Содержание
Все о фланцевых соединениях
Фланцевые стыки предназначены для создания разъёмного и не менее герметичного, чем сварное, соединения. Назначение фланца – присоединение отводящих труб или трассы к входным патрубкам, ведущим в отсеки и ходы технологического оборудования, например, секции котельной.

Что это такое?
Фланцевое изолирующее соединение – метод стыковки участков трубопровода, где требуется обслуживание без перемонтажа или реконструкции уже имеющейся линии. Это позволяет ускорить прочистку, замену отказавших секций без использования пильно-шлифовального и сварочного оборудования. Трубопроводы, чья система предусматривает организацию дополнительных ответвлений, пересечений и врезок, зачастую не обходятся без разъёмных стыков. На сайте https://alurem.by/ можно выбрать различное сертифицированное оборудование под любые нужды и задачи. Компания работает напрямую с производителями, благодаря этому здесь качественное
Можно, конечно, использовать муфтово-сгонные секции, однако фланцевые разбираются значительно легче.

Для надёжной стыковки всей трубоходной металлоконструкции используют болты с комплектом гаек, пресс- и гроверных шайб, вворачиваемых в крепёжные отверстия, соседние из которых отстоят друг от друга на одинаковом расстоянии. Фланцевые стыки применяются не только в жидкостных системах трубопроводного обмена внутренней средой, но и в газовых, а также работающих на сжатом воздухе или парах любых жидкостей, нагретых до 100 и более градусов по Цельсию.

Наиболее популярная область применения фланцевых соединений – магистральные и вторично отходящие от них трубы подачи природного газа. Но по фланцевым секциям трубомагистрали гонят и нефть, аммиак, сероводород, оксиды неметаллов, также являющиеся газами в разогретом состоянии. Стальные фланцы применяют в сочетании таких же труб под приварку, однако на практике их всё больше вытесняют трубы ПНД (полиэтиленовые низкого давления), где фланец, имеющий кольцевую отбортовку с внутренней резьбой, навинчивается на пластиковую трубу. Допустимо использовать лишь полиэтилен и полипропилен, обладающие значительной упругостью при температуре от нуля до десятков градусов по Цельсию.

Фланец компрессионный, обладающий размером, к примеру, в 63 мм, применяется для возведения водопроводных систем, функционирующих на достаточно низком (до 1 атмосферы) давлении, включая мелиоративные инженерные коммуникации. Канализация, где жидкой средой в трубах является сточная или дренажная (ливневая) вода, не нуждается во фланцах с повышенным (10 и более атмосфер) давлении. Фланец обеспечивает переход с 63 мм (ПНД) на 5 см (сталь).

Стык производится путём связывания его через соответствующий фланец. Толщины стенок и резьбового зазора хватит, чтобы создать завинчивающееся разъёмное соединение. Его второе применение – стык для связи с шаровым запором, гидрозатвором и т. д. В комплекте может поставляться металлокольцо, благодаря которому перетяжка пластика, ведущая к появлению трещины на участке трубопровода, исключена. Такие детали не подходят для среды с температурой более 40 градусов. Рабочее давление берётся с запасом – 16 бар (параметр со значением «Ру-16»). Чтобы выбрать подходящее изделие, учитывают разграничение типов (или видов) фланцев по методу стыкования, способу изготовления и по классу давления.

По способу соединения
Способ соединения, как ранее отмечалось, может быть приварным (соединения из стали, например, морозостойкой 09Г2С) и врезным (резьбовое навинчивание). Для надёжного соединения по резьбе применяют фланцы с ободком, толщина стенок на котором составляет не менее 3 мм. Это кольцо наваривается на сам фланцевый «блин», затем полученное соединение отшлифовывается, получившаяся конструкция проверяется на отцентрованность, а далее на внутренней стороне стенок отбортовки режется резьба.
Так, для 50-миллиметровой трубы (приближённо это 2 дюйма) всё тот же 63-миллиметровый фланец предусматривает толщину стенок отбортовки приблизительно в 6,5 мм. Помимо 63х2, востребованы и другие похожие размеры, например, 110х4. Зависимость меньшего значения от большего в этой маркировке не всегда линейна.

Соединение приварным методом производится неразъёмным способом: на отрезок трубы навариваются два фланца с разных её концов. Соединение врезкой может потребовать лишь нарезания на уже существующей трубе резьбы. Далее резьба обматывается по канавкам ФУМ-лентой, паклей с нанесённой на неё термопастой. Затем фланец привинчивается на этот нарезной конец трубы.

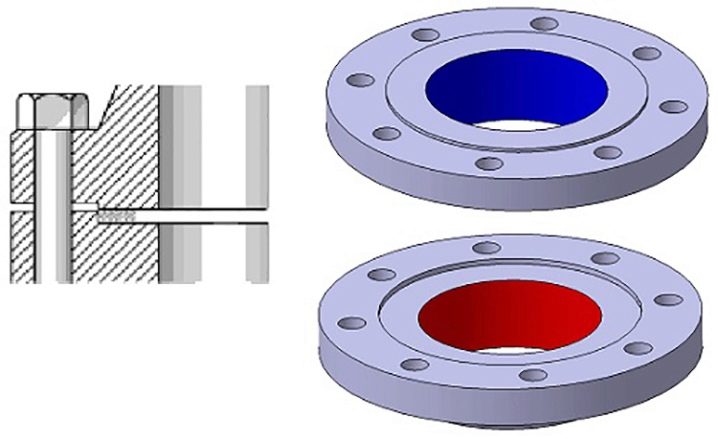
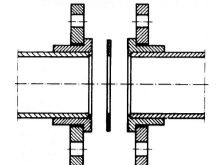
Фланцы с шипом и пазом устроены следующим образом. Шип – один кольцевой бортик, паз – два, отстоящих друг от друга на ширину шипа. В результате соединение обеспечивается с куда более тонкой прокладкой, представляющей собой кольцо, чьи внешний и внутренний диаметры равны диаметрам шипа. Кольцо-прокладка вставляется и запрессовывается в паз одного из фланцев, затем в этот технологический канал вставляется шип второго фланца.
По способу изготовления
Фланцы изготавливают из средне- и высоколегированной сталей. Марки стали для фланцев учитываются по ГОСТу 12816-80. Распространённым способом является выделка фланцевых изделий горячим штампованием на кузнечном оборудовании. «Блин» штампуется, в результате образуются симметрично прорезанные отверстия, которые затем дорабатываются на токарном оборудовании. Альтернативы кузнечному штампованию – газовое разрезание, отливание в форме. Последний способ подразумевает вращение с использованием центробежного отливания.

По классу давления
Кованая сталь марки ASME-B16.5 использует 7 классов давления: 150, 300, 400, 600, 900, 1500 и 2500. Чем выше номинал класса, тем больше допустимое давление в трубопроводе. Класс давления обусловливается объёмом стали, затраченной на производство одной пары. Маркировка классов – безразмерная величина. По этому стандарту здесь учитывается количество фунтов на дюйм.

Используя конвертер величин, легко перевести это в атмосферы (килограммы давящего воздействия на квадратный сантиметр площади трубопровода). При повышении температуры с +20 до +450 по Цельсию разрешённое давление может уменьшиться до 5 раз: сталь, ослабленная разогревом, даёт больше возможностей воде, газу или пару вырваться наружу. Некоторые стали из одной фазы могут уже при этой температуре перейти в другую: например, карбидная структура преобразовывается в графитную.

Дополнительные элементы
Одних фланцев, как показывает практика, мало для обеспечения высококачественного стыка. В качестве дополнительных элементов применяются следующие решения.
- Болты и гайки с набором гровер- и прессшайб. Гроверная шайба, являясь витком пружины, не даёт соединению развинтиться от вибрации, вызываемой, к примеру, гидроударами при резком перекрытии воды, пара или газа на вентиле (задвижке) или кране. Это позволяет закрутить гайки до упора, не прибегая к их фиксации на витках болтов с помощью точечно-контактной сварки, что привело бы к порче крепежа и необходимости его спиливания/расточки.
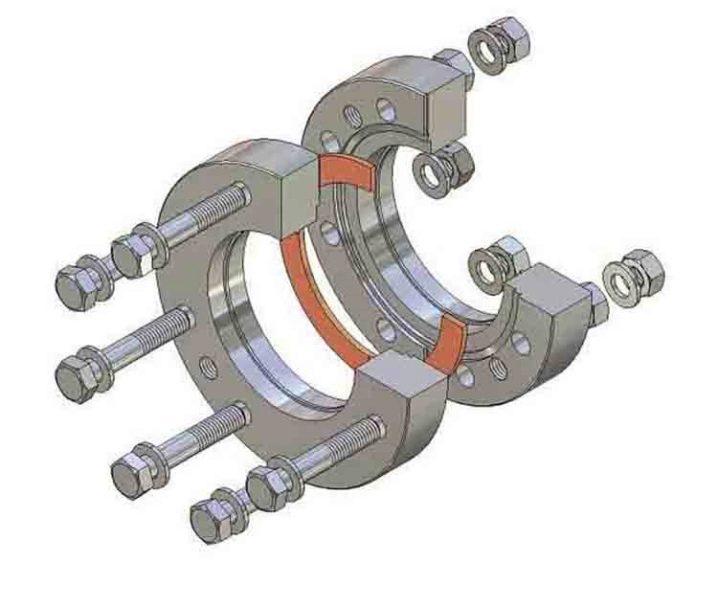
- Уплотнение из резины создаёт герметизацию. Вместо резинового кольца может использоваться и клей-герметик. Это даёт возможность создать так называемое резиноподобное соединение, полностью или частично заменив вырезку из настоящей резины. Вместо резины могут применяться и другие термостойкие уплотнители, к примеру, эбонит либо композитные материалы на основе каучука.
Минимальное требование – резина должна выдержать нагрев хотя бы до 120 по Цельсию.

- Защитный кожух поставляется для закрытия фланцестыка на трубопроводе. Он может быть дополнен патрубком внештатного сливания. Изделие показано при использовании в качестве внутренней среды в трубе жидкости с химически активным составом. При этом оцинкованная или нержавеющая прослойка исключает вредное воздействие такой среды до определённой концентрации химреагента в воде.
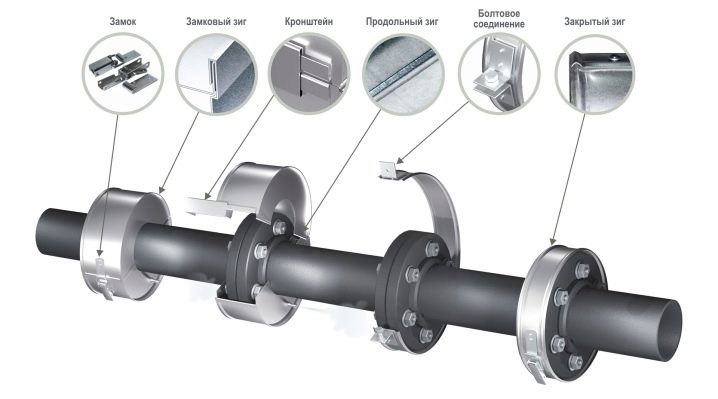
Как и фланец, кожух не подходит для превышения температуры больше, чем на 450 градусов. Если подходящих кожухов в продаже не нашлось, потребитель вправе сделать заказ на изготовление изделий типоразмеров, подходящих в каждом конкретном случае.

Расчет и монтаж
Недостаточно просто поставить фланцы друг напротив друга, совместив их согласно правильно произведённому подбору. Потребуется и затягивание болтовых соединений. Чтобы качество стыка осталось неизменно высоким, следует выбрать наиболее высокоточные изделия, соответствующие друг другу.
Например, допуски шипа и паза не должны заметно расходиться друг с другом.


Для высококачественного монтажа фланцевого стыка сделайте следующее.
- С поверхностей (особенно соприкасающихся друг с другом участков на разных фланцах) очищают и удаляют остатки жира с помощью ацетона (спирта, растворителя-646, дихлорэтана или иного органически активного средства).
- Просматривают фланцы на присутствие (отсутствие) насечек, выбоин, вмятин, свидетельствующих как об отбраковке на производстве, так и о неправильных перевозке и хранении партии фланцев на складе.
- С резьбовой зоны снимают технологические заусенцы, далее стыкуемую часть покрывают машинным (индустриальным) маслом, смазкой или масляной отработкой.
- Устанавливают по центру прокладку. В паз её вставить легче при монтаже беспазно-бесшиповых фланцевых деталей. Бывшие в использовании прокладки брать незачем: их срок службы на новых изделиях заметно укорачивается, так как на предыдущих стыках они уже проработали довольно долгое время.


После установки болтов производится закручивание гаек до момента начала затягивания. Затем болты по одному затягиваются равномерно. Для четырёхболтового крепления используют последовательность затяжки по принципу «через один». Для затягивания болтов имеет смысл использовать тарировочный ключ. В него вмонтирован динамометр: если не довернуть болтовое соединение, то крепление может разойтись при гидроударах, если же перетянуть, будут рваться сами болты.


Затягивать весовым ключом гайки нужно до значения, которое рассчитано в соответствии с данным стыком. Для разных по условному диаметру (ДУ) фланцев используется своё значение усилия затяжки. Альтернативный способ закрутить соединения на фланцах – применить гидравлику для затягивания гаек, а для ускорения процесса предварительного закручивания гаечных соединений применяются пневматические гайковёрты.
Если соединений немного, а повышенная точность монтажа не особо критична, то гайки затягиваются вручную: простым рожковым, трубчатым или разводным ключом.

Расчёт ввода в эксплуатацию стыковых секций трубопроводов показывает, что усилие стягивания в первые сутки после монтажных работ ослабляется на одну десятую. На второй день следует с помощью всё того же весового ключа пройтись по всем соединениям. Ослабленные затяжки подтягиваются вновь до расчётного усилия.

Требования по сборке фланцестыковых секций учитывают не только условный диаметр, но и распирающее усилие (РУ), а также расчётное давление в системе. Это позволяет максимально высококачественно смонтировать трубные сегменты, обеспечив трубопроводам эксплуатацию без замены фланцев и прокладок на протяжении ряда лет с учётом периодического окрашивания всего воздуховода или газопровода.
Задвижки
Задвижки – тип трубопроводной арматуры с запирающим (регулирующим) элементом, который перемещается перпендикулярно оси потока рабочей среды. Задвижки – арматура двухпозиционного действия. Они могут применяться только для включения или отключения трубопроводов. Использование задвижек в качестве регулирующих устройств запрещается.
Устанавливаются задвижки как на горизонтальных, так и на вертикальных трубопроводах. Задвижки со встроенным электроприводом целесообразно устанавливать на горизонтальных участках трубопроводов шпинделем вверх. В местах установки задвижек должен быть обеспечен свободный доступ для их обслуживания и ремонта без вырезки из трубопровода, для монтажа и демонтажа.
Выпускаются задвижки с затворами клинового и параллельного типа. В основном задвижки оснащены затворами клинового типа. Особенностью задвижек данного типа является зависимость усилия прижатия рабочих поверхностей затвора к рабочим поверхностям седел от усилия на приводе.
Характеристики и требования
- Задвижки должны соответствовать требованиям ГОСТ 5762, ТУ и КД.
- Номинальные размеры от DN50 до DN1600 включительно.
- Номинальные давления от PN1,6МПа(PN16) до PN25МПа(PN250) включительно.
- Конструктивное решение задвижек, предназначенных для работы на вакууме, должно обеспечивать их герметичность относительно внешней среды и затвора при давлении до 0,004 МПа.
- В задвижках, предназначенных для работы на трубопроводах, на которых возможен нагрев находящегося в замкнутом объеме корпуса конденсата, должно быть предусмотрено устройство, исключающее повышение в них давления свыше допустимого значения.
- Задвижки с номинальным диаметром до DN150 включительно должны иметь клин жесткой конструкции, свыше DN150 до DN300 включительно – клин жесткой или упругой конструкции, свыше DN300 – упругой конструкции.
- Присоединение задвижек к трубопроводу: фланцевое по ГОСТ 12815, ответные фланцы по ГОСТ 12821.
- Испытание задвижек проводить согласно РД 26-07-263-86.
- Исполнение корпусов задвижек – полнопроходные.
Материал уплотнительных поверхностей деталей узла затвора должен обладать износостойкостью, обеспечивающей ресурсные показатели надежности задвижек. Скорость коррозии материала уплотнительных поверхностей деталей узла затвора – не более 0,05 мм/год. Если материал седел корпуса и контактирующих с ними деталей узла затвора не обеспечивает указанную скорость коррозии и требуемую износостойкость, то в стандартах (ТУ, КД) на конкретные задвижки предусматривают наплавку уплотнительных поверхностей коррозионно-стойкими износостойкими сплавами.
Седла задвижек допускается выполнять в соответствии со стандартами (ТУ, КД) на конкретные задвижки либо вместе с корпусом, либо вставными (с креплением на резьбе, запрессовкой, сваркой и другими методами).
Затяжку резьбовых соединений задвижек проводят стандартным или указанным в ТК, КД на конкретную задвижку специальным инструментом без применения удлинителей. Конструктивно обеспечивают выступание концов болтов и шпилек из гаек не менее чем на один шаг резьбы.
Срезы соседних колец сальниковой набивки смещают при сборке на угол 90° ± 5°.
Конструкция задвижки должна обеспечивать блокировку одновременной работы привода и ручного дублера.
Классификация
По типу затвора
Задвижки подразделяют по типу затвора:
-
- С
клиновым
- запирающим элементом (с жестким клином, упругим клином, составным клином)
По типу уплотнения
Задвижки подразделяют по типу уплотнения подвижных элементов относительно внешней среды:
- сальниковые,
- сильфонные,
- с жидкометаллическим,
- графитоармированным
По типу присоединения
Задвижки подразделяют по типу присоединения к трубопроводу:
- фланцевые,
- муфтовые,
- цапковые,
- штуцерные,
- под приварку;
По типу проточной части
Задвижки подразделяют по типу конструкции проточной части корпуса:
- полнопроходные
- неполнопроходные
По типу уплотнения неподвижных элементов
Задвижки подразделяют по типу уплотнения неподвижных элементов:
- с плоским уплотнением
- с уплотнением “выступ-впадина”
- с уплотнением “шип-паз”,
- промежуточным кольцом;
По типу управления
Задвижки подразделяют по типу управления:
- с ручным управлением,
- с пневмо- или гидроприводом,
- с электроприводом.
Тип шпинделя
По типу шпинделя: с выдвижным шпинделем, невыдвижным шпинделем;
Положение запирающего элемента
По исходному положению запирающего элемента задвижек с автоматическим управлением: нормально открытые – управляющая среда закрывает; нормально закрытые – управляющая среда открывает;
Тип передачи усилия
По типу передачи усилия управления от элемента управления к задвижке: с приводом вращательного типа, с приводом поступательного типа.
Направление подачи среды
Направлению подачи управляющей среды в привод задвижки:
а) с односторонним направлением (на открытие или на закрытие);
б) с двусторонним направлением (попеременно, на открытие и на закрытие или наоборот);
Конструкция
Схема
Конструкция задвижки состоит из корпуса и крышки, образующих полость, в которой находится рабочая среда под давлением и внутри которой помещен затвор (на чертеже он клиновой). Корпус имеет два конца для присоединения задвижки к трубопроводу (применяются присоединительные концы фланцевые и под приварку).
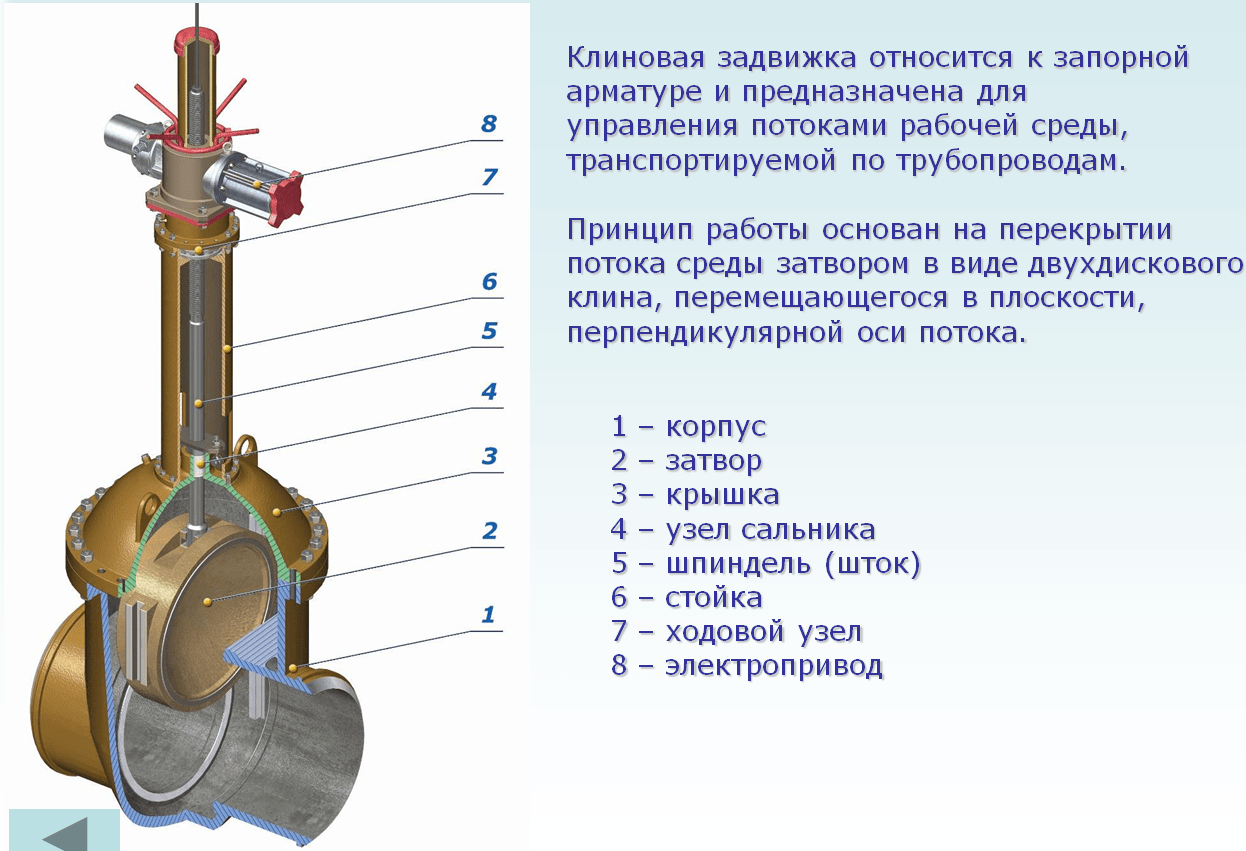
Клиновая задвижка
Внутри корпуса расположены, как правило, два седла, параллельно или под углом друг к другу (см рис.13), к их уплотнительным поверхностям в положении «закрыто» прижимаются уплотнительные поверхности затвора. Затвор перемещается в плоскости, перпендикулярной оси прохода среды через корпус, при помощи шпинделя или штока. Шпиндель с ходовой гайкой образует резьбовую пару, которая при вращении одного из этих элементов обеспечивает перемещение затвора в нужном направлении. Такое решение наиболее распространено, и применяется при управлении вручную или электроприводом.
Седло
Для задвижек из углеродистой стали седла изготавливаются из материала с высокой плотностью, обладающего хорошей уплотнительной способностью. В качестве материала для уплотнительных поверхностей используется сталь с 13% содержанием хрома или сверхтвердые сплавы, наплавляемый на уплотнительную поверхность.
Седла могут вворачиваться или ввариваться в корпус задвижки, либо производится наплавка коррозионно-стойкого уплотнения непосредственно в сам корпус. Выдвижной шпиндель и клин задвижек соединяются Т-образным пазом. Верхняя часть паза плотно сопрягается со шпинделем для обеспечения надежного и прочного соединения. Упругая конструкция клина позволяет избежать спаек с седлами, возникающими при возрастании температуры.
Сальниковое уплотнение
Конструкция камеры сальникового уплотнения предохраняет набивку сальника от воздействия рабочей среды, когда клин поднят в верхнее положение. Сальниковая набивка изготавливается из терморасширенного графита, имеющего хорошую уплотнительную способность и стойкость при высоких температурах. При обтяжке сальникового уплотнения фланец и втулка сальника центруют шпиндель и предотвращает его от заедания во время движения. Собранная крышка крепится на корпусе задвижки при помощи шпилек с навернутыми на них шестигранными гайками. Герметичность данного соединения достигается при помощи установки прокладки, состоящей из терморасширенного графита и нержавеющей стали.

Сальниковое уплотнение
Бугельный узел
Конструкция бугельного узла позволяет надежно закрепить втулку шпинделя, изготовленную из латуни и установленную на опорных подшипниках. Применение опорных подшипников значительно снижает крутящий момент на шпинделе при операциях открытия-закрытия и увеличивает срок службы втулки.
Наиболее распространенной является конструкция, в которой гайка представляет собой полый цилиндр с внутренней трапецеидальной и наружной метрической резьбой. С помощью наружной резьбы гайка ввинчивается в перемычку бугеля и стопорится винтом, завинчиваемым в «полтела» одновременно в гайку и в бугель. В клиновых задвижках при некоррозионной среде ходовая гайка устанавливается в гнезде клина. В клиновых задвижках больших диаметров прохода с целью экономии цветного металла гайка из латуни ввинчивается в обойму, изготовленную из черного металла. Гайки, расположенные внутри полости арматуры, находятся в среде, что является эксплуатацией в тяжелых условиях и приводит к сравнительно быстрому износу и выходу из строя. Замена их затруднительна, поэтому их применение ограничено.
Технические условия по ГОСТ 5762, ГОСТ 9698: номинальный диаметр DN 50-1200 мм, номинальное давление PN 25-250 кг/см^2, температура рабочей среды от -60 до +600 С.
При конструировании узлов невращаемой ходовой гайки направление резьбы выбирается таким образом, чтобы закрывание арматуры происходило при вращении маховика по часовой стрелке. Это правило предусмотрено требованиями Госгортехнадзора.
Материальное исполнение
Основные материальные исполнения: углеродистая, легированная холодостойкая, жаростойкая нержавеющая, нержавеющая сталь со специальными свойствами и другое.
Монтаж
Проверить работоспособность задвижки:
установить на задвижку электропривод, настройить муфту ограничения крутящего момента в соответствии с величиной, указанной в данном паспорте;
выполнить два полных цикла ОТКРЫТО-ЗАКРЫТО, при этом отключение электропривода должно производиться:
1)в нижнем положении – от срабатывания выключателя муфты ограничения крутящего момента;
2)в верхнем положении – от срабатывания конечного выключателя при недоходе бурта шпинделя до упора в верхнее уплотнение от 7 до 16 мм – в зависимости от типоразмера задвижки.
В случае преждевременного срабатывания муфты ограничения крутящего момента, операцию по настройке ее выключателей следует повторить.

ПОРЯДОК МОНТАЖА
Задвижка должна быть установлена на бетонном фундаменте, исключающем воздействие ее веса на трубопровод.
Установочное положение задвижки на трубопроводе – вертикальное, электроприводом вверх с допускаемым отклонением до 3 градусов. Положение клина при приварке задвижки – ЗАКРЫТО. Приварку патрубков (ответных фланцев) задвижки к трубопроводу и контроль сварного шва произведите в соответствии с правилами, действующими на строящемся объекте (ВСН 012-88 «Строительство магистральных и промысловых трубопроводов», РД 153-006-02 «Инструкция по технологии сварки при строительстве и капитальном ремонте магистральных нефтепроводов»).
При монтаже задвижки на трубопровод патрубки (или ответные фланцы) должны быть установлены без перекосов, а отверстия под крепеж должны совпадать с отверстиями на фланцах задвижки.
ЗАПРЕЩАЕТСЯ УСТРАНЯТЬ ПЕРЕКОСЫ ТРУБОПРОВОДА ЗА СЧЕТ НАТЯГА (ДЕФОРМАЦИИ) ПАТРУБКОВ ЗАДВИЖКИ.
Выполните два полных цикла ОТКРЫТО-ЗАКРЫТО с отключением электропривода в крайних положениях от срабатывания выключателей.
При гидроиспытаниях трубопровода давлением, равным 1,5 PN , задвижка должна находиться в полностью открытом или в промежуточном положении (от 25 до 75%), что обеспечит поступление испытательной среды во внутренние полости корпуса задвижки.
Для удаления воздуха используйте «воздушную» пробку.
Маркировка
- товарный знак предприятия-изготовителя;
- знак соответствия и код органа по сертификации;
- условное давление PN, МПа;
- условный проход DN;
- марку материала корпуса для исполнения УХЛ1 (на табличке);
- заводской номер и дату изготовления;
- массу задвижки без электропривода (на табличке);
- клеймо ОТК (на табличке);
- надпись «Сделано в …» (на табличке).
Фактическое значение углеродного эквивалента «Сэ» материала корпуса (на внутренней поверхности одного из патрубков или ответного фланца).
Задвижка поставляется одним грузовым местом, в горизонтальном положении на поддонах с закрытыми заглушками проходными отверстиями патрубков.
При поставке задвижки в комплекте с электроприводом отгрузка производится двумя грузовыми местами.
Ответные фланцы (для исполнений с ответными фланцами) отгружаются в сборе с задвижкой.
Разновидности и правила монтажа вентилей запорных фланцевых соединений

Запорно-регулирующий вентиль — это арматура трубопроводной системы, предназначенная для регулировки потока рабочей жидкости вплоть до полного перекрытия подачи. Такие устройства действуют в сетях водопровода, газоснабжения и радиаторного отопления.
Вентили или клапаны (более современное название) ввиду простоты и надежности конструкции широко распространены во всех сферах хозяйствования, промышленности и в быту. Они используются для работы как с жидкими, так и с газообразными веществами.
Описываемые устройства дешевле применять в трубопроводах сравнительно небольших диаметров, поскольку с ростом проходного сечения значительно увеличиваются усилия по управлению клапаном. В этой связи их конструкции необходимо существенно усложнять, чтобы обеспечить заданную надежность посадки затвора клапана в седло.
Существует различие между запорной, регулирующей и запорно-регулирующей арматурой.
В запорном клапане запирающий элемент может находиться в одном из двух положений — «открыто» или «закрыто». В регулирующих устройствах рабочим положением считается любая из возможных степеней открытия.
Запорно-регулирующие приборы совмещают обе функции.
Принципиальное отличие вентиля от задвижки в том, что движение запирающего органа (чаще всего — золотника) происходит вдоль оси потока жидкости или газа (в зоне седла).
В задвижках рабочий орган движется поперек струи.
Крепление на трубах
В зависимости от конструкции оно может выполняться фланцевым, муфтовым, штуцерным, цапковым или сварным способом. Муфтовый и штуцерный способ крепления используются на самых малых диаметрах — до 40 мм, сварное — если отсутствует другая возможность подсоединения к трубе. Наиболее распространен именно фланцевый способ монтажа на трубопровод.
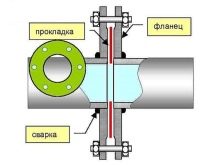
Фланцевое соединение
Фланец — это круглая или квадратная пластина с центральным проходным отверстием, монтируемая сваркой на вход и выход вентиля.
По контуру фланца по шаблону сверлятся отверстия для болтового соединения с другими фланцами и нарезаются круговые проточки для уплотнительной прокладки.
В литых конструкциях из чугуна или стали фланцы отливаются вместе с изделием, затем обрабатываются на токарном и сверлильном станках.
Устройство
В классическом понимании запорный фланцевый вентиль состоит из корпуса с фланцами и с седлом, шпинделя, бугельного узла, штурвала (маховика). Первый изготавливают из высокоуглеродистой или нержавеющей стали, чугуна, латуни и полимерных композитов.
Бугельный узел — это часть корпуса или ходовая гайка, через резьбы которых шток, вращаясь, перемещает закрепленный на нем рабочий орган (золотник, конус).
Затвор может быть тарельчатым (золотниковым) и коническим. Уплотнительная поверхность тарельчатого затвора может быть плоской или конусной. Для изготовления последней в ней протачивается конусная фаска. Конические уплотнения металл/металл применяют для сред с высокими давлениями и наличием взвешенных частиц.
Плоские уплотнения хорошо работают во всех средах без взвешенных частиц. В седлах таких затворов устанавливают резиновые или полимерные прокладки.
Крутящий момент шпинделю сообщает ручной штурвал или механический привод.
Шток может перемещаться и под действием электрического, гидравлического, пневматического исполнительного механизма. В этом случае его движения — возвратно-поступательные без ходовой гайки. Такие приводы используются в промышленности.
Виды конструкций
По виду герметизации штока в корпусе вентили разделяются на сальниковые, сильфонные и мембранные.
Сальниковое уплотнение наиболее простое. Производится прижимом уплотнительной набивки через втулку накидной гайкой. Позволяет быстро производить ремонт или замену сальника.
Сильфонная сборка — это металлическая гофрированная трубка, надежно герметизирующая соединение штока с корпусом. Используется в трубопроводах с агрессивными средами.
Мембранная система основана на резиновом диске (мембране), устанавливаемом внутри корпуса и изолирующем наружные части корпуса от рабочей среды. Недостаток системы в ее недолговечности.
По конструкции корпуса и изменению направления рабочей среды вентили разделяют на прямоточные, проходные и угловые. В проходных входная и выходная оси движения рабочей среды смещены.
Жидкость делает два поворота, поэтому вентиль обладает большим гидросопротивлением.
Получить консультацию
Прямоточный корпус устроен с наклоном штока, в результате проход становится почти прямолинейным.
Гидросопротивление такой конструкции мало, но увеличивается ход затвора, длина штока, масса и строительная высота изделия.
Угловые вентили разворачивают среду на 90º.
Преимущества
- небольшой ход штока с запорным органом от полного открытия до закрытия (не более четверти диаметра седла); для сравнения: ход штока задвижки — не менее диаметра);
- относительно малые габариты и вес;
- высокая герметичность в положении «закрыто», в вентилях ее достаточно просто осуществлять применением уплотнительных колец;
- большая износоустойчивость ввиду малого трения затвора и седла;
- простота монтажа и эксплуатации;
- возможность использования сильфона — дополнительной герметизации наружной среды от агрессивной жидкости или газа.
Недостатки
- большое гидравлическое сопротивление из-за изгиба струи — при высоких скоростях транспортируемого вещества и больших диаметрах труб возникают потери ее кинетической энергии, требующие увеличения давления;
- ограничение диаметров из-за увеличивающихся усилий управления рабочим органом;
- наличие застойных зон в вентильных конструкциях, приводящих к усилению в них коррозии.
Запорно-регулирующие вентили с фланцевыми соединителями являются основным видом управляющей арматуры на действующих трубопроводах страны и зарубежья. Конструкции постоянно модернизируются производителями, рынок пополняется новыми вариантами. Широкое распространение и популярность вентилей обеспечивают простота, надежность и долговечность изделий.
Установка вентиля: подробная инструкция

На системы отопления и водоснабжения рекомендуется устанавливать запорно-регулирующую арматуру или просто вентиль.
Устройство помогает перекрыть поступление жидкости в систему при аварии или необходимости проведения планового ремонта.
В большинстве случаев установка вентиля производится при замене трубопровода, но при необходимости можно врезать устройство и в готовый трубопровод. Как произвести монтаж оборудования своими руками, читайте далее.
Вентиль, установленный на трубопроводе
Разновидности вентилей для металлических труб
Установить вентиль на водопроводную или отопительную трубу можно:
- при помощи резьбового соединения. Резьбовой вентиль является наиболее популярным для применения в бытовых системах. Для монтажа устройства требуется минимальное количество инструментов и знаний;
Вентиль для систем, устанавливаемый на резьбу
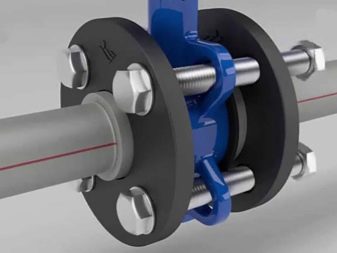
- при помощи фланцев. Фланцевый вентиль чаще всего устанавливается на трубы, диаметр которых более 160 мм. Соединение получается надежным, но для монтажа вентиля требуется сварочный аппарат и минимальные навыки работы с этим устройством;
Вентиль, который фиксируется фланцами
- при помощи сварки. Приварные вентиля были популярны ранее, а в последнее время практически не используются. Для монтажа также требуется сварочный аппарат и знание основных принципов сварки.
Вентиль, устанавливаемый при помощи сварочного аппарата
Монтаж вентилей различных видов
Способ установки вентиля на трубу зависит от его вида.
Установка резьбового вентиля
Чтобы произвести монтаж вентиля с резьбовым соединением потребуются:
- сам вентиль;
- гаечный или разводной ключ;
- герметик для резьбы (ФУМ-лента, льняная нить или нить Тангит Унилок);
- плашка (метчик) и плашкодержатель для нарезания резьбы;
- болгарка.
Набор инструментов для нарезания внешней и внутренней резьбы
Монтаж запорного вентиля осуществляется по следующей схеме:
- выбор места для установки вентиля. Устройство рекомендуется устанавливать в зоне доступности, чтобы в случае чрезвычайных обстоятельств не требовалось усилий для подхода к вентилю;
- перекрывается подача воды в трубопровод. Если врезка осуществляется в водопроводную трубу, то можно самостоятельно перекрыть подачу воды на домовом стояке. При врезке крана в систему отопления рекомендуется обратиться в управляющую компанию для временного прекращения теплоснабжения и слития отопительной системы;
- в выбранной зоне вырезается участок трубы, по размерам полностью совпадающий с длиной вентиля;
Подготовка трубопровода перед монтажом вентиля
- места среза защищаются и обрабатываются;
Зачистка труб перед нарезанием резьбы
- на отрезах труб нарезается резьба, диаметр и шаг которой совпадают с аналогичными параметрами вентиля;
Нарезание резьбы на трубе
- остатки стружки удаляются;
- подготовленная резьба уплотняется выбранным герметизирующим материалом. Если для уплотнения используется льняная нить, то дополнительную прочность соединению может придать слой нанесенной поверх нити краски;
Герметизация резьбы перед установкой вентиля
- вентиль накручивается на резьбу. Для затяжки устройства требуется сделать 4 – 5 полных оборотов. Излишняя затяжка может привести к поломке резьбы;
- проверяется работоспособность устройства и герметичность соединений.
Монтаж фланцевого вентиля
Чтобы установить на трубопровод фланцевый вентиль, потребуются:
- вентиль;
- ответные фланцы (могут продаваться совместно с вентилем или отдельно);
- уплотнительные прокладки;
- отвертка;
- сварочный аппарат;
- средства индивидуальной защиты для выполнения сварочных работ.
Установка своими руками производится следующим способом:
- как и при установке резьбового вентиля, выбирается участок для монтажа устройства и делается обрезка труб;
- к концам труб привариваются ответные фланцы;
Монтаж ответных фланцев
- между фланцами устанавливаются прокладки;
- вентиль фиксируется. Для этого фланцы на вентиле соединяются с фланцами на трубах и закрепляются крепежными болтами.
Крепление вентиля болтами
Установка приварного вентиля
Установка приварного вентиля на батарею или трубу производится при помощи сварочного аппарата по следующей схеме:
- обрезка труб и подготовка к сварке;
- установка вентиля;
- фиксация устройства сварочным аппаратом;
- зачистка сварочных швов.
Монтаж вентиля на металлопластиковые трубы
Если требуется установить вентиль на металлопластиковые трубы, то действовать необходимо следующим образом:
- подготовка места для установки. Специальными ножницами производится обрезка труб для монтажа устройства;
- на концы труб надеваются гайки и уплотнительные кольца;
Подготовка к монтажу вентиля
- развальцовываются концы труб для вставки вентиля;
- установка вентиля;
- фиксация оборудования накидными гайками.
Установка и крепление устройства
Процесс установки вентиля на металлопластиковую трубу рассмотрен на видео.
На пластиковые трубы в большинстве случаев устанавливают пластиковые вентили. Для монтажа устройства потребуются:
- ножницы для обрезки труб;
- устройство для сварки пластиковых труб;
- вентиль.
Аппарат для сварки пластиковых труб
Процесс установки вентиля на пластиковую трубу следующий:
- вырезка участка трубы, необходимого для монтажа устройства;
- выравнивание концов труб;
- разогрев подготовленных участков на сварочном аппарате;
- соединение труб.
Схема установки фитингов на пластиковые трубы
Имея определенные навыки и зная простейшие инструкции, установить вентиль на различные виды труб можно самостоятельно. Если человек сомневается в своих способностях, то для проведения работы можно вызвать профессионального мастера.
Виды фланцевых соединений трубопроводов – используемые материалы и способы монтажа

Чтобы стыковать между собой стальные трубопроводы промышленного типа, в основном используют фланцевый способ соединения. В первую очередь это относится к подаче воды, отопительным, газовым и нефтегазовым магистралям.
Функции и особенности фланцевого соединения
Что такое фланец трубы? Это — плоская пластина из стали кольцеобразной (реже – квадратной или прямоугольной) формы. Посредине на ней имеется отверстие, куда вставляют торцевой участок трубы. Края пластины оснащены несколькими отверстиями, расположенными на одинаковом удалении друг от друга: в них продеваются болты или шпильки, и зажимаются гайками.
Фланцевые соединения трубопроводов выступают в роли хорошей альтернативы сварке и муфтам, с возможностью быстрой сборки и разборки.
Установка сопровождается привариванием торцовой части и пропускного фланцевого прохода между собой. Далее происходит стягивание обеих пластин друг с другом при помощи ключей соответствующего размера.
Если речь идет о фланцах больших размеров, при закручивании потребуются трубные рычаги.
Чтобы сделать стыковку герметичной, применяются уплотнительные резиновые или фторопластовые прокладки.
Кроме того, в случае возникновении нужды в перекрывании определенных участков трубопровода для проведения ремонта предусматривается использование специальных заглушек, называемых обтюраторами.
Данным способом трубопроводы могут стыковаться к различным устройствам и технологическим емкостям: в основном это – теплообменники. Для этого конец трубы оснащается наварным фланцем, подключаемым к заборной трубе агрегата.
Фланцы по типу применения делятся на следующие виды:
- Стыкующие между собой отдельные участки трубопроводов. Рассчитаны на давление 0,1 – 20 Мпа (ГОСТ №12815).
- Обеспечивающие возможность стыковки трубопроводов с оборудованием и емкостями (ГОСТ №28759).
Чтобы рассчитать фланцевые соединения, существует специальная литература с соответствующими таблицами.
Какие бывают фланцы
Виды фланцевых соединений трубопроводов перечислены в специальной нормативной документации.
Для стыкования труб из стали применяют следующие типы фланцев, в зависимости от материала изготовления:
- Литой серый чугун (ГОСТ №12817-90). Изделиями из этого материала оснащается литая арматура, трубные соединения промышленных аппаратов и чугунных производственных сосудов. Они способны выдерживать давление от 0,1 до 16 Мпа, при температурном режиме от -15 до +300 градусов.
- Литой ковкий чугун (ГОСТ №12818-80). Стыкуются трубы, устанавливается арматура, подключаются магистрали и емкости из аналогичного материала. Рассчитаны на давление 1,6-4 Мпа и температуру от -30 до +400 градусов.
- Литая сталь (ГОСТ №12819-80). Способны соединять трубы и арматуру всех разновидностей, комфортно перенося давление 1,6 – 20 Мпа и температуру от -250 до +600 градусов.
- Приварная сталь, плоские (ГОСТ №12820-80). Данные элементы рассчитаны на давление 0,1-2,5 Мпа. Допустимая температура: от -70 до +300. Обтюраторы также относятся к данному типу.
- Сталь, для стыковки сваркой (ГОСТ №12821-80). Работают при давлении 0,1-20 Мпа и температуре от -250 до +600.
Обзор межфланцевых соединений и их характеристики

Фланцевое соединение — распространенное и широко употребляемое приспособление, часто задействуется в работе со стальными трубами. По форме такие элементы могут быть круглыми или квадратными, иметь равномерно расположенные отверстия под болты, шпильки. Фланцы часто используются при выполнении герметичных и высокопрочных стыков, узловых замков в трубопроводных системах.
Фланцы задействуются в трубопроводных системах со стальными трубами
Принцип действия и особенности
В быту описываемые соединительные элементы не нашли повсеместного применения, они больше подходят для промышленных нужд.
При необходимости монтажа фланцевого узла из стали стоит обращать внимание на обозначенные на нем отметки, которые должны соответствовать действующим нормативам.
Такие стыки часто задействуются в промышленной, химической отрасли, в сфере ЖКХ. Причиной тому выступают их особенности:
- простота общей конструкции;
- максимальная герметичность;
- легкость монтажа.
Из-за простого строения фланцов их часто используют в промышленной и химической сфере
По своему строению фланец является не только отдельным элементом сантехнической арматуры. Он надежно скрепляет между собой трубы, применяемые в промышленных масштабах.
При необходимости деталь подвергается разборке, соответственно, после ее демонтажа разрешено проводить какие-либо ремонтные мероприятия с участком магистрали и повторно его использовать.
Межфланцевые соединения подбираются в соответствии с назначением оборудуемой коммуникационной системы. Они изготавливаются из разных материалов, представлены огромным ассортиментом.
Но наиболее востребованы следующие виды из стали:
- Фланцы типа заглушек, являются тупиковыми вариантами.
- Проходные модели предназначены для обеспечения надежной и непрерывной протяженности труб различного назначения.
Один из видов фланцов – проходные фланцы
Фланцы обычно монтируются в коммуникациях с большим эксплуатационным сроком. Они уместны для магистралей, в которых создается рабочая атмосфера под высоким внутренним давлением. Более прочными выступают монолитные соединения, сконструированные посредством сварки.
Перекачка рабочей среды непосредственно перед проведением монтажных мероприятий останавливается и снова запускается по завершении запланированных действий.
Виды соединения фланцов:
Сфера применения
Необходимо понимать, что фланец не выступает отдельным крепежным компонентом. Его непосредственная задача заключается в обеспечении опорной площади для закрепляющих элементов (например, болты) и создании при этом максимальной герметичности в месте стыка.
В качестве стыковочного, запорного приспособления фланцы нашли применение в нефтеперерабатывающей отрасли, абсолютно во всех коммуникациях, относящихся к ЖКХ. Отмечено их частое монтирование в газовой и топливной областях. Именно здесь необходимы точные и надежные крепления фланцевого типа, незаменимые при врезке в сети измерительных приборов.
Различные виды фланцевых соединений трубопроводов и технологические их особенности позволяют эффективно и на протяжении длительного времени использовать инженерные разветвления. Этот фактор имеет большое значение, особенно если речь идет про транспортировку агрессивных веществ под высокими показателями давления.
Если говорить про обустройство стальных трубопроводов, для них чаще всего применимы крепежные диски, изготовленные из аналогичного материала. Таким способом задается единый показатель нагрузочного давления, обеспечивается надежная подстраховка для рабочих деталей, подвергающихся резким температурным перепадам.
Повреждения обычно выявляются на стыковочных швах материалов, отличающихся теплопроводностью. Если речь идет про стальные трубопроводы, на отдельных их участках принято устанавливать фланцы из латуни, алюминия, бронзы, латуни. Однако несомненным лидером остаются детали из углеродистых сталей, причиной тому служат следующие факторы:
- практичность;
- доступная стоимость;
- легкий процесс обработки.
Фланцевые соединения встречаются часто и практически в любой сфере жизни человека. Из-за использования во время производства всевозможных материалов открываются возможности применения их практически в любой магистрали.
Характеристики фланцевых креплений
Отличительная особенность описываемых приспособлений заключается в их конструктивном строении. Их производство регламентируется такими нормами:
- ГОСТ 12821–80 — определение структурных отличий фланцев, привариваемых встык;
- ГОСТ 12820–80 — контроль изготовления привариваемых крепежных элементов плоского типа;
- ГОСТ 12822–80 — обозначение характеристик, применяемых к свободным фланцам из стали, закрепляющихся на привариваемом диске.
Изделия, входящие в обозначенные три группы, используются для стыковки обустраиваемых сетей с необходимым оборудованием. Что касается монтажа любого из представленных приспособлений, они имеют свои особенности.
При монтажных работах приварные плоские варианты из прочной стали «насаживаются» на трубу, вокруг которой они и привариваются в нескольких местах.
Стальные механизмы, привариваемые встык, закрепляются в обозначенном месте трубопровода только лишь одним сварным швом, который и выступает главной частью соединения. Таким способом принято соединять встык торцевой участок трубы с «воротничком» используемой крепежной детали. Такой метод соединения достаточно простой и не требует много времени.
Конструкция из стали, закрепляемая на привариваемом круге, структурно представлена главной деталью и отдельным кольцом, которые характеризуются равными показателями давления и условного объема.
В сравнении с предыдущими вариациями этот механизм очень удобен в монтаже. Он находится на более высоком уровне из-за наваривания круга непосредственно на трубу, фланец при этом находится в свободном положении.
В результате соединение ниш под болты на деталях, расположенных свободно, и на подобном им приспособлении на арматуре осуществляется очень легко, даже если рассматривать труднодоступные места. Описываемый вариант крепежа не требует поворота трубы.
Уплотнительная поверхность фланцев
Описываемые приспособления, предназначенные для соединения стальных трубопроводов, производятся в соответствии с действующими ГОСТами. Они в обязательном порядке дополняются поверхностями с такими обозначениями:
- впадина — F;
- плоскость — А;
- деталь для линзовых прокладок — К;
- пазы — М или D ;
- выступ — Е;
- выступ непосредственно под соединение — В;
- детали с овальным сечением — J;
- шип — С.
Арматурные фланцы оснащаются поверхностями уплотнительного типа: А, В, D, F, J, K, M. Что касается остальных типов поверхностей, они выполняются по требованиям, заявленным клиентом. Фланцы, дополненные уплотнительными плоскостями типа А, B, C, D, E, F, предназначены для стыков, уплотняемых следующими видами прокладок:
- графитовыми;
- из металла;
- зубчатыми;
- металлографитовыми.
При производстве фланцев выполняются требования, в соответствии с которыми задается необходимая выдержка механических показателей, геометрических габаритов.
Фланцы плоского типа изготавливаются посредством сваривания. Если выдерживаются надлежащие условия по созданию шва, он обязательно выполняется по всей протяженности сечения обрабатываемого приспособления. Что касается качества подобных швов, оно проходит проверку специальным ультразвуком.
Привариваемые встык изделия из стали стандартно изготавливаются из бандажных заготовок, штамповки или поковки. Недопустимо применение в таком случае листового проката, методики по обточке.
Обычно способ изготовления фланцев определяется производителем, но в случае, если отсутствуют условия со стороны заказчика.
Фланцевые соединения — приспособления, часто применяемые при оснащении коммуникационных систем, инженерных магистралей, трубопроводов в различных промышленных отраслях. Они отличаются конструктивными особенностями, способом монтажа, помогают создавать прочные крепежные узлы.
Статьи по теме

Надежность любой системы зависит от надежности самого слабого звена системы. Сварные соединения стальных труб надежные и используются в большинстве случаев. Но возникают ситуации, при которых использование сварного соединения невозможно.
Подключения различных фитингов, обеспечения разборного соединения, возможности профилактики и ремонта трубной арматуры а также рабочих узлов агрегатов, соединения разнородных труб: чугун-пластик, чугун-сталь, сталь-пластик, сталь-асбестоцемент, пластик-асбестоцемент и решения еще множества технологических задач.
Обеспечить надежность и долговечность эксплуатации таких соединений должно фланцевое соединение. В общем конструкция фланцев предусматривает пару фланцев и уплотнительную прокладку и кольца, соединенные болтами или шпильками.
Содержание
Фланцы – общие характеристики
Для унификации продукции и возможности использования данной продукции в различных странах мира без проведения дополнительной обработки введена четкая классификация фланцевых соединений. Иногда один и тот же фланец в различных классификациях будет иметь различные обозначения.
Основные классификации, использованные в мире:
- ГОСТ – стандарт принятый в СССР, и действующие на постсоветском пространстве;
- DIN – немецкий стандарт действующий в Европе;
- ANSI/ASME – американский стандарт действующий в США, Японии и в Австралии.
Существуют таблицы перевода стандартов, в которых указаны, какому стандарту отвечает тот или иной фланец.
Для изготовления фланцев используют различные материалы:
- чугун;
- ковкий чугун;
- углеродистые стали;
- нержавеющие стали;
- легированные стали;
- полипропилен.
Полипропиленовые фланцы получили свое распространение в последние десятилетие. В основном используются для монтажа безнапорных систем, соединения ПЭ трубы с металлической, присоединения трубной арматуры, на которой установлено фланцевое крепление. Изготовляют такие фланцы, как и металлические, литьем или штамповкой.
Разделяют фланцы и по типам:
- воротниковые(ГОСТ 12821-81);
- свободные фланцы на приварном кольце(ГОСТ 12822-80);
- фланцы для сосудов и аппаратов(ГОСТ 28759.2-90);
- кольцевая заглушка(ГОСТ 12836-80).
Допускается изготовление квадратных фланцев, которые имеют минимум 4 отверстия под болты или шпильки. Использовать такие фланцы можно на системах с максимальным давлением не более 4,0МПа.
Согласно номенклатуре и соответственно ГОСТ 12815—80 фланцы арматуры и соединительных частей трубопроводов имеют девять основных исполнений уплотнительной поверхности:
- исп. 1 — с соединительным выступом, самое распространенное исполнение фланцев, имеет специальный соединительный выступ в форме фаски под углом 45°
- исп. 2 — похож по исполнению с предыдущей моделью, только соединительный выступ идет под углом 90°;
- исп. 3 — с впадиной с внутренней стороны и выступ с наружной под углом 45°;
- исп. 4 — с шипом ;
- исп. 5 — с пазом в виде кольцевой выборки;
- исп. 6 — под линзовую прокладку, с внутренней стороны выбрана фаска;
- исп. 7 — под прокладку овального сечения, кольцевая выборка в форме с торцевой стороны;
- исп. 8 — с шипом под фторопластовую прокладку;
- исп. 9 — с пазом под фторопластовую прокладку.
Для фланцев сосудов и аппаратов имеются свои требования к исполнению, обозначенные в ГОСТ 28759.2-90, а для плоских приварных фланцев – в ГОСТ 28759.390
Конструктивные особенности фланцев
Фланцы, как любая трубная или запорная арматура, обладают несколькими конструктивными особенностями. При выборе и расшифровки обозначения фланцев эти особенности необходимо обязательно знать.
Условный проход
Условный проход фланца является внутренним диаметром трубы, фасонной части или запорной арматуры, на которую приваривается фланец. Он принимается исходя только из условного прохода трубы.
Для плоских приварных фланцев с условным проходом 100, 125, 150 в зависимости от исполнения указывается буква (А,Б,В) – от нее зависит внешний диаметр трубы, если буква не указана, считается по умолчанию буква А.
Все геометрические размеры фланца буду зависеть от условного прохода. Один и тот же фланец с одинаковым условным проходом может быть изготовлен двумя способами – ряд1 и ряд2. Они отличаются разными межосевыми расстояниями между присоединительными отверстиями, а также в некоторых случаях разными диаметрами соединительных отверстий. По умолчанию фланцы изготовляют по ряду 2.
Давление
Важным свойством фланцевого соединения это возможность удерживать давление системы без протечек и разрушения системы. Этот показатель обозначается как условное давление. Показатель условного давления зависит от геометрических размеров фланца, материала изготовления, исполнения, уплотнительной прокладки.
Температура
Рабочая температура жидкости станет температурой фланца, следует учесть, что параметры давления и температуры взаимозависимы.
При увеличении температуры максимальное давление, под которым работает фланцевое соединение, будет падать. Зависимость можно выразить линейной интерполяцией.
Зависимости между рабочей температурой и давление для каждого фланца приведены в специальных таблицах и ГОСТах.
Обозначение фланцев
Каждый из видов фланцев имеет свое специфическое обозначение, рассмотрим каждый из них.
Плоские приварные фланцы
Разберем на примере обозначение плоских приварных фланцев:
Фланец 1-65-25 09Г2С ГОСТ 12821-80
Фланец плоский приварной исполнения 1 с условным проходом(Ду) – 65мм, рассчитан на условное давление в 25кгс/см2 , изготовлен из стали 09Г2С в соответствии с ГОСТ 12821-80.
При выборе фланца под фторопластовую прокладку после цифры Ду, указывают букву Ф.
Воротниковые фланцы
Фланцевая арматура

Арматура фланцевая — это большая группа деталей, выполняющих запорные, регулирующие функции на трубопроводах, по которым продвигается технологическая среда разных видов.
Свое название детали получили благодаря особому виду соединения с трубами разного диаметра.
Слово «фланец» появилось в немецком языке, где имело практически идентичное русскому значение. Им обозначают пластину с отверстиями по краям какой-либо детали.
Для соединения элементов между собой применяются привычные болт, гайка, шпильки.
Фланцы изготавливаются стальными и чугунными. Причем в производстве применяется как серый сорт чугуна, так и чугун, подвергающийся ковке, а также разные виды стали и ее сплавов.
По форме выделяются следующие основные типы фланцев: · округлый (овальный); · в виде треугольника; · квадратный (прямоугольный) Фланцевые элементы изготавливаются с выступами, фасками, шипами, с кольцевыми выемками. Наличие или отсутствие этих особенностей определяется сферой применения фланцевых деталей крепления.
Например, из чугуна, подвергающегося ковке, отливаются фланцы, выдерживающие высокие показатели давления технологической среды и ее повышенную температуру. Такие крепления отличаются большей надежностью и прочностью, чем изготовленные из серых марок чугуна.
Детали из литой стали демонстрируют еще более впечатляющие показатели по способности выдерживать высокое давление среды и максимальную температуру. Особенность стальных приварных фланцев является стойкость в высоким температурным показателям, но более низкая сопротивляемость внушительному давлению потоку технологической среды.
Наиболее распространенной и традиционной считается округлая форма фланцевых деталей. Она первой появилась на рынке и удерживает позиции по спросу, поскольку легче изготавливается, а значит имеет более выгодную стоимость. Выбор элементов фланцевых креплений зависит от следующих показателей: · диаметр трубопровода; · особенности технологической среды, протекающей или перегоняемой по нему (давление, температура, степень абразивности, вязкости, токсичности)
Как правило, арматуру фланцевую устанавливают на трубопроводы, имеющие сечение более 50 мм. Ее используют на предприятиях нефтегазовой, химической транспортирующей и перерабатывающей отраслей, а также в металлургии и фармацевтике, пищевой и других сферах производства.
Виды фланцев
По способу соединения деталей фланцев между собой выделяют следующие основные типы элементов: 1. С выступом и впадиной; 2. Шипованные и с пазами; 3. Плоские разных видов, пригодные для проведения сварочных соединительных работ.
Выбор определенного типа крепления зависит от особенностей трубопровода (вертикальный или горизонтальный участок, диаметр сечения), технологической среды, проходящей по нему (давление, температура, агрессивность, токсичность.)
Типы фланцевой арматуры
С помощью фланцев могут присоединяться такие виды трубопроводной арматуры:
· задвижки клиновые;
· затворы дисковые;
· клапаны обратные
| Клиновые задвижки с фланцевыми креплениями к трубопроводу специалисты относят к одним из самых надежных, прочных механизмов. Они обычно используются на горизонтальных участках трубопроводов, по которым осуществляется перегонка, транспортировка агрессивных химических сред. |
| Дисковый фланцевый затвор устанавливают на трубах, по которым подается горячая вода, в том числе для отопления, на предприятиях, где технология требует прохождения потока под высоким давлением. Такая специфика обусловлена надежностью запорных механизмов, способностью выдерживать высокие температурные показатели и гидроудары. |
| Клапаны обратные — это фланцевая арматура, выпускаемая с диаметрами от 15 до 1000 мм. Их монтируют на трубопроводы с любым давлением. Достоинствами данного оборудования является высокая ремонтопригодность и простота установки, обслуживания. |
Плюсы и минусы фланцевой арматуры
Поскольку фланцевые крепления предполагают монтаж на поверхности трубы, к преимуществам арматуры с фланцами относят доступность монтажа, легкость проведения текущего обслуживания и ремонтных работ. Еще одним важным достоинствам арматуры с фланцевым типом крепления является возможность неоднократно производить монтаж или демонтаж запорных механизмов.
Способ крепления является надежным и достаточно долговечным. Фланцевая арматура отличается высокой герметичностью.
Правда специалисты указывают на важное условие качественного функционирования: необходимость периодического подтягивания крепежных деталей (болтов, гаек). Недостатки заключаются в дополнительном весе, который создают фланцевые детали.
Кроме того, запорная фланцевая арматура имеет большую высоту, что не всегда приемлемо при строительстве трубопроводов.
Основные характеристики и назначение фланцевых соединений

Использование фланцевых соединений в трубопроводах обусловлено простотой сборки и возможностью замены запорной арматуры или фасонных изделий. Такая конструкция обеспечивает прочную стыковку частей трубопровода.
Благодаря фланцевым соединениям облегчаются следующие мероприятия:
- профилактические работы по очистке труб
- ремонт частей трубопровода
- модернизация элементов
Визуально фланец представляет собой деталь с плоской поверхностью квадратной или круглой формы. Изделие имеет отверстия, предназначенные для установки крепежных элементов – болтов, шпилек, шайб, гаек.
В эксплуатации трубопроводов используются несколько видов фланцевых соединений:
- приварной тип
- свободновращающийся вид
- резьбовой тип
- глухой формы
- сквозного вида
Фланцевые соединения используются практически для всех трубопроводов с различными средами. В зависимости от характеристик передаваемой среды, подбирают материалы для изготовления фланцев или делают композитные изделия, которые повышают стойкость металлов к специальным веществам.
Составляющие части фланцевого соединения и стандартизация
Установка фланцевого соединения производится с использованием крепежей и сварки. Соединительный комплект имеет несколько составляющих:
- Фланец – металлическая деталь плоского профиля с симметрично размещенными отверстиями для проведения монтажа.
- Крепежные элементы.
- Прокладки – уплотнения соединения.
Фланцевый крепеж состоит из нескольких элементов – шпилек или болтов, шайб (граверов) и гаек. Крепеж изготавливают из различных материалов и применяются для конкретного типа фланца с учетом диаметра отверстия, выраженного в миллиметрах.
Резьбовые соединения имеют нормативные параметры шага резьбы. Метрический тип выражен в миллиметрах, дюймовый определяется в дюймах. Требования к крепежу соединения устанавливаются нормативными документами и государственными стандартами.
При установке фланцев используются крепежные элементы:
- Болты — стержень с нарезанной резьбой на одной части детали и многогранной головкой на другой. Нормативным параметром служит длина болта, определяемая в миллиметрах и метрическая резьба.
- Шпилька – деталь стержневой формы с наличием резьбы с обоих концов. Одно резьбовое соединение устанавливается в основную конструкцию, вторая часть крепится гайкой. В ряде случаев монтаж осуществляется установкой гаек на оба конца шпильки.
- Гайки – многогранник с отверстием и резьбовой насечкой внутри. Применяется для стягивания посредством болта фланцев. Используются одновременно с установкой шайб.
- Шайба – плоская круглая деталь с отверстием, устанавливаемая под гайку. Не позволяет гайке портить покрытие фланца или запорной арматуры, обеспечивает стабильное положений крепежа, исключение перекосов в положении и максимальный прижим. Применяются шайбы прижимного, концевого, стопорного типа.
- Гравер – круглая рассеченная шайба квадратного профиля, изготовленная из закаленной стали. Гравер устанавливается между гайкой и плоской шайбой и предназначен для защиты от раскручивания гайки.
Детали комплекта фланцевого соединения имеют унифицированные параметры, соответствующие государственным и международным стандартам. В нашей стране используется стандартизация ГОСТ, в Европе действует DIN, для ряда стран (Япония, США и другие) применима американская система ANSI/ASME.
Четкая классификация фланцев позволяет использовать элементы соединения в различных странах без дополнительной подгонки параметров. Различия в классификации обозначений в стандартах легко устраняются при использовании таблиц перевода.
Наряду со стандартными изделиями возникает потребность во фланцах, имеющих нестандартные размеры диаметра, мест расположения крепежа. Детали, выполненные по специальным заказам, могут иметь выступы, дополнительные отверстия или пазы. Изделия производятся по индивидуальным заказам и чертежам, позволяющим решать узкие технологические задачи.
Материал изготовления деталей соединений
Основной элемент, фланец, преимущественно производится из стали (углеродистой, низколегированной, нержавеющей) и чугуна (ковкого и серого типа). Менее часто используют полипропилен, титан, алюминий, бронзу, латунь. Использование полипропилена нашло распространение только в последние годы. Установка преимущественно производится для полимерных труб.
Требования к материалу изделия (марке) определяются температурным режимом, давлением трубопровода и иными параметрами. Таблицы зависимости марки металла от давления и допустимых температур установлены нормативами в ГОСТах. В стандартном варианте в производстве фланцев используют материал, идентичный составу трубопровода или мест установки изделий.
Особые требования предъявляются не только к материалу для изготовления фланцев, но и к уплотнительным элементам соединения. Прокладки обеспечивают герметичность.
Для их изготовления применяют техническую резину с различными характеристиками: стойкую к кислотам, щелочам, маслам, бензинам, повышенным температурам.
Тип прокладки и материал определяется назначением трубопровода и характеристиками соединения. Менее часто применяются материалы: поранит, фторопласт или асбестовый картон.
Технология производства
При производстве фланцев используют несколько способов:
- Центробежное литье
- Штамповка или ковка
- Резка из листа стального проката с использованием лазерного инструмента.
- Горячая поковка из заготовок в виде прокатных колец.
- Полуручной способ с использованием станков ЧПУ или токарно-фрезерных полуавтоматов.
Наиболее производительным способом, часто используемым для выпуска серийной партии, является штамповка, осуществляемая в закрытых формах – штампах. Наименее затратным является способ резки деталей из листовой стали. Способ требует дополнительного ультразвукового контроля на отсутствие каверн.
В процессе изготовления деталей производятся регулярный контроль качества. От качества фланца зависит работоспособность магистралей, при выходе из строя которых или авариях пользователь будет нести существенные потери. Одним из основных тестов является проверка на механическую целостность и ровность поверхности.
В настоящее время закупается большое число импортного оборудования, адаптированного под международные стандарты. На предприятиях налажен выпуск фланцев «переходного типа», сочетающего параметры разных систем стандартизации.
Для защиты фланцевых соединений от воздействия агрессивных сред, фланцы покрывают специальными материалами, которые увеличивают срока эксплуатации. Поверхностный слой стали обрабатывается никелем, хромом, цинком и иными материалами, препятствующими преждевременному разрушению. Вид покрытия определяется заказчиком.
Конструктивные особенности фланцев
В России применяются 3 вида соединительных фланцев трубопроводов, различающихся конструктивно. Параметры установлены ГОСТами. Используемая типовая классификация стальных фланцев внесена в несколько стандартов:
- ГОСТ 12820-80 применяется для плоских приварных деталей. Элемент «одевается» на трубу с последующим крепежом сваркой. Соединение осуществляется двумя швами по месту стыка. Монтаж отличается трудоемкостью, но обеспечивает особо надежную стыковку.
- ГОСТ 12821-80 используется для стандартизации приварных деталей встык (другое название – воротниковый фланец). При монтаже соединения производится стыковка торца трубы и воротника основной детали. Для прочного положения деталей проводится сварка однократным швом.
- ГОСТ 12822-80 применяется для свободных частей на кольце. В комплектацию входит дополнительный элемент – кольцо, имеющее равный фланцу диаметр. Конструкция отличается удобством монтажа, эффективно используемого в труднодоступных местах. Тип соединения используется при необходимости в проведении частых ремонтов. Особенность монтажа состоит в приварке кольца при свободном размещении фланца, легко вращаемого на трубе.
Менее часто используют стандартизацию ГОСТов, принятую в отношении фланцев резьбовых типов, изолирующих видов для подводных трубопроводов и прочих. Данные формы соединений труб имеют специальное назначение и встречаются редко.
В составе требований ГОСТов определяются особенности и параметры для каждого типа фланцев:
Измеряется в миллиметрах и указывает на разницу в диаметрах соединительной детали и трубы. Параметры не совпадают и имеют значение для стальных плоских фланцев и элементов со сварным кольцом.
Для воротниковых типов деталей соединений параметр значения не имеет.
Для условного прохода применяется условное обозначение ДУ с использованием индексов А и Б, где под буквой А подразумевается диаметр детали, а под Б – трубы, выраженные в миллиметрах.
Параметр устанавливает отличия в размерах межу соединительными отверстиями. В ряде случаев для отверстий применяются различные параметры диаметров, выраженные в миллиметрах. При изготовлении деталей используются стандартный вариант, применяемый по умолчанию по ряду 2.
Показатель выражает предельно допустимое давление, способное выдерживать соединение без возникновения протечек и разрушений. На параметр влияет тип детали, материал изготовления, диаметр, ширина стыковочной поверхности. Физические параметры и влияние их на максимальный показатель давления установлены ГОСТом. При использовании данных учитываются отличия в размерности обозначения давления.
Параметр необходим для определения предельного значения давления. Физическая взаимозависимость показателей давления и температуры транспортируемой жидкости должна учитываться при проходе по трубам высокотемпературных сред.
Возникающая расчетным путем линейная интерполяция влияет на соединительные возможности фланцев, снижаемые при повышении рабочих температур. В ГОСТах установлены соотношения между температурами и давлением для каждого типа фланцев.
Технология монтажа фланцевых соединений
Одним из важных моментов технологического процесса монтажа фланцев является подгонка всех элементов соединения. До проведения монтажа осуществляются мероприятия, направленные на подготовку деталей к установке.
На предварительном этапе проводятся действия:
- Проверка поверхности фланцев на отсутствие вмятин, царапин, неровностей. Очищение и обезжиривание поверхности детали.
- Проверка на отсутствие коррозии болтов, шайб и гаек. Снятие заусенец со стали и предварительная подгонка по резьбе элементов.
- Смазка резьбы болтов.
Пробная установка прокладки. При повторной установке, бывшие в употреблении прокладки, не используются. Если возможность применить новые уплотнения отсутствует, применяются несколько штук старых.
Путем затяжки болтов с использованием определенной схемы периодичности достигаются прочность стыка и герметичность системы.
При установке болтов применяется следующая схема:
- Затяжка первых болтов соединения производится не в полную силу.
- После установки первого болта насаживается второй крепеж с противоположной стороны.
- В третью очередь устанавливается болт, отступающий на четверть от первого.
- Далее монтаж осуществляется в крестообразной последовательности.
В случае наличия 4 отверстий под болты монтаж производится крестообразно. В процессе монтажа достигается равномерное затягивание фиксирующих элементов. При избыточном напряжении может возникнуть разрушение резьбового соединения или обрыв шпилек, шайб и болтов. Необходимое усилие для затяжки установлено в спецификации.
В процессе монтажа и затяжки деталей применяются инструменты: ручной гаечный ключ, гидравлические ключи, пневмогайковерт. Ручная затяжка крепежей соединения требует наличия практических навыков. По истечении суток техником осуществляется повторная контрольная затяжка крепежа.
Монтаж фланцевого соединения

Сооружение трубопроводов зачастую предполагает использование соединительных элементов. Среди различных способов можно выделить соединение с помощью фланцев.
Такие конструкции бывают нескольких видов, что позволяет эксплуатировать их в экстремальных условиях. Ознакомиться с техническими особенностями фланцев, а также приобрести их можно, посетив сайт компании Эверстил — фланцы из нержавеющей стали здесь представлены в широком ассортименте.
Основные понятия
Фланец представляет собой специальный элемент трубопроводов, которые используются для соединения нескольких отдельных частей в единую систему. Также они могут применяться в случае, когда нужно подсоединить дополнительное оборудование к подобным конструкциям.
Согласно конструктивным особенностям фланцы можно разделить на несколько основных видов:
- Изделия стальные плоские приварные. Фланцы этого типа фиксируются к основной трубе с помощью обычной сварки методом образования двух сварных швов по окружности.
- Фланец стальной приварной встык. Крепление подобных изделий предполагает уже образование только одного сварного шва. Это дает возможность значительно снизить затраты и ускорить процесс монтажа.
- Свободный фланец. Такие конструкции изготавливаются из специальных видов стали и состоят из самого фланца и кольца. При этом фиксация к трубе производится методом сварки с ней кольцевого крепежа, тогда как само изделие остается свободным.
Монтаж фланцевых соединений
Процесс образования подобных систем предполагает фиксацию двух фланцев между собой, который можно разбить на несколько последовательных этапов:
- Напасовка представляет собой своеобразное «одевание» конструкции на трубу.
- После этого выполняется выверка расположения фланка и фиксация. Выполняется это одним из специальных способов, о которых упоминалось ранее (различные методы сварки).
- На данном этапе выполняется непосредственное расположение прокладки и соединение двух фланцев между собой. Осуществляется данная операция с помощью специальных болтов и шпилек. Следует отметить, что данные процедуры требуют соблюдения определенных правил, которые зависят от типа продукта и монтируемой системы.
Монтаж фланцевых соединений является очень сложной операцией, требующей не только навыков работы с такими материалами, но и определенных знаний. Поэтому доверять решение подобных задач нужно только опытным специалистам.
6. Соединение труб. Запорно-регулирующая арматура: краны, задвижки, клапаны. сборка и разборка фланцевых соединений

Используются два варианта соединения труб:
неразъемные соединения, произведенные при помощи прессовки, склейки, пайки, сварки или бетонирования;
разъемные — на резьбе, на фланцах, раструбные и некоторые другие.
Для различных материалов труб, для разных транспортируемых сред (нейтральных или агрессивных), для различных условий эксплуатации и физических свойств (давление и температура), используются разные виды резьбовых соединений.
Резьбовое соединение труб производится с помощью элемента, которым соединяются два трубопровода. Если трубы с равными диаметрами, то используют фитинг. Фитинг — это небольшой кусок трубы, у которого нарезана внутренняя резьба.
Используют соединения труб на резьбе, в случае необходимости перехода на другой диаметр, соединения на поворотах, для разветвления и удлинения. Если приходится часто разбирать трубы в этом месте, тоже используют резьбовое соединение.
Монтаж и изготовление технологических трубопроводов часто требуют применения неразборных соединений труб. Основной метод неразъёмных соединений — сварка.
Сварка проводится промышленным способом с использованием автоматов и полуавтоматов, с выполнением требований СНиП III-Г.9-62.
Существуют различные виды запорной арматуры. К ней относятся всевозможные краны, заслонки, задвижки и вентили. Использовать тот или иной вид можно только при его соответствии техническим условиям отдельно взятого трубопровода.
Фланцевые соединения, состоят из:
комплекта крепежных изделий (шпильки, гайки, шайбы);
прокладки (паронитовые, фторопластовые, из терморасширенного графита, стальные и др.).
Фланцевое соединение удобно при монтаже и пользуется огромным спросом. Существует большое количество аспектов подбора фланцевых соединений, с вопросами о которых стоит обращаться только к специалистам.
Что такое фланец и для чего он нужен?
Фланец — деталь трубопровода, предназначенная для монтажа отдельных его частей, а также для присоединения оборудования к трубопроводу.
Области применения Фланец применяется при монтаже трубопроводов и оборудования практически во всех отраслях.
Разнообразие материалов, из которых изготавливаются фланцы сегодня, позволяет использовать эту продукцию в качестве соединительных деталей трубопровода практически при любых условиях внешней среды (температуре, влажности и т.д.) и в соответствии со средой, проходящей по трубопроводу (в том числе и агрессивной).
Источник https://stroy-podskazka.ru/flanec/vse-o-soedineniyah/
Источник https://pronpz.ru/armatura/zadvizhki.html
Источник https://profpipe.ru/ustanovka/raznovidnosti-i-pravila-montazha-ventilej-zapornyh-flantsevyh-soedinenij.html