Содержание
Какие бывают аппараты для сварки полипропиленовых труб – характеристики и преимущества вариантов
В большинстве случаев для проведения водоснабжения и канализации для личного пользования применяются полипропиленовые трубы, что очень удобно и практично. Пластиковые трубы инертны, имеют продолжительный срок службы, не подвергаются воздействию коррозии. Для их монтажа необходимо специальное оборудование. Существуют различные виды сварочных аппаратов для полипропиленовых труб. Все они имеют свои особенности.

Виды оборудования для пайки пластиковых труб
В специализированных магазинах можно найти различные типы оборудования для сварки полипропиленовых труб:
- ручные;
- механические;
- электрогидравлические;
- предназначенные для раструбной (муфтовой) сварки.
В зависимости от решаемой задачи и сложности выполняемых работ, применяется тот или иной вид оборудования. Рассмотрим каждый вид подробно.
Ручной инструмент
Если выполняется проведение пластикового трубопровода в собственном доме, то возникает вопрос, какой выбрать аппарат для сварки труб. Для этих целей можно приобрести ручной вариант. Он является самым простым из всех существующих видов.
Производится двух типов:
- Мечевидный.
- Цилиндрический.
Конструкция мечевидного сварочного аппарата выглядит следующим образом: на нагревательном элементе фиксируются насадки. Для выполнения крепления на устройстве могут присутствовать либо отверстия, либо втулки. Прибор оснащен термостатом, который позволяет регулировать температуру нагрева. Оборудование может различаться по внешнему виду и комплектации.
Важная характеристика мечевидных аппаратов – это их устойчивость, которая во время работы у самых дешевых моделей не является хорошей, возможен даже переворот. Такое может произойти во время использования насадок имеющих большой диаметр, из-за чего вся конструкция теряет устойчивость.

Цилиндрические модели относятся к профессиональным сварочным аппаратам. Крепление насадок осуществляется на удлиненный цилиндр, в котором находится нагревательный элемент.
Существует две разновидности таких моделей:
- С прямым цилиндром.
- Г-образные — предназначены для сварки труб в сложно доступных местах.
Ручные паяльники предназначены для пайки труб, не превышающих 40 мм в диаметре. Мощность таких аппаратов 300-500 Вт. Существуют модели, при помощи которых можно паять трубы диаметром до 160 мм. В этом случае мощность равна 2500 Вт.
Механический паяльник для сварки ПП труб
Закрепление деталей на механическом сварочном аппарате для труб из полипропилена производится давлением, которое создается вручную. Паяльник оснащен динамометром, который позволяет следить за показаниями давления (прочитайте: «Как выбрать паяльник для полипропиленовых труб и как его использовать»). Такое оборудование применяется для соединения труб маленького и среднего диаметра при сравнительно небольшом давлении.

Надежную фиксацию свариваемых труб обеспечивают специальные зажимы. В данном случае нагревательные элементы располагаются в диске.
Электрогидравлический паяльник
Соединение деталей сварочным аппаратом для п п труб выполняется таким же способом, как и механическим. Разница лишь в способе создания давления. В данном случае – это осуществляется электрогидравлическим приводом. Максимальное давление, создаваемое аппаратом, 120 атмосфер. Такой показатель дает возможность паять трубы, достигающие 63 см в диаметре, при этом швы получатся прочными и надежными.
Приборы для муфтовой сварки ПП труб
Для монтажа трубопровода могут применяться специальные муфты (фитинги), которые помещаются между соединяемыми частями. Чтобы выполнить соединение, нагревать следует внутреннюю часть муфты, и надеть ее на трубу. Данный способ является наиболее надежным.
Ручной дисковидный паяльник является лучшим аппаратом для сварки полипропиленовых труб, размер которых не превышает 40 мм в диаметре. Можно использовать насадки, позволяющие паять детали диаметром до 12,5 см. Совмещать трубу и муфту приходится вручную и очень быстро, из-за этого работа с данными размерами очень неудобна и зачастую неудачна.

Для сваривания труб, имеющих большой диаметр, используются электромуфтовые аппараты, которые способны выполнить центровку спаиваемых деталей во время их закрепления. Параметры сварки отображаются на дисплее.
Такие аппараты разработаны с применением последних технологических разработок и обладают автоматическим режимом работы.
На что ориентироваться при покупке сварочного аппарата
Когда встает вопрос, какой выбрать аппарат для сварки полипропиленовых труб, отталкиваться следует от планируемого объема работы.
Также необходимо учитывать следующие моменты:
- С трубами какого диаметра придется работать.
- Потребляемая мощность.
- Цена на сварочный аппарат.
Все перечисленное связано друг с другом. От того, с каким максимальным диаметром можно работать на данном аппарате, зависит мощность прибора. Принято считать, что показатель мощности (Вт) должен быть выше показателя диаметра (мм) в 10 раз.

Например, для трубы с внешним диаметром равным 30 мм, сварочный аппарат должен иметь мощность 300 Вт. Значения примерные, отклонение в обе стороны может составлять 30%. Для прокладки трубопровода большого диаметра требуется аппарат большой мощности, стоимость которого достаточно высокая.
Выбор ручного аппарата
Для использования в домашних условиях оптимальным вариантом является ручной аппарат для сварки полипропиленовых труб, который позволяет работать с трубами, не превышающими 40 мм в диаметре. Он не дорогой и функциональный в соответствии со своими техническими параметрами.
Ручной аппарат не подходит для монтажа трубопровода большого диаметра. Конечно, в теории такая возможность не исключена, однако выполнить качественное соединение труб превышающие 40-60 мм в диаметре таким инструментом очень сложно.
При покупке ручного аппарата следует проверить комплектацию.

В сварочный комплект для полипропиленовых труб могут входить следующие предметы:
- насадки разных диаметров;
- защитные перчатки;
- гаечные ключи;
- различные отвертки;
- рулетка;
- уровень;
- ножницы для резки труб.
Также на выбор прибора влияет цена. В магазинах представлены модели различной ценовой категории.
Выбор оборудования для сваривания труб большого диаметра
Проблема пайки труб большого диаметра состоит в том, что вручную с ними довольно трудно производить какие-либо действия. Необходимо выполнить правильное совмещение деталей после их разогрева паяльником, стык должен получиться ровным, аккуратным и герметичным.

Для таких случаев стоит приобрести механические сварочные аппараты. При помощи крепких зажимов соединение деталей производится сразу же после плавления. При помощи многих моделей механических аппаратов можно выполнять пайку труб под некоторым углом друг к другу (при создании отводов) и выполнять монтаж труб с изогнутыми муфтами.
Такое оборудование имеет высокую стоимость.
Выбор профессионального оборудования
Рассмотрим, как выбрать аппарат для сварки пластиковых труб, относящийся к профессиональному оборудованию. Его можно найти среди всех видов сварочных аппаратов, кроме тех, которые относятся к ручным паяльникам.
Кроме работы с нужными диаметрами труб, на решение приобрести тот или иной профессиональные сварочный аппарат могут повлиять такие характеристики прибора:
- Наличие полуавтоматического режима. Многие модели оснащены специальными сканерами для считывания с соединяемых деталей штрихкодов, содержащих в себе необходимые параметры сварки.
- Возможность пайки деталей из пластика под углом друг к другу.
- Оснащенность электрическим торцевателем предназначенным для обрезки труб.
- Электрогидравлический привод.

Большим недостатком подобного оборудования является их очень высокая стоимость. Цена на аппараты, позволяющие работать с трубами, имеющими 50-60 см в диаметре, во много раз выше. К тому же, такое оборудование имеет довольно большие размеры и вес.
Сварочный аппарат «FORA»
«FORA» производится в Турции. Существует несколько моделей таких сварочных аппаратов. Чаще всего для применения в домашних условиях приобретается модель «WELD 1500-2ST».
Данная модель относится к группе мечевидных ручных аппаратов. Может использоваться для сваривания через муфту труб, диаметром 16-75 мм. Температура нагревательного элемента может достигать 180-280°С. Потребляемая мощность составляет 1500 Вт.

В состав комплекта входят следующие предметы:
- 4 насадки: минимальный диаметр 20 мм, максимальный — 40 мм;
- крестовая отвертка;
- рулетка;
- ножницы для резки труб;
- подставка, имеющая крепление.
Отзывы о сварочном комплекте «FORA»
Владимир, 32 года, г. Омск
«Делал на даче водопровод. Для этого использовал пластиковые трубы диаметром 20 мм. Паял аппаратом FORA 1500-2ST, который позволяет соединять трубы через переходник. Я считаю такое соединение более надежным, чем сварка встык. Можно выставлять интенсивность нагрева. Нужного размера насадка уже входила в комплект, поэтому дополнительно покупать ничего не потребовалось.»
Сергей Александрович, 55 лет, г. Екатеринбург
«Большой плюс аппарата – надежная фиксация к столу, которая возможна благодаря имеющемуся винтовому зажиму. Можно не беспокоиться о том, что во время работы аппарат упадет.»
Чем паять трубы из полипропилена РОСТерм
Изнутри полипропиленовые трубы РОСТерм состоят из стекловолокна. Нет необходимости его зачищать, как алюминий. Подобные трубы свариваются аналогично обычным, посредством ручных мечевидных аппаратов. К примеру, можно воспользоваться немецким (фирма-изготовитель «Rothenberger») аппаратом «Roweld P40T». Читайте также: «Как делается сварка полипропиленовых труб – технологичные способы».

Данный прибор предназначен для раструбной сварки. Она выполняется следующим образом: производится нагревание дорна и гильзы, затем свариваемые части вручную соединяются. Потребляемая мощность равна 650 Вт.
Аппарат выпускается в следующей комплектации:
- 4 насадки: наименьший диаметр 20 мм, наибольший — 40 мм.
- Инструмент для установки насадок.
- Подставка для паяльника.
Отзывы о сварочном аппарате «Roweld P40T»
Сергей Петрович,47 лет, г. Самара
«1. Это самый маленький ручной паяльник для пластиковых труб, с которым мне доводилось работать. 2. Это действительно немецкое решение вопроса. Мощность аппарата не превышает нужных значений. По желанию его можно держать в руке, поставить или зафиксировать к столу струбциной.»
Сергей, 29 лет, г. Кемерово
«По сравнению с другими ручными паяльниками, этот довольно дорогой. Можно найти в несколько раз дешевле. Других недостатков не обнаружил.»
Существуют различные виды и модели сварочного оборудования для ПП труб. При таком многообразии можно растеряться. Чтобы этого не случилось, надо знать, как выбрать сварочный аппарат для полипропиленовых труб.
Технология автоматической сварки трубопроводов
Современные сварочные технологии шагнули далеко вперед. Одним из направлений является автоматическая сварка труб.
С применением автоматической сварки появилась возможность исключить значительный ряд недостатков, которые допускает дуговая ручная сварка (неоднородность шва, низкая надежность выполненных работ).
Качественная дуговая ручная сварка возможна только при ее выполнении квалифицированными рабочими, что тоже является минусом. Также необходима качественная подготовка труб к сварке.
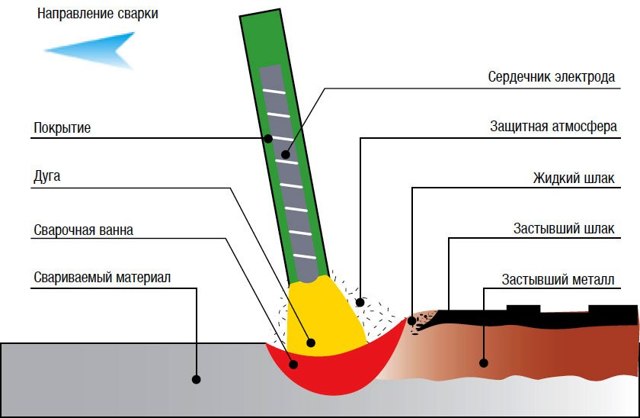
Схема процесса ручной дуговой сварки.
Ручная дуговая сварка имеет еще несколько недостатков:
- как уже указывалось выше, страдает качество швов при выполнении сварочных работ непрофессионалом;
- оказывает негативное воздействие как на окружающую среду, так и на рабочего, производящего процесс;
- ручная дуговая сварка имеет малый КПД и низкие показатели производительности (по сравнению с автоматической).
Если судить по степени автоматизации, то автоматическая сварка – наиболее современный технологический процесс в наше время. Отметим, что практически все виды возможно автоматизировать. Степень механизации сварочных процессов бывает двух видов:
- автоматическая;
- полуавтоматическая.
Автоматическая подразумевает механизированную подачу электрода и перемещение дуги, а полуавтоматическая – только подачу проволоки. Рассмотрим более подробно процесс автоматизированной сварки.
Оборудование для автоматической сварки и технология производства
Автоматическая сварка возможна только при использовании специального оборудования. Это непосредственно источник тока и специальный аппарат для подачи электрода с наличием автоматической головки для сварки (дуговой). Традиционно для автоматического варианта необходимо наличие плавкого электрода либо электродной проволоки, смотанной в бухты (мотки), массой от 5 до 60 кг.
Во время сварки происходит постепенная подача такой проволоки в зону дуги по мере ее расходования в процессе плавления.

Традиционно для автоматического варианта сварки необходимо наличие плавкого электрода либо электродной проволоки, смотанной в бухты (мотки), массой от 5 до 60 кг.
Из-за короткого расстояния, через которое проходит проволока, сварочный аппарат производит процесс постоянно подающимся коротким электродом. Это значительно уменьшает нагревание проволоки (преимущество перед другими видами). При изменении скорости плавления изменяется и скорость подачи проволоки. Так поддерживается постоянная длина дуги при сгорании проволоки.
Чтобы защитить сварочную ванну от воздействия воздуха, облегчить раскисление металла и его легирование, осуществляют предварительную засыпку шва достаточно объемным слоем флюса, в который погружается дуга.
Использование флюса предохраняет от разбрызгивания металла, повышает показатели сварочного тока и производительность (если сравнивать со сваркой открытой дугой), значительно повышается качество шва.
Виды сварочных автоматов
Современные производители выпускают дуговые сварочные автоматы двух видов, которые различаются по способу регулирования:
- автоматы, в которых регулируются электрические величины;
- автоматы, в которых подача сварочной проволоки осуществляется с постоянной скоростью.
Первый вид сварочных автоматов предусматривает регулировку подачи проволоки (скорости) и в зависимости от этого параметра меняется электрический показатель (чаще всего напряжение дуги). Напряжение дуги зависит только от ее длины и меняется соответственно ее изменению. Такие автоматы выпускаются довольно давно и положительно зарекомендовали себя в производстве сварочных работ.

Примение автоматического сварочного аппарата исключает необходимость применения более сложных схем регулировки.
Наиболее современным и более технологичным считается сварочный аппарат второго вида (наличие постоянной скорости подачи проволоки). Интенсивность саморегулирования сварочной дуги исключает необходимость применения более сложных схем регулировки.
Можно просто подавать проволоку в дугу в непрерывном режиме и со скоростью, равной скорости плавления. Происходит увеличение длины дуги, значит, налицо уменьшение скорости подачи проволоки. От чего же зависит саморегулирование? От плотности тока в проволоке.
Если плотность небольшая, процесс саморегулирования проходит очень медленно и это вызывает уменьшение длины дуги и, как следствие, короткое замыкание. Если же происходит увеличение, возможен обрыв дуги.
Быстрое возрастание плотности тока вызывает увеличение скорости плавления и процесса регулирования.
Классификация сварочных автоматов по способу перемещения
Качественный шов вы получите в том случае, если будете очень точно перемещать автомат при сварке изделия. Выпускаемые сегодня автоматы подразделяются на:
- подвесные сварочные автоматы;
- самоходные сварочные автоматы;
- сварочные тракторы.
Подвесные сварочные автоматы лишены возможности перемещаться, при сварке перемещаются изделия.
При сварке самоходными сварочными аппаратами осуществляется их установка на специальную тележку, и сварочные работы производят, перемещаясь по изделию либо находясь в неподвижном положении над подвижным объектом.
Самоходный сварочный автомат, а также сварочный трактор осуществляют движение по рельсовому пути. Сварочные аппараты являются более легкими и мобильными по сравнению с самоходными автоматами, их предназначение – сварка больших деталей, разнообразных корпусов и так далее.
Подготовка труб для сварочных работ
Разделку кромок производят с целью качественного провара заготовки вдоль сечения (это одно из условий прочности сварного соединения с металлом). Различают V-, К-, Х-образные формы кромок. Шов кромок может быть либо односторонним, либо двусторонним. Подготовка трубы к сварке включает в себя следующие действия:
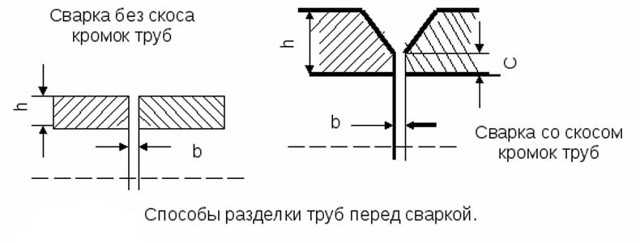
Разделку кромок производят с целью качественного провара заготовки вдоль сечения.
- очистка сварочных поверхностей от грязи и грунта;
- проверка формы кромок, при необходимости их правка (концы труб после правки кромок должны совпадать при осуществлении сборки);
- эллипс торца, вмятины и выбоины не должны быть больше, чем предусмотрено ГОСТом;
- очистка до блеска металла кромок снаружи и внутри на расстояние не меньше чем 10 миллиметров (при дуговой сварке);
- производство стыковки труб при помощи домкратов либо центраторов, которые обеспечат качественное совмещение кромок труб;
- фиксация стыков труб (при дуговой сварке) прихватками (количество определяется по специальной формуле, но не может быть меньше трех, длина должна составлять 6-8 см, толщина не меньше 4 мм);
- если швы стыков труб прямые, односторонние и продольные, допускается смещение кромок относительно друг друга;
- спиральные и двусторонние продольные швы допускается варить без смещения кромок.
Процесс подготовки к сварочным работам труб из нелегированных и низколегированных сталей включает такой этап, как разделка кромок. Такая разделка сварных кромок проводится чаще всего автогенными резаками. После того как разделка завершена, может понадобиться доработка кромок механическим способом (особенно кольцевых швов).
Особенности сварки трубопроводов высокого давления

Схема термообработки сварных стыков труб
Для сварки трубопроводов высокого давления применимы любые промышленные виды сварки. Выполнять такие работы могут только те сварщики, у которых имеется удостоверение об успешном прохождении испытаний, предусмотренных правилами Гостехнадзора, так как при работе с данными изделиями необходима высокая квалификация и ответственность.
При сварке труб с давлением требуется выполнение особых условий и строгий контроль качества. Затруднение вызывает большая толщина стенок трубы по отношению к небольшому диаметру.
Обязательно обеспечение высокого качества сварного шва вне зависимости от температурного режима, будь то нормальная, повышенная либо отрицательная температура транспортируемой среды. Шов должен быть устойчив к любой коррозии и выдерживать любые показатели давления.
Сварку стальных трубопроводов, находящихся под высоким давлением, производят электродуговым либо газовым способом (в зависимости от диаметра и толщины). Газовая сварка применяется только для труб из углеродистой стали с проходом от 6 до 25 мм.
Автоматическая и полуавтоматическая сварка с использованием флюса (при ручной подварке корня шва) применяется для труб с проходом 100 мм и более.
Сварка при помощи высокого давления
Сварка давлением подразумевает под собой процесс соединения верхних слоев свариваемых деталей.
Также для сварки давлением характерна диффузия частиц, которая ведет к стиранию границ раздела и прорастанию сквозь них кристаллов. Сварку давлением применяют в основном в машиностроении и приборостроении.
Способ с давлением зависит от вида свариваемого изделия и требований, предъявляемых к нему. Существуют 3 разновидности сварки давлением:
- точечная (применяется для тонколистовой стали);
- стыковая (давлением или оплавлением, применяется при производстве инструмента);
- роликовая (обеспечивает непрерывный либо прерывистый сварочный шов).
Сварка давлением рассматривается как разновидность контактной сварки. Поверхности находятся под высоким давлением, что позволяет получить соединение деталей без подогрева. Качество соединения под давлением напрямую зависит от работ по подготовке поверхности, от вида металла и от прилагаемых усилий.
Технология сварки давлением подразумевает применение нагрева и давления. Нагрев происходит с помощью электротока в месте контакта соединяемых элементов, давление создается при помощи электродов или других специальных приспособлений.
Сварка труб под давлением — Трубы и сантехника

При изготовлении и монтаже трубопроводов высокого давления применяют все промышленные способы сварки. Учитывая особую ответственность сварки труб высокого давления, к выполнению этих работ допускаются только сварщики, имеющие удостоверение о сдаче испытаний в соответствии с правилами Госгортехнадзора.
Трубы высокого давления требуют выполнения некоторых особых условий сварки и контроля качества. Особые условия сварки вызваны технологическими затруднениями вследствие больших толщин стенок труб при сравнительно небольших диаметрах.
При этом необходимо обеспечивать получение высоких механических свойств сварного шва при нормальных, отрицательных и повышенных температурах транспортируемой по трубопроводу среды, а также шва, стойкого против коррозии. Трубопроводы из сталей 20 и 30ХМА сваривают электродуговой или газовой сваркой в зависимости от их диаметра и толщины.
Применение газовой сварки допускается только для углеродистых труб с условным проходом от 6 до 25 мм.
Автоматическую и полуавтоматическую сварку под слоем флюса при ручной подварке корня шва применяют для труб с условным проходом 100 мм и выше. Трубы меньшего диаметра сваривают ручной электродуговой сваркой. Трубы с условным проходом от 25 до 40мм сваривают обычным швом с V-образной разделкой кромок, а более 60мм — с подкладными кольцами или без них.
При ручной сварке труб из стали 20 применяют электроды типа Э42А марки УОНИ13/45, а из сталей ЗОХМА, 20ХЗМВФ — электроды типа ЭП60 марок ЦЛ19ХМ и ВСН2. Перед прихваткой « еваркой стыки труб всех диаметров из легированных сталей (ЗОХМА, 20ХЗМВФ и др.
) предварительно подогревают до 300—350° С, а из стали 20 при толщине стенки более 27 мм — до 150—200° С. Температуру подогрева поддерживают в течение всего периода прихватки и сварки.
Количество слоев сварки зависит от толщины стенки и составляет от 4 до 10.
Полуавтоматическую сварку под флюсом осуществляют с помощью полуавтомата ПШ5 с удлиненным мундштуком и специальной воронкой. Сварку выполняют в несколько слоев в зависимости от толщины стенки трубы. Усиление шва должно быть в пределах 2—4 мм и обязательно с плавным переходом к основному металлу.
После любого вида сварки для снятия возникающих внутренних термических напряжений стыки на участке длиной не менее 200 мм (по 100 мм с обеих сторон шва) подвергают термической обработке. Стыки из стали 20 при толщине стенок труб более 27 мм подвергают отпуску при температуре 560—580° С с выдержкой 2,5—3 ч.
Технология сварки трубопроводов высокого давления
На сайте Вы можете найти информацию о сварных работах, технологии сварки и пайки различных материалов, требованиях и оборудовании.
[content-egg module=GdeSlon template=compare]
Трубопроводы (газовые или водяные) находятся под давлением, поэтому их сварка – особенно серьезное дело, которое требует очень высокой классификации и большого опыта от исполнителей.
Сварка труб под давлением предполагает непростые условия работы, так как толщина стенок у труб большая, а диаметры – меньше. Важно обеспечить надежность шва, стойкость против коррозии.
Причем вещества, которые находятся в трубах, могут быть разной температуры – как нормальной, так и повышенной или отрицательной.
Для сварки труб под давлением можно применять разные виды сварки, известные на сегодня.

Вид применяемой сварки зависит от параметров металла
Для стальных трубопроводов, выходя из их толщины и диаметра металла, применяют газовую сварку, а также электродугу. Если условный проход труб от 6 до 25 мм, можно применять газовую сварку.
- Что касается труб, у которых условный проход от 100 мм, более предпочтительна автоматическая и автоматическая сварка под слоем флюса.
- Для труб небольшого диаметра подходит работа электродуговой ручной сваркой.
- Если у труб условный проход от 25 до 40 миллиметров, для их сварки применяют обычный шов и v-образную разделку кромок, а в случае условного прохода от 60 мм – с подкладными кольцами.

Особенности сварки труб под давлением
При ручной сварки стали с маркировкой 20 применяются электроды типа Э42А диаметром до трех миллиметров с рутиловым или втористо-кальциевым покрытием. Перед свариванием стыки труб нужно разогреть до 300 градусов. Если труба из более тонкой стали – до двухсот.
Для сварки водопроводных труб из оцинкованной стали используется самозащитная проволока, диаметр которой от 0,8 до 1.2 миллиметра. Сварка труб из обычной стали производится внахлест.
Чем больше толщина стенки трубы, тем больше слоев сварки накладывают: наименьшее – 4, наибольшее – 10.
Если сварка производится полуавтоматом под флюсом, то делают это с помощью удлиненного мундштука, а также специальной воронки. Варят в этом случае также в несколько слоев, выходя из толщины стенки трубы. Шов усиливают не более, чем на 4 мм, плавно переходя к основному металлу.
Важно после любого вида сварки снять внутренние термические напряжения. Для этого стыки на расстоянии 10 см с каждой стороны шва термически обрабатывают.
Проводим работы
У сваривания трубопровода есть особенность – трубу невозможно повернуть так, чтобы было удобно сварщику. Особенно усложняется задача, если труба расположена вплотную около стенки. Некоторые сварщики используют зеркало, чтобы выполнить все максимально точно.

Обычно на трубе вырезается отверстие и сваривается ее внутренняя поверхность, а потом внешняя часть.
Трубы варятся, начиная с середины. Чаще всего используют потолочный шов. Электрод располагают перпендикулярно к месту сварки и плотно прижимают к металлу. Следующий шов – вертикальный.
Электрод теперь расположен под углом, чтобы расплавленный металл не стекал. Точечная сварка приемлема на вертикальном участке. Далее – горизонтальная сварка.
Это простой этап, главное, хорошо проварить место соединения и при этом не прожечь металл.

После отбивания шлака нужно проварить с другой стороны, стараясь не попадать на ранее наложенный сварной шов. Все остальные манипуляции повторяются как при первом этапе сварки.
Сварка труб под давлением требует особо тщательного соблюдения техники безопасности.
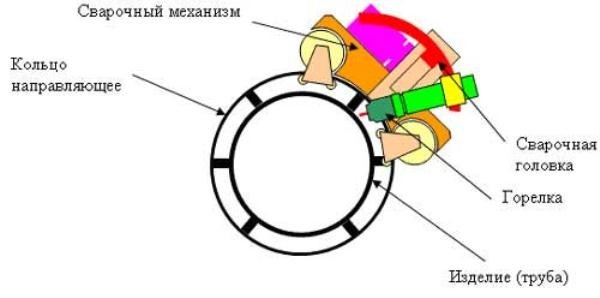
Что такое орбитальная сварка
Для монтажа трубопроводов в полевых условиях используется орбитальная сварка. Это автоматизированный процесс соединения бесповоротных стыков. Труба проваривается головкой, закрепленной на вращающемся устройстве.
Специальный зажим плотно фиксирует аппарат в рабочей зоне. Для работы необходимы навыки оператора. Сварщик выбирает необходимый режим в зависимости от размера, толщины стенки, химического состава сплава.
В процессе работы следит за параметрами.

Особенности орбитальной сварки
Дуга в автоматическом режиме проворачивается по всей окружности, труба равномерно проваривается со всех сторон. Стыковая сварка труб орбитальными аппаратами незаменима в труднодоступных местах, где сложно проварить неподвижную заготовку.
Сварочный автоматизированный процесс представляет собой ручную или аргонодуговую электросварку с использованием тугоплавкого вольфрамового электрода и наплавочной проволоки. При зажигании дуги кромки оплавляются, создается ванна расплава. Присадка образует на месте стыка аккуратный валик. Головка проходит по всей окружности (орбите). Заготовки при работе не вращаются, остаются неподвижными.
Область применения
Автоматы для орбитального соединения трубных стыков используют:
- для линейного монтажа трубопроводов;
- крепления фланцев;
- соединения отрезков трубного проката с отводами, тройниками, другой трубной арматурой;
- сварки трубной доски теплообменников.
Орбитальная сварка труб минимизирует процент брака, увеличивается скорость монтажа трубопроводов, сборки котлов и теплообменников. Упрощается ремонт ТЭС, ТЭЦ, обслуживание нефтепроводов, газовых магистралей, инженерных коммуникаций.
Преимущества и недостатки
Стыковая сварка орбитальными автоматами обеспечивает герметичность трубопроводов за счет качественных швов. Металл проваривается по всей окружности равномерно. Преимущества орбитальной сварки труб:
- снижается риск дефектов шовного валика;
- регулирование дуги снижает область разбрызгивания ванны расплава;
- соединение частей трубопровода, трубных досок можно производить в любом пространсвенном положении;
- широкий диапазон свариваемых сплавов: углеродистых и легированных сталей, цветного металла;
- возможность работать с присадкой и без нее;
- отсутствие окалины на шве;
- процесс протекает без образования дыма.
Сварка профильных труб
- высокая стоимость аппаратов;
- сложность ремонта и обслуживания оборудования;
- низкая скорость тонких трубопроводов (головка медленно движется по небольшой орбите).
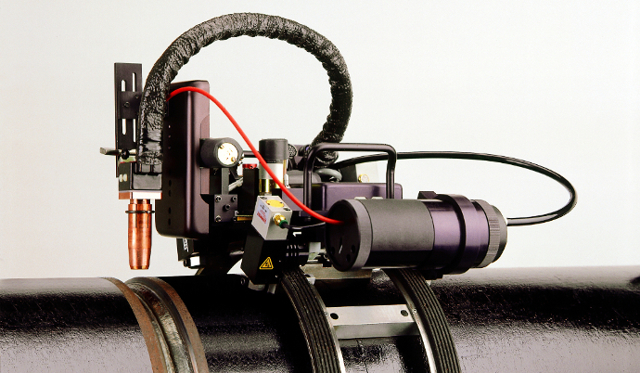
Оборудование для орбитальной сварки труб
У аппарата для сварки трубопроводов имеется:
- источник электропитания – инвертор, выдающий от 30 до 400 А, подключаемый к однофазной сети напряжением 220 В или трехфазной 380 В, с ним просто контролировать силу рабочего тока;
- вольфрамовый электрод;
- соединительная головка, образующая шов;
- клещевая система крепления, фиксирующая головку на трубе;
- система подачи газа с регулируемым соплом для проволоки;
- блок управления, регулируется:
- частота вращения головки;
- скорость подачи прутка;
- расход инертного газа (объем впрыскивания);
- угол наклона электрода.
Некоторые модели оснащены печатающим устройством, информацию о режиме работы можно вывести на бумагу.
Оборудование для орбитальной сварки применяется при монтаже труб с наружным диаметром от 17 до 170 мм.
Выпускают аппараты для аргонодуговой и ручной дуговой сварки в защитной атмосфере трех основных типоразмеров (величина свариваемых труб указана в мм): 17–50; 33–90; 60–170.
По согласованию с заказчиком некоторые производители делают фиксирующие клещи другого размера. Верхний предел увеличивают до 275 мм. Разработаны модели для тонкого трубного проката, минимальный наружный размер – 1,6 мм.
Виды орбитальных головок, удерживающих горелку на фиксированном расстоянии от свариваемого металла:
- Закрытого типа рассчитана на соединение труб небольшого диаметра. Стык располагается в камере, заполненной защитным газом. Такие головки считаются самыми надежными, они образуют герметичный шов, не содержащий окислов.
- Открыто типа, аргон или другой инертный газ или специальная смесь поступает в рабочую зону под давлением. Такие головки используют на толстостенных трубах, где стык заваривается за несколько циклов. Горелка для удобства наклоняется под нужным углом до 45°.
Для трубных досок, головки созданы для ремонта теплообменников, регулировка процесса происходит в автоматическом режиме, оператору достаточно установить клещевое крепление.
Карандаш для сварки металла
Предусмотрена система предварительного прогрева электрода и свариваемого металла до необходимой температуры, имеется система охлаждения, по замкнутому контуру циркулирует вода.
Технология сварки
Для выравнивания концов применяют отрезные станки, обеспечивающие вертикальную ровную кромку. Толстостенные трубы подготавливают к работе в заводских условиях: производят разделку кромок, срезают под углом 30°. Тонкостенный прокат заплавляют без присадки.
До орбитальной сварки труб проводятся подготовительные работы. Производится очистка концов от заусенцев, загрязнений. Подготовленные отрезки центруют, укладывают на установленном расстоянии друг от друга. Для орбитальной сварки труб малого диаметра достаточно приобрести съемную головку. Она крепится на универсальных зажимных системах.
Поверхность стыка делят на сектора, для каждого задаются индивидуальные режимы с учетом давления собственного веса заготовки в нижней части. Расплавленный металл не должен провисать сверху. Параметры рабочего тока, скорость подачи присадочного прутка устанавливает оператор в зависимости от марки стали, формы заготовки.
Орбитальный аппарат крепится в области стыка.
Сваривание металла производится автоматически. После заделки всех секторов оборудование отключается самостоятельно.
Орбитальные аппараты узкоспециальные. Их приобретают для монтажа трубопроводов большой протяженностью, для ремонта теплообменников и котлов. Это наиболее перспективный метод монтажа трубного проката. В быту подобное оборудование применять нецелесообразно из-за длительного периода окупаемости.
Что такое орбитальная сварка Ссылка на основную публикацию 

Автоматическая и полуавтоматическая сварка труб под флюсом
Инженеры уже давно думали об автоматизации сварки, которая бы посодействовала ускорению многих работ на производстве. Один из изобретенных вариантов — автоматическая сварка под флюсом.
Этот метод был внедрен в промышленность в 1939 году благодаря разработкам академика Патона Е.О. и его команды при институте электросварки.
Как осуществляется дуговая сварка под флюсом? В чем ее преимущества? Какое используется оборудование для автоматической сварки?
Суть процесса и варианты
Автоматическая сварка под слоем флюса, называемая в международной системе SAW, основана на горении электрической дуги, плавящей кромки металла. Для этого в зону сварки подается проволока, (ГОСТ 16130-72 или с иными составами), между кончиком которой и изделием возбуждается дуга.
Сварочный трактор, параллельно с этим, подает в зону соединения специальный порошок — флюс, который покрывает расплавленную часть шва, защищая от воздействия внешних газов.
Дополнительно, слой флюса содействует лучшей вплавляемости легирующих элементов в шовную структуру, и уменьшает разбрызгивание металла.
Плавящийся конец проволоки удерживается головкой сварочного автомата на определенном расстоянии от изделия. Сварочный станок может работать неподвижно, когда его используют для сварки труб, которые вращаются на роликах, приводящихся в движение редуктором. Или же головка аппарата может двигаться по заданной траектории, благодаря наличию шаблона, соответствующего форме соединения.
Оператор установки только настраивает режимы сварки и запускает процесс. Технология автоматической сварки под флюсом требует человеческого контроля над работой и корректировки режимов, а также периодической оценки качества результата. Модели, называемые сварочный трактор, передвигаются самостоятельно на собственных шасси, вдоль линии соединения.
Все основные узлы такой машины двигаются вместе с ней.
По ГОСТ 8713-79 различают следующие виды работ, которые может выполнять сварочный станок:
- сваривать изделия на весу, без поддержек для обратной стороны шва;
- на специальной медной подкладке, предохраняющей от протекания и наплывов;
- на подушке из порошка;
- на медном ползуне, сопровождающем движение головки аппарата.
В некоторых случаях требуется накладывать предварительный корневой шов, по которому сварочный трактор будет вести свою работу. В других технологиях необходимо производить подварочные швы с обратной стороны изделия.
Применение сварочного метода
Автоматическая дуговая сварка соответствует параметрам ГОСТ 8713-79. Благодаря высокой скорости работы она успешно применяется для нанесения ровных швов в продольном положении.
Для обеспечения прямого движения головки, сварочный станок снабжается шаблонами, вдоль края которых двигается электродная проволока и горит дуга. Таким методом быстро соединяются толстые листы железа, используемые для промышленных конструкций.
Возможны и фигурные движения головки аппарата. Для этого устанавливают соответствующий шаблон.
Сварочные трактора для сварки под флюсом способны выполнять все швы, обозначенные ГОСТ 11533-75. Они хорошо подходят для соединений: встык, внахлест, угловых и тавровых. Шов получается ровный и хорошо расплавленный, без перерасхода присадочного материала.
Там где требуется проложить трубопровод особенно успешно применяется автоматическая сварка кольцевых швов. Сущность метода заключается во вращении изделия под неподвижной головкой сварочного аппарата. Благодаря повышенной силе тока, работы ведутся быстрее, чем в ручном режиме. Швы получаются высокого качества.
Автоматическая сварка труб может проводиться на большом участке, соединяя секции в одну линию. Размер таких заготовок достигает 25 метров. Реальны и большие соединения, но это зависит от возможности транспортировки трубы к месту укладки. Дополнительно, задействуют тягачи или железнодорожная техника.
При помощи крана трубы укладываются в магистраль, а заключительный стыковой шов выполняет сварщик вручную. Это значительно ускоряет процесс прокладки трубопроводов.
Преимущества автоматического метода
Сварочный станок, работающий в автоматическом режиме, отличается рядом преимуществ перед другими видами сварки. А именно:
- высокая производительность выполнения работ за счет увеличенной силы тока и скорости ведения шва, которая может превышать показатели других методов в 15 раз;
- хорошее качество соединения благодаря стабильность подачи присадки и постоянной скорости прохода всей линии;
- глубокое проплавление;
- работа с трубами больших диаметров;
- задействование меньшего количества сварщиков на одинаковый объем работ;
- более благоприятные условия труда для сварщика и меньший вред для здоровья, ввиду удаленности от источника излучения и дыма.
Быстрые режимы автоматической сварки под флюсом достигаются и за счет использования порошка, который подается в зону горения дуги из специального бункера по трубке. Количество высыпания регулируется широтой открытия заслонки. Внешне, флюс похож на круглые светлые шарики, мелкого гранулирования. Посыпание зоны сварки флюсом имеет следующие преимущества:
- исключает разбрызгивание металла сварочной ванны и присадочного элемента;
- придает стабильности дуге;
- задерживает процесс остывания сварочного шва, что улучшает его физические свойства;
- защищает сварочную ванну от взаимодействия расплавленного металла с кислородом;
- раскисляет металл и помогает качественней вплавляться легирующим элементам.
Сварочный трактор плавит часть порошка электрической дугой от проволоки, вследствие чего образуется небольшая корка на поверхности соединения. Другая часть порошка так и остается в виде гранул. После завершения шва требуется удаление слоя шлака молотком и щеткой по металлу. Очищенное изделие готово к покраске или обработке антикоррозийными составами.
Разновидности автоматической сварки
Автоматический сварочный аппарат, создающий дугу подачей тока на проволоку, и защищающий сварочную ванну слоем флюса, может иметь несколько вариантов исполнения. Это могут быть станки с подвижной головкой, выполняющие ровные или шаблонные линии швов. Для трубопроводов используют неподвижные головки, под которыми изделие вращается на роликах.
Тракторы сами ездят по изделию, перевозя аппарат и одновременно ведя сварку. Во всех моделях применяется плавящийся электрод (проволока ГОСТ 16130-72). За последующее время, после внедрения в промышленность этих методов, были разработаны и другие устройства, позволяющие автоматизировать сварочные работы.
Некоторые принципы работы таких установок похожи, а другие отличаются в корне.
В среде аргона
Одной из разновидностей является автоматическая аргонодуговая сварка неплавящимся электродом. В качестве последнего выступает стержень из вольфрама с некоторыми добавками.
Между ним и изделием возбуждается электрическая дуга, а аргоновый состав газовой смеси, подаваемый через сопло головки аппарата, не дает углероду вырываться через поверхность шва. Благодаря этому соединение получается крепким и ровным.
Сварка в среде защитных газов может выполняться стационарно закрепленной головкой устройства, под которой изделие проворачивается, так и движущейся частью по линии соединения. Аргонно-дуговой метод активно применяется при работе с нержавеющими трубами и емкостями.
Порошковой проволокой
Еще одним вариантом является автоматическая сварка порошковой проволокой. Аппарат подает плавящийся электрод в зону сварки по роликам. Напряжение на конце проволоки создает дугу. Но для защиты расплавленного металла используется не порошок из бункера, а флюс, находящийся в самой проволоке.
Для этого последняя изготавливается трубчатой формы и укладывается в бобины. Такой расходный материал стоит дороже, но облегчает подготовку к сварочному процессу. Сварочный станок не требует загрузки флюса в бункер. Наплавленный шов, как и в случае с насыпным порошком, нуждается в очистке.
Аппараты могут работать перемещаясь на самом изделии или неподвижно, с прокруткой свариваемых частей под ними.
Плазменная сварка
Для быстрого соединения легированных сталей была разработана автоматическая плазменная сварка. В подобных устройствах электрическая дуга горит между двумя электродами в головке горелки. Аргон или гелий, подающиеся под высоким давлением и закрученный завихрителем, содействует ионизации пламени дуги, и усилению ее температуры.
Плазменная сварка устанавливается на кронштейны, которые могут вращаться по оси. Расстояние от центра до головки может изменяться, что делает удобным это оборудование для круговых автоматических швов днищ емкостей.
В зависимости от толщины металла и требуемой высоты шва, устройство может снабжаться дополнительным блоком подающим присадочную проволоку.
Кроме вышеперечисленных агрегатов встречаются их полуавтоматические версии, где сварщику требуется направлять сварочную головку или руководить движением трактора.
Автоматическая и полуавтоматическая сварка востребованы не только на крупных предприятиях, но в небольших фирмах. Ведь таким способом можно значительно повышать производительность и доходность.
Некоторые умельцы смогли сделать самодельный аппарат на основе полуавтомата, который способен передвигаться по заданной траектории.
Режимы и особенности
Сваривание автоматическим методом происходит на повышенных токах. Это обеспечивает высокую скорость и эффективность процесса. Рекомендуемые параметры следующие:
| Диаметр проволоки, мм | Сила тока, А |
| 2 | 200-300 |
| 3 | 350-500 |
| 4 | 400-700 |
| 5 | 500-1000 |
Кроме этого, на каждый вид работы при задействовании автоматической сварки на трубопроводе, составляется технологическая карта, в которой указывается весь комплекс усилий и ресурсов, чтобы соединить один километр трубы.
Сюда входят: трудоемкость (наличие определенного числа человек и дней на выполнение), выработка за одну смену, необходимость в кране (количество машин на смену), затрачиваемость энергетических ресурсов (тока и горючего), конкретные требования по сборке и сварке изделий, техника безопасности.
Благодаря автоматизации сварочного процесса ускорилось выполнение многих работ. Эти машины облегчают монтаж трубопроводов и других конструкций. А высокое качество швов позволяет использовать их на ответственных соединениях.
- Поделись с друзьями
- 0
- 0
- 0
- 0
Сварка в строительстве трубопроводов
Транспортировку бытовым и промышленным потребителям воды, газа, нефтепродуктов все чаще производят по трубопроводам. Поэтому строительство таких инженерных сооружений становится все более востребованной сферой промышленности.
Первоначально прокладку труб производили с использованием муфтовых резьбовых соединений. Однако для более надежной транспортировки жидких и газообразных продуктов стали применять трубы больших диаметров с особыми характеристиками.
Это потребовало поиска наиболее прогрессивных способов сварки стыков трубопроводов. В этой задаче нужно обеспечить не только минимальное время выполнения монтажных работ, но и гарантировать максимальную герметичность сварных соединения.
В связи с этим, применение дуговой сварки в строительстве трубопроводов позволяло эффективно справиться с решением такой задачи.

Классификация трубопроводов
Такие инженерные сооружения специалисты классифицируют по нескольким основным факторам:
По функциональному назначению:
- Магистральные. Прокладываются для транспортировки различных веществ на значительные расстояния. Как правило, по ним перекачивают газ, нефть, воду. Непременно комплектуются насосными станциями.
- Технологические. Используются в большинстве промышленных предприятий для обеспечения производственного оборудования необходимым для выполнения технологических процессов жидким и газообразным сырьем, таким как газ, пар, вода, определенные нефтепродукты, сжатый воздух. Также довольно часто такие трубопроводы задействуют для транспортировки изготовленной продукции.
- Коммунально-сетевые. С их помощью обеспечивается подача горячей и холодной воды, пара к бытовым потребителям. Такие трубопроводы отличаются достаточно сложным монтажом, так как для их нормального функционирования необходимо множество изгибов, переходов, распределительных соединений.
- Судовые и машинные. Их монтируют, как правило, на морских добывающих платформах и крупных судах.
- Наземные и надземные. Для прокладки надземных требопроводов используют разнообразные балки, эстакады, опоры, позволяющие гарантированно удерживать трубы над поверхностью грунта.
- Подземные. Укладываются в траншеях либо в специальных каналах.
- Подводные. Прокладывают по дну озер, рек, морей.
- Плавающие. С помощью специальных устройств удерживаются на поверхности воды.
По виду транспортируемого материала:
- Газопроводы. Они могут быть как магистральными, так и коммунальными. На пути укладки такого типатрубопроводов обустраивают распределительные станции. Для строительства магистральных газопроводов применяют трубы диаметром до 1,5 метров. А для прокладки коммунальных газопроводов используют трубный металлопрокат с поперечным сечением до 2 дюймов.
- Нефтепроводы. С помощью таких магистральных и коммунальных трубопроводов осуществляют доставку к перерабатывающим предприятиям как нефти, так и продуктов ее переработки. Их прокладывают не только наземным, но и подземным, и даже подводным способом.
- Водопроводные. Как правило, это коммунальные системы для подачи холодной и горячей воды бытовым и промышленным потребителям. В последнее время все чаще их прокладывают с использованием металлопластиковых труб. Но иногда строят и магистральные.
- Канализационные. С их помощью производят из зданий различного назначения отвод жидких хозяйственно-бытовых отходов.
По способности выдерживать определенное давление транспортируемого по трубам материала:
- Низкого давления. Прокладываются для передачи жидких и газообразных веществ под давлением до 12 атмосфер.
- Среднего давления. Для транспортировки разнообразных продуктов в жидком либо газообразном состоянии с давлением в диапазоне 12…25 атмосфер.
- Высокого давления – гарантированно выдерживают давление больше 25 атмосфер. Традиционно это газовые и нефтяные магистральные трубопроводы.
Также трубопроводы могут строиться с учетом необходимости выдерживать определенные температуры, противостоять степени агрессивности передаваемых веществ.
Способы сварки трубопроводов
Магистральные трубопроводы для транспортировки разнообразных материалов сваривают чаще всего с применением дуговых методов сварки.
Автоматическая электродуговая сварка под флюсом используется для выполнения больше 60% всех сварных стыков на магистральных трубопровожах.
Такая технология наиболее эффективна при сварке поворотных стыков трубопроводов, имеющих диаметры в диапазоне 219…1420 мм.
Для выполнения сложных неповоротных стыков чаще всего пользуют ручную дуговую сварку. Такой способ соединения дает возможность выполнять сварочный процесс в различных пространственных положениях.
Большой популярностью при строительстве нефтепроводов и газопроводов пользуется механизированный способ сварки с применением порошковой проволоки, позволяющей получать правильную геометрию сварочного шва в различных пространсвенных положениях.
Такая технология сварки трубопроводов дает возможность оптимизировать затраты на их строительство.
Механизированный сварочный процесс позволяет повысить производительность и осуществлять сварку со скоростью 30…60 см/мин, а при ручной дуговой сварке этот показатель составляет около 10…20 см/мин .
Требования к подготовки трубы перед сваркой
Получить качественное неразъемное соединение можно лишь при условии хорошей подготовки торцев свариваемых труб. Традиционно для этого необходимо произвести следующие операции:
- Выполняется правка торца каждого трубного изделия, подвергающегося сварке. В результате такой процедуры конец трубы должен иметь правильную круглую форму и перпендикулярную поферхность относительно продольной оси трубы. После транспортировки возможны деформации различной степени. Такой процесс правки и торцевания производят с использованием разнообразного механического, гидравлического, пневматического оборудования. При сварке труб большого диаметра также производят снятие фаски на торце перед сваркой. Это позволяет получить качественное проплавление и формирование геометрии сварного шва.
- Произвести зачистку концов труб от ржавчины, масляных и других видов загрязнений. Получить сварочный стык с высокими механическими и прочностыми характеристиками можно лишь при сварке подготовленных чистых поверхностей свариваемого металла. Метод очистки в каждом конкретном случаем нужно подбирать с учетом вида загрязнения. Для удаления органических и маслянистых загрязнений применяют специальные обезжиривающие составы. С помощью стальных щеток либо абразивных кругов удаляют ржавчину и коррозионностойкие покрытия, изоляцию в случае их наличия.
После подготовки торцев труб и применяемых сварочного оборудвования можно приступать к монтажу трубопровода.
Сварка полиэтиленовых ПНД, ПЭ труб, своими руками.
ПНД – полиэтилен низкого давления высокой плотности, который производят методом полимеризации из горючего газа этилена. ПЭ – первичный полиэтилен низкого давления, из того же сырья, но более чистый, с более однородной структурой, без примесей. Соединение труб в единую магистраль производится разными способами. Может быть разъемным и неразъемным. Сварка ПНД труб выполняется так же, как и сварка труб ПЭ.
Пайка труб похожа сравнительно со сваркой ПНД. Все-же принято называть этот процесс сваркой не пайкой ПНД труб, так для соединения ПНД труб есть сварочные аппараты, отнюдь не паяльные.

В статье представлено подробное описание особенностей соединений и алгоритмов их осуществления. Все необходимое для строительства трубопровода можно купить в нашем интернет-магазине.
Плюсы и минусы труб ПНД
Полиэтиленовые трубы производятся из полиэтилена низкого давления разных марок: вторичного и первичного происхождения. Они отличаются химической стойкостью к многим жидким веществам. Выделяют три основные категории ПНД труб: водопроводные (для холодного водоснабжения и канализации), газовые, технические.

Плюсы ПНД как материала для трубопроводов:
- Легко устанавливаются, не требуют сложного оборудования и высокой квалификации исполнителя. Малые участки могут монтироваться вручную с помощью разъемных соединений. Трубы больших диаметров свариваются.
- Отличаются высокой прочностью, пластичностью, способностью восстанавливаться после незначительных деформаций и надежностью соединения.
- Не подвержены коррозии, что позволяет снизить расходы на содержание, ремонт трубопровода.
- Способствуют энергетической эффективности насосного оборудования, так как гладкая поверхность внутренних стенок труб исключает образование отложений, которые могли бы препятствовать прохождению среды по трубе и требовать большего напора жидкости и мощности насоса.
- Не разрушаются при перепаде внешних температур в значительном диапазоне. Могут замерзать зимой и оттаивать в теплое время без повреждения и ухудшения эксплуатационных качеств.
- Являются безопасными, не выделяют токсичные вещества, поэтому подходят для систем, транспортирующих питьевую воду, не изменяют ее состав и вкусовые качества.
- Сохраняют химическую инертность по отношению к концентрированным кислотам и щелочам.
- Имеют низкую стоимость. Гораздо менее затратные по сравнению со стальными трубами и другими полимерными системами, включая низкие расходы на их доставку (легкий вес и не хрупкость)
- Относятся к экологичным продуктам, так как при производстве и утилизации не наносится вред окружающей среды.
Минусы ПНД:
- При всей прочности и устойчивости труб к агрессивным химическим средам, коррозии, перепаду температур, полиэтилен расслаивается и становится хрупким под продолжительным воздействием ультрафиолета, поэтому в солнечных географических зонах трубы не используются для наземных систем с целью долгосрочной эксплуатации (более 2 лет). Исключение составляет сшитый полиэтилен, который не демонстрирует чувствительность к этому фактору воздействия.
- Полиэтиленовые трубы относятся к горючим объектам, поэтому их реже применяют для транспортировки горячей воды и в условиях очень высоких температур (превышающих 50°С). Даже при показателях ниже пограничного, в продолжительную интенсивную жару полиэтиленовые трубопроводы, обладая высоким температурным расширением, могут деформироваться, провисать. Чтобы компенсировать это явление устанавливаются специальные компенсационные элементы. А там, где важна сварка пнд в стык используют армированные трубы.
- При горении выделяют ядовитые вещества, которые опасны для здоровья.
- Для полиэтиленовых труб есть ограничение в рабочем давлении (не более 20 МПа).
Способы соединения ПНД полиэтиленовых труб
Легкие полиэтиленовые трубы просто монтируются без привлечения тяжелой техники. Возможны разъемные и неразъемные соединения. Сварка выполняется сварочными аппаратами, предназначенными для труб ПНД. Разъемная установка производится с помощью специальных приспособлений.

Разъемные соединения
Для разъемных соединений используются соединительные детали. Такие стыки можно разбирать. Среди преимуществ — простота монтажных работ, обслуживания и ремонта. Расходы меньше затрат на сварку, для которой нужно иметь специальную технику. Метод используется для установки труб под водой и в других условиях, где сварочное соединение невозможно.
Разъемные соединения незначительно, но уступают по прочности сварным, поэтому их не применяют в газовых и напорных водопроводных системах. Выполнить из можно четырьмя способами. Есть фитинговые, раструбные, фланцевые.

С использованием фитингов из ПНД
Это соединение основано на применении резьбы и компрессионного фитинга, который состоит из втулки (цанги), накидной гайки, зажимного и уплотнительного колец, корпуса – фиксатора для гайки. Для организации переходов и разветвлений в комплектацию могут быть добавлены различные конструкционные элементы.
Подходит для труб диаметром не более 50 мм и обеспечиваит быстрый, простую прокладку магистрали. Может стыковать участки разных размеров и изготовленные из разных материалов (металлопластика, пропилена). Получается надежное, герметичное соединение многоразовой эксплуатации.
Работы выполняются следующим образом:
- Фитинг продается в собранном виде, поэтому перед началом работ его разбирают.
- Трубу подготавливают, обеспечивают ее чистоту, подрезают фаску под углом 45⁰ с помощью фаскоснимателя или острого ножа.
- На торцах подготовленного края трубы обозначают глубину вхождения фитинга с помощью маркера.
- Герметичность усиливается обработкой трубных торцов жидким мылом.
- Труба вводится в соединительный элемент (кольцо) до упора.
- Затягивается обжимная гайка на резьбе без избыточного зажима.
Применяется для безнапорных канализационных, водопроводных (технических и питьевых) систем. Не применяется для газовых транспортных систем, подземных трубопроводов.
Раструбный способ соединения
Редко применяемый способ соединения, так как не обеспечивает высокую герметичность. Используется дополнительная труба с раструбом в качестве соединительного элемента.
Работы выполняются следующим образом:
- Оба участка очищаются, тестируются на отсутствие трещин и повреждение.
- Конец соединительной трубы подрезается.
- На раструбной трубе устанавливается резиновая прокладка.
- Оба конца обрабатывают силиконовым или клеевым составом.
- Соединяемая труба вводится в торец раструбной трубы с уплотнителем.
Подходит для построения тоннелей для кабелей или для создания безнапорной канализационной системы. Может применяться для трубопроводов с участками из разных материалов (полиэтилена и чугуна).
Соединение труб посредством установки фланца

Для соединения труб с большим диаметром обычно используется фланцевое соединение. Основным соединительным элементом является круглый и квадратный фланец с отверстиями для крепежных деталей (болтов). Фланец является опорой для креплений. Обеспечивает высокопрочное и герметичное соединение. Позволяет создать проходные и тупиковые варианты, подключить к системе вентили, регуляторы, а также соединить участки трубопровода из разных материалов (полиэтилен и металл).
Работы выполняются следующим образом:
- Поверхностные части трубы и фланца очищают и обезжиривают, осматривают, чтобы исключить повреждения.
- Устанавливается прокладка по центру – важно не допустить перекос.
- В соединяемые трубы уставляются фланцы с проверкой их перпендикулярности с помощью угольника.
- Затягивают болты.
Используется в промышленных условиях, химической отрасли, ЖКХ для организации трубопроводов с большим сроком эксплуатации. Подходит для напорных систем, для которых все же рекомендуется применять сварочные соединения.
Неразъемные соединения — сварка ПНД труб

Единственно возможный способ для установки трубопроводов с большим диаметром. Отличается высоким уровнем герметичности, так как под воздействием высоких температур создается высокомолекулярное соединение, которое можно сравнить с целостной поверхностью. Полиэтилен относится к материалам с хорошей свариваемостью, так как поддерживает вязкотекучее состояние в широком температурном диапазоне и имеет небольшую вязкость расплава.
Из наиболее востребованных сварок выделяют стыковую, раструбную, электромуфтовую (с закладными нагревателями).
Сваривание труб встык
Стыковая сварка пнд – наиболее частый способ сварки. Соединяются торцы двух деталей с одинаковым диаметром и одинаковой толщиной стенок с помощью сварочного аппарата. Для напорных систем выполняется в промышленных условиях специальными машинами (механическими и электрогидравлическими), так как соединение встык требует высокой точности и аккуратности исполнения. Вручную можно делать только для безнапорных трубопроводов.
Работы выполняются следующим образом:
- Подготавливается идеально ровная рабочая поверхность.
- Детали очищаются, обезжириваются, торцуются.
- Трубы проверяются на отсутствие деформаций, повреждений, эллипсности.
- Равномерно по всему диаметру торцы труб нагреваются аппаратом до температуры размягчения материала.
- Размягченные концы совмещаются и прижимаются под давлением на протяжении времени, необходимого для остывания полиэтилена.
В результате получается идеально ровный симметричный шов, обеспечивающий равнопрочный участок трубопровода по отношению к цельному материалу. Метод снижает затраты на установку.
Сваривание встык трубопровода экструдером под углом

Экструзионная сварка позволяет создать соединение прочностью до 70–100 % от прочности целостного материала. Выполняется с помощью оборудования, которое состоит из нагревательного элемента, шнека, воздухоподающей системы, накопителя для гранул и башмака, придавливающего присадку. Подходит только для соединения труб из одинакового материала.
Работы выполняются следующим образом:
- Трубы очищаются, обезжириваются, тестируются на наличие дефектов.
- Торцам соединяемых труб придается необходимая форма.
- Поверхность предварительно нагревается воздухом из экструдера.
- Присадка (в виде гранул, проволоки) сплавляется в экструдере и подается на стык труб с контролем сползания с помощью башмака.
- Создается давление и происходит сваривание присадки с материалом соединяемых торцов труб.
- Шов остывает в естественных условиях.
Применяется для установки безнапорных трубопроводов. Толщина стенок труб должна превышать 6 мм, чтобы не допустить деформацию изделия.
Раструбный метод сварки с использованием фитингов и муфт

Для соединения ПНД труб с применением фитингов – деталей с вмонтированными нагревательными элементами, нужно подготовить такие инструменты, как труборез, калибратор, фаскосниматель, сварочное оборудование с насадками. Могут использоваться специальные фитинги-тройники для организации отводов. Герметичность муфтового соединения обеспечивается, благодаря тепловому расширению трубы.
Работы выполняются следующим образом:
- Соединительный элемент разбирается.
- Торцы соединяемых труб очищаются, выполняется фаска.
- Производится калибровка для получения симметричной окружности.
- Трубы с чистыми обезжиренными торцами вставляются в фитинг, подсоединяются к сварочному аппарату и нагреваются.
- Происходит сплавление деталей в цельную поверхность.
Такая сварка с раструбом применяется для соединения труб со стенками толщиной не более 5 мм. Особенно удобна для участков, к которым сложно подвести оборудование для стыковой сварки.
Нужное для сварки

Для разных конфигураций систем трубопроводов и разных методов соединения нужны разные инструменты, приспособления, фитинги, муфты и другие детали. Для сварки труб ПНД используется специальное сварочное оборудование и, собственно, трубы.
Фитинги для сварки
Фитинги для труб ПНД являются элементом, соединяющим участки трубопровода, а также создающим условия для его разветвления, поворота трассы, перехода между трубами разного диаметра и из разных материалов.
Сварные фитинги

Бывают литые и сварные. Соединяются с трубами методом сварки с помощью специального аппарата по принципу соединения труб методом стыковой сварки. Как правило, используются на участках поворота или изгиба трубопровода. Результат – прочность соединения, равная прочности сплошного материала. Сварные фитинги недорогие, долговечные и доступны в большом ассортименте размеров и видов. Не предусматривают разборку системы.
В нашем каталоге представлен выбор сварных фитингов в форме отводов с разным углом поворота, крестовин, тройников, переходов.
Компрессионные фитинги

С помощью фитингов компрессионных выполняются разъемные соединения без сварки. Представляют собой полиэтиленовый корпус с уплотнителем в местах соединений, зажимных колец, втулки и крышек в виде гаек, которые защищают место стыковки. С их помощью можно создать достаточно прочное соединение со средним уровнем герметичности.
Электросварные фитинги

Электросварной фитинг может соединять несколько труб в одну систему. Представляет собой полиэтиленовый корпус с помещенным вовнутрь проволочным нагревательным элементом. В фитинг вставляются трубы, расплавляются под воздействием высоких температур и формируют долговечное, прочное соединение. Такая сварка может выполняться в ручном и автоматическом режиме в соответствии с регламентирующими параметрами, указанными на фитинге. Шов не деформируется и реагирует на агрессивные условия так же, как и цельная труба.
В каталоге нашего интернет-магазина можно выбрать детали для сварки пнд фитингов с разными характеристиками.
Трубы ПНД, ПЭ для сварки

Первая буква аббревиатуры ПНД указывает на материал, из которого изготовлена труба, две следующие – на технологию его производства. Это — трубы из полиэтилена, изготовленного в условиях низкого давления (менее 2 Мпа). Плотность готового материала невысокая, поэтому его вес незначительный, что значительно упрощает установку полиэтиленовых трубопроводов. Достаточная эластичность трубы обеспечивает ее способность значительно удлиняться и исключать разрывы при деформации, которая может возникнуть в условиях высокой температуры или механического воздействия, например, от давления, оказываемого ледяной пробкой. К тому же, они легко сгибаются, что позволяет создавать сложные конфигурации трассы. Материал прочный и инертный по отношению к агрессивным средам, в том числе масляным. Исключается образование ржавчины. Отлично поглощает гидроудары.
Трубы для холодного водоснабжения

Трубы ПНД для транспортировки холодной питьевой и технической воды имеют маркировку в виде продольной полосы синего цвета. Отличаются гладкой поверхностью внутренних стенок, на которых не образуются наслоения солей и других осадков, поэтому в течение срока эксплуатации трубопровод функционирует с равномерным напором потока воды.
Газовые трубы ПНД

В газовой транспортной системе может использоваться только труба ПНД под сварку. Другие виды соединений невозможны. Такие трубы отличаются высокой пропускной способностью и большим сроком эксплуатации, выдерживают высокое давление. В качестве опознавательной цветовой маркировки наносится желтая продольная полоса.
Трубы для горячего водоснабжения и отопления

Учитывая горючесть полиэтилена и относительно низкую температуру его плавления (около +60 °C), для трасс горячего водоснабжения и отопительных систем применяются трубы ПНД с армированием стекловолокном. В качестве сырья используется полиэтилен марки ПЭ-100 и ПЭ-100+, отличающийся высокой прочностью на разрыв. Для этой области применения больше подходят полипропиленовые трубы с размягчением при +140 °C.
Трубы гофрированные двухслойные с раструбом SN8

Гофрированные полиэтиленовые трубы с раструбами обычно используются в водоотводных и канализационных безнапорных трубопроводах. Имеют большой срок службы, легко монтируются и устойчивы к агрессивным средам. Гофра на наружной стенке создает высокую жесткость изделия. Внутри стенки гладкие, поэтому осадки канализационных стоков, не образуются на поверхности, не сужают проход. Возможно создание соединений с высокой герметичностью с помощью раструба, термоусадочных и электросварных муфт.
Инструменты и оборудование

Сварные работы для соединения ПНД труб выполняются с помощью такого основного оборудование, как:
- центратор, позволяющий точно совместить края труб;
- торцеватель, работающий от электроэнергии;
- гидравлический или механический сварочный аппарат;
- сварочный аппарат для электромуфтовой или раструбной сварки;
- нагреватель, в котором может быть встроен терморегулятор для установки необходимой температуры.
На нашем сайте представлены гидравлические сварочные аппараты мощностью от 3.35 до 87 кВт, для труб диаметром от 63 до 2500 мм, с максимальным рабочим давлением от 6 до 25 Мпа. Также, есть механические сварочные аппараты общей мощностью кВт1.7 для труб диаметром от 40 до 200 мм, и объемом от 0.343 до 0.9 м3. Предлагаем дополнительное оборудование.
Чтобы правильно выбрать, важно учитывать тип сварных работ, диапазон возможных диаметров сварных конструкций, условия (ограничение доступа к трубопроводу), мощность, необходимость в дополнительных аксессуарах.
Гидравлические сварочные аппараты

Гидравлические аппараты для сварки представляют собой малогабаритное электрическое оборудование, с помощью которого легко выполнить сварку полиэтиленовых труб удобно, быстро и качественно. Они производят стыковое соединение с расплавлением торцов соединяемых труб и их сжатием под давлением до полного остывания, затвердения. Способны оказывать любое сварочное усилие, поэтому подходят для труб с большим диаметром.
Механические сварочные аппараты

Механические аппараты используются для сварки встык ПВД труб диаметром не более 160 мм, так как работают от механического привода, который запускается оператором с помощью физической силы, применяемой к рычагу или винту. Трубы ПНД под сварку с большим диаметром требуют прилагать много усилий.
Подготавливаем трубы ПНД перед сваркой

Перед началом сварки ПНД труб выполняется подготовка, которая заключается в:
- Уточнении параметров труб, которые должны соответствовать требованиям сварочных работ. Например, толщина стенок для сварки встык не должна быть меньше 5 мм, иначе возможна деформация материала и снижение прочности соединения.
- Закупке труб и дополнительных элементов трубопровода (угловых фитингов, тройников, отводов, зажимов, уплотнителей).
- Осмотре соединяемых труб для выявления повреждений, деформаций (важно, чтобы окружность торца была симметричной, а не эллипсоидной).
- Обработке торцов соединяемых труб из полиэтилена в соответствии с технологией сварки.
- Проверке сварочного оборудования, проведении визуального осмотра и тестового запуска.
- Очищении рабочих инструментов от материала предыдущего сеанса работы, обезжиривании поверхности.
- Проверке уровня масла гидравлического сварочного аппарата, если он используется.
- Тестировании контрольно-измерительных приборов на точность показаний.
Нормативы сварки встык

Для сварки труб ПВД применяется ГОСТ Р 55276-2012, соответствующий ИСО 21307:2011, в котором описываются процедуры сварки в стык ПНД и фитингов для создания трубопроводов для транспортировки газа и воды. Стандарт определяет принципы в отношении оценки качества результата. Чтобы оценить качество сварочного оборудования, нужно обратиться к ГОСТу Р ИСО 12176-1.
Также, при выполнении сварки применяются другие нормативные документы. Для строительства наружного водопровода СНиП 3.05.04-85 и для строительства подземных газопроводов СНиП 42-01-2002. Технология же стыковой сварки труб ПНД описана в СТО 2-2.1-411-2010. Если полиэтиленовые трубы используются для нефтепроводов, то для их установки руководствуются ВСН 003-88.
Важно! ГОСТ Р 55276 в большей степени предоставляет информацию, которая нужна технологу, а не сварщику. В современной реальности с ним связаны ограничения, не устраняемые стандартом, например, норматив определяет максимальную толщину стенок труб на уровне 70 мм, а производят изделия в том числе с параметром 90 мм, для которых не разработан стандарт.
Делаем стыковую сварку ПНД труб своими руками

Стыковую сварку ПНД труб можно выполнить самостоятельно с применением сварочного аппарата, который приводит к размягчению полиэтилена и образованию прочного шва. Этот метод подходит только для труб, изготовленных из одного материала и с одним диаметром. Требует навыков от исполнителя. Лучше иметь квалификацию сварщика, чтобы гарантировать точность соединения. Перед началом работ важно подготовить оборудование, осмотреть сварочный аппарат, очистить его.
Технологический процесс стыковой сварки полиэтиленовых труб
Работы по самостоятельной сварке стыков ПНД труб выполняются следующим образом:
- Трубы обрезаются с запасом полиэтилена, который будет образовывать сварочный шов.
- Трубы торцуются, чтобы создать идеально ровный край для лучшего контакта.
- Трубы устанавливаются в сварочный аппарат, центруются для обеспечения высокого качества сварки.
- Между деталями нужно вложить нагревательный элемент и нагревать торцы до их расплавления в течение времени, определяемое качеством материала, толщиной стенок трубы.
- Сразу после устранения нагревательного элемента следует прижать соединяемые трубы с усилием для выполнения осадки под определенным давлением, которое создается гидравлическим приводом или рычагом.
- Выждать до полного остывания полиэтилена. Следить за тем, чтобы не образовался наплыв материала, не изменился диаметр трубы.
Важно! Для стыковой сварки труб большого диаметра лучше использовать автоматический аппарат, который выполнит точную центровку и аккуратную стыковку.
Производим сварку труб ПНД
При соблюдении всех нормативов сварка ПНД 32 разными методами обеспечивает образование прочных соединений. Выполняется с соблюдением техники безопасности, выполнением рекомендаций, требований и ограничений регулирующих документов, в том числе ГОСТов.
Перед началом работ, трубы проверяются на точность окружности основания, толщину стенок, соответствие всех деталей, необходимых для сварки.
Какие есть виды трубопроводных систем из ПНД

Из полиэтилена низкого давления производят трубы, которые применяются для строительства трубопроводов для транспортировки:
- холодной и горячей воды;
- газовых сред;
- технических сред (нефтепроводы);
- канализационных и дренажных стоков.
Кроме того, ПНД трубы часто используются как изоляция для прокладки кабеля.
Важно! Хотя ПНД трубы используют для подземных и наземных трасс, важно помнить, что полиэтилен теряет свои качества при продолжительном воздействии на него ультрафиолетовых лучей, в результате чего снижается надежность и долговечность трубопроводов.
Выбор метода сварки
При выборе способа соединения ПНД труб важно учесть:
- условия выполнения работ;
- особенности эксплуатации трассы;
- необходимость в текущем ремонте;
- требования к давлению в трубах;
- особенности транспортируемой среды;
- характеристики соединяемых труб;
- сложности конфигурации системы.
Важно! Существуют ограничения в применении разных методов сварки в зависимости от диаметра трубы.
Универсальный метод — с применением терморезисторных муфт, но в силу высокой стоимости муфт и сварочного оборудования, он не относится к самым востребованным. Наиболее распространен экономный метод стыковой сварки, несмотря на сложность исполнения. Не сопровождается дополнительными расходами на соединительные элементы и сложное оснащение.
Стыковой метод сварки

Стыковой метод сварки относится к неразъемным соединениям. Сварка ПНД своими руками выполняется по общему алгоритму. После подготовки, зачистки торцов труб производится их расплавление с помощью сварочного аппарата с гидравлическим или механическим приводом и соединение их на молекулярном уровне посредством сжатия и удержания. Требует внимательности в отношении контроля над степенью нагревания и сжатия труб.
В результате, после остывания соединения образуется прочный шов, который не уступает по качеству и герметичности целостной поверхности трубы. Для разных условий существуют разные требования к времени нагрева и остывания, которые надо уточнять в специальных таблицах.
Важно! Ограничивающим применение этого метода является толщина стенок соединяемых труб – должна быть не более 5 мм.
Относится к наиболее долговечным неразъемным соединениям в безнапорных и напорных трубопроводах. Среди отрицательных моментов технологии – отсутствие возможности легкого демонтажа при возникновении необходимости в техническом обслуживании и профилактических работах
Электромуфтовое соединение

Электромуфты представляют собой полиэтиленовые соединительные элементы с нагревательной спиралью внутри. В них вставляются подготовленные зачищенные и обезжиренные соединяемые трубы, торцы которых плавятся под воздействием температуры, и образуется надежное электросварное соединение.
Важно! Следует обеспечить полную неподвижность всех элементов конструкции в процессе плавления и остывания.
Муфтовый метод сварки полиэтиленовых трубопроводов отличается быстротой и простотой исполнения, подходит для труднодоступных участков трубопроводов, но сопровождается дополнительными затратами на приобретение специальных электросварных фитингов для пэ сварки, (терморезисторных электромуфт с раструбом – по названию этого приспособления метод еще называется терморезисторным соединением).
Базовые инструкции
Для создания прочных и долговечных соединений важно соблюдать общие правила технологии сварки полиэтиленовых труб:
- соединять только совместимые трубы согласно условиям метода соединения (учитывать материал, толщину стенок, диаметр);
- температура и время нагревания должны соответствовать стандартным показателям;
- в процессе сварки использовать оборудование с возможностью регулировать температуру плавления и давление в течение нагрева, охлаждения;
- правильно провести подготовку, очистить и обезжирить трубы;
- устранить факторы, негативно влияющие на процесс (грязь, прямые солнечные лучи, ветер, низкие температуры).
Следуя базовой инструкции можно добиться безупречных результатов.
Этапы работ
Базовые этапы для стыковой сварки пэ и пнд труб:
- Подготовка идеально ровной горизонтальной рабочей поверхности.
- Перед сваркой ПНД труб выполняется очистка их торцов.
- Установка соединяемых труб в центраторе сварочной системы с созданием необходимого зазора между концами.
- Запуск сварочного аппарата и его прогрев до рабочей температуры.
- Расплавление материала труб до нужной вязкости.
- Сведение труб с достаточным усилием и удержание в таком положении до остывания и сваривания.
- Проверка равномерности шва.
- Извлечение соединенной трубы из аппарата.
Установка и сварка ПНД труб в систему

Полиэтиленовые трубы удобны в эксплуатации и имеют преимущества по сравнению с трубами из других материалов. Они прочные, долговечные, пластичные, недорогие, отличаются небольшим весом, широким диапазоном рабочих температур, поддаются сгибанию и легко плавятся, что позволяет применить к ним разные способы сварки, а также использовать методы разъемных соединений. Благодаря универсальности, можно создавать сложные трубопроводные системы с разветвлениями, поворотами, совмещением участков из труб разного диаметра, вставкой функциональных элементов.
Установка труб в систему
Сборка полиэтиленовых труб в систему достаточно простая, особенно, если трубопровод используется в не промышленных целях. Не требует физической силы, применения тяжелой техники и сложного оборудования. Трубы ПНД небольшого диаметра может смонтировать даже исполнитель без опыта.
Для начала следует разработать проект трассы или составить схему подключения для небольших простых объектов. Это позволит рассчитать протяженность магистрали и потребность в материале: трубах, фитингах, муфтах, заглушках, уплотнителях, отводах, гайках, цангах и других деталях. Приобретается или оформляется в аренду оборудование в зависимости от выбранного способа соединения. Понадобятся такие инструменты, как труборез, нож для зачистки срезов, центратор,
Для напорных трубопроводов или газовых магистралей применяется неразъемное соединение. Нужно выбрать вид сварки в зависимости от размера труб и внутреннего диаметра (толщины стенок). Это может быть стыковая сварка, выполняемая с минимальными затратами с помощью специального сварочного аппарата, или соединение посредством электромуфтовой сварки с использованием фитинга, внутри которого интегрирован нагревательный элемент.
Сварка труб
Перед началом сварки подготавливаются материалы, инструменты, оборудование и рабочее пространство. Трубы разрезаются под пайку с помощью электрического трубореза или его аналогов (трубной гильотины, кругового резака, ленточной пилы). Важно обеспечить максимально ровный, симметричный срез, устранить возможные заусенцы. При необходимости трубы можно сгибать или распрямлять. Эластичность материала позволяет это делать с помощью незначительного нагревания (можно участок обдать кипятком) и физических усилий.
Важно! Регулировать температуру нагрева для сгибания или распрямления, чтобы избежать образование трещин в месте сгиба (при недостаточном нагреве) или повреждение поверхности (при слишком высокой температуре).
Для соединения используется сварка труб. Для стыковой сварки важно обеспечить идеальную ровность среза. Чтобы упростить работы, можно использовать электросварную муфту – соединительный элемент с нагревательной спиралью внутри, в который с двух сторон вставляются трубы и автоматически центруются, расплавляются, соединяются, затвердевают в нужном положении. Использование дополнительных приспособлений удорожает работы по созданию трубопровода, поэтому можно их количество сократить до необходимого – применять этот вид сварки только в труднодоступных местах.
Каким способом можно сгибать и разгибать ПНД трубы

Полиэтиленовые трубы легко поддаются деформации без применения специальной техники. Сгибание и разгибание можно сделать вручную.
Чтобы выпрямить трубы, которые продаются и/или хранятся в бухтах, поэтому сохраняют в отрезанном виде кольцевые изгибы, нужно нагреть место загиба с помощью горячей воды, строительного фена, газовой горелки или в промышленном оборудовании (в формовочной машине). Таким же образом можно придать полиэтиленовой трубе нужный изгиб.
Важно! Знать допустимые пределы температуры плавления и радиуса изгиба, чтобы не повредить материал.
Подробнее о порядке действий можно прочитать в статье «Как выпрямить ПНД трубу». Способы и рекомендации», которую вы найдете здесь и в статье «Как правильно согнуть ПНД трубу», опубликованной здесь.
Контроль качества швов
- предъявляются такие требования:
О том, как сварить трубы из ПНД своими руками, смотрите в следующем видео.
Рекомендации профессионалов

Опытные специалисты рекомендуют в процессе выполнения сварочных работ быть предельно внимательным к аккуратности шва, от качества которого зависит герметичность стыка и долговечность трубопровода.
- Перед началом сварных работ торцы труб были тщательно выравнены, очищены от пыли, грязи и обезжирены.
- Трубы в разрезе не образовывали эллипс, соединение которого снизит качество швов.
- Соединяемые пластиковые трубы удерживались в зафиксированном, неподвижном положении до полного застывания расплавленных кромок.
- Шов выглядел равномерным валиком, выступающим над поверхностью трубы (без углублений!) на высоту, обозначенную в нормативах.
- Использованные крепежные элементы с зажимными гайками были зафиксированы до проектного предела, но не более, так применение чрезмерной силы может привести к повреждению трубы.
- Перед началом работ была изучена инструкция сварки пнд труб с конкретными параметрами (качество материала, толщина стенок, диаметр).
Приобретение ПНД труб и оборудования по оптовым ценам

Каждая технология соединения имеет преимущества и ограничения или рекомендации к применению. В любом случае трубопроводы из ПНД труб – это экономически выгодное решение. Полиэтиленовые изделия характеризуются прочностью, износостойкостью, пластичностью, универсальностью, безопасностью, поэтому востребованы для строительства бытовых и промышленных, напорных и безнапорных магистралей для транспортировки питьевой и технической воды, газа и технических сред.
В нашем интернет-магазине представлен широкий выбор полиэтиленовых труб разных диаметров, конструкционных элементов, фитингов, инструментов, оборудования для установки, сварки пнд трубопровода. Сертификаты соответствия представлены для ознакомления в соответствующем разделе на сайте. Объемы заказа не ограничены. Цены – оптовые!
Звоните нам по телефонам, указанным на сайте, чтобы проконсультироваться с нашими менеджерами в отношении ассортимента, качества и назначения товаров, условий сотрудничества.
Источник https://trubaspec.com/soedinenie-trub/kakie-byvayut-apparaty-dlya-svarki-polipropilenovykh-trub-kharakteristiki-i-preimushchestva-varianto.html
Источник https://fgpip.ru/pravila-i-bezopasnost/tehnologiya-avtomaticheskoj-svarki-truboprovodov.html
Источник https://plastdv.ru/stati/svarka-polietilenovykh-pnd-trub-svoimi-rukami




