Содержание
Литейное оборудование
Классифицируют литейные цеха по роду литейного сплава, характеру (серийности) производства, массе одной отливки, мощности цехов (годовому производству отливок), способам производства и отраслям промышленности, которую они обслуживают. По каждому из этих признаков литейные цеха подразделяют на ряд категорий.
Литейные цеха по роду сплавов подразделяют на чугунолитейные (серого чугуна, ковкого, высокопрочного и легированного), сталелитейные (углеродистых, низколегированных и высоколегированных сталей) и литейных цветных сплавов, в том числе цеха тяжелых цветных (бронзолатунные и цинковые) и легких сплавов (алюминиевые и магниевые).
По серийности различают литейные цеха массового, крупносерийного, серийного, мелкосерийного и единичного производства отливок. Классификация литейных цехов черных сплавов по серийности производства приведена в табл. 1, где указано примерное годовое количество отливаемых деталей одного наименования применительно к весовым группам отливок.
Таблица 1. Классификация литейных цехов черных сплавов по серийности производства
По массе одной отливки литейные цеха делят на пять групп: цеха мелкого, среднего, крупного, тяжелого и особо тяжелого литья. Каждой группе цехов в зависимости от серийности производства соответствует своя максималь
ная штучная масса отливки (табл. 2). При достаточной загрузке оборудования отливки первых трех групп можно отливать в одном цехе, но в самостоятельных поточных линиях. Цеха тяжелого и особо тяжелого литья рекомендуется строить при минимальной массой отливки более 1 т.
По объему производства различают литейные цеха малой, средней и большой мощности.
Таблица 2. Классификация литейных цехов черных сплавов по максимальной массе одной отливки, кг
По способам производства литейные цеха делят на цеха, производящие отливки в объемные песчаные формы и цеха, где отливки изготавливают специальными способами литья: в оболочковые формы, металлические формы (кокили), под давлением, центробежным и др. Отдельную классификационную группу представляют литейные цеха, производящие специальные виды отливок: ванны купальные, изложницы и др.
2. Технологическая характеристика отливок
Среди отливок до 80 % по массе занимают детали, изготовляемые литьем в песчаные формы. Метод является универсальным применительно к литейным материалам, а также к массе и габаритам отливок. Специальные способы литья значительно повышают стоимость отливок, но позволяют получать отливки повышенного качества с минимальным объемом механической обработки. Способы получения отливок различными методами приведены в табл. 3.
Отливки, не рассчитываемые на прочность, с размерами, определяемыми конструктивными и технологическими соображениями, относят к неответственным; отливки, испытываемые на прочность, работающие при статических нагрузках, а также в условиях трения скольжения, относят к ответственным. Особо ответственные — это отливки, эксплуатируемые в условиях динамических знакопеременных нагрузок, а также испытываемые на прочность.
Возможности повышения производительности процессов литья, точности размеров и качества отливок расширяются при их изготовлении в автоматизированных комплексах, в которых используются новые механизмы для уплотнения смеси. Применяются электронные схемы управления технологическими процессами и счетно-решающие устройства для выбора оптимальных режимов.
Таблица 3. Способы изготовления отливок и область их применения
Применение роботов для нанесения покрытий, обсыпки блоков заливочных комплексов с телеуправлением обеспечивает защиту оператора от воздействия пыли, дыма, теплоты и брызг металла.
Прогрессивно также применение покрытия литейной формы для поверхностного легирования отливок. Так, карбидообразующие легирующие элементы (теллур, углерод, марганец) повышают износостойкость формы и устраняют рыхлость отливок; графитизирующие легирующие элементы (кремний, титан, алюминий) устраняют отбел, уменьшают остаточные напряжения и улучшают обрабатываемость отливок. Применение жидкоподвижных смесей при литье в песчаные формы повышает производительность труда, снижает трудоемкость изготовления формы и стержней в 3…5 раз, исключает ручной труд и позволяет полностью механизировать и автоматизировать производство изготовления форм и стержней независимо от их размеров, конфигурации и номенклатуры.
При производстве крупных отливок применение регулируемого охлаждения формы позволяет сократить продолжительность охлаждения в литейной форме отливок массой 20…200 т в 2 раза по сравнению с естественным охлаждением.
Отливки I класса точности обеспечиваются формовкой по металлическим моделям с механизированным выемом моделей из форм и с заливкой металла в сырые и подсушенные формы. Этот способ применяют в условиях массового производства и для изготовления наиболее сложных по конфигурации тонкостенных отливок.
Отливки II класса точности обеспечиваются формовкой с механизированным выемом деревянной модели, закрепляемой на легкосъемных металлических плитах, из форм и заливкой в сырые и подсушенные формы. Этот способ применяют для получения отливок в серийном производстве.
Отливки III класса точности обеспечиваются ручной формовкой в песчаные формы, а также машинной формовкой по координатным плитам с незакрепленными моделями. Этот способ является оптимальным для изготовления отливок любой сложности, любых размеров и массы из разных литейных сплавов в единичном и мелкосерийном производстве.
Технологичность конструкций отливок характеризуется условиями формовки, заливки формы жидким металлом, остывания, выбивки, обрубки. На выполнение основных операций технологического процесса получения отливки влияют уклоны, толщина стенок, размерные соотношения стержней и другие условия.
3. Плавильные агрегаты для чугунного литья
Для плавки чугуна применяют вагранки, дуговые электропечи ДЧМ, ИЧКМ, индукционные тигельные печи ИЧТ. Зависимость производительности вагранок от диаметра их шахты, а также рекомендуемая емкость копильников и грузоподъемность скиповых подъемников для загрузки шихты даны в табл. 4.
Таблица 4. Вагранки с подогревом дутья и очисткой газов
Емкость бадьи и грузоподъемность скипового подъемника определены для совместной загрузки шихты, топлива и флюсов (см. табл. 4). При раздельной загрузке шихты и топлива с флюсом, что часто имеет место в практике, следует предусматривать меньшую емкость бадьи и соответственно грузоподъемность скипового подъемника.
Кроме скиповых подъемников, при которых легко автоматизируется загрузка шихты, допускается в отдельных случаях применение непрерывной загрузки вагранок пластинчатыми транспортерами или другими транспортными средствами. Для загрузки вагранок при реконструкции существующих цехов могут быть использованы монорельсовые тележки и шарнирные краны (существующие). При проектировании обязательно предусматривают грануляцию шлака и механизацию уборки отходов от вагранки (рис. 1).
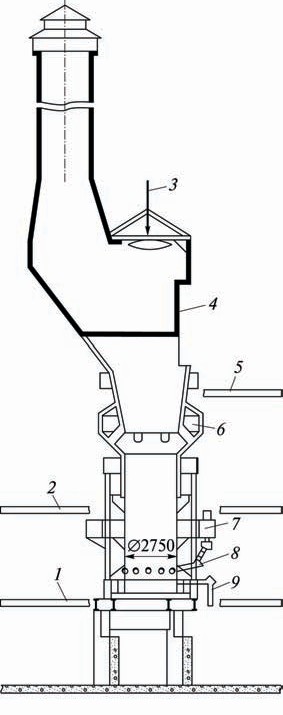
Рис. 1. Продольное сечение вагранки фирмы «Крайслер» производительностью 50 т/ч: 1, 2 — площадка обслуживания; 3 — тарельчатый затвор; 4 — загрузочное окно; 5 — загрузочная площадка; 6 — окно забора газа; 7 — воздушная коробка; 8 — фурмы; 9 — желоб
Набор и взвешивание ваграночной шихты (шихтовку) осуществляют магнитными кранами с регулируемой подъемной силой магнитной шайбы или с помощью системы индивидуальных дозаторов с тензометрическими датчикам. В последнем случае для подачи металлических компонентов шихты в дозаторы в системе устанавливают встряхивающие бункера с траковыми или другого типа питателями. Взвешенные дозы каждой составляющей металлической шихты выдают на реверсивный пластинчатый конвейер, который подает шихту к воронке, расположенной над бадьей скипового подъемника.
При любой системе шихтовки металлических компонентов взвешенные в заданных количествах кокс и известняк загружают в бадью во время кратковременной остановки ее по пути следования шихтовых материалов в вагранку. При выборе плавильных устройств следует учитывать, что в процессе нагрева и расплавления чугуна в вагранках тепловой коэффициент полезного действия печи (ТКПД) достигает 45 %, но при перегреве жидкого чугуна он падает до 5 %. Перегрев жидкого чугуна в электропечах происходит при ТКПД порядка 55 %, а нагрев до температуры плавления — при ТКПД, равном 20…30 %. Следовательно, плавить чугун экономичнее в вагранках, а перегревать жидкий чугун до нужной температуры — в электрических печах. Поэтому дуплекс-процесс «вагранка—электропечь» получает все более широкое применение в чугунолитейном производстве.
Дуговые электропечи типа ДЧМ-10 используют при ваграночном дуплекс-процессе для подогрева и доводки жидкого чугуна до заданных температуры и химического состава. Печи типа ДЧМ-10 в современных цехах заменяют индукционными миксерами промышленной частоты тигельного или канального типа.
В России изготавливают тигельные индукционные миксеры ИЧТМ вместимостью тигля 1…16 т. Технические характеристики этих миксеров приведены в табл. 5, характеристики индукционных канальных миксеров типа ИЧКМ полезной емкостью 2,5…100 т — в табл. 6. С энергетической точки зрения печи ИЧКМ по сравнению с тигельными являются более экономичными, так как имеют более высокий ТКПД.
Таблица 5. Технические характеристики индукционных тигельных миксеров промышленной частоты для перегрева и выдержки расплавленного чугуна
перегреве металла на 100 оС,
* В числителе — теоретическая, в знаменателе — действительная производительность.
Технические параметры индукционных тигельных печей ИЧТ приведены в табл. 7.
Таблица 6. Технические характеристики индукционных канальных миксеров промышленной частоты
| Модели | Полезная вместимость, т | Мощность питающего трансформатора, кВ · А, исполнений | Намечаемая теоретическая производительность при перегреве чугуна на 100 оС, т/ч, исполнений | ||
| I | II | I | II | ||
| ИЧКМ-2,5 | 2,5 | 400 | — | 7 | — |
| ИЧКМ-4 | 4 | 630 | 14 | ||
| ИЧКМ-6 | 6 | ||||
| ИЧКМ-10 | 10 | 1260 | 29 | ||
| ИЧКМ-16 | 16 | ||||
| ИЧКМ-25 | 25 | 1260 | 2520 | 30 | 60 |
| ИЧКМ-40 | 40 | ||||
| ИЧКМ-60 | 60 | 2000 | 4000 | 60 | 124 |
| ИЧКМ-100 | 100 | ||||
Таблица 7. Технические характеристики индукционных тигельных печей промышленной частоты для плавки чугуна*
* Рабочая температура жидкого металла 1400 С.
В табл. 8 приведены данные производительности установок, состоящих из двух (одного) тиглей и одного основного (плавильного) трансформатора. При установке трех (двух) тиглей и двух трансформаторов, из которых один плавильный, а другой вспомогательный для миксерного режима, действительную производительность всей установки определяют с коэффициентом 1,3.
Таблица 8. Производительность индукционных тигельных печей промышленной частоты для плавки чугуна
4. Плавильные агрегаты для плавки стального литья
Технические характеристики дуговых сталеплавильных печей ДСП приведены в табл. 9, а индукционных тигельных печей ИСТ повышенной частоты — в табл. 10.
Таблица 9. Технические характеристики дуговых сталеплавильных печей
1. Гидравлические приводы механизмов перемещения электродов, наклона печи, подъема и поворота свода снабжаются от насосно-аккумуляторной станции.
2. Электропечи вместимостью 25 и 50 т могут быть оборудованы устройствами для электромагнитного перемешивания жидкой стали.
Талица 10. Технические характеристики индукционных тигельных печей
Примечание . Рабочая температура металла 1600 о С.
Сведения о производительности печей типов ДСП и ИСТ приведены в табл. 11 и 12 соответственно.
Таблица 11. Производительность электрических дуговых стеклоплавильных печей
основного процесса при числе смен:
Таблица 12. Производительность индукционных тигельных печей повышенной частоты для плавки стали
| Параметры | ИСТ-0,06 | ИСТ-0,16 | ИСТ-0,4 | ИСТ-1 | ИСТ-2,5 | ИСТ-6М1 | ИСТ-10 |
| Действительная производительность печи, т/ч | 0,05 | 0,10 | 0,26 | 0,57 | 1,75 | 3,0 | 3,5 |
| Продолжительность полного цикла плавки, ч | 1,2 | 1,55 | 1,56 | 1,76 | 1,43 | 2,0 | 2,86 |
5. Плавильные агрегаты для цветного литья
Сведения и технические характеристики плавильных агрегатов для цветного литья приведены в табл. 13—16.
Таблица 13. Индукционные печи промышленной частоты для плавки алюминия и его сплавов
Примечание. Рабочая температура металла 750 С.
Таблица 14. Индукционные тигельные печи промышленной частоты для плавки сплавов на медной основе
Примечание. Рабочая температура металла 1200 С.
Таблица 15. Индукционные канальные печи промышленной частоты для плавки сплавов на медной основе
Примечание. Продолжительность плавки дана для сплава Л63 при круглосуточной работе печи. Рабочая температура 1200—1400 С.
Таблица 16. Производительность индукционных печей промышленной частоты для плавки сплавов на медной основе
Таблица 17. Технические данные электропечей для плавки в кристаллизаторе различных металлов
Литьевые машины. Плавильные печи (159)

Ювелирное производство – сложная и филигранная область промышленности, требующая высокой точности. Благодаря динамичному развитию технологий сегодня и у небольшой ювелирной мастерской, специализирующейся на несерийном производстве авторских украшений, и у лидеров рынка есть возможность существенно увеличить производительность и сделать качество своей продукции еще более высоким.
Литьевые машины Indutherm (Индутерм) – это профессиональное немецкое оборудование, представленное несколькими сериями и позволяющее максимально эффективно работать с металлическими сплавами. В продуктовую линейку вошли как компактные универсальные установки, так и узкоспециализированные машины, предназначенные для непосредственно для литья или для более продуктивного приготовления сплавов и легирующих добавок.

История компании Indutherm
Компания Indutherm Erwärmungsanlagen GmbH в 2016-м году отметила 20-летний юбилей. В 1996-м году трое молодых специалистов в области литья металла Питер Хоффман, Клаус Шмидт и Экхард Шейер основали небольшое предприятие по разработке и производству профессиональных литейных машин, предназначенных в основном для ювелирного производства. Первые несколько лет офис находился в квартире Питера Хоффмана, а небольшой производственный цех располагался в арендованном складском помещении одного из сельскохозяйственных предприятий.
Уже с 1997-го года техника Indutherm становится флагманом наиболее масштабных ювелирных выставок, таких, как Inhorgenta и Baselworld. Одновременно команда разработчиков активно участвует в множестве научно-исследовательских проектов.
Первая автоматизированная машина для литья в вакууме (модель VC 600), презентация которой состоялась в 1999-м году, практически сразу становится лидером продаж. Каждая новая разработка – это настоящий технологический прорыв. Indutherm создали первую машину для автоматизированного литья в вакууме, уникальную технологию, основанную на опрокидывании и систему литья под давлением, что позволило удовлетворить потребности не только ювелирной промышленности, но и выйти на рынок оборудования для медицины, в частности, стоматологического прототипирования. Ключевым преимуществом продукции бренда и отличием от аналогов является то, что все основные составляющие оборудования разрабатываются конкретно для удовлетворения потребностей целевой аудитории, а именно, мастеров ювелирного дела.
Помимо решений для литья специалисты компании работают также в такой отрасли, как порошковая металлургия – на основании солидного практического опыта они создают порошковые металлические сплавы уникального качества.

Сегодня техника Indutherm, представлена в 65 странах мира, и Россия не является исключением. Наш интернет магазин 3DMALL является сертифицированным партнером этого передового бренда и предлагает вам купить оборудование Indutherm по лучшим в Москве ценам с доставкой по всей России у нас вы можете всего в несколько кликов, а наши специалисты помогут вам выбрать оптимальную модель.
Коротко о технологии
Обработка металла в ювелирном производстве – тонкий и трудоёмкий процесс, требующий высокой точности. Прототипом для создания нового изделия может служить уже готовое изделие или мастер-модель из специализированных модельных материалов, в качестве альтернативы которым используются также недорогие и простые в обработке гипс или дерево.
На основании мастер-модели осуществляется изготовление прессформы из резины, гипса или металла, которая заполняется модельным составом (наиболее популярны воск и парафин, обеспечивающие в процессе застывание точное воспроизведение геометрии будущего объекта, иногда используются полимерные материалы). Если процесс литья уже налажен и хорошо отработан, создание мастер-модели и пресформы как этап может быть пропущен.
Полость формы для дальнейшей отливки изделий создается путем выплавления модели в огнеупорной, термически и химически устойчивой оболочке (например, на основе кремния), которая по факту полного застывания отливки разрушается.
Литье с использованием выплавляемой модели позволяет добиться воспроизведения самой сложной геометрии будущего объекта с максимально приближенными к размеру готового изделия размерами. Современное ювелирное оборудование позволяет изготавливать отливки массой от 1 грамма до десятков килограмм при толщине стенок от 500 мкм и высоким качеством поверхности, благодаря чему минимизируются временные затраты на постобработку изделия и, как результат, снижается его себестоимость.
Оборудование Indutherm
Линейка оборудования для ювелирной промышленности Indutherm единственная в мире, включающая полный спектр литьевых машин. В нее вошли агрегаты для индивидуального прототипирования, которым отдают предпочтение небольшие мастерские и дизайнерские бюро, и полноценные промышленные установки, тигель которых позволяет плавить и перерабатывать десятки килограммов сплава.
Литьевые машины по металлу представлены следующими основными сериями, каждая из которых использует наиболее эффективные методы литья:
- MC – индукционные вакуумные мини-машины, компактные настольные устройства, работающие по принципу литья опрокидыванием, идеальное и недорогое решение для индивидуального производства;
- VC – автоматические литейные машины для плавки в вакууме или под избыточным давлением;
- CC/VCC – полуавтоматическое агрегаты, обеспечивающие непрерывное литье металла;
- VTC/ VTC Ti – высокотемпературные поворотные автоматические вакуумные литейные машины, предназначенные для работы с так называемыми сложными сплавами и титаном (серия VTC Ti).
Помимо литьевого оборудования в нашем интернет магазине 3ДМОЛЛ вы также можете купить плавильные печи indutherm различного уровня производительности, объединённые в серию MU, и сопутствующие агрегаты для гранулирования и синтерирования металлического порошка (серии GU и SU соответственно).
Каждое приспособление для литья Indutherm может работать с наиболее популярными в ювелирной промышленности материалами с относительно невысокой температурой плавления. В первую очередь к ним относятся золото и серебро. В области дизайна также популярны медь, латунь и алюминий. Высокотемпературные материалы, такие как платина, сталь, палладий могут обрабатываться с помощью установок, обеспечивающих нагрев до 2000 о С.
К конкурентным преимуществам ювелирного оборудования Indutherm относятся:
- высокая производительность;
- высокая точность;
- стабильность качества на протяжении всего процесса литья;
- длительный срок службы при простоте в обслуживании;
- энергосбережение ввиду небольшого потребления ресурсов.
Серия MC – лидер в области индивидуального производства
Оставить без внимания серию оборудования MC просто невозможно, тем более, что спрос на неё очень высок. Каждая настольная вакуумная индукционная литьевая мини-машина обеспечивает стабильные литьевые циклы и при этом отличается простотой в использовании. Индукционный нагрев металла в атмосфере защитного газа отличается оперативностью и высоким качеством перемешивания сплава, благодаря чему оптимизируется его состав и улучшаются показатели плотности. В процессе заливки металла в опоку используется избыточное давление, обеспечивающее максимальную плотность заполнения формы.

В серии 4 машины, выбрать которые можно по следующим параметрам в зависимости от требований:
- максимальная температура нагрева;
- характеристики термопары;
- объем тигля;
- размер опоки.
Ниже вы можете ознакомиться с техническим описанием всех 4-х моделей (примечательно, что при различном функционале все они обладают одинаковыми габаритами), однако необходимо уделить немного внимания отличиям между ними.
МС15+ – первая универсальная индукционная машина для персонального использования, которая при компактном габарите обладает высокой мощностью, обеспечивает нагрев до 2000 о С и может использоваться для производства единичных изделий не только из золота и серебра, но и из стали, платины и палладия.
MC20V более совершенна. В отличие от своего предшественника она автоматически переходит в режим литья под избыточным давлением, что гарантирует более качественное заполнение пресс-формы. Уникальное преимущество – функция вибрационного литья, которая при заполнении опоки в вакууме способствует очистке сплава от инородных вкраплений и воздушных пузырьков.
MC60 обладает меньшей максимальной температурой нагрева в сравнении с другими установками серии, однако она обладает увеличенным объёмом тигля и опоки.
Наконец, MC100V – наиболее мощная машина серии, оснащённая функцией вибрационного литья и предназначенная для работы как с классическими ювелирными.
Источник http://extxe.com/6159/litejnoe-oborudovanie/
Источник http://3d-m.ru/litevye-mashiny-plavilnye-pechi/
Источник





