Содержание
Литейное производство что это такое

Литейное производство (как заготовительное производство авиастроительного предприятия) отличается относительным разнообразием применяемых технологий и сложностью протекающих в нем процессов. Каждый из этих производственных процессов требует использования специального технологического оборудования, соответствующей оснастки, влияет на производственную структуру производства, профессиональный состав, организацию труда, оперативно календарное планирование и, в конечном счете, на эффективность функционирования производства [1, 2]. Повышения эффективности, технологичности и качества литейного производства авиастроительного предприятия можно достигнуть за счет применения современных информационных технологий на этапе конструкторско-технологической под- готовки производства [3–5].
1. Особенности организации конструкторско- технологической подготовки литейного производства
Литейное производство характеризуется большим разнообразием применяемых технологий [2] (отливка в разовые земляные формы, в кокиль, в машинах под давлением, в оболочковые формы, в металлические формы, центробежное литье, по выплавляемым моделям и др.).
Производственные процессы, протекающие в литейном производстве (приготовление формовочных и стержневых смесей, изготовление и подготовка форм и стержней, приготовление шихты и выплавка металла, заливка металла, выбивка и очистка-обрубка отливок), представляют собой различные технологические операции, взаимосвязанные и сочетающиеся при изготовлении отливок в одной и той же непрерывной технологической последовательности и не допускающие длительных перерывов между отдельными операциями.
Несмотря на высокую материало- и трудоемкость, непростые условия труда и неблагоприятные экологические последствия, литейное производство широко применяется в авиастроении. При анализе литейного производства авиастроительного предприятия были выявлены следующие особенности литых заготовок для изделий авиастроения:
1) изготовление большой номенклатуры деталей при относительно малой их серийности;
2) пространственная и контурная сложность деталей с обеспечением высоких требований к обеспечению точности изготовления и сборки;
3) получение деталей сложной конфигурации от поставщиков для обеспечения точной сборки;
4) конструктивная сложность литых металлических деталей, которые имеют большое число поднутрений для снижения их веса, что обусловливает сложность оснастки для изготовления моделей, форм и заготовок.
В силу отмеченной специфики литейного производства его конструкторско-технологическая подготовка является наиболее длительным процессом, значительно влияющим на конечную цену изделия. При этом наиболее трудоемкая и дорогостоящая часть подготовки – это разработка литейной технологии, проектирование и изготовление литейной оснастки, последующий выпуск первой партии изделий с целью отработки на технологичность применяемых методов получения литейных заготовок. В случае внедрения новых технологий особое значение приобретают также анализ, контроль и установление причин возникновения дефектов для определения оптимальных параметров технологического процесса. Таким образом, отработка на техно- логичность новых методов получения форм и литых заготовок определяют сроки изготовления и качество заготовок для цехов-потребителей предприятия, что в конечном итоге сказывается на эффективности производства [2, 3].
2. Современные информационные технологии, применяемые в литейном производстве
Повышения технико-экономической эффективности литейного производства можно достичь за счет применения на этапе конструкторско-технологической подготовки производства современных информационных технологий, таких как: системы автоматизированного проектирования технологических процессов литья, системы компьютерного анализа прочности деталей, компьютерные базы данных и справочные системы, методы изготовления литьевых форм и моделей отливок с применением новых информационных технологий. Их использование влияет на сокращение сроков и снижение трудоемкости конструкторско-технологической подготовки производства новой номенклатуры отливок, уменьшения материалоемкости отливок и затрат на их механическую обработку, позволяет прогнозировать и предупредить образование дефектов в отливках.
В настоящее время применение технологии быстрого прототипирова- ния является одним из вариантов повышения эффективности организации конструкторско-технологической подготовки литейного производства за счет изготовления отливок в меньшие сроки с высоким качеством поверхности и низкой доли брака [5]. Эта технология позволяет по моделям деталей из CAD-приложений создавать трехмерные физические модели-прототипы без инструментального их изготовления. Для литейного производства возможно применение этой технологии в двух направлениях:
1. Технология Investment Casting – изготовление выжигаемых моделей для литейного производства. На 3D-принтере «печатается» модель отливки, полученная с электронной трехмерной модели детали в любой системе компьютерного проектирования, которая далее, как и при обычной технологии литья по выплавляемым моделям, покрывается прочной коркой, тем самым образуется форма для литья. Напечатанная модель затем выплавляется или выжигается в печи. В этом случае нет необходимости изготавливать по чертежам модельные комплекты для получения самой выплавляемой модели – она изготавливается на основе тех конструкторских и технологических данных, которые уже есть на производстве.
2. Технология Direct Cast – печать литейных песчаных форм для прямого литья цветных металлов и ферронесодержащих сплавов. В этом случае материал, применяемый при печати на 3D-принтере, позволяет «распечатать» стойкую форму, которая может выдерживать температуры до 1000 °С и позволяет изготавливать отливки из цветных сплавов. В этом случае длительность этапа изготовления оснастки также сокращается.
Применение технологии быстрого прототипирования на этапе конструкторско-технологической подготовки производства вносит изменения в последовательность разработки технологического процесса изготовления отливки (рис. 1).

Рис. 1. Этапы разработки технологического процесса изготовления отливки
Проведенный анализ литейного производства предприятия авиастроительной отрасли показал, что технологию быстрого прототипирования целесообразно применять при производстве первой контрольной партии отливок, а также для отливок малой применяемости, при отработке на технологич- ность литейных форм, при поиске путей улучшения конструктивных особен- ностей отливок, сокращении количества металла. Снижение доли брака, улучшение качества тела отливок и поверхностей – все это позволит сокра- тить временные и финансовые затраты на их производство и, следовательно, повысит эффективность литейного производства.
3. Повышение эффективности организации конструкторско- технологической подготовки производства литейного производства за счет внедрения информационных технологий
С целью определения причин повышения эффективности на основе анализа нормативной документации и основных процессов литейного производства были разработаны две схемы конструкторско-технологической подготовки производства (КТПП). На рис. 2 приведена схема КТПП без применения современных информационных технологий. Процесс КТПП при внедрении в производство новой номенклатуры отливок представляет собой последовательность действий от начального этапа разработки требуемой техно- логической документации до конечного этапа производства годной отливки.
Этапы 2–15 выполняются сотрудниками производства на основании нормативных документов, личного опыта, расчетных схем и типовых техно- логических процессов. При этом этапы доработки оснастки и конструкторско-технологической документации 5–15 могут быть повторены несколько раз (до момента получения годной партии отливок) и представляют собой опытные испытания оснастки. Завершающим этапом является формирование конструкторско-технологической документации, обеспечивающей процесс получения годных отливок.
На рис. 3 представлена схема, основанная на применении нового под- хода к организации КТПП, а именно компьютерное моделирование формы 3а, компьютерный анализ процесса отверждения отливки для определения технологических параметров процесса литья 4а и изготовление формы посредством применения технологии быстрого прототипирования и печати форм 10а и моделей 11а. В этом случае КТПП осуществляется с использованием современных информационных технологий компьютерного моделирования, анализа процесса литья и применения технологии быстрого прототипиривания для получения оснастки – выплавляемой модели или формы для литья. При этом за счет компьютерного моделирования формы исключаются этапы 3, 5, 7, 9, 11, 12, 13 (рис. 2). Этапы 2, 3а, 4а, 6, 8 (рис. 3) выполняются с помощью современного компьютеризированного подхода к моделированию процесса литья, 10а – этап изготовления формы путем печати ее на 3D-принтере, этап 11а – печать выплавляемой модели. Этап доработки формы или модели осуществляется путем внесения изменений в разработанный технологический процесс на основе компьютерного моделирования и расчета процессов взаимодействия в системе отливка–форма.
Компьютерное моделирование процесса литья позволяет сократить количество испытаний формы, подобрать оптимальные параметры технологического процесса, что значительно снизит время на конструкторско-технологическую подготовку запуска в производство новой номенклатуры отливок. При этом технология быстрого прототипирования не требует изготовления оснастки и разработки технологического процесса для нее, обеспечивает сокращение времени изготовления формы для литья.

Рис. 2. Схема КТПП без применения новых информационных технологий


Рис. 3. Схема КТПП с применением новых информационных технологий
Сравнительный анализ эффективности двух схем КТПП предлагается проводить на основе определения и расчета ключевых показателей эффективности литейного производства с учетом такого технологического параметра, как качество поверхности получаемой отливки.
Качество поверхности отливки – показатель технологичности отливки, определяющий степень ее приближения к требуемой точности изготовления и, как следствие, трудоемкость операций чистовой обработки отливки.
Ключевые показатели эффективности, в свою очередь, определяют эффективность расходования ресурсов на каждом из этапов КТПП. Расчет производится по шести выбранным показателям:
1. Выход годного литья К1 – доля произведенных годных отливок, выраженная в процентах от количества металла, загруженного в плавильную печь; учитывает потери при плавке, заливке в формы, потери на литниковую систему, а также брак и производственные возвраты.
2. Производительность применяемого оборудования К2 – доля времени, затрачиваемого на производство годной продукции в процентах от общего производственного времени; учитывает затраты на простой производства при формовке, производственные задержки, а также задержки производства из-за бракованных или возвратных отливок.
3. Расход электроэнергии производством К3 – включает в себя расход энергии для плавки и общий расход энергии литейным производством.
4. Расход формовочных смесей при подготовке производства К4.
5. Расход воды производством К5.
6. Производительность труда персонала К6 – общее количество человеко-часов, затраченных на производство годной партии отливок за анализируемый период.
Более эффективной считается та схема, которая обеспечивает наилучшее достижение всех шести показателей эффективности при допустимом значении качества поверхности получаемой отливки.
Заключение
Таким образом, за счет применения современных информационных технологий к начальному и самому важному этапу освоения производства отливок с точки зрения эффективности литейного производства – разработке литейной технологии, проектированию и изготовлению литейной оснастки – возможно достижение высоких качественных показателей, снижение трудоемкости, увеличение производительности труда, сокращение сроков конструкторско-технологической подготовки производства.
Список литературы
1. Могилев, В. К. Справочник литейщика / В. К. Могилев, О. И. Лев. – М. : Ма- шиностроение, 1988. – 272 с.
2. Титов, Н. Д. Технология литейного производства / Н. Д. Титов, Ю. А. Степа- нов. – М. : Машиностроение, 1972. – 472 с.
3. Чумаченко, И. Г. Повышение эффективности производства : в 3-х т. / И. Г. Чумаченко. – М. : Высшая школа, 1989.
4. Буданов, Е. Н. Семь основных мифов и заблуждений относительно литейного производства / Е. Н. Буданов // Литейное производство. – 2009. – № 8. – С. 2–8.
5. Ткаченко, С. С. Совершенствование технологии и повышение эффективно- сти литейного производства / С. С. Ткаченко // Металлург. – 2008. – № 11. – С. 121–122.
ЛИТЕЙНОЕ ПРОИЗВОДСТВО
1.1 Основные понятия и определения
Литейное производство, или литье – это способ изготовления заготовки или готового изделия путем заливки расплавленного металла в полость заданной конфигурации с последующим его затвердеванием.
Заготовки или изделия, получаемые методом литья, называют отливками.
Полость, заполняемая жидким металлом при литье, называется литейной формой.
Назначение литейной формы состоит в следующем.
1.Обеспечение необходимой конфигурации и размеров отливки.
2.Обеспечение заданной точности размеров и качества поверхности отливки.
3.Обеспечение определенной скорости охлаждения залитого металла, способствующей формированию требуемой структуры сплава и качества отливок.
По степени использования формы делят на разовые, полупостоянные и постоянные.
Разовые формы служат для получения только одной отливки, изготавливают их из кварцевого песка, зерна которого соединены каким-либо связующим веществом.
Полупостоянные формы – это формы, в которых получают несколько отливок (до 10-20), такие формы изготавливают из керамики.
Постоянные формы – формы, в которых получают от нескольких десятков до нескольких сотен тысяч отливок. Такие формы изготавливают обычно из чугуна или стали.
Основной задачей литейного производства является получение отливок с максимальным приближением формы и размеров поверхности к аналогичным параметрам готовой детали с целью уменьшения трудоемкости последующей механической обработки. Основное достоинство формообразования заготовок литьем — возможность получения разнообразных по массе заготовок практически любой сложности непосредственно из жидкого металла.
Стоимость литых изделий нередко намного меньше, чем изделий, изготовленных другими способами, однако для литья применимы не любые сплавы, а только те, которые обладают хорошими литейными свойствами. Основными литейными свойствами являются.
1. Жидкотекучесть – способность жидкого металла заполнять литейную форму, точно повторяя ее конфигурацию.
Чем выше жидкотекучесть, тем литейный сплав лучше. У стали и чугуна это свойство уменьшается с увеличением содержания серы и повышается с увеличением содержания фосфора и кремния. Перегрев сплава выше температуры плавления повышает его жидкотекучесть.
Жидкотекучесть оценивают по длине пути, пройденному жидким металлом до затвердевания. Высокую жидкотекучесть (>700 мм) имеют силумины, серый чугун, кремнистая латунь, среднюю жидкотекучесть (350-340 мм) имеют углеродистые стали, белый чугун, алюминиево-медные и алюминиево-магниевые сплавы, низкую жидкотекучесть имеют магниевые сплавы.
2. Усадка – уменьшение размеров отливки при переходе металла из жидкого состояния в твердое. Чем меньше усадка, тем литейный сплав лучше. Различают усадку объемную (уменьшение объема) и линейную (уменьшение линейных размеров). Это свойство зависит главным образом от химического состава сплава. Ориентировочно линейная усадка составляет 1% для чугунного литья и 2% – для стального и цветного. Разумеется, каждая конкретная марка литейного сплава имеет свое значение усадки.
3. Склонность к ликвации. Ликвацией называют химическую неоднородность по объему отливки. Чем меньше склонность к ликвации у литейного сплава, тем он лучше.
В литейном производстве применяют много самых различных сплавов. Наиболее распространенным является серый чугун, из которого в отечественном машиностроении делают около 75% отливок (по массе), из стали – около 20%, из ковкого чугуна – 3% и около 2% литых деталей изготавливают из сплавов цветных металлов.
Существует два способа заливки металла в формы.
1.Обычная заливка, при которой металл заполняет литейную форму свободно под действием силы тяжести. К этому способу относится литье в песчано-глинистые формы.
2.Специальные способы литья, их существует около 15, основными из которых являются:
· литье под давлением;
· литье в кокиль (в металлические формы);
· литье в оболочковые формы;
· литье по выплавляемым, выжигаемым или растворяемым моделям.
Литье в песчано-глинистые формы – основной метод производства отливок. Этим методом получают литые детали как простой, так и сложной формы, наиболее крупные отливки, которые нельзя получить другими способами.
Применение специальных способов литья позволяет уменьшить брак в литейном производстве. При литье в металлические формы, центробежным литьем обеспечивается получение отливок высокой точности. Наряду с этим специальные способы литья применимы лишь для изделий сравнительно небольших размеров (масса до 300 кг).
Для изготовления литейной формы необходимо иметь модельный комплект. В общем случае модельный комплект состоит из модели, стержневого ящика и моделей элементов литниковой системы.
Модель – это прообраз будущей отливки, с помощью модели формообразуется, в основном, ее наружная конфигурация. От отливки модель отличается материалом, наличием стержневых знаков (если отливка полая и для формирования полости необходим стержень), наличием разъема (если формовка производится по разъемной модели), размерами, превышающими соответствующие размеры отливки на величину линейной усадки сплава.
Стержневой ящик – это часть модельного комплекта, предназначенная для изготовления стержня. Стержень, в свою очередь, необходим для формирования внутренней конфигурации отливки (для получения отверстий).
Литниковая система – это совокупность каналов в литейной форме, подводящих расплавленный металл, улавливающих шлак и неметаллические включения, отводящих из формы газы, а также питающих отливку жидким металлом в процессе ее кристаллизации.
1.2 Технология получения отливок
Технологический процесс производства отливок в песчано-глинистых формах включают формовку, т. е. приготовление полуформы и стержней; сборку литейных форм; заливку расплава, выбивку и очистку отливок.
Для изготовления литейных форм из формовочных смесей применяют модельно-опочную оснастку. В нее входят модели, модельные плитки, стержневые ящики и т. д.
Для облегчения изучения процесса изготовления отливки рассмотрим схему технологического процесса (рис. 1).
По чертежу детали (рис. 1, а) технолог-литейщик разрабатывает чертеж модели и стержневого ящика. В модельном цехе по этим чертежам изготовляют модель (рис. 1, б) и стержневой ящик (рис. 1, в), при этом учитываются припуски на механическую обработку и усадку сплава при остывании. С целью получения опорных поверхностей для установки стержней на моделях выполнены стержневые знаки. По стержневому ящику формуют стержень (рис. 1, г), который предназначен для образования в отливке внутренней полости.
Для заливки формы металлом имеется литниковая система, состоящая из чаши, стояка, шлакоуловителя, питателей и выпоров (рис. 1, e). При сборке в нижнюю полуформу устанавливают стержень, затем соединяют обе полуформы и нагружают балластом. Литейная форма в сборе показана на рис. 1, д.
В плавильном отделении расплавляют металл и заливают в формы. Остывшую отливку выбивают из формы и передают в отделение очистки и обрубки, где ее очищают от формовочной стержневой смеси и обрубают остатки литника, заливы и др.
Модели – приспособления, при помощи которых в формовочной смеси получают отпечатки – полости, соответствующие наружной конфигурации отливок. Отверстия и полости внутри отливок образуют при помощи стержней, установленных в форме при их сборке.
Размеры модели делают больше, чем соответствующие размеры отливки, на величину линейной усадки сплава, которая составляет для углеродистой стали 1,5-2%, чугуна 0,8-1,2%, бронз и латуней 1-1,5% и т. д. Для облегчения изготовления моделей из формовочной смеси при формовке стенки моделей должны иметь формовочные уклоны (для деревянных моделей 1-3 0 , для металлических 1-2 0 ) В местах сопряжения, делают плавные сопряжения радиусом R = (1/5 — 1/3) средней толщины соприкосновения стенок.
Преимущество деревянных моделей – дешевизна и простота изготовления, недостаток – недолговечность. Модели окрашивают для чугунных отливок в красный цвет, для стальных в синий. Стержневые знаки окрашивают в черный цвет.
Металлические модели чаще всего делают из алюминиевых сплавов. Эти сплавы легки, не окисляются, хорошо обрабатываются резанием.
При машинной формовке обычно применяют металлическую модельную оснастку с установкой модели с установкой модели и литниковой системы на металлической модельной плите.
Стержни формуют в деревянных или металлических стержневых ящиках.
Формовка, как правило, производится в опоках – прочных и жестких металлических ящиках различной формы, предназначенных для изготовления в них литейных полуформ из формовочной смеси путем ее уплотнения.
Для изготовления литейных форм и стержней применяют смеси из природных песков и глин с добавкой необходимого количества воды. Качество, состав и свойства материалов и смесей зависит от условий службы их в литниковой форме.
Формовочные и стержневые смеси должны иметь следующие свойства:
– прочность (для сохранения целостности при сборке, транспортировании, механическом воздействии);
– огнеупорность (при соприкосновении с металлом не должны плавиться, спекаться, пригорать к отливке, размягчаться);
– пластичность (сохраняют форму после снятия нагрузки);
– неприлипаемость смеси к модели, стержневому ящику и в плоскости разъема формы;
– легкость удаления смеси при очистке отливок;
– долговечность, т.е. способность смесей сохранять свойства после многократного использования;
Свежих формовочных материалов, т. е. песка и глины требуется в среднем 0,5 — 1 т на 1 т литья, в то время как расход смесей для изготовления форм и стержней составляет 4 — 7 т. Главной частью в смесях являются отработанные формовочные материалы, свежие материалы служат только для замены песчаных зерен, превращающихся в пыль, и для выполнения связующих способностей глин.
Зерновая часть песков должна состоять преимущественно из зерен кварца (SiO2) в лучших сортах песка содержание SiO2 ³ 97%, в худших содержание SiO2 ³ 90%.
К глинистой части песка условно относят все содержащиеся в нем частицы размером менее 0,022 мм.
Формовочные глины — это пески, содержащие более 50% глинистых веществ. Глины делятся на формовочные обыкновенные и бектонитовые. К бектонитовым относятся глины состоящие в основном из кристаллов монтмориглионита [Al2O3·4SiO2·H2O+nH2O]. Этот материал сильно набухает в воде, что увеличивает связующие свойства глин. Бектонит применяется для изготовления форм и стержней, не подвергающихся высушиванию.
Обыкновенные формовочные глины состоят в основном из кристаллов каолина Al2O3·2SiO2·2H2, не обладающих внутрикристаллическим набуханием.
Для стального литья берут самую огнеупорную глину с высокой термохимической устойчивостью — не менее 1580 О С, для чугуна – со средней устойчивостью не менее 1350 О С, для цветного литья термохимическая устойчивость глин не ограничивается.
Для изготовления формовочных и стержневых смесей, кроме песка и глины, применяют органические и неорганические связующие материалы. Органические связующие материалы сгорают и разлагаются при высоких температурах. К этим материалам относят льняное масло, олифу, крепетель (растительное масло, канифоль, уайт-спирт), пек торфяной и древесный, канифоль, пектиновый клей, патоку и ряд других. В качестве неорганических связующих используют цемент и жидкое стекло.
В литейных цехах, имеющих механизированные землеприготовительные заготовки, пользуются единой формовочной смесью. В цехах с меньшей степенью механизации употребляют облицовочные и наполнительные смеси, первые более качественные и служат для образования внутреннего, соприкасающегося с отливкой слоя.
Материалы для стержней – стержневые смеси – выбирают в зависимости от конфигурации стержней, их расположения в форме. Они должны иметь высокую прочность, обладать достаточной податливостью, чтобы не препятствовать усадке металла, хорошей газопроницаемостью. В производстве отливок из сталей и чугуна для приготовления таких стержней применяют качественные песчано-масляно-смоляные смеси (чистый кварцевый песок и полимерный связующий материал — смола или жидкое стекло). Стержни менее ответственные с более толстым сечением изготавливают из смесей, состоящих из 91-97% SiO2 и 3-4% глины с добавлением жидкого стекла или других связующих. Для массивных стержней используют менее качественные смеси, изготовленные из 30-70% SiO2, 20-60% оборотной земли и 7-10% глины, являющейся основным связующим.
Для предотвращения пригара и улучшения чистоты поверхности отливок формы и стержни покрывают тонким слоем противопригарных материалов. Для сырых форм противопригарными материалами служат припылы, в качестве которых используют порошкообразный графит (для чугунных отливок) и пылевидный кварц (для стальных отливок). Для сухих форм приготавливают противопригарные краски. Краски представляют собой водные суспензии из тех же материалов графит (для чугуна), кварц (для стали) со связующими. Краски наносят на горячие формы и стержни, не успевшие остыть после сушки.
1.3 Литниковые системы
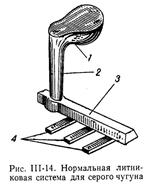
Назначение литниковой системы – обеспечить плавный безударный подвод металла в форму, регулировать термофизические явления в форме для получения качественной отливки и предохранить форму от попадания в нее шлаковых включений. Элементами нормальной литниковой системы являются литниковая чаша 1, стояк 2, шлакоуловитель 3, питатели 4, подводящие металл непосредственно к отливке. Вся литниковая система при заливке должна быть заполнена жидким металлом во избежание засасывания в форму шлаков и атмосферного воздуха.
 При получении отливок из стали, ковкого чугуна и некоторых сплавов цветных металлов с относительно большой усадкой литниковая система питает их жидким металлом в процессе затвердевания.
При получении отливок из стали, ковкого чугуна и некоторых сплавов цветных металлов с относительно большой усадкой литниковая система питает их жидким металлом в процессе затвердевания.
ОРГАНИЗАЦИЯ ЛИТЕЙНОГО ПРОИЗВОДСТВА
ОБЩИЕ СВЕДЕНИЯ О ЛИТЕЙНОМ ПРОИЗВОДСТВЕ
Литьем называется технологический процесс получения деталей из жидкого металла в литейных формах. Литейная форма представляет собой элемент, имеющий внутреннюю полость, которая формирует деталь при ее заполнении расправленным металлом. После остывания затвердевания металла форма разрушается или раскрывается и извлекается деталь с заданной конфигурацией и требуемыми размерами (рис. 13.1). Изделия, полученные этим способом, называют отливками. Изготовление изделий способом литья называется литейным производством.
Литейное производство является одним из важнейших производств в машиностроении. Литые заготовки потребляет большинство отраслей народного хозяйства. Вес литых деталей в машинах состав-

Рис. 13.1. Схема литейной формы и отливки ляет в среднем 40—80%, а стоимость и трудоемкость их изготовления — примерно 25% всех затрат на изделие.
Способ получения деталей отливкой является более дешевым по сравнению с ковкой и штамповкой, так как литые заготовки по размерам и конфигурации в наибольшей мере приближаются к готовым деталям, а объем их механической обработки меньше, чем на заготовках, получаемых другими методами. Литьем изготавливают отливки очень сложной конфигурации, в особенности полые, которые нельзя изготовить ковкой, штамповкой или иной механической обработкой из прокатанного или прессованного материала, например блоки цилиндров, станины станков, лопасти турбин, зубчатые колеса, газовую и водопроводную арматуры и много другое. Вес литых деталей не ограничен — от нескольких граммов до десятков тонн. Только литьем можно получить изделия из различных сплавов, любых габаритов, сложности и веса, за сравнительно короткое время, с достаточно высокими механическими и эксплуатационным свойствами.
Литейные цехи, в которых осуществляется литейное производство, классифицируются в зависимости от используемого сплава, технологии производства литья, развеса отливок и т.д. (рис. 13.2).
По виду используемого сплава (металла) различают цеха: чугунолитейные, стального литья и цветного литья.
В чугунолитейных цехах изготавливают отливки из серого, высокопрочного, ковкого и иных видов чугуна.
В цехах стального литья изготавливают отливки из литейных сталей: углеродистых, конструкционных, жаропрочных, спецсталей и т.д.
В цехах цветного литья используют такие металлы и сплавы, как: алюминий, медь, магний, цинк, титан, бронза, латунь и т.д.
По массе и габаритам отливки литейные цеха могут относиться к легкому, среднему, крупному, тяжелому и особо тяжелому развесу, или по другой классификации — цеха мелкого, среднего или крупногабаритного литья.
По видам литья литейное производство классифицируется на литье в песчано-глинистые формы и специальное литье.
Под специальными видами литья подразумевают литье в кокиль (постоянные металлические формы), центробежное литье, литье по выплавляемым моделям (точное литье), литье по выжигаемым моделям, литье под давлением (высоким или низким), корковое литье и др.
Наибольшее распространение в литейном производстве находит литье в песчано-глинистые формы. Литейные формы изготавливаются из формовочных смесей. Основными компонентами формовочных смесей являются песок и глина, поэтому до сих пор этот вид

Рис. 13.2. Основные группировки литейных производств литья называют «литье в землю». На долю литья в землю приходится свыше 75% общего выпуска отливок. Они относятся к разовым формам, поскольку извлечение отливки требует их разрушения. Для получения каждой последующей детали необходимо изготовление новой литейной формы. Процесс изготовления формы называется формовкой.
Формовочные смеси предназначены для изготовления литейной формы, а стержневые — стержней. Формовочные и стержневые смеси должны быть пластичными для получения отчетливого отпечатка; огнеупорными — для выдерживания высоких температур заливаемого металла; прочными — для выдерживания давления заливаемого металла; газопроницаемыми, т.е. способными пропускать выделяемые газы, а также противопригарными, способными не спекаться с расправленным металлом.
Стержни находятся в еще более тяжелых условиях. Поэтому стержневые смеси имеют более высокие характеристики свойств, чем формовочные смеси.
При формовке используются специальные приспособления, набор которых носит название модельного комплекта и опок.
Модельный комплект изготавливается для каждой детали отдельно, исходя из ее конфигурации и размеров. Он состоит из модели, элементов литниковой системы и подмодельной плиты. В том случае, если в конструкции детали имеются полости или отверстия, то в комплект входят и стержневые ящики.
Модель предназначена для образования наружного контура детали в литейной форме. Она изготавливается с литейными уклонами, припусками на последующую обработку и усадку металла.
Литниковой системой называется совокупность каналов, подводящих расплавленный металл в полость формы.
Подмодельная плита — приспособление, предназначенное для установки модели и литниковой системы.
Стержневой ящик предназначен для изготовления стержней, образующих внутренний контур полости детали.
Опоки представляют сбой жесткие рамки, в которых удерживается литейная форма во время ее транспортировки и заливки металлом.
Что касается литейных сплавов, то в литейном производстве применяются только те металлы и сплавы, которые обладают хорошими литейными свойствами: высокой жидкотекучестью, малой усадкой и малой склонностью к ликвации.
Жидкотекучестью называется способность металла заполнять полости формы.
Усадкой называются свойства металлов при остывании уменьшаться в размерах.
Ликвацией называется неоднородность по химическому составу различных частей отливки.
Литейное производство является одним из наиболее сложных в организационно-техническом отношении машиностроительных переделов. Организация литейных цехов, имеющая большое количество исходных данных, является трудоемким и сложным процессом. Однако разработаны типовые проекты основных участков литейных цехов с комплектом оборудования, типовой технологией и организацией производства.
Основой для проектирования цеха и всех его отделений служит программа цеха.
Способы изготовления отливок, их особенности и область применения показаны в табл. 13.1.
Литейные цеха, как правило, располагаются в отдельностоящих зданиях.
Для литейных цехов проектируют здания каркасного типа. Несущий каркас состоит из колонн, установленных на фундаментах и связанных балками и фермами. Колонные и опирающиеся на них фермы образуют поперечные рамы, которые связаны в продольном направлении фундаментными обвязочными балками, подкрановыми балками. В таком здании обеспечивается эффективная механическая вентиляция, аэрация и освещение.
Фундамент, колонны, стены и перекрытия образуют несущий остов здания, воспринимающий на себя все нагрузки. Кровельное покрытие зависит от типа покрытия здания, климатических условий местности и внутреннего режима помещения. Наиболее употребительны рулонные многослойные кровли из водостойких материалов, которые укладывают по битумной мастике на слой утеплителя. Так как здания имеют много пролетов, необходимо устроить внутренний отвод воды через воронки в кровле и стояки в ливневую канализацию. Кровля строиться по фонарному типу. Тип фонарей производственных зданий назначают в соответствии с технологическими и санитарно-гигиеническими требованиями и климатическими условиями района строительства. Устраиваемые на кровле производственных зданий фонари подразделяют на световые, аэрационные и светоаэрационные, по расположению относительно пролетов — на ленточные и точечные. Для центральной климатической зоны в помещениях с большими тепловыделениями применяются светоаэрационные двусторонние фонари с вертикальным остеклением.
На стадии разработки технико-экономического обоснования и при составлении задания на проектирование литейного цеха необходимо учесть:
- 1) наличие подъездных путей, в том числе железнодорожных;
- 2) наличие значительных энергетических ресурсов;
- 3) преимущественное направление ветров;
- 4) наличие очистных сооружений и мест складирования отходов производства;
- 5) отдаленность от механообрабатывающих цехов и т.д.
Для правильного выбора типа зданий, систем отопления и вентиляции, а также несущих и ограждающих конструкций, во время технических изысканий необходимо собрать метеорологические данные: температуру и влажность воздуха, скорость ветра, количество дождевых осадков, глубину промерзания грунта и т.п.
Способы изготовления отливок, их особенность и область применения 1
Литейное производство
Большая советская энциклопедия. — М.: Советская энциклопедия . 1969—1978 .
Смотреть что такое «Литейное производство» в других словарях:
ЛИТЕЙНОЕ ПРОИЗВОДСТВО — характеризуется рядом прсф. вредностей и опасностей, требующих специальных прсфилактических мероприятий. В основе процессов литья лежит свойство металлов изменять свое физ. состояние под влиянием той или иной высокой t°. Работа в литейных… … Большая медицинская энциклопедия
ЛИТЕЙНОЕ ПРОИЗВОДСТВО — отрасль машиностроения, производящая металлические изделия путём заливки расплавленного металла в литейную (см.) и получения (см.). Отливка может быть законченным изделием или (см.), которую подвергают в дальнейшем механической обработке … Большая политехническая энциклопедия
Литейное производство — Картина Педера Северина Крёйера, изображающая литейное производство Литейное производство о … Википедия
литейное производство — [(steel) casting; (iron) foundry (founding)] производство отливок с использованием литейных форм заливкой и затвердеванием в них металла. Получение литых металлических изделий известно с глубокой древности (2 1 е тысячелетие до н.э.); в Китае,… … Энциклопедический словарь по металлургии
Литейное производство — I Литейное производство одна из отраслей промышленности, продукцией которой являются отливки (См. Отливка), получаемые в литейных формах при заполнении их жидким сплавом. Годовой объём производства отливок в мире превышает 80 млн. т, из… … Большая советская энциклопедия
Литейное производство — Все металлы, способные плавиться, как, напр., золото, серебро, олово, свинец, цинк и т. п., могут быть употребляемы для отливок. Но главнейшим материалом для этого дела в нынешнее время служат сплавы меди и железа в виде чугуна и стали. Из… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
Производство — [production, production operations]: Смотри также: электросталеплавильное производство трубопрокатное производство сталеплавильно … Энциклопедический словарь по металлургии
Труболитейное производство — производство методом литья труб из чугуна, а также трубных заготовок из сталей (преимущественно легированных) и медных сплавов (см. Литейное производство). Т. п. осуществляется главным образом литьём центробежным (См. Литьё центробежное)… … Большая советская энциклопедия
сталеплавильное производство — [steelmaking] получение стали из чугуна и стального лома в сталеплавильных агрегатах. Сталеплавильное производство 2 й передел в общем производственном цикле ЧМ после получения чугуна в доменных печах (1 й передел) (Смотри Доменное производство) … Энциклопедический словарь по металлургии
мартеновское производство — [open hearth steelmaking] производство стали в мартеновских печах окислительной плавкой железосодержащих материалов: чугуна, стального лома, железной руды и флюсов (Смотри Мартеновский процесс). Наибольший вклад в создание мартеновского… … Энциклопедический словарь по металлургии
Источник http://milling-master.ru/litejnye/litejnoe-proizvodstvo-chto-eto-takoe.html
Источник
Источник





