Содержание
Сварочный аппарат для полипропиленовых труб: классификация, рейтинг лучших + советы по выбору
Для сборки отопительного контура или водопроводной системы нужен сварочный аппарат для полипропиленовых труб – незаменимое оборудование при прокладке пластикового трубопровода. Герметичность стыковки деталей обеспечит правильно подобранный агрегат.
В этой статье разберемся с основными видами аппаратов, предлагаемых рынком. Выясним их основные характеристики и особенности использования.
Также выделим основные критерии, на которые следует ориентироваться при выборе подходящего сварочного аппарата. Ведь перед покупкой инструмента важно не только оценить предстоящий фронт работ, но и определить подходящую модель, сопоставив параметры понравившегося варианта с имеющимся бюджетом.
Основы функционирования сварочных аппаратов
В инженерных сетях частного домостроения, многоквартирных, производственных и общественных зданиях полипропиленовые трубы уверенно вытесняют металлические. Востребованность пластиковых магистралей объясняется их долговечностью, доступной стоимостью и стойкостью к внешним воздействиям.

Сложившаяся тенденция спровоцировала высокий спрос на аппараты для сварки полипропиленовых и полиэтиленовых труб профессионального и бытового назначения.
Обязательные элементы сварочного аппарата:
- Блок регулировки. Модуль контролирует мощность нагрева, защищает от перепадов напряжения и перегрева.
- Рукоятка. Составная деталь ручных модификаций.
- Зеркало нагрева. Элемент передает тепло к рабочей трубе и насадкам.
Режим работы сварочного аппарата определяется с помощью терморегулятора. Температура нагрева выставляется в соответствии с материалом труб. Превышение показателя приводит к неконтролируемому плавлению и появлению дефектов. Недостаточный разогрев может стать причиной нарушения герметичности шва.

Классификация паяльников для ПП труб
Если оценить ассортимент, то можно выделить два основных класса аппаратов для сварки пластиковых труб: механические и ручные. Основной параметр разделения – производительность и сфера применения. Кроме того, агрегаты классифицируют по способу сварки на стыковые и муфтовые приборы. Особенности устройства и эксплуатации каждого типа описаны ниже.
Мощные механические и электрогидравлические приборы
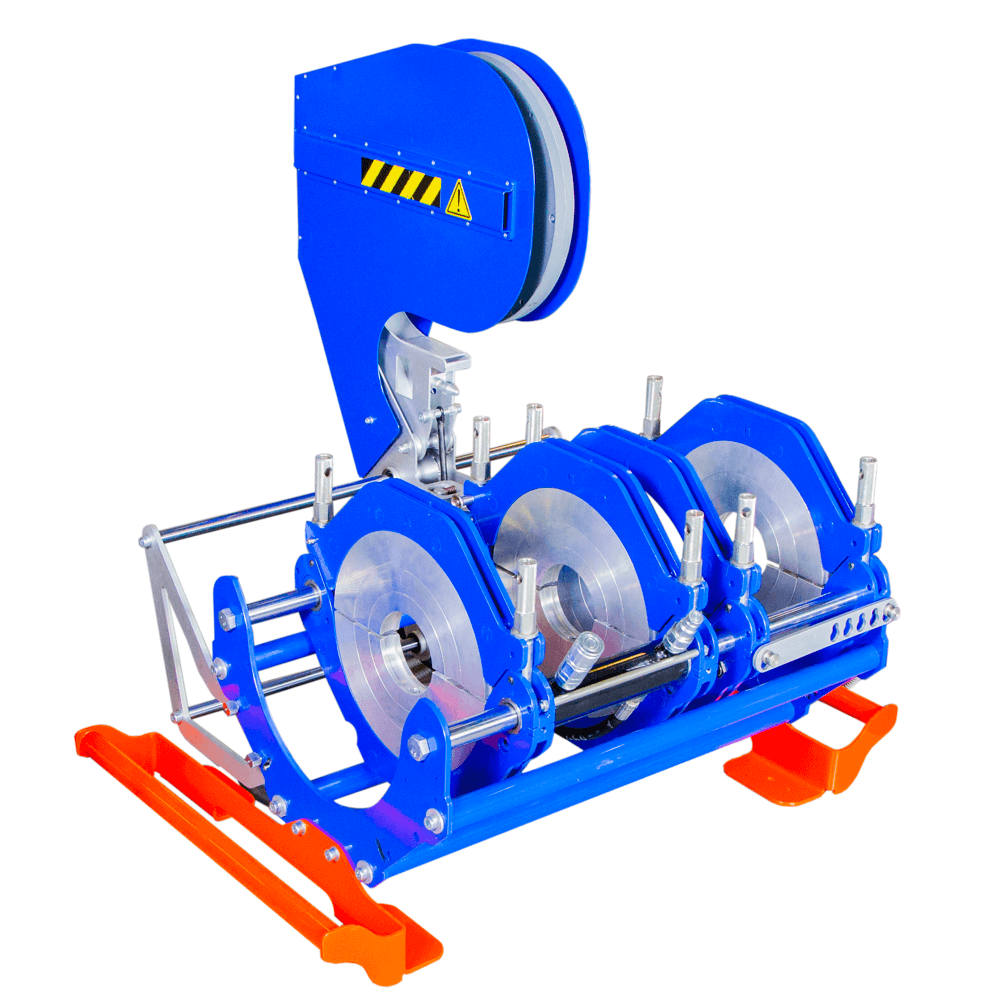
Механические и электрогидравлические аппараты применяется для стыковки труб большого диаметра (свыше 5-ти см) или в условиях, когда совмещение стыков требует значительной нагрузки.

Механическая стыковка труб осуществляется в жестком корпусе с полукруглыми двигающимися центраторами. Торцы изделий выравниваются электроторцевателем, снабженным двусторонними ножами. Пластик прогревается за счет мощного нагревателя и трубы стыкуются – подача давления осуществляется вручную через рычаг. Сила прижима отслеживается встроенным динамометром.
Стыковая методика сварки с использованием соответствующего аппарата рекомендована для соединения ПП труб, диаметр которых превышает 63 см. Допустимая толщина трубы – минимум 4 мм.
Покрытие зажимов изготовлено из металлизированного тефлона, предотвращающего прилипание раскаленного пластика к рабочим элемента аппарата.
Соединение деталей электрогидравлическим аппаратом для пайки полипропиленовых труб выполняется по аналогии с механическим прибором. Отличие – в методе создания давления. Прижим осуществляется электрогидравлическим приводом.

Некоторые электрогидравлические агрегаты позволяют сваривать Т-образные пластиковые конструкции.
Данные устройства отличаются высокой стоимостью и не предназначены для пайки труб небольшого сечения. Поэтому основная сфера их применения – промышленные предприятия и коммунальные хозяйства. Использование механических и электрогидравлических аппаратов в быту нерентабельно.
Мечевидные и цилиндрические ручные модели
Сварочный аппарат ручного типа часто именуют «паяльником» или «утюгом». Компактное устройство подходит для домашнего и производственного использования. Максимальный диаметр стыкуемых труб – 125 мм.
Исходя из формы нагревательной платформы, различают два типа «паяльников»:
- мечевидные;
- цилиндрические.
Формы сварочных аппаратов и закрепили за ними народные названия: первый вариант внешне напоминает утюг, а второй – обычный паяльник. На принцип, порядок работы и качество прибора конфигурация платформы не влияет. Различия состоят в разных видах насадок и способов их крепления.

Для пайки индивидуального отопления достаточно двух-трех комплектов насадок. Модели, рассчитанные под использование более 3-х диаметров, относятся к категории профоборудования и стоят от 250 у.е.
На «утюг» устанавливается пара раздельных насадок:
- гильза – разогрев внешней поверхности;
- дорн – нагрев и плавление внутренней стороны фитинга.
Обе насадки фиксируются длинным винтом, который затягивается шестигранным ключом.

Менее популярны разновидности мечевидной формы с укороченным нагревателем. Модель №1 (фото ниже) – узкоспециализирована и рассчитана под установку крупных дорн и муфт, мощность нагревательного элемента позволяет паять ПП-трубы большого сечения.
Детальные рекомендации по выбору утюга и его использованию мы привели в этой статье.

Аппараты с цилиндрическим нагревательным стержнем комплектуются насадками по типу разъемного хомута.
Специалисты выделяют ряд преимуществ «паяльников» перед «утюгами»:
- мастер самостоятельно подбирает область расположения насадки – нет заданных отверстий;
- возможность выбирать угол положения трубы относительно горизонтальной плоскости – актуально при пайке сложных узлов на месте установки трубопровода;
- повышение эффективности работы за счет увеличения площади контакта нагревателя и насадок – ускоряется прогрев;
- нет необходимости периодически затягивать крепежные болты, чтоб не допустить осевое смещение насадок по ходу сварки.
Цилиндрические аппараты отличаются компактностью, стабильной температурой нагрева и высокой стоимостью относительно мечевидных моделей.
Более подробно о выборе аппарата для сварки типа “паяльник” мы говорили в следующей статье.

Аппараты для стыковой и муфтовой сварки
Спайка выполняется двумя технологическими способами: стыковым и муфтовым. Соответственно, и все сварочные аппараты можно классифицировать по этому критерию.
Как выполняется стыковая сварка?
Технология применима для труб равного диаметра с толщиной пластика от 4-х мм. Главные требования качественной спайки: четкая соосность стыковочных элементов и тщательная торцовка, обеспечивающая плотное прилегание поверхностей.
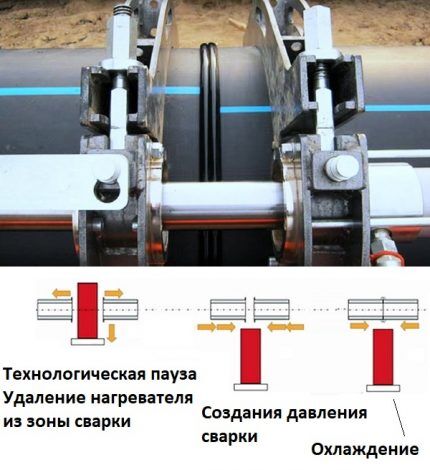
Стыковые сварочные аппараты работают по следующему принципу:
- Подрезка и обработка трубных торцов.
- Одновременный нагрев дисковым нагревательным элементом.
- Сжатие сопрягаемых деталей – давление подается строго вдоль оси трубы.
- Достижение эффекта диффузии – проникновение расплавленных полимеров в структуру смежных деталей.
После технологической паузы, следует стадия охлаждения и окончательной полимеризации.
Особенности муфтовой спайки
Выполнение условия центровки деталей достигается за счет подобранных размеров насадок и труб. Агрегат одновременно нагревает внутренние стенки муфты (тройника, фитинга или переходника) и внешнюю сторону трубы на одинаковую длину.
Разогретые детали прикладываются и стыкуются друг с другом вручную. Соотношение диаметров сопряженных элементов обеспечивает нужную силу сжатия – для взаимопроникновения и полимеризации достаточно некоторое время удерживать детали вместе.

В ходе соединения полипропиленовых труб с помощью сварочного аппарата выполняется ряд стандартных действий. В результате диффузного соединения пластиковых компонентов получается прочный герметичный трубопровод, способный многие десятилетия безотказно работать под нормативной нагрузкой. Вот шаги процедуры:
Оценка параметров ручных паяльников для труб
Учитывая спрос потребителей именно на модели «утюгов» и «паяльников», отдельно стоит рассмотреть критерии выбора бытовых сварочных аппаратов. Прежде всего, в учет берется производительность, температурные показатели, качество и количество предлагаемых насадок. Немаловажный фактор – ценовая политика и качество сборки агрегата.
Мощность и температура нагрева
Мощность определяет эксплуатационный потенциал агрегата. Чем выше показатель, тем шире возможный диапазон диаметра спаиваемых труб. Кроме того, от производительности паяльника зависит время разогрева, и соответственно, скорость продвижения сварочных работ.
Однако для домашнего пользования покупать высокомощное оборудованием нецелесообразно по ряду причин:
- Качество спайки не зависит от мощностных характеристик.
- Временное превосходство на разогрев актуально для «конвейерного» монтажа трубопровода. В быту разница не особо ощутима – пока паяльник нагревается, производится предварительная разметка, примерка и стыковка.
- Более мощные аппараты расходуют больше электроэнергии.
Для корректного расчета мощности «паяльника» в учет берется предполагаемый диаметр труб.

Для бытовых нужд подойдет оборудование на 1,2 кВт – этого вполне достаточно для прокладки домашней тепловой или водной магистрали.
Качество сварочного шва зависит от стабильности температурного воздействия. Большинство аппаратов выдают 50-300 °С нагрева, стандартная температура работы – 260 °С. Больше о температуре пайки полипропилена мы писали здесь.
Наличие терморегулятора особенно актуально для новичков. Опытный специалист работает на ощущениях – продолжительность нагрева он определяет интуитивно без звукового сигнала.
Аматорам сварочного мастерства лучше рассчитывать исключительно на нормативы и выбирать модель с плавной регулировкой температуры. Положение маховика должно быть устойчивым и не смещаться при случайном прикосновении.
Высокотехничные модели имеют панель цифровой индикации температурного режима. Наличие опции удобно для пользователя, но влечет за собой существенное удорожание аппарата.
Комплектация и удобство пользования
«Начинка» сварочного комплекта влияет на цену оборудования. Выбор того или иного набора осуществляется исходя их индивидуальной необходимости.
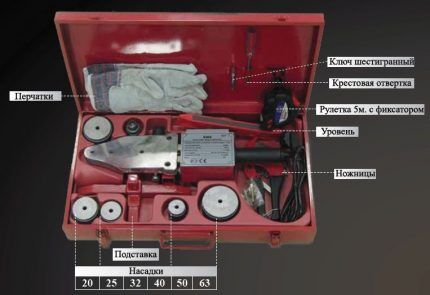
Как правило, производители предлагают три вида типовых комплектов:
- Эконом. Содержит непосредственно сварочный аппарат, регулировочный ключ и руководство пользователя. Иногда дополняется одной-двумя насадками. А вот выбирать труборез и другие необходимые инструменты предстоит отдельно.
- Базовый. В наборе кроме прибора, инструкции и ключа предусмотрены наиболее ходовые насадки для бытового применения сечением 20-40 мм. Все комплектующие упакованы в удобный не громоздкий чемоданчик.
- Полный. В кейсе помимо паяльника, дорн и муфт собраны все необходимые для пайки принадлежности: отвертка, подставка, винты, шестигранный ключ, ножницы для ПП-труб, рулетка и рукавицы.
Некоторые производители комплектуют набор небольшим пузырьковым уровнем для выравнивания трубной магистрали.
Чтобы обеспечить удобное пользование важно учесть некоторые нюансы:
- тренога или подставка под паяльник не должна быть очень легкой, оптимальный вариант – устойчивая платформа;
- аппарат с зажимами подойдет для работы на верстаке;
- рукоятка не должна нагреваться и скользить в руке.
Качественные сварочные агрегаты оснащены аварийной системой, отключающей прибор от электропитания при риске перегрева.
Соотношение цены и качества
Оборудование с одинаковыми техническими параметрами у разных производителей стоит по-разному. Цена определяется репутацией бренда, типом аппарата и комплектацией.
Лидерами на этом сегменте рынка являются зарубежные компании: Rothenberg, Dytron, Brima, Kern и Candan. Среди отечественных производителей спросом пользуются товары «Энкор», «Энергомаш», «Калибр».
Среди специалистов существует негласный рейтинг стран-изготовителей сварочных приборов для пластиковых труб.
Первенство по праву принадлежит европейским брендам Rothenberg (Германия) и Dytron (Чехия).

Несмотря на дороговизну, европейские товары удерживают лидерство продаж благодаря надежности, прочности, неприхотливости и удобству эксплуатации. Оборудование отличается легким весом, компактностью, механической выносливостью, длительным периодом службы и многообразием модельного ряда.
Достойная альтернатива чешским и немецким аппаратам – ручные паяльники турецкого производства. Хорошо себя зарекомендовали: Candan, Cobra и Valtec.

Наиболее доступную ценовую нишу занимают китайские и российские агрегаты. Стоимость дешевых моделей стартует от 15-20 у.е. Качество исполнения часто «хромает», непостоянностью работы отличаются термостаты – разброс показаний достигает 10°. Такая погрешность чревата разгерметизацией спаянных элементов.
Однако среди китайско-российской сборки встречаются конкурентоспособные аппараты, например, паяльники «Энергомаш», Wester и Sturm (немецкая разработка, производимая в Китае).
Далее приведем характеристики и особенности работы востребованных модификаций ручных сварочных агрегатов для стыковки пластикового трубопровода.
Сварочный аппарат для полиэтиленовых труб: какой лучше купить и как правильно пользоваться



Полиэтиленовые трубы, пришедшие на смену стальным и чугунным, обладают более привлекательными эксплуатационными характеристиками — прочностью, устойчивостью к воздействию внешних агрессивных сред, долговечностью. Однако монтаж трубопроводов на базе ПЭ, ПНД и ПВД труб требует применения специализированного оборудования и приспособлений, в частности, сварочных аппаратов. Только при грамотном использовании оборудования имеет смысл говорить о качестве сварки, поэтому к выбору необходимо относиться максимально внимательно и ответственно.
Аппараты для сварки полиэтиленовых труб стали незаменимым инструментом при монтаже и ремонте систем канализации, водоотведения, трубопроводов различного уровня сложности и назначения. Задача данного оборудования сводится к нагреву торцов свариваемых отрезков до нужной температуры или подачи жидкого пластика к месту соединения.
Способы и особенности сварки ПЭ, ПНД и ПВД труб
В зависимости от внутреннего давления и технологических особенностей трубопровода применяется один из четырех видов сварки:
Стыковой — самый распространенный способ, поскольку обладает рядом преимуществ: высокая производительность, низкая себестоимость, в том числе и за счет низкой цены на сварочные аппараты, достаточные прочностные характеристики. Суть метода заключается в нагревании и оплавлении специальным сварочным зеркалом (нагревателем) торцов труб и плотном соединении между собой. Стыковые аппараты применяют для сварки труб диаметром от 32 до 1600 мм. Среди недостатков, пожалуй, стоит выделить: необходимость точного торцевания, невозможность сваривания тонких (меньше 4,5 мм) стенок изделий, важность дополнительной очистки поверхности стыков.
Муфтовый (враструб) — для соединения используется дополнительная муфта, которая гарантирует надежность и герметичность сварочного шва. Такой метод менее производителен и обходится дороже, но отличается высокой прочностью. Кроме того, этот вид сварки обеспечивает возможность соединения труб разных диаметров. Важно знать, что муфтовая сварка редко применяется вне помещений.
Экструзионный — принцип аналогичен классической электрической сварке в том плане, что через специальный экструдер в место соединения поступает жидкий полиэтилен, который и обеспечивает соединение. Сварочный шов не отличается прочностью, технология крайне медленная, но актуальная для больших диаметров. С другой стороны экструзионный способ не требует от оператора обязательного учета толщины стенок, температуры плавления деталей, необходимого давления и времени остывания. Часто применяется при монтаже трубопроводов с низкой нагрузкой.
Электромуфтовый (терморезисторный) — наиболее надежный способ сварки, его суть в том, что используются муфты с встроенными нагревательными элементами. Такой метод требует четкого соблюдения технологического процесса, поэтому электромуфтовые сварочные аппараты оснащаются собственными компьютерными процессорами и программным обеспечением, которое поэтапно контролирует сваривание. Подобный подход гарантирует равномерность нагрева труб и максимально плотному прилеганию. Соединение получается прочным и устойчивым к внешним и внутренним механическим воздействиям.





Аппараты для раструбной сварки
В аппаратах для раструбного сварочного соединения основным рабочим элементом является нагревательная головка, к которой крепятся дорн, обеспечивающий плавление внутренней части соединительной муфты, а гильза обеспечивает прогрев края полиэтиленовой трубы. Диаметры обеих насадок могут варьироваться в пределах от 16 до 40 мм.
Рабочая температура подобных устройств находится в пределах +220 градусов. После прогрева насадок на них надевается край трубы и соединительная муфта. Когда эти детали расплавляются, их нужно быстро снять с насадок и состыковать под давлением. Повторение этих операций необходимое количество раз позволяет создать надежный и герметичный трубопровод.
Раструбная сварка обычно используется при работе в помещениях, а диаметр соединяемых труб не может превышать 40 мм. В случае с крупными изделиями необходимо применять оборудование с центратором.
Виды аппаратов для сварки полиэтиленовых труб
Сварочные аппараты для полиэтиленовых труб классифицируются по 4 вышеперечисленным методам выполнения соединения. Каждый из них требует применения конкретного аппарата. Однако существует еще одна градация по степени автоматизации.
Ручные сварочные аппараты — безусловно, самые дешевые и низкопроизводительные. Как следствие, применяются при необходимости проведения небольших объемов работ, например, для прокладки нового водопровода в квартире или создания канализации в частном доме. Стыковая и раструбная сварка — область применения такого оборудования. Экструзионные варианты встречаются крайне редко, а терморезисторные вообще никогда. Там важна точность выставления рабочего тока, что в ручном режиме принципиально невозможно.
Полуавтоматы — понятно, что подобного рода устройства обходятся гораздо дороже ручных аналогов. Однако производительность таких аппаратов несравненно выше, как и мощность. Человеческий фактор в их работе сведен к минимуму. Работа оператора заключается в предварительных настройках режимов работы и последующей корректировке. Применяются во всех видах сварочных процессов. В более широком формате представлены в терморезисторной сварке.
Автоматические аппараты — управляются микропроцессорной техникой (оператору необходимо ввести только базовые параметры, такие как размеры и характеристики свариваемых труб). Качество шва в этом случае максимальное, как и производительность, но цена — высокая.
Станки для электромуфтовой сварки ПНД труб
Все виды устройств, необходимых для электромуфтовой сварки, имеют небольшой вес и отличаются низкой степенью энергопотребления. Самые продвинутые аппараты данного типа позволяют обрабатывать даже тонкие трубы в автоматическом режиме. Это возможно благодаря микропроцессору, встроенному в сварочный аппарат – за счет этого элемента происходит цифровая регулировка всех рабочих параметров и подгонка их под необходимые значения.
Впрочем, разные аппараты могут отличаться по следующим пунктам:
- Вид и размеры используемых фитингов. Муфта, устанавливаемая в аппарат, напрямую зависит от того, как расположена греющая спираль, которая может быть открытой или закрытой. Крупные фитинги обычно используются в сочетании с обжимными пластинами, которые позволяют привести в нормальное состояние края труб, деформированные в процессе обрезки.
- Функции, контролирующие рабочий процесс. Электромуфта имеет на своей поверхности штрих-код, после считывания которого в памяти микропроцессора появляются данные, задающие режим работы оборудования. Дисплей сварочного станка в процессе работы показывает все рабочие параметры: время и температуру нагрева, напряжение, силу тока и др. В хорошем оборудовании эти данные сохраняются, что позволяет использовать сварочный аппарат для такой же сварки без дополнительной настройки. Кроме того, многие аппараты оборудованы звуковой сигнализацией, которая оповещает о начале и завершении работы.
- Количество рабочих режимов. Наличие разных режимов работы позволяет оптимизировать работы и снизить затраты расходных материалов, которых для данного метода требуется немало. Впрочем, большие расходы оправдываются простотой работы и возможностью сварки труб, находящихся в труднодоступном месте.

Разнообразные возможности и уникальные характеристики сделали электромуфтовую сварку оптимальным вариантом для ремонта пластикового трубопровода. Одним из важнейших преимуществ такого оборудования, высоко оцененным профессионалами, является универсальность – аппарат для электромуфтовой сварки ПНД труб позволяет соединять как изделия разных размеров, так и трубы, выполненные из разных марок полимеров.
Выбор сварочного аппарата для полиэтиленовых труб
В каждых конкретных условиях эксплуатации необходимо выбирать свой способ сварки, как следствие, и соответствующий аппарат. В этом ракурсе стоит обращать внимание на следующие аспекты:
Водопроводчику, сантехнику в бытовых условиях или даже на производстве не нужен автомат и даже полуавтомат. С высокой долей вероятности ему хватит удобного и недорогого ручного устройства. Для прокладки магистральных трубопроводов важны автоматические станки.
Домашним мастерам вообще «заморачиваться» не приходится — достаточно приобрести простой паяльник.
Не самым опытным мастерам, которые имеют свободные средства, можно купить и полуавтомат. Результат будет качественным, а работа простой.
Если предполагается приобретать электромуфтовый аппарат, то будьте готовы тратиться на расходные материалы. При некачественных электромуфтах даже самое технологичное оборудование не поможет.
В заключение стоит напомнить, что к выбору важно подходить максимально серьезно и ответственно. Не стоит экономить на оборудовании, от надежности и характеристик, которого зависит качество выполненных работ.
Способы соединения полиэтиленовых труб с помощью термической сварки
Аренда аппаратов для электромуфтовой и стыковой сварки
Полимерные трубы используются при строительстве систем холодного водоснабжения, водоотведения, распределения газа, кабелезащиты. Они не ржавеют, химически устойчивы, экологически безвредны, их внутренняя поверхность не зарастает. Сварной шов получается очень надежным, так как температура размягчения полимера превышает 70°С: расплав, с которым приходится работать, не слишком вязкий.
Для монтажа трубопроводов применяют ручную, частично или полностью автоматизированную технику. Различают два способа сварки полиэтиленовых труб — электромуфтами или встык.



![]()
Способы и технология сварки враструб
Сварка пластиковых труб враструб — более надежный способ соединения конструкций. Именно сварка враструб используется при монтаже разводок коммуникаций и ремонте в квартирах и жилых домах. Этот способ подойдет для соединения деталей любого диаметра, но с небольшими работать проще.
Сварка враструб представляет собой соединение трубы с фитингом (отводом, тройником, переходом). С помощью специального инструмента с нагревательной панелью концы соединяемых изделий оплавляются и вставляются друг в друга.
Аппарат для этого способа представляет собой устройство с ручкой и нагревательной панелью клинообразной формы, по обеим сторонам которой расположены насадки в виде валиков для концов трубы и фитинга.
Труба вставляется в муфту, которая нагревает ее наружную часть и немного уменьшает толщину стенок, а фитинг надевается на дорн, оплавляющий его внутренний слой. После достижения нужной температуры (260С) части соединяются.
Существует вариант аппарата с нагревательным элементом, выполненным в виде стрежня.

Кроме самого инструмента, муфт и дорнов, в комплект могут входить торцеватель, калиброватель, фаскосниматель, ножницы для резки и другое дополнительное оборудование.
Важно! Внешний диаметр полиэтиленовых труб всегда чуть больше заявленного диаметра, а внутренний диаметр соединительного фитинга — чуть меньше. Размеры же муфтов и дорнов соответствуют номинальному, поэтому без нагрева соединить их с трубами и фитингами невозможно.
В процессе сварки внешний слой трубы при надевании муфты нагревается и выдавливается в виде грата. После труба совмещается с нагретым фитингом и их соединяемые слои «намертво» сплавляются.
Электромуфтовая сварка
Если приходится работать в условиях ограниченного пространства, либо сваривать уже проложенные участки коммуникаций, применяется сварка аппаратом со специальными электромуфтами.
Перед началом работы детали обезжириваются и зачищаются
Важно! Нельзя применять для зачистки наждачную бумагу или другие подобные абразвивные материалы, это повредит поверхность полиэтилена и приведет к нарушениям целостности шва.
Заготовки помещаются в центратор для идеального выравнивания, затем их концы соединяются при помощи специальной муфты. Внутри этого фитинга располагаются токопроводящие элементы, которые после совмещения с деталями нагреваются и происходит сплавление муфты с концами труб.
Ручной аппарат для сварки
- Блока питания;
- Трансформатора;
- Блока управления.
- Фитингов для электросварных муфт.
Все настройки в этом варианте оборудования вводятся оператором вручную, в соответствии со специальными таблицами.
Автомат
Те же составные части, но выбор параметров сварки происходит автоматически. Оператору нужно только ввести данные соединяемых изделий, все остальное сделает машина.
Как подготовиться частые ошибки и советы
Для создания прочного монолитного узла соединения труб необходимо избежать следующих ошибок:
- Недоведение соединяемых деталей до упора при прогреве. Это приведет к невозможности прогрева на полную глубину и к снижению качества сварного шва;
- Превышение глубины погружение деталей за счет слишком большого усилия. Торец трубы загибается и образует грат, который уменьшает площадь свариваемых элементов;
- Перегрев и недогрев деталей;
- Увеличено время остывания;
- Неправильная (неперпендикулярная) резка;
- Нарушение соосности.
Во избежание допущения этих ошибок необходимо тщательно подготавливаться к процессу.
Изделия нужно ровно резать, торцевать, совмещать по осям, а при работе с любым сварочным аппаратом для труб —четко следовать инструкции по эксплуатации.
Нелишним будет посмотреть несколько видео с работой станков для спайки.
Производители ручных аппаратов для электромуфтовой сварки
На рынке сварочных аппаратов для пайки ПНД труб наибольшим спросом пользуются изделия следующих производителей:
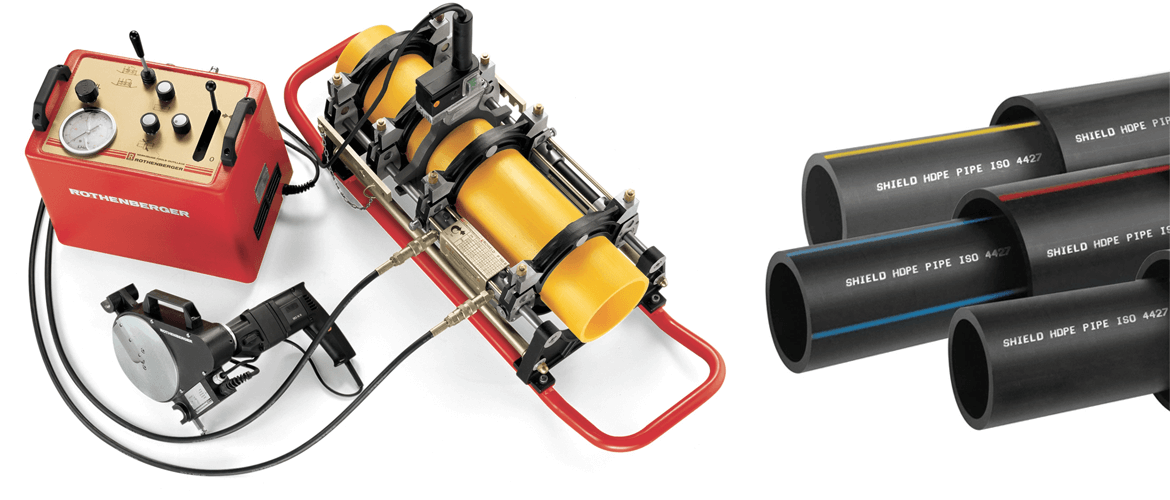
- Rothenberger. Данная компания была основана в Германии в 1949 году. За все прошедшие годы компания смогла добиться очень больших успехов, став одним из ведущих производителей сварочных аппаратов. Продукция, выпущенная под брендом Rothenberger, отличается максимально возможным качеством и крайней степенью надежности.
- Ritmo. Итальянская компания Ritmo была образована в 1979 году. На сегодняшний день она относится к категории ведущих компаний, занимающихся обработкой полимеров и изделий из них. В своей деятельности Ritmo постоянно следует наиболее современным и строгим стандартам. Бизнес компании поставлен на очень высоком уровне, и то же самое можно сказать о продукции – изделия Ritmo отличаются разнообразием, универсальностью и высочайшим качеством.
- DYTRON. На фоне старших аналогов продукция чешской компании DYTRON, основанной в 1992 году, не кажется недостаточно качественной – с этим все в порядке. Ассортимент продукции необычайно широк – компания выпускает как ручное, так и автоматическое оборудование, позволяющее соединять ПНД трубы. Кроме того, модельные ряды постоянно расширяются и дополняются, поэтому подобрать хорошее оборудование на стендах этого бренда проблемы не составит. Также стоит отметить и соответствие выпущенных устройств самым современным требованиям.

Выбрав сварочный аппарат для пайки полиэтиленовых труб, на котором будет значиться логотип одной из описанных компаний, можно не переживать о качестве оборудования – оно будет ожидаемо высоким.
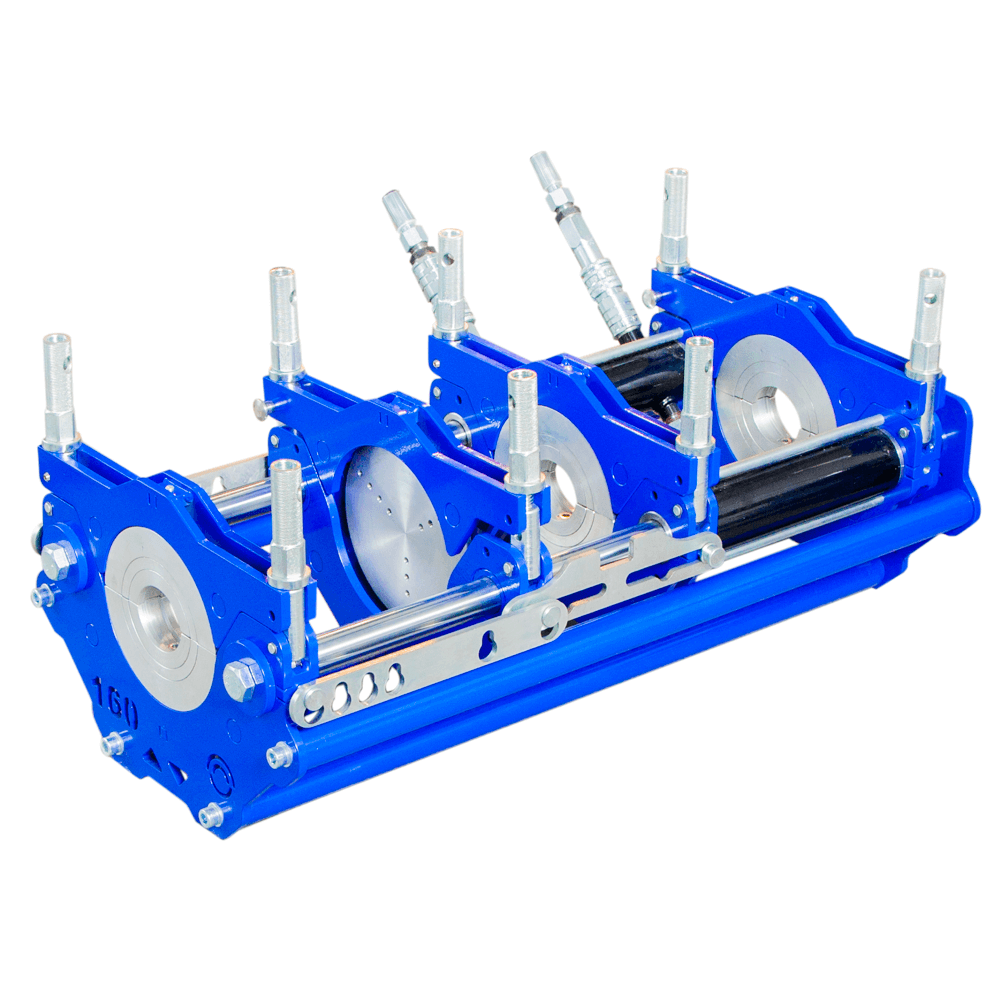
Описание аппаратов для стыковой сварки
- Торцеватель – приспособление для обработки торцов, состоящее из двух режущих пластин, закрепленных на крутящихся дисках. Чаще всего снабжено электроприводом.
- Центратор – комплекс для позиционирования двух свариваемых труб относительно друг друга. Состоит из подвижных и фиксированных зажимов.
- Нагреватель – система для нагрева торцов при подготовке к процессу сварки. Нагревательный элемент подключен к аппарату для контроля над температурой, оснащен специальным покрытием, которое препятствует прилипанию обрабатываемых материалов к металлу.
- Маслостанция – гидравлический блок для создания давления, которое необходимо в момент сжатия кромок. В ручных моделях её нет. Состоит из гидробачка, электромотора, маслонасоса, манометра и шлангов. Также присутствует таймер, при помощи которого производится контроль времени прогрева.
Принцип работы основан на соединении двух отрезков трубы, нагреве их стыков до высокой температуры, при которой полиэтилен начинает плавиться. С помощью гидравлики детали сжимаются, получается прочное соединение, способное выдержать высокое давление.
В моделях без гидросистемы все операции проводятся вручную.
Сварочные аппараты и их разновидности
По характеристикам все приборы данного назначения делятся на два класса:
- Устройства для сварочных работ с полиэтиленовыми трубами встык либо в раструб.
- Агрегаты для пайки с помощью электромуфты.
Обе разновидности состоят из трех частей:
- Трансформаторный блок — обеспечивает подачу электричества.
- Модуль мощности — контролирует поток напряжения во время плавки частей труб.
- Узел регулировки температурного режима — определяет нужную температуру плавления и поддерживает ее на требуемом уровне.
Аппараты для стыковой пайки
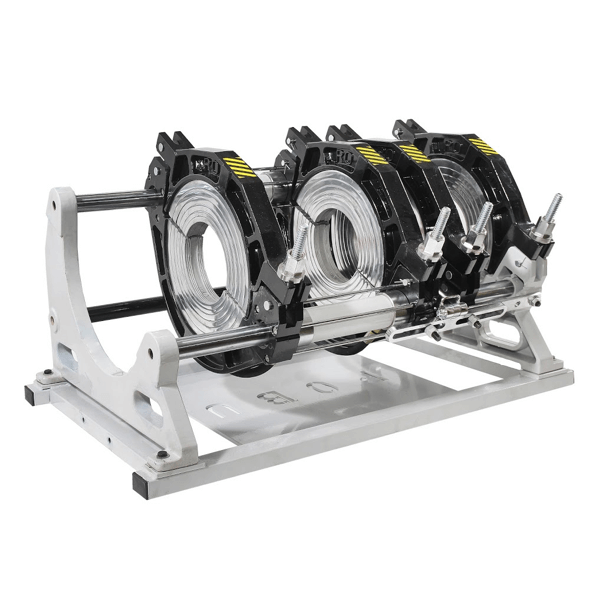
Наиболее востребованными являются сварочные аппараты для стыковой пайки полиэтиленовых труб. По типу оснащенности такие приборы присутствуют в нескольких вариантах.
Сварочное зеркало ручного типа
Элемент накаливания этой модели – зеркало. Все манипуляции от соединения срезов до фиксации труб в нужном положении производят ручным способом.

Поскольку сварка этим оборудованием осуществляется вручную, гарантировать ровный, качественный шов нельзя. Поэтому сварку ручным зеркалом применяют в монтаже канализационных систем и других закрытых местах, где эстетика не особенно важна.
Выбираем сварочный аппарат для полиэтиленовых труб
Полиэтиленовые трубы, пришедшие на смену стальным и чугунным, обладают более привлекательными эксплуатационными характеристиками — прочностью, устойчивостью к воздействию внешних агрессивных сред, долговечностью. Однако монтаж трубопроводов на базе ПЭ, ПНД и ПВД труб требует применения специализированного оборудования и приспособлений, в частности, сварочных аппаратов. Только при грамотном использовании оборудования имеет смысл говорить о качестве сварки, поэтому к выбору необходимо относиться максимально внимательно и ответственно.
Аппараты для сварки полиэтиленовых труб стали незаменимым инструментом при монтаже и ремонте систем канализации, водоотведения, трубопроводов различного уровня сложности и назначения. Задача данного оборудования сводится к нагреву торцов свариваемых отрезков до нужной температуры или подачи жидкого пластика к месту соединения.
Способы и особенности сварки ПЭ, ПНД и ПВД труб
В зависимости от внутреннего давления и технологических особенностей трубопровода применяется один из четырех видов сварки:
Стыковой — самый распространенный способ, поскольку обладает рядом преимуществ: высокая производительность, низкая себестоимость, в том числе и за счет низкой цены на сварочные аппараты, достаточные прочностные характеристики. Суть метода заключается в нагревании и оплавлении специальным сварочным зеркалом (нагревателем) торцов труб и плотном соединении между собой. Стыковые аппараты применяют для сварки труб диаметром от 32 до 1600 мм. Среди недостатков, пожалуй, стоит выделить: необходимость точного торцевания, невозможность сваривания тонких (меньше 4,5 мм) стенок изделий, важность дополнительной очистки поверхности стыков.
Муфтовый (враструб) — для соединения используется дополнительная муфта, которая гарантирует надежность и герметичность сварочного шва. Такой метод менее производителен и обходится дороже, но отличается высокой прочностью. Кроме того, этот вид сварки обеспечивает возможность соединения труб разных диаметров. Важно знать, что муфтовая сварка редко применяется вне помещений.
Экструзионный — принцип аналогичен классической электрической сварке в том плане, что через специальный экструдер в место соединения поступает жидкий полиэтилен, который и обеспечивает соединение. Сварочный шов не отличается прочностью, технология крайне медленная, но актуальная для больших диаметров. С другой стороны экструзионный способ не требует от оператора обязательного учета толщины стенок, температуры плавления деталей, необходимого давления и времени остывания. Часто применяется при монтаже трубопроводов с низкой нагрузкой.
Электромуфтовый (терморезисторный) — наиболее надежный способ сварки, его суть в том, что используются муфты с встроенными нагревательными элементами. Такой метод требует четкого соблюдения технологического процесса, поэтому электромуфтовые сварочные аппараты оснащаются собственными компьютерными процессорами и программным обеспечением, которое поэтапно контролирует сваривание. Подобный подход гарантирует равномерность нагрева труб и максимально плотному прилеганию. Соединение получается прочным и устойчивым к внешним и внутренним механическим воздействиям.

Виды аппаратов для сварки полиэтиленовых труб
Сварочные аппараты для полиэтиленовых труб классифицируются по 4 вышеперечисленным методам выполнения соединения. Каждый из них требует применения конкретного аппарата. Однако существует еще одна градация по степени автоматизации.
Ручные сварочные аппараты — безусловно, самые дешевые и низкопроизводительные. Как следствие, применяются при необходимости проведения небольших объемов работ, например, для прокладки нового водопровода в квартире или создания канализации в частном доме. Стыковая и раструбная сварка — область применения такого оборудования. Экструзионные варианты встречаются крайне редко, а терморезисторные вообще никогда. Там важна точность выставления рабочего тока, что в ручном режиме принципиально невозможно.
Полуавтоматы — понятно, что подобного рода устройства обходятся гораздо дороже ручных аналогов. Однако производительность таких аппаратов несравненно выше, как и мощность. Человеческий фактор в их работе сведен к минимуму. Работа оператора заключается в предварительных настройках режимов работы и последующей корректировке. Применяются во всех видах сварочных процессов. В более широком формате представлены в терморезисторной сварке.
Автоматические аппараты — управляются микропроцессорной техникой (оператору необходимо ввести только базовые параметры, такие как размеры и характеристики свариваемых труб). Качество шва в этом случае максимальное, как и производительность, но цена — высокая.
Выбор сварочного аппарата для полиэтиленовых труб
В каждых конкретных условиях эксплуатации необходимо выбирать свой способ сварки, как следствие, и соответствующий аппарат. В этом ракурсе стоит обращать внимание на следующие аспекты:
Водопроводчику, сантехнику в бытовых условиях или даже на производстве не нужен автомат и даже полуавтомат. С высокой долей вероятности ему хватит удобного и недорогого ручного устройства. Для прокладки магистральных трубопроводов важны автоматические станки.
Домашним мастерам вообще «заморачиваться» не приходится — достаточно приобрести простой паяльник.
Не самым опытным мастерам, которые имеют свободные средства, можно купить и полуавтомат. Результат будет качественным, а работа простой.
Если предполагается приобретать электромуфтовый аппарат, то будьте готовы тратиться на расходные материалы. При некачественных электромуфтах даже самое технологичное оборудование не поможет.
В заключение стоит напомнить, что к выбору важно подходить максимально серьезно и ответственно. Не стоит экономить на оборудовании, от надежности и характеристик, которого зависит качество выполненных работ.
Рейтинг сварочных аппаратов от Техсвар.ру
5. Nowatech Zern и Zeen
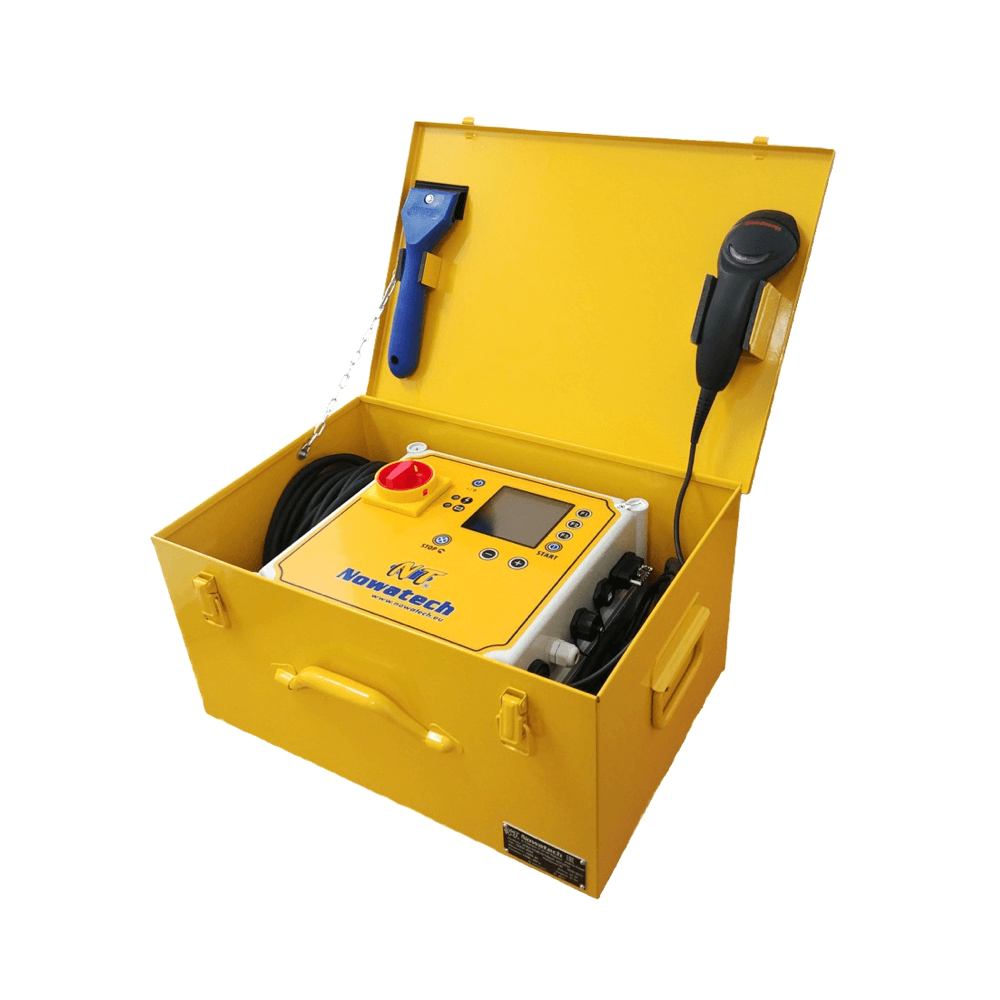
Электромуфтовые сварочные аппараты Nowatech отличаются функциональностью и качеством изготовления, имеют электронную систему управления и защиту от механических повреждений, пыли, песка и дождя.
| Модель | Макс. диаметр трубы, мм | Мощность, кВт | Аттестация НАКС |
| ZERN-160 | 160 | 1,15 | — |
| ZERN-800 Plus | 160 | 1,45 | — |
| ZEEN-800 Plus | 160 | 1,45 | + |
| ZERN-2000 Plus | 400 | 3 | — |
| ZEEN-2000 Plus | 400 | 3 | + |
| ZERN-4000 | 1200 | 4 | — |
| ZEEN-4000 | 1200 | 4 | + |
- Максимальный диаметр трубы — 1200 мм.
- Протоколирование и передача данных на USB-накопитель.
- Большой дисплей индикации параметров сварки.
- Возможна аттестация НАКС.
- Высокая стоимость моделей серии ZEEN.
- Необходимость использования дорогостоящих муфт.
4. Volzhanin CNC
Сварочные аппараты Volzhanin CNC с гидравлическим приводом — высокофункциональные и автоматизированные аппараты позволяющие производить сварку по ГОСТ.
| Модель | Макс. диаметр трубы, мм | Мощность, кВт | Аттестация НАКС |
| CNC-160 | 160 | 3 | + |
| CNC-225 | 225 | 4 | + |
| CNC-315 | 315 | 5 | + |
- Автоматизированный сварочный процесс.
- Системы контроля температуры, давления, времени и др.
- Устройство для автоматического извлечения нагревателя.
- Аттестация НАКС.
- Гарантия 18 месяцев.
- Высокая стоимость.
- Диаметр свариваемой трубы — 315 мм.
3. Volzhanin ССПТ
Сварочные аппараты Volzhanin ССПТ с гидравлическим приводом для контактно-стыковой сварки труб диаметром до 1200 мм. Каждая модель имеет несколько модификаций: с механическим или электрическим торцевателем, а также с гидроблоком или ручным насосом.
| Модель | Мин. диаметр трубы, мм | Макс. диаметр трубы, мм | Мощность, кВт |
| ССПТ-160 | 40 | 160 | 1,3-3 |
| ССПТ-225 | 63 | 225 | 1,9-4 |
| ССПТ-315 | 75 | 315 | 2,9-5 |
| ССПТ-400 | 160 | 400 | 5,7-7,9 |
| ССПТ-500 | 225 | 500 | 8,3-10,5 |
| ССПТ-630 | 315 | 630 | 11,1-13,3 |
| ССПТ-800 | 450 | 800 | 18,8 |
| ССПТ-1000 | 630 | 1000 | 23,4 |
| ССПТ-1200 | 710 | 1200 | 27,4 |
- 4 модификации аппаратов.
- Гидравлический привод.
- Возможна аттестация НАКС.
- Гарантия 18 месяцев.
- Цена выше средней.
Сварочные аппараты Robu — сверхпрочное, надёжное и высокопроизводительное оборудование разработанное совместно с немецкими инженерами.
| Модель | Привод | Макс. диаметр трубы, мм | Мощность, кВт |
| W160S | Механический | 160 | 1,6 |
| W160 | Механический | 160 | 1,6 |
| W160G | Гидравлический | 160 | 2,4 |
| W250S | Механический | 250 | 2,5 |
| W250 | Гидравлический | 250 | 3,8 |
| W315 | Гидравлический | 315 | 4,8 |
| W500 | Гидравлический | 500 | 9,5 |
| W630 | Гидравлический | 630 | 12,2 |
| W800 | Гидравлический | 800 | 17 |
| W1000 | Гидравлический | 1000 | 21 |
| W1200 | Гидравлический | 1200 | 35,5 |
| W1600 | Гидравлический | 1600 | 53 |
- Высокое качество изготовления.
- Выносливая гидравлика.
- Диаметр сварки до 1600 мм.
- Гарантия 3 года.
- Не выявлены.
1. Monster HL, EL и GL
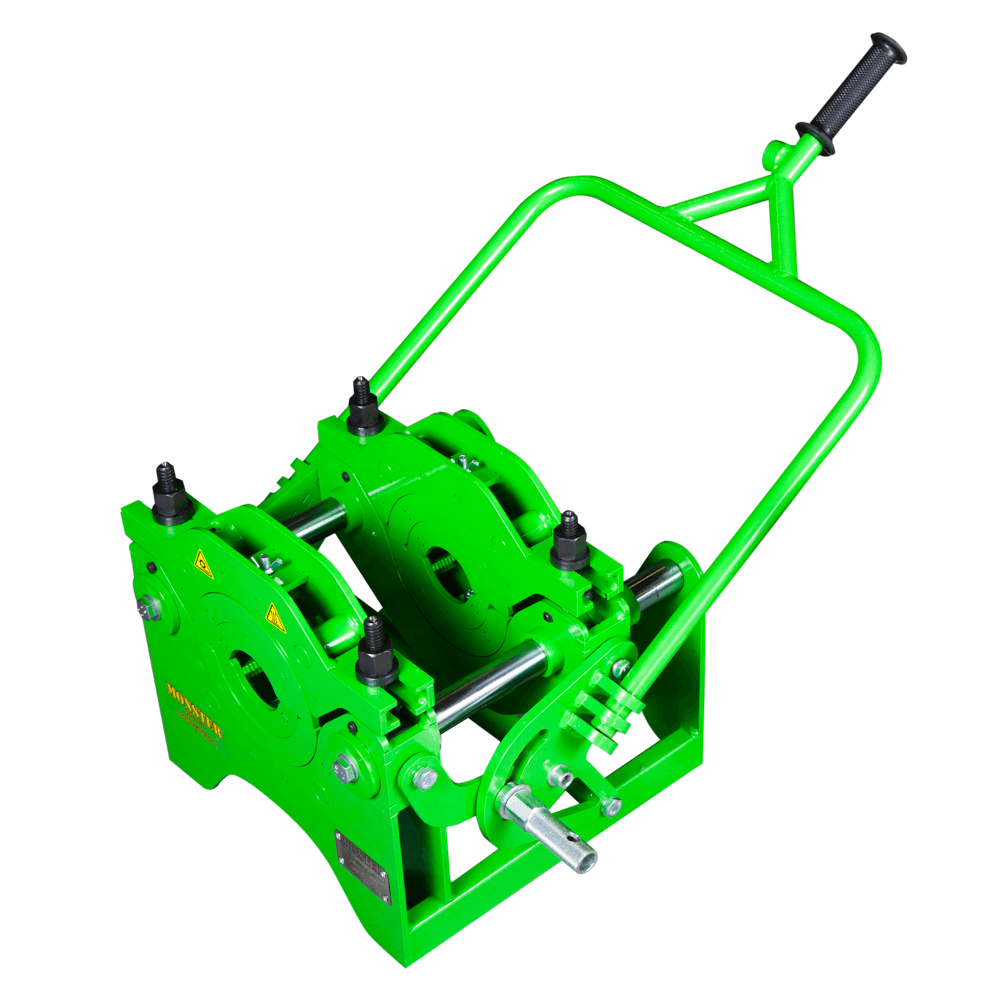
Сварочные аппараты Monster отличаются компактными размерами, малым весом, низкой ценой и возможностью сварки труб самых распространенных диаметров.
Источник https://sovet-ingenera.com/santeh/trubodel/svarochnyj-apparat-dlya-polipropilenovyx-trub.html
Источник https://spark-welding.ru/montazh-i-remont/svarochnyj-apparat-dlya-pnd-trub.html
Источник https://k-watt.ru/blog/vybiraem-svarochnyj-apparat-dlya-polietilenovyh-trub




