Содержание
Сварка водопроводных труб под давлением
Временное отопление 
Возникают ситуации, когда дефект на трубопроводе приходится устранять при подаче воды. Чаще свищи возникают на сварных трубах, устранить их можно, сварив водопроводную трубу электросваркой с использованием наплавочных электродов. Хотя сварка будет непрочной, серьезную аварию, утечку воды удастся предотвратить.
Перед проведением сварки магистральное давление понижают до возможных пределов. Для выполнения работ требуется опыт. Новичку с такой сваркой не справиться. Особенно сложно заваривать чугунные стояки. У чугуна большая текучесть, при нагреве происходят структурные изменения в металле, ухудшающие эксплуатационные характеристики.

Сварка водопроводных труб под давлением электросваркой
Почему возникает необходимость сварки трубы с водой
Варить трубы с водой приходится в следующих ситуациях:
- когда после ввода системы в эксплуатацию обнаруживаются непровары стыков;
- иногда при монтаже сварных труб в магистрали оказывается дефектная;
- когда нельзя оставить без воды большой район;
- нет возможности слить воду или это экономически нецелесообразно;
- нужно срочно врезать запорную арматуру или узел учета;
- из-за уклона вода остается в трубе после слива системы.
Это не все ситуации, при которых нужна сварка трубопроводов с водой.
Особенности сварки водопроводных труб
Заварить трубу с водой можно электродуговой, газовой сваркой, полуавтоматом с применением наплавочной проволоки. Электросварка водопровода, заполненного водой, связана с некоторыми особенностями:
- Рабочий режим сварки при заделке дефектов, утечек воды регулируется. Если нет риска прожогов истонченной ржавчиной стенки, силу тока при сварке системы ХВС, заполненную водой, увеличивают на 5–10% в зависимости от вида сплава. За счет охлаждения стенки электрод к ней не будет прилипать при сварке. В зависимости от вида сварочного аппарата, варят на переменном или постоянном токе. Предпочтительнее переменный, дуга при сварке будет стабильной. Соединение образуется даже под толстым слоем воды. Если нужен качественный шов, используют постоянный ток. Хотя напряжение при сварке будет нестабильным, но расплавленный металл наплавки будет глубже проникать в область дефекта при сварке трубопровода с водой.
- Для работы электроды выбирают по виду материала трубопровода. Для сварки нержавеющих труб подходят НЖ-13, для ремонта чугунных стояков – МНЧ-2 или ОЗЧ-2, или можно заварить серое высокоуглеродистое чугунное литье. При использовании инвертора в качестве источника тока для ремонтных работ на водоводах приобретают электроды МР-3с, ЦЧ-4, они плавятся на низких токах, имеют невысокую температуру плавления. Электроды предварительно прокаливают, нагревая до 200°С выдерживают от 40 минут до часа.
Читайте также: Что такое шовная (роликовая) контактная сварка
Какие могут возникнуть сложности
Во время ремонтной сварки водопроводных труб электросваркой качество у шва от контакта с водой будет невысокое. Такая заделка дефектов – временная мера. Она не предусмотрена ГОСТом. При повышении давления воды, опрессовке системы шов, образуемый при сварке, способен треснуть. За такую работу берутся не все сварщики. Наплавка металла в зоне повреждения нередко приводит к множественным свищам вокруг зоны наплава, потому что при сварке активизируется процесс окисления от контакта с водой. Вместо одного свища образуется множество.
Сварка трубопровода, в котором вода, технологически сложная работа еще по ряду причин:
- Из-за образующегося от воды пара во время сварки приходится периодически протирать маску, рабочая зона плохо просматривается.
- Вода постоянно остужает рабочую зону сварки, не дает металлу проникнуть на большую глубину. Сразу происходит схватывание, начинается кристаллизация.
- При протечке трубопроводов, расположенных под потолком, от воды намокает спецодежда. Это чревато пробоем тока. Рука дергается, происходит залипание электрода.
Как заварить трубу с водой
При сварке труб под давлением, заделке свищей чаще применяют обычную сварку инвертором.
Свищи, протечки воды возникают из-за неправильного выбора режима, ударов или коррозионных разрушений. Их устраняют при хорошей освещенности – повреждение должно быть видно со всех сторон. При вертикальном или горизонтальном шве электрод держат перпендикулярно трубе, чтобы вода по нему не стекала. Дефект заплавляется сверху вниз:
- в верхней точке наносится несколько капель расплава, после прекращения дуги по рабочей зоне пару раз ударяют молотком, чтобы металл глубже проникал в дефект;
- такую же процедуру проводят, опускаясь до самого низа;
- когда вода перестанет течь, исчезнет пар, укрепляют стенку вокруг свища, поднимаясь снизу вверх, наносят полумесяцы. Создают дополнительные валики, разбивают их молотком.
Работать надо на малом токе, чтобы не допустить прожогов на поврежденной коррозией стенке.
Ремонт стыков
Бывают ситуации, когда нужно заново проварить весь стык. Сначала варят нижнюю часть стыка, его проваривают через вырезанное в верхней части трубы окно. Его делают любой геометрии: круглым, квадратным, прямоугольным. Это роли не играет, важно обеспечить доступ к стыку. Воду перекрывают, забивая проход тряпками, их вставляют с двух сторон, чтобы максимально подсушить рабочую зону. Шов делается небольшими фрагментами, по три сантиметра, в две проходки. Вторая делается в противоположную сторону. Когда окалина сбита, тряпку убирают, вода снова будет поступать в трубу. Приступают к боковым частям. Финальная часть работы – заваривание окна, его закрывают приготовленной заплатой, шов проводят вкруговую. Стенки толще 6 мм проваривают дважды в разных направлениях.
Читайте также: Сварка плавлением
Врезка в трубопровод
Когда требуется подключение сантехнических устройств, установка приборов учета или запорной арматуры, сгонять воду из системы необязательно, это бывает слишком накладно.
Отвод для сгона воды или кран проводят по следующей схеме:
- врезаемый элемент подгоняется под трубопровод;
- обваривается по всему контуру;
- после этого сверлится врез через патрубок или разобранный шаровый кран;
- затем к патрубку монтируется подвод или собирается запорная арматура. После этого открывают подачу воды.
Врезка штуцеров в трубопровод по представленной технологии проводится без снижения давления в магистрали. К ним крепится подсоединяемый элемент.
Полезные советы от специалистов
Магистральная система водоснабжения, заполненная водой, источник повышенной влажности. Существуют профессиональные секреты, позволяющие проводить работу качественно. Нужно снизить воздействие воды. Этого достигают несколькими способами:
- В свищ вбивают болт соответствующего диаметра с большой шляпкой. Струйка воды уменьшается, образуются только капли. Если свищ круглый, он забьется полностью. Достаточно будет обварить шляпку и наплавить металл вокруг нее. Этот способ подойдет для любого пространственного положения повреждения.
- На свищ накладывают гайку большого размера, течь частично устраняется, вода не попадает на электрод, а вытекает через внутренне отверстие гаки. После этого гайку по внешнему краю обваривают. После этого в нее с использованием фума или вкручивают болт, образуется герметичное соединение, дефект устраняется. Внешний вид трубы становится хуже – это минус, но такой ремонт довольно эффективный, не занимает много времени.
- Увеличивается объем металла, подаваемого в сварочную ванну. Нескольких капель бывает недостаточно. Величина капли зависит от толщины электрода. Иногда дополнительно берут электрод с обчищенной обмазкой. Первый электрод создает дугу, а когда образуется ванна расплава, в держатель вставляют второй, на котором нет обмазки. Объем наплавочного материала увеличивается, дырка быстрее заплавляется.
Учитывая особенности работы с заполненной трубой, можно самостоятельно сделать ремонт сети без сгона воды из системы. Нужно правильно подбирать электроды по типу стержня, виду обмазки, регулировать рабочий режим тока.




Под трубопроводом подразумевается инженерная коммуникация, при которой подача рабочего вещества осуществляется через трубы (вода, газ, нефть и т.д.). Чтобы обеспечить качественную подачу, необходимо не только правильно его проложить, но и время от времени проводить ремонтные и профилактические работы. Здесь как раз не обойтись без стыковки элементов между собой. Рассмотрим, что такое сварка труб, как сваривать трубы электросваркой, какие техники необходимо применить на практике для создания герметичного трубопровода.
Оборудование и материалы
Для выполнения своими руками ручной электродуговой сварки необходимо иметь:
- Сварочный аппарат. В комплекте должны быть два провода с разными наконечниками.
- Средства защиты.
- маска;
- рукавицы или перчатки;
- защитная спецодежда (куртка с длинными рукавами, штаны);
- кусок брезента для укрытия рядом находящихся вещей от повреждения.
- Электроды в качестве расходных материалов (марка в соответствии с диаметром труб и качеством металла).
- Приспособление или молоток, помогающее отбивать шлак и окалины с готового шва.
- Различные виды крепежа (тиски, струбцины и пр.).





Сборка стыков
Предварительный сбор стыков существенно упрощает поставленную задачу. Особенности этого этапа следующие:
Читайте также: Нихромовая проволока где взять в домашних условиях
- Трубы фиксируются в тесках. Если крепление проводится в трех точках, то фиксация будет более надежной.
- При только одной точке соединения, то сварку рекомендуют начать с обратной стороны.
- Если стенки имеют толщину около 3 мм, то толщина стержня должны быть 2,5 мм.
Больше всего трудностей возникает со свариванием труб, которые нельзя закрепить в тисках.
Выбор аппарата для сварки
Не останавливаясь на конкретных брендах и моделях при выборе сварочника необходимо обращать внимание на основные характеристики и параметры. Что это значит?
Для выполнения указанных работ предлагаются аппараты трансформаторного и инверторного типа. Разница в цене, габаритах, весе.
Отличительной и положительной чертой инверторного оборудования является тот нюанс, что при напряжении непостоянном, ниже 220 В или при перепадах он «не проседает» в мощности. Кроме этого, следует обратить внимание на параметры:
- Сварочный ток. Чем больше максимальный ток, тем большего диаметра электрод можно использовать, а это влияет на величину и глубину шва.
- Рабочий цикл. Инверторной модели, чтобы долго и качественно функционировать, нужен после какого-то промежутка работы небольшой перерыв (простой). Соотношение этих промежутков и составляет рабочий цикл.
Процентные соотношения в паспортах к аппарату могут быть двух стандартов: 5 мин и 10 мин.
Как это расшифровать?
Пример 1. В 10-ти минутном цикле 50% – надо понимать, что речь идет о 5-ти минутах работы и 5-ти минутах простоя.
Пример 2. В 5-ти минутном цикле 60% – означает 3 минуты работы и 5 минут отдыха.
Цикл может быть разным на разных токах, это тоже необходимо учитывать, то есть чем меньше ток, тем дольше можно работать и меньше отдыхать.
После небольшой практики вы уже самостоятельно приноровитесь регулировать цикл исходя из технических характеристик приобретенного аппарата.
- Еще один аспект, который косвенно подскажет о надежности оборудования. Если срок гарантии больше года, скажем 3, то естественно, аппарат прослужит дольше, чем тот, который готовы сервисно обслужить только в течение 6-ти месяцев.




Особенности процесса
У рассматриваемого процесса есть достаточно большое количество особенностей. При выполнении сварки труб учитывается нижеприведенная информация:
- Полярность тока выбирается в зависимости от толщины стенок, типа материала и выбранного электрода. Стоит учитывать, что вся информация о том, при каких параметрах должен применяться электрод указывается производителем.
- Стоит учитывать, что соединение труб также проводится с учетом силы тока. Определить этот показатель можно путем умножения показателя толщины стержня на 30 или 40. Подобным образом определяется сила тока, которая устанавливается на аппарате.
- Скорость проведения сварки не регламентируется ни в какой технической документации. Однако, нельзя задерживать электрод долго на одном месте, так как это может привести к появлению подтеков. Кроме этого, слишком высокая температура может привести к прогоранию кромки.
Для того чтобы упростить задачу проводится предварительное крепление соединяемых элементов. Подобные особенности сварки нужно учитывать для того, чтобы повысить качество соединения.
Сварка, пошаговые действия
Термический процесс, происходящий при электросварке, соединяет детали прочным швом, который будет лучше по механическим свойствам в отличие от газосварки.
Читайте также: Изделия из профильной трубы своими руками: 5 наглядных примеров, в которых решены все вопросы, связанные с прочностью
Итак, как научиться варить? Когда речь идет о трубе в доступном месте и с возможностью вращения, то два отрезка трубопровода встык соединяются одной или тремя точками электросварки. Затем:
- безотрывно (если можно вращать);
- с отрывом, начиная снизу, если неудобное положение трубы и ее невозможно вращать, делается шов.
Производится сварка за два прохода. Сначала заполняется «корень» – первый шов, который закрывает тот самый стык труб (2-3 мм), далее счищаются лишние наплывы и окалины, и делается второй шов, также потом зачищается.
Общая инструкция всего процесса выглядит так.
- Перед непосредственно началом работ занимается удобное устойчивое положение. Пространство должно иметь хорошее освещение.
- Чиркнуть, чтобы зажечь дугу, если не зажигается немного увеличить силу тока.
- Переместить электрод в начало шва и начинать сварочную «ванну», удерживая постоянно зазор дуги.
- При установке достаточно большого тока расправленный металл будет следовать за теплом.
Однако, делать это надо выверено, осторожно, поскольку при увеличении этого параметра «ванна» проникает глубже и растекается, что хорошо. Но если вы переусердствуете с током, то металл расплавится настолько, что начнет пузыриться, и вы уже не сможете им управлять и делать шов.
- Выполняя сварку, проверяйте, чтобы края заполнялись, и не было подрезов. При малом токе «ванна» будет равна очертанию электрода, если тока больше, то движения по кругу или из стороны в сторону помогут сформировать сварочный шов.
Следить за качеством сварки необходимо прямо в процессе выполнения работ, обращая внимание на края «ванны», насколько равномерно идет заполнение.
- Поставьте точку, оставив немного металла.
- Погасите дугу по шву.
Правильно и качественно делать швы можно научиться, было бы желание, но легче и быстрее можно освоить все этапы, если вы когда-нибудь наблюдали со стороны за процессом электросварки или были участником в качестве помощника.
Консультируют специалисты
Вадим Бодров, электросварщик: Со временем у каждого сварщика вырабатывается свой собственный «почерк». Он состоит из чередования поступательного направления шва, продольного и поперечного. Хотя в теории каждый из этих способов ведения шва предназначается для своего случая, на практике нередко сварщики пользуются сразу всеми тремя. Рано или поздно даже новичок научится «чувствовать» материал и на интуитивном уровне будет понимать, в каком случае использовать тот или иной вид шва.
Николай Александрович Козырев, электросварщик: Даже если поставленная задача кажется крайне простой, а предполагаемый шов – донельзя элементарным, в случае с трубами расслабляться не стоит. Достаточно лишь немного увести шов в сторону – и это может стать причиной для нарушения герметизации стыка в процессе эксплуатации. Так что работа с трубопроводом потребует максимальной концентрации.
Подвод воды
Прежде чем приступить непосредственно к электросварке вы должны подготовить схему будущего водоснабжения, с расположением всей коммуникации. Подобная планировка позволит сделать разводку оптимальной и хорошо подготовиться для качественного соединения труб при помощи сварочного аппарата.
Что обязательно надо соблюсти.
- Стояк горячей воды идет справа, холодной – слева (при вертикальном расположении). В горизонтальном положении трубы идут параллельно – труба горячей воды идет над холодной.
- Обязательно должен быть небольшой уклон, который в случае необходимости позволит удалить воду из труб. Уклон направляется к стояку или водозаборной точке.
- Должно соблюдаться расстояние между стояками, и трубами и стеной.

Защита при сварочных работах
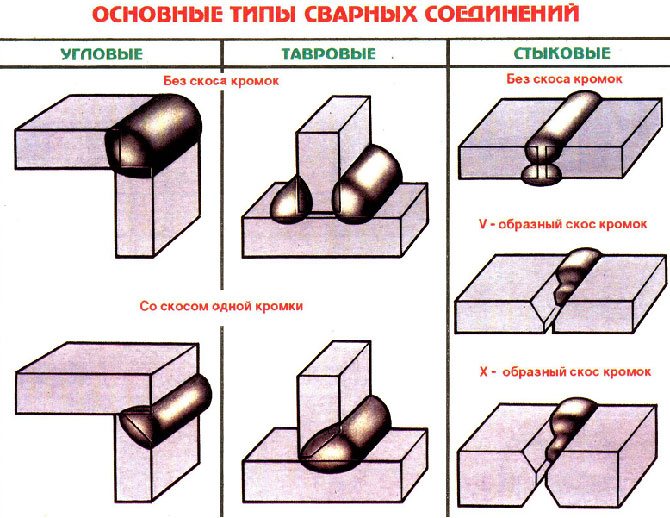
Типы соединений
Профессионалы выделяют более 30 видов соединения труб. Но для новичка в сварочном деле, рассмотрим наиболее часто применяемые способы сцепления, которые освоить проще всего, а именно:
- угловой способ, тут важно понять под каким углом требуется выполнить шов, бывает надо скосить кромку, а иногда этого не требуется;
- под 90О, это способ вваривания одной трубы в бок другой;
- встык, размер труб для этого способа одинаков;
- внахлест, этот метод можно применить, когда трубы разных диаметров и их можно вставить одну в другую.
Независимо от того, какой способ потребуется для сваривания вашего вида труб, главное помнить, что сварочный шов должен быть осуществлен по всей окружности трубы, не оставляя ни малейшего недочета.
Как варить водопроводные трубы электросваркой?
Начало делается с нижней центральной точки трубы. Чтобы стежок потолочной сварки был ровным и качественным электрод ведется перпендикулярно к месту сварки. От низа к центру наверх и симметрично, с другой стороны, так же.
Читайте также: Особенности технологии производства электродов для сварки
Вертикальный шов может выполняться точечно, электрод при этом расположен вверх под углом.
Горизонтальный участок водовода наиболее удобен и прост для выполнения сварочных работ. Но, как и во всех остальных надо внимательно смотреть за тем, чтобы не сделать прожег металла.
Бывают ситуации, когда сварку необходимо произвести на трубе, близкорасположенной к стене. В этом случае в трубе вырезается отверстие для того, чтобы сделать шов по внутренней стенке, а после обрабатывается и делается шов на остальном участке стыка. Также на труднообозримых участках, чтобы процесс не делался вслепую, используется обыкновенное зеркальце, которое «показывает» невидимый кусок трубы и по отражению осуществляется электросварка.
Подготовка деталей
Перед началом работ по свариванию труб, необходимо подготовить кромки к выполнению соединения. Я всегда делаю это в такой последовательности:
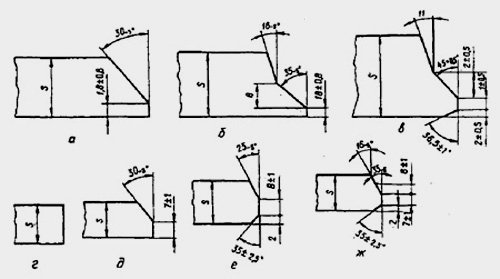
Различные конфигурации кромок труб при сваривании деталей друг с другом.
- Проверяю трубы на соответствие тем параметрам, которые указаны в проекте инженерной системы (водопровода). Инструкция требует соблюдения следующих параметров:
- геометрических размеров;
- сертификата соответствия (особенно для труб, по которым предполагается транспортировать питьевую воду);
- отсутствие дефектов в окружности (трубы должны быть идеально круглыми, а не овальными на срезе);
- отсутствие дефектов в толщине (стенки металлических труб должны быть одинаковыми по всей длине детали);
- соответствие химического состава металла тем требованиям, которые закреплены в ГОСТ России (это выясняется при лабораторном исследовании или из сопроводительных документов).
Зачистка торца трубы с помощью шлифовальной машинки перед свариванием.
- Готовлю трубы к соединению. Для этого лично я рекомендую выполнить следующие:
- проверить, чтобы срез кромки трубы был выполнен строго под углом в 90 градусов;
- зачистить кромку до металлического блеска (ширина зачищенного участка должна составлять до 10 мм от среза);
- обезжирить торец, удалить все следы масла, краски, ржавчины и так далее.
Для правильного соединения необходимо, чтобы угол раскрытия кромок среза трубы составлял около 65 градусов, а величина притупления 2 мм. Если это не так, необходимо выполнить дополнительную механическую обработку торца.
Для этого используются специальные фаскосниматели, шлифовальные машинки и торцеватели. Специалисты, конструирующие трубопроводы большого диаметра, используют фрезерные машины или особые способы подготовки (плазменные или газовые резаки).
Инструменты для обработки торцов труб помогут в работе любому начинающему мастеру.
Тепло в доме
Также, помимо воды электросварка применяется при монтаже отопительной системы, причем как частном доме, так и при установке индивидуального отопления в квартирной многоэтажке. Однако чаще все-таки в частном секторе. Из этого и будем исходить.
Любой глобальный процесс, а отопление – это серьезно и непросто, необходимо начинать с подготовки. Планируется вся схема трубопровода отопления, местонахождение котла, сгоны, стыки, сгибы, ведение трубы по комнатам через стены и пр.
Как варить трубы отопления электросваркой? Пошаговый процесс электросварки описан выше. Но при соединении труб отопления важны не только качественно выполненные швы, но и правильно сделанная разводка.
Процесс варки трубы
Для того чтобы процесс сварки не превратился в ад, а наоборот, упростился благодаря продуманности всех нюансов разводки (доступность соединительных стыков для выполнения сварочных работ, удобство, минимальное количество различных колен и дополнительных сгонов и пр.) необходимо продумать следующие моменты.
- Систему отопления можно выбрать одноконтурную или двухконтурную, зависит оттого, что в итоге хотите получить – только отопление или еще наличие горячей воды.
- Проводить магистраль на чердаке или по низу, вдоль стен.
- В случае если коммуникация проводится понизу (а она самая экономная в плане расходования средств) подготовить отверстия в стене для прокладки труб отопления через комнаты.
Если учтены все вышеописанные моменты, можно приступать непосредственно к процессу соединения сваркой труб.
- Сначала прокладываются все трубы, согласно выбранной планировке.
- Затем можно приступить к сварке, соблюдая уклон (контролируется при помощи строительного уровня), необходимый для сгона.
- В первую очередь выполняются стыки магистрали.
- На заключительном этапе делается «обвязка» котла с установление расширительного бачка и насоса.
Вывод
Я попытался кратко описать вам процесс стыковки труб с помощью электросварочного аппарата. Конечно, качественно выполнить соединение можно только после приобретения определенного опыта. Однако сведений, изложенных в статье, достаточно, чтобы начать работу. А о своих успехах вы можете рассказать в комментариях к этому материалу.
Если же вам интересны другие аспекты выполнения работ по строительству и ремонту, можете посмотреть видео в этой статье.
Операции с трубами,Трубы
Если вы хотите выразить благодарность, добавить уточнение или возражение, что-то спросить у автора — добавьте комментарий или скажите спасибо!
Безопасность, прежде всего!
Правила безопасности при ведении сварочных работ описаны в соответствующих ГОСТах, но кто будет читать эти длинные, написанные с соблюдением всех юридических формальностей положения. И тем не менее. Процесс электросварки очень ответственный и травмоопасный, а посему знать те нормы и правила, которые сохранят здоровье и жизнь необходимо обязательно! Вот основные предписания по ТБ.
- Технология процесса электросварки должна предусматривать максимальную механизацию.
- Обязательно! Наличие вытяжной вентиляции в закрытом помещении либо в домашних условиях открытые окна или форточки.
- Обязательно! Наличие заземления (в комплекте со сварочным аппаратом идет два провода один из них с наконечником, который используется в качестве «земли»).
- Хорошее освещение помещения и участков где будет производиться сварка трубопровода.
- Расходные материалы (электроды) должны соответствовать предстоящему виду работ. Хорошо бы приобрести быстро остывающие и заполняющие электроды (для домашнего использования).
- Важно! Использование средств индивидуальной защиты.
Основная технология
Наиболее распространенной и востребованной методикой является электродуговая сварка.
Да, у нее есть альтернативы в виде газовой сварки, но ее неоспоримые преимущества заключаются в простоте, минимальном наборе оборудования и результате, соответствующем самым строгим стандартам.
Читайте также: Фрезерование плоскостей цилиндрическими фрезами. Инструмент — фреза цилиндрическая.
Даже при конструировании магистральных трубопроводов используется именно этот метод. Чтобы добиться высокого качества, необходимо отнестись к работе со всей ответственностью.
Какие могут возникнуть сложности
Во время ремонтной сварки водопроводных труб электросваркой качество у шва от контакта с водой будет невысокое. Такая заделка дефектов – временная мера. Она не предусмотрена ГОСТом. При повышении давления воды, опрессовке системы шов, образуемый при сварке, способен треснуть. За такую работу берутся не все сварщики. Наплавка металла в зоне повреждения нередко приводит к множественным свищам вокруг зоны наплава, потому что при сварке активизируется процесс окисления от контакта с водой. Вместо одного свища образуется множество.
Сварка трубопровода, в котором вода, технологически сложная работа еще по ряду причин:
- Из-за образующегося от воды пара во время сварки приходится периодически протирать маску, рабочая зона плохо просматривается.
- Вода постоянно остужает рабочую зону сварки, не дает металлу проникнуть на большую глубину. Сразу происходит схватывание, начинается кристаллизация.
- При протечке трубопроводов, расположенных под потолком, от воды намокает спецодежда. Это чревато пробоем тока. Рука дергается, происходит залипание электрода.
Формируем шов
Определившись с техникой зажигания и поддержания сварочной дуги можно переходить к технике наложения швов. Для этого зажженной дугой совершают колебательные движения, постепенно и плавно ведя электродом между свариваемыми поверхностями.
По мере движения металл, будет расплавляться, а за счет колебаний «подгребаться» к самой сердцевине дуги. В конце концов, должно получиться надежное сплошное соединение с плавным рельефом оплавленной стали.
В ходе работы оператор-сварщик манипулирует дугой, двигая ею в трех проекциях: вертикальной, горизонтальной и продольной.
При этом формируются разные виды швов:
- Вертикальные – сбоку трубы.
- Горизонтальные – по окружности трубы для стыковки трубопроводов.
- Потолочные – расположенные сверху относительно трубопровода.
- Нижние – под трубой.
Сварка труб под давлением представляет собой большую сложность даже для опытных сварщиков, не говоря уже о новичках. Постоянно идущая вода из трубы мешает нормально гореть сварочной дуге, вследствие чего очень трудно получить требуемую температуру плавления металла.
Кроме того, при сварке водопроводных труб под давлением, образуется большое количество пара, который мешает качественно проводить сварочные работы. И, тем не менее, в данной статье сайта о ручной дуговой сварке mmasvarka.ru , будут даны советы по поводу того, как варить трубы под давлением.
Какими электродами варить водопроводные трубы
По праву лучшими электродами для сварки водопроводных труб под давлением уже долгое время считаются:
Электроды УОНИ 13/15 — универсальные высококачественные электроды для ММА сварки, которые дают возможность отремонтировать протекающие трубы. Сварочный шов, сформированный электродами УОНИ 13/15, имеет высокое сочетание пластичности, прочности и вязкости, что в свою очередь, позволяет заварить свищи и другие разрушения на водопроводных трубах.
Электроды МГМ-50К — сравнительно новый вид электродов, которые оптимизированы для сварки трубопроводов под давлением. Особенность сварки электродами МГМ-50К заключается в том, что вокруг дуги образуется газовый пузырь, способный оттеснить пар и даже жидкость, находящуюся под не слишком большим давлением. Все это упрощает сварочные работы, связанные с ремонтом водопроводных труб, а также даёт возможность в срок осуществить ремонтные работы.
Сварка труб под давлением
Придерживаясь нижеприведённых советов, вы существенно сможете облегчить работы связанные с ремонтом водопроводных труб под давлением:
- Во время сварки трубы, когда из неё идёт вода, силу тока на сварочном аппарате следует увеличить. В таком случае электрод не будет все время прилипать к трубе из-за того, что металл слишком быстро остывает.
- Перед сваркой труб под давлением, электроды следует прокалить . В таком случае можно добиться более качественной и стабильной дуги, которая, в свою очередь, будет быстрее испарять просачивающуюся воду со свища.
- Выбор постоянного или переменного тока для сварки водопроводных труб, зависит не только от напора водяного слоя, но и от толщины металла, который требуется заварить.
Так, например, сварка на переменном токе, даёт возможность формировать более мощную дугу. Поэтому варить «переменкой» можно даже трубы под высоким давлением.
При этом качество сварочного шва оставляет желать лучшего. В свою очередь, сварка на постоянном токе, позволяет глубоко проплавить металл и добиться большей прочности сварочного соединения.
Как заварить свищ в трубе с водой под давлением
Рассмотрим на конкретном примере, как можно заварить свищ (небольшое отверстие) в трубе под давлением:
- Выберите такую позицию, с которой можно было бы легко разглядеть повреждение на трубе;
- Старайтесь держать электрод перпендикулярно дефекту, дабы уменьшить объем воды, попадающей на электрод;
- Ведите работу сверху вниз, до тех пор, пока свищ не будет заварен.
Чтобы заварить свищ в водопроводной трубе под давлением, сначала нужно наплавить некоторое количество металла в верхней части повреждения. Затем, ударив несколько раз по нему молотком, постарайтесь уплотнить дефект и остановить, тем самым, обильное образование пара.
После этого, нужно продолжить устранение свища, таким образом, до тех пор, пока отверстие в трубе не будет полностью перекрыто. Цикл, снова и снова, продолжается сверху вниз, не без участия молотка. После того, как вода перестанет бежать из трубы, следует усилить дефектное место, уменьшив при этом значение сварочного тока.
Врезка в водопровод под давлением
И хотя на сегодняшний день существуют специальные седелки для врезки в водопровод под давлением, многие, до сих пор, используют сварку для этих целей. Как врезаться в водопроводную трубу под давлением?
В первую очередь, нужно подготовить металлический патрубок требуемого диаметра, на одном конце которого была бы нарезана резьба. На резьбу обязательно накручивается шаровой кран, с предварительным уплотнением (сантехническим льном или фум-лентой).
Выбрав место врезки, и очистив трубу от грязи и ржавчины, можно приступать к выполнению сварочных работ:
- Приложите патрубок с краном к трубе для врезки, после чего обварите его по кругу. Работа эта непростая, ведь нужно не прожечь металл трубопровода, сохранив при этом его целостность;
- Через открытый кран на патрубке, просверлите отверстие в трубопроводе, используя для этих целей дрель и длинное сверло по металлу;
- После того, как из трубы пойдёт вода, быстро перекройте кран.
Таким образом, можно не только заварить свищ в водопроводной трубе под давлением, но и врезаться в действующий трубопровод.
При осуществлении строительных или ремонтных работ нередко требуется сооружение конструкций из труб. Соединить их можно при помощи фитингов, но такой способ подходит не всегда. Сварка труб — самый надежный метод скрепления. Работы проводятся ручным способом или полуавтоматом. Самостоятельный монтаж конструкций такого типа нельзя назвать простым, но при соблюдении технологии его можно осуществить.
Виды трубопроводов и сварка
Сварка трубопроводов проводится с учетом их типа:
- магистральные;
- водяные;
- технологические и промышленные;
- канализационные;
- конструкции для подачи газа.
Выделяют следующте виды сварки :
- механический (за счет трения);
- термический (плавление с применением плазмы, газа или электро-лучевого метода);
- термомеханический (магнитоуправляемая дуга, получаемая при стыковом контактном способе ).
Использование определенного типа соединения зависит еще и от материала труб:
| Материал | Тип сварки |
| Медь | Электродуговая , газовая или контактная. Более эффективным является первый метод соединения с использованием вольфрамового неплавящегося электрода и присадочной проволоки. В качестве защитного газа рекомендуется аргон или азот |
| Сталь | Применяются полуавтоматы , а также электрическая и газовая сварка |
| Оцинкованные трубы | Можно использовать любой вид соединения, но обязательным компонентом считается флюс, защищающий изделие от выгорания покрытия |
| Профильные конструкции | Сварка выполняется газовым или дуговым способом. Тут важен опыт сварщика |
Выбор оборудования и электродов

Сварку металлических труб и конструкций из ПНД осуществляют разными приспособлениями. Нужно учесть мощность аппарата, диаметр изделий, которые будут соединяться, а также объем выполняемых работ. Электроды имеют неплавящуюся и плавящуюся сердцевину.
От типа внешней оболочки зависит сфера применения изделия:
- Целлюлозная (С). Такие элементы требуются при соединении труб крупного сечения для газотранспортных или водопроводных магистралей.
- Рутилово-кислотная (RA). Электроды применяются для систем отопления и водопроводов из металла.
- Рутиловая (RR). При их использовании можно получить аккуратные сварочные швы. Применяется оно для угловых соединений, при наваривании дополнительных слоев.
- Рутилово-целюллозная (RС). Востребованы при исполнении вертикального шва.
- Основная (В). Такие приспособления универсальны, так как их можно применять при сварке труб при отрицательных температурах воздуха, а также для соединения тонкостенных труб.
От правильности подбора электродов зависит механическая прочность соединения и срок службы трубопровода.
Дополнительные аксессуары
Так как варить трубы электросваркой нужно правильно, важно не только выбрать аппарат и электродные стержни, но и тщательно подготовиться к работе. Мастер должен надеть защитную одежду, которая полностью скроет тело от попадания раскаленных частиц металла. Вещи изготавливаются из материала, который невозможно прожечь искрами.
Для защиты рук применяются замшевые перчатки. Возможно использование других материалов, которые не прожигаются. Главное защитное приспособление — маска для лица. Она оснащена очками или стеклом, предотвращающим негативное влияние сварки на глаза и зрение.
Основные правила подготовки труб для сварки
По технологии сварки трубопроводов обрабатываемый материал нужно подготовить к работе. Процедура предусматривает такие действия:
- подбор типа сварки в соответствии с геометрией элементов, а также толщины их стенок;
- осмотр труб на предмет сколов, трещин или деформаций (под воздействием высокой температуры эти участки могут полностью разрушиться);
- разделка кромок под углом 90 градусов без каких-либо отклонений;
- зачистка и обезжиривание кромок труб до появления блестящей поверхности металла (используется жесткая щетка и химические средства).

Если толщина кромки больше 3 мм, ее скашивают, чтобы горячий металл полностью заполнил стык .
Сварка труб электросваркой плавящимися и неплавящимися электродами
Сварку труб ручной дуговой сваркой осуществляют при помощи плавящихся или неплавящихся электродов. Технология предусматривает несколько этапов:
- Подготовка материала и самого специалиста.
- Процесс соединения. При дуговой сварке важно удерживать дугу. Сначала зажигается электрод и получается дуга, после чего изготавливается шов . Его выбор зависит от материала трубопровода, расположения элементов.
- Контроль качества соединения.
Технология монтажа трубопроводов разных видов практически одинакова. Нюансы заключаются в разновидностях швов, умениях сварщика.
Как состыковать трубы
Правильная стыковка элементов — залог долговечности соединения. Самые распространенные способы такие:
- перпендикулярно друг к другу (в тавр);
- в угол ,
- внахлест;
- встык .
Важным параметром в технике монтажа трубопровода является тип сварного шва. Он бывает горизонтальным, вертикальным, нижним и потолочным. По типу продолжительности он сплошной или прерывистый.
Технология сварочного процесса
Что бы заварить трубы , используются такие способы соединения: электродуговой (ручной, полуавтоматический и с применением флюса) или газовый (с использованием ацетилена).
Газовая сварка
Так как сварить трубы электросваркой получается не всегда, то в таких случаях используется газовая горелка. Такой метод применим в полевых условиях. При этом качество и наполненность швов получается выше. Снижается риск появления внутреннего напряжения в металле, так как он меньше поддается температурному воздействию.
Для осуществления работ требуется газогенератор или ацетилен. Во втором случае температура в рабочей зоне выше. Подавать присадочную проволоку нужно так, чтобы она располагалась на раскаленном металле. Если требуется сварка оцинкованного материала, то тут берется флюс, а концентрация кислорода в газе увеличивается. При этом обрабатывать швы противокоррозионными средствами после работы не обязательно.
Ручная дуговая сварка
При сварке труб ручной дуговой сваркой число проходок зависит от толщины их стенок. Значение имеет и состав электродов. Если диаметр изделий большой, то нанесением следующего слоя сбивается окалина, а соединение проковывается. Во время накладывания первого шва нельзя спешить. После этого металл проверяется на наличие трещин. Если на шве есть неровные участки, они вырубаются. Работа в этих местах проводится заново со смещением (1,5-3 см). Финишный слой выполняется электродами с толсто обмазкой.
Особенности
Если оединение полипропиленовых труб можно быстро выполнить самостоятельно, используя специальное оборудование, то применение сварочного аппарата требует определенных навыков и профильного обучения .
Сварка труб с водой
Сварку стальных труб под давлением осуществлять непросто, но электросварка позволит справиться с работой быстро. Если необходимо устранить свищ вследствие механического повреждения или неправильного монтажа, для его устранения нужно принять такое положение, в котором четко видно все границы отверстия. Чтобы вода не текла по электроду, держать его нужно так, чтобы он находился перпендикулярно обрабатываемой поверхности. Сваривание ведется по направлению сверху-вниз.

На верхний край свища накладывается немного металла, который вбивается молотком после прекращения горения дуги. Таким способом нужно двигаться вниз. После того как пар перестанет просачиваться, осуществляется наращивание толщины стенок. Тут работа выполняется в обратном направлении. Готовый шов можно простучать молотком, что уплотнит металл.
Если нужно заварить цельный стык на горизонтальной трубе, которая находится близко к полу, то в верхней ее части вырезается овальное или прямоугольное отверстие. Однако, такая процедура приемлема, если давление в трубопроводе снижено, а уровень воды сброшен. Внутрь конструкции закладывается тряпка, впитывающая жидкость. Сварочные работы ведутся изнутри через “окно”. При заваривании низа края шва нужно поднять на стенки трубы. Боковые швы формируются с наружной стороны. Отверстие закрывается в последнюю очередь.
Автоматическая сварка
Так как правильно варить трубы ручной сваркой при большом объеме работ трудно, в этом случае используется автоматизация. Сварочная проволока при этом смотана в бухты и постепенно подается в рабочую зону. В автоматическом режиме сюда подаются защитные газы.
Правильное сваривание корня шва
Чтобы правильно сваривать корень шва под просвет , нужно прихватить трубы в нескольких точках. Шаг между ними — 90 градусов. После наваривания первой точки положение заготовок еще можно скорректировать. Для изготовления корня шва лучше зафиксировать изделие в полупотолочном положении.

В нижней части стыка наносится отметка, от которой при осуществлении сварке нужно отступить 1-3 см. Дугу нужно зажигать не на самой трубе, а на внешнем краю. Формирование обратного валика произойдет только в том случае, если дуга будет гореть внутри конструкции. При движении электрода нельзя отклоняться в поперечной плоскости. Оплавляться должны обе кромки. При необходимости в этом месте осуществляется дополнительный проход.
Если наблюдается провисание корневого шва, то электрод движется с недостаточной скоростью или слишком высокий сварочный ток. После формирования корня его нужно зачистить до металлического блеска.
Специфика сварки горизонтальных стыков
Так как ровно сварить две трубы непросто, для выполнения такой работы требуется определенный опыт. Для соединения горизонтальных стыков больше подходит методика накладывания отдельных валиков малого сечения. Первый располагается в вершине шва. При этом используются электроды диаметром 4 мм. На внутренней стороне стыка должен образоваться тонкий валик, высота которого 1-1,5 мм.

После его формирования обработанная поверхность зачищается. Второй валик накладывается в том же направлении, но так, чтобы он перекрывал первый. Для формирования третьего требуется увеличенный сварной ток и электрод диаметром 5 мм. Накладывать его нужно в противоположном направлении.
Сформировать его нужно так, чтобы он на 70% перекрыл ширину второго валика. Последний валик изготавливается в том же направлении, но электрод нужно разместить так, чтобы он попадал в углубление между предыдущим слоем и верхней кромкой.
Специфика сварки поворотных стыков
Если требуется выполнение большого количества швов в нижнем положении, то можно использовать поворотный метод соединения. Для первого шва в тонкостенных изделиях больше подойдет электрод толщиной 2-4 мм. Для остальных двух нужны электроды большего диаметра.
Изначально стык условно делится на 4 части. Первые работы проводятся в первом и втором секторе (сверху). После этого конструкция поворачивается, и проварка стыка осуществляется в остальных двух секторах. Таким же способом формируется второй шов.
Стыковое и угловое соединение
Для стыковой сварки характерна возможность соединения элементов под любым углом. Швы можно делать продольными и поперечными. Второй вид более подходит для трубопроводов, так как допускает соединить их по всей окружности диаметра. Использовать можно одинарный или двойной шов. Второй вариант используется при необходимости увеличения прочности соединения (для больших конструкций).
Этот метод предполагает применение подкладных колец, но в этом случае может уменьшиться диаметр трубопровода. Угловое соединение получается в том случае, когда к основной конструкции нужно подсоединить другой элемент. При этом может выполняться скос кромки или же работа проводится без него.
Ручная сварка при низких температурах

По правилам ГОСТ сварку при низких температурах нужно осуществлять с предварительным прогревом металла. Дело в том, что металл становится более хрупким и на нем могут появляться горячие трещины. Если температура воздуха не ниже -30 градусов, то прогрев стыка осуществляется до 150-200 градусов. Обработка производится на 10-15 см в каждую сторону ото шва.
При более низких температурах заниматься сваркой не рекомендуется. Если же выхода нет, то область прогрева — 20-25 см с обеих сторон ото шва. Соединение листов толщиной 2 см и более осуществляется горкой или каскадом, двусторонней сваркой. Электроды при этом имеют рутиловую оболочку. Сварочный ток увеличивается на 10-15%. В первую очередь формируются те швы, склонные к усадке.
Сварка неповоротного горизонтального стыка
Эта методика считается самой сложной. Если диаметр труб большой, то стык нужно соединять обратноступенчатым способом участками. Их длина 20-25 см. Второй и остальные слои накладываются вкруговую. Работа производится в любом направлении: слева -направо или справа-налево. Последний шов накладывается в противоположном от предыдущих направлении при использовании повышенного сварочного тока.
Сварка неповоротного вертикального стыка
В этом случае наклон электрода по отношению к шовному периметру меняется постоянно.
Технология работы предполагает такие действия:
- Сначала формируется корневой валик.
- Далее, изготавливаются 3 валика, заполняющие разделку. При наличии толстостенных труб заполнение осуществляется неравномерно, так как нижнее положение немного отстает. Для его выравнивания требуется прокладка дополнительных слоев.
- Формирование лицевого слоя. Предусматривает 1 или 2 прохода в зависимости от ширины разделки.
Сила тока определяется величиной зазора между элементами трубы, толщиной металла, толщиной притупления.
Проверка качества
Независимо от того, каким способом будут вариться трубы, после завершения работ обязательно проводится проверка их качества. Инструкция предусматривает первичный осмотр обработанных деталей. Предварительно швы очищаются от шлака. После этого они простукиваются молотком. На качественном шве не должно быть сколов, трещин, пор, просветов .
Дополнительно замеряется толщина шва и оценивается его равномерность. Для этого применяются специальные приборы. Водопровод или газотранспортная система проверяется водой, пущенной по трубам под давлением. В промышленных условиях проверка иногда проводится при помощи рентгеновской просветки .
Правила техники безопасности при работе со сварочным аппаратом
Работа со сварочным аппаратом не является безопасной, поэтому при его использовании необходимо соблюдать правила предосторожности:
- Жилы, по которым поступает ток, должны быть надежно изолированы.
- Корпус агрегата заземляется.
- Рабочая одежда и перчатки должны быть полностью сухими.
- На ноги лучше надеть резиновые сапоги или стать на коврик из этого материала.
- Маска с очками или щитком защитит лицо от искр, а глаза от повреждения яркими вспышками.
Для того чтобы работа была удачной, нужны не только теоретические знания, но и практические навыки. Практиковаться лучше на небольших изделиях, которые не будут использоваться в серьезных трубопроводах.
Как правильно варить трубы отопления электросваркой — советы специалистов
В автономных системах отопления, где используется котел с высокотемпературным теплоносителем для соединения труб наиболее часто применяется электрическая сварка. Этот способ соединения стыков труб герметичный и надежный, что особенно важно при сильных термических нагрузках.

Разновидности сварных швов и соединений
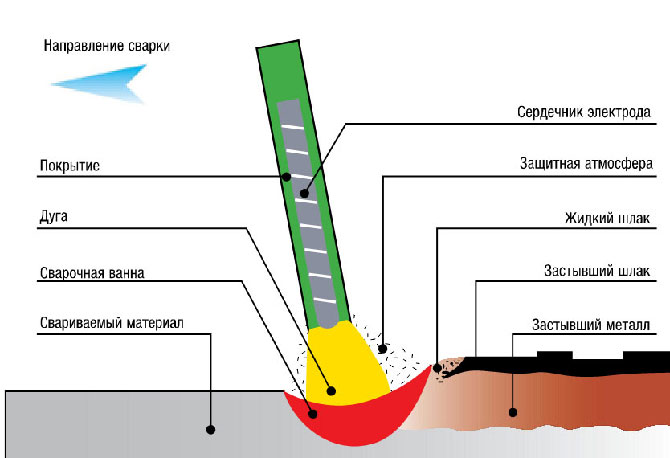
Электросварка – способ соединения металлических фрагментов (профилей, труб) методом локального расплавления металла. Он нагревается до нужной температуры с помощью электрической дуги с помощью сварочного аппарата, преобразующего переменный ток в постоянный.
Электрическая дуга образуется на электроде – металлическом стержне. В области действия дуги создается особая среда, которая одновременно плавит металл, но не дает ему контактировать с воздухом и окисляться.

С помощью сварки можно создать герметичное соединение двух труб, при котором вероятность протечки, как при фланцевых или муфтовых стыках. Для этого важно выполнить качественный сварной шов путем сплавления металла на кромках обоих отрезков труб. Сварщики используют несколько основных типов швов, в зависимости от типа металла, толщины свариваемых элементов и их взаимного расположения:
- встык – наиболее распространенный способ сварки труб, при котором они располагаются друг напротив друга, соединяясь сечениями;
- в тавр – два фрагмента трубы располагаются перпендикулярно в форме буквы Т;
- угловое — детали располагаются относительно друг друга под углом 45 или 90 градусов;
- внахлест – один отрезок трубы развальцовывается и надевается поверх другого, затем сваривается.

Важно! Стальные трубы для системы отопления и водоснабжения свариваются встык или угловым соединением. Это дает наиболее надежный и прочный шов.
Кроме способа соединения, различают еще и несколько видов сварного шва, которые используются в тех или иных случаях:
- горизонтальный шов – выполняется при взаимном вертикальном расположении труб (чаще всего используется в установке систем водоснабжения и отопления);
- вертикальный – соединение выполняется при взаимном горизонтальном расположении труб, при котором мастер делает вертикальные движения электродом (снизу вверх, сверху вниз и т.д.);
- потолочный – во время сварки электрод находится под свариваемой деталью, сварщику приходится держать руку над головой;
- нижний – в противоположность потолочному, электрод находится сверху соединяемых деталей.
Самый удобный способ сварки – с помощью нижнего шва, при котором специалист хорошо видит рабочее поле и может поворачивать фрагменты труб для более быстрой и продуктивной работы.

Потолочный шов обычно не используется при обустройстве инженерной системы с нуля, т.к. этот способ достаточно неудобен (сварщик быстро устает, плохо видит рабочее поле, на него могут попадать капли расплавленного металла). Потолочный шов обычно используется для ремонта, когда изношенный или деформированный фрагмент трубы вырезается, а взамен ему приваривается новый.
Несколько советов по выполнению качественной сварки
Качество сварки зависит от правильной подготовке к сварным работам, выбору электродов и технологии процесса, который несколько отличается при соединении стыков.
Выбираем подходящие электроды
От того, какой электрод применяется для сварки, во многом зависит качество сварного шва. Он представляет собой тонкий металлический стержень с особым покрытием. Внутренняя часть электрода служит проводником для создания электрической дуги, а покрытие обеспечивает ее стабильность, а также участвует в создании сварного шва.
По типу сердцевины электроды делятся на плавящиеся и неплавящиеся. В первом случае в основе изделия находится стальная проволока, во втором – вольфрамовый, угольный или графитовый стержень.

По типу защитного покрытия электроды делятся на:
- целлюлозные – маркировка «С» — используются для трудоемких и сложных сварочных работ с трубами большого диаметра, на протяженных технологических магистралях;
- рутилово-кислые – «RA» — наиболее используемый тип электрода для сварки инженерных сетей водоснабжения и отопления;
- рутиловые – «RR» — также могут использоваться для сварки труб водоснабжения и отопления, отличаются большей толщиной и лучшим качеством сварного шва;
- рутилово-целлюлозные – «RC» — дают более прочный шов при использовании вертикального способа соединения;
- универсальные – «В» — подходят для сварки труб различных диаметров и толщины, в широком температурном диапазоне.
Еще одна классификация электродов для сварки – диаметр стержня. От него зависит сила электрической дуги, способная справиться с трубопрокатом определенной толщины:
- 3 мм – электроды подходят для сварки труб толщиной до 5 мм;
- 4 мм – электроды позволяют сваривать толщиной до 10 мм, а также делать многослойные швы металла.
Внимание! Кроме толщины и материала изготовления электрода для качественной сварки нужно учитывать еще и силу тока, которая зависит от способа соединения труб. Например, для простого соединения встык подойдет дуга от 80 до 110 ампер, а для сварки внахлест потребуется переключить аппарат на 120 ампер.
Как выполнить правильный шов
Чтобы сделать качественный шов, необходима правильная подготовка трубы к сварке. Качество кромки труб является определяющим для прочного и герметичного шва.
Например, для сварки встык срез трубы должен быть строго под прямым углом. Перед началом работы его тщательно зачищают наждачной бумагой на 1 см от края трубы, затем удаляют масла, краски, металлической пыли и обезжиривают.
Техника сварки зависит от формы сечения, толщины и диаметра соединяемых труб. Простые круглые трубы для систем отопления свариваются простым непрерывным швом, двигая электрод вдоль поверхности трубы до тех пор, пока два фрагмента не будут полностью сварены.

Для относительно тонкого трубопроката (до 6 мм) подойдет двухслойный шов, при толщине от 6 до 12 мм применяется трехслойная сварка. Массивные и толстые фрагменты трубопровода соединяются четырьмя и более швами.
Швы выполняются поочередно, один за другим. Следующий шов можно начинать только после остывания предыдущего. Чтобы добиться качественного и красивого шва, нужно периодически снимать образующийся в месте сварки шлак, слегка постукивая по трубе молоточком.
Особенности сварки поворотных и неповоротных стыков
Для выполнения качественного поворотного стыка (там, где две трубы соединяются под определенным углом) можно использовать специальный вращатель, который фиксирует и обеспечивает максимально удобный доступ сварщику.
При отсутствии аппарата придется поворачивать трубу вручную, обрабатывая электродом участок сечения трубы 60-110 градусов.
При ручном выполнении поворотного стыка диаметр труб сначала проваривается на 2/4 с внешней стороны в два слоя, затем разворачивают и доваривают стык, используя все три-четыре слоя.
Неповоротный стык делать намного легче: совместить два фрагмента трубы и сделать несколько точек сварки (например, в виде воображаемого креста, или только с двух противоположных сторон). Варить трубу, начиная с нижней точки, двигая электрод к верхнему участку.
Как проверить надежность соединения
Герметичность сварки можно проверить только одним способом – пропустить через трубу воду или газ под давлением и проверить визуально на наличие протечек рабочей среды. Например, если выполняется сварка труб системы отопления, можно присоединить участок трубы к системе и наполнить ее водой. Если на участке сварного шва не покажутся капли воды, сварка выполнена качественно.
Правила техники безопасности при сварке
Процесс сварки с помощью электрического тока несет в себе три потенциальных опасности:
- получение электротравмы при соприкосновении с проводами или электродами под напряжением;
- ожог кожи расплавленным металлом;
- ожог сетчатки глаза дуговой вспышкой.

Чтобы избежать нежелательных последствий, стоит позаботиться об электроизоляции: использовать специальные резиновые коврики и галоши, заземлить сварочный аппарат, изолировать токопроводящие жилы.
Важно использовать средства индивидуальной защиты – специальные перчатки, а также защитный шлем или щиток для лица.
Источник https://indclimat.ru/svarka-vodoprovodnyh-trub-pod-davleniem/
Источник https://infotruby.ru/soedinenie/svarka-trub-dlya-otopleniya
Источник




