Содержание
Станок для гибки профильной трубы: как соорудить трубогибочный станок своими руками
В домашнем хозяйстве станок для гибки профильной трубы используется не настолько часто, чтобы покупать дорогое оборудование заводского изготовления.
При возникновении такой необходимости, несложный трубогиб вполне можно сделать в частном порядке, предварительно определившись с тем, какой вид этой конструкции подойдет для выполнения поставленной задачи.
В этой статье подробно разобраны разновидности станков для гибки труб, описаны принципы их работы и способы сооружения.
Виды станков для гибки профильной трубы
Существует много модификаций оборудования для изменения конфигурации профильных труб. Связано это с минимальным радиусом изгиба. Если пренебречь этим важным параметром, в месте изгиба произойдет изменение прочностных характеристик материала в худшую сторону. Также нужно знать некоторые технологические тонкости гибки металлических труб и учитывать их во время работы.
При выборе конструкции к учету берут материал заготовки, диаметр, толщину стенок.
Классификация гибочных станков по типу привода
В зависимости от типа привода станки, предназначенные для гибки любых труб, бывают ручными, электромеханическими и гидравлическими.
Ручные. Это предельно простые механизмы, доступны для самостоятельного изготовления даже человеку, не посвященному в тонкости работы с металлом.

Электромеханические. Такой станок имеет привод в виде электродвигателя — шагового или обычного, подключенного через нижний редуктор. Последнее решение обеспечивает высококачественный изгиб за счет правильного распределения напряжений.
Устройство механизма непростое, чтобы его изготовить, нужны специальные знания и хоть немного профессионализма.

Гидравлические. Привод в этой модели ручной. В отличие от простой ручной конструкции, здесь в схему включен гидроцилиндр, что значительно снижает, прикладываемые при гибке, мускульные усилия.
Вальцы дают возможность гнуть профильную трубу в любом нужном направлении. Ручной профилегиб с гидравликой при своем небольшом весе может согнуть трубный сортамент шириной до 10 см.

Виды трубогибов по способу установки
Существует деление профилегибов и в зависимости от способа установки. Различают оборудование стационарное, переносимое и носимое. Стационарные станки могут иметь вид как простой бетонной плиты со стержнями, так и солидного оборудования.
У компактных переносимых трубогибов имеется опорная стойка, а у носимой модели опоры нет, ее подбирают каждый раз во время использования оборудования.
Классификация станков по методу изгиба
От способа изгиба будет зависеть конструкция профилегиба и его производительность. Существует 3 основных метода гибки. Первый — выдавливание, когда геометрию профильной трубы меняют при помощи деформирующего ролика, выполняющего роль пуансона. Матрица в этом случае отсутствует.
Для выполнения операции требуются 2 прочные опоры с противоположных сторон изгиба, которые и выполняют роль матрицы. В качестве таких опор используют поворотные башмаки или ролики.
Поскольку усилие нарастает постепенно и постоянно имеет перпендикулярное направление по отношению к трубе, способ дает возможность получить хороший конечный результат. Применим метод только для работ в небольшом объеме.
Второй — прессование. Для получения гиба используют принцип слесарных тисков — отрезок трубы размещают между матрицей и пуансоном.
Профили последних для получения качественного изгиба должны в точности повторять геометрию детали. А также в расчете необходимо учесть остаточную деформацию металла. В домашних условиях этот способ применим, когда большой точности не требуется.

Третий — прокатка — универсальный способ, применяемый для гибки как тонкостенных, так и толстостенных труб. Гиб получают путем протягивания заготовки между роликами — одним вращающимся и двумя опорными.
Кроме упомянутых выше, гибка труб может также осуществляться следующими методами:
Независимо от выбранной конструкции, при самостоятельном изготовлении станка для гибки труб, необходимо учитывать рекомендации специалистов. Выбирая материал для станины, нужно исходить из того, что толщина металла должна составлять не меньше 1/6 ширины профилированной трубы.
Так, если предстоит гнуть трубу, имеющую в сечении прямоугольник с параметрами 50 х 25 мм, то чтобы избежать деформации станины в процессе гибки, нужно взять швеллер или уголок толщиной не менее 10 мм. Опорная плита и пуансон с матрицей по толщине должны быть в 2 раза больше.
Оптимальный диаметр роликов — минимум утроенные размеры сечения. Полка швеллера и уголка, взятых для изготовления станины, должна быть в 2 и 3 раза больше ширины трубы соответственно. Если предстоит работа по гибке профильных труб прямоугольного сечения 50 х 25 мм, нужен швеллер 100 х 10 или уголок 150 х 10.
Изготавливаем гидравлический трубогиб
Рассмотрим схему станка с гидравлическим приводом, где изгиб происходит за счет продавливания профильной трубы по центру пуансоном, зафиксированным на поднимающемся штоке. В результате тесного контакта заготовки, опирающейся на два стационарных ролика, с подвижным пуансоном, последняя принимает его очертания.
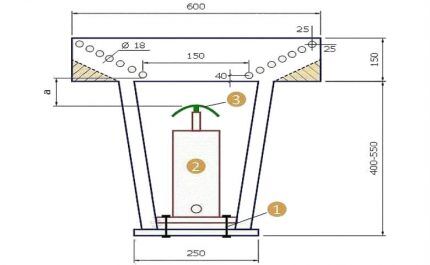
Для разметки рабочей поверхности прокладывают вертикальную ось и на указанном на чертеже расстоянии от края и оси, отмечают место нахождения нижних отверстий. Затем отмечают точки расположения верхних отверстий, отступив нужное расстояние от края. Соединяют прямой линией центра этих отверстий и откладывают на ней равные отрезки.
Оси промежуточных отверстий будут находиться на пересечении сделанных отметок с наклонной осью. Отверстия на рабочей поверхности нужны для возможности регулирования радиуса изгиба профильной заготовки. Так как рабочая поверхность состоит из двух зеркально расположенных деталей, вторую размечают так же.
Высоту станка определяют параметры домкрата и расстояние, обозначенное на чертеже символом «а». Чтобы согнуть профильную трубу шириной 15 мм этот промежуток в нерабочем состоянии домкрата примерно должен равняться 20 мм.
В этой конструкции усилие, передаваемое пуансоном, сконцентрировано в верхней его части. В результате такого воздействия наружный радиус трубы подвергается растяжению, что может вызвать истончение стенки, а в отдельных случаях и разрыв. Поэтому для деформации тонкостенных заготовок этот станок использовать не рекомендуют.
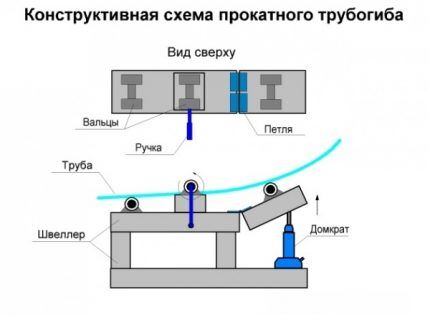
Прокатный трубогиб своими руками
На таком оборудовании заготовка приобретает заданную форму путем прокатки. В условиях домашней мастерской проще изготовить 3-роликовую конструкцию с ручным приводом. Рассмотрим два варианта подобных станков.
Вариант станка с поворотной платформой
Принцип устройства такого станка для гибки труб с сечением, отличным от круглого, следующий:
- Основная станина связана через шарнирное соединение с поворотной платформой, которая и задает угол загиба.
- Платформу приводит в движение домкрат, упирающийся в нее рабочим штоком.
- Протяжка профиля осуществляют путем вращения рукоятки, находящейся на промежуточном валу.
Для изготовления основания станка и стоек потребуется швеллер с высотой стенки от 150 до 200 мм в количестве около 3 м. В качестве обойм для подшипников, основы вальцев, подойдет стальная труба с внутренним диаметром равным внешнему диаметру подшипников, которую делят на 6 коротких отрезков.
Из швеллера выполняют основу и две платформы. Отступив от одной из сторон около 0,5 м, приваривают вертикальную стойку из того же швеллера. Для этого два отрезка спаривают, чтобы стойка получилась прочной.
Строго соблюдая горизонтальность, монтируют стационарную платформу, а к ней приваривают заднюю стойку. Далее, берут отрезок профильной трубы и наращивают ограничители высотой не меньше, чем толщина профильной трубы, деформацию которой предполагают выполнять на изготавливаемом станке.
Направляющую платформу соединяют с основной станиной посредством дверных петель. На наращенные ограничители и края обеих платформ посредством сварки монтируют подшипники и усиливают конструкцию уголками. Валы вставляют в подшипники, а к среднему крепят ручку.
Под краем направляющей платформы устанавливают домкрат и закрепляют его на основе при помощи болтового соединения.
Сборку трубогиба с поворотной платформой осуществляют в следующей последовательности:
Гибка профильной трубы — какой оборудование применяется?
 Гибка Металла
Гибка Металла
Гибка профильной трубы по радиусу позволяет сэкономить время сборки металлоконструкции.
Ведь дугообразную балку можно либо согнуть из одного отрезка профильной трубы, либо собрать с помощью сварки из десятка-другого заготовок, нарезанных из той же разновидности металлопроката.
Технология гибки профильной трубы машинным способом
В основе процесса механической гибки лежит контролируемая деформация тела трубы, осуществляемая на особых станках-трубогибах. Деформируемое изделие помещают на два «транспортных» вальца и прижимают (сверху или снизу) деформирующим вальцом.
Причем деформирующий валец располагается между транспортной парой (чаще всего по центру) и сгибает расположенную «в воздухе» трубу, используя транспортные вальцы как опорные поверхности.
Контролируя скорость подачи тубы и прижимное усилие можно влиять и на степень «кривизны» трубы, и на производительность процесса. Причем радиусная гибка профильных труб, как правило, происходит за несколько «проходов. Изделие деформируется постепенно, поэтому трубу «заправляют» в систему подачи станка несколько раз и, прокатывая сквозь зону деформации, увеличивают степень кривизны изделия. Результат контролируется шаблоном, к которому прикладывают «полусогнутую» трубу.
При этом внешние габариты тела трубы практически не меняются, а в теле изделия накапливаются практически неощутимые усталостные деформации. Ну а сама процедура реализуется в «холодном» состоянии.
Причем при определенной сноровке, используя мощные, гидравлические трубогибы для профильных труб, изделие можно «скрутить» даже в кольцо.
Однако, подобные манипуляции с профильной трубой возможны с оглядкой на минимальный радиус кривизны изгиба, который вычисляют по внешним габаритам деформируемого изделия. Стоит выйти за этот «минимальный радиус» и в теле трубы появятся трещины, а собранная из таких изделий металлоконструкция развалится под своим весом.
Гибка профильной трубы своими руками

Для деформации профильной трубы инструмент, конечно же, нужен, но не обязателен. Эту операцию можно выполнить и без трубогиба, фактически «своими руками», задействовав наполнители и шаблоны.
Сам процесс ручной гибки, в этом случае, выглядит следующим образом:
- В подготовленный мерный отрезок трубы, один торец которого заглушен плотной пробкой, засыпается песок или заливается вода.
- После заполнения внутренней полости второй торец заглушается такой же пробкой.
- Далее труба помещается в шаблон – частокол из штырей, в который вводится свободный торец. Орудуя вторым торцом как рычагом можно согнуть край трубы в шаблоне, после чего нужно продвинуть деформируемого изделии далее по шаблону и продолжить операцию тем же образом.
В итоге, труба деформируется. Правда, такой трубогиб для профильной трубы – ручной, с плохо контролируемым усилием изгиба – не гарантирует качество операции, особенно, на протяженных участках.
Кроме того, для гибки труб можно использовать обычный домкрат. Его подводят под два штыря, вбитых в стену. Заполненную песком или водой трубу укладывают на шток домкрата и поднимают до уровня упоров. После этого шток продолжает движение и выгибает участок трубы.
Такой способ, в сочетании с шаблоном, гарантирует достаточно высокое качество операции, поскольку позволяет контролировать процесс гибки за счет дозирования деформирующего усилия.
Оборудование для гибки труб: заводские и самодельные варианты
Классическое приспособление для гибки профильной трубы – это трубогиб. Причем агрегаты подобного типа бывают ручными и механизированными.
У ручных станков от мускульной силы оператора работает и привод подачи трубы (соединенные цепной передачей вальцы) и генератор деформирующего усилия (соединенная с верхним вальцом струбцина).
Механизированный станок для гибки профильной трубы работает на электрическом приводе, который генерирует крутящий момент на подающих вальцах. Генератор прижимного усилия такого агрегата функционирует либо от мускульной силы оператора (струбцина), либо от гидравлического привода (ротационный пресс).
К заводским моделям трубогибов относятся агрегаты из серии «ПГ» (профелегибы).
Причем в быту и промышленности используют следующие модели:

- ПГ-1 – мобильный трубогиб, который могут использовать и «домашние мастера» и слесари или сантехники из аварийных бригад. Этот компактный аппарата сгибает профиль с габаритами до 40х40 миллиметров. Причем минимальный радиус изгиба – 180 миллиметров, а минимальный диаметр (для кольцеобразных деталей) – 0,6 метра.
- ПГ-2 – мобильный трубогиб с увеличенной мощностью. Этот аппарат сгибает даже 60-миллиметровые профили. Минимальный радиус изгиба в данном случае равен 22 сантиметрам (диаметр — 60 сантиметрам).
Средняя стоимость подобных станков – 600-700 долларов США. Поэтому большинство домашних мастеров используют не «фабричные» а самодельные трубогибы. Или заказывают услугу у специализированных компаний.
Причем цена гибки профильной трубы зависит от объемов работы, габаритов и конструкционного материала деформируемого изделия и сложности профиля согнутой детали.
Самодельные трубогибы
Самодельные аппараты для гибки труб конструируют на основе трехвальцовой схемы, реализованной в промышленных трубогибах.
Сборку такой конструкции начинают с производства каркаса – прямоугольника, изготовленного из четырех швеллеров, соединенных сваркой.
На изготовленный каркас, по центру, наваривают П-образный кронштейн, в центр верхней планки которого вваривают гайку – основу будущей струбцины. В эту гайку вкручивают винт с маховиком. Пята винта контактирует с подвижной плитой, которая перемешается в пазах боковых стенок П-образного кронштейна. В плиту (которую можно выполнить в виде того же П-образного кронштейна, только с короткими вертикальными «ножками) встраивают валец (закрепляя между боковыми «ножками»). Прижимное усилие будет генерироваться струбциной.
По бокам от П-образного кронштейна наваривают стержневые кронштейны, которые будут удерживать подающие вальцы. Крепление вальцов осуществляется с помощью винтов. Причем с одной стороны на вальцы монтируют звездочки цепной передачи (можно использовать детали от велосипеда).
В финале на подающие вальцы надевают цепь и крепят к одной из звездочек рукоять, с помощью которой генерируют момент вращения на валу.
Схема работы такого агрегата очень проста:
- Деформируемую трубу укладывают на подающие вальцы и поджимают деформирующим роликом, затягивая винт струбцины.
- После этого, вращая рукоять подающей системы, прокатывают всю трубу сквозь зону деформации.
- При необходимости вышеописанные действия повторяют еще раз.
В итоге, труба гнется, а владелец оборудования экономит от 500 до 700 долларов США.
Трубогибы и трубогибочные станки для холодной гибки труб
Трубогибы для холодной гибки труб должны создавать усилия для гибки труб и поддерживать трубы в рабочем положении. Во время гибки на трубогибе металл трубы в изгибаемом участке доводится до пластического состояния.
Трубогибы разделяются по способам гибки. Выбор способа гибки и трубогиба зависит от диаметра трубы, толщины стенки, материала и необходимого радиуса гиба, необходимого количества гнутых труб, условий производства, имеющегося оборудования, необходимой точности и качества.
Наиболее важным для осуществления качественной гибки является правильный выбор способа гибки. Трубы до гнутья, кроме определенных допусков, как по наружному диаметру, так и по толщине стенки имеют разностенность в продольном направлении, причем разностенность зависит от способа изготовления труб. Если кромки, сваренные продольным швом, имеют разную толщину, то горячекатаные трубы имеют разностенность, вызванную технологией изготовления. Однако относительная толщина стенки делает бесшовные трубы значительно более устойчивыми по сравнению со сварными трубами большого диаметра, значительно более тонкостенными (по ГОСТ наименьшая относительная толщина стенки трубы размером 1300 X 10).
Все имеющиеся механизмы для холодной гибки труб на станках без появления гофр на внутренней части гиба (холодная гладкая гибка) имеют различное конструктивное выполнение (фиг. 1, а — к).
Гибка труб сопровождается нежелательными для последующей эксплуатации явлениями. К ним относятся утонение стенки на внешней части гиба, овализация (сплющивание) поперечного сечения в гибе, образование гофр и изломов на внутренней части гиба. Кроме того, процесс осложняется тем, что после гибки имеется пружинение (упругий отпор), при котором изменяется радиус гиба трубы. Имеет также значение место расположения гиба вдоль трубы. Если радиус гиба мал, то трубу легче гнуть ближе к ее концам и труднее в средней ее части. У согнутого конца трубы утонение стенки на наружной части гиба меньше, чем у гиба, выполненного в средней части. Поэтому в средней части радиус гиба должен быть выбран большим, чем при гибке конца трубы.
Фиг. 1. Способы холодной гибки труб:
а — с обкаткой; б — наматыванием; в — волочением; г — вальцовкой; д — на двух опорах; е — растяжением; ж — с внутренним гидростатическим давлением; и — через фильеру, имеющую криволинейную ось; к — по копирам.
Гибка трубы с прямой осью происходит под действием сил, перпендикулярных к ее оси, или под действием пары сил, приложенных к ее оси. В отличие от обычной теории изгиба, где продольные деформации волокон рассчитываются в предположении неизменяемости поперечного сечения изгибаемой балки, при изгибе труб необходимо учитывать, что возникающие напряжения приводят к изменению формы поперечного сечения трубы, деформации стенки трубы и смещению нейтральной оси. В металле стенок труб при изгибе происходят упругие и упруго-пластические деформации, меняющие его физико-механические свойства.
Фиг. 2. Изгиб трубы
Нейтральная ось, проходящая в поперечном сечении прямой трубы через ее центр тяжести, смещается при этом в зависимости от способа гибки в сторону внутренней части гиба (подобно тому, как это происходит при изгибе кривого бруса со сплошным поперечным сечением) или в сторону внешней части гиба. Величина и направление смещения нейтральной оси при одной и той же толщине стенок зависит от ряда факторов, в том числе от величины и направления продольных сил смещение возрастает с увеличением толщины стенки трубы. О величине смещения нейтрального слоя при гибке труб до сих пор имеется мало данных.
При гибке прямой трубы изменение цилиндрической формы и толщин стенок происходит неравномерно по всей поверхности гиба. Наблюдается, что изменение формы поперечного сечения трубы в гибе приводит при заданном приращении кривизны оси трубы к меньшему удлинению по сравнению с удлинением, рассчитываемым по теории изгиба балок.
Рассмотрим простейший случай, когда под действием внешнего изгибающего момента труба находится в условиях чистого изгиба. При чистом изгибе отсутствуют касательные напряжения, а величина изгибающего момента постоянна по длине трубы. Труба изгибается по дуге круга с радиусом гиба R. На внешней части гиба (фиг. 2) возникают растягивающие напряжения, а на внутренней части — сжимающие.
Растягивающие и сжимающие напряжения дают равнодействующие силы N и N1, направленные к нейтральной оси. Эти равнодействующие вызывают напряжения поперечного сжатия и соответствующие поперечные деформации трубы. Моменты поперечных сил вызывают изменение формы поперечного сечения (сплющивание трубы).
В результате напряжений, возникающих при изгибе, происходит утонение внешней и утолщение внутренней стенок трубы. При значительном утонении наружной части гиба происходит ослабление трубы. Это утонение тем более нежелательно, что внутренняя стенка внешней части гиба подвергается в ряде трубопроводов истиранию под действием движущегося по трубе продукта.
При гибке тонкостенных труб на малые радиусы гиба величина утонения стенки трубы должна быть учтена в прочностных расчетах трубопровода. Тонкостенными называют трубы, имея в виду не толщину стенки δ, а отношение этой толщины к наружному диаметру С расчетной точки зрения труба является тонкостенной, если
Таким образом, подавляющее большинство применяемых труб может быть отнесено к категории тонкостенных. Так, например, согласно существующим нормам расчета элементов паровых котлов на прочность, величина прибавки С к расчетной толщине стенки трубы определяется по формуле:
С= A1(δ — C)
Коэффициент A1 принимается в зависимости от величины технологических допусков на толщину стенки.
Допуски на толщину стенки в %
Такой учет утонения не предусматривает способ гибки, поэтому он не отвечает действительным условиям работы трубопровода.
Вопросами действительных деформаций труб при холодной гибке занимался ряд исследователей. Так, например, Б. С. Дмитриев исследовал деформацию труб (размером 89X5 из стали 15М при радиусе гиба R=250мм, размером 133 X 4 и 168 X 7 из стали 10 при R = 400 и 500мм, размером 135X5 из меди МЗС при R=400мм)при холодной гибке с дорном.
На основе подсчета истинных удлинений по формуле
где Lк — длина участка трубы после гибки; L0 — длина участка трубы до гибки,
построены графики истинных деформаций по углу гиба 90° (фиг. 3,а) и 180° (фиг. 3,6) для труб диаметром 89мм, согнутых по радиусу R= 2,8 Dн
Из фиг. 3, а и б видно, что возрастающие в начале пластические деформации затем становятся постоянными и в конце гиба падают.
a) Расположение сечения в гибе
б) Расположение сечения в гибе
Фиг. 3. Деформация стенки трубы при гнутье.
Эти деформации распространяются не только на изогнутый участок трубы АБ, но имеют место также в прямолинейных участках до гиба и за ним. На внешней части гиба удлинение меньше, чем это предполагается по расчету средней величины относительного удлинения. Если перед началом гиба отсутствует прямой участок, т. е. когда труба крепится к гибочному шаблону непосредственно в начале гиба, то нарастание пластической деформации происходит от этого начала.
Величина угла нарастания деформации выражается зависимостью
При гибке труб в холодном состоянии происходит наклеп металла и возникают остаточные напряжения. На внутренней части гиба возникают пластические деформации сжатия. Когда в изогнутом участке трубы под действием внутреннего давления начнет увеличиваться радиус гиба, в сжатых слоях будут действовать растягивающие напряжения. При этом наблюдается эффект Баушинтера — металл после пластической деформации сжатия имеет пониженный предел текучести при растяжении. В то же время в наружной части гиба, где происходит растяжение стенки металла, имеется повышенный предел текучести. Для ответственных трубопроводов, работающих под давлением, в коррозионной среде или при циклической нагрузке сравнительные испытания на образцах, вырезанных из труб, недостаточны. В этих случаях прочность изогнутого трубопровода должна проверяться прямыми испытаниями.
Экспериментальными исследованиями В. Г. Гребенкина по изучению напряженного состояния изогнутых в холодном состоянии труб 76X7,5мм; 38X3,5мм и 38X4мм под действием внутреннего давления установлено, что с увеличением степени овальности осевые и окружные напряжения увеличиваются. Разрушающее внутреннее давление в гибе близко или более давления, необходимого для разрушения прямой трубы. Прочность изогнутых участков по отношению к прямым повышается с увеличением отношения
Разрушение происходило почти у всех испытанных образцов только на несогнутом прямом участке.
Работы других исследователей, проведенные над трубами, согнутыми в холодном состоянии, показывают, что разрушение под действием внутреннего давления происходит на изогнутом участке в области близкой к нейтральной оси гиба. При гибке сечение трубы в зависимости от способа гибки I допусков в трубогибочном оборудовании приобретает форму овала с большей осью сечения, расположенной перпендикулярно плоскости (центровой линии) оси гиба трубы (фиг. 2). Овализация трубы в гибе сильно сказывается на напряженном состоянии. Овальность криволинейных участков трубопроводов ограничена по ГОСТ 9842-6 и не должна превышать 12,5%.
В процессе эксплуатации с повышением внутреннего давления труба в изогнутом участке стремится принять круглую форму, что создает изгибные напряжения в этом участке и изменяет опорные реакции.
Величина допускаемой овальности зависит от назначения криволинейного участка трубопровода. Когда большая ось сечения лежит в плоскости оси гиба (центральной оси) трубы, овальность уменьшает его жесткость. Если при упругом изгибе труб происходят незначительные абсолютные приращения кривизны и коэффициент жесткости кривой трубы можно считать величиной постоянной, соответствующей начальной кривизне трубы, то при гибке труб (например, по схеме чистого изгиба) сама задача заключается в значительном изменении кривизны, поэтому по мере уменьшения радиуса гиба коэффициент уменьшения жесткости должен постепенно уменьшаться, как это вытекает из исследований Кармана по упругому изгибу труб.
При определении усилий, необходимых для гибки, величина этого коэффициента зависит от степени сплющивания трубы, которая в свою очередь зависит от конструкции и размеров устройств, поддерживающих постоянную форму поперечного сечения. Достаточно незначительных перемещений сплющивания, чтобы вызвать существенные изменения в величине и распределении изгибных напряжений в трубе и соответственно понизить коэффициент изменения жесткости трубы, который при круглом поперечном сечении считаем равным единице, т. е. как у сплошного бруса.
Величина коэффициента сплющивания при различных ограничителях до настоящего времени научно не обоснована, поэтому расчет изгибающего момента ведется без учета сплющивания.
Фиг. 4. Диаграмма распределения нормальных напряжений
в поперечном сечении трубы при изгибе
Расчет изгибающего момента для гибки тонкостенных труб. Для выбора параметров трубогибочного останка необходимо определять величину потребного изгибающего момента в зависимости от известных параметров труб (геометрические размеры трубы, предел текучести, модуль упрочнения и радиус гиба). Если для упрочняющегося материала трубы принять условную диаграмму напряжений — деформаций в поперечном сечении трубы (фиг. 4), то можно получить с достаточной для практики точностью формулу для определения изгибающего момента.
Для наглядности труба на чертеже повернута так, чтобы диаграмма распределения напряжений в ней соответствовала диаграмме растяжения; по горизонтали откладываем расстояния волокон металла трубы от нейтрального слоя и соответствующие им деформации, а по вертикали — нормальные напряжения в сечении трубы.
εт — деформация, соответствующая пределу текучести;
у — текущая координата точки, лежащей на средней линии поперечного сечения трубы;
УТ — координата границы пластической зоны;
МТ — изгибающий момент, соответствующий началу пластической деформации трубы;
φт — центральный угол границы упругой зоны поперечного сечения трубы.
Из условия равновесия изгибающий момент равен моменту внутренних сил. Поэтому
Запишем ряд зависимостей: (1)
элементарная площадка сечения трубы
Если принять гипотезу плоских сечений, удлинение будет пропорционально расстоянию волокна от нейтральной линии
В зоне упругих деформаций
В зоне пластических деформаций
Подстановка этих зависимостей в формулу (1)
или после интегрирования
Если в крайних волокнах трубы появятся пластические деформации
тогда из формулы (2) получаем (3)
Наибольшие деформации будут в наиболее отдаленной от оси трубы образующей
Откуда
(4)
Таким образом, по полученным формулам (4) и (2), зная механические свойства (Е, Е1) и геометрические параметры, трубы (r, R)легко вычислить потребный изгибающий момент.
Очевидно, что при возникновении пластических деформаций
Для упрощения вычисления необходимого изгибающего момента на фиг. 5 показаны, графики зависимости от
при различных отношениях модуля упрочнения Е1к модулю упругости Е.
Для труб из сталей, имеющих протяженную площадку текучести, как это принято, полагаем, что на диаграмме растяжения упрочнение отсутствует (E1=0).
В этом случае формула (2) принимает вид
(5)
Пригодность формулы (5) определяется условием
Фиг. 5. График для подсчета изгибающего момента.
Если все сечение трубы подвергается пластическим деформациям φТ= (0) , то по формуле (5) можно определить предельную способность трубы
Этому частному случаю соответствует нижний график
Овализация труб.Для трубопроводов высокого давления, где нагрузка пульсирующая, наблюдаются случаи появления мельчайших трещин, которые сопровождаются утечками продукта. Трещины появляются в двух участках гиба, а именно в точках Г—Г и С—С
(фиг. 2), причем в большинстве случаев в точках С.
Основным фактором, ослабляющим трубу, является ее овализация. При увеличении овализации прочность трубопровода, предназначенного для транспортирования продукта при пульсирующей нагрузке, уменьшается.
Овальность сечения определяется по формуле (ГОСТ 9842-61)
Разрушение металла в точках С—С происходит потому, что в результате более значительных деформаций в этих местах из-за изменения радиуса кривизны и большей толщине возникают большие остаточные напряжения. Когда труба находится под давлением, она стремится принять круглую форму, и радиус кривизны и точках С—С увеличивается, а в точках Г—Г уменьшается, что вызывает в металле напряжения того же знака, что и остаточные напряжения. Поэтому для снятия внутренних напряжений после гибки следует производить отжиг труб. Если в изогнутом трубопроводе находится транспортируемый продукт, способный вызвать коррозию, то наличие значительной овальности и соответственно повышенных внутренних напряжений металла стенки трубы способствует появлению коррозионных трещин. Поэтому при разработке оборудования для гибки стремятся к тому, чтобы овальность в гибе была наименьшей. Величина допускаемой овальности зависит от назначения трубопровода. Так, например, для котельных агрегатов разность между наибольшим Dmax и наименьшим Dmin наружным диаметром грубы в гибе не должна превышать значений, приведенных и табл. 1.
Таблица 1
Разность между наибольшим и наименьшим диаметром в гибе
Наружный диаметр труб в мм
Dmах — Dmin при радиусе гиба в мм
При гибке можно приближенно определить величину овализации [1].
Малая ось овала при гибке определяется по уравнению
Dmin=Dн—a
где а — величина уменьшения диаметра трубы после гнутья в мм
(а = рk) ;
р — коэффициент, зависящий от материала трубы.
где k — коэффициент, зависящий от радиуса гиба, толщины стенки и диаметра трубы;
— экстраполированный предел текучести
Для АМГ коэффициент равен 3,123, для стали 20 — 2,799, а для 1Х18Н9Т — 2,535.
Наименьший радиус гиба и устойчивость труб
В практике возникает необходимость гнуть трубы с наименьшим возможным радиусом гиба. Наименьший радиус гиба зависит от механических свойств материала трубы, отношения толщины стенки трубы к величине диаметра, способа гнутья. Наиболее важным физико-механическим фактором, определяющим наименьший возможный радиус гиба, является пластические свойства металла. Пластические свойства металла трубы, подлежащей гнутью, оцениваются величиной остаточного относительного удлинения на расчетной длине при растяжении. Поэтому в каждом отдельном случае рекомендуется проверить и установить величину относительного удлинения волокон на растянутой внешней части гиба. Проверка может быть произведена путем испытания образцов труб или при помощи расчета.
Испытание труб на растяжение производится по ГОСТ 1497-61 на продольном образце (в виде полосы, вырезанной из трубы) — нормальном или пропорциональном, длинном или коротком, по усмотрению завода-изготовителя, в невыправленном виде.
При расчете мы исходим из того, что во время изгиба трубы волокна ВВ (фиг. 2) внутренней части гиба укорачиваются, а волокна АА внешней части гиба удлиняются. Величина остаточной деформации в первом приближении, если не учитывать данные, полученные Б. С. Дмитриевым, а также реализацию трубы и считать, что начало и конец деформации совпадают с началом и концом изгиба, может быть подсчитана из простого геометрического соотношения размеров.
Длина нейтрального слоя L=αR=const
Длина волокон наружной части гиба после гибки L1=α(R-r)
Длина волокон внутренней части гиба после гибки L2=α(R-r)
Средняя величина относительного удлинения или сжатия
При выборе наименьшего радиуса гиба следует учесть то наибольшее относительное удлинение, которое допускает материал трубы, и сравнить его с найденной расчетной величиной.
В табл. 2 приведены значения величин относительного удлинение у стальных бесшовных горячекатаных труб.
Величина относительного удлинения материала
стальных бесшовных горячекатаных труб
Приведенные относительные удлинения могут служить при изгибе трубы только для сравнения: чем больше удлинение стали при разрыве, тем меньше может быть допущен радиус гиба. Однако непосредственный выбор наименьшего радиуса гиба путем использования данных об удлинении образцов при разрыве может привести к завышению наименьшего радиуса гиба, т. к. деформации удлинения волокон при изгибе происходят в более благоприятных условиях, чем при растяжении.
Под действием возникающих при изгибе сжимающих сил на внутренней части гиба образуются гофры, а в ряде случаев — складки. Появляется потеря устойчивости трубы. При таких изменениях формы трубы увеличивается сопротивление движению прорения и коррозии трубопроводов. Кроме того, наличие потери устойчивости трубы приводит к ее ослаблению как несущей конструкции.
Поведение трубы при изгибе зависит от геометрического безразмерного па-раметра (коэффициента)
Чем меньше коэффициент h в гибе, тем более высокие требования предъявляются к средствам поддерживания формы поперечного сечения трубы и устойчивости ее стенки.
Появление потери устойчивости больше всего наблюдается у тонкостенных труб большого диаметра.
Процесс потери устойчивости может быть уяснен, если предположить, что труба до гнутья представляет собой круговой цилиндр с радиусами кривизны цилиндра р2=r и образующей р1=∞ ; тогда можно записать, что Гауссова кривизна
При гибке трубы вокруг гибочного ролика в месте контакта трубы с роликом образуется вмятина под действием сосредоточенной нагрузки. При образовании вмятины образующая цилиндра искривляется. При отсутствии деформации удлинения и сжатия Гауссова кривизна остается без изменений, равной нулю. Поэтому появление кривизны образующей сопровождается потерей кривизны направляющей (окружности), пересекающей ее.
Фиг. 6. Схема потери устойчивости при гнутье трубы.
Так как прямая АВ (фиг. 6) короче дуги АВ, то волокна в ней сжаты, а кривая СDЕ длиннее образующей СFЕ, то волокна в ней растянуты. Сжатие волокон АВ является одной из причин потери прямолинейности поперечной прямой, проходящей через точку D. Образующая КЛМ в горизонтальной плоскости также искривляется и картина в ней развивается так же. Шаг гофра при данном диаметре находится в прямой зависимости от толщины стенки.
арактер изменения цилиндрической формы трубы под действием сосредоточенной нагрузки виден из следующих опытов автора. Трубы диаметром 95 мм с толщиной стенки 1 мм и диаметром 38 мм с толщиной стенки 1,55 мм нагружались сосредоточенной силой. Измерения перемещений велись по двум взаимно-перпендикулярным направлениям. Установлено, что под действием сосредоточенной силы образуются волны различной длины и амплитуды, происходит деформация всей оболочки; при этом в двух взаимно-перпендикулярных сечениях вдоль оси трубы, волны имеют противоположные по знаку амплитуды (фиг. 7).
Фиг.7. Перемещение двух взаимно-перпендикулярных образующих при сжатии:
а — трубы диаметром 98 мм с толщиной стенки 1 мм; б — трубы диаметром 38 мм с толщиной стенки 1,55 мм.
Ввиду того, что амплитуды различны по знаку, в ряде кольцевых сечений амплитуды обеих волн приближаются к нулю и размеры оболочки по диаметрам в этих кольцевых сечениях остаются неизменными.
Волны имеют наибольшую амплитуду в обоих сечениях, где приложена нагрузка, затем она затухает. Сравнивая волны двух труб с различным отношением
видим (фиг. 5, а и б), что чем меньше это отношение, тем медленней затухает волна.
При действии различных по величине и одинаковых по месту приложения нагрузок на трубу одного и того же размера характер деформаций в упругой стадии остается неизменным, отличаясь лишь по величине.
Имея очертания образующих (в двух взаимно-перпендикулярных сечениях вдоль оси трубы), полученных путем измерения перемещений при действии одной и той же по величине сосредоточенной силы, приложенной как на конце трубы, так и в середине, и совместив эти кривые, легко найти окрестности кольцевого сечения, в котором пересекаются данные кривые. Эти окрестности являются теми местами, где должны быть расположены опоры при изгибе трубы, что позволит получить наиболее равномерные деформации по всей длине трубы. Этот вывод проверялся путем приложения двух равных по величине сосредоточенных нагрузок на трубу. Выявлено, что наиболее равномерные деформации наблюдаются тогда, когда от концов трубы нагрузки приложены на определенном расстоянии. Из этих исследований становится очевидным, что при разработке оснастки для гибки тонкостенных труб размер гибочного ролика, прижимных планок и расстановка опор должна производиться с учетом образования волн на трубе. Так, например, при гибке труб диаметром 98, с толщиной стенки 1 мм на двух опорах уменьшение деформаций происходит тогда, когда опоры расположены на расстоянии 1/3 длины трубы от ее концов.
Кроме того, следует учесть, что сохранение первоначальной кривизны поперечного сечения трубы в опасной сжимаемой зоне (внутренняя часть гиба) представляется важным условием борьбы с образованием гофр во время гибки. При существующих формах внешних поддерживающих устройств, когда они выполняются по полуокружности, прилегающей к трубе, длина поддерживающего участка должна быть не менее длины волны с наибольшими перемещениями.
До настоящего времени не решен вопрос о количественной оценке допустимых размеров гофр, влияющих на уменьшение прочности изогнутой трубы. Поэтому размеры гофр выбираются на основе опытных данных.
В судостроении для труб диаметром до 120 мм введен допуск на образование гофр. В зависимости от внутреннего давления транспортируемого продукта гофры не должны .превышать следующий процент от наружного диаметра трубы: до 2 кг/см2 — 6%, от 2 до 16 кг/ см2 — 3 и более, 16 кг/ см2 — не более 2%.
Приведено решение задач о потере устойчивости труб при гибке. Однако этими данными трудно пользоваться Ввиду наличия разностенности, первоначальной овальности, разброса прочностных характеристик в одной и той же партии труб, а также из-за контактных напряжений между рабочим инструментом станка и трубой.
Для расчета могут быть приняты только приближенные формулы. Так, например, Я.3. Скоморовским установлена зависимость критической нагрузки от прочностных и геометрических параметров стальных труб с относительной толщиной стенки
при разных схемах нагружения.
Если труба в радиальном направлении не имеет ограничителя и изгиб производится двумя парами сил (чистый изгиб), то величина критического изгибающего момента Мкр, при котором наступит местная потеря устойчивости стенки труб, определяется формулой
При изгибе трубы как консоли силой Р на конце (поперечный изгиб), когда сечение трубы в заделке защемлено по всему контуру, величина критического момента Мкр = PL (L— длина консоли ) выражается формулой
Если труба подвержена одновременному нагружению осевой силой и изгибающим моментом, то при известной осевой силе Р, величина максимально допускаемого изгибающего момента М будет
В этом же случае при известном изгибающем моменте величина допускаемой осевой силы будет
При изгибе трубы вследствие эксцентричного сжатия силой Р величина безопасного эксцентрицитета е, определяется формулой
Сохранение заданной формы поперечного сечения трубы
Особенностью оборудования для холодной гибки труб является наличие в них таких устройств, которые сохранили бы исходную (например, круглую) форму поперечного сечения трубы для избежания овальности и потери устойчивости. Это относится ко всем толщинам и диаметрам труб. Правильный выбор таких устройств может быть произведен при знании тех изменений формы трубы, которые происходят при переходе прямолинейной трубы в криволинейную
Фиг. 8. Способы сохранения круглой формы трубы в гибе.
При изгибе трубы всякая приложенная сила является источником перерезывающих сил. В гибе возникают сплющивающие силы двух родов: прямые от давления рабочих органов и порождаемые напряжениями изогнутых волокон трубы. Первые действуют во все время гибки, а вторые развиваются при искривлении трубы.
Силы возникающие при гибке трубы, сплющивают ее (уменьшается одна из главных осей поперечного сечения в плоскости изгиба) и увеличивают размер поперечного сечения в направлении, перпендикулярном плоскости изгиба (удлиняется вторая главная ось овала, фиг. 8, а).
Отсюда вытекают два основных способа сохранения круглой формы трубы, препятствующих сплющиванию при помощи устройств: 1) поддерживающих стенку изнутри главным образом в радиальном направлении — внутренний ограничитель (фиг. 8, б), 2) ограничивающих перемещение стенки трубы в направлении расширения — наружный ограничитель (фиг. 8, в).
Чтобы воспрепятствовать перемещениям стенки внутрь, можно применять наполнители или калибрующую пробку (дорн). В качестве наполнителей могут служить легкоплавкие металлы, смолы, резина или вода. Наибольшее предпочтение следует отдать резиновым наполнителям и воде. Однако при жестких допусках на овальность упругие наполнители не дают желаемого результата. Поэтому наибольшее распространение получили жесткие ограничители.
При применении в качестве ограничителя круглой пробки, плотно входящей внутрь трубы по всему периметру, возникнут препятствующие сплющиванию контактные усилия. Наличие зазоров, в особенности в направлении к оси изгиба, дает определенную свободу сплющиванию в этом участке. Происходит увеличение размеров трубы в области второй главной оси, которое сопровождается тем, что контактные напряжения и ограничения перемещений в этой области исчезает (фиг. 8, г). Поэтому практически аффективным является только какая-то часть (в зависимости от ограничителя) в окрестностях той из главных осей, которая укорачивается от сплющивания. Однако площадь контакта секторов дорна должна иметь определенную ширину, ибо если они узки (фиг. 8, г), то вне дорна моменты сплющивающих сил продолжают действовать и вызывают уширение трубы параллельно оси изгиба с постепенным уменьшением полноты кривой. Объясняется это тем, что при гибке трубы в зоне пластических деформаций достаточно самых ничтожных сплющивающих сил для появления остаточных деформаций сплющивания.
Чем больше сплющивающие силы, тем больше вытягивание грубы в перпендикулярном им направлении, тем больше вторичные перемещения, имеющие максимум на второй главной оси поперечного сечения трубы. Внешние ограничения противодействуют только этим вторичным перемещениям.
Подобно внутреннему ограничителю внешний ограничитель не может иметь полной эффективности по всей окружности поперечного сечения трубы, так как по той из главных осей первичных перемещений, которая укорачивается, контакт между трубой и ограничителем вторичных перемещений исчезает. Наиболее эффективная часть внешнего ограничителя лежит на второй, удлиняющейся главной оси. Подобно тому, как ни один внутренний ограничитель не освобождает изгибаемую трубу полностью от поперечной раздачи, никакой внешний ограничитель не может ее полностью освободить от сплющивания в плоскости изгиба (фиг..8, д). Поэтому для лучшего сохранения формы поперечного сечения необходимо применять внутренние или внешние ограничители достаточной ширины, а для более точного изготовления применять одновременно внешний и внутренний ограничители.
Форма поперечного сечения трубы зависит от диаметра ручья гибочного ролика. Так, если диаметр ручья гибочного ролика равен наружному диаметру трубы, то после гибки участок трубы, находившийся в контакте с гибочным роликом, остается круговым полуцилиндром первоначального диаметра. Контур участка трубы, не соприкасающегося с гибочным роликом, приобретает форму полуэллипса, большая ось которого больше наружного диаметра.
Если диаметр ручья гибочного ролика больше наружного диаметра трубы, то поперечное сечение трубы приобретает форму в виде двух полуэллипсов, у которых большая ось равна или немного меньше диаметра ручья гибочного ролика, а малая ось участка трубы, находившегося в ручье гибочного ролика, равна или немного меньше его радиуса.
При диаметре ручья гибочного ролика меньшем, чем диаметр трубы, форма поперечного сечения трубы, особенно у медных труб, состоит из полуокружности (в местах контакта трубы с ручьем гибочного ролика), а оставшаяся часть имеет очертание, несколько большее полуэллипса.
Отсутствие ограничителя дорна сказывается, прежде всего, в изменении толщины стенки в гибе (фиг. 9,а)).
фиг. 9. Сравнительные данные по изменению деформаций и прочности при гибке трубы из стали St 45.8 по радиусу гиба R= 110 мм с дорном и без дорна:
а-изменение толщины стенки; б -удлинения; в — изменение временного сопротивления и твердости; 1- без дорна (сторона сжатия); 2- с доном (сторона сжатия); 3 и 6 — без дорна (сторона растяжения); 4 и 5 — с дорном (сторона растяжения); 7 — с дорном; 8 — без дона
В зоне CDE для трубы с отношением(кривая 1 и 4) при гибке с дорном изменение толщины стенки на внутренней части гиба примерно в два раза меньше, чем при гибке без дорна, а на внешней части гиба примерно на 1/3 больше.
В зависимости от того, производится ли гибка труб с дорном или без него, происходит также различная по величине деформация стенки внешней части гиба. При гнутье с дорном труба диаметром 41,75 мм (фиг. 9, б) овализация уменьшается, а удлинения несколько более велики, чем при гибке без дорна. Изменение временного сопротивления при гибке по радиусу гиба R=100 мм с дорном и без дорна показано для трубы диаметром 51 мм с толщиной стенки 4 мм на фиг.9, в.
С утонением стенки трубы на внешней части гиба происходит увеличение твердости металла. Изменение твердости и изменения в гибе (по радиусу R = 60 мм) трубы диаметром 38 мм со стенкой толщиной 6 мм показано на фиг. 10.
фиг. 10. Изменение твердости на внешней части гиба: 1 — твердость; 2 — удлинение
Твердость может при гнутье увеличиться на значительную величину. Эта величина зависит от склонности стали к упрочнению (при растяжении).
При гибке с дорном утонение может быть настолько значительным, что толщина стенки изогнутой трубы уменьшится так, что она будет ниже допускаемых пределов на толщину стенки неизогнутых труб. Величина утонения практически не зависит от угла гиба после наступления равномерной деформации металла стенки трубы.
Дмитриев Б. С. нашел, что при гибке с дорном по радиусу R=2,8D-3,0D истинное удлинение на внешней части гиба меньше расчетного среднего относительного удлинения
фактическое удлинение равно 0,84δ (фиг. 3). Поэтому он рекомендует толщину стенки на внешней части гиба при гибке с дорном определять по формуле
Очевидно, удлинение на внешней части гиба зависит не только от геометрических параметров гиба и предела текучести трубы, но и от степени ее овализации, а следовательно, от формы и размера поддерживающих устройств. Увеличивая размер дорна в плоскости изгиба трубы, можно не только уменьшить овальность в гибе, но и свести ее к нулю.
Станки для гибки обкаткой
Для гибки труб диаметром до 150 мм со значительной толщиной стенки и сравнительно большом радиусе гиба применяется гибка обкаткой.
При данном способе вокруг неподвижного гибочного ролика двигается обкатывающий прижимной ролик (фиг. 11, а), прижимающий трубу непосредственно или с помощью ползуна (фиг. 11, б).
Размер ручья гибочного ролика, обкатывающего ролика или ползуна должен соответствовать наружному диаметру изгибаемой трубы.
Фиг.11. Гибка обкаткой.
Влияние на качество гиба оказывает выбор расстояния между обкатывающим роликом и трубой. Если расстояние мало, то или нельзя гнуть трубу (необходимо плечо для создания изгибающего момента) или труба в гибе в большой степени овализуется. При слишком большом зазоре между обкатывающим роликом и трубой, особенно при гибке тонкостенных труб, поперечное сечение в гибе приобретает неодинаковое сечение по всему изогнутому участку.
Зазор между обкатывающим роликом и трубой определяется опытным путем, приближенно: 6,35 мм при гибке труб диаметром до 50 мм; 6,35-12,7 мм для труб диаметром 50-100 мм и, наконец, 12,7 мм — для труб диаметром 100 мм и больше.
Для повышения производительности применяют многоручьевые гибочные ролики, при помощи которых можно гнуть на один и тот же радиус одновременно несколько труб. На этих станках устанавливают также гибочные ролики, которые позволяют за одну установку оснастки получить 2-3 различных радиуса гиба.
Гибка с обкаткой осуществляется в зависимости от потребной производительности на станках с ручным или механическим приводом.
На фиг. 12 показан ручной рычажный трубогиб, предназначенный для гибки водогазопроводных стальных труб диаметром 1/2″ 3/4″ и 1″ в холодном состоянии без наполнителя.
Фиг. 12. Ручной рычажный трубогиб
Станок состоит из следующих основных частей: подставки, гибочного ролика, вилки с обкатывающим роликом и скобы для закрепления трубы.
Подставка станка крепится четырьмя болтами диаметром 16 мм .к верстаку или другому основанию. Гибочные ролики и вилка с обкатывающим роликом крепятся на специальной оси так, что в зависимости от диаметра изгибаемых труб они могут меняться.
При вращении вилки на оси обкатывающий ролик огибает трубу вокруг гибочного ролика на угол гиба, который может быть равен 180°.
В комплект станка входят два гибочных ролика и два обкатывающих ролика:
для труб диаметром 1/2″ и 3/4″- гибочный ролик соответственно радиусом 80 и 95 мм и прижимной ролик диаметром 98 и 52 мм;
для труб диаметром 3/4″ и 1″ — гибочный ролик радиусом соответственно 138 и 135 мм и прижимной ролик диаметром соответственно 76 и 70 мм.
На станке весом 30 кг можно гнуть трубы с радиусами гиба, приведенными в табл. 3.
Радиусы гибов при гибке на ручных трубогиба
Наружный диаметр трубы в дюймах
Радиус гиба в мм (без учета упругих деформаций трубы)
На ручном станке подобной конструкции можно гнуть также трубы диаметром до 1 1/4″, тогда усилие на рычаге равно 60-70 кг, вес станка возрастает до 80 кг, а наименьший радиус гиба для трубы диаметром 1 1/4″ равен 89 мм.
Для гибки стальных труб диаметром до 50 мм на угол гиба до 180° без наполнителя в холодном состоянии может служить головка (фиг. 13) с ручным приводом.
Фиг. 13. Головка с ручным приводом для гибки труб.
Головка состоит из плиты с неподвижным упором 1 для крепления трубы сменного гибочного ролика 2 с полукруглой канавкой и обкатывающего ролика 3, который через сменный ползун 4 с полукруглой канавкой создает усилие для гибки трубы вокруг гибочного ролика.
При вращении рукоятки 5 приводится во вращение коническая зубчатая передача 6. На одной оси с ведомым коническим колесо установлено цилиндрическое зубчатое колесо 5, которое вращает цилиндрическое колесо 8, приводящее в движение обкатывающий ролик.Перемещаясь, обкатывающий ролик, давит на ползун и гнет трубу 9 вокруг гибочного ролика. Гибочный ролик и ползун имеют полукруглые канавки (ручьи) в зависимости от наружного диаметра изгибаемой трубы. При работе на головке надо следить за тем, чтобы обкатывающий ролик и прижимная планка были установлены в соответствии с гибочным роликом.
На столе станка установлен переставной упор 10 для фиксации конца гиба.
При гибке большого количества труб диаметром до 150 мм применяют станки с механическим приводом головки. На фиг. 14 показан трубогибочный станок для гибки труб диаметром от 1/2″ до 1 1/4″ с механическим приводом головки. Станок состоит из сменных роликов 1, съемной плиты 2 для обкатывающего ролика, поворотного стола 3, станины 21 и системы переключения движе-ния стола.
Фиг. 14. Трубогиб с электромеханическим приводом
Привод трубогиба состоит из электродвигателя 20 мощностью 2,8 квт при 1450 об/мин, клиноременной передачи 17, пары конических шестерен со спиральными зубьями 14 и червячной передачи 13. Червячное колесо при помощи водила 11, шарнирно укрепленного на оси 10, связано со столом. Угол гиба устанавливается на трубогибе путем вставки рычага 4 в один из пазов стола 28.
Включение привода производится кнопкой 12, при этом стол трубогиба поворачивается на заданный угол, после чего палец с роликом 5 нажимает на выключатель 6, и стол останавливается. Переключение направления движения стола производится при помощи выключателей, магнитных пускателей и гидравлического реле времени 15. Последнее обеспечивает переключение трубогиба с рабочего на холостой ход лишь после полной остановки всех механизмов, что исключает инерционные перегрузки электродвигателя и ходовой части. Гидравлическое реле состоит из центробежного масляного насоса 19, цилиндра с плунжером 16 и уравнительного масляного бачка 18. До поворота стола (перед рабочим ходом) палец с роликом 7 нажимает на кнопку выключателя 8.
В случае нарушения работы электросистемы водило 11, при вращении стола, дойдя до выступа 9, имеющегося на станине трубогиба, поворачивается вокруг оси 10 и тем самым разъединяется червячное колесо и стол.
Выбранная система управления трубогибом позволяет свести все-управление к установке рукоятки 4 в соответствии с углом гиба и нажима на пусковую кнопку.
На фиг. 15 показан трубогиб для одновременной гибки обкаткой пяти труб, который по схеме приложения усилий аналогичен ручной головке.
Фиг. 15 Трубогиб для одновременной гибки пяти труб
Трубогиб выполнен в виде литой станины 1, внутри которой размещен электродвигатель 2, он через редуктор вращает
планшайбу 3. В центре станка установлена ось для сменных неподвижных гибочных роликов 7. К планшайбе крепится рычаг 5 для установки обкатывающего ролика 6, а
по верх планшайбы установлена планка 9 для крепления упора 8. Обкатывающий ролик присоединяется к планке так, что в нижней своей части имеет выступ, куда входит винт 4. Для установки по диаметру трубы обкатывающий ролик перемещается при помощи этого винта вдоль планки, тем самым удаляясь или приближаясь к гибочному ролику.
После установки обкатывающего ролика под размер он фиксируется путем затяжки двух гаек. Точно так же устанавливается и перемещается упор 8.
При вращении планшайбы одновременно перемещается по кругу обкатывающий ролик, который гнет трубу вокруг гибочного ролика. На станке имеются два конечных выключателя: для выключения электродвигателя по окончании гиба и для остановки планшайбы при обратном ее ходе.
Соответствующей установкой переключателей по периферии кругового контура станины станка можно регулировать угол гиба трубы. Упорная планка крепится так, чтобы она могла переставляться в зависимости от угла гиба.
Таким образом, на станке можно осуществлять гибке путем вращения планшайбы с обкатывающим роликом как по часовой стрелке, так и в обратном направлении. Это позволяет осуществлять гибку трубы в разных плоскостях путем последовательной гибки серии труб в одной плоскости, переналадки станка и гибки в другой плоскости.
В зависимости от диаметра труб и мощности двигателя на станках подобной конструкции можно гнуть одновременно до семи груб.
Перед началом гибки труба устанавливается вплотную к гибочному ролику 4. Упор 8 при помощи винта передвигается по планке 9 до соприкосновения с трубной заготовкой, а планка 9 устанавливается в зависимости от угла гиба.
Управление станком кнопочное. В связи с необходимостью иметь перед гибкой зазор между обкатывающим роликом и трубой, начало гнутья происходит лишь после того, как рычаг обкатывающим роликом опишет угол, равный около 10°.
Станки для гибки с обкаткой могут выполняться с гидроприводом, в этом случае вращение огибающего ролика и его поджатие осуществляются от гидросистемы.
Трубогибочные станки для гибки наматыванием
Широкое распространение в цехах трубной заготовки, где объем выпускаемой продукции значителен, для гибки труб диаметром 10-426 мм нашли применение станки, работающие способом наматывания.
Гибка наматыванием отличается от гибки обкаткой тем, что нейтральная ось трубы во время изгиба смещается по отношению оси изгиба в противоположную сторону. Если при обкатке она удаляется от оси гиба в сторону растянутых волокон, то при наматывании она приближается к сжатым волокнам.
В результате такого смещения нейтральной оси при гибке наматыванием стенка трубы хотя и утоняется в большей степени, чем при обкатке, но при этом уменьшается сжатие волокон внутренней части гиба и соответственно уменьшается возможность потери устойчивости и образования гофр. На станках можно гнуть трубы с гибом в разных плоскостях, если изогнутые участки соединяются прямым участком (прямой участок обычно равен не менее 1,5 наружного диаметра трубы). Возможна также гибка труб в разных плоскостях, без наличия прямых участков между погибами, но для этого необходима специальная оснастка.
Фиг. 17. Схема гибки наматыванием.
Механизм для гибки способом наматывания (фиг. 17) состоит из гибочного ролика 1, зажима 2 и ползуна 3 (опорной колодки). В большинстве случаев при данном способе применяется еще дорн 4 для предотвращения образования овальности и гофр. В отличие от способа гибки с обкаткой при гибке наматыванием вращается гибочный ролик, а ползун неподвижен или перемещается в продольном направлении.
Порядок работы на станке следующий: трубу устанавливают в ручей гибочного ролика и закрепляют к прямолинейной его части при помощи зажима 2; устанавливают ползун 5, которым труба во время гибки прижимается к гибочному ролику. Приводимый во вращательное движение гибочный ролик увлекает за собой трубу, которая, находясь в ручье между гибочным роликом и ползуном, стаскивается с дорна и изгибается на необходимый угол и радиус.
Оснастка станка. Гибочный ролик, ползун, зажим и дорн должны для каждого диаметра трубы иметь свои размеры, кроме того, для каждого раздела гиба требуется свой гибочный ролик. Поэтому вес станка возрастает, увеличивается также место, необходимое для хранения оснастки, что является недостатком машин для гибки наматыванием (так же, как и для гибки обкаткой).
Гибочный ролик станка является основным инструментом при гибке, поэтому от точности изготовления его рабочей поверхности (ручья) зависит качество гибки.
Гибочный ролик должен быть правильно установлен на станке, по конструкции отвечать гибу и иметь такую форму, чтобы труба плотно к нему прилегала. Очертания гибочного ролика зависят от необходимой формы гиба — если гиб должен иметь кольцеобразную форму, то гибочный ролик круглый, а если он должен быть эллипсообразным, то гибочный ролик соответственно имеет форму эллипса.
Диаметр ручья гибочного ролика берется равным номинальному диаметру изгибаемой трубы или несколько больше его на величину:
для труб диаметром до 50 мм — 0,5 мм
для труб диаметром от 51 до 75 мм — 0,75 мм
для труб диаметром от 76 до 120 мм — 1,0 мм
Радиус гибочного ролика должен быть равен радиусу гиба трубы, если допускаются отклонения радиуса гиба готовой детали в пределах остаточного радиуса. Для получения радиуса гиба у детали в соответствии с чертежом необходимо учитывать пружинение, и в этом случае радиус гибочного ролика делают меньше радиуса гиба, указанного в чертеже изогнутой трубы, на величину, равную разности между радиусом остаточным и радиусом гиба детали по чертежу.
Пружинение зависит от материала трубы, его упругих свойств, толщины стенки трубы и длины изогнутой части трубы.
Остаточный радиус гиба определяется экспериментальным путем. Ориентировочно для труб малого диаметра он может быть определен по формуле
где R2-радиус гиба до снятия нагрузки в мм;
т и n — коэффициенты, учитывающие материал, диаметр и толщину стенки трубы.
Значения этих коэффициентов приведены для двух марок сталей в табл. 4.
Величины коэффициентов т и n могут быть также рассчитаны по формуле
Величина коэффициентов для подсчета остаточного радиуса
| Диаметры труб Dн x Dв в мм | Значение коэффициентов | |||
| Сталь 20 | 1Х18Н9Т | |||
| n | m | n | m | |
| 6х4 | 0,9921 | 0,00081 | 0,9858 | 0,00096 |
| 8х6 | 0,99194 | 0,00060 | 0,9856 | 0,00069 |
| 10х8 | 0,9918 | 0,00045 | 0,9856 | 0,00064 |
| 12х10 | 0,9918 | 0,00039 | 0,9855 | 0,00045 |
| 15х13 | 0,9918 | 0,00030 | 0,9855 | 0,00036 |
| 18х16 | 0,9917 | 0,00022 | — | — |
| 20х17 | 0,9918 | 0,000225 | — | — |
| 20х18 | 0,9918 | 0,000221 | — | — |
| 22х20 | 0,9917 | 0,000204 | — | — |
| 30х27 | 0,9917 | 0,000147 | — | — |
| 30х288 | 0,9918 | 0,000144 | — | — |
Полученные экспериментальные данные по гибке труб размером 19,5X1,5 мм и 13X1,5 мм из стали 1Х18Н9Т полностью совпадают с расчетными, полученными из приведенной формулы.
Для удешевления оснастки можно каждый гибочный ролик использовать при гибке труб двух ближайших диаметров путем установки в ручей гибочного ролика вставки переходника из половинки трубы. Например, чтобы использовать гибочный ролик, предназначенный для гибки труб диаметром 83 мм, устанавливается вставка из половинки трубы диаметром 76 мм с толщиной стенки 4 мм, которая дает возможность гнуть трубы диаметром 63,5 мм.
Радиус ручья ползуна равен половине наружного диаметра трубы (по номиналу) плюс 0,1-0,15мм. Ползун изготавливают из прочной стали с учетом того, что во время гибки происходит его истирание.
Радиус ручья прижима равен половине наружного диаметра трубы по номиналу. Во избежание освобождения трубы при гибке, т.е. для лучшего ее прижима, кромка ручья прижима срезается па 0,5-0,8 мм. Длину прижима выбирают равной не менее 1,5 наружного диаметра трубы.
Для сохранения заданной круглой формы трубы применяют калибрующие пробки (дорны) различной конструкции: сплошные и виде стержня (фиг. 18, а-г) и составные (фиг. 18, д- к).
Фиг. 18 Конструкция дорнов
Самым простым дорном при гибке малого числа труб диаметром до 32 мм служит стальной канат, у которого один конец закреплен в рукоятке, второй — опаивается и ровно подрезается. При этом центральной пряди второго конца придают форму петли. С этой петлей сращивается проволока для протягивания каната в трубе.
Наибольшее распространение получили дорны из стержня, имеющего ложкообразную форму конца (фиг. 18, б) шарообразную (фиг. 18, а) или усеченную шарообразную форму (фиг. 18, в и г). Дорн с ложкообразной формой конца применяется для гибки труб диаметром до 75 мм с толщиной стенки 0,7-1,5 мм при радиусе гиба до ЗDн. В отличие от всех приведенных конструкций сплошных дорнов он имеет большую площадь контакта с трубой на участке пластических деформаций, что улучшает качество гиба. Для установки относительно оси гибочного ролика на дорне вытачивают контрольную риску. При ложкообразной форме конца для каждого радиуса гиба должен быть свой дорн. Радиус сферы дорна ложкообразной формы определяется по формуле
где dд — диаметр дорна в мм.
Длину конца, имеющего сферическую форму, определяют точкой пересечения оси цилиндрической части дорна с его сферической образующей и выражают формулой
Дорн с усеченным шарообразным концом (фиг. 18, в) имеет то преимущество, что на нем можно гнуть трубы, у которых гибы сопрягаются без прямолинейных участков, кроме того, он прост к изготовлении.
При большом объеме производства и малой толщине стенки трубы радиус сферы r соответствует радиусу гиба трубы. Если на одном и том же дорне надо гнуть трубы одного диаметра, но с разным радиусом гиба, то радиус закругления конца дорна уменьшается. Так, для труб диаметром до 100 мм этот радиус равен 0,6 Dв, а при большом диаметре 0,3Dв.
Наружный диаметр дорна должен быть меньше внутреннего диаметра трубы. Величина зазора зависит от диаметра трубы и точности изготовления гиба и определяется опытным путем. Так, для труб диаметром от 10 до 126 мм из нержавеющей стали он колеблется от 0,1 до 0,5 мм.
Для стальных труб диаметром до 100 мм зазор выбирается равным от 0,8 до 2,5 мм и выше:
| Внутренний диаметр трубы в мм | До 30 | 32-50 | 51-75 | 76-120 | Свыше 120 |
| Зазор, мм | 6 | 5 | 4,5 | 3,5 | 3 |
Для труб диаметром свыше 100 мм и до 400 мм зазор принимают равным 0,3 от внутреннего диаметра трубы.
Для качественной гибки в целях обеспечения зазоров между дорном и внутренней поверхностью трубы целесообразно иметь дорны: не менее двух размеров на трубу для труб с внутренним диаметром до 50 мм и не менее трех размеров на трубу для труб диаметром свыше 50 мм. Во избежание перекосов дорна длину его цилиндрической части рекомендуется принимать:
| Внутренний диаметр трубы, мм | До 30 | 32-50 | 51-75 | 76-120 | Свыше 120 |
| Длина в цилиндрической части дорна в dв | 6 | 5 | 4,5 | 3,5 | 3 |
Когда при сплошном дорне овализация тонкостенных труб превосходит допустимую величину и образуются гофры, необходимо применять составной дорн. У составных дорнов (фиг. 18, д-к) к сплошному дорну добавляют шарики или ролики со сферическими образующими, которые соединяют так, что дополнительные звенья могут размещаться по всему гибу. Такие дорны поддерживают стенку трубы в месте изгиба, и, кроме того, создают возможность при перемещении трубы по дорну придать ей круглую форму и даже произвести выравнивание неглубоких гофр.
Иногда ось роликов располагают выше или ниже центра. В первом случае ролики располагаются более плотно друг к другу со стороны внешней части гиба, увеличивая тем самым кривизну.
Дорн может состоять из роликов с осями, расположенными параллельно оси гиба. В этом случае оси связаны между собой серьгами (фиг. 18, к). Для. трубы диаметром 108 мм при толщине стенки 5 мм берут четыре ролика диаметром 92 мм. При такой конструкции между трубой и пробкой возникает трение качения, что приводит к уменьшению потребной мощности трубогибочного станка. Кроме того, уменьшается глубина рисок на трубе, возникающих от контактных напряжений.
На качество гиба влияние оказывает положение дорна относительно гибочного ролика. При установке дорна учитывают три фактора: угол а (фиг. 17) между осью дорна и вертикалью, проходящей через центр гибочного ролика, величину зазора между дорном и стенкой трубы и положение дорна относительно вертикали. Опытным путем установлено, что угол α должен быть равен 90°. Если угол больше 90°, то дорн не доходит до вертикали и тем самым не поддерживает стенку трубы от овализации, что приводит к образованию гофр на внутренней части гиба. При угле α < 90° дорн оказывается вынесенным вперед по отношению к месту изгиба, что приводит к большему утонению стенки трубы на внешней части гиба и даже разрыву трубы. Если между дорном и внутренней поверхностью трубы имеется зазор, то перед началом гибки дорн устанавливается с некоторым опережением относительно вертикальной оси. При больших зазорах между дорном и трубой лучше всего применять цилиндрический дорн.
Опытным путем установлено, что показателем правильной установки дорна может служить величина деформаций поперечного сечения трубы в средней части гиба. Если эта величина не будет превышать 5% при расположении большой оси деформированного сечения в плоскости, перпендикулярной плоскости гиба, то можно считать, что дорн занимает правильное положение относительно гибочного диска.
Дорн с шарообразным концом также устанавливается с некоторым опережением относительно центра гибочного ролика.
Величина опережения зависит от внутреннего диаметра трубы и радиуса гиба. При радиусе гиба от 2 до 4 Dн опережение равно от 0,46 до 0,59 Dв для труб диаметром до 60 мм. Составной дорн устанавливается так, что его основная цилиндрическая часть располагается относительно оси гибочного ролика, так же как и при сплошном дорне.
Дорн с ложкообразной формой конца устанавливается так, чтобы его контрольная риска совпала с центром гибочного ролика. Дорн должен быть плотно установлен на своей опоре во избежание смещения его в процессе гибки.
На внутренней поверхности трубы могут образоваться задиры и риски в результате возникновения больших контактных напряжений между дорном и внутренней поверхностью трубы. В особенности это наблюдается при гибке труб из нержавеющей стали , при котором на дорне, вблизи границы сопряжения сферической части дорна с цилиндрической (в области схода трубы с дорна и на торце дорна в области контакта с внутренней частью гиба), образуется налет (нагартовка) в виде тонкого слоя плотно приставшего металла. Этот слой металла не только создает риски и царапины на внутренней поверхности трубы, но и приводит к увеличению потребного усилия для гибки, а также к тому, что гибочный ролик вращается прерывисто (скачкообразно).
Уменьшение задиров и рисок на внутренней поверхности трубы, а также продление срока службы дорна достигается соответствующим выбором материала дорна, чистотой его поверхности, термической обработки и смазкой. Сферическая часть дорна шлифуется и для ответственных трубопроводов полируется, на ней вытачиваются канавки для масла, способствующие уменьшению трения дорна о внутреннюю поверхность трубы. Материал дорна должен быть стойким от истирания, прочным и обеспечивать малый коэффициент трения с трубой. Для стальных труб диаметром выше 100 мм рационально изготавливать дорны из чугуна СЧ 18-32. Для труб меньшего диаметра можно применять дорн из стали 20 или стали Ст. 3, цементованной на глубину 1,2 — 1,5 мм и каленой до HRC 52 — 58, а также дорны в виде набора текстолитовых колец (поделочный текстолит ПТ), устанавливаемых на стальном стержне, на конце которого навинчивается гайка.
Текстолит обладает стойкостью против истирания при сравнительно высокой прочности (предел прочности при растяжении 850 кГ/см2, при сжатии вдоль волокон — 1300. кГ/см2 и поперек волокон- 2000 кГ/см2).
При холодной гибки труб на станках важное значение имеет смазка трубы, которая обеспечивает равномерный ее изгиб. В случае недостаточной или плохой смазки между дорном и трубой, а также между наружной поверхностью трубы и ползуном удаление трубы из дорна и скольжение ползуна происходит рывками, что сопровождается образованием гофров. Лучше всего поэтому смазывать внутреннюю и наружную стенки трубы. Для смазки короткие трубы целесообразно перед гибкой погрузить в ванну, где содержится смазочное масло. Если гиб удален от концов трубы, то смазка подводится непосредственно к изгибаемому месту. Лучше всего подвод масла осуществлять через отверстия дорна (фиг. 18, г). Количество отверстий зависит от диаметра трубы: чем больше диаметр, тем больше отверстий. Все отверстия должны находиться за вертикалью (фиг. 17).
В качестве смазки применяют антикоррозионную мыльную эмульсию или машинное масло.
Крутящий момент на валу гибочного ролика Е. Н. Мошнин рекомендует рассчитывать как сумму крутящего момента М1, затрачиваемого на деформирование трубы, крутящего момента М2, затрачиваемого на преодоление трения трубы по ползуну, крутящего момента М3 — на преодоление трения в подшипниках вала гибочного ролика и в случае гибки с дорном — крутящего момента М4, затрачиваемого на преодоление трения трубы по дорну. При этом делается допущение, что круглое поперечное сечение в гибе остается постоянным.
Мкр=М1+М2+М3+М4
В этом уравнении крутящий момент, затрачиваемый на деформирование трубы, равен моменту, необходимому для изгиба трубы, и может быть рассчитан по формуле
или по формуле (2).
Крутящий момент, затрачиваемый на преодоление трения трубы по ползуну,
M2+PL ƒk,
где
Р- усилие на ползуне;
L — расстояние от оси вала гибочного ролика до рабочей
поверхности ползуна (фиг. 19);
ƒk — коэффициент трения скольжения трубы по ползуну
Фиг. 19. Схема для определения расчетных параметров при гибке наматыванием.
Фиг. 20. Схема трубогибочного станка с механическим приводом для гибки наматыванием.
При гибке без смазки горячекатаной трубы ƒk=0,4 и холоднокатаной — ƒk=0,25, а, с обильной смазкой горячекатаной, трубы — ƒk=0,2 и холоднокатаной — ƒk=0,15.
Усилие нажима на ползун:
где L — плечо силы Р относительно оси вала гибочного ролика, рекомендуется принимать равным 2+2,5,
При данном способе гибки наибольшие напряжения имеют место в точке, где начинается гибка. С одной стороны стенка трубы поддерживается ползуном, а с другой она еще не соприкасается с гибочным роликом. Поэтому для гибки тонкостенных труб способом наматывания во избежание потери устойчивости стенок, трубы устанавливается со стороны гибочного ролика складкоразглаживатель 5 (фиг. 17).
Складкоразглаживатель поддерживает внутреннюю часть гиба. В результате установки складкоразглаживателя та часть трубы, которая гнется, поддерживается как со стороны внутренней, так и внешней части гиба. Складкоразглаживатель и ползун должны быть изготовлены из износостойких материалов.
Привод станка может быть ручной, электромеханический, гидравлический и пневматический.
Станки с ручным приводом предназначены для гибки труб из сплавов меди или алюминия диаметром до 3″ и для стальных труб диаметром до 2 1/2″-
На фиг. 20 показана принципиальная схема станка с механическим приводом для гибки труб наматыванием.
Конец трубы 1 крепится зажимом 2 и поджимается двумя роликами 3. Вращая гибочный ролик 4, при помощи прижимных роликов гнут трубу вокруг гибочного ролика на угол до 180°.
Прижимные ролики установлены на суппорте, который перемещается при помощи винта.
Привод гибочного ролика осуществляется от электродвигателя через червячную передачу. Гибочный ролик установлен на планшайбе, которая жестко соединена с червячным колесом, поэтому вращение червяка передается на гибочный ролик.
Трубогибочные станки С-288 и ТГС-38-159 с электромеханическим приводом; могут быть использованы как в заготовительных мастерских, так и на строительной площадке. Завод строительных инструментов им. М. И. Калинина выпускает трубогибочный станок С-288 для холодной гибки труб диаметром от 1″ до 3″ способом наматывания.
Фиг. 21. Общий вид тругибочного станка С-288
Трубогибочный станок (фиг. 21) состоит из корпуса 1 с механизмами приводного и главного валов, поворотного стола 2 с гибочным роликом, рамы 3, тяги с дорном, суппорта 5 со сменной планкой. Гибочный ролик, зажим и ползун сменные в зависимости от диа-метра изгибаемой трубы.
Включение станка производится вручную при помощи рукоятки 6, а выключение при помощи передвижного упора, укрепленного на поворотном столе. Упор переставляется в зависимости от потребного угла гиба. Станок устанавливается на бетонном фундаменте и укрепляется при помощи анкерных болтов.
На фиг. 22 показана кинематическая схема трубогибочного станка.
Фиг. 22 Кинематическая схема трубогибочного станка С-288.
Привод поворотного стола 1 осуществляется от электродвигателя 2 при помощи клиноременной передачи 3, вращающей через червячную передачу главный вал 4. На главном валу установлено свободно червячное колесо 5, зубчатое колесо 6 и зубчатая муфта 7. Червячное колесо, находясь в зацеплении с червяком, свободно вращается на валу, приводя последний в движение. При помощи рукоятки 8 включают зубчатую муфту и тогда вал начинает вращаться и тем самым зубчатое колесо 6 вращает поворотный стол с установленным на нем гибочным роликом.
Крепление гибочного ролика к поворотному столу осуществляется при помощи гайки со съемной шайбой. Последняя позволяет осуществлять быструю замену гибочного ролика без того, чтобы полностью свинчивать гайку с оси поворотного стола.
Работа на трубогибочном станке ведется в следующей последовательности: трубу устанавливают на станке до упора так, чтобы дорн вошел внутрь трубы. Затем трубу поджимают к гибочному ролику и закрепляют ее эксцентриковым зажимом, для чего перемещают прижимную планку до соприкосновения ее с трубой при легком нажиме. Для уменьшения трения поверхность в месте контакта ползуна с трубой смазывают тавотом. После установки и крепления трубы включают станок и производят гибку на требуемый угол гиба.
Выключение станка по окончании гиба производится автоматически при помощи конечного выключателя или вручную посредством рукоятки. По окончании гибки трубу освобождают, снимают со станка и стол поворачивают в исходное положение для повторения цикла.
Технические характеристики трубогибочного станка
| Диаметр изгибаемых труб в дюймах | 1 — 3 |
| Угол гиба в град. | До 180 |
| Наименьший и наибольший радиус гиба в мм. | 100 — 275 |
| Число оборотов поворотного стола на рабочем ходу в мин | 0,95 |
Трубогиб ТГС-38-159 для холодной гибки труб диаметром от 38 до 159 мм при толщине стенки до 8 мм Киевского электромеханического завода (фиг. 23) работает по способу наматывания с использованием дорна.
Фиг. 23. Трубогиб ТГС-38-159.
На сварной раме 1 трубогиба смонтирован блок-редуктор, который состоит из двух шестеренчатых и одного червячного редуктора с двумя червяками. В нижней части рамы трубогиба установлены два электродвигателя 2 и 3, которые через кулачковые муфты приводят
во вращение два параллельно работающих шестеренчатых редуктора 4 и 5. Передаточное число каждого редуктора
От редукторов вращение передается на червяки б и 5, которые вращают червячное колесо 8 сустановленным на нем гибочным диском 9. Общее передаточное число шестеренчатого и червячного редукторов трубогиба
Крутящий момент на гибочном ролике:
n1=1450 об/мин; M1= 895 000 кг*см;
n2= 2280 об/мин; М2 = 634000 кг*см.
Гибочный ролик свободно вращается на оси 10, а при гибке он приводится в движение толкателем 11, который вставляется в одно из имеющихся в червячном колесе отверстий — а1, а2 или а3 в зависимости от радиуса гиба трубы. Изгибаемая труба одним концом жестко крепится к гибочному ролику при помощи эксцентрикового валика 13 и фиксируется сменной прижимной планкой 12.
В комплект трубогиба входит набор сменных гибочных роликов, Во время гибки труба направляется и плотно прижимается к гибочному ролику при помощи винта 14 и прижимной планки 15. Направляющее устройство состоит из кронштейна 16 с цапфой, которая устанавливается в одно из десяти отверстий приваренной к станине траверсе в соответствии с радиусом гиба трубы.
Работа на трубогибе производится бригадой из двух человек.
Загрузка трубы в трубогиб и ее закрепление занимает от 4 до 5 мин, а снятие изогнутой трубы от 2 до 3 мин.
Машинное время, потребное для гибки трубы на угол в 90°, составляет не более одной минуты.
При гибке труб диаметром 133 и 153 мм наибольшая овальность при угле гиба 90° и радиусе гиба 600-650 мм составляет 1,5-2,0%, а глубина волн гофра не превышает 0,5-1,0 мм.
Техническая характеристика трубогиба
| Наибольший наружный диаметр изгибаемой трубы в мм | 159 |
| Наименьший наружный диаметр изгибаемой трубы в мм | 38 |
| Наибольший радиус гиба в мм | 1000 |
| Наименьший радиус гиба в мм | 75 |
Угол гиба трубы за один ход (без перехвата):
а) для гибочных роликов с радиусом гиба до 400 мм — 180°:
б) для гибочных роликов с радиусом гиба свыше 400 мм — 90°.
Число оборотов гибочного ролика:
а) первый вариант включения электродвигателя для гибки труб до 108 мм включительно (в об/мин):
| рабочий ход | 0,856 |
| возвратный ход | 0,856 |
б) второй вариант включения электродвигателя для гибки труб диаметром свыше 108 мм (в об/мин):
| рабочий ход | 0,428 |
| возвратный ход | 0,856 |
| габаритные размеры в мм | 3900X2370x1155 |
Вес трубогиба с комплектом сменных деталей:
| ролики, ползуны, дорны и др. в кг | 4100 |
| вес станка без сменных деталей в кг | 3250 |
В качестве примера станка с гидравлическим приводом может служить трубогибочный станок, разработанный Ленинградским филиалом ВПТИ, для гибки труб диаметром от 18 до 60 мм со стенками толщиной 3 мм для радиусов гибов от 30 до 300 мм. На станке зажим трубы, гибка, вывод дорна из зоны гибки, освобождение трубы от зажима механизированы.
Трубогибочный станок (фиг. 24) состоит из станины 2, корпуса 4, механизма для гибки 6, механизма отвода дорна 1, электродвигателя 3, гидрооборудования 5, блока выключателя и электрооборудования. Гибочный механизм состоит из гидропривода и механизма зажима 5.
Фиг. 24. Станок для гибки труб диаметром до 60 мм.
Как видно из кинематической схемы трубогибочного станка (фиг. 25), перемещение дорна с тягой 5, соединенною со штоком цилиндра муфтой 2, производится путем подачи масла из резервуара 3 в одну из полостей цилиндра 1. Для установки трубы имеется установочная линейка 10 и упор 4. Электродвигатель 7 приводит в движение насос 8 (Г12-14А с давлением до 65 кг/см 2 , который подает масло в гидромотор 6.
Фиг. 25. Кинематическая схема трубогибочного станка с гидроприводом
На трубогибочном станке имеется левая 9 и правая 11 опоры, поджимной ползун 14. Гидромотор 6 для вращения гибочного ролика 13 выполнен и виде полого цилиндра, в котором на шарикоподшипниках установлен вал с лопастью; с одной стороны масло подается под давлением, а с другой сливается. Вал может поворачиваться на 240°. Цилиндр всеми приспособлениями может перемещаться зависимости от радиуса гиба и устанавливаться по линейке.
Механизм зажима 12, установленный на валу гидромотора 6, захватывает трубу и прижимает ее к гибочному ролику. Выполнен этот механизм в виде тисков, которые приводятся в действие от гидравлического цилиндра через толкающие рычаги. В случае замены гибочного ролика при изменении радиуса гиба каретка зажима подводится к трубе маховиком. Привод механизма опоры ползуна по конструкции аналогичен механизму зажима трубы. В отличие от механизма зажима ползун не зажимает трубу, а только подводится к ней без зазора.
В том случае, когда в гибочных станках для вращения гибочного ролика требуется большой крутящий момент, превращение поступательного движения штока 1 цилиндра во вращательное движение стола 2, на котором укреплен гибочный ролик 3, осуществляется при помощи цепной передачи 4 (фиг. 26).
Фиг. 26. Схема гидропривода станка с цепной передачей
В этом случае станок имеет неподвижный стол с установленным на нем гидравлическим устройством для прижима ползуна и поворотный стол с зажимным гидравлическим устройством. Питание гидравлической сети производится от насоса с приводом от электродвигателя.
Примером применения такого привода является трубогибочный станок Уралмашзавода. Трубогибочный станок Уралмашзавода предназначен гнуть трубы диаметром от 114 мм до 426 мм при серийном производстве в заводских условиях. Трубы диаметром до 219 мм при толщине стенки до 28 мм гнут без нагрева — в холодном состоянии, а при больших диаметрах трубы до гибки нагревают. Гибка труб на станке производится способом наматывания. Трубы с отношением толщины стенки к диаметру 0,1 гнут с дорном, а более толстостенные трубы — без дорна.
Трубогибочный станок (фиг. 27) состоит из литой станины 1, являющейся основным связующим узлом станка. В разъемных подшипниках устанавливается поворотный вал вместе с поворотным столом 2. К станине крепится рама 3, указатель гиба трубы 4, тяги рабочего цилиндра 5, а внутри станины вмонтирован цилиндр обратного хода. На неподвижном столе, выполненном заодно с головной частью станины, устанавливается суппорт 6 с упором и цилиндр зажима.
Поворотный вал получает вращательное движение от рабочего и обратного цилиндров. На валу устанавливается колесо цепное и звездочка. Цепное колесо при помощи пластинчатой цепи соединено с плунжером рабочего цилиндра, а звездочка с помощью двухрядной цепи — со штоком цилиндра обратного хода. Станок управляется с пульта управления 7.
На верхней плите поворотного стола помещается суппорт с подвижным упором.
Фиг. 27. Гибочный станок Уралмашзавода для гнутья труб диаметром до 426 мм.
Возвратно-поступательное движение этого суппорта осуществляется при помощи цилиндра зажима, установленного внутри стола (фиг. 28).
Фиг. 28. Схема гидроуправления станка для гибки труб диаметром до 426 .км.
1 — цилиндр обратного хода; 2, 13 и 14 — конечный выключатель; 3 — рабочий цилиндр; 4 — отстойник объемом 0,5 куб. м; 5 — пластинчатый фильтр; 6 — предохранительный клапан; 7 — насос Ш-18; 8 — цилиндр дорна; 9 — отстойник объемом 2 куб.м; 10 — Двухпозиционный золотниковый распределитель D 45 мм; 11 — обратный клапан; 12 — двухпозиционный золотниковый распределитель D 20 мм; 15 — цилиндр зажима поворотного стола; 16 — цилиндр зажима станины; 17 — насос НПР-200; 18 — разгрузочный клапан D 40 мм; 19 и 23 — трехпозиционный золотниковый распределитель D 20 мм; 20 и 22 — трехпилотная установка; 21 — разгрузочный клапан D 2,5 мм; 21 — тройник с шайбой; 25 — гибкий шланг; 26 — насос ЛЗФ-70.
При движении суппорта вперед упор вплотную подходит к трубе и прижимает ее к инструменту, а при вращении поворотного стола упор изгибает трубу, навивая ее без проскальзывания на гибочный шаблон, установленный на поворотном столе. При этом свободный конец трубы скользит по упору неподвижного стола.
При гибке с дорном для его удержания и удаления из деформированной зоны трубы предусмотрен гидроцилиндр. В зависимости от радиуса гиба цилиндр при помощи механизма перемещения меняет свое положение. Указатель гиба помещен на станке так, чтобы он был виден рабочему, и снабжен циферблатом, по которому перемещается стрелка, показывающая, на какой угол согнута труба. На указателе гиба установлен конечный выключатель, который позволяет автоматически остановить процесс гибки при определенно заданном угле гиба.
Трубопроводы гидросистемы в основном размещены в раме станка. На станке установлено три насоса:
1) ротационно-плунжерный насос типа НПР-200 производительностью 200 л/мин при давлении 200 кг/см2 — для работы рабочего цилиндра;
2) лопастной насос типа ЛЗФ-70 производительностью 70 л/мин при давлении до 65 кг/см2 — для работы обоих цилиндров зажима, цилиндра обратного хода, рабочего цилиндра и цилиндра калибрующей пробки;
3) шестеренчатый насос типа Ш-18 производительностью 18 л/мин при давлении до 15 кг/см2 — для управления работой золотников.
Для каждого насоса предусмотрен свой электродвигатель. Управление станком кнопочное, с включением каждого электродвигателя на пульте загорается соответствующая красная лампочка.
Техническая характеристика станка
| Наибольший крутящий момент на поворотном валу | 147,6 |
| Угол гиба, в град. | От 0 до 180 |
| Размеры изгибаемых труб: | |
| а) в холодном состоянии, наружный диаметр в мм | От 114 до 219 |
| толщина стенки трубы в мм | До 28 |
| При гнутье холодном состоянии материал трубы должен иметь предел текучести 35 кг/кв.мм | |
| б) в горячем состоянии наружный диаметр в мм | От 219 до 426 |
| толщина стенки в мм | До 35 |
| длина трубы в м | Не более 7 |
| Радиус гиба: | |
| для трубы диаметрм 114-219 мм | От 350 до 1300 |
| для трубы диаметром 219-426 мм | От 650 до 1700 |
| Диаметр, ход и усилие поршней цилиндров: | |
| диаметр рабочего поршня, в мм | 370/180 |
| ход в мм | 3150 |
| усилие в m | 164 |
| диаметр поршня цилиндра обратного хода, мм | 192/80 |
| ход в мм | 1000 |
| усилие в m | 15,5 |
| иаметр поршня цилиндр дорна в мм | 370/110 |
| ход в мм | 450 |
| усилие пр ходе вперед в m | 70 |
| силие при ходе назад в m | 63,7 |
| диаметр поршня цилиндра зажима в мм | 140/80 |
| ход в мм | 210 |
| усилие приэима в/п | 10 |
| усилие на отжим в m | 6,7 |
| Габариты станка с учетом подвижных частей в мм | 129х8080 |
| Общий вес станка в кг | 85790 |
В заводских условиях, где имеется сжатый воздух, может приеняться пневмопривод. В случае применения пневмопривода для вращения гибочного ролика отпадает редуктор, а силовой частью трубогибочного станка служит сервомотор с поворотной лопаткой, который преобразует энергию давления сжатого воздуха в механическую энергию вращения гибочного ролика.
Фиг. 29. Пневматическая схема станка.
Как видно из фиг. 29, цилиндр 1 разделен неподвижным сектором 2 и поворотной лопастью 3 на две полости / и //. Эти полости поочередно соединяются с воздухопроводами из магистрали и атмосферой. Благодаря разности давления лопасть поворачивается. Крутящий момент может быть определен по формуле:
где Р1 — давление в сети в кг/см2;
Р2 — давление выхлопа в кг/см2;
Р — неуравновешенная площадь лопасти в см2;
η — к. п. д. двигателя сервомотора, равный 0,9;
rср — расстояние от оси до точки приложения результирующей силы в см
где D — внутренний диаметр цилиндра в см;
d —диаметр вала лопасти в см;
h — высота лопасти в см.
Пусковой кран 6 имеет три положения: рабочий ход, обратный ход и нейтральное положение, когда кран закрыт. При рабочем ходе воздух из крана поступает через конечный выключатель 5 в камеру 1 сервомотора, поворачивая лопасть 3 и упор, закрепленный в Т-образном пазу на нижней поверхности стола станка; упор освобождает боек конечного выключателя, что позволяет пружине повернуть пробку и тем самым открыть проход воздуху из полости // через пусковой кран в коллектор 4. Из коллектора воздух поступает в атмосферу.
Сервомотор (фиг. 30) состоит из цилиндра 5, к которому при помощи болтов и гаек крепятся крышки 4 и 7. В цилиндре установлен cектор 10 и вал 6 с лопастью 9. На конце вала установлен круглый стол 3 и разрезная втулка со стрелкой 2, которая устанавливается по лимбу 1. Вал 6 вращается во втулках 8.
В секторе имеются две камеры, которые каналами соединены с полостью цилиндра, и отверстия для подвода сжатого воздуха из сети.
Во избежание утечек воздуха важно обеспечить уплотнение элементов сервомотора. Для этой цели плоскость сектора, прилегающая к цилиндру, поставлена на «Герметик» и торцовые его поверхности уплотнены прокладками из маслостойкой резины. При этом резиновые уплотнения внутренней поверхности сектора прижимаются к валу 6 воздухом. Так же уплотняется по всему контуру лопасть.
Пневматика может применяться не только для привода ролика, но и для перемещения прижима станка.
Фиг. 31. Прижимное пневматическое устройство.
На фиг. 31 показано одно из прижимных пневматических устройств, конструкция которого следующая: в укрепленном неподвижно на станке воздушном цилиндре 3 имеется поршень с шарниром 6 и штоком 1, жестко соединенном с рамой 4, несущей на себе подвижный шарнир 9. Этот шарнир соединен при помощи тяг с шарниром неподвижной опоры 8 и шарниром подвижной прижимной планки 10. Положение неподвижной опоры фиксируется винтом 7. Прижимная планка и неподвижная опора соединены, кроме того, шарнирно при помощи тяг с цилиндром. При подаче из распределительной коробки 2 сжатого воздуха в цилиндр поршень со штоком и рамой перемещается вниз и при помощи тяг создают усилие для зажима трубы. Для освобождения трубы воздух подается через ниппель 5 в цилиндр. На прижим или отжим трубы требуется 10—15 сек.
Трубогибочные станки для гибки на двух опорах
Холодную гибку труб диаметром до 351 мм можно производить путем укладки трубы на двух опорах и приложения изгибного усилия в середине трубы. При этом опоры выполнятся таким образом, чтобы они поворачивались вокруг своих осей по мере изгиба трубы. Гибочный шаблон в этих устройствах соединяется со штоком гидравлического или винтового домкрата.
Качественная гибка возможна при условии, когда отношение толщины стенки трубы к ее диаметру составляет:
Гибочные станки данного типа удобны при строительных и ремонтных работах, когда трубы надо гнуть непосредственно на строительном участке. На трубогибах, работающих по данному способу, можно производить правку и подгонку под необходимый размер труб, согнутых на других станках, после их термообработки. Преимуществом этих станков яв-ляется также то, что на изогнутых трубах не образуются следы от применения; дорна.
Трубогибочные станки этого типа менее производительны, чем при гибке наматыванием или с обкаткой, поэтому при массовом и крупносерийном производстве они мало эффективны. Гибка с большим углом гиба трубы достигается путем последовательных перестановок трубы для осуществления гибки по участкам.
Гибочный шаблон должен выдвигаться только на такую длину, чтобы величина гиба не превосходила длину ручья гибочного шаблона.
Величина хода штока и последовательность перестановки трубы определяются опытным путем. На подобных станках можно также гнуть трубы в различных плоскостях.
Для холодной гибки труб диаметром до 108 мм в монтажных условиях можно применять ручной трубогибочный пресс (фиг. 32).
Фиг. 32. Ручной трубогибочный пресс для гибки труб диаметром до 108 мм.
Как видно из чертежа, пресс имеет следующее устройство. В стальном корпусе 1 перемещается плунжер пресса 2. На одном конце плунжера при помощи штифта прикрепляется сменный гибочный шаблон 3, на другом — при помощи винта укреплены уплотнительная шайба 4, манжета 5 и шайба 6. Жидкость (в данном случае масло) под плунжер нагнетается ручным насосом 7. К проушникам корпуса 8 при помощи осей 9 прикрепляются четыре боковые тяги 10. К этим тягам при помощи двух осей 11 прикрепляются две опоры 12 для труб и две поперечные планки 13.
Гибка труб производится следующим образом. В зависимости от диаметра изгибаемой трубы устанавливаются соответственный гибочный шаблон и опоры. Трубу устанавливают на опоры и нагнетают насосом жидкость (масло) под плунжер. Плунжер выдвигается из цилиндра и гибочным шаблоном давит на трубу, создавая усилие для гибки.
Для возвращения плунжера в исходное положение служат тяга и рычаг. При этом следует упорную планку отвести в сторону и опустить плунжер насоса вниз. Конец плунжера нажимает на шарики и тем самым дает возможность маслу выйти из цилиндра насоса в камеру. Целесообразно такие прессы для монтажных работ устанавливать на колесах.
Широкое распространение в строительных организациях получил станок для холодной гибки труб диаметром до 2″, изготавливаемый заводами Министерства строительства РСФСР и Министерства строительства электростанций, который приводится к действие от построечного механизма ВМС-12 (фиг. 33).
Фиг. 33. Трубогиб к механизму ВМС-12 для гибки труб диаметром до 2″.
Трубогибочный станок имеет две опорные поворотные колодки 1 для труб диаметром 1″; 1 1/4″‘, 1 1/2″ и 2″ и четыре сменных гибочных ролика 2 для тех же диаметров труб. Подлежащая гибке труба закладывается между опорными колодками и нажимным сегментом. После этого включается построечный механизм, который через карданный вал приводит во вращение ведущую шестерню станка. Шестерня при вращении сообщает поступательное движение винту 3 на котором укреплен гибочный шаблон 2.
По окончании гибки механизм переключается на обратный ход, причем нажимной сегмент освобождает изогнутую трубу.
Интерес представляет полуавтоматический станок с усилием на штоке в 10 т и электромагнитным управлением. Переменное включение одного из двух управляющих электромагнитов 2 и 3 (фиг. 34) производит переключение направления движения масла в гидрораспределителе 1 для прямого и обратного хода штока 4, к которому присоединен гибочный шаблон.
Фиг. 34. Электромагнитное управление полуавтоматическим станком.
При прекращении подачи тока к электромагнитам шарикового гидрораспределителя 1 шарики закрывают отверстие гидрораспределителя, соединенные с трубопроводами цилиндра 5, и шток остается неподвижным.
Гидросистема питается от насоса, приводимого во вращение электродвигателем, к выходному валу которого присоединен насос. Для ограничения перемещения штока с гибочным шаблоном на станке установлено два конечных выключателя (фиг. 35).
Фиг. 35. Установка конечных выключателей на полуавтоматическом станке для гибки труб на двух опорах.
Фиг. 36. Электрическая схема полуавтоматического станка для гибки на двух опорах.
Как видно из электрической схемы (фиг. 36), вначале выключают рубильник 1, от которого ток поступает к кнопке 2 «Пуск», вставляют трубу и включают кнопку «Пуск». Через реле 3 осуществляется включение управляющего электромагнита 4 и одновременно электродвигателя насоса 5. Шток вместе с гибочным роликом выдвигается на заданный ход до соприкосновения с конечным выключателем 6, который вновь переключает при помощи реле 8 электромагнит 4, связанный с гидрораспределителем. Тем самым шток начинает возвращаться в исходное положение и, дойдя до конечного выключателя 5, останавливает станок.
Опоры для гибки могут быть изготовлены в виде стальных лепт, которые имеют возможность во время гибки поворачиваться на осях станины станка. На фиг. 37 показан станок для гибки труб диаметром до 300 мм с ленточными опорами. Мощность двигателя 5 л. с.
Фиг. 37. Станок для гибки труб диаметром до 300 мм.
Перемещение гибочного ролика может осуществляться при помощи винтовой передачи. Так, судостроительный и судоремонтный завод им. 40-й годовщины Октября изготовляет трубогибочные станки для гибки без наполнения песком труб диаметром до 60 мм и с наполнением песком — до 90 мм, у которых перемещение гибочного ролика осуществляется при помощи винта.
Станок (фиг. 38) состоит из станины 1 и опорного стола 2, изготовленных из чугуна. В верхней части станины имеются две поперечные прорези для перемещения двух суппортов 3 с опорами 4, которые в зависимости от диаметра трубы и необходимого угла гиба перемещаются при помощи винтового механизма.
Сменный гибочный шаблон 5 крепится к концу ходового винта 6, на котором навинчена гайка 7. При вращении гайки ходовой винт, удерживаемый от поворачивания шпонкой 8, перемещается вместе с гибочным шаблоном.
Фиг.38. Станок для гибки груб с винтовым домкратом.
Привод гайки во вращение производится от реверсивного электродвигателя 9 через двухскоростной редуктор, большая скорость используется при обратном перемещении винта. Вес станка 920 кг, наибольший угол гиба 150°.
Трубогибы для гибки вальцовкой
Для гибки труб диаметром до 3 1/2″ в кольцо или спираль, а также для гибки труб сравнительно большой длины с большим радиусом гиба применяют гибочные вальцы. На этих станках труба увлекается силами трения в направлении вращения роликов и приобретает на выходе кривизну, которая определяется взаимным расположением роликов. Станки могут быть с тремя и четырьмя роликами.
Ролики имеют ручьи с радисом, величина которого соответствует наружному радиусу трубы. Глубина каждого ручья немного меньше половины диаметра трубы (на 1-5 мм).
При данном способе гибки можно гнуть трубы с наименьшим радиусом R=6Dн.
В зависимости от плоскости расположения роликов вальцовочные станки бывают вертикальные (фиг. 39) и горизонтальные (фиг. 40).
Фиг. 39. Внешний вид вертикального станка для гибки вальцовкой
Фиг. 40. Горизонтальный станок для гибки вальцовкой
Трубы до 3 1/2″ гнут на горизонтальных станках, так как в горизонтальном положении легче поддерживать участок трубы — заготовки до ее контакта с роликами. У горизонтальных станков предусматриваются столы для поддержания труб при гибке.
Каждый станок снабжается сменными роликами, у которые различный радиус ручья.
На вальцах можно трубы гнуть по спирали. В этом случае добавляется направляющий ролик, который отводит конец трубы, выходящий после гибки, на заданный шаг.
Чтобы согнуть кольцо, вначале отрезают заготовку, соответствующую длине окружности требуемого кольца. Заготовку закладывают между роликами и приводят их во вращение, включая электродвигатель. После первой прокатки концы трубы остаются прямыми, поэтому необходима повторная прокатка для того, чтобы труба приняла форму кольца.
Для удобства сборки верхний ролик изготавливается сплошным, а нижние два составляются из двух половин, стягивающихся болтами.
Специальные гибочные вальцы для гибки труб, предназначенные для масосового производства, сконструированы так, чтобы время на установку заготовки и съем изделия было наименьшим. Два нижних ролика укреплены на неподвижных осях 1 и 2, верхний ролик 3 может перемещаться при помощи гидравлического штока 4 (фиг. 41).
Фиг. 41. Схема станка для гибки труб вальцовкой.
Во время гибки шток весь выдвинут и поводки АВ и ВС составляют одну прямую. При этом представляется возможным при помощи ручного маховика перемещать верхний ролик по вертикали и регулировать величину зазора между верхним и нижним роликами в соответствии с диаметром трубы и потребным радиусом гиба.
После окончания гиба шток 4 задвигается в цилиндр 6, верхний ролик отходит от нижних роликов и новая заготовка может быть легко установлена.
Труба вначале зажимается между ведущими роликами 1 и 3 путем вращения рукоятки 5, затем при помощи рукояток подводятся гибочные ролики 2 и 4 и включается двигатель. Ведущие ролики станка (фиг. 39) делают 20 оборотов в минуту.
Трубогибочное приспособление для гибки волочением
Гибку тонкостенных цельнотянутых труб можно производить способом волочения. Сущность способа заключается в том, что труба-заготовка (фиг. 42, а) берется увеличенного диаметра и укороченной длины. Вначале конец трубы-заготовки обжимается под заданный диаметр D0. Затем обжатый конец (фиг. 42, б) продевается через фильеру 2 и захватывается зажимом 3, укрепленным на гибочном шаблоне 4. При вращении гибочного шаблона труба протягивается через фильеру 2 и одновременно гнется по радиусу вокруг гибочного шаблона 3.
Таким образом, труба подвергается изгибу с растяжением, при котором осевое усилие растяжения уменьшает напряжение сжатия молоком внутренней части гиба, что уменьшает возможность потери устойчивости. Одновременно утонение стенки большее, чем при обычном изгибе.
Фиг. 42 Схема гибки волочением
Увеличение диаметра заготовки производится в зависимости от отношения и в пределах от 0,05 до 0,1Dо. При этом чем больше значение и тем меньше должно быть увеличение диаметра и наоборот.
Расчет усилий при данном способе приведен в работе.
Гибка способом волочения осуществляется на обычном оборудовании для холодного гнутья труб с добавлением волочильного устройства в следующей последовательности:
1)резка труб на заготовки определенной длины и диаметра;
2)осадка конца трубы-заготовки под заданный размер Do на специальном приспособлении под прессом для заправки в фильеру;
3)заполнение трубы производится наполнителем (канифоль, песок, парафин) в случае тонкостенных труб. Гибка толстостенных труб и гибка с большими радиусами производится без наполнителя;
4)волочение и гнутье трубы.
Для гибки тонкостенных труб, когда требуется, чтобы поперечное сечение в гибе имело круглую форму, трубу проталкивают через фильеру, имеющую отверстие с криволинейной осью (фиг. 1, е) и конусностью.
При этом способе искусственное течение металла, вызванное сжатием, резко понижает момент, необходимый для одновременного изгиба трубы, и уменьшает возможность разрывов.
Произведенные автором опыты по гибке стальных труб диаметром от 10 до 38 мм с толщиной стенки 1,0 мм по радиусу гиба R = 8D показали, что конусность должна быть равна от 1 до 3% диаметра.
Для простоты изготовления фильера выполнена в виде втулки, у которой вытачивается внутриконусное отверстие (для трубы D 10 мм с толщиной стенки 1 мм из стали Ст. 3 выходное отверстие имело диаметр на 0,3 мм меньше, чем входное отверстие). По отверстию вытачивают конусную стальную пробку, которую вставляют в отверстие. Фильеру (втулку) гнут вместе с пробкой (пробка нужна для того, чтобы не исказилась форма отверстия).
При производстве опытов было изготовлено несколько различных по диаметру фильер, которые имели различный радиус гиба. Отверстие смазывалось и трубки при очень малых усилиях проталкивались через втулку, зажатую в тисках.
Все трубки выходящие из отверстия, имели радиус гиба такой же, как и радиус, по которому согнута втулка. При этом поперечное сечение согнутой трубки точно копируется по форме выходного отверстия (втулки).
Для достижения точной круглой формы изогнутой трубы в соответствии с допусками по ГОСТ 9842-61 отверстие в фильере должно быть изготовлено как можно более точно.
Следует отметить, что данный способ позволяет получить наиболее точную круглую форму сечения трубы в гибе. Представляется также возможным из прямолинейной трубы с круглым поперечным сечением получить изогнутую трубу, у которой поперечное сечение в гибе имеет форму, отличную от круглой.
При изгибе трубы возникают сплющивающие давления, которые создают напряжения сжатия и моменты, вызывающие сплющивание трубы. Ввиду того, что в изгибаемом участке стенка трубы поддерживается фильерой, которая ограничивает перемещение сплющивания, тем самым увеличиваются напряжения поперечного сжатия трубы и изменяется их распределение. Напряжения поперечного сжатия трубы во время пластического изгиба трубы вызывают пластические деформации кольцевого сжатия трубы. Таким образом, моменты внешних сил, поддерживающих форму поперечного сечения трубы при ее гибке, совместно с изгибающим трубу моментом вызывают укорочение окружности поперечного сечения трубы. Поэтому согнутая через фильеру труба имеет диаметр немного меньший, чем диаметр выходного отверстия фильеры.
Гибочный станок для гибки с растяжением
В зарубежной практике имеются станки для холодной гибки труб с растяжением (фиг. 43).
Преимущество данного способа заключается в том, что наличие растяжения приводит к смещению нейтральной оси к оси гиба. Такое смещение приводит к уменьшению напряжения сжатых волокон и тем самым уменьшается возможность образования гофр.
Процесс гибки заключается в том, что труба захватывается по краям, растягивается и одновременно изгибается путем выдвижения гибочного шаблона.
Наиболее целесообразен данный способ гибки для тонкостенных труб, в особенности для тонкостенных труб прямоугольного сечения, и в тех случаях, когда труба должна быть изогнута в одной плоскости с переменным радиусом кривизны и когда допуск по наружному диаметру велик.
Фиг. 43. Станок для гибки труб с растяжением.
При гибке труб с растяжением трубы должны быть откалиброваны по всей своей длине, так как в противном случае при растяжении возможно ослабление сечения трубы.
Способ гибки с внутренним гидростатическим давлением
Во избежание потери устойчивости стенки на внутренней части гиба автором было предложено гнуть трубы под внутренним гидростатическим давлением. Достигается это тем, что на концы трубы (фиг. 44) вставляются заглушки 1 и 3. Последняя снабжена патрубком 4 для подачи внутрь жидкости. Путем нагнетания жидкости в стенке трубы возникают напряжения, доводящие металл до состояния, близкого к пластическому. При достижении таких напряжений к середине трубы подводят гибочный шаблон 2, который гнет трубу.
Произведенные автором исследования по гнутью труб диаметром 100 мм с толщиной стенки 1,0 мм показали, что принятым способом трубу можно согнуть не только на угол в два раза больший, чем без внутреннего давления, но и со значительно меньшими усилиями (в два и более раза).
Заглушки 1 и 3 установлены на шарнирных опорах. Одна из опор при помощи винта может перемещаться в продольном направлении по направляющим швеллерам. Опоры устроены так, что они позволяют концам трубы поворачиваться при изгибе и перемещаться в продольном направлении. Для создания изгибающего усилия предусмотрен домкрат 5. Давление жидкости в трубе создается при помощи насоса.
Одним из сложных вопросов при гнутье труб без развальцовки торцов является создание уплотнения, поэтому было разработано специальное уплотнение, показанное на заглушке 3. Для станков при массовом изготовлении целесообразно использовать уплотнения из станов для экспандирования (раздачи) труб, которые за короткий промежуток времени зажимают и отпускают трубу.
При проведении экспериментов было опробовано несколько конструкций гибочных башмаков, которые позволили найти лучшую форму контактной площадки, через которую прилагается усилие для гибки. Лучше всего изготавливать башмаки из наборных пластин, которые упираются в лекало. При этом, меняя радиус лекал, можно простейшим путем найти радиус башмака для изгиба той или иной трубы.
Фиг. 45 Оборудование для гибки труб с внедрением гидростатическим давлением:
а-разрядник; б — быстросъемный замок; в — гидроаккумулятор.
Трубы малого диаметра от 6 до 22 мм с толщиной стенки от 0,5 до 1,5 мм можно гнуть на обычных трубогибочных станках с предварительным наполнением их жидкостью. В качестве наполнителя служит эмульсия или масло МАГ-10. Наполнение жидкости и создание в ней давления производится на гидростенде, который снабжен разрядником (фиг. 45, а) для удаления жидкости из труб после гибки.
Труба, подлежащая гибке, подключается к гидростенду при помощи быстросъемного замка (фиг. 45, б). Для компенсации потери давления жидкости в трубе в процессе гибки к ее концу присоединяется гидроаккумулятор (фиг. 45, в). При больших радиусах гиба гибку можно производить без гидроаккумулятора. Для лучшего уплотнения с быстросъемным замком и гидроаккумулятором концы труб развальцовывают. Установлено, что при гибке труб давление жидкости может быть рассчитано по формуле:

где
р — давление жидкости в кгсм²;
δв — временное сопротивление разрыву в кг/см2;
k — коэффициент, зависящий от химического состава и механических свойств стали (k=80 для стали 1Х18Н9Т).
При данном способе гибки следует выполнять правила по технике безопасности: рабочее место в момент гбки должно быть экранировано, нельзя крепить трубу на станке за гидроаккумулятор или быстросъемный замок, трубы, заряженные жидкостью, должны храниться в специальных закрытых стеллажах.
Способ гибки проталкиванием
Известны станки для труб из нержавеющей стали диаметром от 3/16″ до 3/8″, у которых гибка производится путем проталкивания трубы через две матрицы — подвижную и неподвижную (фиг. 1, к). Величина взаимного смещения матриц определяет кривизну.
Перемещение матрицы вверх и вниз, влево и вправо осуществляется при помощи пневматического привода, управляемого через копиры, так что перемещение матрицы синхронизировано с перемещением заготовки. Соответствующим выбором профиля копиров получают различный радиус гиба трубы.
Усилие проталкивания трубы сообщается кареткой, которая перемещается вдоль станка при помощи ходового винта. Во избежание потери устойчивости от продольного сжатия трубы при ее проталкивании через матрицу вдоль трубы устанавливаются люнеты, которые по мере приближения к ним каретки освобождают: трубу и отодвигаются при помощи кулачка для прохода каретки.
На данном станке на одной трубе можно сделать до 20 гибов.
Для гибки трубы в разных плоскостях она зажимается с торца патроном и при необходимости изменения плоскости гиба этот патрон поворачивается в очередную плоскость гиба.
Подготовка труб к гибке и термическая обработка гнутых труб
Поверхность трубы до гибки должна быть очищена снаружи и изнутри от окалины и ржавчины. На наружной и внутренней поверхностях трубы не должно быть плен, закатов, трещин и рванин. Незначительные дефекты на поверхности, обусловленные способом изготовления труб, а также следы зачистки дефектов допускаются, если они не выводят толщину стенки за пределы установленного допуска.
Трубы перед гибкой на станке протираются. Для уменьшения трения между калибрующей пробкой и трубой внутренняя поверхность трубы после протирки смазывается машинным маслом: Л С, СУ ГОСТ 1707-51 или маслом 45В (машинное СВ) ГОСТ 2854-51.
Можно также применять водосливаемые смазки в виде раствора 40% хозяйственного мыла 100 г и воды 1000 г или 100 г зеленого мыла и 1000 г воды. Химическое обезжиривание труб производится путем погружения их в ванну с раствором следующего состава (в г/л):
Тринатрий фосфор. 100
Жидкое стекло. 10
Химическое обезжиривание производится при температуре 70-80° до полного удаления жировых и масляных веществ с внутренней и наружной поверхностей трубы (длительность обезжиривания не менее 2 ч). При применении водосмываемой смазки химическое обезжиривание не производится.
Водосмываемая смазка удаляется с внутренней поверхности трубы после холодной гибки путем промывки внутренней полости водой (со слабым протоком) в течение 15 мин. После промывки трубы тщательно продуваются сжатым воздухом (желательно нагретым) до полного удаления влаги.
После химического обезжиривания водой промывается внутренняя поверхность труб до полного удаления остатков щелочного: раствора. Одновременно водой промывается наружная поверхность трубы.
Степень чистоты внутренних поверхностей труб устанавливается с помощью лакмусовой бумажки, смоченной в промывной воде. Очистка труб заканчивается после того, как красная лакмусовая бумажка, смоченная в промывной воде, перестанет менять свой цвет.
Трубы, предназначенные для холодной гибки, рекомендуемся предварительно подвергнуть отжигу (в том случае, если отжиг не был произведен на заводе-изготовителе). Стальные трубы должны заказываться отожженными, латунные с поставкой в полутвердом состоянии.
Отжиг стальных и латунных труб производится в отжигательных печах, дюралюминиевые трубы подвергаются термической обработке в селитровых ваннах.
При отсутствии отжигательных печей допускается отжиг мест гибов в горнах или форсунками с обязательным контролем режимов.
Дюралюминиевые трубы следует гнуть не позже чем через четыре часа после термической обработки. При холодной гибки труб на малые радиусы гиба со стороны сжатых и растянутых волокон металла получается значительный наклеп, повышающий пределы текучести и прочности. В металле возникают остаточные внутренние напряжения, которые в процессе эксплуатации при определенных условиях (переменные тепловые и механические напряжения) могут привести к образованию трещин. Поэтому в зависимости от назначения трубопровода, марки стали и пластических деформаций после гибки в ряде случаев производят термическую обработку труб.
Для труб из углеродистой и малолегированной стали термическая обработка после гибки не требуется, а трубы из сталей типа ЭИ-257 после холодной гибки с малыми радиусами гибов должны быть подвергнуты термической обработке.
Для котлоагрегатов режимы термической обработки гнутых груб из хромомолибденовой и хромомолибденовованадиевой стали при толщине стенки свыше 10 мм, из углеродистой стали при толщине стенки свыше 35 мм и при меньшей толщине приведены и табл. 5.
Термическая обработка может производиться в камерных печах или в печах с выдвижным поддоном.
Загрузка труб в камерную печь производится на лист в 1-2 ряда. Перед загрузкой труб на термическую обработку (в печь с выдвижным поддоном) выравнивается поддон печи, на котором устанавливаются подставки, высотой 300-400 мм на расстоянии 600-700 мм одна от другой.
Для равномерного прогрева труб укладку производят с пространственными промежутками в 150-200 мм, создавая возможность смывания горячими газами по всей высоте загрузки.
Загрузка труб на выдвижной поддон печи может быть произведена на высоте 4-5 рядов, но не более 1,5 м. При этом выдерживают расстояние от стенок печи до труб не менее 400 мм. При загрузке труб с пространственными гибами во избежание деформации (поводки) от нагрева труб больших диаметров и толщин стенок, по возможности, загружают на нижние ряды садки.
Короткие концы труб располагают вверх так, чтобы избежать прогибов от собственного веса.
Во избежание образования окалины на внутренней поверхности, торцы труб закрывают металлическими колпачками, пробками или огнеупорным кирпичом, который обмазывают огнеупорной глиной. Трубы, расположенные против камер сгорания топлива (форсунок), предохраняют от смывания пламенем и образования окалины металлическими листами или другим способом, обеспечивающим нормальный нагрев изделий.
Контроль режимов термообработки гнутых труб, изготовляемых из углеродистых, легированных и высоколегированных марок сталей осуществляется с помощью сводовых термопар и контрольных, термопар. При термической обработке труб для котельных трубопроводов со сверхвысокими параметрами (сталь марки 1Х18Н12Т) трубы 76X10, 133X18, 219×27, 299X37 мм после холодной гибки подвергаются аустенизации по следующему режиму: загрузка в печь производится при температуре 800-900°С, затем температура повышается до 1050-1100°С по мощности печи. При этой температуре производится выдержка в течение одного часа, после чего труба охлаждается на воздухе. При термообработке одновременно с трубами в печь закладываются кольца-свидетели шириной 80 мм, по одному кольцу на каждую плавку или на каждую трубу.
Свидетели помещаются в середине печи непосредственно на трубах или подставках. После термообработки определяются механические свойства колец-свидетелей (предел прочности, предел текучести и удлинение продольных образцов типа гагаринских). Так, например, для труб размером 219X27 и 299X37 микроструктура и твердость определяются на каждом кольце, обработанном вместе с трубами, а для труб размером 76X10 и 133X18 мм микроструктура определяется для каждой плавки.
Факультативно определяется микроструктура металла. Проверка механических свойств производится для каждой плавки. От каждой плавки отрезается 2 образца для механических испытаний. При неудовлетворительных результатах по какому-либо виду испытаний допускаются повторные испытания на том же кольце мл удвоенном количестве образцов, взятых от того же кольца.
После термообработки трубы подвергаются опескоструиванию или травлению для снятия термической окалины.
Перепад температуры в точках измерения сводной термопары и контрольной в момент выдержки не должен превышать (в °С):
Для камерных печей. не более 20
Для печей с выдвижным подом. не более 50
Контроль механических свойств труб производится на образцах, взятых непосредственно от гнутых труб.
Правка изогнутых труб
Иногда возникает необходимость уменьшить овальность в гибе. И этом случае вводится дополнительная операция правки (калибровки) труб. Для правки труба закрепляется в определенном, наиболее удобном для данной изогнутой трубы месте и трос с шариками протягивается через нее. Наиболее удобно калибровку производить на протяжных станках. Правку производят составным дорном, у которого от двух до четырех шариков различного диаметра. Вначале через трубу протягивают шарик меньшего диаметра, за которым следуют остальные.
Последний шарик имеет размер, который должен соответствовать внутреннему диаметру трубы. Калибровка позволяет получить требуемый размер с точностью до 0,025 мм.
Условные обозначения
Изгиб (трубы)— деформация трубы под действием внешних сил или моментов, сопровождающаяся изменением кривизны ее геометрической оси.
Гибка (трубы) — технологический процесс получения изгиба.
Гиб — участок трубы, имеющий криволинейную форму, которая получена в результате пластического изгиба.
Внешняя или выпуклая часть гиба — часть гиба, на которой волокна претерпели деформацию растяжения.
Внутренняя или вогнутая часть гиба — часть гиба, на которой волокна претерпели деформацию сжатия.
Угол гиба — плоский угол между осями двух смежных прямолинейных участков, сопряженных между собой дугой заданного радиуса, или угол между касательными в точках начала и конца гиба (α).
Радиус гиба — измеренный по осевой линии радиус дуги, соединяющей два прямолинейных участка трубы(R мм).
Относительный радиус изгиба — отношение радиуса гиба к наружному диаметру трубы
Dн— наружный диаметр трубы.
Dв— внутренний диаметр трубы.
rн— наружный радиус трубы.
r— радиус средней линии поперечного сечения тела трубы (средний радиус).
rв— внутренний радиус трубы.
Dmax— максимальный наружный диаметр овала в гибе
Dmin— минимальный наружный диаметр овала в гибе.
δ — толщина стенки трубы.
δср —среднее относительное удлинение металла трубы на внешней части гиба.
αТ — предел текучести.
E1— модуль упрочнения.
Е — модуль упругости.
Источник https://sovet-ingenera.com/santeh/trubodel/stanok-dlya-gibki-profilnoj-truby.html
Источник https://steelguide.ru/gibka-metalla/gibka-profilnoj-truby-kakoj-oborudovanie-primenyaetsya.html
Источник https://gazovikpipe.ru/trubogiby-i-trubogibochnye-stanki-dlya-holodnoj-gibki-trub
