Содержание
Как варить трубы: виды сварки и их особенности
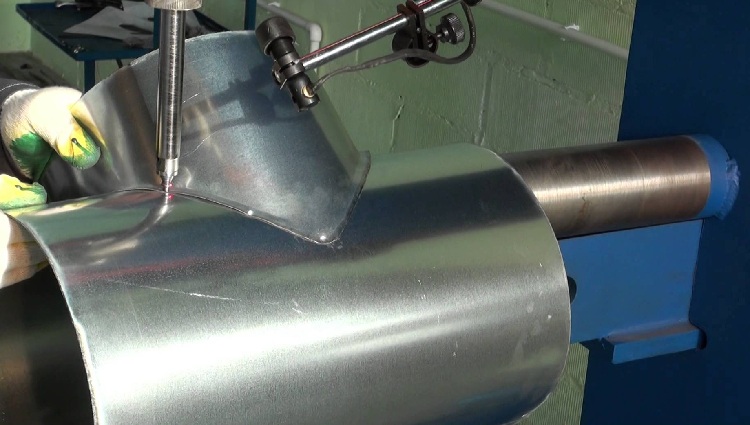
Соединение отдельных элементов трубопроводов производится различными методами, однако, наиболее популярный из всех — сварка. Этот способ применяется как в быту, так и на разных промышленных предприятиях при соединении деталей трубопроводов из разных материалов (металл, пластик). Технология сварки труб позволяет стыковать детали на трубопроводе в любых положениях, что очень удобно. Кроме этого, сварные соединения отличаются повышенной прочностью и герметичностью, в отличие от резьбовых.

Сварка — наиболее надежное и долговечное соединение, применяемое при монтаже трубопроводов различного назначения
Особенности соединения трубопроводов с помощью сварки
Соединение отдельных элементов трубопроводных магистралей или бытовых ответвлений выполняется по единым стандартам. Мастер использует специальную аппаратуру, регламентируемую ГОСТом, которая оказывает воздействие на трубу тем или иным способом (в зависимости от конкретного случая).
Полезная информация! Весь процесс заключается в соединении отдельных участков трубопровода посредством шва. После завершения работы в обязательном порядке проводится проверка сваренных элементов (так называемый контроль качества).
По типу прилагаемых усилий сварку труб подразделяют на четыре вида:
- термическую;
- термомеханическую;
- механическую;
- холодную.
При термическом методе происходит нагрев краёв трубы. При термомеханическом — соединение труб осуществляется за счёт нагрева специальной проволоки. Механический способ применяется, как правило, в промышленных целях и может осуществляться благодаря силе трения или направленному взрыву. А также существует холодная сварка, которая выполняется с помощью специальных химических составов. Средство наносят на края труб, предназначенных под сварку, и прижимают их, в результате чего через некоторое время образуется довольно прочный шов.

Чаще всего металлические и полимерные трубы соединяются методом термической сварки
Сварка труб разного диаметра производится с использованием специальных проводников. Это может повлиять на надёжность соединения, однако, если всю работу выполнить правильно, то тогда стык будет прочным и герметичным и прослужит долго.
Типы сварки и их отличия
Сварка — это физико-химический способ соединения отрезков трубопровода, который образует герметичное соединение двух участков конструкции. Это происходит или с помощью сплавления или же благодаря пластической деформации под давлением. Технология формирования сварного шва может быть разной в зависимости от типа сварки:
- горячая;
- холодная.
По методу исполнения этот процесс может быть:
- ручным;
- автоматическим.
Ручной метод подразумевает, что все этапы сварочных работ выполняются человеком. Автоматический метод производится с помощью специальных станков. При автоматической сварке все этапы механизированы и не требуют человеческого вмешательства, однако, на стадии подготовки мастера вносят необходимые настройки, задавая сварочную программу. Цена на такие станки довольно высока и, поэтому их используют крайне редко, как правило, на больших предприятиях, которые выполняют большие объёмы работы.
На сегодняшний день существует около 50 видов сварки и огромное разнообразие сварочного оборудования. Наиболее распространёнными видами на сегодняшний день являются:
- электросварка;
- холодная;
- газовая;
- диффузная.

Электросварка требует применения специального оборудования, работающего от электросети
Электросварка
На сегодняшний день использование электросварки является наиболее популярным методом. Хотя ещё несколько лет назад первенство отводилось газовым горелкам. Такая популярность электросварки обусловлена простотой и низкой стоимостью проведения работ. Часто её называют дуговой или контактной. По типу прилагаемых усилий её относят к дуговой группе термомеханических работ.
Чтобы выполнить такую работу, потребуется инвертор или трансформатор. Эта аппаратура выполняет следующую функцию — подаёт заряд на электрод. Электродом обрабатывают края свариваемого элемента. При соприкосновении материалов образуется дуговой электрический заряд огромной мощности. Эта реакция сопровождается выделением высоких температур, что и дает возможность заниматься обработкой трубы.
Слой обмазки (покрытия) электрода позволяет поддерживать во время работы специальные условия, которые препятствуют поступлению кислорода в место плавления.
Рассмотрим, от каких факторов зависит ширина шва:
- от толщины электрода;
- от материала свариваемых изделий;
- сварочные устройства могут включать в себя разные режимы сварки, что тоже влияет на характеристики шва;
- от скорости движения дуги и напряжения в сети.
Вышеперечисленные параметры определяют не только характеристики сварного шва, но и на количество шлаков, образовываемых во время сварки.
Важно! Стоит запомнить, что образованные шлаки подлежат удалению.
Электросварка труб считается более дешевой, чем газовая, однако, на создание шва таким способом уходит большее количество времени. К другим преимуществам электросварки можно отнести:
- функциональность;
- универсальность.

Электросварку невозможно осуществить без электродов, размер которых выбирается в зависимости от типа обрабатываемых труб
Выбор электродов
Сварные швы могут быть разными, как правило, их качество зависит от того, какой именно электрод был использован для сварки труб. Выбор электрода зависит от нескольких важных факторов:
- материал, из которого изготовлена труба;
- показатель сечения трубы;
- толщина стенки.
Полезная информация! Для тонкостенных труб используют электроды с толщиной 2–3 мм. Сварка толстостенных труб производится электродами диаметром 4–5 мм.
Все электроды отличаются в зависимости от толщины обмазки. Процентное соотношение массы обмазки к общей массе электрода может колебаться от 3 до 20%. Слой обмазки, нанесённый на стержень электрода, создаёт необходимую среду, при которой процесс проходит без доступа кислорода. Существует определённая закономерность — количество шлаков, влияющих на качество шва, зависит от толщины слоя обмазки.
При выборе электрода необходимо учитывать все вышеперечисленные параметры. Для получения качественного шва следует обращать внимание на многие факторы, влияющие на совместимость разных типов электродов с трубами.
Холодная сварка
Холодная сварка для труб регламентируется соответствующей документацией и является методом получения неразъёмных, герметичных соединений. Этот метод исключает нагрев свариваемых деталей, а сама стыковка выполняется благодаря деформации. Холодная сварка производится за счёт давления, оказываемого на детали. В результате такой сварки происходит разрушение оксидной прослойки и соединение выполняется на атомарном уровне (диффузия атомов).
Холодная сварка осуществляется на специальном оборудовании в промышленных условиях
Такая сварка подразделяется на три типа в зависимости от технологии:
- точечная;
- шовная;
- стыковая.
Холодная точечная сварка проводится с использованием пуансона. Пуансон является устройством, которое выполняет прессовку материалов. Второй тип — шовная сварка, выполняется двумя способами: сварка по всей длине и выполнение сварных точек, образующих впоследствии непрерывный шов. Стыковой вариант выполняется благодаря сильному сжатию, закреплённых в зажимах элементов.
Рассмотрим основные сферы использования холодного метода:
- соединение деталей, выполненных из одного металла;
- производство металлопроката, который обладает несколькими слоями, представленными разными металлами;
- при армировании алюминиевых проводов. Армирование выполняется медью.
Метод холодной сварки является довольно популярным на сегодняшний день. Его популярность обусловлена следующими достоинствами:
- при холодной сварке исключается деформация металлических деталей. Это связано с тем, что нагрев заготовок не производится;
- использование такого метода позволяет получить очень аккуратный шов, отличающийся высокой прочностью и герметичностью. Кроме этого, он не нуждается в дополнительной обработке;
Обратите внимание! Существуют случаи, когда холодная сварка является единственным выходом из ситуации. Например, соединение алюминия и меди можно выполнить только методом холодной сварки.
- после выполнения такого процесса не остаётся никаких отходов (остатков электродов, брызг металла и т. д.);
- работа производится без использования электроэнергии;
- такой метод, кроме всего прочего, отличается экологичностью, так как работа производится без выделения токсичных веществ, а также без излучения вредного для человеческих глаз.
- возможность соединения больших площадей при использовании сварки взрывом.

Газовая сварка позволяет получить наиболее эстетичный шов в месте соединения деталей
Газовая сварка
Соединение разных видов труб с использованием газовой горелки является очень старым, но и надёжным способом монтажа коммуникаций. Для этих целей используются специальные газовые горелки, которые способны нагревать трубу до высоких температур.
Вследствие нагрева края с соединительной проволокой быстро доходит до температуры плавления. В результате металл наплывает друг на друга и получается прочное неразъёмное соединение, которое имеет устойчивость к механическим воздействиям.
Рассмотрим основные преимущества использования газовой сварки для монтажа трубопроводов разной направленности:
- высокая эффективность способа;
- использование газовой горелки позволяет получить аккуратный, качественный шов;
- процесс не отличается особой сложностью;
К недостаткам такого метода можно отнести:
- работа с газовой горелкой должна производиться только специалистом, который обладает определёнными навыками в этой области;
- газовая сварка — довольно затратный метод, так как используются дорогостоящие ресурсы.
Диффузная сварка
Все предыдущие методы сварки трубопроводов используются для соединения металлических труб, но на сегодняшний день такие изделия конкурируют на строительном рынке с пластмассовыми деталями. Для соединения отдельных элементов пластиковых коммуникаций используется специальный метод, который завоевал большую популярность — диффузная сварка.

Диффузная сварка — это метод соединения полимерных труб — полипропиленовых, ПЭ и прочих
К основным преимуществам такой сварки относят:
- получение эстетичного шва;
- минимум необходимых инструментов;
- высокая скорость монтажа;
- привлекательная цена.
Для получения неразъёмного соединения двух пластиковых труб используют специальные устройства, которые осуществляют нагрев пластика. Такие устройства комплектуются различными насадками. Все насадки имеют свой диаметр, подходящий под размеры сечения конкретной трубы.
Рассмотрим основные этапы соединения двух пластиковых труб с помощью такого аппарата:
- Ориентируясь на диаметр соединяемых труб, подбирается нужная насадка.
- Внутрь устройства закладываются трубы.
- Происходит нагрев материала труб и сдавливание их торцов внутри аппарата.
- После того, как соединительный шов сформирован, аппарат выключается.
Спустя несколько часов полученное соединение уже можно эксплуатировать. Такой метод является довольно простым и быстрым, а линия сварки трубы отличается прочностью и аккуратностью.
Виды сварных соединений
Для разного вида труб (по материалу и назначению), является нормой применение различных методов сварки. Однако практически во всех случаях необходим электрический переменный ток. Это связано с финансовой выгодой, так как использование других вариантов электрической энергии влечёт за собой больше затрат. Сварные соединения — это две или большее количество деталей, которые стыкованы между собой с помощью сварных швов.

При стыковом сварном соединении заготовки не деформируются и оно является наиболее надежным
Рассмотрим основные виды сварных соединений:
- стыковые;
- угловые;
- внахлёст.
Важно! При сваривании труб с толщиной стенок более 3 мм необходима разделка их кромок. Угол раскрытия стыка должен быть не больше 60–70°. При разделке трубы под сварку необходимо произвести удаление фасок с торцов. Это можно выполнить механическим путём или любым другим подходящим способом.
Стыковые. Этот вид сварного соединения является очень распространённым из-за того, что практически не подвергаются деформации в процессе варки. Кроме этого, такие стыки обладают наименьшими внутренними напряжениями. Также они отличаются повышенными прочностными характеристиками как при статических, так и при динамических нагрузках. Швы при такой сварке могут быть:
- одинарными (для труб с показателями сечения до 500 мм);
- двойными (для труб с показателями сечения выше 600 мм).
Угловые. Угловые соединения являются подвидом стыковой сварки и, как правило, применяются для стыковки трубы с какими-либо дополнительными деталями под углом. Сварка трубы под углом выполняется двумя способами:
- со скосом кромки;
- без скоса.
Прочностные характеристики угловых соединений не так хороши, как у стыковых, однако, всё же весьма неплохи.
Внахлёст. Такое соединение не используют для приварки металлических труб. Как правило, им стыкуют отдельные детали или же пластиковые трубы. Это связано с тем, что такое соединение является наиболее ненадёжным.

Работы по сварке толстостенных труб производятся двумя сварщиками одновременно
Технология сварки толстостенных труб
Сварка толстостенных труб проводится в случае, если толщина стенки трубы превышает 20 мм. Такая сварка проводится слоями повышенной толщины. Это позволяет увеличить прочность соединения на 10–15%. Такой тип работ производится, как правило, двумя сварщиками одновременно. Первый сварщик наносит обычный шов, а второй — толстый слой.
Как сваривать трубы с толстыми стенками:
- Начинается сварка в потолочном положении с постепенным наращиванием толщины шва (линия сварки толстостенных труб должна быть максимально ровной).
- Далее необходимо выйти в полувертикальное положение.
- С помощью электрода выполняется горизонтальная площадка.
- Затем сварка выполняется в нижнем положении. Это позволяет использовать электроды с толщиной до 5 мм.
Сварка труб на просвет
Многие люди задаются вопросом: как выполнить сварку труб под просвет? И даже некоторые специалисты не до конца разбираются, как варить трубы этим методом. Особенно это касается молодых людей, только окончивших техникумы и ПТУ.
В первую очередь при сварке трубы под просвет необходимо прихватить трубы. Это исключит возможность деформации корня. Сколько нужно выполнить точек прихвата — определяют исходя из размеров труб. Прихватываются детали таким образом, чтобы зазор в месте стыка не сходился.
После выполнения прихвата стыка его необходимо зачистить. Кроме этого, очень важно запомнить, что если вы в процессе выполнения сварки под просвет обнаружили дефекты на корне (например, трещины), необходимо их удалить. После того, как выполнена зачистка поверхностей, производится заполнение шва. Как правило, заполнение шва считают самым простым этапом, однако, в некоторых случаях на его заполнение уходит до 30% корня.
Рекомендуется оставить маленькое углубление при заполнении шва. Достаточно будет глубины в 1,5 мм. Это необходимо для выполнения облицовки. Если поступить так — облицовочный материал ляжет очень аккуратно в эту небольшую борозду и получится эстетичный шов. Очень важно запомнить два правила: при заполнении шва необходимо выдерживать рабочий угол, а также варить на короткой дуге.
— Технологическая карта на сварку стальных трубопроводов

Настоящая технологическая карта распространяется на ручную дуговую сварку покрытыми металлическими электродами стальных технологических трубопроводов из углеродистых, низколегированных, легированных и высоколегированных сталей, работающих при давлении до 9,81 МПа(100 кгс/см2).
Технологическая карта устанавливает типовой технологический процесс сварки стыков трубопроводов Ø426х7мм, Ø273х7мм, Ø57х3.5мм.
Предназначается для производственного персонала и инженерно-технических работников строительных организаций, производителей работ, мастеров и бригадиров, а также работников службы строительного контроля заказчика.
Конструктивные элементы сварных соединений: труба + труба; труба + фланец; труба + арматура.
Сварка трубопроводов включает в себя следующие виды работ:
- Подготовка кромок труб;
- Сборка стыков трубопроводов;
- Предварительный подогрев стыков трубопроводов;
- Прихватка стыков трубопроводов;
- Сварка стыков трубопроводов.
2. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РАБОТ
2.1.ПОДГОТОВКА КРОМОК ТРУБ
2.1.1. Форму разделки концов труб следует выбирать в соответствии с требованиями ГОСТ16037-80.
2.1.2. Зачистку кромок труб необходимо осуществлять механическим способом.
2.1.3. Торцы, скошенные кромки и прилегающие к ним поверхности трубы должны быть зачищены до металлического блеска на ширину 15-20 мм.
2.2.СБОРКА СТЫКОВ ТРУБОПРОВОДОВ
2.2.1. Перед сборкой трубы необходимо рассортировать на группы с плюсовым и минусовым отклонением внутреннего диаметра от номинального значения.
2.2.2. При сборке стыков трубопроводов должны быть обеспечены правильное фиксированное взаимное расположение стыкуемых труб и деталей, а также свободный доступ к выполнению сварочных работ в последовательности, предусмотренной технологическим процессом.
2.2.3. Сборку стыков трубопроводов следует выполнять в соответствии с требованиями ГОСТ16037-80 и технической документации.
2.2.4 Сборку стыков и деталей трубопроводов необходимо осуществлять с помощью сборочных устройств (приспособлений), позволяющих равномерно распределять по окружности стыка смещения кромок, возникающие из-за погрешностей размеров и формы стыкуемых концов труб и деталей трубопроводов.
2.2.5. Прямолинейность (соосность труб) в месте стыка необходимо проверять линейкой, прикладывая её в трех-четырёх местах по окружности трубы. Максимально допустимое отклонение «а» от соосности, измеряемое щупом, не должно превышать 1,5 мм на расстоянии 200 мм от стыка (черт. 1, а).
2.2.6. Соосность трубы с отводом следует определять по шаблону в соответствии с черт. 1, б.
2.2.7. При сборке стыков трубопроводов диаметром 100 мм и более из прямошовных сварных труб и их деталей продольные сварные швы должны быть смещены один относительно другого не менее чем на 100 мм, а при диаметре менее 100 мм — на 1/3 длины окружности. В отдельных случаях при двухсторонних продольных швах допускается их расположение по одной оси.
Схема проверки взаимного расположения труб в месте стыка

а — проверка соосности на прямых участках труб; б — проверка соосности трубы с отводом Черт. 1
2.2.8. Для поперечных стыков сварных соединений расстояние между осями соседних сварных швов на прямых участках трубопроводов I, II и III категорий должно составлять не менее 100мм, для трубопроводов IV и V категорий — не менее 50 мм.
2.2.9. Расположение поперечных сварных швов на гнутых участках труб не допускается.
2.3. ПРЕДВАРИТЕЛЬНЫЙ ПРОГРЕВ СТЫКОВ ТРУБОПРОВОДОВ
2.3.1. При температуре окружающего воздуха ниже -15°С произвести подогрев свариваемых концов труб на ширине не менее 75 мм в каждую сторону от свариваемых кромок до температуры +100+30 °С.
2.3.2. При температуре окружающего воздуха выше -15° и/или наличии влаги на концах труб произвести подогрев торцов на ширине не менее 75 мм в каждую сторону от свариваемых кромок до температуры +50+30 °С.
2.4. ПРИХВАТКА СТЫКОВ ТРУБОПРОВОДОВ
2.4.1. К прихватке и сварке стыков трубопроводов разрешается приступать только после полной проверки мастером по сварочным работам или контролером правильности подготовки, обработки кромок и сборки труб.
2.4.2. Собранные стыки трубопроводов должны быть прихвачены в нескольких местах по окружности. Прихватки необходимо располагать на равном расстоянии одну от другой, количество и размеры прихваток зависят от диаметра свариваемых труб (табл. 2.4.1).
2.4.3. Прихватки следует выполнять теми же сварочными материалами, что и сварку стыков.
Количество и геометрические размеры прихваток
Диаметр трубы, мм
Количество прихваток на стык
Длина прихватки, мм
Высота прихватки, мм
2,0-2,5 толщины стенки, но не менее 15 и не более 60
0,4-0,5 толщины стенки при толщине стенки до 10 мм и 5 мм при толщине стенки от 10 мм и выше
2.5. СВАРКА СТЫКОВ ТРУБОПРОВОДОВ
2.5.1. Сварка трубопроводов Ø 57х3.5мм, Ø 273х6.0мм
Электроды типа Э50А по ГОСТ 9467 (Е7016 по AWS А5.1) диам. 2,5-2,6 мм (корневой слой шва)
Электроды типа Э50А по ГОСТ 9467 (Е7016 по AWS А5.1) диам 3,0-3,2 мм (заполняющие и облицовочный слои шва)
И другие аттестованные аналоги
Форма разделки кромок и сварного шва


Требования и рекомендации
- Направление сварки всех слоев шва – «на подъем».
- Снимать центратор допускается после сварки не менее 60% периметра корневого слоя шва.
- Сборку следует осуществлять без прихваток. В случае технической невозможности сборки без прихваток, их количество должно быть не менее трех, длина каждой 40 — 60 мм. Режим сварки – как для корневого слоя шва.
- Разрешается оставлять незаконченными сварные соединения в случае, если высота сварного шва составляет не менее 2/3 толщины стенки трубы.
- Температура на кромках труб перед сваркой корневого слоя шва (выполнением прихваток) должна быть не ниже установленного для каждой толщины стенки номинального значения (см. раздел «Предварительный подогрев»).
- Межслойная температура должна составлять не менее +50 0С и не более +250 0С.
- Допускается использование труб с V-образной разделкой кромок после механизированной газовой резки и последующей обработки шлифмашинкой. При этом угол скоса кромки должен составлять 30-5 град.
- При проведении работ не должна нарушаться целостность заводской изоляции труб. При проведении газопламенного нагрева следует использовать защитные экраны и/или термостойкие пояса.
- Обратный кабель (заземление) следует присоединять с помощью специальных контактных устройств, исключающих образование искрений на теле трубы в процессе сварки.
- Зажигание дуги следует производить в разделке кромок или с поверхности уже выполненных участков шва.
- Запрещается зажигать дугу на поверхности трубы или детали.
- В процессе сварки стыка производить послойную зачистку механическим способом всех слоев шва от шлака и брызг металла.
- Сварку каждого прохода следует начинать и заканчивать с обеспечением расстояния от заводских швов труб, соединительных деталей – 50 мм.
- Место начала сварки каждого последующего слоя должно быть смещено относительно начала предыдущего слоя шва не менее чем на 30 мм.
- Места окончания сварки смежных слоев шва («замки» шва) должны быть смещены относительно друг друга на расстоянии от 70 до 100 мм.
- Сварка всех слоев шва должна осуществляться в укрытиях (палатках) надежно защищающих свариваемые стыки от атмосферных осадков, ветра и т.д. Допускаемая скорость ветра в зоне сварки, измеряемая анемометром, составляет не более 10 м/с.
- Электроды перед использованием должны быть прокалены согласно рекомендаций завода изготовителя, в случае отсутствия рекомендаций прокаливаются при температуре 300 °С в течение 1 часа.
Сварочные слои
Марка электрода
Диаметр, мм
Полярность
Сварочный ток, А
2.5.2. Сварка трубопроводов Ø 426х7.0мм
Электроды типа Э50А по ГОСТ 9467 (Е7016 по AWS А5.1) диам. 2,5-2,6 мм (корневой слой шва)
Электроды типа Э50А по ГОСТ 9467 (Е7016 по AWS А5.1) диам 3,0-4,0 мм (заполняющие и облицовочный слои шва)

Требования и рекомендации
- Направление сварки всех слоев шва – «на подъем».
- Снимать центратор допускается после сварки не менее 60% периметра корневого слоя шва.
- Разрешается оставлять незаконченными сварные соединения в случае, если высота сварного шва составляет не менее 2/3 толщины стенки трубы.
- Перед возобновлением сварки необходимо выполнить подогрев до регламентированной температуры предварительного подогрева.
- Сварное соединение должно быть полностью завершено в течение 12 ч после окончания сварки.
- Температура на кромках труб перед сваркой корневого слоя шва (выполнением прихваток) должна быть не ниже установленного для каждой толщины стенки номинального значения (см. раздел «Предварительный подогрев»).
- Межслойная температура должна составлять не менее +50 0С и не более +250 0С.
- Допускается использование труб с V-образной разделкой кромок после механизированной газовой резки и последующей обработки шлифмашинкой. При этом угол скоса кромки должен составлять 30-5 град.
- При проведении работ не должна нарушаться целостность заводской изоляции труб. При проведении газопламенного нагрева следует использовать защитные экраны и/или термостойкие пояса.
- Обратный кабель (заземление) следует присоединять с помощью специальных контактных устройств, исключающих образование искрений на теле трубы в процессе сварки.
- Зажигание дуги следует производить в разделке кромок или с поверхности уже выполненных участков шва.
- Запрещается зажигать дугу на поверхности трубы или детали.
- В процессе сварки стыка производить послойную зачистку механическим способом всех слоев шва от шлака и брызг металла.
- Сварку каждого прохода следует начинать и заканчивать с обеспечением расстояния от заводских швов труб, соединительных деталей – 50 мм.
- Место начала сварки каждого последующего слоя должно быть смещено относительно начала предыдущего слоя шва не менее чем на 30 мм.
- Места окончания сварки смежных слоев шва («замки» шва) должны быть смещены относительно друг друга на расстоянии от 70 до 100 мм.
- Сварка всех слоев шва должна осуществляться в укрытиях (палатках) надежно защищающих свариваемые стыки от атмосферных осадков, ветра и т.д. Допускаемая скорость ветра в зоне сварки, измеряемая анемометром, составляет не более 10 м/с.
- Электроды перед использованием должны быть прокалены согласно рекомендаций завода изготовителя, в случае отсутствия рекомендаций прокаливаются при температуре 300 °С в течение 1 часа.
Сварочные слои
Марка электрода
Диаметр, мм
Полярность
Сварочный ток, А
3. КОНТРОЛЬ КАЧЕСТВА РАБОТ
№ п/п
Операция
Содержание операции
Оборудование и инструмент
· Внутреннюю и наружную неизолированную поверхности труб очистить от земли и других загрязнений
· Осмотреть поверхность и кромки труб;
· Задиры фасок и вмятины любой глубины, а также любые вмятины с надрывами или резкими перегибами, имеющими дефекты поверхности, исправлению не подлежат и должны быть обрезаны;
· Зачистить до чистого металла прилегающие к кромкам внутреннюю и наружную поверхности трубы на ширину не менее 15 мм.
шаблон сварщика УШС-
· Осуществить сборку труб;
· Смещение кромок должно быть равномерно распределено по периметру стыка. Максимальная величина распределенного смещения С = 0,7 мм – для труб с толщиной стенки 3,5 мм;
· Величина зазора между стыкуемыми кромками труб должна составлять 2,0–3,0 мм.
шаблон сварщика УШС-
· Осуществить предварительный подогрев до температуры, указанной в разделе «Предварительныйьподогрев»;
· Замер температуры торцов труб осуществлять не менее, чем в 4-х точках по периметру стыка на расстоянии 60-75 мм от торцов труб;
· С целью предотвращения быстрого остывания стыков после сварки следует применять защитные теплоизолирующие пояса (кожухи).
· Выполнить сварку корневого слоя шва электродами с основным видом покрытия;
· Тщательно зашлифовать абразивным кругом корневой слой шва;
· Выполнить сварку облицовочного слоя шва электродами с основным видом покрытия;
· Производить послойную зачистку слоев от шлака и брызг;
· Выровнять шлифмашинкой или напильником видимые грубые участки поверхности облицовочного слоя шва и зачистить прилегающую поверхность трубы.
Lincoln Idealarc DC-600,
· Маркировку сварных стыков следует производить несмываемыми маркерами или краской на наружной поверхности трубы на расстоянии 100 мм от сварного шва в верхней четверти периметра трубы.
4. МЕРОПРИЯТИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
Основной опасностью при дуговой ручной сварке является опасность поражения электротоком. Сырость, грязь повышают опасность поражения электрическим током; чистая, сухая одежда, сухая обувь (без металлических шпилек), сухой деревянный пол понижают эту опасность. Защитные резиновые галоши, коврики, перчатки служат дополнительным средством защиты от поражения электротоком.
При ручной дуговой сварке поражение электрическим током может произойти от прикосновения к токоведущим частям: к клеммам или концам проводов электросети при подключении сварочного трансформатора или электромашинного преобразователя; к плохо изолированным проводам сварочного трансформатора со стороны питания от электросети; к плохо изолированным сварочным проводам; к токоведущим частям осциллятора.
Провода, ограждения токоведущих частей трансформатора, осциллятора и клеммы должны быть надежно изолированы. Не следует производить самим подключение сварочного аппарата к сети, необходимо вызывать для этого электрика. Недопустимо прикасаться к неизолированным, плохо изолированным, неогражденным частям электрических устройств. Нельзя наступать на переносные электропровода на полу, так как при плохой их изоляции возможно поражение электротоком.
Особую опасность поражения электрическим током представляют сварочные работы, производимые внутри металлических емкостей (котлов, цистерн и пр.). Такие работы требуют соблюдения специальных правил безопасности: применения безопасного электрододержателя с блокировкой, отключающей сварочный ток при холостом ходе (после того, как электрод отведен от свариваемого предмета).
Вследствие неисправностей, сырости, засорения металлической стружкой, загрязнения или увлажнения электрических устройств напряжение может перейти с токоведущих частей на корпус трансформатора, электро-машинного преобразователя, на ограждение электроаппаратуры, в частности осциллятора. Если при прикосновении к оборудованию, электроаппаратуре ощущается напряжение, надо немедленно вызвать электрика для устранения неисправности и проверки защитного заземления.
Постоянную опасность при ручной дуговой сварке представляет воздействие на глаза работающих невидимых ультрафиолетовых и инфракрасных лучей, а также яркого света электрической дуги, вызывающих заболевание глаз, которое может привести к ослаблению и потере зрения. Возможны также ожоги кожи лица и рук ультрафиолетовыми лучами дуги.
Для защиты при сварке от света электрической дуги применяют для сварщиков щитки, а для подручных рабочих очки со светофильтрами — защитными стеклами желто-зеленого цвета, насыщенность (густота) которых подбирается в зависимости от применяемой силы сварочного тока.
Серьезные ожоги могут причинить брызги расплавленного металла и шлака, отлетающие при сварке электрической дугой (температура ее 3500—4000 °С), а также прикосновение к нагретому электроду или свариваемому предмету. Для предотвращения таких ожогов применяются защитные одежда, обувь, рукавицы.
При несоблюдении правил безопасности при сварке тары из-под горючих, смазочных веществ, при заварке ацетиленовых генераторов, сосудов, находящихся под давлением, а также при сварочных работах вблизи легковоспламеняющихся, взрывоопасных веществ возможны взрыв и пожар.
Газы, выделяющиеся при плавлении электродов и сгорании их обмазки, вредны для
здоровья; для удаления их необходимы местная вытяжная вентиляция или интенсивное
проветривание места сварочных работ.
Перед началом работы необходимо надеть установленную для работы защитную спецодежду и спецобувь, убедившись предварительно в их исправности; осмотреть состояние изоляции электропроводки; проверить, имеется ли хороший контакт заземляющего провода со свариваемым изделием, а также все контакты и зажимы сварочной установки и, если они загрязнены и неплотны, зачистить, закрепить их, предварительно отключив электропитание машины; убедиться в исправности щитка маски, целостности цветных стекол светофильтра, плотности (светонепроницаемости) самого щитка маски; зачистить стальной щеткой место сварки до металлического блеска. Если работа производится вне кабины, место работы должно быть ограждено щитами для защиты других сварщиков и находящихся вблизи рабочих от света дуги. При производстве сварочных работ на высоте с лесов или подмостей необходимо покрывать деревянный настил лесов или подмостей железным или асбестовым листом для предотвращения загорания и падения вниз частиц расплавленного металла.
При газосварочных и газорезательных работах наибольшую опасность представляют взрывы ацетиленовых генераторов, кислородных баллонов, ацетилено-воздушных и других газовых смесей в рабочих помещениях. Поэтому, прежде чем приступить к работе, необходимо проверить исправность инструмента, приспособлений и защитных очков. Применяемый сварщиком и резчиком инструмент (молоток, зубило, ломик, гаечные ключи и др.) должен быть сделан из металла, не высекающего искр. Перед началом работы следует продуть шланги и убедиться, что в них нет воды, поставить около рабочего места ведро с чистой холодной водой для охлаждения перегревшихся мундштуков горелки (резака).
Запрещается выполнять сварку изделий ближе 10 м от легковоспламеняющихся или
огнеопасных материалов, изделий, находящихся под давлением (трубы, котлы и др.), а также производить сварочные работы в дождливую погоду вне помещения, если над местом сварки нет навеса.
5. СПИСОК ИСПОЛЬЗУЕМОЙ ЛИТЕРАТУРЫ
— МДС 12-29.2006 Методические рекомендации по разработке и оформлению технологической карты;
— СП 49.13330.2012 Безопасность труда в строительстве. Актуализированная редакция СНиП 12-03-2001. Часть 1;
— СП 48.13330.2019 Организация строительства. Актуализированная редакция СНиП 12-01-2004;
— ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры;
— ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры;
— РД 11-02-2006 Требования к порядку и составу ведения исполнительной документации при строительстве, реконструкции, капитальном ремонте, объектов капитального строительства и требования, предъявляемые к актам освидетельствования работ, конструкций, участков сетей инженерно-технического обеспечения.
Что такое ГОСТ 16037-80

О СВАРКЕ
Неукоснительное соблюдение государственных стандартов является залогом правильного выполнения работы, в частности, изготовления сварных конструкций из стали. В машиностроительной отрасли это регулируется ГОСТ 16037 80.
.jpg)
Основные сведения о ГОСТ 16037 80
При выполнении работ по сварке стальных труб необходимо придерживаться заданных требований, изложенных в ГОСТ. В данном документе наглядно описаны типы сварных швов с условными обозначениями, допуски, размеры элементов конструкции сборочных единиц, полученных при помощи ручной дуговой сварки. Положения этого ГОСТ являются обязательными к исполнению.
Что регулирует стандарт
Рассматриваемые правила относятся к машиностроительной отрасли и регулируют выполнение соединений стальных труб, а также задают определяющие размеры.
Главные положения, установленные документом:
.jpg)
- классификация соединений труб;
- параметры скосов кромок и их количество;
- ширина сварного шва;
- геометрия поперечного сечения;
- минимально допустимая толщина стенки трубы;
- геометрические параметры конструктивных элементов;
- расчетные катеты для угловых швов;
- шероховатость поверхностей;
- материал для изготовления муфт и подкладок;
- зазоры, допустимые на различных участках конструкции;
- допуски, предельные отклонения.
Таким образом, при проведении работ по дуговой сварке характеристики соединения труб в полном объеме описываются настоящим документом.
На производство самих труб действие рассматриваемого ГОСТ не распространяется.
Значение свариваемых деталей
Большую роль для получения качественного и прочного соединения играют свариваемые детали. Основное значение здесь имеет неоднородность толщины различных элементов конструкции, подлежащих объединению, шероховатость поверхностей, которые обрабатывают перед сваркой.
Данный государственный стандарт раскрывает следующие аспекты, которые нужно учесть при производстве изделия:
- При изготовлении тройников из стальных труб следует применять швы и типы соединений, заданные для отростков с трубами, а в случае сборки крестовин, переходов с трубами – соответствующие сборки трубы с трубой или же трубы с фланцем.
- Если толщина различная, однако не превышает значений разницы (см. табл. 1), допускается сварка таким же способом, как и для элементов одинаковой толщины. Тем не менее размеры шва, типы кромок необходимо выбрать по толщине большей детали. Чтобы переход от одного элемента к другому был плавным, допускается положение поверхности шва под углом.
- В том случае, если разница в толщине стенок соединяемых труб превышает значения, приведенные в таблице 1, то на детали, имеющей большую толщину, необходимо выполнить скос так, чтобы она соответствовала толщине более тонкой детали. Размеры сварного шва необходимо выбирать по детали с меньшей толщиной.
- Шероховатость поверхностей, подлежащих обработке, – Rz до 80 мкм.
- Подкладки, муфты, использующиеся при выполнении сварного шва, должны быть изготовлены из той же стали, что и свариваемые детали. Если же элементы из углеродистого металла, то возможно сделать их из стали 20 или 10.
- При выполнении контроля с помощью радиографии определяется зазор между свариваемой трубой и остающейся подкладкой – он не должен быть больше 0,2 мм. В случае если соединение не подлежит контролю радиографией, зазор не превышает 0,5 мм. До 0,5 мм и до 1 мм соответственно допускаются местные зазоры для обозначенных соединений.
- При сварке труб применяется расплавляемая вставка, зазор между ней и внутренней либо боковой гранью трубы не должен превышать 0,5 мм.
| Толщина тонкой детали | Разница толщины |
| До 3 | 1 |
| От 3 до 7 | 2 |
| От 7 до 10 | 3 |
| От 10 | 4 |
Тщательная подготовка деталей до сварки и установление их соответствия техническим условиям этого ГОСТ позволит выполнить сварное соединение надлежащего качества.
Виды сварных швов с характеристиками и стандартом
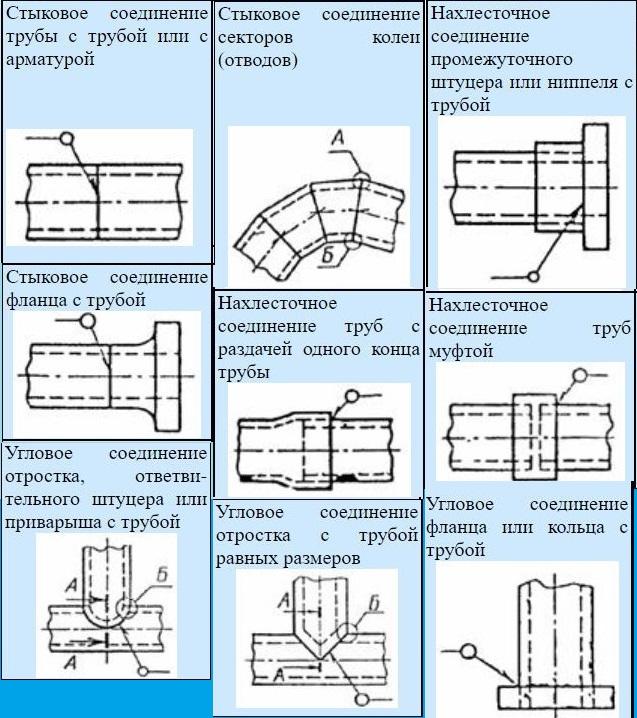
В ГОСТ 16037 80 “Соединения сварные стальных трубопроводов” выделено несколько форм швов, предназначенных для каждого из них. Характер сварного шва зависит от конструктивных требований, поэтому выбор наиболее подходящего на заданном участке конструкции позволит добиться оптимального соотношения массовых, прочностных, производственно-технологических характеристик. Существует 3 основных способа соединить трубы: встык, внахлест, углом.
В зависимости от типа сварного соединения выбирается вид шва, который условно обозначается двумя символами – буквой (С – стыковое, Н – нахлесточное, У – угловое) и номером конструктивного элемента. Например, С56, Н3, У21.
Наглядная таблица
Ниже приведена таблица швов с эскизами и размерами элементов сварных соединений труб.
.jpg)
Отдельно о разделке труб под сварку
Разделкой называется операция по формированию на заготовке скошенных кромок. Их наличие требуется на деталях большой толщины для следующих целей:
- обеспечить удобство доступа к корню шва для инструмента сварщика;
- сделать возможной качественную проварку элементов по всей толщине.
Разделка повышает расход материалов вследствие увеличения сварной зоны. Минимальные показатели наблюдаются в том случае, если разделка кромок не производится.
До подготовки торцов трубы к разделке следует обязательно их зачистить. Процедура проходит в 2 этапа:
- Механическим способом удаляют слой ржавчины, окислов, прочих загрязнений. Осуществляется абразивным инструментом различной степени зернистости, как ручным, так и с применением угловых шлифовальных машин.
- Химическая зачистка выполняется в целях обезжиривания места, где будет шов, и для удаления других загрязнений. Чаще всего используют органические растворители, но в отдельных случаях применяют протравку кислотой.
Кромки бывают односторонние и двухсторонние. По форме скоса их делят на V, X, U-образные.
Кромки скосов недопустимо оставлять острыми. При такой толщине возможно появление прожогов, непроваренных участков. Чтобы избежать этой ошибки, важно сделать кромку плоской, образуя притупление, на крайних 2 или 3 мм.
Правильно выполненная разделка труб обеспечит минимизацию внутренних напряжений в конструкции после завершения работы.

Кратко о видах сварки для трубопроводов
Несмотря на то сегодня в мире применяются свыше 50 способов образования швов и широкий перечень оборудования, наиболее популярными видами являются:
- Электросварка. Ее популярность обеспечена простотой и низкой себестоимостью работ. Часто можно услышать название “дуговая” или “контактная”. На образование шва уходит больше времени, чем при других видах. Однако эти недостатки перекрываются универсальностью и функциональностью метода.
- Холодная. Осуществляется благодаря деформации материала, возникающей при воздействии давления. При таком виде сварки соединение выполняется за счет диффузии атомов. Есть случаи, когда другие виды не способны обеспечить образование шва, например при сваривании деталей из меди и алюминия.
- Газовая. Производится с помощью газовой горелки, способной разогреть свариваемые объекты до высокой температуры. К преимуществам данной технологии можно отнести невысокую сложность работы, ровный, аккуратный шов, а также хорошую производительность. Из недостатков выделяют немалую стоимость метода, ведь в процессе расходуются дорогие ресурсы.
Способы образования швов можно также разделить по двум признакам:
- горячий или холодный;
- ручной или автоматический;
При ручном способе сварки работа на всех этапах производится человеком, при автоматической – с помощью станков, участие людей требуется только на этапе подготовки и настройки сварочного оборудования.
Источник http://trubamaster.ru/svarka/kak-varit-truby.html
Источник https://idenergia.ru/svarochnyye-raboty/tekhnologicheskaya-karta-na-svarku-stalnykh-truboprovodov/
Источник https://svarkaved.ru/o-svarke/chto-takoe-gost-16037-80




