дом. Для соединения заземлителей металлической полосой, рекомендуется использовать именно сварку. Если брать болты, то такое соединение будет ненадёжным и прослужит не более одного года. В результате коррозии ухудшиться контакт с заземлителями из-за чего заземление перестанет работать.
Основные требования
Для обеспечения заземления задействуют кабель из меди или арматуру из металла (диаметром не меньше 6 и 12 мм соответственно). Крепление медного кабеля к корпусу производят с помощью болта, расположенного на сварочном оборудовании. В большинстве случаев провод обозначается надписью «Земля», но возможно и другое название.

В устройстве, предназначенном для сварки посредством электрической дуги, необходимо заземлять не только основные элементы. При работе с такими аппаратами нужно обращать внимание и на зажим вторичной обмотки. К нему подключается проводник, ведущий к обрабатываемой детали.
Важно! Если ток проводится по двужильному кабелю, недопустимо применение в процессе заземления сварочного трансформатора проводов «ноль» и «фаза».
Классификация заземлителей
Строгое соответствие стандартным мерам безопасности предполагает заземление электрических контуров в обязательном порядке. Сделать это можно двумя способами:
Первый предусматривает использование труб, уголков или пластин, изготовленных из металла. Эти элементы нужно вкопать в грунт. В результате существенным образом экономится пространство. Преимуществом этого способа выступает отличная проводимость электрического тока, поскольку металлические детали вступают в непосредственный контакт с влажными земельными слоями.

Вертикальное заземление может применяться не во всех случаях. Там, где это по каким-то причинам невозможно, используют горизонтальный способ или глубинный. Особенность его состоит в закапывании в землю на определенную глубину металлических стержней, соединенных между собой.
Важно! В процессе создания контура заземления запрещено использовать алюминиевые детали, поскольку они отличаются слабой устойчивостью к электрокоррозии (самопроизвольному разрушению материалов в результате воздействия блуждающих токов).
Разновидности заземлителей
При отсутствии естественных заземлителей выполняется монтаж наружного контура заземления, к которому присоединяют соответствующие выводы и клеммы электрооборудования.
Искусственное заземление может быть реализовано с вертикальных или горизонтальных заземлителей. Для вертикальных используют трубы из стали или уголки, которые соединяют друг с другом, в результате чего образуется контур. Соединяющие элементы являются горизонтальными заземлителями: применяется для этого металлические полосы толщиной не менее 4 мм или круглого сечения арматура диаметром от 10 мм.
Горизонтальные заземлители могут быть выполнены в виде металлических полос, заложенных на дно котлованов, подготовленных для строительства фундамента. Располагаются полосы таким образом, чтобы их наибольшая поверхность была ориентирована в сторону земли. Сечение полос – 30×4 мм, может использоваться круглая стальная арматура диаметром 12 мм.
Использовать алюминий для создания заглубленного заземления не разрешается, так как этот металл быстро разрушается в почве от электрокоррозии.
Там, где монтаж горизонтального заземления невозможен (например, из-за отсутствия земельного участка, свободного от асфальта и других коммуникаций), применяется технология глубинного заземления. При этом в одной точке в грунт различными способами вводятся металлические стержни: конец каждого следующего соединяется с предыдущим, образуя заземлитель с большой контактной площадью.
Клеммы аппаратуры для сварки
К подбору нажимов, предназначенных для крепления провода к источнику питания, следует относиться с особым вниманием. Правильный выбор способен не только сделать работу сварщика более безопасной, но и обеспечить хорошее качество шва.
Нужно учитывать как максимальное количество тока, так и массу кабеля, который соединен с зажимом. Необходимо обращать внимание и на то, насколько надежно клеммы соприкасаются с поверхностью обрабатываемой детали. Контакт зависит от коэффициента упругости пружин, которыми оснащены зажимы.
Существуют три основных типа клемм, применяемых при заземлении:
- магнитная прищепка;
- фиксатор «крокодил», получивший свое название из-за схожести с челюстями рептилии;
- струбцина.

Наибольшее распространение нашли первые два вида. Магнит позволяет закрепиться на любой поверхности, например, на деталях необычной или закругленной формы — там, где существуют определенные сложности с фиксацией.
Использование зажима типа «крокодил» обеспечивает надежность крепления. Сам фиксатор отличается удобством в использовании. Срок его службы зависит от состояния пружины, которую не рекомендуется перегревать. Речь идет об одном из главных элементов клеммы: если выйдет он из строя, это негативным образом скажется на функционировании самого зажимного устройства.
Схема прокладки заземления
Вбивать заземлители в землю рекомендуется по форме треугольника. То есть, необходимо будет три куска трубы или уголка, которые нужно будет вбить в землю на расстоянии не менее одного метра друг от друга. Таким образом, будет обеспечена нормальная площадь заземления, что положительно скажется на его работе и сопротивлении (чем оно меньше, тем лучше).

Однако схема заземления «треугольником» не единственная. Можно использовать гораздо больше заземлителей и сделать контур заземления в виде овала, квадрата или же прямоугольника. Треугольником делают заземление как минимально допустимое, чтобы захватить требуемую площадь земли. В случае с двумя заземлителями сделать это не получится.
Способы обеспечения электробезопасности
Крайне важно соблюдать меры, которые позволят уберечь рабочего от производственных травм. В процессе сварки следует придерживаться следующих правил:
- Подключить к контуру заземления все элементы, по которым не проводится ток.
- Оборудовать точку заземления для каждого аппарата.
- Заземлять каждое устройство последовательно недопустимо.
- При отсутствии возможности заземления применять устройство, позволяющее отключать электричество в автономном режиме.

Немаловажное значение имеет степень эффективности защиты работника от электротравм. Существуют определенные нормы безопасности, по которым показатель сопротивления заземляющего контура должен быть не выше 5 Ом. Необходимо их придерживаться путем обеспечения как можно большей площади контакта заземлителя с поверхностью земли. Следует позаботиться об удовлетворительной проводимости тока.
Заземлитель соединяется с проводником в основном с помощью сварки, в отдельных случаях крепится специальными хомутами. И в том, и в другом случае необходимо позаботиться о защите материалов от вредного воздействия окружающей среды. С этой целью место соединения нужно обработать, чтобы предотвратить коррозию — подходит, в частности, эпоксидная смола.
Контроль за состоянием сварочного аппарата
При проведении работ оборудование должно полностью соответствовать нормам безопасности. В период осмотров необходимо обращать внимание на следующие моменты:
- исправность систем защиты и существования замыкания между элементами обмотки трансформатора;
- состояние заземляющего контура, отсутствие оголенных деталей, по которым идет ток, или замыкание на корпус.

Важно! Сварочный аппарат нуждается в регулярных проверках.
Заземление сварочного аппарата
Тут, в общем-то, рассказывать особо не о чем. Как вы понимаете, заземлять и делать это очень надежно, следует любое электрооборудование, технику, приборы. А уж если речь идет о таком энергоемком и мощном аппарате, как сварочный трансформатор, то тут вопрос заземления становится крайне важным. Но заземление сварочного трансформатора осуществляется довольно просто. Внимательно осмотрите кожухи сварочного трансформатора. Чтобы не перепутать, поищите рядом с ними соответствующую надпись, она должна присутствовать.
Стандартные меры безопасности многих кодексов и норм требуют обязательного заземления электрических контуров. В этой статье мы расскажем об основных правилах заземления в типичных рабочих условиях. Заземление сварочного аппарата Сварочные аппараты с питанием через гибкие кабели или постоянное подключение к системе питания имеют отдельный провод заземления.
Рекомендуемая схема заземления
С помощью рисунка представлен порядок работы сварочного аппарата при питании его от сети переменного тока. На изображении показан последовательный порядок заземления. Можно увидеть, каким образом кабель соединяется с держателем электрода.
Указано, что вторичная обмотка контактирует с обрабатываемым материалом посредством специального зажима. При работе с передвижными установками используют переносное заземляющее оборудование.

Сварка металлов технологии сварочного производства
Защитное заземление представляет собой соединение металлическим проводом частей электрического устройства (например, корпуса сварочного трансформатора) с землей.
Заземление служит для защиты от поражения электрическим током при прикосновении к металлическим частям электрических устройств (корпуса источников питания, шкафы управления и др.), оказавшимися под напряжением в результате повреждения электрической изоляции.
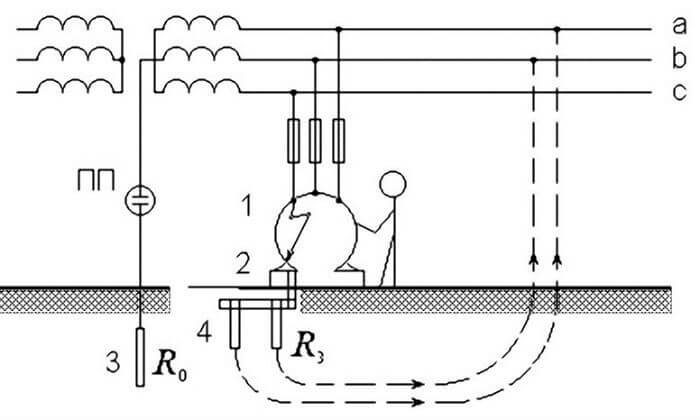
Земля в аварийном режиме работы электрооборудования используется в качестве проводника в цепи замыкания. При правильном заземлении электрооборудования образуются параллельные электрические ветви: одна с малым сопротивлением (3 — 4 Ом), а другая, в которую входит человек или группа людей, с большим сопротивлением (2000 Ом). Поэтому практически ток не пройдет через тело человека в случае соприкосновения его с корпусом источника питания, случайно оказавшимся под напряжением.

Рис. 35. Схема подключения сварочного трансформатора при питании его от сети с глухозаземленной нейтралью:
1 — пункт подключения, 2 — сварочный трансформатор, 3 — электрододержатель, 4 — свариваемое изделие, 5 — вторичная обмотка трансформатора, 6 — первичная обмотка трансформатора, 7 — питающий шланговый трехжильный провод с заземляющей жилой, 8 — заземляющий болт на корпусе трансформатора и на пункте подключения, 9 — подключение к нулевому проводу сети
Включение в работу незаземленных источников питания дуги запрещается (однако имеются некоторые исключения).
Заземление выполняется различно в зависимости от напряжения и системы электроснабжения (с глухозаземленной нейтралью или с изолированной нейтралью).
Схема подключения сварочного трансформатора
На рис. 35 дана схема подключения сварочного трансформатора при питании его от сети с глухозаземленной нейтралью. Из схемы видно, что для питания однофазного сварочного трансформатора от пункта подключения до вводной коробки трансформатора приложен трехжильный гибкий шланговый кабель. Третья жила присоединена одним концом к заземляющему болту корпуса сварочного трансформатора и другим концом к корпусу пункта подключения. Зажим — вывод обмотки низкого напряжения сварочного трансформатора присоединен к свариваемой детали и одновременно заземляющим металлическим проводником к заземляющему болту на корпусе сварочного трансформатора. На передвижных установках применяют переносные заземляющие устройства.
Правила работы со сварочным инвертором
Игнорирование мер безопасности при сварке с помощью источника питания сварочной дуги представляет угрозу для жизни человека. Несчастный случай может произойти в момент замыкания фазы на корпус.
Определенную опасность таит в себе использование относительно дешевых инверторов: в такой аппаратуре часто повреждается силовой трансформатор, что становится причиной попадания напряжения на клемму массы и держатель электрода. В результате возникает угроза поражения сварщика током. Не всегда можно сделать заземление, поэтому в процессе использования инвертора рекомендуется использовать устройство защитного отключения.
Соблюдение всех перечисленных норм сделает сварочный процесс максимально безопасным. Пренебрежение правилами приведет к тяжким последствиям. Необходимо осуществлять постоянный контроль за состоянием электрокабелей и деталей аппарата, которые могут представлять опасность для жизни рабочего. Целесообразно применять средства индивидуальной защиты.
Особенность работ по заземлению
С учётом специфики сварочного оборудования разработаны конкретные схемы и правила заземления корпусов источников тока и трансформаторов. Они позволяют организовать цепи отвода опасных потенциалов от токопроводящих частей.

Специфика заземления сварочного оборудования проявляется в следующих требованиях:
- последовательное заземление нескольких сварных агрегатов или постов недопустимо (каждая единица оборудования должна иметь своё собственное заземляющее устройство – ЗУ);
- к устройству заземления должны подключаться все токоведущие части сварочного оборудования, включая вторичные выводы трансформаторного преобразователя;
- временное крепление специального заземляющего проводника должно производиться с высокой степенью защиты от ослабления (на болтовой контакт, оснащённый специальной шпилькой);
- место подключения заземляющей шины должно помечаться специальным символом, с понятным для оператора обозначением.
Правила заземления сварочных аппаратов
К устройствам данной категории относятся и сварочные аппараты. Учитывая их специфику, существуют определенные схемы и правила заземления. Смысл заземления в том, что искусственно организуется электрическая цепь, параллельная той, которая складывается установка — человек — опора при появлении напряжения там, где его по определению быть не должно. Это может вызываться наведенными токами от смежного источника с более высоким потенциалом , при пробое изоляции, механических повреждениях. По закону физики, ток пойдет по цепи с минимальным сопротивлением. Допустимое максимальное R в этом случае — 10 Ом.
Контроль состояния заземления
Согласно требованиям ПУЭ для эффективной защищённости от случайного электрического удара суммарное сопротивление заземляющего устройства не должно быть более 5 Ом.
Для достижения этого показателя при обустройстве заземления сварочного оборудования следует обеспечить требуемую электропроводность системы, увеличивая площадь контакта элементов с грунтом.
В реальных условиях достичь показателя в 5 Ом удаётся с большим трудом. Для обеспечения нормируемой величины переходного сопротивления используются искусственные приёмы его снижения (введением в прилежащий грунт специальных химикатов).
Независимо от способа обустройства заземляющей конструкции, все её открытые части (и в особенности – стыки) должны быть обработаны защитным составом. В качестве такого покрытия обычно используется разогретая до жидкого состояния смола.
И, наконец, с целью контроля исправности системы заземлителей в соответствии с требованиями нормативов должны проводиться регулярные проверки их текущего состояния.
В процессе таких проверок осуществляется визуальный осмотр открытых мест соединения частей ЗУ или делается контрольная выемка грунта на глубину, определяемую требованиями ПУЭ. В последнем случае проверяют состояние скрытых в земле шин и сварных соединений.
1.7.143
Места и способы присоединения заземляющих проводников к протяженным естественным заземлителям (например, к трубопроводам) должны быть выбраны такими, чтобы при разъединении заземлителей для ремонтных работ ожидаемые напряжения прикосновения и расчетные значения сопротивления заземляющего устройства не превышали безопасных значений.
Шунтирование водомеров, задвижек и т.п. следует выполнять лри помощи проводника соответствующего сечения в зависимости от того, используется ли он в качестве защитного проводника системы уравнивания потенциалов, нулевого защитного проводника или защитного заземляющего проводника.
Заземляющая клемма
Для надёжного механического соединения заземляющего устройства с обрабатываемой металлической заготовкой применяется специальная клемма заземления, выполняемая в виде прищепки типа «крокодил».
К этим приспособлениям, как и к элементам заземления другого типа, предъявляются особые требования, основные из которых такие:
- заземляющая клемма должна отличаться высокими прочностными показателями и быть способной выдерживать не только повышенные механические нагрузки, но и значительные перепады температур;
- она должна обеспечивать жёсткую фиксацию кабеля на свариваемых заготовках с высокой степенью надёжности;
- использование специальных соединителей такого класса предполагает их совместимость с любыми сварочными аппаратами (включая подключение инвертора с токами до 300 Ампер).
В качестве образца этих контактных приспособлений могут рассматриваться сварочные клеммы заземления типа «КЗ-300», предназначенные для подключения оборудования с рабочими токами до 300 Ампер.
Эти изделия позволяют получить надёжное соединение со свариваемой деталью или устройством заземления, обладающее минимальным сопротивлением токам растекания.
Среди моделей, с которыми может использоваться такая клемма, производителями указываются сварочные агрегаты марки “СВАРИС”.
Благодаря всем перечисленным достоинствам таких изделий, получаемые с их помощью рабочие зажимы обеспечивают гарантированную безопасность и защищённость сварщика при работе с электрооборудованием.
Заземление оборудования для сварки
С учётом специфики сварочного оборудования разработаны конкретные схемы и правила заземления корпусов источников тока и трансформаторов. Они позволяют организовать цепи отвода опасных потенциалов от токопроводящих частей.

Специфика заземления сварочного оборудования проявляется в следующих требованиях:
- последовательное заземление нескольких сварных агрегатов или постов недопустимо (каждая единица оборудования должна иметь своё собственное заземляющее устройство – ЗУ);
- к устройству заземления должны подключаться все токоведущие части сварочного оборудования, включая вторичные выводы трансформаторного преобразователя;
- временное крепление специального заземляющего проводника должно производиться с высокой степенью защиты от ослабления (на болтовой контакт, оснащённый специальной шпилькой);
- место подключения заземляющей шины должно помечаться специальным символом, с понятным для оператора обозначением.
Помимо этого, при включении оборудования для сварки в питающую сеть 220/380 Вольт с глухозаземленной «нейтралью», такая защита должна быть организована и во входных цепях трансформатора. В домашних условиях функцию защиты от пробоя электротока на корпус сварочного оборудования выполняет УЗО.
Основные правила и схемы заземления сварочного аппарата
Даже не находящиеся постоянно под напряжением эл/установки подлежат обязательному заземлению – таково требование ПУЭ, направленное на обеспечение максимальной безопасности обслуживающего персонала. К устройствам данной категории относятся и сварочные аппараты. Учитывая их специфику, существуют определенные схемы и правила заземления.
Смысл заземления в том, что искусственно организуется электрическая цепь, параллельная той, которая складывается (установка – человек – опора) при появлении напряжения там, где его по определению быть не должно. Это может вызываться наведенными токами (от смежного источника с более высоким потенциалом), при пробое изоляции, механических повреждениях. По закону физики, ток пойдет по цепи с минимальным сопротивлением. Поэтому корпус сварочного аппарата обязательно «коротится» на землю с помощью металлического гибкого провода.
То есть получается своеобразная «ветвь» с R не более 4 Ом. Как результат, эл/ток не пойдет по основной «нитке» (через человека), что и гарантирует его безопасность при случайном контакте с аппаратом, на корпусе которого появилось напряжение.
Основные правила заземления
- Их последовательно присоединение запрещено. У каждой установки должна быть своя линия заземления.
- Подключаются все без исключения токоведущие части + вторичный вывод.
- Для фиксации заземляющего провода должен быть предусмотрен контакт с резьбой (шпилька, болт). Это место помечается специальным знаком (символом).
Если источник – Тр с глухозаземленной «нейтралью» с U2 220/380, то на входе трансформатора также организуется заземление. Допустимое (максимальное) R в этом случае – 10 Ом. На практике это означает, что одиночного штыря будет явно недостаточно.
Чтобы добиться выполнения требования по сопротивлению «линии», необходимо установить контур с определенной площадью и высокой проводимостью. Все его элементы перед монтажом тщательно зачищаются от лакокрасочных составов, масел и тому подобное.
Что используется (в качестве примера):
- трубы обсадные;
- элементы фундамента;
- участки металлопроводов (но только не связанные с перемещением горючих веществ – жидкостей, газов);
- экранирующие оплетки кабелей;
- опоры ЛЭП.
При выборе металлопродукции для организации контура необходимо учитывать минимально допустимые размеры его элементов (в мм): пруток – 10 (сечение), уголок или полосовая сталь – 4 (толщина). Длина – от 1,5 м и выше. Возвышение «обвязки» контура над грунтом – более полуметра.
При таком способе заземления схема несколько меняется – сварочный аппарат присоединяется к контуру по двум линиям. Если фиксацию проводов на резьбу произвести невозможно, используются следующие методики.
- Первая – сваркой. Шов по ширине должен превышать сечение провода: круглого – в 6 раз, прямоугольного – в 2.
- Вторая – хомутами.
Такие соединения сверху обрабатываются антикоррозийными веществами. На практике чаще всего это делается битумом.
Рекомендуемые схемы заземления (варианты)
Специфика использования переносных сварочных аппаратов в том, что организовать для них заземление не всегда возможно. В этом случае приборы, подключаемые к источнику более
42 В или = 110, должны присоединяться к схеме через УЗО.
Классификация заземлителей
Строгое соответствие стандартным мерам безопасности предполагает заземление электрических контуров в обязательном порядке. Сделать это можно двумя способами:
- вертикальным;
- горизонтальным.
Первый предусматривает использование труб, уголков или пластин, изготовленных из металла. Эти элементы нужно вкопать в грунт. В результате существенным образом экономится пространство. Преимуществом этого способа выступает отличная проводимость электрического тока, поскольку металлические детали вступают в непосредственный контакт с влажными земельными слоями.

Вертикальное заземление может применяться не во всех случаях. Там, где это по каким-то причинам невозможно, используют горизонтальный способ или глубинный. Особенность его состоит в закапывании в землю на определенную глубину металлических стержней, соединенных между собой.
Важно! В процессе создания контура заземления запрещено использовать алюминиевые детали, поскольку они отличаются слабой устойчивостью к электрокоррозии (самопроизвольному разрушению материалов в результате воздействия блуждающих токов).
Зануление, заземление, заземлитель – в чем разница
Цель данной статьи – дать развернутое описание заземления и всего, что с ним связано. В первую очередь необходимо обозначить разницу между этими понятиями. Не стоит путать заземление, заземлитель и заземляющее устройство при наладке сварочного оборудования. Так, заземление – это запланированный контакт оборудования или некоторых его частей с заземляющим устройством.
Иными словами, заземление – это процесс, а заземляющее устройство и заземлитель – нет. Заземляющее устройство представляет собой ансамбль заземлителя и заземляющих проводников. Заземлителем же может быть один либо несколько элементов, проводящих ток. Чаще всего эту роль играет кабель. Его главная задача – соединить сварочный аппарат с землей и передавать на нее вышедшую из-под контроля электроэнергию.

То, как заземляется сварочное оборудование, определяется целью и функциями заземляющего устройства. Так, последние условно подразделяются на три типа: защитные, грозозащитные и рабочие. Их задача обозначена в самом названии: защитные устройства оберегают людей и животных от удара током при соприкосновении со сварочной установкой. Они пригодятся в случае, если кабель фазы соприкоснется с металлической частью установки, не предназначенной для передачи тока, тем самым передав на нее напряжение.
Грозозащитные устройства направляют электричество от удара молнии в землю, заземляя при этом стержневые или тросовые разрядники и молниеотводы.
Рабочие устройства, отвечающие за заземление оборудования, обеспечивают его бесперебойный режим работы в штатных и в аварийных условиях. Иными словами, защита такого типа нацелена не на безопасность мастера, а на обеспечение исправного функционирования агрегата.
Существуют также устройства, которые одновременно выполняют и защитные, и рабочие функции. По своей природе заземлители разделяются на естественные и искусственные. Разница не в том, что одни рукотворные, а другие – нет. Дело в том, что естественные изначально задумывались не как заземлители. Это может быть арматура в металлическом каркасе бетонного строения или водопровод. Важно знать, что нельзя использовать в качестве заземлителя трубы, имеющие изоляционное покрытие. А вот искусственные – это заземлители, которые были специально созданы для этих целей.
Зануление – это факт создания связи между металлическим каркасом электрического прибора и нейтральности генератора или трансформатора. Как правило, для этого используется отдельный кабель, который так и называется – нулевой. Функция зануления заключается в создании возможности автоматического отключения питания от прибора, если произойдет короткое замыкание. Так, при возникновении проблемы аварийный участок будет моментально обесточен предохранителем или автоматом.
Заземление цехового оборудования
Согласно правилам устройства электроустановок до 1000 Вольт, их классифицируют по виду заземляемых устройств:
- Для типового станочного оборудования.
- Для электродвигателей и сварочных аппаратов.
- Для передвижных установок и эксплуатируемых электроприборов.
Заземление типового станочного оборудования
Для заземления цехового оборудования используют контур системы уравнивания потенциалов (далее СУП).
Система уравнивания потенциалов – это элемент устройства заземления, представляющий из себя контур из проводящих элементов для подключения корпусов оборудования с целью достижения равенства потенциалов.
Важно уделить внимание следующим техническим вопросам:
- Определить расположение контура СУП в рабочей зоне.
- Рассчитать толщину шины, используемой для соединения корпуса станка с УЗ.
- Определить место наложения стационарного заземления.
- Выяснить какие устройства используются для защиты опасных частей оборудования.
Контроль этих вопросов – обязанность цехового электрика, владеющего информацией о структуре и расположении элементов системы заземления и порядке подсоединения к ней корпусов станков, в том числе предписанном конструкцией станка расположении точки подключения заземляющей шины.
Заземление электродвигателей
Согласно нормам, заземление электродвигателей также является обязательным, кроме случаев, когда оборудование устанавливается на металлический пьедестал, имеющий контакт с грунтом. В остальных случаях необходимо соединить корпус с системой заземления при помощи медной жилы. Правилами указывается, что контакт с заземлением должно быть прямым у каждого электродвигателя и последовательное подключение нескольких устройств через заземляющую цепочку недопустим, поскольку обрыв линии приводит к потере контакта сразу всех электродвигателей.
Для грамотного подключения заземления необходимо предусмотреть на подводящем силовом кабеле 380 Вольт дополнительную шину, одним концом подключенную клемме заземления в распредкоробке двигателя, а вторым – к корпусу силового шкафа. При этом важно соблюсти последовательность подключения и соединить с системой заземления вначале электрический щиток. Важно также обеспечить соответствие диаметра сечения проводников установленным нормам.

Заземление сварочных аппаратов
Правила устройства электроустановок регламентируют также порядок заземления сварочных аппаратов. Заземление корпусов оборудования в данном случае является обязательным. Кроме корпуса заземляться должна и трансформаторная вторичная обмотка через один из выводов. Другой используется для подключения держателя электродов.
Возле заземляемого вывода на корпусе расположен соответствующий знак и приспособление для фиксации шины, соединяющей его с защитным контуром. Переходное сопротивление защитного контура или устройства не должно быть выше 10 Ом.
Для повышения электропроводимости системы заземления следует увеличить контактную площадь соединений, в том числе площадь соприкосновения с землей. Подключение к ЗУ должно быть индивидуальным у каждого сварочного аппарата и не должно осуществляться через заземляющую цепочку, поскольку в случае обрыва контакт с УЗ будет потерян сразу всеми аппаратами.

Защита передвижных установок
Особое внимание стоит уделить заземлению передвижных установок. Для защиты передвижных установок используют заземлители для передвижных установок ГОСТ 16556-02016. Поскольку особенности их эксплуатации затрудняют выполнение требований по обеспечению показателей переходного сопротивления, поэтому правилами устройства электроустановок допускается повышение показателя до 25Ом. Это относится только к установкам, снабженным автономным питанием и имеющим изолированную нейтраль.
Этот вид УЗ может применяется для установок с пониженным искрообразованием, не являющихся источниками питания для иного оборудования, а также для передвижных агрегатов, имеющих собственные заземлители, не задействованные в данный момент.
Передвижные установки, оснащенные автономным питанием, требуют регулярного освидетельствования на наличие повреждений защитной оболочки, поскольку имеют изолированную нейтраль и повышенный риск образования трущихся сочленений.
Защита электроприборов
При работе с электроприборами разных типов можно ориентироваться на стандартные правила обеспечения безопасности:
- Защитить открытые токоведущие части.
- Нарастить защитную изоляцию.
- Использовать специальные приспособления для ограничения доступа к корпусам оборудования.
- Если позволяет конструкция, можно как меру использовать понижение напряжения.
Во избежание пробоев изоляции и попадания фазы на корпус электроприбора эффективными являются традиционные методы:
- Наличие системы заземления.
- Система уравнивания потенциалов.
- Усиление изоляции токоведущих частей.
- В некоторых случаях как меру безопасности при работе с электрооборудованием можно использовать ограничение доступа в помещения, представляющие потенциальную опасность за счет повышенной влажности, запыленности и т.п.
Важно учесть, если помимо заземления используются другие методы защиты людей – они не должны быть взаимоисключающими и снижать эффективность друг друга.
Задействовать естественные заземлители для обеспечения защиты возможно только при отсутствии вероятности повреждения подземных конструкций, в случае протекания по ним аварийного тока.
Заземление сварочного аппарата: требования, устройство и схема

Каждая стационарная установка для сварки имеет, как правило, отдельный заземляющий контур. Один кабель для заземления прикрепляется к металлическому основанию аппарата, а другой — к вкопанному в землю стержню из металла.
Подобное соединение оборудования с землей обеспечивает равенство потенциалов между ними. Если корпус окажется под воздействием напряжения, случайное прикосновение человека не приведет к удару электрическим током. То же самое касается и других узлов аппарата, через которые проходит ток.
Правила заземления электродвигателя
Согласно действующим нормативам электродвигатели также подлежат обязательному защитному заземлению.
Обратите внимание: Исключением из этого требования является ситуация, когда корпус электродвигателя располагается на металлическом пьедестале, непосредственно связанном с грунтом.
Во всех остальных случаях его обязательно нужно будет соединить специальной медной жилой с заземляющим контуром (фото ниже).
 Схема заземления электродвигателя
Схема заземления электродвигателя
В ПУЭ особо отмечается, что такое соединение должен иметь каждый электродвигатель, независимо от их количества в данном электрохозяйстве.
Последовательное подключение нескольких агрегатов в заземляющую цепочку категорически запрещено (в этом случае при обрыве линии в одном месте заземления лишаются все двигатели).
Болт заземления на корпусе электродвигателя
Болт заземления в клеммной коробке электродвигателя
Для грамотного обустройства ЗУ в подводящем силовом кабеле 380 Вольт должна быть предусмотрена отдельная (дополнительная) шина. Один ее конец подключается к «земляной» клемме распредкоробки электродвигателя, а второй – непосредственно к корпусу силового шкафа.
Важно! В этом случае должна соблюдаться последовательность установки заземления, согласно которой перед подсоединением кабеля сначала к ЗУ подключается сам электрический щиток.
Сечение проводников, используемых при обустройстве заземления для электродвигателей должно соответствовать нормам, приведенным в ПУЭ (смотрите таблицу).
 Таблица выбора сечения заземляющих проводников
Таблица выбора сечения заземляющих проводников
Заземление сварочного аппарата: требования, устройство и схема
Каждая стационарная установка для сварки имеет, как правило, отдельный заземляющий контур. Один кабель для заземления прикрепляется к металлическому основанию аппарата, а другой — к вкопанному в землю стержню из металла.
Подобное соединение оборудования с землей обеспечивает равенство потенциалов между ними. Если корпус окажется под воздействием напряжения, случайное прикосновение человека не приведет к удару электрическим током. То же самое касается и других узлов аппарата, через которые проходит ток.
Основные требования
Для обеспечения заземления задействуют кабель из меди или арматуру из металла (диаметром не меньше 6 и 12 мм соответственно). Крепление медного кабеля к корпусу производят с помощью болта, расположенного на сварочном оборудовании. В большинстве случаев провод обозначается надписью «Земля», но возможно и другое название.
В устройстве, предназначенном для сварки посредством электрической дуги, необходимо заземлять не только основные элементы. При работе с такими аппаратами нужно обращать внимание и на зажим вторичной обмотки. К нему подключается проводник, ведущий к обрабатываемой детали.
Важно! Если ток проводится по двужильному кабелю, недопустимо применение в процессе заземления сварочного трансформатора проводов «ноль» и «фаза».
Классификация заземлителей
Строгое соответствие стандартным мерам безопасности предполагает заземление электрических контуров в обязательном порядке. Сделать это можно двумя способами:
- вертикальным;
- горизонтальным.
Первый предусматривает использование труб, уголков или пластин, изготовленных из металла. Эти элементы нужно вкопать в грунт. В результате существенным образом экономится пространство. Преимуществом этого способа выступает отличная проводимость электрического тока, поскольку металлические детали вступают в непосредственный контакт с влажными земельными слоями.
Вертикальное заземление может применяться не во всех случаях. Там, где это по каким-то причинам невозможно, используют горизонтальный способ или глубинный. Особенность его состоит в закапывании в землю на определенную глубину металлических стержней, соединенных между собой.
Важно! В процессе создания контура заземления запрещено использовать алюминиевые детали, поскольку они отличаются слабой устойчивостью к электрокоррозии (самопроизвольному разрушению материалов в результате воздействия блуждающих токов).
Клеммы аппаратуры для сварки
К подбору нажимов, предназначенных для крепления провода к источнику питания, следует относиться с особым вниманием. Правильный выбор способен не только сделать работу сварщика более безопасной, но и обеспечить хорошее качество шва.
Нужно учитывать как максимальное количество тока, так и массу кабеля, который соединен с зажимом. Необходимо обращать внимание и на то, насколько надежно клеммы соприкасаются с поверхностью обрабатываемой детали. Контакт зависит от коэффициента упругости пружин, которыми оснащены зажимы.
Существуют три основных типа клемм, применяемых при заземлении:
- магнитная прищепка;
- фиксатор «крокодил», получивший свое название из-за схожести с челюстями рептилии;
- струбцина.
Наибольшее распространение нашли первые два вида. Магнит позволяет закрепиться на любой поверхности, например, на деталях необычной или закругленной формы — там, где существуют определенные сложности с фиксацией.
Использование зажима типа «крокодил» обеспечивает надежность крепления. Сам фиксатор отличается удобством в использовании. Срок его службы зависит от состояния пружины, которую не рекомендуется перегревать. Речь идет об одном из главных элементов клеммы: если выйдет он из строя, это негативным образом скажется на функционировании самого зажимного устройства.
Способы обеспечения электробезопасности
Крайне важно соблюдать меры, которые позволят уберечь рабочего от производственных травм. В процессе сварки следует придерживаться следующих правил:
- Подключить к контуру заземления все элементы, по которым не проводится ток.
- Оборудовать точку заземления для каждого аппарата.
- Заземлять каждое устройство последовательно недопустимо.
- При отсутствии возможности заземления применять устройство, позволяющее отключать электричество в автономном режиме.
Немаловажное значение имеет степень эффективности защиты работника от электротравм. Существуют определенные нормы безопасности, по которым показатель сопротивления заземляющего контура должен быть не выше 5 Ом. Необходимо их придерживаться путем обеспечения как можно большей площади контакта заземлителя с поверхностью земли. Следует позаботиться об удовлетворительной проводимости тока.
Заземлитель соединяется с проводником в основном с помощью сварки, в отдельных случаях крепится специальными хомутами. И в том, и в другом случае необходимо позаботиться о защите материалов от вредного воздействия окружающей среды. С этой целью место соединения нужно обработать, чтобы предотвратить коррозию — подходит, в частности, эпоксидная смола.
Контроль за состоянием сварочного аппарата
При проведении работ оборудование должно полностью соответствовать нормам безопасности. В период осмотров необходимо обращать внимание на следующие моменты:
- исправность систем защиты и существования замыкания между элементами обмотки трансформатора;
- состояние заземляющего контура, отсутствие оголенных деталей, по которым идет ток, или замыкание на корпус.
Важно! Сварочный аппарат нуждается в регулярных проверках.
Рекомендуемая схема заземления
С помощью рисунка представлен порядок работы сварочного аппарата при питании его от сети переменного тока. На изображении показан последовательный порядок заземления. Можно увидеть, каким образом кабель соединяется с держателем электрода.
Указано, что вторичная обмотка контактирует с обрабатываемым материалом посредством специального зажима. При работе с передвижными установками используют переносное заземляющее оборудование.
Правила работы со сварочным инвертором
Игнорирование мер безопасности при сварке с помощью источника питания сварочной дуги представляет угрозу для жизни человека. Несчастный случай может произойти в момент замыкания фазы на корпус.
Определенную опасность таит в себе использование относительно дешевых инверторов: в такой аппаратуре часто повреждается силовой трансформатор, что становится причиной попадания напряжения на клемму массы и держатель электрода. В результате возникает угроза поражения сварщика током. Не всегда можно сделать заземление, поэтому в процессе использования инвертора рекомендуется использовать устройство защитного отключения.
Соблюдение всех перечисленных норм сделает сварочный процесс максимально безопасным. Пренебрежение правилами приведет к тяжким последствиям. Необходимо осуществлять постоянный контроль за состоянием электрокабелей и деталей аппарата, которые могут представлять опасность для жизни рабочего. Целесообразно применять средства индивидуальной защиты.
Заземление сварочного аппарата: требования, устройство и схема
Во что обойдется установка контура и как произвести расчеты
Сметная стоимость для изготовления контура заземления в доме своими руками рассчитывается исходя из стоимости и количества материала израсходованного для монтажа, а так же стоимости работ по сборке и пусконаладочным работам.
Для расчета возьмем стандартный вариант:
- Стоимость 9 метров уголка 50 х 50 (3 заземляющих электрода по 3 метра);
- Стоимость 9 метров металлической пластины (3 стороны равнобедренного треугольника по 3 метра);
- Стоимость стального провода для подведения шины заземления к месту распределения;
- Стоимость проводимых земельных работ для изготовления контура;
- Сварочные работы по сборке;
- Пусконаладочные работы электротехнической лабораторией.
В разных магазинах цены на материалы различаются, но для примерной оценки стоимости можете поискать информацию о стоимости всех этих материалов в разных интернет-магазинах.
Рекомендуемая схема заземления
С помощью рисунка представлен порядок работы сварочного аппарата при питании его от сети переменного тока. На изображении показан последовательный порядок заземления. Можно увидеть, каким образом кабель соединяется с держателем электрода.
Указано, что вторичная обмотка контактирует с обрабатываемым материалом посредством специального зажима. При работе с передвижными установками используют переносное заземляющее оборудование.

Особенности электросварки в особо опасных условиях
При сварке внутри металлических конструкций, котлов, резервуаров, а также наружных установок (после дож- дл и снегопада) сварщик кроме спецодежды обязан дополнительно пользоваться диэлектрическими перчатками, галошами и ковриком. При работе в закрытых емкостях необходимо также надевать резиновый шлем. Пользоваться металлическими щитками в этом случае запрещается.
Работы в закрытых емкостях ведутся не менее чем двумя лицами, причем один из них должен иметь квалификационную группу не ниже III и находиться снаружи свариваемой емкости для контроля за безопасным проведением работ сварщиком. Электросварщик, работающий внутри емкости, снабжается предохранительным поясом с веревкой, конец которой должен быть у второго лица, находящегося снаружи.

Заземление сварочных аппаратов
При работе со сварочным оборудованием заземление его корпуса согласно требованиям ПУЭ также обязательно. Помимо этой части электрического агрегата заземляться должен один из выводов трансформаторной вторичной обмотки (к другой клемме подсоединяется держатель электродов). Заземляемый вывод на корпусе обозначается соответствующим значком и оснащается приспособлением, надежно фиксирующим протянутую от защитного контура шину.

Схема заземления сварочного аппарата
Величина переходного сопротивления защитного контура или ЗУ для сварочного оборудования не должна превышать 10-ти Ом. Если потребуется повысить электропроводимость заземляющей конструкции – увеличивают контактную площадь всех соединений, включая поверхность соприкосновения с землей.
Как и в случае с рассмотренными ранее электродвигателями последовательное включение сварочных аппаратов в заземляющую цепочку запрещено.
Установки электрической сварки (резки, наплавки) плавлением
7.6.45. Проходы между однопостовыми источниками сварочного тока – преобразователями (статическими и двигатель-генераторными) установок сварки (резки, наплавки) плавлением – должны быть шириной не менее 0,8 м, между многопостовыми – не менее 1,5 м, расстояние от одно- и многопостовых источников сварочного тока до стены должно быть не менее 0,5 м.
Проходы между группами сварочных трансформаторов должны быть шириной не менее 1 м. Расстояние между сварочными трансформаторами, стоящими рядом в одной группе, должно быть не менее 0,1 м.
Регулятор сварочного тока (если он выполнен в отдельной оболочке) следует устанавливать рядом со сварочным трансформатором или над ним. Установка сварочного трансформатора над регулятором тока не допускается.
7.6.46. Проходы с каждой стороны стеллажа для выполнения ручных сварочных работ на крупных деталях или конструкциях должны быть шириной не менее 1 м. Столы для мелких сварочных работ могут примыкать с одной стороны непосредственно к стене кабины; с других сторон должны быть проходы шириной не менее 1 м. Кроме того, в сварочной мастерской (на участке) должны быть предусмотрены проходы, ширина которых устанавливается в зависимости от числа работающих, но не менее 1 м.
7.6.47. Проходы с каждой стороны установки автоматической дуговой сварки под флюсом крупных изделий, а также установок дуговой сварки в защитном газе, плазменной, электронно-лучевой и лазерной сварки должны быть шириной не менее 1,5 м.
7.6.48. Для подвода тока от источника сварочного тока к электрододержателю установки ручной дуговой сварки (резки, наплавки) или к дуговой плазменной горелке прямого действия установки плазменной резки (сварки) должен применяться гибкий провод с резиновой изоляцией и в резиновой оболочке. Применение проводов с изоляцией или в оболочке из материалов, распространяющих горение, не допускается.
7.6.49. Электрические проводки установок и аппаратов, предназначенных для дуговой сварки ответственных конструкций: судовых секций, несущих конструкций зданий, мостов, летательных аппаратов, подвижного состава железных дорог и других средств передвижения, сосудов, котлов и трубопроводов на давление более 5 МПа, трубопроводов для токсичных веществ и т.п., должны быть выполнены проводами с медными жилами.
7.6.50. В качестве обратного провода, соединяющего свариваемое изделие с источником сварочного тока в указанных в 7.6.48 установках стационарного использования, могут служить гибкие и жесткие провода, а также, где это возможно, стальные или алюминиевые шины любого профиля достаточного сечения, сварочные плиты, стеллажи и свариваемая конструкция (см. также 7.6.51 и 7.6.52).
В электросварочных установках с переносными и передвижными сварочными трансформаторами обратный провод должен быть изолированным так же, как и прямой, присоединяемый к электрододержателю.
Элементы, используемые в качестве обратного провода, должно надежно соединяться сваркой или с помощью болтов, струбцин либо зажимов.
7.6.51. В установках для автоматической дуговой сварки в случае необходимости (например, при сварке круговых швов) допускается соединение обратного провода со свариваемым изделием при помощи скользящего контакта соответствующей конструкции.
7.6.52. В качестве обратного провода не допускается использование металлических строительных конструкций зданий, трубопроводов и технологического оборудования, а также проводников сети заземления.
7.6.53. Электрододержатели для ручной дуговой сварки и резки металлическим и угольным электродами должны удовлетворять требованиям действующих стандартов.
7.6.54. Напряжение холостого хода источника сварочного тока установок дуговой сварки при номинальном напряжении питающей электрической сети не должно превышать для источников постоянного тока 100 В (среднее значение) и для источников переменного (действующее значение):
- 80 В – для установок автоматической дуговой сварки на номинальный сварочный ток 630 А;
- 120 В – для установок автоматической дуговой сварки на номинальный сварочный ток 1600 А;
- 140 В – для установок автоматической дуговой сварки на номинальный сварочный ток 2000 А.
В цепи сварочного тока допускаются кратковременные пики напряжения при обрыве дуги длительностью не более 0,5 с.
7.6.55. Для возбуждения дуги в установках дуговой сварки (резки) без предварительного замыкания сварочной цепи между электродом и свариваемым изделием и повышения стабильности горения дуги допускается применение преобразователей повышенной частоты (осцилляторов).
Для повышения устойчивости горения дуги переменного тока допускается применение в установках дуговой сварки (резки) импульсных генераторов, резко поднимающих напряжение между электродом и свариваемым изделием в момент повторного возбуждения дуги. Импульсный генератор не должен увеличивать напряжение холостого хода сварочного трансформатора более чем на 1 В (действующее значение).
7.6.56. Номинальное напряжение электродвигателей и электротехнических устройств, расположенных на переносных частях электросварочных автоматов и полуавтоматов должно быть не выше 50 В переменного или 110 В постоянного тока. Электродвигатели и электротехнические устройства переменного тока должны подключаться к питающей сети через понижающий трансформатор с заземленной вторичной обмоткой или через разделительный трансформатор, являющийся частью сварочного устройства. Корпуса электродвигателей и электротехнических устройств при этом допускается не заземлять. Электродвигатели и электротехнические устройства, расположенные на частях стационарных и передвижных электросварочных автоматов, смонтированных на стационарных установках, допускается питать от сети 220 и 380 В переменного тока или от сети 220 и 440 В постоянного тока при обязательном заземлении их корпусов, которые должны быть электрически изолированы от частей, гальванически связанных со сварочной цепью.
7.6.57. Напряжение холостого хода источников сварочного тока установок плазменной обработки при номинальном напряжении сети должно быть не выше:
- 500 В – для установок автоматической резки, напыления и плазменно-механической обработки;
- 300 В – для установок полуавтоматической резки или напыления;
- 180 В – для установок ручной резки, сварки или наплавки;
7.6.58. Установки для автоматической плазменной резки должны иметь блокировку, исключающую шунтирование замыкающих контактов в цепи питания катушки коммутационного аппарата без электрической дуги.
7.6.59. Управление процессом механизированной плазменной резки должно быть дистанционным. Напряжение холостого хода на дуговую головку до появления “дежурной” дуги должно подаваться включением коммутационного аппарата при нажатии кнопки “Пуск”, не имеющей самоблокировки. Кнопка “Пуск” должна блокироваться автоматически после возбуждения “дежурной” дуги.
7.6.60. Источники питания сварочным током электронных пушек установок электронно-лучевой сварки должны иметь разрядник, установленный между выводом положительного полюса выпрямителя и его заземленным корпусом. Кроме того, для предотвращения пробоев изоляции цепей низшего напряжения установки и изоляции в питающей электрической сети, к которой установка присоединяется, вызванных наведенными зарядами в первичных обмотках повышающих трансформаторов, между выводами первичной обмотки и землей должны включаться конденсаторы или приниматься другие меры защиты.
7.6.61. Сварочные электронно-лучевые установки должны иметь защиту от жесткого и мягкого рентгеновского излучения, обеспечивающую их полную радиационную безопасность, при которой уровень излучения на рабочих местах должен быть не выше допускаемого действующими нормативами для лиц, не работающих с источниками ионизирующих излучений.
Контроль состояния заземления
Согласно требованиям ПУЭ для эффективной защищённости от случайного электрического удара суммарное сопротивление заземляющего устройства не должно быть более 5 Ом.
Для достижения этого показателя при обустройстве заземления сварочного оборудования следует обеспечить требуемую электропроводность системы, увеличивая площадь контакта элементов с грунтом.
В реальных условиях достичь показателя в 5 Ом удаётся с большим трудом. Для обеспечения нормируемой величины переходного сопротивления используются искусственные приёмы его снижения (введением в прилежащий грунт специальных химикатов).
Независимо от способа обустройства заземляющей конструкции, все её открытые части (и в особенности – стыки) должны быть обработаны защитным составом. В качестве такого покрытия обычно используется разогретая до жидкого состояния смола.
И, наконец, с целью контроля исправности системы заземлителей в соответствии с требованиями нормативов должны проводиться регулярные проверки их текущего состояния.
В процессе таких проверок осуществляется визуальный осмотр открытых мест соединения частей ЗУ или делается контрольная выемка грунта на глубину, определяемую требованиями ПУЭ. В последнем случае проверяют состояние скрытых в земле шин и сварных соединений.
Конструктивные особенности и последовательность монтажа главной заземляющей шины
Главная заземляющая шина представляет собой медную пластину с отверстиями для крепежных болтов, к которым прикручиваются наконечники проводов. Длина шины и количество отверстий зависит от размеров шкафа и количества элементов с проводами, которые необходимо заземлить. Производители делают шины различной длины, ширины с болтами, отличающимися по диаметру в зависимости от сечения провода и наконечника, который надо прикручивать.
К металлическому корпусу шкафа шина фиксируется болтами на изолированных подставках, при этом обеспечивается электрический контакт корпуса и шины. Располагается конструкция горизонтально, внутри нижней части ВРУ, так удобнее заводить и прикручивать провода для заземления. Благодаря изолирующим опорам на болтах для крепления всей конструкции, образуется расстояние между стенкой шкафа и шиной.
Таблица характеристик производимых шин для заземления:
| Тип | Ток в Амперах | Габариты в мм |
| ГЗШ-10 -1-10 | 340 | 265х310х120 |
| ГЗШ-10 -3-10 | 625 | 265х310х120 |
| ГЗШ-10 -3-20 | 625 | 265х310х120 |
| ГЗШ-10 -4-10 | 860/870 | 265х310х120 |
| ГЗШ-10 -5-10 | 1475/1525 | 265х310х120 |
| ГЗШ-10-2-10 | 475 | 265х310х120 |
| ГЗШ-21 -1-20 | 340 | 395х310х120 |
| ГЗШ-21 -2-20 | 475 | 395х310х120 |
| ГЗШ-21 -4-20 | 860/870 | 395х310х120 |
| ГЗШ-21 -5-20 | 1475/1525 | 395х310х120 |
Это позволяет зафиксировать и удерживать гаечным ключом головку болта с обратной стороны шины, чтобы надежно затянуть наконечники проводов. Обратите внимание, частая ошибка по невнимательности, перед опрессовкой наконечников все провода маркируются, потом не получится, придется обрезать наконечники и делать все заново.
Если затягивать гайки на болтах неудобно, по причине малого расстояния между планкой и стенкой, болты крепления и диэлектрические опоры можно заменить на более длинные. Это увеличит пространство между шиной и задней стенкой, но надо учитывать, чтобы оставалось расстояние для закрытия дверцы шкафа.
Подключаются провода с желто-зеленой изоляцией по всей длине или одевается кембрик, термотрубка аналогичной расцветки в местах соединения к шине. На дверцах шкафа с внутренней стороны наклеивают схему, на которой указывается, откуда и на какую клему ГЗШ приходят линии заземления.
- В первую очередь крепится провод от контура заземления здания, потом от подстанции идущий с линии ЛЭП или подземным кабелем, в большинстве случаев сечением не менее 10 мм 2 .
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Защита электроприборов
Для обеспечения требуемого уровня защиты при работе с электрическими приборами различного типа возможны следующие защитные меры:
- надежная защита открытых для общего доступа токоведущих частей;
- усиление защитной изоляции методом ее наращивания;
- ограничение доступности к корпусам оборудования.
Кроме того, для этих целей могут применяться пониженные напряжения (если это позволяют особенности конструкции).

Чтобы избежать нежелательных пробоев изоляции и попадания опасного напряжения на корпуса электроприборов используются следующие «классические» методы:
- Наличие защитного заземления.
- Система выравнивания потенциалов.
- Дополнительная (усиленная) изоляция токоведущих частей.
В отдельных случаях ограничение проявляется в том, что такие образцы электроаппаратуры не допускается эксплуатировать в особо опасных помещениях (влажных или с сильным запылением). Если наряду с заземлением применяются другие способы защиты работающих с приборами людей – они не должны взаимно исключать друг друга. Другими словами их действие не должно снижать эффективность уже имеющейся и работающей в этом месте защиты.
Применение элементов естественных заземлителей допускается только в ситуациях, когда исключена вероятность нанесения подземным конструкциям ощутимого ущерба, связанного с протеканием по ним аварийного тока.
Типы клемм сварочных аппаратов
Правильно подобранные клеммы заземления помогут обезопасить сварщика от поражения электрическим током, и обеспечить высокое качество шва. Клеммы заземления необходимо выбирать исходя из максимального тока и веса кабеля, подсоединенного к зажиму. Учитывается надежность контакта клемм с рабочей поверхностью свариваемой детали (ее обеспечивает жесткость пружины). Угол раскрытия зажима должен создавать надежное соединение с деталями любых габаритов.

Клеммы заземления делятся на три основных вида:
- зажим типа «Крокодил»;
- магнитный зажим;
- струбцина.
Наиболее часто для заземления сварочного аппарата используются магнитный зажим и зажим «крокодил». Использование магнитного зажима упрощает установку массы на деталях неправильной формы, закругленных поверхностях и конструкциях, на которых затруднительно прикрепить клемму другого типа.
Зажим типа «крокодил» отличается надежностью соединения с поверхностью детали и удобством использования. Для того чтобы продлить срок службы зажима «крокодил» нельзя допускать сильного перегрева пружины, которая является одним из основных элементов клеммы.
Правила безопасности при работе со сварочным инвертором
При выполнении сварочных работ, используя инвертор, замыкание фазы на корпус может стать причиной несчастного случая. Кроме этого, в бюджетных инверторах китайского производства нередко случаются пробои силового трансформатора. Вследствие подобной неполадки держатель электрода и клемма массы становятся токопроводящими, и несут опасность. Заземление могло бы обезопасить сварщика от поражения током, но его применение зачастую невозможно при использовании переносного оборудование для сварки. Потому, при использовании инвертора, необходимо наряду с заземлением использовать УЗО.
Источник https://stroitelstvo-gid.ru/elektrika/pravila-zazemleniya-oborudovaniya-na-proizvodstve.html
Источник https://math-nttt.ru/instrument/zazemlenie-svarochnogo-oborudovaniya-2.html
Источник https://eldomo.ru/elektroprovodka/zazemlenie-oborudovaniya-dlya-svarki


