Содержание
Технология сварки труб

Под трубопроводом подразумевается инженерная коммуникация, при которой подача рабочего вещества осуществляется через трубы (вода, газ, нефть и т.д.). Чтобы обеспечить качественную подачу, необходимо не только правильно его проложить, но и время от времени проводить ремонтные и профилактические работы. Здесь как раз не обойтись без стыковки элементов между собой. Рассмотрим, что такое сварка труб, как сваривать трубы электросваркой, какие техники необходимо применить на практике для создания герметичного трубопровода.
Виды трубопроводов и сварка
Трубопроводов существует огромное количество, которые используются для перемещения разных материалов и рабочих жидкостей. Отталкиваясь от их предназначения, есть следующая классификация:
- технологические;
- магистральные;
- промышленные;
- трубопроводы газоснабжения;
- водяные;
- канализационные.
При изготовлении трубопровода применяются различные материалы – керамика, пластик, бетон и различные виды металлов.
Современные сварщики для стыковки труб используют три основных способа:
- Механический осуществляется за счет взрывов в результате трения.
- Термический, который осуществляется за счет плавления, например газовой сваркой, плазменной или электро-лучевой.
- Термомеханический производится за счет магнитоуправляемой дуги посредством стыкового контактного метода.
Существует множество типов сварки, которые разделяются по многим классификациям. Перед тем, как варить трубы, нужно разобраться, каким способом лучше всего это делать. Теоретически, каждый вид подходит для сварки труб малого диаметра и большого. Она может осуществляться плавлением и давлением. К методам плавления относятся электродуговая и газовая сварки, а к методам давления – газопрессовая, холодная, ультразвуковая и контактная. Самыми распространенными способами для соединения коммуникаций является ручная электродуговая и механизированая.

Сварка труб электросваркой плавящимся и неплавящимся электродами
Эффективнее всего проводить сварку технологических трубопроводов электродом вручную или посредством автомата. Это может быть методика работы плавящимся или неплавящимся электродом (аргонно-дуговая сварка). Технология сварки труб реализуется в три основных этапа:
- Подготовительный, который делится на две части – подготовка мастера и подготовка материала. К подготовке сварщика стоит отнестись очень ответственно, так как от этого зависит его безопасность. Обязательно нужно подготовить спецодежду и защитную маску для глаз, чтобы предотвратить ожог яркими искрами. Под подготовкой деталей имеется в виду тщательная зачистка труб под сварку от коррозии, краски и загрязнений. Перед ручной дуговой сваркой трубопроводов нужно хорошо металлической щеткой или наждачной бумагой обработать стыки и площадь, прилегающую к ним. Если этого не сделать, то могут быть «пробелы» в самом шве, так как материал «не перехватится» на загрязненную трубу.
- Сварочный процесс. Когда все готово, можно начинать. Самое основное в дуговом способе ( вне зависимости вручную она проводится или инвертором) это удержать дугу. Сначала необходимо зажечь электрод и возбудить дугу. Затем полноценно производится шов. Его тип выбирается непосредственно мастером в процессе работы. На способ ведения электрода и на технологию сварки трубопровода в целом влияет множество факторов – расположение труб, материал их изготовления, предпочтения сварщика.
- Проверка качества работы. Когда шов готов (не стоит забывать оббивать шлак, который образуется над ним в виде валика), можно запустить коммуникацию на предмет контроля качества соединения.
Технология сварки водопровода, газопровода и других инженерных коммуникаций практически одинаковая. Важно соблюдать последовательность действий и учитывать виды швов в разных положениях, так как от умения их варить и будет зависеть качество коммуникации.

Как состыковать трубы
Для новичка, который хочет в совершенстве овладеть сваркой, необходимо знать все тонкости этого процесса. Для сваривания двух труб существует более 30 способов. Рассмотрим самые распространенные способы сварки труб:
- в угол;
- в тавр (перпендикулярно по отношению друг к другу);
- в стык;
- внахлест.
Тип стыковки труб выбирается в зависимости от типа металла, вида сварки и характера коммуникации. Например, трубы для системы централизованного отопления чаще всего соединяются встык с помощью электросварки. Для качественного шва, главное – сделать провар по всей толщине изделия.
Большую роль в технике сварки труб ручной дуговой сваркой играют типы шва, которые классифицируются на четыре основных группы:
- горизонтальные;
- нижние;
- вертикальные;
- потолочные.
Каждый из этих способов имеет свою технологию выполнения. Самое удобное и простое для выполнения качественного соединения – нижнее положение. Если есть возможность перемещать и поворачивать элемент, то мастер старается их установить именно в нижнее положение. При этом, во время работы, металл не стекает вниз, как при вертикальном шве, не разбрызгивается по сторонам, как при потолочном положении. Сварка технологических трубопроводов проводится, применяя все эти виды, так как коммуникации имеют множество разветвлений.
По типу продолжительности шва на трубопроводе, они разделяются на сплошные и прерывистые швы.
Особенности сварки труб
Ручная дуговая варка трубопроводов значительно отличается от работы с плоскими деталями. Тоже самое касается и других видов, которые применяются для водо- или газопроводов (аргонная, газовая). Далее представлены самые основные аспекты сварки труб ручной дуговой сваркой:
- Режимы настройки аппарата:
- сварочный ток рассчитывается следующим образом: диаметр электрода нужно умножить на 35. Это и будет оптимальная сила. Например, при работе с проводником в 3 мм, сила тока будет (3х35) 105А. конечно, эта цифра условная, но в среднем так и получается. При сварке труб малого диаметра и толщины не более 4мм, больше 150Атне потребуется;
- чтобы удержать дугу, необходимо четко соблюдать расстояние между проводником и металлам. Его рассчитывают исходя из диаметра электрода +1. Например, при электроде в 4 мм, расстоянием для дуги будет 5мм.
- Сварка труб малого диаметра (до 10 см):
- изначально стыки собираются вручную и прихватываются точечным методом (достаточно двух точке, располагающихся друг напротив друга);
- при стыковке деталей толщиной 4 мм и более варят в два слоя – сначала корневым швом, а потом валиком;
- горизонтальный шов при сварке труб малого диаметра каждый валик укладывается в противоположном направлении. Например, первый – справа налево, второй – слева направо, третий – справа налево и так далее;
- детали, толщиной от 3 до 8 сантиметров нужно сваривать небольшими участками, для получения более качественного соединения.

- Поворотные стыки и сварка труб большого диаметра:
- скорость поворота изделия должна равняться скорости ведения проводника (она устанавливается, отталкиваясь от толщины изделия (более толстые свариваются немного дольше);
- самое выгодное положение сварочной ванны – 30 градусов от верхней точки;
- при сваривании на участках, где есть возможность повернуть изделие на 180 градусов, работа производится в три этапа. Первый — в два приема сваривают две верхние четверти диаметра трубы в направлении навстречу друг другу в один или два слоя. Второй – повернуть изделие и проварить оставшийся стык. Третий – опять поворачивают на 180 градусов и доваривают шов до конца.
- Неповоротные стыки варить намного сложнее, поэтому для сварки труб ручной дуговой сваркой существует определенная технология:
- вертикальные стыки варятся в два этапа. Периметр стыка условно делится вертикальной прямой линией на два участка. Они оба в итоге три положения: потолочное, горизонтальное и нижнее. Потолочным называется участок, занимающий примерно 20 градусов от самой нижней точки детали. Нижним – 20 градусов от верхней точки изделия. Между этими положениями находится горизонтальное положение. Работу необходимо начинать с потолочного положения и вести электрод в нижнему. Каждый участок обрабатывается короткими дугами, которые рассчитываются так: D(эл)/2.
- горизонтальные стыки скрепляются углом назад. По отношению к оси электрод должен располагаться 80 градусов. Работа производится на средней дуге и для сварки труб малого диаметра и большого.
Соблюдая эти правила при сварке водопроводных труб электросваркой получится ровный и красивый шов, а главное герметичный, прочный и долговечный.
В завершении важно отметить, что дуговая сварка труб широко используется для работы с разными типами проводов. Мы рассмотрели, как правильно варить, находящиеся в разных положениях детали. В этом и заключается особенность обработки данных элементов, так как они соединяются разными типами швов, в разных положениях.
Новичкам, которые уже набили руку к разным видам соединения, не сложно будет адаптироваться к сварке труб ручной дуговой сваркой. И не стоит забывать, что половина успеха зависит от качества зачистки труб под сварку.
Технология сварки трубопроводов отлично показана в следующем видео:
Как варить трубопровод ручной дуговой сваркой
Прокладка трубопроводов — дело непростое и ответственное. От качества сварки зависит дальнейшая эксплуатация готового изделия. Ручная дуговая сварка позволяет выполнять качественные швы, соответствующие ГОСТ.
 Ручная дуговая сварка
Ручная дуговая сварка


При домашнем ремонте и промышленном строительстве трубопроводов применяется несколько способов сборки элементов в единую конструкцию. Сварка – наиболее надежный метод крепления для труб. В результате получается прочное, герметичное соединение, монолитный трубопровод.
Технология дуговой сварки
Прочность соединений, полученных в результате сварки, достигается за счет нагревания электрической дугой сплавов из разных металлов и их пластической деформации от воздействия высоких температур. Этот процесс приводит к взаимному обмену элементарных частиц электрода и используемых материалов. Возникают молекулярные связи, делающие крепление неразъемным.
Подходя к сварке трубопроводов со всей ответственностью, необходимо знать основные моменты технологии сварки разных материалов.
Сварка неповоротных стыков
Для сварки неповоротных стыков металлической трубы подходит трехслойная сварка. Если такие стыки варят на трубах диаметром до 1,2 см, их ширина должна равняться тройной толщине электрода, а высота быть не выше 0,4 см. Способ сварки – поступательно-возвратный. Дуга делается максимально короткой – до 2 мм. Предыдущий слой покрывается следующим на 2-2,5 см.
Сварка поворотных стыков
Поворотные стыки также варят в три слоя. Процесс происходит в несколько этапов:
- Стык условно разделяют на 4 части.
- Сваривают два из них и поворачивают полученное соединение на 180 градусов.
- Сваривают остальные отрезки.
- Переворачивают трубу на 90 градусов и варят слой второй.
- Поворачивают трубу еще раз на 180 градусов.
- Повторно сваривают две оставшиеся части.
Если необходимо сварить трубы, диаметр которых более 50 см, выполняется технология обратноступенчатая:
- Стык делится на короткие отрезки от 15 до 30 см.
- Трубу вращают и накладывают слои.
Поворотные стыки, диаметр которых до 20 см, варят без разделения на отрезки. В этом случае применяют сплошной шов при вращении трубы. Обратите внимание, что 2 и 3 слои сварки накладывают в противоположных направлениях. Смежные слои перекрывают на 1-1,5 мм.
Сварка трубопроводов из сталей повышенной прочности
Уменьшению металлоемкости конструкций при строительстве трубопроводов способствует использование для этих целей изделий из стали повышенной прочности. При работе с ними учитывают:
- тепловой режим, который препятствует появлению закалочных трещин и мартенсита;
- качество сварочных материалов, которые обеспечивают повышенную технологическую прочность наплавленного металла и его равнопрочность с основным материалом.
Для этого проводят следующие операции:
- по условиям проплавления проводят расчет режима сварки;
- определяют допустимую скорость остывания стали после сварки.
Варят стали повышенной прочности двумя способами:
- с термической обработкой сварных стыков;
- без термической обработки сварных стыков.
Электроды, предназначенные для сваривания труб с высокой прочностью, имеют сопротивление разрыву свыше 590 МПа.
Главные преимущества электродов для варки с последующей обработкой соединений:
- ударная вязкость;
- небольшое удлинение;
- сопротивление разрывам.
Под стандарты ГОСТ 9467-75 подходят 5 видов неосновного материала для сварки металлоконструкций повышенной прочности:
- Э150;
- Э1255;
- Э100;
- Э85;
- Э70.
При сваривании металлоконструкций из сталей упрочненного класса без последующей после сварки термической обработки, выбирают электроды, обеспечивающие получение шва с аустенитной структурой металла. В результате получают сварные соединения с повышенной устойчивостью к образованию трещин, а сам шов – с высокими показателями вязкости и пластичности.

Сварка газопроводов и труб для транспортировки агрессивных жидкостей
Трубопроводы для транспортировки агрессивных жидкостей, кислот и щелочей, должны быть отведены от других инженерных коммуникаций. Все соединения должны быть герметичны, не подвержены трещинам и иметь стойкость к высокому давлению.
Материалы для сварки должны обладать антикоррозийными и антиокислительными свойствам, чтобы не возникло протекания вдоль сварного соединения в довольно агрессивных средах. При сварке трубопровода данного типа важно соблюдать и не нарушать правила, чтобы избежать нежелательных дефектов.
Специальные сварочные работы
Существуют особые способы сварки, которые используются только для определенных видов изделий конкретной специфики сваривания.
Диффузионная сварка
Образование связей на атомарном уровне за счет пластической деформации при приближении металлических элементов друг к другу при повышенной температуре получило название диффузионной сварки.
Соединения, полученные таким методом, имеют преимущества:
- экологичность;
- низкий расход электроэнергии;
- сохранение качественных характеристик используемых металлических деталей;
- небольшая зависимость от внешнего воздействия;
- соединение материалов, обладающих различными свойствами.
Сварка давлением
Сварка давлением – разновидность контактной сварки. В ее процессе поверхности находятся под высокоинтенсивным давлением, поэтому соединение получается бед дополнительного нагрева.
Качество шва, полученного таким способом зависит от:
- приложенных усилий;
- возможности металла поддаваться пластическому деформированию;
- предварительной подготовки материала.
При контактной сварке свариваемую область подвергают защите с помощью среды инертного газа.
К специальным видам сварочных работ также относятся:
- термитная сварка;
- сварка трением;
- сварка взрывом;
- электроннолучевая сварка;
- импульсно-дуговая сварка.
Электрошлаковая сварка
Работы при такой сварке основаны на процессе, при котором через расплавленный шлак проходит электрический ток, и энергия электронов преобразовывается в тепловую.
Отличительными характеристиками электрошлаковой сварки являются малая сосредоточенность энергии в области нагревания и большая зона нагрева.

Лазерная сварка
Излучение лазера – высококонцентрированный источник нагревания. Им служит оптический квантовый генератор.
Обладает рядом преимуществ в сравнении с другими видами сварки:
- повышенные скорости охлаждения и нагревания, которые снижают область термического воздействия и уменьшают вероятность качественных изменений металла;
- луч можно передавать на значительные расстояния, что делает возможной сварку в труднодоступных местах;
- деформация деталей уменьшается в десяток раз, благодаря узкому, но глубокому шву.
Подготовка к ручной дуговой сварке
Выбор режима дуговой сварки
Эффективность процесса зависит от правильного выполнения технологических моментов, поэтому важно выбрать режим сварки. Для этого нужно точно знать конфигурацию и толщину заготовок, химсостав металла и конструкцию сварочного соединения. В результате будет подобран подходящий диаметр электрода и величина тока.
Разные факторы имеют различное влияние на процесс, поэтому их поделили на 2 вида.
Основные параметры (они связаны с характером горения дуги), которые нужно учитывать:
- количество проходов;
- быстрота дуговой сварки – зависит от толщины металла и шва, оптимальная скорость перемещения должна быть такой, чтобы шов оказался в 2 раза шире диаметра электрода;
- длина дуги сварки – связана с диаметром электрода, от нее зависит прочность свариваемого соединения;
- полярность и род тока – бывает прямой и полярной, в зависимости от того, из какого металла сделано изделие;
- сила тока – влияет на качество шва и производительность сварки;
- диаметр электрода – зависит от кромок свариваемых изделий и способа сварки.
- наклон и длина электрода – от этих показателей зависит степень и скорость его нагревания;
- температура металла для сварки начальная;
- расположение изделия в процессе – электрод удерживают вертикально, это имеет значение для ширины и глубины шва.
Зная особенности всех параметров режима сварки, можно настроить свой сварочный аппарат на максимально продуктивную и эффективную работу.

Сварочное оборудование и типы электродов
Основное оборудование для ручной дуговой сварки – разного рода трансформаторы, которые способствуют непрерывности электродуги и являются источником питания. Эту же функцию выполняет и сварочная установка.
Рабочим инструментом сварщика для дуговой ручной сварки есть электрический держатель. Его цель – удержание электрода и подвод к нему электрического тока. Им выполняются все манипуляции в процессе, со стороны специалиста не прикладываются длительные усилия.
Держатели надежно крепят электрод в любых положениях, перпендикулярно и под углом, что позволяет не деформировать изделие при работе в труднодоступных местах. Электродержатели производят смену не более 4 секунд. По способу закрепления электрода их делят на специализированные и универсальные.
Для ручной дуговой сварки электроды подбирают неплавящиеся и плавящиеся, которые изготавливают из легированной, высоколегированной и углеродистой стали.
Обработка стыков трубопровода
Сборка стыков под сварочные работы заключена в совмещении торцов труб, чтобы их поверхности совпали, а ось трубопровода не была нарушена. Обрабатывают концы механическим способом – фрезой, резцом, абразивным кругом.
Обработка стыков необходима для холодного натяга, который компенсируется при последующем прогревании трубопровода его удлинением. Холодный натяг дает возможность разгрузить конструкцию от температурных напряжений.
Обработка стыков после натяга грозит образованием в них трещин после нагревания. При рабочей или комнатной температуре прочность стыка выше, чем при температуре отпуска. При отпуске первого стыка, который выполняет функцию пластического шарнира, часть натяга снимается.
Предварительный подогрев трубы
При сварочных работах со сталями среднелегированными, с повышенным содержанием углеводорода, которые склонны к резкой закалке, обязателен предварительный нагрев труб. Из-за чувствительности к термическому циклу сварки, область околошовная становится резко закаленной и непластичной при любом виде сварки. Шов формируется неудовлетворительно.
Предварительный подогрев приводит к снижению скорости остывания зоны возле шва, в ней образуются структуры с запасом пластичности. Они служат защитой от образования трещин под воздействием цикла термодеформации.
Температуру подогрева рассчитывают с учетом толщины стали и ее химического состава. После чего корректируют, определив реальную скорость охлаждения и сопоставив эти показатели.
Техника ручной дуговой сварки
Дуговая сварка является универсальным способом соединения металла. От качества сварочного шва зависит всей конструкции. Важно научиться грамотно работать со сварочным аппаратом, чтобы шов был надежным и герметичным.

Требования к сварному шву по ГОСТ
Стандарт параметров качества сварных швов определен по ГОСТ 23118-99. Кроме него, контроль за всеми видами сварочных работ и их результатами производят согласно:
- ВСН 012-88 – инструкция, по которой определяется, какие действия предпринимаются для контролирования качества сварных швов;
- ВБН А.3.1.-36-3-96 и ВСН 006-89 – подробный инструктаж о проведении работ сварочным аппаратом;
- СП 105-34-96 – сборка правил, которые регламентируют стандарты проведения сварочных работ и характеристики качества сварного шва.
Приемы дуговой сварки
Запал дуги проходит в несколько стадий:
- короткое замыкание электрода на элемент;
- отведение электрода;
- появление дуги.
Касаться электродом изделия следует отрывисто, иначе возникает опасность его приваривания. Качество сварки зависит непосредственно от длины дуги:
- длинная — делает шов пористым, неоднородным;
- короткая — устойчиво горит и гарантирует хороший шов.
Если угол наклона меньше 90градусов, сварку проводят углом вперед, если больше – наклонив назад. Электрод при сварке может двигаться тремя способами:
- движения поперек шва – в результате получают шов, который называют расширенный валик;
- движение вдоль оси электрода – для поддержки постоянной длины дуги;
- движение вдоль оси валика – получают узкий шов и ниточный валик.
Схемы сварки
Схема дуговой сварки заключена в образовании замкнутого контура, по которому циркулирует высокочастотный, постоянный или переменный ток. Сварочные швы бывают трех видов:
- короткий;
- средний;
- длинный.
По размеру сечения швов определяются их свойства:
- однословность или однопроходность;
- многопроходность или многослойность.
Однопроходная сварка – экономична и проста, высокопроизводительна. Ее недостаток – низкая пластичность металла и большая область перегрева.
В результате многослойной сварки создаются надежные и прочные соединения, они более износоустойчивы. Для заполнения шва применяются несколько способов сварки:
- «каскадный»;
- «горкой»;
- «в угол»;
- «в лодочку».
Пошаговое обучение — дуговая сварка неповоротных стыков труб
Горизонтальная и вертикальная сварка неповоротных стыков отличаются лишь тем, что при втором варианте расположения шва постоянно нужно менять угол наклона электрода.

Сварка корневого валика на трубе
Корневой обратный валик формируют электродом диаметром 0,3 см. Длина дуги – короткая или средняя. Наклон электрода к вертикальной плоскости трубы выдерживают, глядя на проплавление другой стороны корня шва, он составляет 80-90 градусов углом назад.
Величина тока подбирается с учетом зазора между торцами, толщины основного металла, толщины притупления и положения в диапазоне.
Объем сварочной ванны определяет скорость сварки. Она должны быть подобрана так, чтобы оба торца отлично сплавлялись, а корневой валик оставался в норме. Возможно применение электрода большего диаметра – 0,4 см. Валик второй делается по всей ширине, приваривая корневой и кромки. Сварщик выбирает электрод, промеряв его торцом ширину первого валика. Сварка происходит углом назад, со средней скоростью. Величина тока – средняя.
Заполнение шва
Заполняют разделку с нижней кромки. Третий валик выполняется на повышенных режимах.
В зависимости от размещения шлака сварку проводят под прямым углом или углом назад 70-80 градусов. Величина тока подается в максимальном диапазоне.
Скорость сварки должна быть такой, чтобы получился валик с усилением. Электрод движется по нижнему краю второго валика. Полноту третьего элемента сварщик должен рассчитать так, чтобы она была не слишком широкой и не узкой.
Юлия Петриченко, эксперт
При сварке четвертого валика наклон электрода 80-90 градусов, выполняется углом назад или под прямым углом. Он должен быть в норме.
Скорость сварки подбирается такая, чтобы сварочная ванная сплавляла верхнюю кромку разделки с третьим валиком, проплавляя второй по центру.
Замок сварного шва
Сварка каждого из валиков оканчивается проплавлением начала и запуском на шов на 0,2-0,3 см. Если работа выполняется в одиночку, каждый слой следует оканчивать по всему периметру без перерывов. «Замки» должны быть отдалены друг от друга на 0,5 см.
Многослойную сварку ведут по спирали, чтобы за счет уменьшения «замков» снизить дефективность сварочного шва.
Сварка лицевого слоя
Лицевой слой варят электродами такого же диаметра, как и при заполнении разделки. Величина тока – средняя.
Делают обычную горизонтальную наплавку (1,5 диаметра электрода), верхний слой выполняют на повышенной скорости для получения более плоского и гладкого валика. Диаметр электрода можно подобрать и меньший, соответственно с ним уменьшают и сварочный ток.
Видео-урок. Дуговая сварка неповоротных стыков
Ручная дуговая сварка – максимально надежный способ соединения металлических элементов в единое изделие. При прокладке трубопроводов без нее не обойтись. Особенно, если работу нужно выполнить в труднодоступном месте и в одиночку.
Приходилось ли вам использовать какой-то из видов дуговой сварки? Какой из них вы считаете самым простым в выполнении и производительным? Поделитесь с нами в комментариях к статье!
Технология соединения труб ручной дуговой сваркой

Соединение металлических конструкций, в том числе труб, часто выполняется вручную. Сделать это своими силами могут почти все, кто владеет навыками сварки. Надо только внимательно разобраться с особенностями конкретной работы.

Особенности
Ручная дуговая сварка труб подразумевает сильный прогрев на участке, куда прикладывают электроды. Ведь через него проходит мощный разряд (дуга). Она плавит металл и заставляет его капли течь вниз, к месту, где соединяются элементы трубопровода. Поверхностные слои их неизбежно плавятся, но при этом капли, пришедшие сверху, теряют тепло и застывают. Они делают шов герметичным и обеспечивают стыковку деталей.


Важно: металлургический шлак, присутствующий в электроде, находится в верхней части расплава, пока тот не затвердеет.
Несомненными достоинствами электродуговой технологии выступают:
- простота (эта работа по силам любым квалифицированным сварщикам);
- надежная герметизация формируемых швов;
- механическая прочность связки металла.


Как подготовиться?
Сварка труб больших диаметров, таких как на магистралях газопровода, производится с применением электродов, покрытых пленкой из целлюлозы. Если понадобилось соединить угловые швы и сделать так называемые прихватки, применяют элементы с внешним слоем из рутила. Наиболее сложные манипуляции проводятся электродами, сочетающими два указанных типа элементов. В дополнение к таким деталям и сварочным аппаратам потребуется брать выпрямляющие трансформаторы. Впрочем, опытные профессионалы советуют применять инверторы.
Среди сварочных аппаратов предпочтительны системы, позволяющие обрабатывать металл в различных режимах. Но среди них обязательно должен быть тот, что поможет варить определенную марку стали в трубах заданной толщины. Качество получаемого стыка в первую очередь определяется именно электродами и настройкой техники. Возможности сварочных систем примерно одинаковы, и доля откровенно некачественных среди них мала. Предварительно, как и при других методах соединения, придется устранить любую грязь и масляные пятна.

Составные части будущего или ремонтируемого трубопровода ставят стык к стыку и максимально выравнивают. Настроив сварочный режим и закрепив требуемые электроды, ставят на трубы контакты, при помощи которых обеспечивается заземление. Повысить надежность будущих контактов могут прихватки. Так называют мелкие швы, обеспечивающие точное размещение присоединяемых деталей. Когда они сформированы, как раз и начинается серьезная работа.

Рекомендации
Кроме норм, которые устанавливает ГОСТ, требуется учитывать и многолетнюю практику сварщиков. Из нее следует, что запуск аппарата должен происходить сразу при легком касании электродом металла. Нужно ни на секунду не упускать из виду, какова длина дуги. Именно от нее зависит величина газовой сферы, мешающей воздуху попадать в обрабатываемую область.
Важно: хотя работы должны проводиться споро, нельзя совершать резких движений электродом.
Любой неосторожный маневр может нарушить равномерность распределения плавящегося металла. Чтобы повлиять на толщину наплавляемого металлического слоя, нужно осторожно двигать всем корпусом то в одну сторону, то в другую. Это зависит от того, куда именно должно вестись наплавление. Работая с трубами большой величины, делают швы внутри и снаружи. Особенно это важно при значительной толщине металла.


Технологический процесс
Работа с разворотом стыка начинается с формирования прихваток, после чего делается два генеральных шва. Теперь можно повернуть трубу на 90 градусов и сделать последние швы, добившись герметичности связки металла. Чтобы исключить прожоги, первый ход делают электродом диаметром 4 мм.
Оптимальные марки:
- ВСЦ-1;
- СМ-11;
- УОНИ-11/45.
Электрическая дуга в таком режиме должна иметь силу тока в 130 А (погрешность — максимум 10 единиц). На втором и третьем слоях берут уже электроды габаритом 5 или 6 мм, ток усиливают до 200 и даже до 250 А. Иначе ведется сварка неповоротных стыков. Необходимость в ней возникает на трубопроводе, который не получается передвигать. Исходный слой варят снизу вверх, последующие — на усмотрение сварщиков — выполняются иногда и в противоположном направлении.


Самые трудные для доступа места провариваются через техническую врезку. Когда соединение частей, вплотную прилегающих к подушкам из бетона или к стенам из кирпича, закончено, подготовленное отверстие нужно вновь заварить. Особенно сложно выполнять сварку зимой, поскольку обрабатываемая область быстро остывает. При этом уход из нее горячих газов усложняется, что может сделать трубу хрупкой; только искусные профессионалы смогут минимизировать такой риск. Не менее важно избегать возникновения горячих трещин и непроизвольной закалки металла. В этом случае в отличие от металлургической обработки она ухудшает результат.

Рекомендуется:
- еще плотнее, чем в теплый сезон, стыковать соединяемые детали;
- согревать металл до легкого красного тона;
- повышать силу тока до 20% против штатных рекомендаций.
Подобные меры помогут создать вполне вязкий шов с нормальной пластичностью. Выровнять свариваемые трубы помогают мелкие деревянные бруски определенной толщины. В любом случае дуговая сварка трубных стыков производится непрерывно, и скорость передвижения электрода менять нельзя. Нежелательно забывать и о собственной безопасности, о ношении защитных масок и плотных костюмов.


Поворотные стыки можно варить так:
- условно разбить их на 4 сегмента;
- сварить два, сделать поворот стыка на 180 градусов;
- соединить прочие отрезки;
- после поворота на 90 градусов формировать вторую линию;
- перевернуть трубу на 180 градусов, после чего доварить недостающую пару частей.
Поворотные стыки малого диаметра — до 200 мм — обычно сваривают монолитным швом. При этом вращается сама труба, а деление на отрезки не применяется. К сведению: 2 и 3 линии идут в противоположные стороны, а соприкасающиеся слои делают с набегом 0,1-0,15 см. Свою специфику имеет и работа со сталью увеличенной крепости. Только специально подобранный тепловой режим поможет избежать возникновения внутри мартенсита трещин от закалки.

Очень важны и характеристики сварочных материалов. От них зависит, будет ли наплавленный слой стали довольно крепким, не окажется ли он ослаблен по сравнению с основной частью. Варят упрочненную сталь как с термической обработкой стыков, так и без нее. Используют электроды, имеющие сопротивление на разрыв от 600 МПа и выше. Все перечисленные манипуляции, заметим, проводятся в обычной атмосфере.


Обработка в инертном газе
Аргонодуговая сварка труб, наряду со сваркой под защитой гелия, нужна при получении тонкой трубной продукции с прямыми швами. Технология отработана для конструкций диаметром 1,5-42,6 см при толщине стенок 0,02-0,5 см. Аргонодуговая сварка может соединять трубы, сделанные из стали со значительным количеством легирующих добавок. Но за 60 секунд сварщик соединит всего 50-150 см шва, что гораздо меньше, чем в других технологиях. Допускается применение тех же систем, что и при сварке радиочастотным методом или электрическим сопротивлением.
Но генератор или трансформатор заменяют внутри на особую аппаратуру. При работе используют не подверженные плавлению электроды. Края заготовок не только плавятся, но и сжимаются под действием опорных валков. Если используется внутренний поддув, удается сократить размер нежелательных элементов. Поскольку стенки не толще 0,3 см, а сварочное давление велико, присадочный материал использовать необязательно.
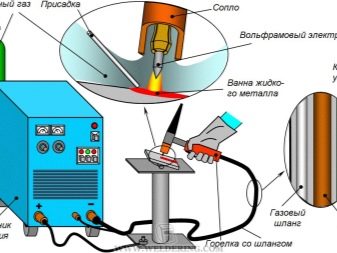

Аргон как изолирующий газ хорош не только из-за устойчиво горящей дуги, но и благодаря уменьшению провисания металла. В этом смысле он лучше гелия подходит для работы с нержавеющими сортами стали, с титаном. Когда нужно варить трубы диаметром до 10 см, требуется электрод из вольфрама внешним сечением 0,4 см. Для работы используют постоянное электричество под напряжением от 12 до 15 В и с силой до 200 А. Варьируя эти показатели, можно выбрать оптимальный режим для соединения труб конкретного размера.
О том, какая используется технология соединения труб дуговой сваркой, смотрите в следующем видео.
Источник https://svarkaed.ru/svarka/izdeliya-i-konstruktsii/tehnologiya-svarki-trub.html
Источник http://protryby.ru/kak-varit-truboprovod-ruchnoj-dugovoj-svarkoj
Источник https://stroy-podskazka.ru/vodosnabzhenie/truby/soedinenie-ruchnoj-dugovoj-svarkoj/




